eprints.umg.ac.ideprints.umg.ac.id/1437/1/14611038 mandala putra analisis resiko pada... ·...
TRANSCRIPT

1
ANALISIS RESIKO PADA RANTAI PASOK PIPA PVC MENGGUNAKAN METODE HOUSE OF
RISK DAN FUZZY ANALYTICAL HIERARCHY PROCESS PADA PT.TJAKRINDO MAS (DIVISI PIPA
DAN SAMBUNGAN)\
𝐌𝐚𝐧𝐝𝐚𝐥𝐚 𝐏𝐮𝐭𝐫𝐚𝟏, 𝐒𝐚𝐢𝐝 𝐒𝐚𝐥𝐢𝐦 𝐃𝟐, 𝐃𝐞𝐧𝐲 𝐀𝐧𝐝𝐞𝐬𝐭𝐚𝟑 1)Mahasiswa Teknik Industri Universitas Muhammadiyah Gresik 2,3)Dosen Universitas Muhammadiyah Gresik
Fakultas Teknik Program Studi Teknik Industri Universitas Muhammadiyah Gresik
2018
ABSTRAK
Pada setiap kegiatan supply chain perusahaan tidak akan lepas dengan resiko-resiko, termasuk juga pada
PT.TJAKRINDO MAS (DIVISI PIPA DAN SAMBUNGAN). Maka dari itu manajemen resiko pada kegiatan
supply chain atau Supply Chain Risk Management (SCRM) sangat dibutuhkan pada perusahaan. Saat ini
PT.TJAKRINDO MAS (DIVISI PIPA DAN SAMBUNGAN) belum memiliki (SCRM), akibat belum adanya
(SCRM) menimbulkan gangguan pada masing-masing kegiatan supply chain perusahaan. Pada penelitian ini
digunakan metode House Of Risk (HOR) dan Fuzzy Analytical Hierarchy Process (FAHP) untuk mengatasi
resiko pada kegiatan supply chain PT.TJAKRINDO MAS (DIVISI PIPA DAN SAMBUNGAN). Penggunaan
metode House Of Risk dilakukan dengan melakukan mitigasi terhadap resiko-resiko pada kegiatan supply chain
perusahaan, dengan cara mengidentifikasi, menganalisis mengevaluasi, menetapkan strategi penanganan pada
resiko-resiko supply chain perusahaan. Selanjutnya adalah melakukan pembobotan strategi penanganan untuk
membobotkan tingkat kepentingan pada masing-masing strategi penanganan, menggunakan Fuzzy Analytical
Hierarchy Process (FAHP). Dari hasil penelitian terdapat 52 (Risk Event), 22 (Risk Agent) prioritas dan peneliti
mengusulkan 14 strategi penanganan prioritas. Dari hasil penelitian ini diharapkan bisa menjadi rekomendasi
perbaikan pada kegiatan supply chain PT.TJAKRINDO MAS (DIVISI PIPA DAN SAMBUNGAN).
Kata kunci : Supply Chain Risk Management (SCRM), House Of Risk (HOR)
dan Fuzzy Analytical Hierarchy Process (FAHP)
ABSTRACT
In every activity supply chain company will not be free for risk,Including PT.TJAKRINDO MAS (Divisi
Pipa dan Sambungan). Therefore, risk management in supply chain activities or Supply Chain Risk Management
(SCRM) is needed in the company. Curently PT.TJAKRINDO MAS (DIVISI PIPA DAN SAMBUNGAN) does
not yet have (SCRM). The result is not yet (SCRM) cause distruption in each company's supply chain activities.
In this research method is used House Of Risk (HOR) and Fuzzy Analytical Hierarchy Process (FAHP) to
overcome risks to activities Supply Chain PT.TJAKRINDO MAS (DIVISI PIPA DAN SAMBUNGAN). The use
of the House of Risk method is carried out by mitigating the risks in the company's Supply Chain activities, by
identify, anlyze,evaluate, establish a handling strategy at the company's supply chain risks. Next is to weight the
handling strategy to weight the level of importance in each handling strategy, using Fuzzy Analytical Hierarchy
Process (FAHP). From the results there are 52 (Risk Event), 22 (Risk Agent) priority handling strategies. The
results of this study are expected to be a recommendation for improvement in supply chain activities
PT.TJAKRINDO MAS (DIVISI PIPA DAN SAMBUNGAN).
Keyword : Supply Chain Risk Management (SCRM), House Of Risk (HOR) and Fuzzy
Analytical Hierarchy Process (FAHP)
2
1. Pendahuluan
Supply Chain adalah jaringan perusahaan-
perusahaan yang secara bersama-sama bekerja
untuk menciptakan dan menghantarkan suatu
produk ke tangan pemakai akhir (Pujawan,
2010). Aliran atau kegiatan supply chain
meliputi aliran material, aliran informasi, dan
aliran finansial. Beberapa kegiatan utama yang
masuk dalam klasifikasi Supply Chain
Management adalah: kegiatan merancang
produk (product development), kegiatan
mendapatkan bahan baku (procurement),
kegiatan merencanakan produksi dan
persediaan (planning & control), kegiatan
melakukan produksi (production), dan
kegiatan melakukan pengiriman atau distribusi
(distribution) (Sari dkk, 2015).
Dari penjelasan mengenai Supply chain,
ada manfaat pada pengolahan rantai pasok
(supply chain management). Sari dkk (2015)
menjelaskan bahwa, Manfaat supply chain
management pada suatu perusahaan sangat
penting antara lain untuk kepuasan pelanggan,
meningkatkan pendapatan, menurunkan biaya,
dan membuat perusahaan semakin kuat. Dari
berbagai manfaat SCM, perusahaan akan
semakin maju jika perusahaan mengelola
supply chain dengan baik. Oleh karena itu
pengelolaan supply chain yang baik sangat
diperlukan dalam suatu perusahaan.
Pada setiap kegiatan apa pun, khususnya di
sektor Industri tidak lepas dengan resiko.
Resiko adalah ketidakpastian yang berkenaan
dengan kerugian dan merupakan sebuah
masalah dalam bisnis dan individual dalam
setiap segi kehidupan (Sari dkk, 2015). Resiko
yang paling sering terjadi biasanya ada pada
kegiatan supply chain, yang mana kegiatan ini
adalah inti sari terjadinya proses manufaktur
dalam Industri. Oleh sebab itu manajemen
resiko sangat diperlukan dalam penanganan
resiko dengan tujuan untuk meminimalisasi
tingkat resiko dan dampak dari resiko tersebut.
Datang dan keluarnya suatu bahan baku
manufaktur dengan baik, sampai tujuan, sesuai
grade atau kualitas yang dipesan, proses
produksi lancar, dan pengiriman atau distribusi
produk yang sudah jadi ke customer terjadi di
kegiatan supply chain bilamana resiko yang
terjadi itu kecil dan hal ini bisa diatasi dengan
SCRM (Supply Chain Risk Management).
PT. TJAKRINDO MAS (DIVISI PIPA
DAN SAMBUNGAN) merupakan Divisi
perusahaan yang bergerak di salah satu bidang
pembuatan pipa dan sambungan jenis PVC.
Pipa sambungan jenis PVC merupakan pipa
yang memiliki komposisi dari bahan kimia,
yang bahan dasarnya dinamakan Resin. Pipa
sambungan jenis PVC memiliki peminat yang
lebih tinggi, dan aktivitas pada kegiatan supply
chain pipa PVC cukup kompleks. Aktivitas
yang diawali dengan pengadaan material
berupa resin hingga proses pengiriman produk
jadi ke konsumen (Sumber: wawancara pada
perusahaan, 2018). Dalam aktifitas supply
chain perusahaan pastinya mengalami resiko
yang dapat menghambat kegiatan supply
chain, tidak terkecuali pada aktivitas supply
chain (DIVISI PIPA DAN SAMBUNGAN)
yang rentan terhadap resiko yang dapat
menggnggu kegiatan supply chain.
Saat ini PT. TJAKRINDO MAS (DIVISI
PIPA DAN SAMBUNGAN) masih belum
adanya SCRM (Supply Chain Risk
Management) untuk dilakukan pengkajian
secara kongrit, pembahasan tentang
pengelolahan resiko dan strategi yang dipakai
pada bagian supply chain (DIVISI PIPA DAN
SAMBUNGAN). Untuk analisis resiko pada
SCRM (Supply Chain Risk Management), Sari
dkk (2015) mengatakan kerangka kerja pada
SCRM dapat dilakukan dengan lima tahap
yaitu menentukan tujuan, identifikasi resiko,
analisis resiko, evaluasi resiko dan tindakan
terhadap resiko. Manfaat dari SCRM yaitu
untuk dapat mengidentifikasi dan menilai
gangguan supply chain serta dapat mengurangi
dampak negatif dari kinerja supply chain.
Pada penelitiaan tugas akhir ini, akan
dilakukan identifikasi, analisis,
pengevaluasian, dan strategi terhadap resiko
yang muncul pada supply chain perusahaan.
Tools yang dipakai untuk identifikasi, analisis
mengevaluasi dan menetapkan strategi
terhadap resiko adalah HOR (House Of Risk).
Kenapa resiko perlu adanya identifikasi,
analisis, mengevaluasi dan menetapkan
strategi menggunakan HOR, Tampubolon dkk
(2013) menjelaskan, Model House Of Risk
(HOR) berdasarkan gagasan supply chain risk
management yang berfokus pada tindakan
pencegahan, mengurangi kemungkinan
terjadinya suatu risk agent terjadi. Mengurangi
terjadinya risk agents biasanya akan mencegah
terjadinya suatu Resiko (risk event) juga.
Biasanya suatu risk agent menyebabkan lebih
dari satu resiko. Untuk mendukung
penelitian ini, digunakan FAHP (Fuzzy
Analytical Hierarchy Process) sebagai
perancangan penanganan resiko. Menurut
Astutik Dkk (2015) menjelaskan fungsi
penggunaan metode Fuzzy AHP ini sangat
tepat untuk menentukan bobot relatif pada
strategi penanganan resiko yang terjadi.
Hidayat dkk (2012) menambahkan
bahwasanya model fuzzy AHP adalah proses
pengubahan nilai selang rating (berupa batas
nilai) yang diberikan oleh penilai menjadi
selang dalam bentuk bilangan fuzzy. Selang
rating ini dibuat untuk memfasilitasi ketidak
3
konsistenan penilai. Pada masalah yang
kompleks pada suatu bagian supply chain
perlu informasi yang kongrit, agar
permasalahan memiliki titik acuan untuk
diselesaikan. Penggalian informasi terhadap
bagian stuktural perusahaan yang bermasalah,
digali melalui narasumber atau stakeholder
yang berhubungan dengan bagian itu.
Penggalian informasi tersebut dilakukan
menggunakan kuesioner dengan metode
wawancara yang sudah dilakukan sebelumnya.
Namun hasil wawancara tersebut masih belum
kongrit, dikarenakan belum tegasnya hasil
jawaban dari narasumber. Menurut Hidayat
dkk (2012) Logika fuzzy memungkinkan untuk
membangun sistem yang lebih peka mengolah
penilaian narasumber yang cenderung sulit
menilai secara tegas. Pada pengembangan
model ini, fuzzy berlaku sebagai pencegah
ketidak tegasan. Maka dari itu diperlukan
pengembangan terhadap metode AHP menjadi
Fuzzy Analytical Hierarchy Process (FAHP).
Dalam menggunakan metode HOR
(House Of Risk) dan Fuzzy Analytical
Hierarchy Process (FAHP) ini sebagai usulan
penanganan resiko pada kegiatan supply chain
yang terjadi pada PT. TJAKRINDO MAS
(DIVISI PIPA DAN SAMBUNGAN). Dan
diharapkan perusahaan dapat menekan angka
resiko dan dapat menciptakan strategi
penanganan yang baik bagi perusahaan.
2. Metodologi Penelitian
- Studi Lapangan
Pada tahap studi lapangan dilakukan
pengamatan dan pengkajian tentang
kondisi yang terjadi dilapangan khususnya
pada kegiatan supply chain mulai dari hulu
hingga hilir perusahaan (Proses pengadaan
bahan baku/raw material, perencanaan
produksi (PPIC), Proses produksi, dan
proses pengiriman/ditribusi). - Identifikasi Masalah
Peneliti akan melakukan observasi pada
kegiatan supply chain perusahaan dan
peneliti menetapkan pada bagian
bersangkutan pada bagian pengadaan
bahan baku atau material, PPIC, bagian
produksi dan bagian Pengiriman atau
distributor, dengan maksud untuk
mengidentifikasi resiko-resiko yang
muncul selama kegiatan supply chain di
perusahaan.
- Perumusan Masalah
Tahap ini akan dilakukan perumusan
masalah, yang mengacu pada masalah-
masalah yang muncul pada tahap studi
lapangan dan identifikasi masalah, serta di
dukung oleh studi pustaka sebagai acuan
pemakaian metode-metode yang cocok
dengan permasalahan untuk dipecahkan
dalam penelitian ini.
- Tujuan Penelitian
Tujuan penelitian ini adalah untuk
mengidentifikasi resiko, menganalisis
penyebab resiko, mengevaluasi penyebab
resiko, memberikan strategi penanganan
terhadap resiko dan memberikan
pembobotan terhadap strategi penanganan
resiko pada kegiatan supply chain pipa dan
sambungan proses kegiatan Supply chain
- Pengumpulan Data
a) Data tentang profil perusahaan
b) Data kegiatan pada bagian supply chain
perusahaan
c) Pemetaan kegiatan supply chain
d) Identifikasi potensi resiko dengan
kusesioner
- Pengolahan Data
a) Iidentifikasi Resiko (HOR Fase 1)
b) Evaluasi Resiko
c) Penanganan Resiko (HOR Fase 2)
d) Perhitungan nilai konsistensi Fuzzy
AHP (FAHP)
e) Pembobotan dengan Fuzzy AHP
(FAHP)
- Analisa Dan Interpretasi Hasil
Pada tahap ini menganalisa hasil
pengolahan data, yang mana nantinya akan
memberikan jawaban terhadap penelitian
ini. Analisis dan interpretasi data ada pada
tahap analisis House Of Risk dan
pembobotan strategi dengan Fuzzy
Anaytical Hierarchy Process.
- Penarikan Kesimpulan Dan Saran
Pada tahap ini dilakukan penarikan
kesimpulan dan menjawab perumusan
masalah yang telah didapat. Serta sebagai
saran dari peneliti bagi perusahaan sebagai
acuan perbaikan pada kegiatan supply
chain.
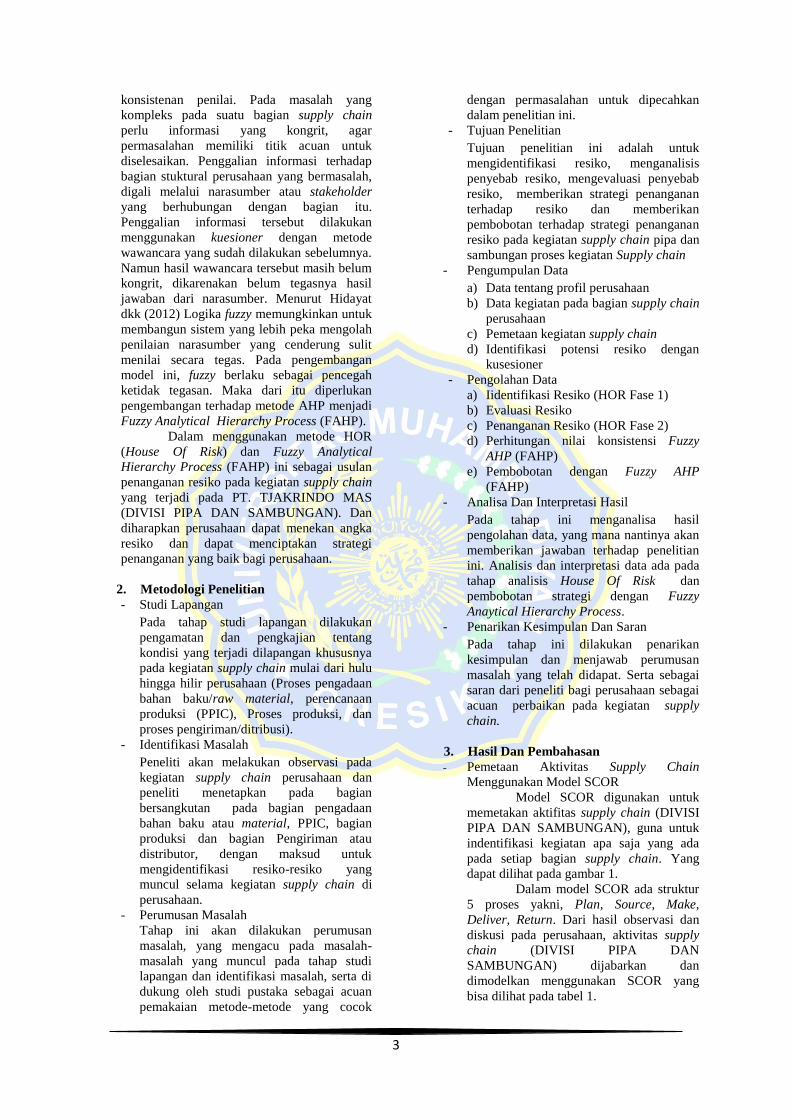
3. Hasil Dan Pembahasan
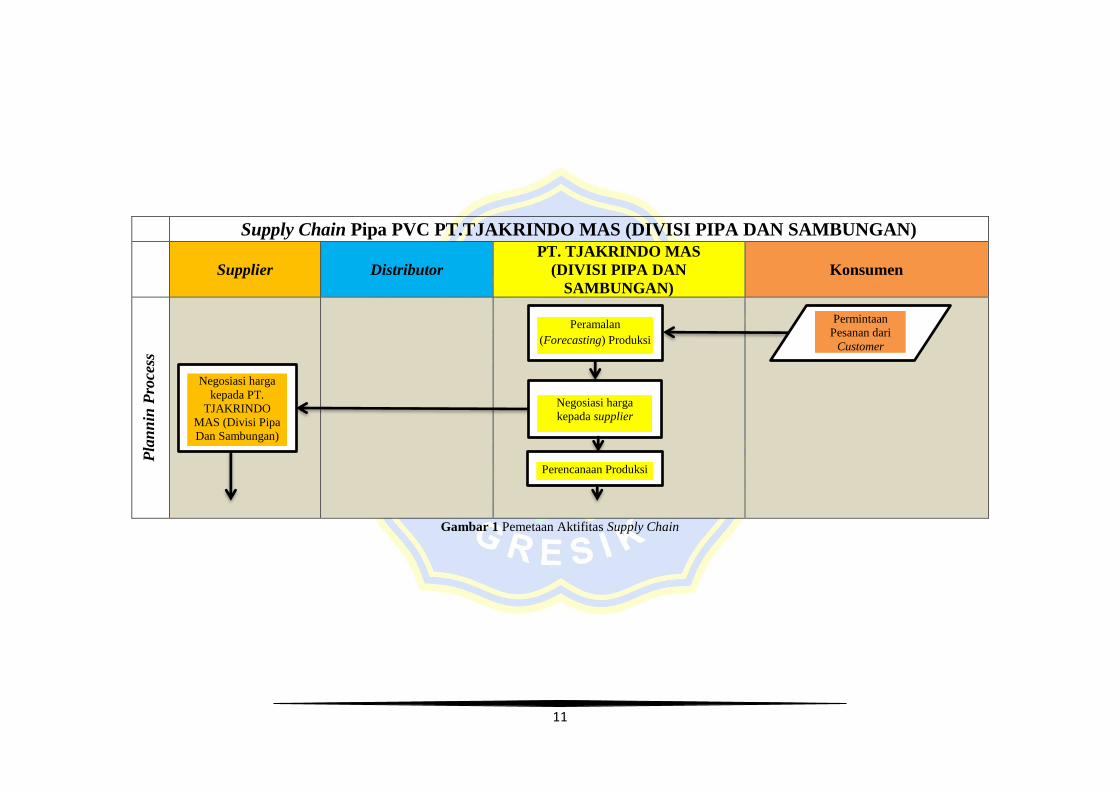
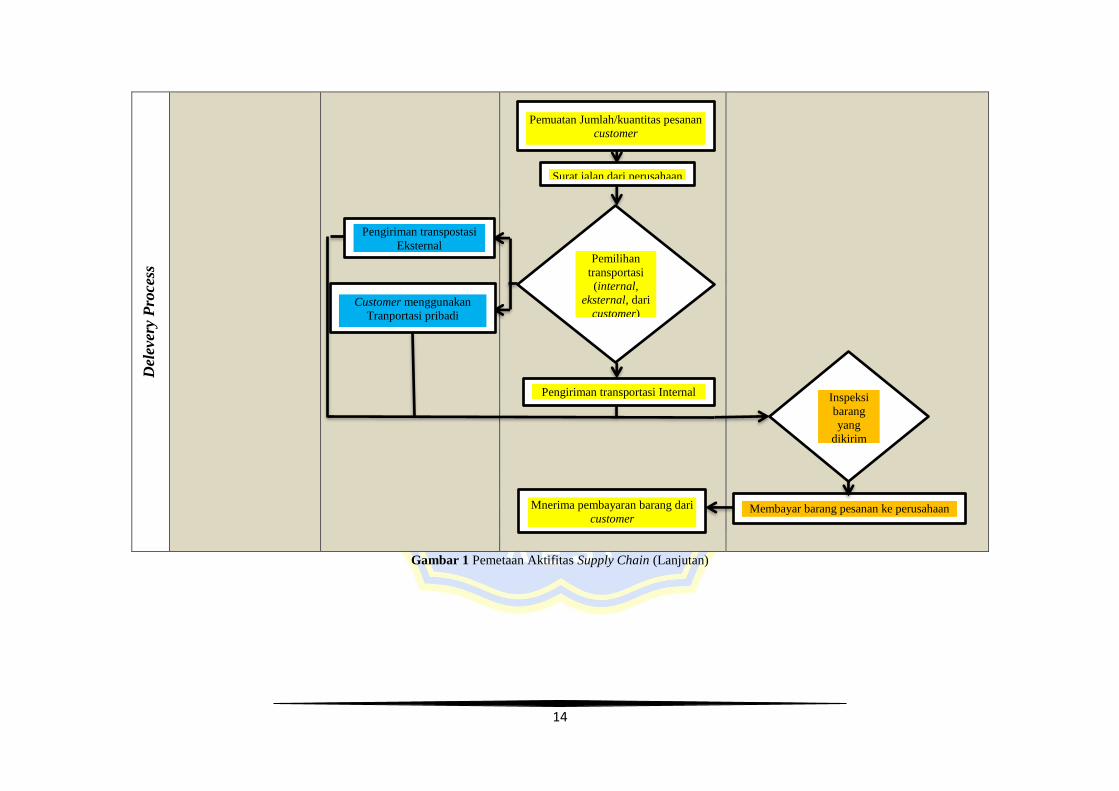
- Pemetaan Aktivitas Supply Chain
Menggunakan Model SCOR
Model SCOR digunakan untuk
memetakan aktifitas supply chain (DIVISI
PIPA DAN SAMBUNGAN), guna untuk
indentifikasi kegiatan apa saja yang ada
pada setiap bagian supply chain. Yang
dapat dilihat pada gambar 1.
Dalam model SCOR ada struktur
5 proses yakni, Plan, Source, Make,
Deliver, Return. Dari hasil observasi dan
diskusi pada perusahaan, aktivitas supply
chain (DIVISI PIPA DAN
SAMBUNGAN) dijabarkan dan
dimodelkan menggunakan SCOR yang
bisa dilihat pada tabel 1.
4
Tabel 1 Aktivitas Supply Chain Di Jabarkan
Dengan Model SCOR
Process Code Activity
Plan C1 Menerima order dari customer
C2 Memeriksa stock material, dan pipa
jadi
C3 Merencanakan dan forecasting
kebutuhan material produksi
C4 Memesan material pada supplier
C5 Negosiasi harga material pada
supplier
C6 Merencanakan dan menjadwalkan
produksi
C7 Maintenance mesin produksi
Source C8 Memilih supplier
C9 Melakukan contact dan komunikasi
pada supplier
C10 Supplier mengirim material
C11 Membayar order material pada
supplier
Make C12 Mempersiapkan material
C13 Memproduksi pipa sesuai jadwal
C14 Mengecek kualitas produk pipa jadi
C15 Menyimpan produk pipa jadi pada
gudang
Dlivery C16 Memilih transportasi pengiriman
produk
C17 Mengirim produk ke customer
Return C18 Customer memeriksa produk yang
dikirim perusahaan
C19 Mengembalikan produk (jika ada
yang cacat)
C20 Customer membayar produk
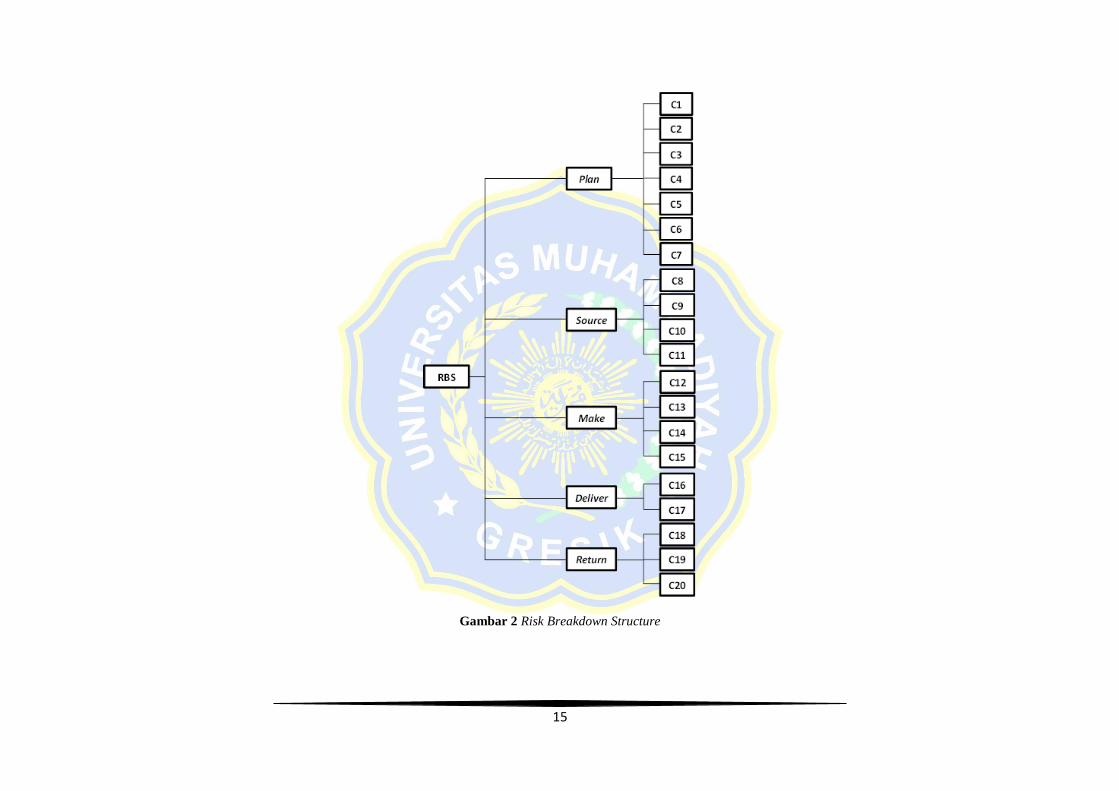
Aktivitas supply chain yang sudah
dijabarkan berdasarkan model SCOR,
kemudian akan dipakai sebagai alur dengan
model RBS (Risk Breakdown Structure)
yang bisa dilihat pada gambar 2.
- Identifikasi Resiko
Pada identifikasi resiko, peneliti memakai
expert judgement dengan menggunakan
model metode delphi. Model metode
delphi ini dipakai sebagai penguat diskusi
pada narasumber. Proses identifikasi resiko
menggunakan metode delphi
membutuhkan responden yang expert pada
kegiatan supply chain (DIVISI PIPA DAN
SAMBUNGAN).
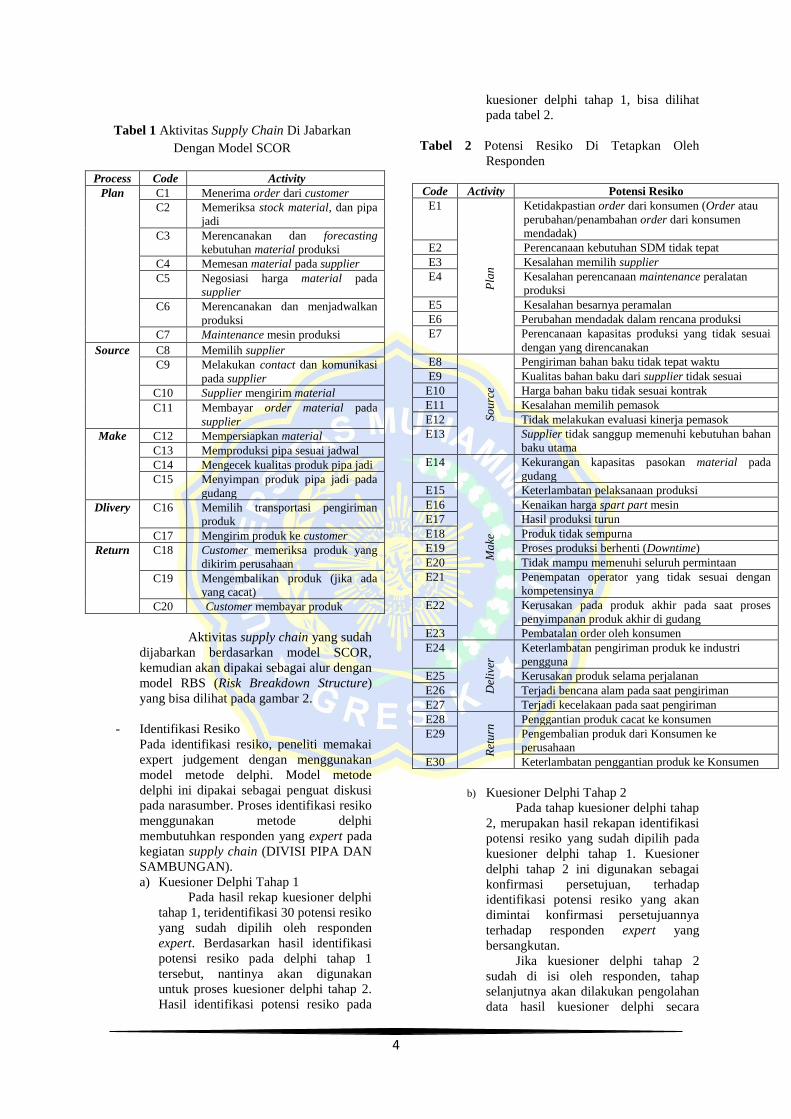
a) Kuesioner Delphi Tahap 1
Pada hasil rekap kuesioner delphi
tahap 1, teridentifikasi 30 potensi resiko
yang sudah dipilih oleh responden
expert. Berdasarkan hasil identifikasi
potensi resiko pada delphi tahap 1
tersebut, nantinya akan digunakan
untuk proses kuesioner delphi tahap 2.
Hasil identifikasi potensi resiko pada
kuesioner delphi tahap 1, bisa dilihat
pada tabel 2.
Tabel 2 Potensi Resiko Di Tetapkan Oleh
Responden
Code Activity Potensi Resiko
E1
Pla
n
Ketidakpastian order dari konsumen (Order atau
perubahan/penambahan order dari konsumen
mendadak)
E2 Perencanaan kebutuhan SDM tidak tepat
E3 Kesalahan memilih supplier
E4 Kesalahan perencanaan maintenance peralatan
produksi
E5 Kesalahan besarnya peramalan
E6 Perubahan mendadak dalam rencana produksi
E7 Perencanaan kapasitas produksi yang tidak sesuai
dengan yang direncanakan
E8
So
urc
e
Pengiriman bahan baku tidak tepat waktu
E9 Kualitas bahan baku dari supplier tidak sesuai
E10 Harga bahan baku tidak sesuai kontrak
E11 Kesalahan memilih pemasok
E12 Tidak melakukan evaluasi kinerja pemasok
E13 Supplier tidak sanggup memenuhi kebutuhan bahan
baku utama
E14
Ma
ke
Kekurangan kapasitas pasokan material pada
gudang
E15 Keterlambatan pelaksanaan produksi
E16 Kenaikan harga spart part mesin
E17 Hasil produksi turun
E18 Produk tidak sempurna
E19 Proses produksi berhenti (Downtime)
E20 Tidak mampu memenuhi seluruh permintaan
E21 Penempatan operator yang tidak sesuai dengan
kompetensinya
E22 Kerusakan pada produk akhir pada saat proses
penyimpanan produk akhir di gudang
E23 Pembatalan order oleh konsumen
E24
Del
iver
Keterlambatan pengiriman produk ke industri
pengguna
E25 Kerusakan produk selama perjalanan
E26 Terjadi bencana alam pada saat pengiriman
E27 Terjadi kecelakaan pada saat pengiriman
E28
Ret
urn
Penggantian produk cacat ke konsumen
E29 Pengembalian produk dari Konsumen ke
perusahaan
E30 Keterlambatan penggantian produk ke Konsumen
b) Kuesioner Delphi Tahap 2
Pada tahap kuesioner delphi tahap
2, merupakan hasil rekapan identifikasi
potensi resiko yang sudah dipilih pada
kuesioner delphi tahap 1. Kuesioner
delphi tahap 2 ini digunakan sebagai
konfirmasi persetujuan, terhadap
identifikasi potensi resiko yang akan
dimintai konfirmasi persetujuannya
terhadap responden expert yang
bersangkutan.
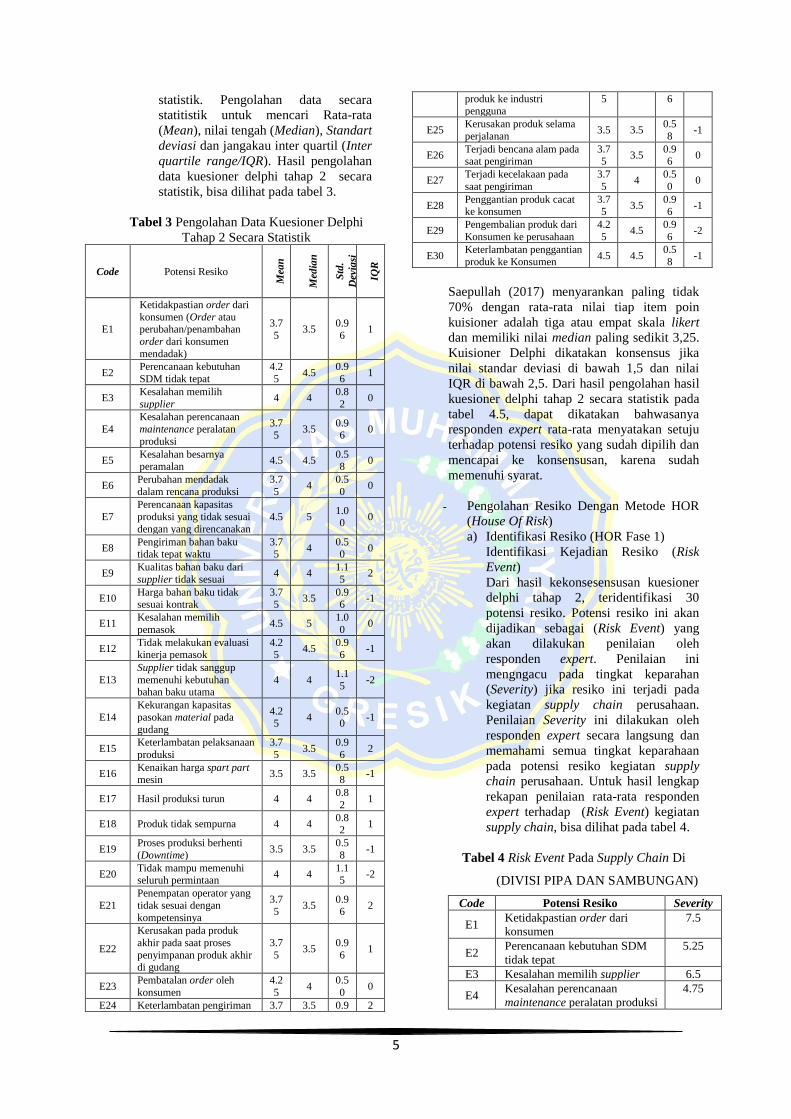
Jika kuesioner delphi tahap 2
sudah di isi oleh responden, tahap
selanjutnya akan dilakukan pengolahan
data hasil kuesioner delphi secara
5
statistik. Pengolahan data secara
statitistik untuk mencari Rata-rata
(Mean), nilai tengah (Median), Standart
deviasi dan jangakau inter quartil (Inter
quartile range/IQR). Hasil pengolahan
data kuesioner delphi tahap 2 secara
statistik, bisa dilihat pada tabel 3.
Tabel 3 Pengolahan Data Kuesioner Delphi
Tahap 2 Secara Statistik
Code Potensi Resiko M
ean
Med
ian
Std
.
Devia
si
IQR
E1
Ketidakpastian order dari
konsumen (Order atau perubahan/penambahan
order dari konsumen
mendadak)
3.7
5 3.5
0.9
6 1
E2 Perencanaan kebutuhan
SDM tidak tepat
4.2
5 4.5
0.9
6 1
E3 Kesalahan memilih
supplier 4 4
0.8
2 0
E4
Kesalahan perencanaan
maintenance peralatan
produksi
3.75
3.5 0.96
0
E5 Kesalahan besarnya peramalan
4.5 4.5 0.58
0
E6 Perubahan mendadak
dalam rencana produksi
3.7
5 4
0.5
0 0
E7
Perencanaan kapasitas
produksi yang tidak sesuai
dengan yang direncanakan
4.5 5 1.00
0
E8 Pengiriman bahan baku tidak tepat waktu
3.75
4 0.50
0
E9 Kualitas bahan baku dari
supplier tidak sesuai 4 4
1.1
5 2
E10 Harga bahan baku tidak sesuai kontrak
3.75
3.5 0.96
-1
E11 Kesalahan memilih
pemasok 4.5 5
1.0
0 0
E12 Tidak melakukan evaluasi kinerja pemasok
4.25
4.5 0.96
-1
E13
Supplier tidak sanggup
memenuhi kebutuhan bahan baku utama
4 4 1.1
5 -2
E14
Kekurangan kapasitas
pasokan material pada
gudang
4.25
4 0.50
-1
E15 Keterlambatan pelaksanaan
produksi
3.7
5 3.5
0.9
6 2
E16 Kenaikan harga spart part mesin
3.5 3.5 0.58
-1
E17 Hasil produksi turun 4 4 0.8
2 1
E18 Produk tidak sempurna 4 4 0.82
1
E19 Proses produksi berhenti
(Downtime) 3.5 3.5
0.5
8 -1
E20 Tidak mampu memenuhi seluruh permintaan
4 4 1.15
-2
E21
Penempatan operator yang
tidak sesuai dengan
kompetensinya
3.7
5 3.5
0.9
6 2
E22
Kerusakan pada produk
akhir pada saat proses
penyimpanan produk akhir di gudang
3.7
5 3.5
0.9
6 1
E23 Pembatalan order oleh
konsumen
4.2
5 4
0.5
0 0
E24 Keterlambatan pengiriman 3.7 3.5 0.9 2
produk ke industri pengguna
5 6
E25 Kerusakan produk selama
perjalanan 3.5 3.5
0.5
8 -1
E26 Terjadi bencana alam pada saat pengiriman
3.75
3.5 0.96
0
E27 Terjadi kecelakaan pada
saat pengiriman
3.7
5 4
0.5
0 0
E28 Penggantian produk cacat ke konsumen
3.75
3.5 0.96
-1
E29 Pengembalian produk dari
Konsumen ke perusahaan
4.2
5 4.5
0.9
6 -2
E30 Keterlambatan penggantian
produk ke Konsumen 4.5 4.5
0.5
8 -1
Saepullah (2017) menyarankan paling tidak
70% dengan rata-rata nilai tiap item poin
kuisioner adalah tiga atau empat skala likert
dan memiliki nilai median paling sedikit 3,25.
Kuisioner Delphi dikatakan konsensus jika
nilai standar deviasi di bawah 1,5 dan nilai
IQR di bawah 2,5. Dari hasil pengolahan hasil
kuesioner delphi tahap 2 secara statistik pada
tabel 4.5, dapat dikatakan bahwasanya
responden expert rata-rata menyatakan setuju
terhadap potensi resiko yang sudah dipilih dan
mencapai ke konsensusan, karena sudah
memenuhi syarat.
- Pengolahan Resiko Dengan Metode HOR
(House Of Risk)
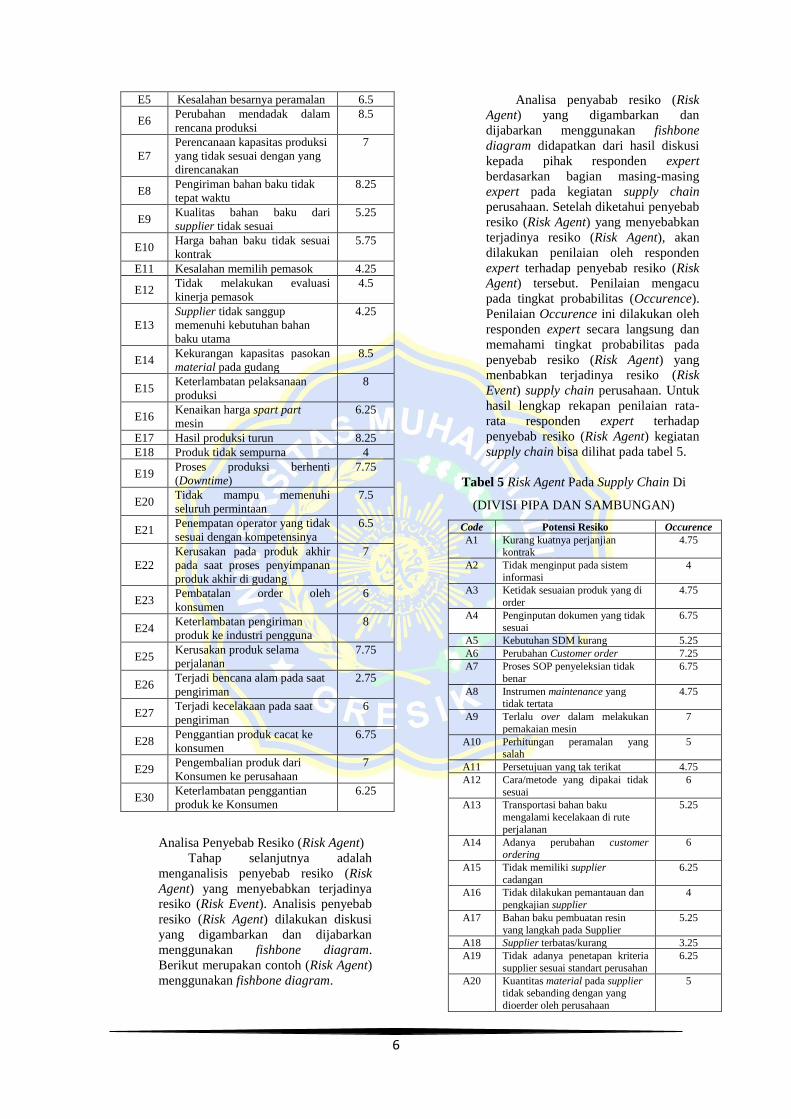
a) Identifikasi Resiko (HOR Fase 1)
Identifikasi Kejadian Resiko (Risk
Event)
Dari hasil kekonsesensusan kuesioner
delphi tahap 2, teridentifikasi 30
potensi resiko. Potensi resiko ini akan
dijadikan sebagai (Risk Event) yang
akan dilakukan penilaian oleh
responden expert. Penilaian ini
mengngacu pada tingkat keparahan
(Severity) jika resiko ini terjadi pada
kegiatan supply chain perusahaan.
Penilaian Severity ini dilakukan oleh
responden expert secara langsung dan
memahami semua tingkat keparahaan
pada potensi resiko kegiatan supply
chain perusahaan. Untuk hasil lengkap
rekapan penilaian rata-rata responden
expert terhadap (Risk Event) kegiatan
supply chain, bisa dilihat pada tabel 4.
Tabel 4 Risk Event Pada Supply Chain Di
(DIVISI PIPA DAN SAMBUNGAN)
Code Potensi Resiko Severity
E1 Ketidakpastian order dari
konsumen
7.5
E2 Perencanaan kebutuhan SDM
tidak tepat
5.25
E3 Kesalahan memilih supplier 6.5
E4 Kesalahan perencanaan
maintenance peralatan produksi
4.75
6
E5 Kesalahan besarnya peramalan 6.5
E6 Perubahan mendadak dalam
rencana produksi
8.5
E7
Perencanaan kapasitas produksi
yang tidak sesuai dengan yang
direncanakan
7
E8 Pengiriman bahan baku tidak
tepat waktu
8.25
E9 Kualitas bahan baku dari
supplier tidak sesuai
5.25
E10 Harga bahan baku tidak sesuai
kontrak
5.75
E11 Kesalahan memilih pemasok 4.25
E12 Tidak melakukan evaluasi
kinerja pemasok
4.5
E13
Supplier tidak sanggup
memenuhi kebutuhan bahan
baku utama
4.25
E14 Kekurangan kapasitas pasokan
material pada gudang
8.5
E15 Keterlambatan pelaksanaan
produksi
8
E16 Kenaikan harga spart part
mesin
6.25
E17 Hasil produksi turun 8.25
E18 Produk tidak sempurna 4
E19 Proses produksi berhenti
(Downtime)
7.75
E20 Tidak mampu memenuhi
seluruh permintaan
7.5
E21 Penempatan operator yang tidak
sesuai dengan kompetensinya
6.5
E22
Kerusakan pada produk akhir
pada saat proses penyimpanan
produk akhir di gudang
7
E23 Pembatalan order oleh
konsumen
6
E24 Keterlambatan pengiriman
produk ke industri pengguna
8
E25 Kerusakan produk selama
perjalanan
7.75
E26 Terjadi bencana alam pada saat
pengiriman
2.75
E27 Terjadi kecelakaan pada saat
pengiriman
6
E28 Penggantian produk cacat ke
konsumen
6.75
E29 Pengembalian produk dari
Konsumen ke perusahaan
7
E30 Keterlambatan penggantian
produk ke Konsumen
6.25
Analisa Penyebab Resiko (Risk Agent)
Tahap selanjutnya adalah
menganalisis penyebab resiko (Risk
Agent) yang menyebabkan terjadinya
resiko (Risk Event). Analisis penyebab
resiko (Risk Agent) dilakukan diskusi
yang digambarkan dan dijabarkan
menggunakan fishbone diagram.
Berikut merupakan contoh (Risk Agent)
menggunakan fishbone diagram.
Analisa penyabab resiko (Risk
Agent) yang digambarkan dan
dijabarkan menggunakan fishbone
diagram didapatkan dari hasil diskusi
kepada pihak responden expert
berdasarkan bagian masing-masing
expert pada kegiatan supply chain
perusahaan. Setelah diketahui penyebab
resiko (Risk Agent) yang menyebabkan
terjadinya resiko (Risk Agent), akan
dilakukan penilaian oleh responden
expert terhadap penyebab resiko (Risk
Agent) tersebut. Penilaian mengacu
pada tingkat probabilitas (Occurence).
Penilaian Occurence ini dilakukan oleh
responden expert secara langsung dan
memahami tingkat probabilitas pada
penyebab resiko (Risk Agent) yang
menbabkan terjadinya resiko (Risk
Event) supply chain perusahaan. Untuk
hasil lengkap rekapan penilaian rata-
rata responden expert terhadap
penyebab resiko (Risk Agent) kegiatan
supply chain bisa dilihat pada tabel 5.
Tabel 5 Risk Agent Pada Supply Chain Di
(DIVISI PIPA DAN SAMBUNGAN)
Code Potensi Resiko Occurence
A1 Kurang kuatnya perjanjian kontrak
4.75
A2 Tidak menginput pada sistem
informasi
4
A3 Ketidak sesuaian produk yang di
order
4.75
A4 Penginputan dokumen yang tidak
sesuai
6.75
A5 Kebutuhan SDM kurang 5.25
A6 Perubahan Customer order 7.25
A7 Proses SOP penyeleksian tidak
benar
6.75
A8 Instrumen maintenance yang
tidak tertata
4.75
A9 Terlalu over dalam melakukan
pemakaian mesin
7
A10 Perhitungan peramalan yang salah
5
A11 Persetujuan yang tak terikat 4.75
A12 Cara/metode yang dipakai tidak
sesuai
6
A13 Transportasi bahan baku
mengalami kecelakaan di rute
perjalanan
5.25
A14 Adanya perubahan customer ordering
6
A15 Tidak memiliki supplier
cadangan
6.25
A16 Tidak dilakukan pemantauan dan
pengkajian supplier
4
A17 Bahan baku pembuatan resin
yang langkah pada Supplier
5.25
A18 Supplier terbatas/kurang 3.25
A19 Tidak adanya penetapan kriteria
supplier sesuai standart perusahan
6.25
A20 Kuantitas material pada supplier tidak sebanding dengan yang
dioerder oleh perusahaan
5
7
A21 Tidak dilakukannya pengecekan secara berkala pada gudang
material
4.75
A22 Instrumen managemen (Inventory planning control) yang tidak
tertata
7.25
A23 Mesin mengalami kerusakan yang
tidak bisa diprediksi
7.75
A24 Kurangnya komunikasi antara
bagian PPIC dan bagian produksi
4.5
A25 Tidak adanya penambahan
pekerja tetap pada bagian produksi
4.75
A26 Kurang kuatnya SOP perjanjian
kontrak
7.75
A27 Jarang dimiliki oleh supplier 8.75
A28 Kuantitas raw material tidak
sesuai kapasitas produksi
8.25
A29 Banyaknya waste (cacat) produk 8
A30 Setting mesin produksi yang salah 7.25
A31 Tidak intensnya maintenance 7.5
A32 Terlambatnya pengiriman raw
material
7
A33 Kurang/tidak adanya standart spefikasi operator
7.5
A34 Penumpukan produk yang terlalu
tinggi
8
A35 Tidak melakukan SOP penyimpanan
6
A36 Komunikasi yang kurang dengan
customer
3
A37 Waktu produksi yang terbatas 7.75
A38 Penyelesaian produk yang melampaui jatuh tempo
7.5
A39 Tumpukan packing produk yang
teralalu tinggi
7.75
A40 Kondisi alam yang tidak bisa diprediksi
3
A41 Tidak adanya pengecekan
kendaraan
7.5
A42 Driver yang tidak menaati aturan
berkendara dan berlalu lintas
7.75
A43 Proses inspeksi pada produk
reject kurang seksama
4.25
A44 Rusak cacat produk saat proses
transportasi/distribusi
3
A45 Mesin yang sudah terjadwal
produksinya terhadap produk
lainnya
6.75
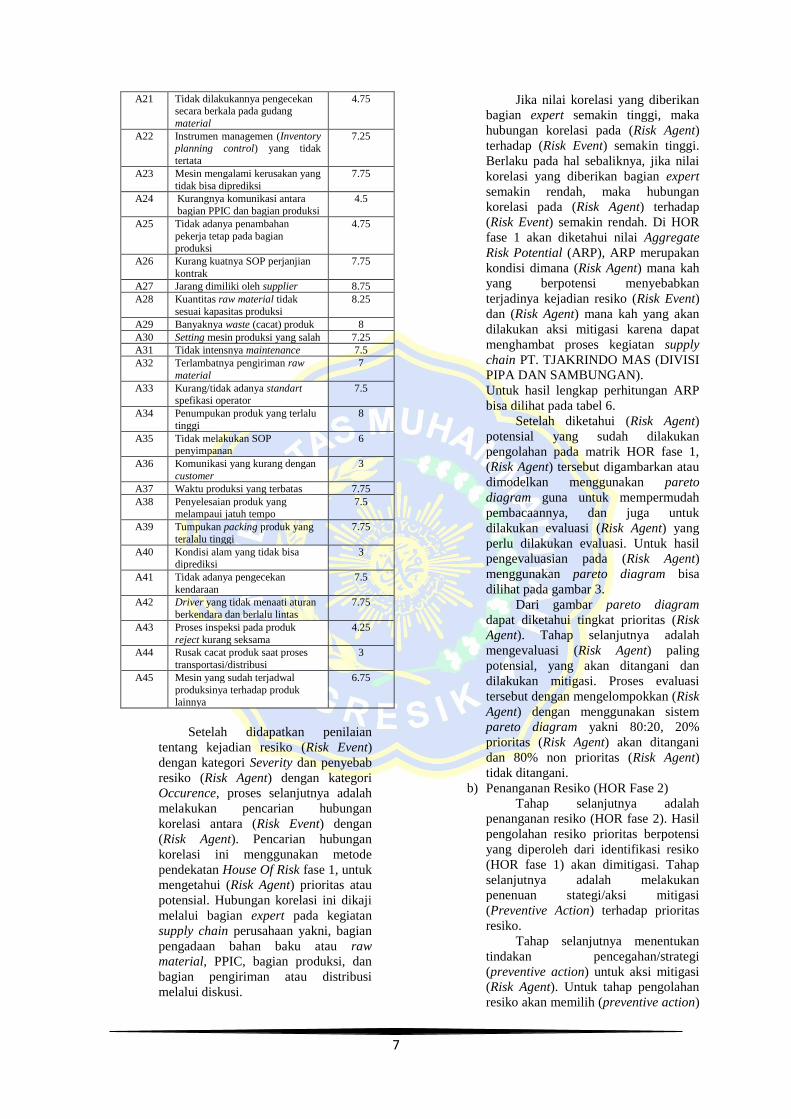
Setelah didapatkan penilaian
tentang kejadian resiko (Risk Event)
dengan kategori Severity dan penyebab
resiko (Risk Agent) dengan kategori
Occurence, proses selanjutnya adalah
melakukan pencarian hubungan
korelasi antara (Risk Event) dengan
(Risk Agent). Pencarian hubungan
korelasi ini menggunakan metode
pendekatan House Of Risk fase 1, untuk
mengetahui (Risk Agent) prioritas atau
potensial. Hubungan korelasi ini dikaji
melalui bagian expert pada kegiatan
supply chain perusahaan yakni, bagian
pengadaan bahan baku atau raw
material, PPIC, bagian produksi, dan
bagian pengiriman atau distribusi
melalui diskusi.
Jika nilai korelasi yang diberikan
bagian expert semakin tinggi, maka
hubungan korelasi pada (Risk Agent)
terhadap (Risk Event) semakin tinggi.
Berlaku pada hal sebaliknya, jika nilai
korelasi yang diberikan bagian expert
semakin rendah, maka hubungan
korelasi pada (Risk Agent) terhadap
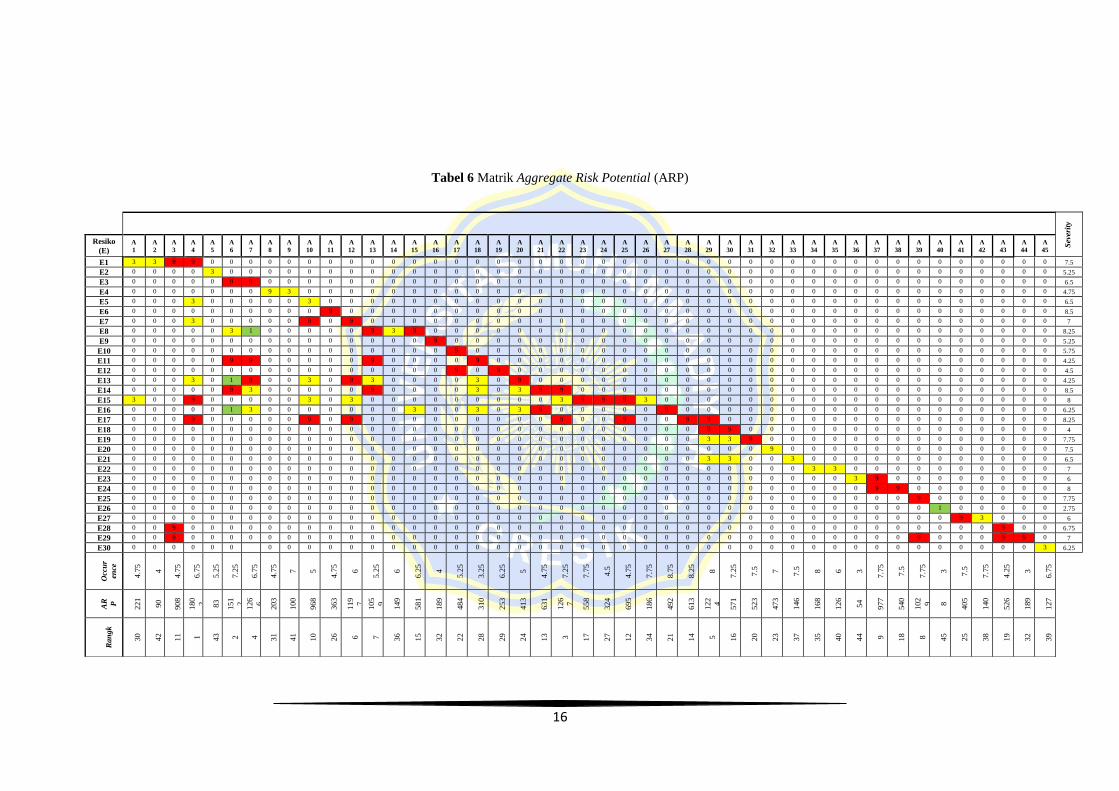
(Risk Event) semakin rendah. Di HOR
fase 1 akan diketahui nilai Aggregate
Risk Potential (ARP), ARP merupakan
kondisi dimana (Risk Agent) mana kah
yang berpotensi menyebabkan
terjadinya kejadian resiko (Risk Event)
dan (Risk Agent) mana kah yang akan
dilakukan aksi mitigasi karena dapat
menghambat proses kegiatan supply
chain PT. TJAKRINDO MAS (DIVISI
PIPA DAN SAMBUNGAN).
Untuk hasil lengkap perhitungan ARP
bisa dilihat pada tabel 6.
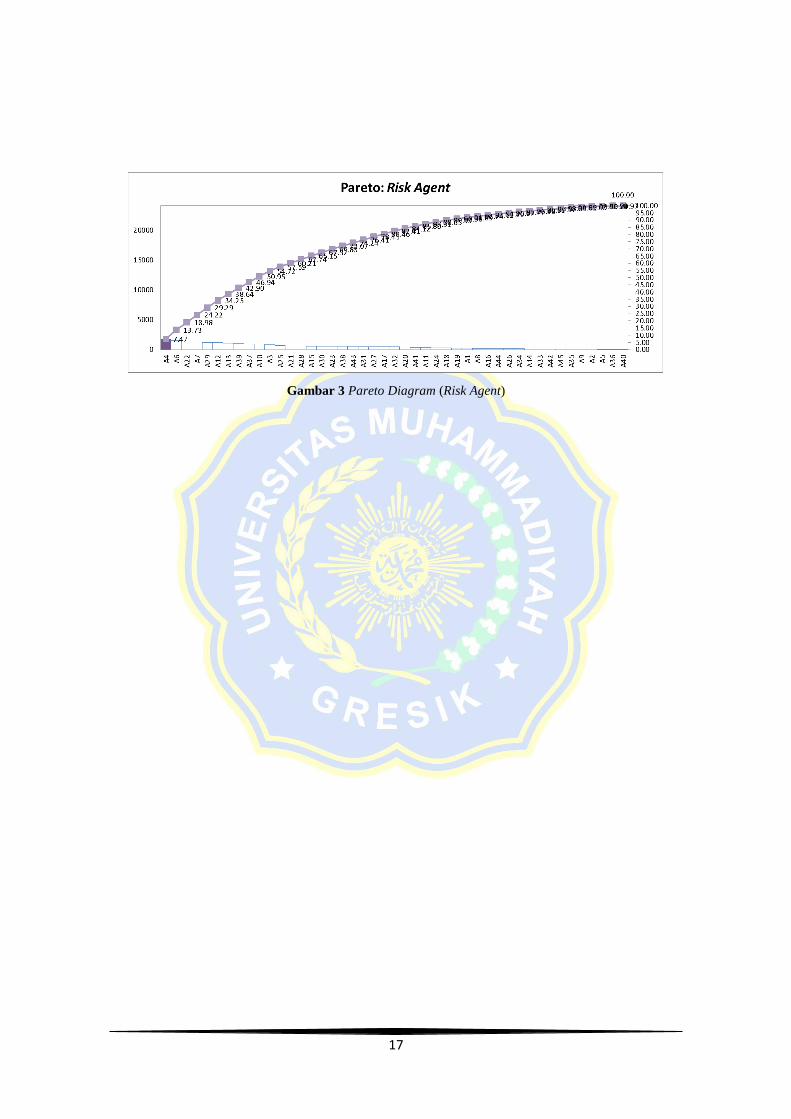
Setelah diketahui (Risk Agent)
potensial yang sudah dilakukan
pengolahan pada matrik HOR fase 1,
(Risk Agent) tersebut digambarkan atau
dimodelkan menggunakan pareto
diagram guna untuk mempermudah
pembacaannya, dan juga untuk
dilakukan evaluasi (Risk Agent) yang
perlu dilakukan evaluasi. Untuk hasil
pengevaluasian pada (Risk Agent)
menggunakan pareto diagram bisa
dilihat pada gambar 3.
Dari gambar pareto diagram
dapat diketahui tingkat prioritas (Risk
Agent). Tahap selanjutnya adalah
mengevaluasi (Risk Agent) paling
potensial, yang akan ditangani dan
dilakukan mitigasi. Proses evaluasi
tersebut dengan mengelompokkan (Risk
Agent) dengan menggunakan sistem
pareto diagram yakni 80:20, 20%
prioritas (Risk Agent) akan ditangani
dan 80% non prioritas (Risk Agent)
tidak ditangani.
b) Penanganan Resiko (HOR Fase 2)
Tahap selanjutnya adalah
penanganan resiko (HOR fase 2). Hasil
pengolahan resiko prioritas berpotensi
yang diperoleh dari identifikasi resiko
(HOR fase 1) akan dimitigasi. Tahap
selanjutnya adalah melakukan
penenuan stategi/aksi mitigasi
(Preventive Action) terhadap prioritas
resiko.
Tahap selanjutnya menentukan
tindakan pencegahan/strategi
(preventive action) untuk aksi mitigasi
(Risk Agent). Untuk tahap pengolahan
resiko akan memilih (preventive action)
8
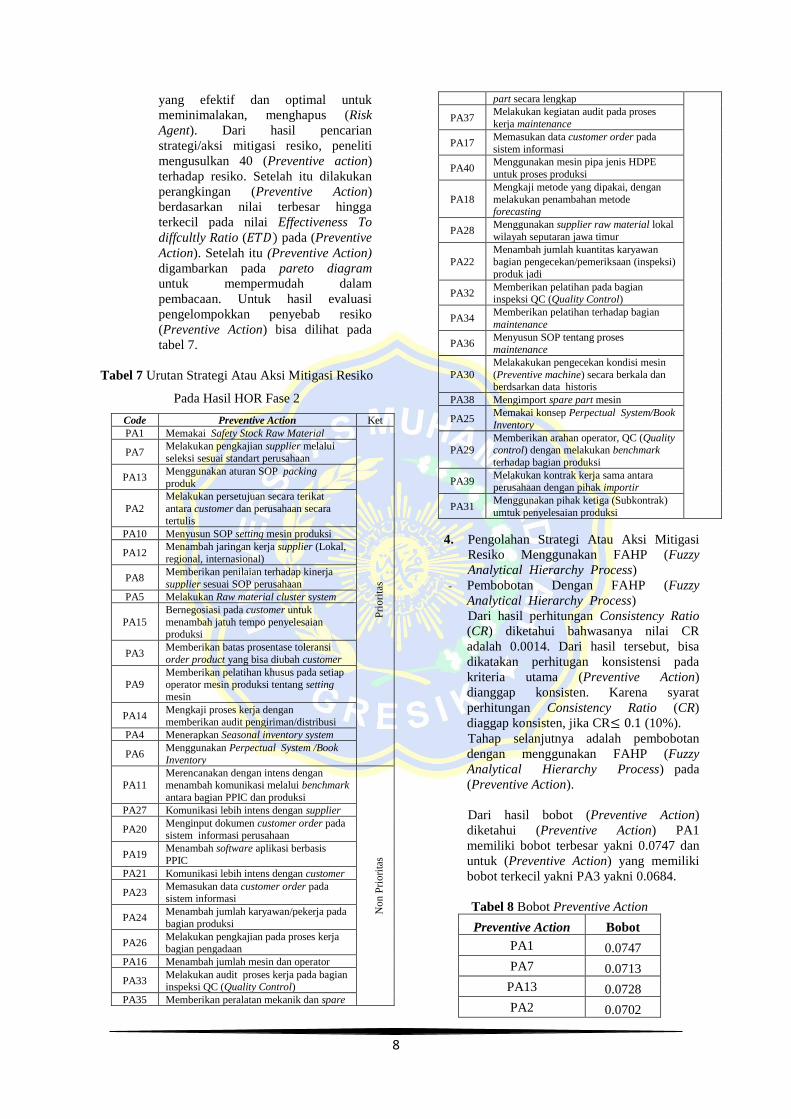
yang efektif dan optimal untuk
meminimalakan, menghapus (Risk
Agent). Dari hasil pencarian
strategi/aksi mitigasi resiko, peneliti
mengusulkan 40 (Preventive action)
terhadap resiko. Setelah itu dilakukan
perangkingan (Preventive Action)
berdasarkan nilai terbesar hingga
terkecil pada nilai Effectiveness To
diffcultly Ratio (𝐸𝑇𝐷) pada (Preventive
Action). Setelah itu (Preventive Action)
digambarkan pada pareto diagram
untuk mempermudah dalam
pembacaan. Untuk hasil evaluasi
pengelompokkan penyebab resiko
(Preventive Action) bisa dilihat pada
tabel 7.
Tabel 7 Urutan Strategi Atau Aksi Mitigasi Resiko
Pada Hasil HOR Fase 2
Code Preventive Action Ket
PA1 Memakai Safety Stock Raw Material
Pri
ori
tas
PA7 Melakukan pengkajian supplier melalui
seleksi sesuai standart perusahaan
PA13 Menggunakan aturan SOP packing
produk
PA2
Melakukan persetujuan secara terikat
antara customer dan perusahaan secara
tertulis
PA10 Menyusun SOP setting mesin produksi
PA12 Menambah jaringan kerja supplier (Lokal,
regional, internasional)
PA8 Memberikan penilaian terhadap kinerja
supplier sesuai SOP perusahaan
PA5 Melakukan Raw material cluster system
PA15
Bernegosiasi pada customer untuk
menambah jatuh tempo penyelesaian produksi
PA3 Memberikan batas prosentase toleransi
order product yang bisa diubah customer
PA9 Memberikan pelatihan khusus pada setiap operator mesin produksi tentang setting
mesin
PA14 Mengkaji proses kerja dengan
memberikan audit pengiriman/distribusi
PA4 Menerapkan Seasonal inventory system
PA6 Menggunakan Perpectual System /Book
Inventory
PA11 Merencanakan dengan intens dengan menambah komunikasi melalui benchmark
antara bagian PPIC dan produksi
No
n P
rio
rita
s
PA27 Komunikasi lebih intens dengan supplier
PA20 Menginput dokumen customer order pada sistem informasi perusahaan
PA19 Menambah software aplikasi berbasis
PPIC
PA21 Komunikasi lebih intens dengan customer
PA23 Memasukan data customer order pada sistem informasi
PA24 Menambah jumlah karyawan/pekerja pada
bagian produksi
PA26 Melakukan pengkajian pada proses kerja bagian pengadaan
PA16 Menambah jumlah mesin dan operator
PA33 Melakukan audit proses kerja pada bagian inspeksi QC (Quality Control)
PA35 Memberikan peralatan mekanik dan spare
part secara lengkap
PA37 Melakukan kegiatan audit pada proses
kerja maintenance
PA17 Memasukan data customer order pada
sistem informasi
PA40 Menggunakan mesin pipa jenis HDPE
untuk proses produksi
PA18
Mengkaji metode yang dipakai, dengan
melakukan penambahan metode forecasting
PA28 Menggunakan supplier raw material lokal
wilayah seputaran jawa timur
PA22
Menambah jumlah kuantitas karyawan
bagian pengecekan/pemeriksaan (inspeksi)
produk jadi
PA32 Memberikan pelatihan pada bagian
inspeksi QC (Quality Control)
PA34 Memberikan pelatihan terhadap bagian
maintenance
PA36 Menyusun SOP tentang proses maintenance
PA30
Melakakukan pengecekan kondisi mesin
(Preventive machine) secara berkala dan berdsarkan data historis
PA38 Mengimport spare part mesin
PA25 Memakai konsep Perpectual System/Book
Inventory
PA29 Memberikan arahan operator, QC (Quality control) dengan melakukan benchmark
terhadap bagian produksi
PA39 Melakukan kontrak kerja sama antara perusahaan dengan pihak importir
PA31 Menggunakan pihak ketiga (Subkontrak)
umtuk penyelesaian produksi
4. Pengolahan Strategi Atau Aksi Mitigasi
Resiko Menggunakan FAHP (Fuzzy
Analytical Hierarchy Process)
- Pembobotan Dengan FAHP (Fuzzy
Analytical Hierarchy Process)
Dari hasil perhitungan Consistency Ratio
(CR) diketahui bahwasanya nilai CR
adalah 0.0014. Dari hasil tersebut, bisa
dikatakan perhitugan konsistensi pada
kriteria utama (Preventive Action)
dianggap konsisten. Karena syarat
perhitungan Consistency Ratio (CR)
diaggap konsisten, jika CR≤ 0.1 (10%).
Tahap selanjutnya adalah pembobotan
dengan menggunakan FAHP (Fuzzy
Analytical Hierarchy Process) pada
(Preventive Action).
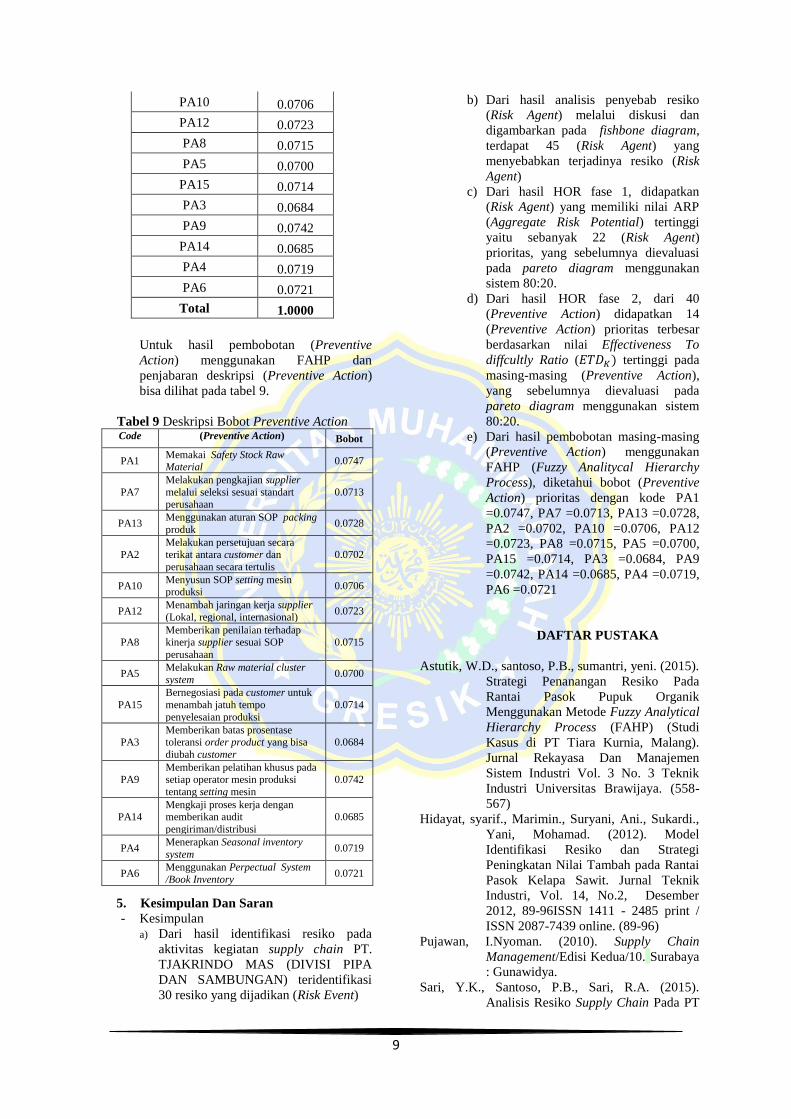
Dari hasil bobot (Preventive Action)
diketahui (Preventive Action) PA1
memiliki bobot terbesar yakni 0.0747 dan
untuk (Preventive Action) yang memiliki
bobot terkecil yakni PA3 yakni 0.0684.
Tabel 8 Bobot Preventive Action
Preventive Action Bobot
PA1 0.0747
PA7 0.0713
PA13 0.0728
PA2 0.0702
9
PA10 0.0706
PA12 0.0723
PA8 0.0715
PA5 0.0700
PA15 0.0714
PA3 0.0684
PA9 0.0742
PA14 0.0685
PA4 0.0719
PA6 0.0721
Total 1.0000
Untuk hasil pembobotan (Preventive
Action) menggunakan FAHP dan
penjabaran deskripsi (Preventive Action)
bisa dilihat pada tabel 9.
Tabel 9 Deskripsi Bobot Preventive Action Code (Preventive Action) Bobot
PA1 Memakai Safety Stock Raw Material
0.0747
PA7
Melakukan pengkajian supplier
melalui seleksi sesuai standart
perusahaan
0.0713
PA13 Menggunakan aturan SOP packing
produk 0.0728
PA2 Melakukan persetujuan secara terikat antara customer dan
perusahaan secara tertulis
0.0702
PA10 Menyusun SOP setting mesin produksi
0.0706
PA12 Menambah jaringan kerja supplier
(Lokal, regional, internasional) 0.0723
PA8 Memberikan penilaian terhadap kinerja supplier sesuai SOP
perusahaan
0.0715
PA5 Melakukan Raw material cluster
system 0.0700
PA15
Bernegosiasi pada customer untuk
menambah jatuh tempo
penyelesaian produksi
0.0714
PA3 Memberikan batas prosentase toleransi order product yang bisa
diubah customer
0.0684
PA9 Memberikan pelatihan khusus pada setiap operator mesin produksi
tentang setting mesin
0.0742
PA14 Mengkaji proses kerja dengan memberikan audit
pengiriman/distribusi
0.0685
PA4 Menerapkan Seasonal inventory
system 0.0719
PA6 Menggunakan Perpectual System
/Book Inventory 0.0721
5. Kesimpulan Dan Saran
- Kesimpulan
a) Dari hasil identifikasi resiko pada
aktivitas kegiatan supply chain PT.
TJAKRINDO MAS (DIVISI PIPA
DAN SAMBUNGAN) teridentifikasi
30 resiko yang dijadikan (Risk Event)
b) Dari hasil analisis penyebab resiko
(Risk Agent) melalui diskusi dan
digambarkan pada fishbone diagram,
terdapat 45 (Risk Agent) yang
menyebabkan terjadinya resiko (Risk
Agent)
c) Dari hasil HOR fase 1, didapatkan
(Risk Agent) yang memiliki nilai ARP
(Aggregate Risk Potential) tertinggi
yaitu sebanyak 22 (Risk Agent)
prioritas, yang sebelumnya dievaluasi
pada pareto diagram menggunakan
sistem 80:20.
d) Dari hasil HOR fase 2, dari 40
(Preventive Action) didapatkan 14
(Preventive Action) prioritas terbesar
berdasarkan nilai Effectiveness To
diffcultly Ratio (𝐸𝑇𝐷𝐾) tertinggi pada
masing-masing (Preventive Action),
yang sebelumnya dievaluasi pada
pareto diagram menggunakan sistem
80:20.
e) Dari hasil pembobotan masing-masing
(Preventive Action) menggunakan
FAHP (Fuzzy Analitycal Hierarchy
Process), diketahui bobot (Preventive
Action) prioritas dengan kode PA1
=0.0747, PA7 =0.0713, PA13 =0.0728,
PA2 =0.0702, PA10 =0.0706, PA12
=0.0723, PA8 =0.0715, PA5 =0.0700,
PA15 =0.0714, PA3 =0.0684, PA9
=0.0742, PA14 =0.0685, PA4 =0.0719,
PA6 =0.0721
DAFTAR PUSTAKA
Astutik, W.D., santoso, P.B., sumantri, yeni. (2015).
Strategi Penanangan Resiko Pada
Rantai Pasok Pupuk Organik
Menggunakan Metode Fuzzy Analytical
Hierarchy Process (FAHP) (Studi
Kasus di PT Tiara Kurnia, Malang).
Jurnal Rekayasa Dan Manajemen
Sistem Industri Vol. 3 No. 3 Teknik
Industri Universitas Brawijaya. (558-
567)
Hidayat, syarif., Marimin., Suryani, Ani., Sukardi.,
Yani, Mohamad. (2012). Model
Identifikasi Resiko dan Strategi
Peningkatan Nilai Tambah pada Rantai
Pasok Kelapa Sawit. Jurnal Teknik
Industri, Vol. 14, No.2, Desember
2012, 89-96ISSN 1411 - 2485 print /
ISSN 2087-7439 online. (89-96)
Pujawan, I.Nyoman. (2010). Supply Chain
Management/Edisi Kedua/10. Surabaya
: Gunawidya.
Sari, Y.K., Santoso, P.B., Sari, R.A. (2015).
Analisis Resiko Supply Chain Pada PT
10
KASIN Malang Dengan Menggunakan
Metode Fuzzy Analytic Hierarchy
Process (Fuzzy AHP). Jurnal Rekayasa
Dan Manajemen Sistem Industri VOL.
3 NO. 3 Teknik Industri Universitas
Brawijaya. (280-290)
Tampubolon, Flora., Bahaudin, Achmad.,
Ferdinant, P.F. (2013). Pengelolaan
Resiko Supply Chain dengan Metode
House of Risk. Jurnal Teknik Industri,
Vol.1, No.3, September 2013, pp.222-
226 ISSN 2302-495X. (222-226)
11
Supply Chain Pipa PVC PT.TJAKRINDO MAS (DIVISI PIPA DAN SAMBUNGAN)
Supplier Distributor
PT. TJAKRINDO MAS
(DIVISI PIPA DAN
SAMBUNGAN)
Konsumen
Pla
nn
in P
roce
ss
Gambar 1 Pemetaan Aktifitas Supply Chain
Permintaan
Pesanan dari
Customer
Peramalan
(Forecasting) Produksi
Negosiasi harga
kepada supplier
Perencanaan Produksi
Negosiasi harga
kepada PT.
TJAKRINDO
MAS (Divisi Pipa
Dan Sambungan)
12
Pro
cure
met
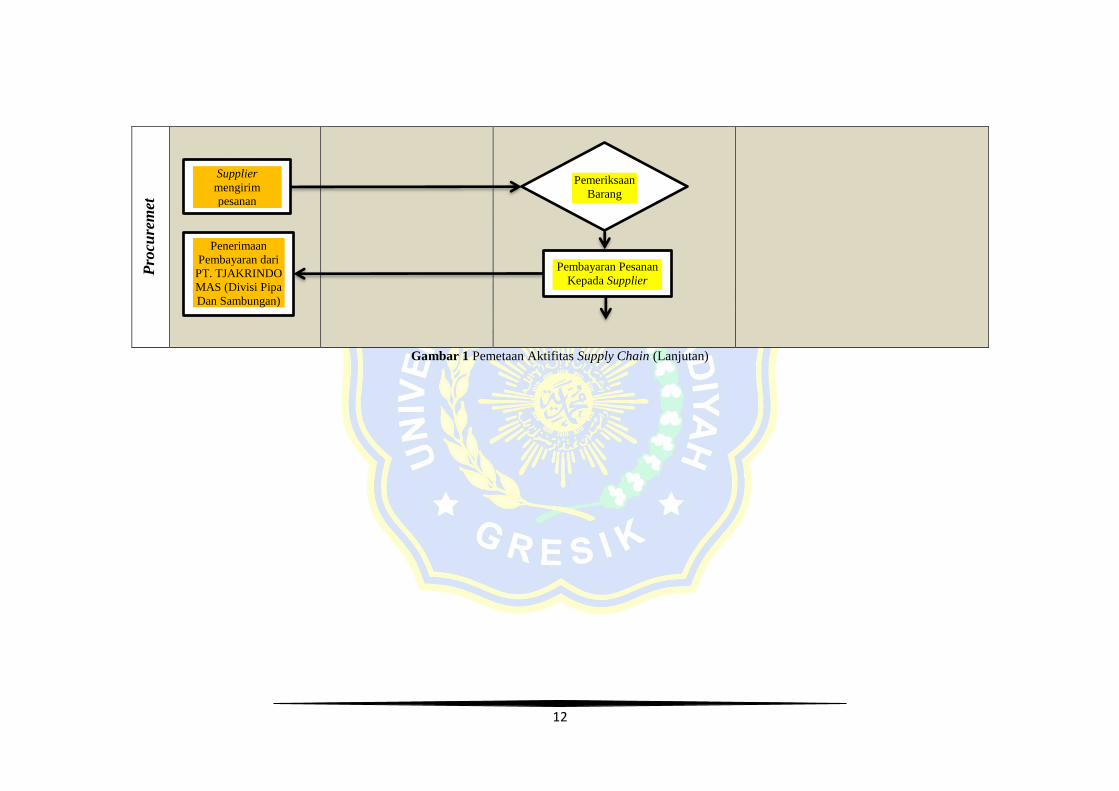
Gambar 1 Pemetaan Aktifitas Supply Chain (Lanjutan)
Supplier
mengirim
pesanan
Pemeriksaan
Barang
Pembayaran Pesanan
Kepada Supplier
Penerimaan
Pembayaran dari
PT. TJAKRINDO
MAS (Divisi Pipa
Dan Sambungan)
13
Pro
du
ctio
n P
roce
ss
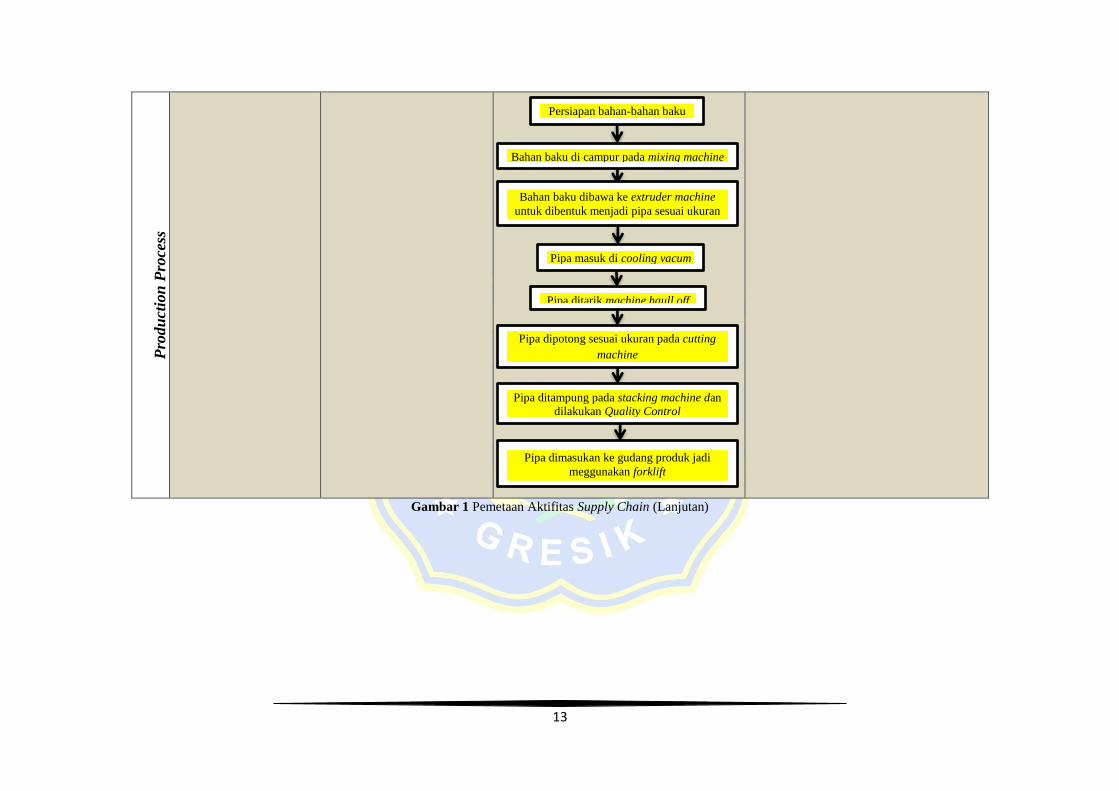
Gambar 1 Pemetaan Aktifitas Supply Chain (Lanjutan)
Bahan baku di campur pada mixing machine
Persiapan bahan-bahan baku
Bahan baku dibawa ke extruder machine
untuk dibentuk menjadi pipa sesuai ukuran
Pipa masuk di cooling vacum
Pipa ditarik machine haull off
Pipa dipotong sesuai ukuran pada cutting
machine
Pipa ditampung pada stacking machine dan
dilakukan Quality Control
Pipa dimasukan ke gudang produk jadi
meggunakan forklift
14
Del
ever
y P
roces
s
Gambar 1 Pemetaan Aktifitas Supply Chain (Lanjutan)
Pengiriman transpostasi
Eksternal
Customer menggunakan
Tranportasi pribadi
Pemuatan Jumlah/kuantitas pesanan
customer
Surat jalan dari perusahaan
Pemilihan
transportasi
(internal,
eksternal, dari
customer)
Pengiriman transportasi Internal
Membayar barang pesanan ke perusahaan
Inspeksi
barang
yang
dikirim
Mnerima pembayaran barang dari
customer
15
Gambar 2 Risk Breakdown Structure
16
Tabel 6 Matrik Aggregate Risk Potential (ARP)
Sev
erit
y
Resiko
(E) A
1
A
2
A
3
A
4
A
5
A
6
A
7
A
8
A
9
A
10
A
11
A
12
A
13
A
14
A
15
A
16
A
17
A
18
A
19
A
20
A
21
A
22
A
23
A
24
A
25
A
26
A
27
A
28
A
29
A
30
A
31
A
32
A
33
A
34
A
35
A
36
A
37
A
38
A
39
A
40
A
41
A
42
A
43
A
44
A
45
E1 3 3 9 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 7.5
E2 0 0 0 0 3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 5.25
E3 0 0 0 0 0 9 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6.5
E4 0 0 0 0 0 0 0 9 3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4.75
E5 0 0 0 3 0 0 0 0 0 3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6.5
E6 0 0 0 0 0 0 0 0 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 8.5
E7 0 0 0 3 0 0 0 0 0 9 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 7
E8 0 0 0 0 0 3 1 0 0 0 0 0 9 3 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 8.25
E9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 5.25
E10 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 5.75
E11 0 0 0 0 0 9 9 0 0 0 0 0 9 0 0 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4.25
E12 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4.5
E13 0 0 0 3 0 1 9 0 0 3 0 9 3 0 0 0 0 3 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4.25
E14 0 0 0 0 0 9 3 0 0 0 0 0 9 0 0 0 0 3 0 3 9 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 8.5
E15 3 0 0 9 0 0 0 0 0 3 0 3 0 0 0 0 0 0 0 0 0 3 9 9 9 3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 8
E16 0 0 0 0 0 1 3 0 0 0 0 0 0 0 3 0 0 3 0 3 9 0 0 0 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6.25
E17 0 0 0 9 0 0 0 0 0 9 0 9 0 0 0 0 0 0 0 0 0 9 0 0 9 0 0 9 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 8.25
E18 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4
E19 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 3 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 7.75
E20 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 7.5
E21 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 3 0 0 3 0 0 0 0 0 0 0 0 0 0 0 0 6.5
E22 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 3 0 0 0 0 0 0 0 0 0 0 7
E23 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 9 0 0 0 0 0 0 0 0 6
E24 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 9 0 0 0 0 0 0 0 8
E25 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 0 0 0 0 0 0 7.75
E26 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 2.75
E27 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 3 0 0 0 6
E28 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 0 0 6.75
E29 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9 0 0 0 9 9 0 7
E30 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 6.25
Occ
ur
ence
4.7
5
4
4.7
5
6.7
5
5.2
5
7.2
5
6.7
5
4.7
5
7
5
4.7
5
6
5.2
5
6
6.2
5
4
5.2
5
3.2
5
6.2
5
5
4.7
5
7.2
5
7.7
5
4.5
4.7
5
7.7
5
8.7
5
8.2
5
8
7.2
5
7.5
7
7.5
8
6
3
7.7
5
7.5
7.7
5
3
7.5
7.7
5
4.2
5
3
6.7
5
AR P
221
90
908
180
2
83
151
2
126
6
203
100
968
363
119
7
105
9
149
581
189
484
310
253
413
631
126
7
558
324
695
186
492
613
122
4
571
523
473
146
168
126
54
977
540
102
9
8
405
140
526
189
127
Ran
gk
30
42
11
1
43
2
4
31
41
10
26
6
7
36
15
32
22
28
29
24
13
3
17
27
12
34
21
14
5
16
20
23
37
35
40
44
9
18
8
45
25
38
19
32
39
17
Gambar 3 Pareto Diagram (Risk Agent)