laporan kerja praktek di pt. nusantara plasindo · pembelian dari konsumen membuat kegiatan operasi...
TRANSCRIPT
LAPORAN KERJA PRAKTEK
DI PT. NUSANTARA PLASINDO
SILVIA ELYSABEHT
14 06 07663
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
YOGYAKARTA
2018
ii
iii
iv
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa saya haturkan karena berkat rahmat
dan bimbingan-Nya, saya dapat menyelesaikan Laporan Kerja Praktek tepat
pada waktunya di PT. Nusantara Plasindo.
Penyusunan Laporan Kerja Praktek ini memiliki tujuan sebagai laporan dari
kegiatan yang telah dilakukan selama kerja praktek berlangsung dan sebagai
syarat untuk menyelesaikannya Program Strata I Jurusan Teknik Industri,
Fakultas Teknologi Industri, Universitas Atma Jaya, Yogyakarta. Laporan Kerja
Praktek ini disusun berdasarkan kegiatan pada Divisi Produksi yang dikunjungi
selama kegiatan kerja praktek. Dalam laporan ini juga akan membahas tinjauan
umum perusahaan, tinjauan sistem perusahaan, serta tinjuan pekerjaan dari
penulis.
Pada kesempatan ini, saya ingin mengucapkan terima kasih kepada pihak-
pihak yang telah membantu dan berpartisipasi dalam penyusunan laporan Kerja
Praktek selama satu bulan ini diantaranya:
1. Tuhan Yang Maha Esa yang selalu menjadi sumber kekuatan dan
pengharapan bagi penyusun dalam melaksanakan kerja praktek dan
penyusunan laporan.
2. Bapak Kuncoro selaku Kepala Bagian Personalia dan pembimbing lapangan
yang telah mengijinkan dan membantu selama pelaksanaan kerja praktek.
3. Bapak Didik selaku Manajer Produksi yang banyak membantu selama
proses pelaksanaan kerja praktek di PT. Nusantara Plasindo.
4. Bapak Sukiman selaku Kepala Produksi yang banyak memberikan
penjelasan dan pengalaman mengenai kegiatan produksi di PT. Nusantara
Plasindo.
5. Ibu D.M. Ratna Tungga Dewa, S.Si.,MT. selaku dosen pembimbing kerja
praktek serta bimbingan selama pelaksanaan dan penyusunan laporan kerja
praktek.
6. Rafael Tedjo selaku rekan yang dapat bekerja sama dan saling membantu
selama kerja praktek berlangsung.
v
7. Semua staff dan karyawan yang bekerja di PT. Nusantara Plasindo yang
banyak membantu selama kerja praktek berlangsung.
8. Serta semua pihak yang tidak dapat disebutkan satu persatu yang telah
membantu penulis dalam menyelesaikan laporan kerja praktek ini.
Penulis menyadari masih banyak terdapat kesalahan dalam penyusunan
laporan ini. Maka dari itu, penulis mengharapkan kritik dan saran yang
membangun dari pembaca. Penulis berharap agar laporan ini berguna baik bagi
penulis sendiri maupun pihak yang terkait.
Yogyakarta, 22 April 2018
Penyusun
vi
DAFTAR ISI
Halaman Judul ...................................................................................................... i
Halaman Pengesahan .......................................................................................... ii
Surat Pelaksanaan Kerja Praktek ......................................................................... iii
Kata Pengantar ..................................................................................................... iv
Daftar Isi ................................................................................................................ vi
Daftar Gambar ...................................................................................................... viii
Daftar Tabel........................................................................................................... xi
BAB 1 Pendahulan ................................................................................................ 1
1.1. Latar Belakang ................................................................................... 1
1.2. Tujuan ................................................................................................. 1
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek ................................ 2
BAB 2 Tinjauan Umum Perusahaan .................................................................... 3
2.1. Sejarah Singkat Perusahaan ............................................................. 3
2.2. Struktur Organisasi ............................................................................ 4
2.3. Manajemen Perusahaan .................................................................... 15
BAB 3 Tinjauan Sistem Perusahaan .................................................................... 21
3.1. Proses Bisnis Perusahaan ................................................................. 21
3.2. Produk yang Dihasilkan ..................................................................... 22
3.3. Proses Produksi ................................................................................. 26
3.4. Fasilitas Produksi ............................................................................... 29
BAB 4 Tinjauan Pekerjaan Mahasiswa ............................................................... 50
4.1. Lingkup Pekerjaan ............................................................................. 50
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan ......................... 51
4.3. Metodologi Pelaksanaan Pekerjaan .................................................. 52
vii
4.4. Hasil Pekerjaan .................................................................................. 54
BAB 5 Penutup ...................................................................................................... 59
Daftar Pustaka ...................................................................................................... 60
Lampiran ............................................................................................................... 61
viii
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasi PT. Nusantara Plasindo .................................. 5
Gambar 2.2. Sertifikat Laik Operasi ..................................................................... 15
Gambar 2.3. Sertifikat Laik Operasi ..................................................................... 16
Gambar 2.4. Logo Produk Rafia Gulung .............................................................. 19
Gambar 2.5. Logo Produk Sedotan dan Rafia Gulung ........................................ 19
Gambar 2.6. Logo Produk Sedotan ...................................................................... 19
Gambar 2.7. Logo Produk Sedotan ...................................................................... 20
Gambar 2.8. Logo Produk Sedotan dan Rafia Gulung ........................................ 20
Gambar 3.1. Proses Bisnis PT. Nusantara Plasindo .......................................... 21
Gambar 3.2. Produk Rafia Rol Warna .................................................................. 22
Gambar 3.3. Produk Rafia Rol Super ................................................................... 23
Gambar 3.4. Produk Rafia Rol Bening ................................................................. 23
Gambar 3.5. Produk Rafia Rol Bening ................................................................. 23
Gambar 3.6. Perbandingan Produk Rafia Rol Super dan Bening ....................... 24
Gambar 3.7. Produk Rafia Gulung 1 kg Warna.................................................... 24
Gambar 3.8. Produk Rafia Gulung 35 g Super .................................................... 24
Gambar 3.9. Produk Rafia Gulung 35 g Super .................................................... 25
Gambar 3.10. Produk Sedotan Dop Lurik ............................................................ 25
Gambar 3.11. Produk Sedotan Warna ................................................................. 25
Gambar 3.12. Produk Sedotan Super .................................................................. 26
Gambar 3.13. Produk Sedotan Super .................................................................. 26
Gambar 3.14. Diagram Alir Proses Produksi Nusantara Plasindo ...................... 28
Gambar 3.15. Tata Letak Nusantara Plasindo ..................................................... 29
Gambar 3.16. Mesin Mixing .................................................................................. 30
Gambar 3.17. Mesin Pemanas ............................................................................. 31
ix
Gambar 3.18. Mesin Pembuat Sedotan ............................................................... 32
Gambar 3.19. Mesin Pembuat Sedotan Lurik ...................................................... 33
Gambar 3.20. Mesin Pembuat Rafia .................................................................... 33
Gambar 3.21. Mesin Penggulung Rafia ............................................................... 34
Gambar 3.22. Mesin Penekuk Sedotan................................................................ 35
Gambar 3.23. Mesin Penggulung Rafia ............................................................... 36
Gambar 3.24. Kereta Dorong Pengangkut ........................................................... 37
Gambar 3.25. Timbangan Duduk (Jarum) ........................................................... 37
Gambar 3.26. Timbangan Duduk (Besar) ............................................................ 38
Gambar 3.27. Timbangan Digital (Sedotan dan Rafia) ........................................ 39
Gambar 3.28. Tulisan Tanda Peringatan ............................................................. 39
Gambar 3.29. Tulisan Tanda Peringatan ............................................................. 40
Gambar 3.30. Kotak P3K ...................................................................................... 40
Gambar 3.31. Alat Pemadam Kebakaran ............................................................ 41
Gambar 3.32. Panel Listrik ................................................................................... 41
Gambar 3.33. Tanda Peringatan Beracun ........................................................... 42
Gambar 3.34. Biji Pellet HDPE ............................................................................. 43
Gambar 3.35. Biji Pellet PP Bening Super ........................................................... 44
Gambar 3.36. Biji Pellet PE I Bening .................................................................... 44
Gambar 3.37. Biji Pellet PP Toko A ...................................................................... 44
Gambar 3.38. Biji Pellet PP Toko B ...................................................................... 45
Gambar 3.39. Biji Pellet PP Dop Putih ................................................................. 45
Gambar 3.40. Biji Pellet Blow I Putih .................................................................... 45
Gambar 3.41. Biji Pellet LD Hitam ........................................................................ 46
Gambar 3.42. Biji Pellet Blow Mesran Merah ....................................................... 46
Gambar 3.43. Biji Pellet PP Dop Warna ............................................................... 46
Gambar 3.44. Biji Pellet PE Hitam ........................................................................ 47
x
Gambar 3.45. Biji Pellet PP Merah ....................................................................... 47
Gambar 3.46. Biji Pellet PP Biru Super ................................................................ 47
Gambar 3.47. Biji Pellet PP Dop Putih ................................................................. 48
Gambar 3.48. Biji Pellet PP Aqua ......................................................................... 48
Gambar 3.49. Biji Pellet Dop Merah ..................................................................... 48
Gambar 3.50. Biji Pellet PP Kuning ...................................................................... 49
xi
DAFTAR TABEL
Tabel 2.1. Pembagian Jam Kerja ......................................................................... 17
Tabel 3.1 Produk Nusantara Plasindo .................................................................. 22
1
BAB 1
PENDAHULUAN
Dalam bab 1 berisi mengenai latar belakang, tujuan utama, serta tempat dan waktu
pelaksanaan kerja praktek.
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya
Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk melaksanakan
kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY memandang
kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk mengenali
suasana di industri serta menumbuhkan, meningkatkan, dan mengembangkan
etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan.
b. Mengikuti proses kerja di perusahaan secara kontinu.
c. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan.
d. Mengamati perilaku sistem.
e. Menyusun laporan dalam bentuk tertulis.
f. Melaksanakan ujian kerja praktek
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
2
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja praktek ini dilaksanakan terhitung mulai tanggal 18 Desember 2017 sampai
dengan 26 Januari 2018 di PT. Nusantara Plastik. PT. Nusantara Plasindo
bertempat di Jl. Cempaka, No.5 RT.06/ RW.01, Grogol, Sukoharjo, Jawa Tengah,
Indonesia.
3
BAB 2
TINJAUAN UMUM PERUSAHAAN
Bab 2 berikut ini berisi meliputi tinjauan umum perusahaan yang meliputi informasi
mengenai sejarah singkat perusahaan, struktur organisasi dan ketenagakerjaan.
2.1. Sejarah Singkat Perusahaan
PT. Nusantara Plasindo merupakan salah satu perusahaan yang bergerak dalam
bidang plastik di wilayah Sukoharjo. Perusahaan ini didirikan oleh Bapak Edy
Harno sekitar tahun 1975. Pada awalnya perusahaan memproduksi minuman
botol plastik anak-anak berbentuk karakter robot/boneka yang berwarna-warni.
Pada tahun 1994, perusahaan ini resmi berdiri dan berbadan hukum sesuai
dengan SIUP no.530/23/IM.P/IX/2012. Pada tahun 1995, perusahaan beralih
untuk memproduksi ravia dalam bentuk roll yang berukuran besar. Mesin yang
dimiliki hanya satu unit, kemudian perusahaan mencoba untuk mendesain dan
merakit sendiri mesin untuk memproduksi ravia. Setelah ravia sukses diproduksi
dan laku di pasaran, perusahaan mencoba memproduksi sedotan dan mendesain
mesin sendiri untuk memproduksi sedotan. Perusahaan juga memproduksi biji
pellet yang digunakan sebagai bahan dasar sedotan dan ravia. Untuk biji pellet,
dipakai sendiri dan dijual eksternal perusahana. Pada saat itu kendala yag terjadi
adalah kesulitan mencari pekerja yang dapat mengoperasikan mesin tersebut.
Sementara permintaan pembelian belum begitu banyak sehingga karyawan yang
dimiliki PT. Nusantara Plasindo masih sedikit.
Pada tahun 1997 sampai dengan 1999, perusahaan mengalami perkembangan
yang begitu pesat sekitar 50% peningkatan penjualannya. Banyaknya permintaan
pembelian dari konsumen membuat kegiatan operasi perusahaan meningkat,
sehingga perusahaan merekrut karyawan sesuai dengan kebutuhan manajemen.
Karyawan yang direkrut sesuai dengan kemampuan dan keahlian yang
dibutuhkan.
Pada tahun 2000, persaingan yang semakin ketat karena berdiri perusahaan-
perusahaan baru yang bergerak dalam bidang yang sama dan memproduksi
barang yang sama, sehingga pesanan menurun. Perusahaan bekerja keras untuk
mengatasi masalah tersebut dengan cara lebih gencar memasarkan produk dan
4
mengembangkan produk dengan berbagai macam inovasi, tetapi tetap
mengutamakan kualitas produk untuk membedakan dengan para pesaing.
Perusahaan dituntut untuk menciptakan inovasi-inovasi baru agar dapat bersaing
dengan perusahaan-perusahaan kompetitor yang baru. Berbagai macam jenis biji
pellet, ravia dan sedotan telah berhasil diluncurkan kepasar. Model yang
dikembangkan untuk produk ravia diantaranya berbagai macam warna, dop dan
super yang memiliki kualitas bahan yang berbeda-beda, sedangkan untuk model
sedotan diantaranya ada yang berbentuk bengkong, polos, bermotif lurik dan
berbagai macam model yang diciptakan. Begitu juga untuk jenis biji pellet,
perusahaan menciptakan berbagai macam biji pellet.
Perusahaan menciptakan berbagai macam produk yang mengharuskan
perusahaan memiliki mesin untuk memperlancar kegiatan operasi. Mesin-mesin
yang dimiliki perusahaan diantaranya mesin giling cuci, mesin cuci ulang, mesin
pellet, mesin ravia gulung, mesin ravia roll, mesin sedotan. Kegiatan operasi
dilakukan dengan mesin otomatis agar lebih efisien waktu.
PT. Nusantara Plasindo dalam mencatat segala kegiatan operasional
menggunakan cara manual. Pada tahun 2003, perusahaan menerapkan sistem
akuntansi yang mengharuskan pencatatan dilakukan dengan komputerisasi
sesuai dengan prosedur sistem akuntansi. Tahun 2005-2006, staf sudah mulai
bertambah sesuai dengan kebutuhan manajemen agar kegiatan operasi
perusahaan berjalan lancar dan sesuai dengan sistematika. Perusahaan memiliki
2 unit produksi yaitu produksi biji pellet dan produksi ravia sedotan. Meskipun
kegiatan operasi perusahaan ini terpisah, namun perusahaan tetap dalam satu
manajemen. Perusahaan mengutamakan kualitas yang baik untuk digunakan
dalam memproduksi biji pellet, ravia dan sedotan sehingga konsumen tidak
kecewa terhadap produk yang dikeluarkan oleh perusahaan.
2.2. Struktur Organisasi
Struktur organisasi merupakan salah satu alat untuk mencapai tujuan perusahaan
dimana dalam PT. Nusantara Plasindo memiliki struktur organisasi sebagai
pemisah tanggung jawab serta wewenang yang ada dalam setiap bagian
perusahaan. Berikut ini adalah bagian serta tugas dan wewenang yang ada
struktur organisasi PT. Nusantara Plasindo.
5
Direktur
General
Manajer
Manajer
Keuangan
Manajer
Personalia
Manajer
Penjualan
Manajer
Produksi
Manajer
Akuntansi
Manajer
Bengkel
Kepala
Bagian
Personalia
Personalia
Keuangan PenjualanKepala
Produksi
Mandor Pengadaan Gudang Persediaan
Akuntansi
Biaya
Akuntansi
Keuangan
Kepala
Bengkel
Mekanik
Pembelian
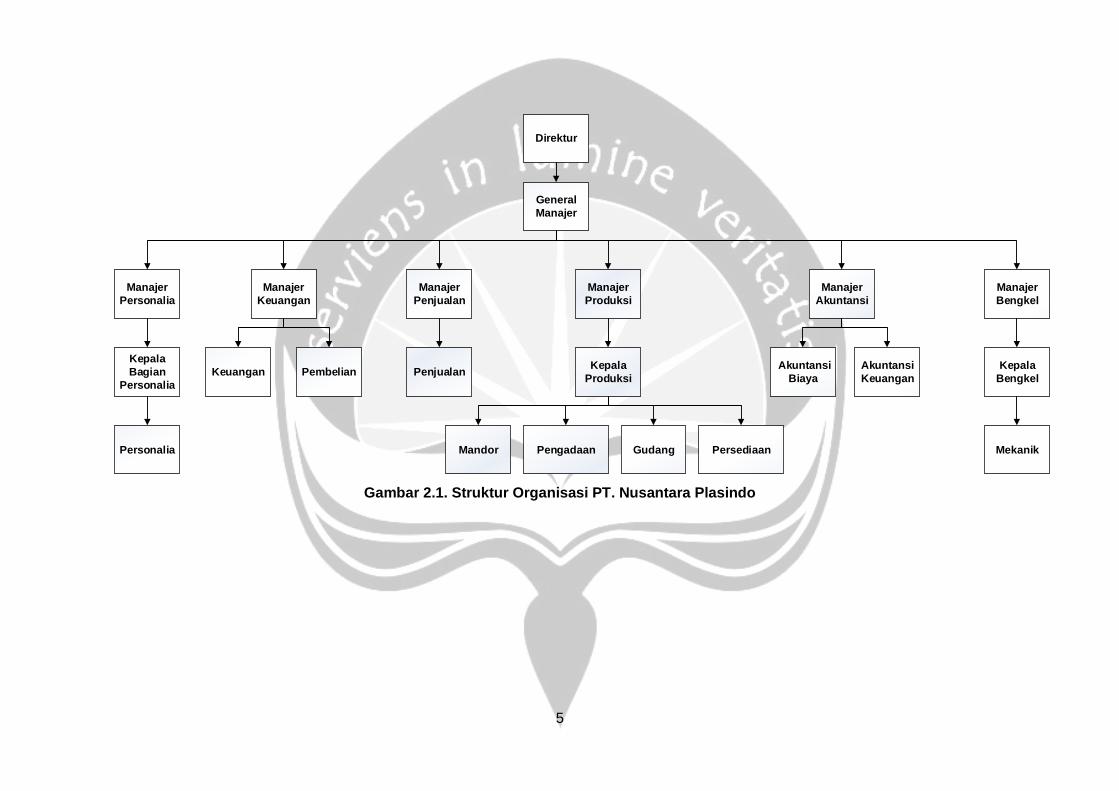
Gambar 2.1. Struktur Organisasi PT. Nusantara Plasindo
6
Berdasarkan pada struktur organisasi dari perusahaan yang tertera pada gambar
2.1 diatas, maka dapat diuraikan mengenai tugas dari masing-masing posisi atau
jabatan antara lain:
a. Direktur
Adapun yang menjadi tugas dari direktur adalah:
i. Menentukan kebijakan-kebijakan perusahaan
ii. Memilih, menetapkan dan mengawasi tugas dari General Manajer
iii. Memimpin seluruh karyawan dalam menjalankan bisnis perusahaan
iv. Menetapkan dan merumuskan strategi bisnis perusahaan
Selain itu yang menjadi wewenang dari direktur antara lain:
i. Menyetujui anggaran tahunan perusahaan
ii. Bertanggungjawab terhadap keuntungan dan kerugian perusahaan
iii. Bertanggungjawab dalam memimpin dan membina perusahaan secara efektif
dan efisien
b. General Manajer
Tugas dari general manajer adalah:
i. Melakukan koordinasi dan mengawasi seluruh aktivitas yang dilaksanakan
dalam perusahaan
ii. Memperbaiki dan menyempurnakan segi penataan agar tujuan organisasi
dapat tercapai dengan efektif dan efisien
iii. Membuat laporan bulanan dan tahunan
Sedangkan yang menjadi wewenang dari general manajer antara lain:
i. Menetapkan kebijakan perusahaan dengan menentukan rencana dan tujuan
perusahaan baik jangka pendek maupun jangka panjang
ii. Membimbing bawahan dan mendelegasi tugas-tugas yang dapat dikerjakan
oleh bawahan secara jelas
iii. Membuat peraturan intern pada perusahaan yang tidak bertentangan dengan
kebijakan perusahaan
c. Manajer Personalia
Yang menjadi tugas dari manajer personalia adalah:
7
i. Merencanakan perekrutan karyawan sesuai dengan kebutuhan masing-
masing departemen
ii. Mengatur kegiatan yang berhubungan dengan karyawan dan menciptakan
suasana kerja yang nyaman dan disiplin
Sedangkan yang menjadi wewenang dari manajer personalia antara lain:
i. Bertanggungjawab terhadap disiplin kerja karyawan
ii. Mengevaluasi kinerja karyawan di dalam perusahaan
d. Kepala Bagian Personalia
Yang menjadi tugas dari Kepala Bagian Personalia adalah :
i. Merencanakan perekrutan pekerja baru
ii. Memberi keputusan menerima atau menolak pekerja yang melamar
Sedangkan wewenang dari Kepala Bagian Personalia antara lain :
i. Mengevaluasi kinerja bagian personalia
ii. Memberi tugas dan kewajiban pada bagian personalia
e. Personalia
Adapun yang menjadi tugas dari personalia adalah:
i. Mengadakan seleksi terhadap calon karyawan
ii. Melatih dan mendidik karyawan
iii. Mengurus kepentingan karyawan dalam hal absensi, kesehatan karyawan,
gaji dan lain-lain sesuai dengna peraturan yang berlaku di perusahaan
Sedangkan yang menjadi wewenang dari personalia adalah:
i. Memberhentikan karyawan yang melakukan kesalahan fatal
ii. Memensiunkan dan memberikan kompensasi karyawan
f. Manajer Keuangan
Tugas dari manajer keuangan adalah:
i. Merencanakan, mengatur dan mengontrol perencanaan, laporan dan
pembiayaan perusahaan
ii. Merencanakan dan mengatur anggaran perusahaan
iii. Bertanggungjawab terhadap penerimaan dan pengeluaran perusahaan
8
Adapun yang menjadi wewenang dari manajer keuangan adalah:
i. Memberi saran, nasehat, dan penilaian terhadap kinerja bawahannya
ii. Memberikan sanksi terhadap kesalahan dan pelanggaran bawahan
iii. Meminta nasehat, petunjuk dan bimbingan dari atasannya
g. Keuangan
Yang menjadi tugas dari bagian keuangan adalah:
i. Membuat, memeriksa, dan membuat arsip faktur, nota supplier, dan lain-lain
ii. Membuat, mencetak tagihan dan surat tagihan untuk memastikan tagihan
terkirim kepada pelanggan dengan benar dan tepat waktu
iii. Menerima, memeriksa tagihan dari konsumen dan membuat rekap tagihan
iv. Mencatat dan membuat nota pengeluaran kas kecil
v. Menginput penerimaan pembayaran dari pelanggan dan pembayaran dari
supplier
vi. Memeriksa laporan rekonsiliasi untuk memastikan data terinput dengan benar
h. Pembelian
Adapun tugas dari bagian pembelian antara lain:
i. Menerima order dari teknisi atau gudang dan kemudian ditulis pada purchase
request
ii. Melakukan pengecekan terhadap harga dengan membandingkan harga
apakah sesuai dengan barang yang dibutuhkan
iii. Mengisi purchase request yang meliputi pembelian barang sebelum
permintaan dan harga terbaru
iv. Mengajukan permohonan kepada General Manager dan Manajer
Maintenance
v. Membuat purchase order yang ditujukan kepada supplier melalui purchase
order cash maupun kredit, untuk pembelian cash perlu dilakukan koordinasi
dengan bagian keuangan dan kurir sedangkan untuk pembelian kredit dapat
melalui kurir, fax atau email
vi. Koordinasi dengan kurir atau supir untuk pengambilan barang dari supplier
vii. Melakukan koordinasi ke bagian penjualan yang berhubungan dengan
transportasi
9
viii. Menerima barang yang dipesan dan membuat Bukti Terima Barang (BTB)
berdasarkan nota pembelian kredit
ix. Menginput data pembelian barang kedalam komputer yang meliputi purchase
request dan BTB
i. Manajer Penjualan
Yang menjadi tugas dari manajer penjualan adalah:
i. Mengembangkan strategi marketing yang dapat memenuhi tujuan
perusahaan
ii. Menyiapkan rencana marketing termasuk perencanaan budget yang
dibutuhkan
iii. Membuat laporan penjualan
Sedangkan yang menjadi wewenang dari manajer penjualan antara lain:
i. Melakukan pengawasan terhadap berbagai aspek berupa kondisi pasar dan
kondisi para konsumen
ii. Melakukan pengawasan dan analisa terhadap tren yang sedang berlangsung
di pasaran
j. Penjualan
Dimana tugas dari bagian penjualan itu sendiri adalah:
i. Melayani konsumen yang ingin membeli atau melakukan order
ii. Melakukan pencatatan terhadap order pembelian dari konsumen
iii. Membuat Surat Perintah Kerja (SPK)
iv. Menginput order dari konsumen ke dalam buku order dan komputer
v. Mengatur pengiriman melalui transportasi sendiri maupun ekspedisi
vi. Menerima pembayaran tunai yang kemudian disetorkan kepada bagian
keuangan
vii. Membuat faktur penjualan yang akan diberikan kepada bagian keuangan dan
diberikan kepada konsumen
viii. Mencocokkan surat jalan, Bukti Keluar Barang (BKB) dan faktur penjualan
ix. Membuat laporan penjualan dengan periode waktu 2 minggu dan sebulan
k. Manajer Produksi
Terdapat beberapa tugas dari manajer produksi yakni:
10
i. Memastikan semua kegiatan produksi produksi berjalan dengan lancar
ii. Membuat laporan bulanan tentang barang yang diterima sampai barang jadi
untuk dijual
iii. Berkoordinasi dengan bagian-bagian terkait yang berhubungan dengan
produksi
Adapun wewenang dari manajer produksi antara lain:
i. Memberikan saran dan nasehat serta penilaian terhadap kinerja bawahannya
ii. Memberikan sanksi terhadap kesalahan dan pelanggaran bawahan
iii. Meminta nasehat, petunjuk dan bimbingan dari atasan
iv. Membuat inovasi baru dalam pengerjaan produksi
l. Kepala Produksi
Berikut ini merupakan tugas dari kepala produksi, antara lain:
i. Mengatur dan bertanggungjawab proses produksi mulai dari kualitas,
kuantitas dan kesusutan
ii. Mengecek form produksi dari admin persediaan dan masing-masing mandor
iii. Membuat laporan hasil produksi setiap bulan yang diberikan ke general
manajer
Sedangkan yang menjadi wewenang dari kepala produksi adalah:
i. Bertanggungjawab atas penerimaan bahan, proses produksi hingga menjadi
barang jadi
ii. Melaporkan kendala yang terjadi di lantai produksi kepada general manajer
m. Mandor
Terdapat dua jenis mandor yakni mandor produksi giling dan mandor produksi
pellet. Dibawah ini terdapat masing-masing uraian dari kedua jenis mandor
tersebut.
i. Mandor Produksi Giling
Tugas dari mandor produksi giling adalah:
- Berkoordinasi dengan bagian gudang bahan baku untuk meminta bahan yang
akan diproduksi
- Mengecek dan menimbang bahan yang akan diproduksi
- Mencatat hasil timbangan kedalam buku produksi
11
- Mengecek dan menimbang bahan hasil penggilingan lalu mencatat ke buku
produksi
- Mencatat hasil gilingan kedalam form produksi berdasarkan hasil yang
ditimbang
Wewenang dari mandor produksi giling antara lain:
- Mengawasi seluruh kegiatan produksi penggilingan bahan baku meliputi
kegiatan bahan siap giling (giling kering atau giling cuci) untuk menjadi bahan
siap pellet
- Memerintahkan bawahan untuk menaruh hasil proses penggilingan ke gudang
siap pellet
ii. Mandor Produksi Pellet
Tugas dari mandor produksi pellet adalah:
- Mengecek dan menimbang bahan yang akan diproduksi
- Mencatat hasil timbangan kedalam buku timbangan kemudian memasukkan
ke dalam form produksi
- Mengecek dan menimbang kualitas hasil proses produksi
- Mencatat hasil timbangan kedalam buku produksi kemudian mencatat pada
form produksi
Wewenang dari mandor produksi pellet antara lain:
- Mengawasi seluruh kegiatan produksi dari bahan giling hingga menjadi biji
pellet
- Menyerahkan dan menyimpan hasil proses produksi biji pellet ke bagian
gudang biji pellet
n. Pengadaan
Berikut ini merupakan tugas dari bagian pengadaan, antara lain:
i. Melaksanakan pengadaan untuk seluruh kebutuhan operasional perusahaan
ii. Melaksanakan, mengelola perencanaan dan pengendalian pembelian
iii. Berkoordinasi ke bagian-bagian yang terkait
12
o. Gudang
Pada bagian gudang terbagi menjadi dua yakni gudang bahan baku plastik dan
gudang biji pellet. Berikut ini merupakan tugas dari masing-masing bagian gudang
tersebut.
i. Gudang Bahan Baku Plastik
Tugas dari bagian gudang bahan baku plastik adalah:
- Menerima, mengecek dan menimbang barang berupa gelondong plastik,
bahan giling maupun aval dari supplier sesuai dengan kebutuhan perusahaan
- Mencatat hasil timbangan barang yang diterima pada buku timbangan
- Membuat Bukti Terima Barang (BTB) berdasarkan buku timbangan yang
dicatat dan membuat rekap Buku Terima Barang (BTB)
- Berkoordinasi kepada mandor giling mengenai persediaan bahan dan bahan
yang akan digunakan untuk diproduksi
- Mengeluarkan bahan yang akan diproduksi dan mencatat setiap pengeluaran
barang kedalam buku produksi
- Menghubungi supplier tentang bahan yang akan di retur karena bahan tidak
layak untuk diproduksi
ii. Gudang Biji Pellet
Tugas dari bagian gudang biji pellet adalah:
- Menerima dan menimbang barang jadi dari bagian proses pellet
- Mencatat barang jadi kedalam kartu gudang biji pellet dan mencatat Laporan
Hasil Proses Produksi (LHPP)
- Mengecek dan mencocokkan barang biji pellet
- Menerima barang dari luar berupa bijian (pewarna dan kalvet)
- Membantu menerima barang gelondong dari supplier
- Membuat BKB dan BTB kemudian diberikan ke bagian admin persediaan dan
kepala produksi
- Mengawasi dan mencatat barang jadi yang dimuat atau dikirim kepada
pembeli ataupun ke NP I
p. Persediaan
Tugas dari admin persediaan antara lain:
i. Mengecek hasil biji pellet dan mencocokkan dengan form produksi
13
ii. Menerima BTB, BKB dan form produksi dari masing-masing departemen
kemudian diinput ke dalam komputer
iii. Membuat dan menghitung LHPP dan BKB bahan baku yang diproduksi
berdasarkan form produksi dan BTB
iv. Membuat laporan persediaan bahan baku dan biji pellet setiap hari kemudian
diberikan kepada kepala produksi
v. Membuat laporan persediaan, pembelian dan kesusutan pada dua minggu
dan setiap bulan
vi. Membuat surat jalan untuk pengiriman barang ke konsumen
q. Manajer Akuntansi
Tugas dari manajer akuntansi adalah:
i. Mengatur dan mengarahkan pencatatan neraca perusahaan sesuai dengan
aktivitas perusahaan dan menjaga keseimbangan neraca laba/ rugi
ii. Mengontrol dan mengevaluasi pencatatan neraca laba/ rugi dan aktivitas
akuntansi lainnya agar dapat berjalan secara tepat dan akurat
Wewenang dari manajer akuntansi antara lain:
i. Merencanakan strategi akuntansi perusahaan secara tepat sesuai dengan
bisnis perusahaan
ii. Mengarahkan fungsi dan kinerja unit pada bagian akuntansi agar dapat
berjalan optimal dan meningkatkan kinerja SDM akuntansi
r. Akuntansi Biaya
Tugas dari bagian akuntansi biaya adalah:
i. Menerima bukti-bukti meliputi BKB, LHPP dan form produksi
ii. Membandingkan data dari bukti-bukti yang diperoleh (BKB, LHPP dan form
produksi)
iii. Membuat kartu harga pokok produksi per unit untuk masing-masing bagian
berdasarkan bukti-bukti yang ada (BKB, LHPP dan form produksi)
iv. Menghitung biaya bahan baku, biaya tenaga kerja, biaya overhead pabrik dan
biaya bahan pembantu untuk dibuat laporan harga pokok produksi mingguan
v. Merekap laporan harga pokok produksi mingguan untuk dibuat laporan harga
pokok produksi bulanan
vi. Membuat arsip dari bukti-bukti (BKB, LHPP dan form produksi)
14
s. Akuntansi Keuangan
Tugas dari bagian akuntansi keuangan antara lain:
i. Mencatat transaksi keuangan yang terjadi setiap hari ke jurnal dan buku besar
(bukti nota, faktur, dll)
ii. Membuat kartu piutang dan utang serta mengarsip sementara nota-nota yang
belum lunas
iii. Membantu mengecek kebenaran dari proses administrasi stok gudang,
produksi, persediaan dan penjualan
iv. Setiap akhir bulan membuat laporan keuangan (laba-rugi, laporan perubahan
modal dan neraca)
t. Manajer Bengkel
Tugas dari manajer bengkel adalah:
i. Merencanakan proyek-proyek mesin yang akan diperbaiki atau dibuat
ii. Mengontrol dan mengecek gudang sparepart
Wewenang dari manajer bengkel adalah:
i. Menjaga kelancaran proses produksi
ii. Mengotorisasi setiap pembelian sparepart yang diajukan oleh bagian
pembelian
u. Kepala Bengkel
Tugas dari kepala bengkel adalah:
i. Menjaga dan meningkatkan mutu pelayanan bengkel (performance jajaran
personel bengkel)
ii. Mengontrol stok gudang bengkel (part) sesuai dengan target service rate
iii. Membina dan mengembangkan personel bengkel
iv. Mengevaluasi pelaksanaan sistem dan prosedur bengkel
Wewenang dari kepala bengkel adalah:
i. Menentukan penggunaan kendaraan operasional servis cabang (home
service)
ii. Menegur, mengarahkan dan memberikan reward dan punishment kepada
karyawan bawahannya
15
iii. Mengusulkan promosi, transfer, demosi, training atau melakukan PHK kepada
karyawan bawahannya
u. Mekanik
Tugas dari bagian mekanik antara lain:
i. Mengajukan permintaan pembelian sparepart dan kebutuhan-kebutuhan
lainnya yang diperiksa untuk pemeliharaan dan perbaikan semua peralatan
pabrik
ii. Bertanggungjawab atas penggunaan sparepart sehubungan dengan
pelaksanaan kegiatan pemeliharaan dan perbaikan
iii. Memeriksa kerusakan dan memperbaiki mesin-mesin yang rusak dan
menentukan bahan-bahan atau sparepart yang diperlukan untuk memperbaiki
kerusakan tersebut
2.3. Manajemen Perusahaan
2.3.1. Visi dan Misi
Gambar 2.2. Sertifikat Laik Operasi
16
Gambar 2.3. Sertifikat Laik Operasi
2.3.2. Sistem Manajemen Perusahaan
PT.Nusantara Plasindo menerapkan sistem recycle (daur ulang) jadi setiap
sampah plastik dapat didaur ulang dengan tujuan untuk dapat dimanfaatkan
kembali. Dalam proses produksinya setiap produk yang gagal diproduksi akan
selalu dapat diolah kembali. Jadi di PT.Nusantara Plasindo jarang sekali
membuang produknya yang gagal diproduksi. PT.Nusantara plasindo sendiri juga
sudah mendapatkan sertifikat laik operasi yang berarti pabrik tersebut sudah lulus
uji penggunaan energi listrik yang standard. PT.Nusantara Plasindo juga
menjunjung asas kekeluargaan untuk menyejahterakan karyawannya. Di bagian
akunting menyediakan fasilitas koperasi. Jadi dengan adanya sistem koperasi ini
karyawan dapat menyimpan uang maupun meminjam uang dengan ketentuan
yang ada. Jadi jika ada keperluan mendadak maka karyawan Nusantara Plasindo
tidak perlu bingung karena perusahaan menyediakan fasilitas ini. Sistem
menabung berjangka dengan bunga juga berlaku di koperasi ini dengan sistem
tahunan. Tabungan para karyawan yang menabung akan dibuka setiap setahun
17
sekali dan keuntungannya juga dibagikan kepada masing-masing karyawan yang
tergabung diprogram koperasi ini.
2.3.3. Ketenagakerjaan
a. Jumlah Pekerja
PT.Nusantara Plasindo memiliki jumlah staff tetap berjumlah 35 orang yang
bertugas mengurus keperluan administrasi kantor maupun bagian akuntansi.
Kemudian operator yang bekerja berjumlah 60 orang dengan pembagian kerja
sebanyak 3 shift per hari. PT Nusantara Plasindo juga memiliki pekerja tidak tetap
yang bekerja diluar wilayah pabrik sekitar 20 orang. Pekerja yang bekerja diluar
pabrik bertugas untuk packing sedotan. Jadi sedotan yang akan dipacking dibawa
ke rumah masing-masing pekerja untuk proses packing , karena di wilayah pabrik
tidak tersedia tempat khusus untuk proses packing sedotan tersebut.
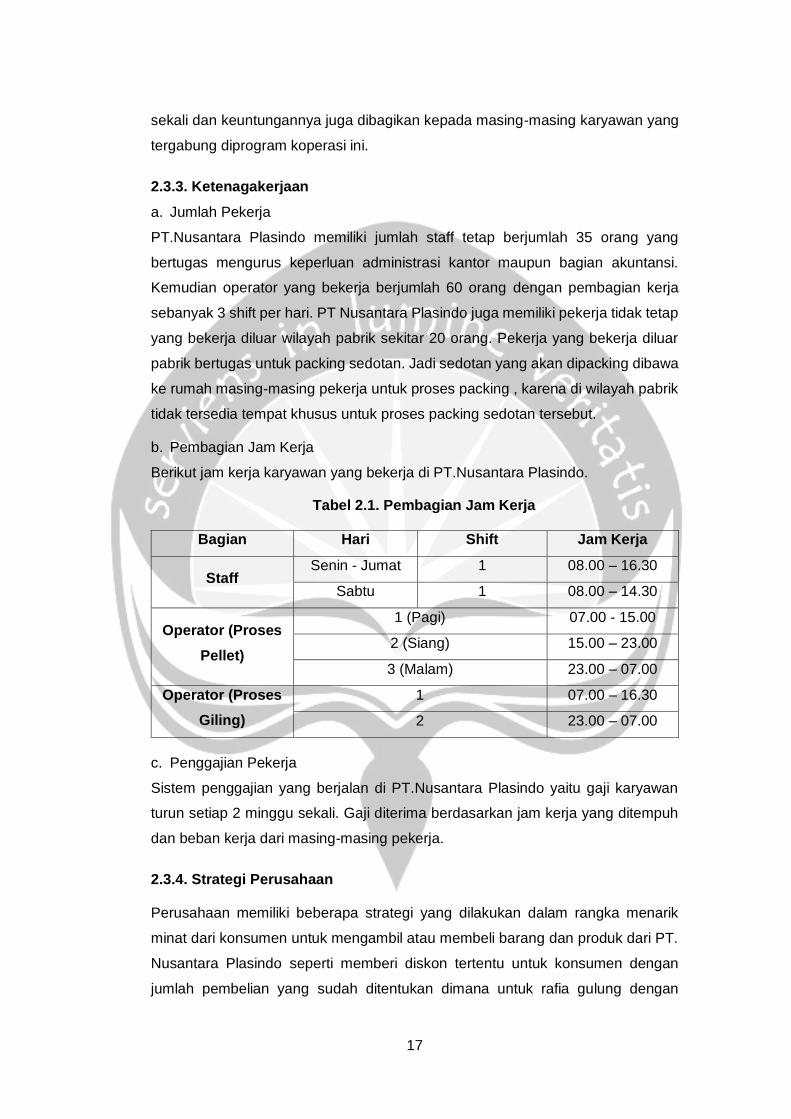
b. Pembagian Jam Kerja
Berikut jam kerja karyawan yang bekerja di PT.Nusantara Plasindo.
Tabel 2.1. Pembagian Jam Kerja
Bagian Hari Shift Jam Kerja
Staff Senin - Jumat 1 08.00 – 16.30
Sabtu 1 08.00 – 14.30
Operator (Proses
Pellet)
1 (Pagi) 07.00 - 15.00
2 (Siang) 15.00 – 23.00
3 (Malam) 23.00 – 07.00
Operator (Proses
Giling)
1 07.00 – 16.30
2 23.00 – 07.00
c. Penggajian Pekerja
Sistem penggajian yang berjalan di PT.Nusantara Plasindo yaitu gaji karyawan
turun setiap 2 minggu sekali. Gaji diterima berdasarkan jam kerja yang ditempuh
dan beban kerja dari masing-masing pekerja.
2.3.4. Strategi Perusahaan
Perusahaan memiliki beberapa strategi yang dilakukan dalam rangka menarik
minat dari konsumen untuk mengambil atau membeli barang dan produk dari PT.
Nusantara Plasindo seperti memberi diskon tertentu untuk konsumen dengan
jumlah pembelian yang sudah ditentukan dimana untuk rafia gulung dengan
18
minimal pengambilan sebanyak 3 ton dan untuk rafia rol sebanyak 5 ton.
Sedangkan untuk sedotan yang masih dikemas dalam karung seberat 1 ton dan
untuk sedotan yang sudah dikemas dalam plastik sebanyak kurang lebih 500 sak
karung. Kemudian untuk pelanggan lama juga diberikan harga spesial dimana
pelanggan dalam hal ini diartikan sebagai konsumen yang sering mengambil
barang dari perusahaan dalam kurun waktu tertentu.
Perusahaan juga memberikan fasilitas lain kepada konsumen yang berada di luar
pulau Jawa seperti memberikan jasa pengangkutan secara gratis hingga
pelabuhan yang akan dituju, sedangkan untuk konsumen yang berada di pulau
Jawa diberikan jasa pengiriman gratis dimana ongkos pengiriman seluruhnya
ditanggung oleh perusahaan. Selain itu juga perusahaan menyediakan berbagai
macam produk, yang dimaksud dalam hal ini adalah kualitas produk yang
ditawarkan oleh perusahaan bermacam-macam dari yang kualitas jelek hingga
kualitas yang bagus sekalipun dan juga varian warna yang banyak. Sehingga
apabila konsumen meminta barang dengan kualitas yang biasa saja, maka
perusahaan bersedia untuk memenuhinya. Hal tersebut tentunya juga disertai
dengan harga yang lebih murah (meskipun hanya selisih sedikit) dibandingkan
dengan kompetitor namun dengan kualitas yang hampir sama atau sama.
Yang terpenting dari seluruh aspek tersebut adalah menjaga hubungan yang baik
antara konsumen dengan perusahaan dimana menjalin komunikasi yang baik.
Perusahaan juga menjaga relasi dan nama baik dari konsumen seperti
memberikan logo merk yang berbeda kepada konsumen yang berasal dari kota
yang sama.
2.3.5. Pemasaran Produk
Perusahaan ini memiliki berbagai macam logo yang digunakan sebagai tanda
bahwa produk tersebut diproduksi dari PT. Nusantara Plasindo. Berikut adalah
contoh dari logo yang digunakan baik untuk produk yang berupa sedotan atau tali
rafia dengan berbagai ukuran sesuai dengan permintaan.
19
Gambar 2.4. Logo Produk Rafia Gulung
Gambar 2.5. Logo Produk Sedotan dan Rafia Gulung
Gambar 2.6. Logo Produk Sedotan
20
Gambar 2.7. Logo Produk Sedotan
Gambar 2.8. Logo Produk Sedotan dan Rafia Gulung
21
BAB 3
TINJAUAN SISTEM PERUSAHAAN
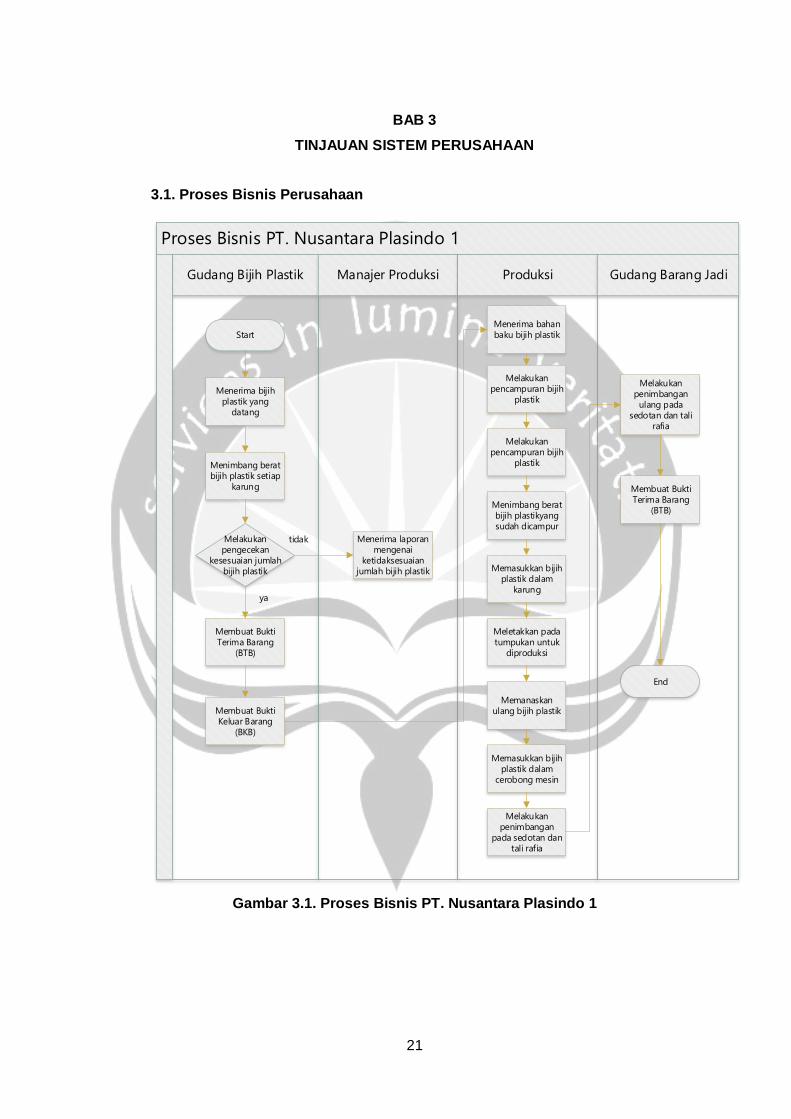
3.1. Proses Bisnis Perusahaan
Proses Bisnis PT. Nusantara Plasindo 1
Gudang Bijih Plastik Manajer Produksi Produksi Gudang Barang Jadi
Start
Menerima bahan baku bijih plastik
Membuat Bukti Terima Barang
(BTB)
Menerima bijih plastik yang
datang
Menerima laporan mengenai
ketidaksesuaian jumlah bijih plastik
End
Melakukan pengecekan
kesesuaian jumlah bijih plastik
Membuat Bukti Terima Barang
(BTB)
tidak
ya
Membuat Bukti Keluar Barang
(BKB)
Melakukan pencampuran bijih
plastik
Melakukan pencampuran bijih
plastik
Menimbang berat bijih plastikyang sudah dicampur
Memasukkan bijih plastik dalam
karung
Meletakkan pada tumpukan untuk
diproduksi
Menimbang berat bijih plastik setiap
karung
Memanaskan ulang bijih plastik
Memasukkan bijih plastik dalam
cerobong mesin
Melakukan penimbangan
pada sedotan dan tali rafia
Melakukan penimbangan
ulang pada sedotan dan tali
rafia
Gambar 3.1. Proses Bisnis PT. Nusantara Plasindo 1
22
3.2. Produk yang Dihasilkan
Produk yang dihasilkan PT Nusantara Plasindo adalah berbagai macam biji pellet,
rafia, sedotan. Biji plastik yang diproduksi biasa digunakan sendiri dan juga
dipasarkan ke pabrik manufaktur plastik yang lain karena dapat diolah menjadi
produk plastik yang lainnya. Dibawah ini adalah contoh dari produk-produk yang
dihasilkan oleh Nusantara Plasindo 1 seperti tali rafia dan sedotan namun dengan
berbagai macam jenis, warna dan kualitas sesuai dengan permintaan konsumen.
Tabel 3.1 Produk Nusantara Plasindo 1
Kategori Jenis
Rafia
Rol Warna
Rol Super
Rol Bening
Gulung 1kg
Gulung 35g
Sedotan
Dop
Dop Lurik
Warna
Warna Lurik
Super
Super Strip
Tabel diatas merupakan ringkasan dari keseluruhan produk yang dihasilkan oleh
Nusantara Plasindo 1 dengan produk utama berupa rafia dan sedotan. Adapun
untuk gambar produk dari masing-masing jenis yang telah disebutkan dalam tabel
ditunjukkan pada gambar sebagai berikut.
Gambar 3.2. Produk Rafia Rol Warna
23
Gambar 3.3. Produk Rafia Rol Super
Gambar 3.4. Produk Rafia Rol Bening
Gambar 3.5. Produk Rafia Rol Bening
24
Gambar 3.6. Perbandingan Produk Rafia Rol Super dan Bening
Gambar 3.7. Produk Rafia Gulung 1 kg Warna
Gambar 3.8. Produk Rafia Gulung 35 g Super

25
Gambar 3.9. Produk Rafia Gulung 35 g Super
Gambar 3.10. Produk Sedotan Dop Lurik
Gambar 3.11. Produk Sedotan Warna

26
Gambar 3.12. Produk Sedotan Super
Gambar 3.13. Produk Sedotan Super
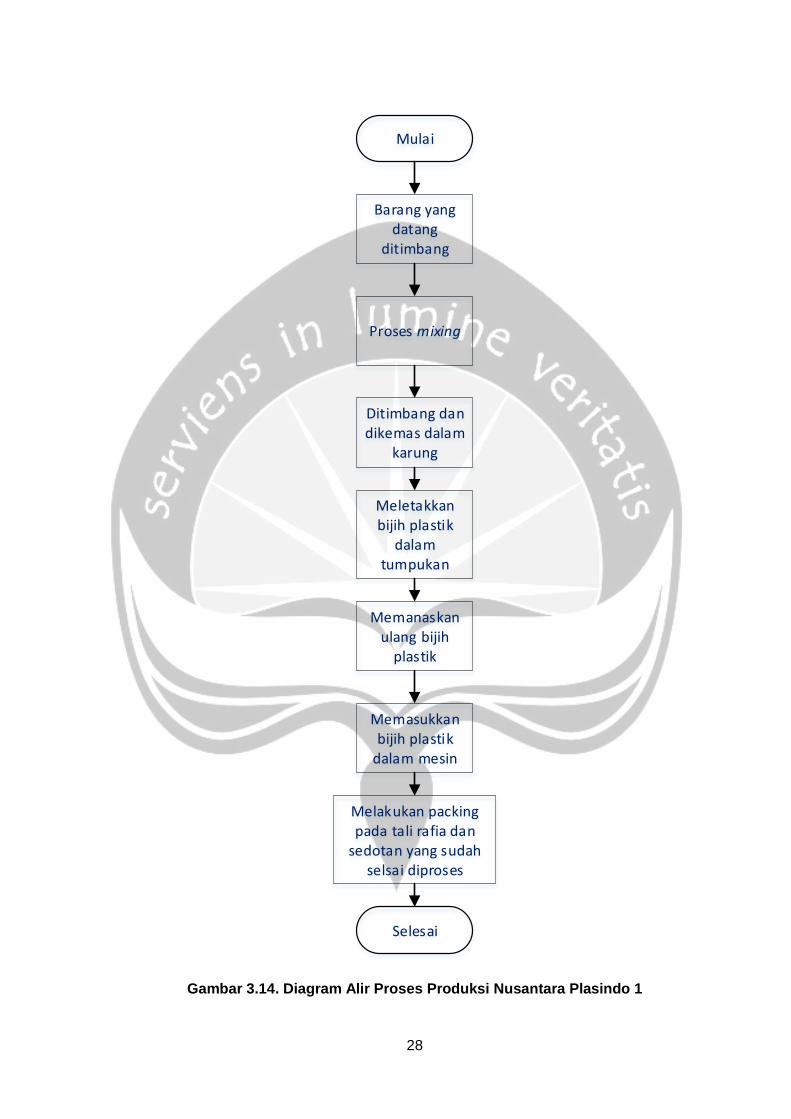
3.3. Proses Produksi
Pada pabrik dari perusahaan PT. Nusantara Plasindo yang dinamakan Nusantara
Plasindo 1 atau sering disebut dengan singkatan NP 1, yang dimana mengolah
bahan baku dari yang berupa bijih plastik menjadi produk akhir atau produk jadi
seperti tali rafia dan sedotan dengan berbagai macam warna dan varian serta
kualitas yang berbeda-beda. Adapun proses produksi pada NP 1 dimulai ketika
barang datang dari supplier ataupun dari NP 2 yang kemudian dilakukan
penimbangan berat lalu dilakukan proses pencampuran atau mixing dalam rangka
untuk mendapatkan komposisi dari bijih plastik yang diinginkan. Setelah itu bijih
plastik yang sudah selesai dilakukan pencampuran kemudian dilakukan
penimbangan ulang untuk dimasukkan dalam karung yang kemudian diletakkan
pada tumpukan yang siap untuk diproses yang berada di lantai produksi.
Tumpukan tersebut akan digunakan pada saat produksi tali rafia ataupun sedotan
namun sebelum diproduksi, perlu dilakukan pemanasan ulang pada bijih plastik
tersebut agar ketika diproses pada mesin maka bijih plastik masih panas sehingga
27
lebih mudah untuk diproses dalam mesin dan menghasilkan hasil akhir yang lebih
bagus. Kemudian bijih plastik dimasukkan dalam mesin tali rafia jika akan
memproduksi tali rafia dan mesin sedotan apabila akan memproduksi sedotan.
Apabila tali rafia dan sedotan sudah selesai diproduksi maka selanjutnya adalah
memasukkan sedotan ke dalam karung besar, sedangkan tali rafia masih dalam
bentuk gulungan besar yang kemudian dilakukan penimbangan terhadap berat
terlebih dahulu sebelum dimasukkan ke dalam gudang untuk disimpan. Dibawah
ini adalah diagram alir yang menunjukkan proses produksi pada Nusantara
Plasindo 1.
28
Mulai
Barang yang datang
ditimbang
Proses mixing
Ditimbang dan dikemas dalam
karung
Meletakkan bijih plastik
dalam tumpukan
Memanaskan ulang bijih
plastik
Memasukkan bijih plastik
dalam mesin
Melakukan packing pada tali rafia dan
sedotan yang sudah selsai diproses
Selesai
Gambar 3.14. Diagram Alir Proses Produksi Nusantara Plasindo 1
29
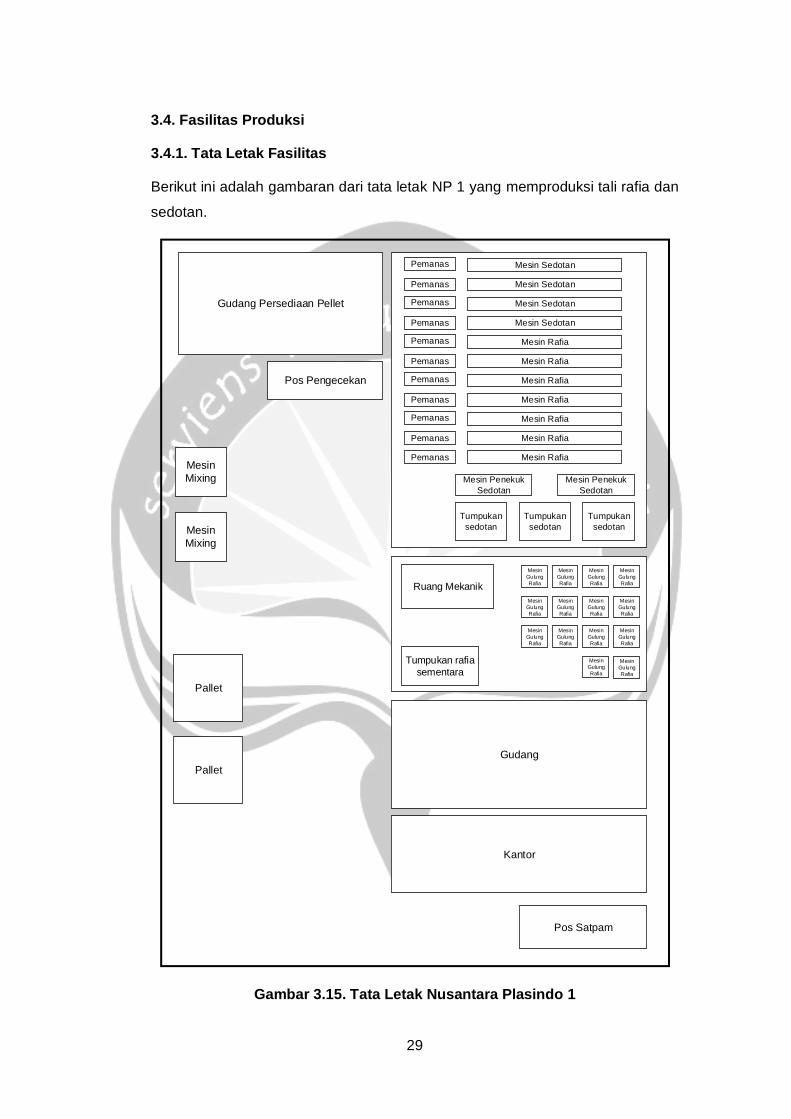
3.4. Fasilitas Produksi
3.4.1. Tata Letak Fasilitas
Berikut ini adalah gambaran dari tata letak NP 1 yang memproduksi tali rafia dan
sedotan.
Pos Satpam
Kantor
Gudang
Ruang Mekanik
Tumpukan rafia
sementara
Gudang Persediaan Pellet
Pos Pengecekan
Mesin
Mixing
Mesin
Mixing
Mesin Sedotan
Mesin Sedotan
Mesin Sedotan
Mesin Sedotan
Mesin Rafia
Mesin Rafia
Mesin Rafia
Mesin Rafia
Mesin Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin
Gulung
Rafia
Mesin Rafia
Mesin Rafia
Mesin Penekuk
Sedotan
Mesin Penekuk
Sedotan
Pemanas
Pemanas
Pemanas
Pemanas
Pemanas
Pemanas
Pemanas
Pemanas
Pemanas
Pemanas
Pemanas
Tumpukan
sedotan
Tumpukan
sedotan
Tumpukan
sedotan
Pallet
Pallet
Gambar 3.15. Tata Letak Nusantara Plasindo 1
30
3.4.2. Mesin Produksi
Ketika melakukan kegiatan produksi di lantai produksi, perusahaan memiliki
beberapa mesin yang digunakan untuk menunjang adanya kegiatan produksi.
Mesin-mesin tersebut digunakan untuk mempermudah dalam memproses bahan
baku dan bahkan mempermudah pekerja. Berikut ini merupakan beberapa mesin
yang digunakan untuk melakukan kegiatan produksi di Nusantara Plasindo 1.
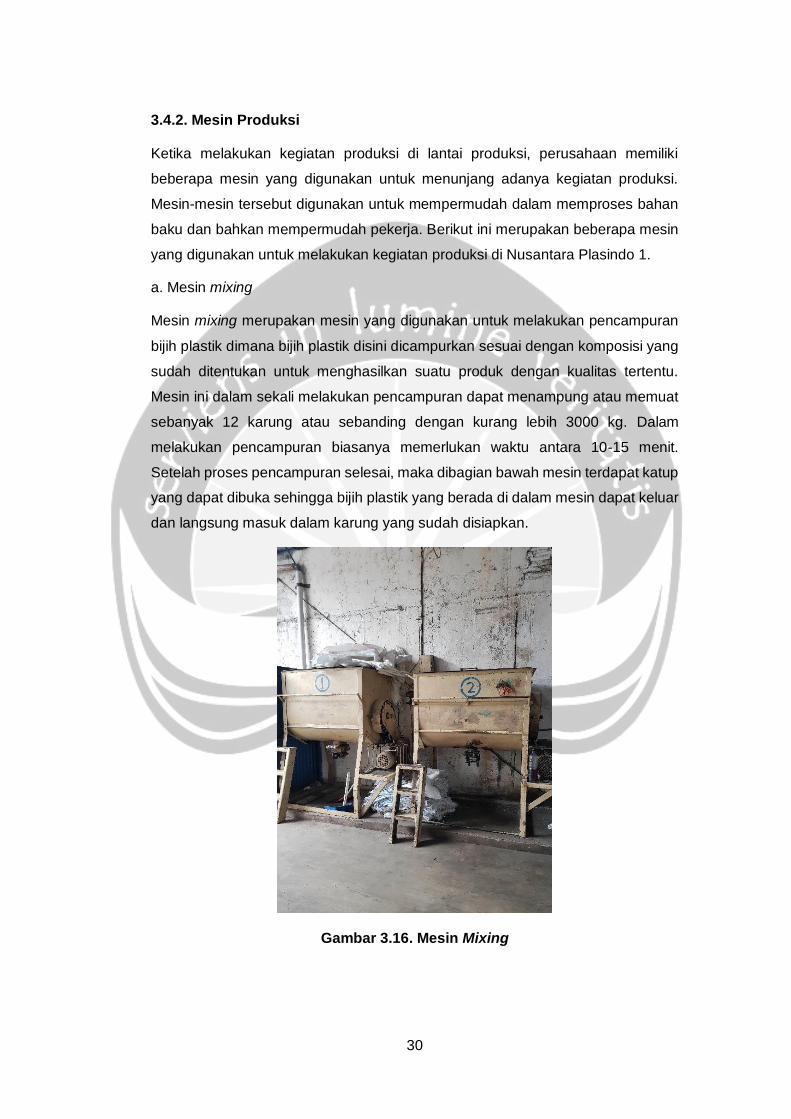
a. Mesin mixing
Mesin mixing merupakan mesin yang digunakan untuk melakukan pencampuran
bijih plastik dimana bijih plastik disini dicampurkan sesuai dengan komposisi yang
sudah ditentukan untuk menghasilkan suatu produk dengan kualitas tertentu.
Mesin ini dalam sekali melakukan pencampuran dapat menampung atau memuat
sebanyak 12 karung atau sebanding dengan kurang lebih 3000 kg. Dalam
melakukan pencampuran biasanya memerlukan waktu antara 10-15 menit.
Setelah proses pencampuran selesai, maka dibagian bawah mesin terdapat katup
yang dapat dibuka sehingga bijih plastik yang berada di dalam mesin dapat keluar
dan langsung masuk dalam karung yang sudah disiapkan.
Gambar 3.16. Mesin Mixing
31
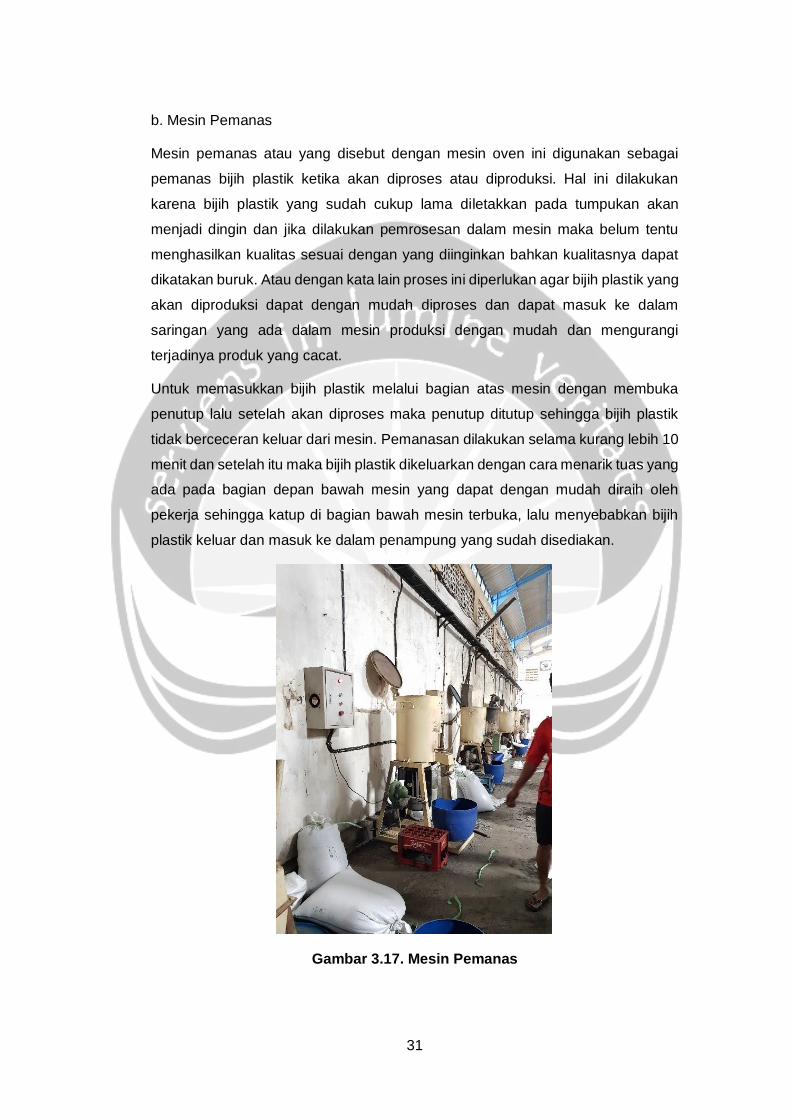
b. Mesin Pemanas
Mesin pemanas atau yang disebut dengan mesin oven ini digunakan sebagai
pemanas bijih plastik ketika akan diproses atau diproduksi. Hal ini dilakukan
karena bijih plastik yang sudah cukup lama diletakkan pada tumpukan akan
menjadi dingin dan jika dilakukan pemrosesan dalam mesin maka belum tentu
menghasilkan kualitas sesuai dengan yang diinginkan bahkan kualitasnya dapat
dikatakan buruk. Atau dengan kata lain proses ini diperlukan agar bijih plastik yang
akan diproduksi dapat dengan mudah diproses dan dapat masuk ke dalam
saringan yang ada dalam mesin produksi dengan mudah dan mengurangi
terjadinya produk yang cacat.
Untuk memasukkan bijih plastik melalui bagian atas mesin dengan membuka
penutup lalu setelah akan diproses maka penutup ditutup sehingga bijih plastik
tidak berceceran keluar dari mesin. Pemanasan dilakukan selama kurang lebih 10
menit dan setelah itu maka bijih plastik dikeluarkan dengan cara menarik tuas yang
ada pada bagian depan bawah mesin yang dapat dengan mudah diraih oleh
pekerja sehingga katup di bagian bawah mesin terbuka, lalu menyebabkan bijih
plastik keluar dan masuk ke dalam penampung yang sudah disediakan.
Gambar 3.17. Mesin Pemanas

32
c. Mesin Pembuat Sedotan
Untuk membuat sedotan dengan motif polos maka digunakan mesin pembuat
sedotan, dimana bijih plastik yang akan diproses dimasukkan melalui corong dan
kemudian akan dipanaskan lalu membentuk cairan yang sangat panas dan
kemudian ditiup oleh tekanan yang ada dalam mesin sehingga membentuk
sedotan yang berlubang. Ketika bijih plastik keluar dari bagian mesin yang
berfungsi untuk melelehkan bijih plastik, maka akan terbentuk seperti suatu
lintasan yang panjang dari lelehan plastik panas. Lintasan tersebut akan melalui
bagian pendinginan dimana terdapat air yang berguna untuk menurunkan suhu
lelehan plastik tersebut agar tidak terlalu panas. Setelah itu terdapat bagian
dimana ada seperti sikat dengan ukuran tertentu yang digunakan untuk
mengeringkan bijih plastik dalam bentuk panjang tersebut untuk kemudian dibawa
kepada proses akhir. Pada bagian akhir mesin terdapat pemotong yang berguna
untuk memotong sedotan yang masih dalam bentuk panjang.
Gambar 3.18. Mesin Pembuat Sedotan
d. Mesin Pembuat Sedotan Lurik
Ketika akan membuat sedotan dengan motif yang terdapat lurik atau terdapat garis
putih pada sisi sedotan maka digunakan mesin ini. Bedanya dengan mesin
pembuat sedotan yang biasa adalah pada mesin ini terdapat dua cerobong dimana
cerobong pertama untuk memasukkan bijih plastik sesuai dengan warna sedotan
yang diinginkan dan cerobong kedua digunakan untuk bijih plastik yang berwarna
putih sehingga motif lurik berwarna putih dapat dihasilkan pada sisi sedotan.
33
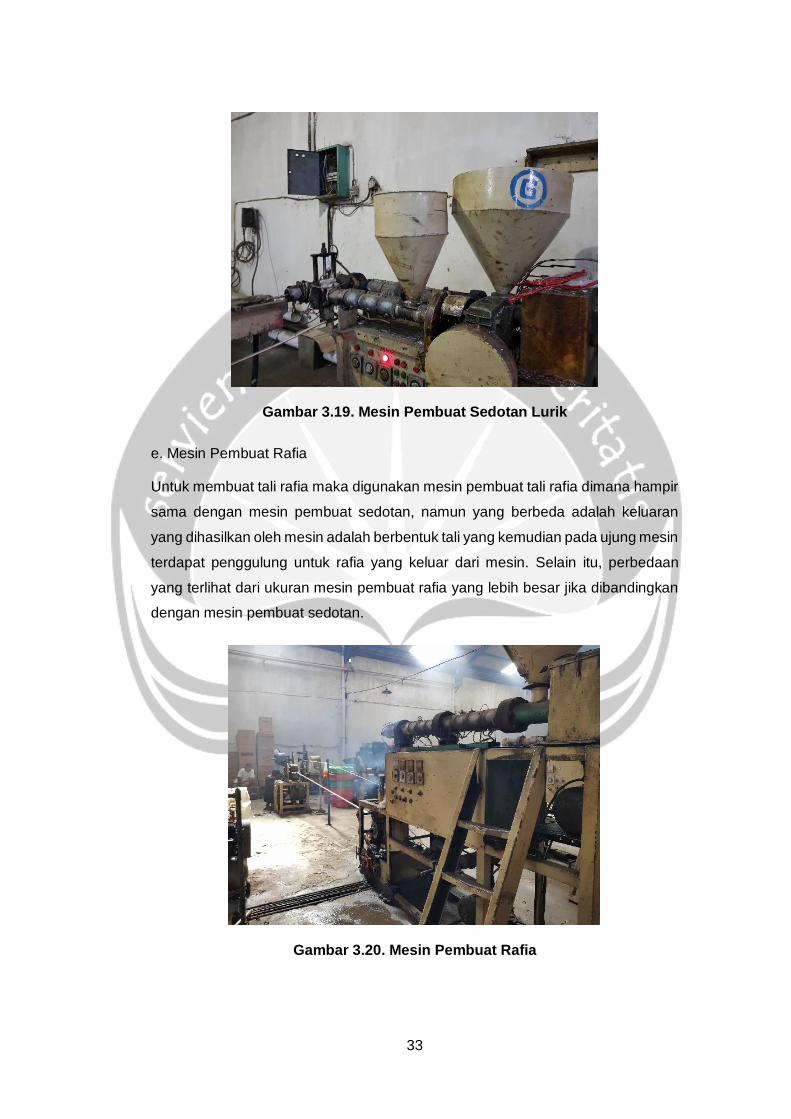
Gambar 3.19. Mesin Pembuat Sedotan Lurik
e. Mesin Pembuat Rafia
Untuk membuat tali rafia maka digunakan mesin pembuat tali rafia dimana hampir
sama dengan mesin pembuat sedotan, namun yang berbeda adalah keluaran
yang dihasilkan oleh mesin adalah berbentuk tali yang kemudian pada ujung mesin
terdapat penggulung untuk rafia yang keluar dari mesin. Selain itu, perbedaan
yang terlihat dari ukuran mesin pembuat rafia yang lebih besar jika dibandingkan
dengan mesin pembuat sedotan.
Gambar 3.20. Mesin Pembuat Rafia
34
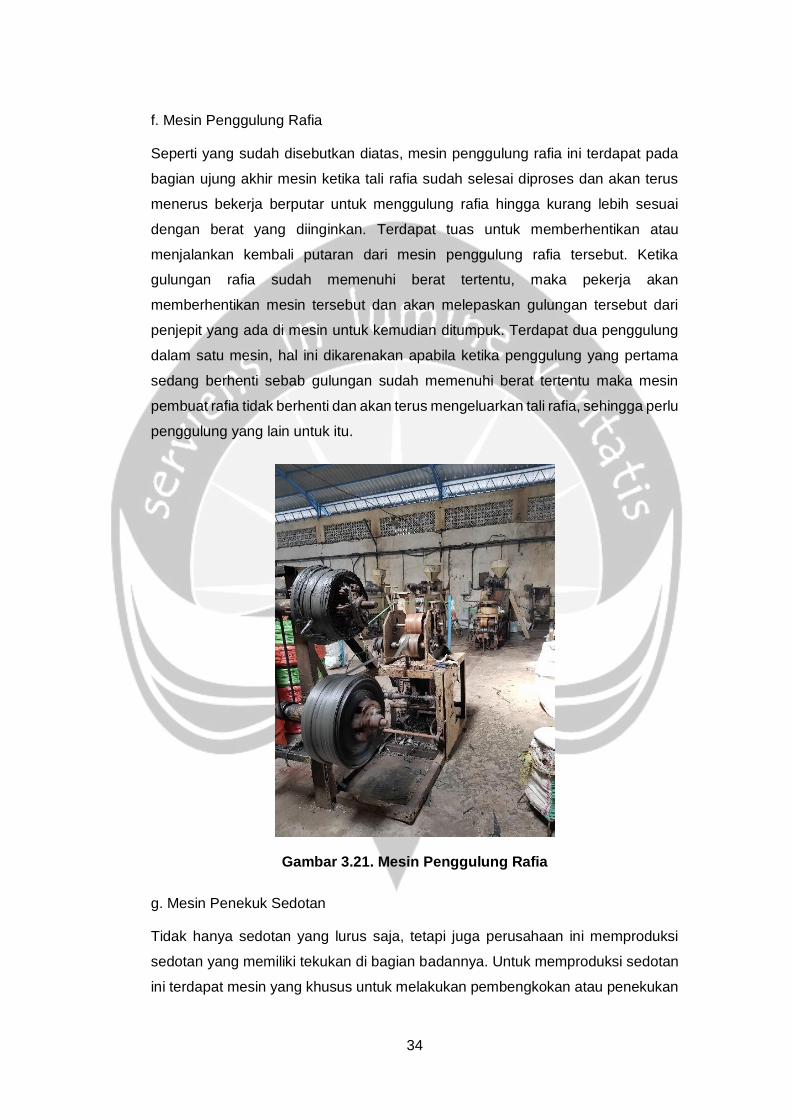
f. Mesin Penggulung Rafia
Seperti yang sudah disebutkan diatas, mesin penggulung rafia ini terdapat pada
bagian ujung akhir mesin ketika tali rafia sudah selesai diproses dan akan terus
menerus bekerja berputar untuk menggulung rafia hingga kurang lebih sesuai
dengan berat yang diinginkan. Terdapat tuas untuk memberhentikan atau
menjalankan kembali putaran dari mesin penggulung rafia tersebut. Ketika
gulungan rafia sudah memenuhi berat tertentu, maka pekerja akan
memberhentikan mesin tersebut dan akan melepaskan gulungan tersebut dari
penjepit yang ada di mesin untuk kemudian ditumpuk. Terdapat dua penggulung
dalam satu mesin, hal ini dikarenakan apabila ketika penggulung yang pertama
sedang berhenti sebab gulungan sudah memenuhi berat tertentu maka mesin
pembuat rafia tidak berhenti dan akan terus mengeluarkan tali rafia, sehingga perlu
penggulung yang lain untuk itu.
Gambar 3.21. Mesin Penggulung Rafia
g. Mesin Penekuk Sedotan
Tidak hanya sedotan yang lurus saja, tetapi juga perusahaan ini memproduksi
sedotan yang memiliki tekukan di bagian badannya. Untuk memproduksi sedotan
ini terdapat mesin yang khusus untuk melakukan pembengkokan atau penekukan

35
pada sedotan tersebut. Hal ini dikarenakan pada mesin pembuatan sedotan saja,
mesin tidak dapat sekaligus melakukan penekukan pada bagian badan sedotan
dan hanya menghasilkan sedotan dengan bentuk yang lurus saja.
Gambar 3.22. Mesin Penekuk Sedotan
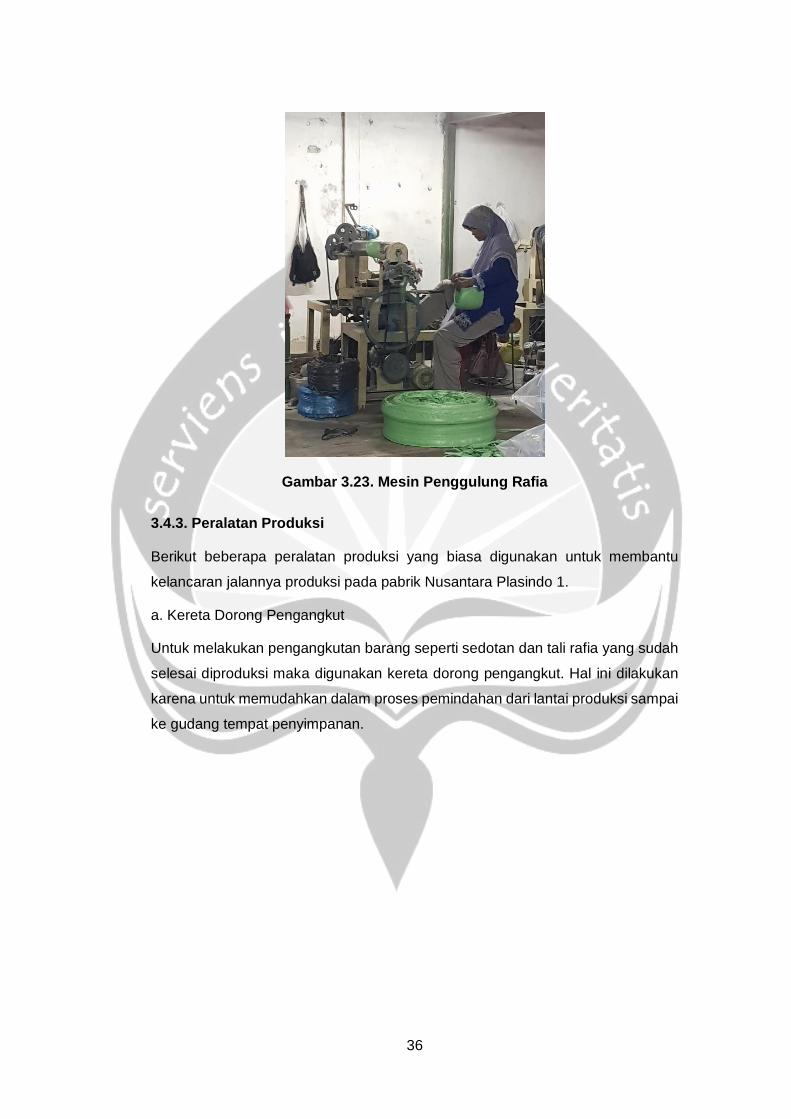
h. Mesin Penggulung Rafia
Tali rafia yang sudah selesai diproduksi masih dalam bentuk gulungan yang besar,
sedangkan terdapat beberapa konsumen yang menginginkan tali rafia untuk
dikemas dalam ukuran yang lebih kecil sehingga terdapat mesin penggulung rafia
dengan berat tertentu yang telah ditentukan. Mesin penggulung rafia ini
memproses tali rafia yang masih dalam bentuk gulungan besar, menjadi tali rafia
yang sudah dikemas dengan ukuran tertentu yang lebih kecil. Setiap mesin
memiliki seorang operator yang mengoperasikan mesin, dimana mesin ini terdapat
penggulung yang berputar jika tuas dinyalakan dan akan berhenti ketika tuas
berada pada posisi tidak aktif atau mati. Setiap operator akan melakukan
penggulungan tali rafia tersebut dan melakukan pengemasan dengan
memasukkan dalam plastik dan memberikan label merek lalu mengikatnya.
36
Gambar 3.23. Mesin Penggulung Rafia
3.4.3. Peralatan Produksi
Berikut beberapa peralatan produksi yang biasa digunakan untuk membantu
kelancaran jalannya produksi pada pabrik Nusantara Plasindo 1.
a. Kereta Dorong Pengangkut
Untuk melakukan pengangkutan barang seperti sedotan dan tali rafia yang sudah
selesai diproduksi maka digunakan kereta dorong pengangkut. Hal ini dilakukan
karena untuk memudahkan dalam proses pemindahan dari lantai produksi sampai
ke gudang tempat penyimpanan.

37
Gambar 3.24. Kereta Dorong Pengangkut
b. Timbangan Duduk (Jarum)
Pada saat melakukan penimbangan terhadap pewarna bijih plastik yang akan
dicampur dengan bijih plastik jenis lain sesuai dengan komposisi tertentu yang
sudah ditentukan, maka digunakan alat timbangan duduk dengan penunjuk berupa
jarum. Penggunaan timbangan duduk ini dengan pertimbangan bahwa pewarna
bijih plastik yang digunakan hanya beberapa kilogram saja.
Gambar 3.25. Timbangan Duduk (Jarum)

38
c. Timbangan Duduk (Besar)
Sedangkan penggunaan timbangan duduk besar dalam hal ini digunakan untuk
menimbang bijih plastik ketika baru saja datang dari supplier atau dari Nusantara
Plasindo 2 dan juga ketika akan dilakukan pencampuran bijih plastik sesuai
dengan komposisi yang telah ditentukan untuk mengetahui berapa kilogram yang
akan diproses untuk memenuhi komposisi tersebut.
Gambar 3.26. Timbangan Duduk (Besar)
d. Timbangan Digital
Terdapat juga alat untuk menimbang barang yang sudah jadi atau sudah selesai
diproduksi seperti sedotan dan tali rafia dengan berbagai jenis yakni timbangan
digital. Dalam hal ini timbangan ini dianggap sudah memiiliki tingkat ketelitian yang
cukup tinggi dibandingkan dengan timbangan duduk biasa dengan satu angka
dibelakang koma. Penimbangan dengan menggunakan timbangan digital ini
dilakukan pada saat barang jadi dari lantai produksi akan ditempatkan dalam
gudang penyimpanan.
39
Gambar 3.27. Timbangan Digital (Sedotan dan Rafia)
3.4.4. Alat Keselamatan Kerja
Dalam melakukan proses produksi sehari-hari, perusahaan juga tidak lupa untuk
mengutamakan keselamatan dari pekerja yang bekerja. Perlunya kesadaran akan
menjaga keselamatan para pekerja dari bahaya-bahaya yang mengancam
keselamatan para pekerja pada saat melaksanakan tugas dan pekerjaan mereka,
ditambah lagi dengan bahan baku dari pekerjaan yang mereka lakukan adalah
sangat rentan terhadap terjadinya kecelakaan-kecelakaan kerja. Maka dari itu
terdapat beberapa tanda-tanda yang dapat dilihat di dalam pabrik seperti pada
gambar berikut ini:
Gambar 3.28. Tulisan Tanda Peringatan
40
Gambar 3.29. Tulisan Tanda Peringatan
Gambar 3.30. Kotak P3K

41
Gambar 3.31. Alat Pemadam Kebakaran
Gambar 3.32. Panel Listrik
42
Gambar 3.33. Tanda Peringatan Beracun
3.4.5. Bahan Baku
Berikut ini adalah berbagai jenis bahan baku bijih plastik yang digunakan untuk
produksi pada Nusantara Plasindo 1 dengan berbagai kategori yang ada. Bijih
plastik tersebut selain diperoleh dari supplier juga diproduksi sendiri oleh
perusahaan.
a. Jenis bahan PP
- BNG SPR
- TOKO A
- TOKO B
- PTH
- BNG II
- BNG SPR B
- DOP PTH
- WARNA B
- KARUNG COKLAT
- NETRAL
- HITAM
- BNG III
- WARNA A
43
b. Jenis HD/ Blow
- BNG
- PTH
- WRN
- HD II PTH
- HDPE
c. Jenis PE
- IA
- I
- IIB
- HITAM
d. Jenis LD
- HTM
Dibawah ini merupakan gambar yang menunjukkan contoh dari berbagai kategori
dan jenis bijih plastik yang diproduksi sendiri oleh perusahaan.
Gambar 3.34. Biji Pellet HDPE

44
Gambar 3.35. Biji Pellet PP Bening Super
Gambar 3.36. Biji Pellet PE I Bening
Gambar 3.37. Biji Pellet PP Toko A

45
Gambar 3.38. Biji Pellet PP Toko B
Gambar 3.39. Biji Pellet PP Dop Putih
Gambar 3.40. Biji Pellet Blow I Putih

46
Gambar 3.41. Biji Pellet LD Hitam
Gambar 3.42. Biji Pellet Blow Mesran Merah
Gambar 3.43. Biji Pellet PP Dop Warna

47
Gambar 3.44. Biji Pellet PE Hitam
Gambar 3.45. Biji Pellet PP Merah
Gambar 3.46. Biji Pellet PP Biru Super

48
Gambar 3.47. Biji Pellet PP Dop Putih
Gambar 3.48. Biji Pellet PP Aqua
Gambar 3.49. Biji Pellet Dop Merah
49
Gambar 3.50. Biji Pellet PP Kuning

50
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
Penempatan mahasiswa selama Kerja Praktek adalah pada departemen produksi
yang dipimpin oleh Pak Didik sebagai Manajer Produksi dan juga Pak Sukiman
selaku Kepala Produksi yang turut membimbing selama pelaksanaan Kerja
Praktek.
Dalam keseharian melaksanakan Kerja Praktek, mahasiswa melakukan rekap
data yakni berupa data produksi tali rafia dan juga sedotan serta data produksi
untuk tali rafia yang dikemas dengan ukuran tertentu. Selain itu juga melakukan
pengecekan terhadap bahan baku yang datang dan membuat form atau sering
disebut dengan Bukti Terima Barang (BTB) yang akan berguna dalam pembuatan
laporan mengenai ketersediaan bahan baku. Serta membuat Bukti Keluar Barang
(BKB) yang berguna sebagai laporan untuk departemen selanjutnya ketika bahan
baku akan diproses. Kesemuanya tersebut sangat erat kaitannya satu sama lain
karena masuk dan keluarnya barang dari suatu bagian ke bagian lain harus jelas
dan laporan dari departemen sebelumnya akan menjadi dasar untuk departemen
selanjutnya dalam melakukan perhitungan.
Ketika bahan baku datang maka terdapat surat jalan yang berasal dari supplier
dan barang yang tertulis pada kertas tersebut merupakan dasar bagi kepala
gudang untuk melakukan pengecekan barang serta jumlah yang tertera untuk
kemudian barang dimasukkan ke dalam gudang. Setelah itu kepala gudang akan
membuat Bukti Terima Barang (BTB) sesuai dengan barang yang diterima dan
jumlah yang masuk atau disimpan dalam gudang ketika barang datang. Kemudian
ketika akan melakukan produksi, maka bagian produksi akan melaporkan berapa
jumlah bahan baku yang diperlukan kepada bagian gudang untuk meminta
sejumlah yang dibutuhkan tersebut dan kepala gudang akan membuat Bukti
Keluar Barang (BKB) sesuai jumlah yang diminta tersebut. Lalu barang yang
diperlukan tersebut akan diangkut ke dalam lantai produksi untuk dilakukan
pemrosesan.
Setelah produksi tali rafia sudah selesai dilakukan dimana masih dalam bentuk
gulungan besar lalu dimasukkan ke dalam gudang penyimpanan. Karena
permintaan konsumen yang berbeda-beda, yakni ada konsumen yang meminta
51
untuk tali rafia dikemas dalam ukuran tertentu dan ada juga yang hanya meminta
dalam bentuk gulungan besar saja. Untuk konsumen yang meminta tali rafia dalam
kemasan tersebut, maka perlu dilakukan proses pengemasan lagi dengan ukuran
berat tertentu biasanya 1kg, 25 gram,50 gram, 100 gram, 300 gram atau 500gr
sesuai dengan permintaan. Pengemasan tersebut dilakukan oleh beberapa
operator yang masing-masing memegang satu mesin gulung sehingga setiap
operator akan menghasilkan jumlah gulungan yang berbeda-beda yang dicatat
dalam kertas untuk masing-masing operator.
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan
Mahasiswa melihat terdapat permasalahan dalam scrap yang dihasilkan oleh
mesin ketika memproduksi tali rafia serta kualitas dari tali rafia yang dihasilkan.
Setiap hari melakukan produksi pasti terdapat scrap yang berupa aval yakni
lembaran-lembaran plastik cair yang membentuk tali rafia secara tidak sempurna
kemudian membeku, serta prongkol yang merupakan bongkahan-bongkahan dari
plastik cair yang sudah menyatu dan akhirnya membeku. Maka mahasiswa ingin
mengetahui faktor apa saja yang dapat mempengaruhi hal tersebut dan
bagaimana langkah yang perlu dilakukan untuk mengatasi bahkan mencegah hal
tersebut. Analisis dilakukan dengan menghitung seberapa besar persentase
produktivitas dari mesin yang digunakan dengan membandingkan antara jumlah
input yang digunakan untuk produksi dan output yang dihasilkan.
Selama melaksanakan Kerja Praktek, pihak perusahaan memberikan tanggung
jawab dan wewenang terkait dengan departemen yang ditempati. Tanggung jawab
yang diberikan perusahaan seperti merekap Bukti Terima Barang (BTB), Bukti
Keluar Barang (BKB) dan juga form produksi. Bukti Terima Barang (BTB)
merupakan dokumen yang menyatakan jumlah barang yang masuk ke bagian
tersebut, sedangkan Bukti Keluar Barang (BKB) merupakan dokumen yang
menyatakan baerapa banyak barang yang keluar dari bagian tersebut. Form
produksi menunjukkan berapa banyak hasil yang diperoleh dari produksi yang
dilakukan. Adapun wewenang yang diberikan, antara lain:
a. Melihat secara langsung kegiatan yang dilakukan pada lantai produksi
b. Mengajukan pertanyaan kepada operator maupun staff ketika terdapat hal yang
tidak dimengerti
52
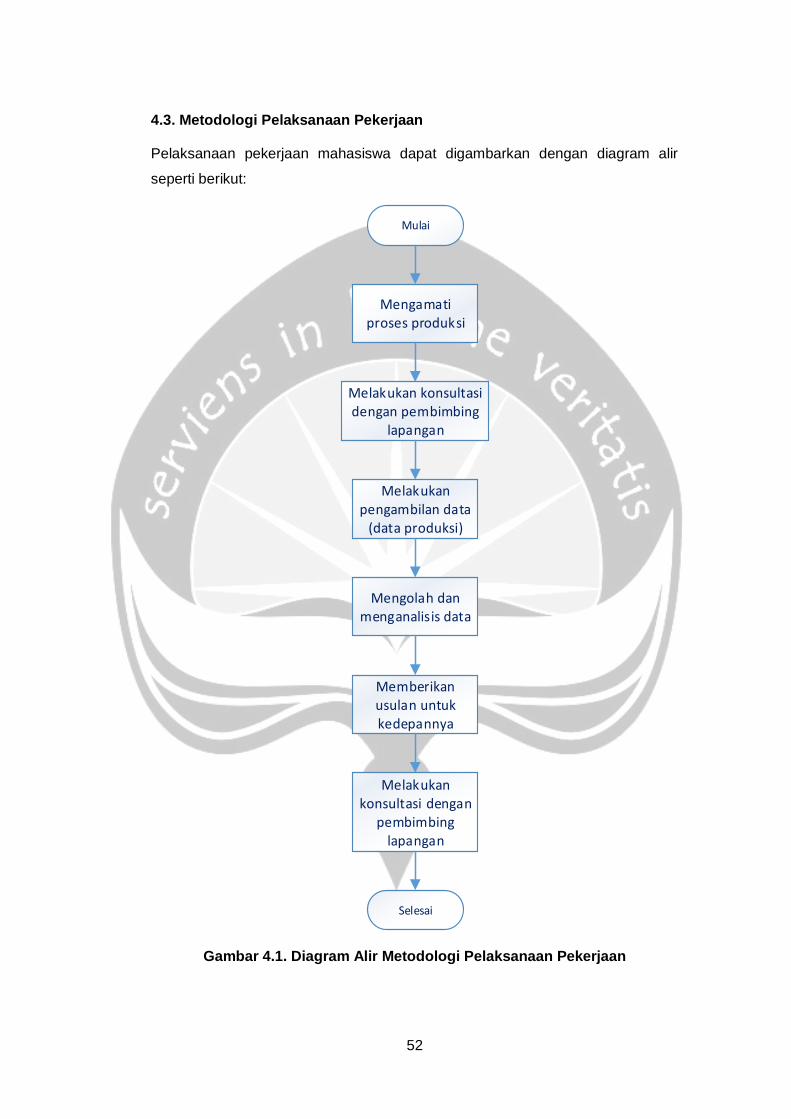
4.3. Metodologi Pelaksanaan Pekerjaan
Pelaksanaan pekerjaan mahasiswa dapat digambarkan dengan diagram alir
seperti berikut:
Mulai
Mengamati proses produksi
Melakukan konsultasi dengan pembimbing
lapangan
Melakukan pengambilan data
(data produksi)
Mengolah dan menganalisis data
Memberikan usulan untuk kedepannya
Melakukan konsultasi dengan
pembimbing lapangan
Selesai
Gambar 4.1. Diagram Alir Metodologi Pelaksanaan Pekerjaan
53
Berikut ini merupakan penjelasan dari diagram alir metodologi pelaksaan
pekerjaan yang dilakukan oleh mahasiswa.
a. Mengamati proses produksi
Hal ini dilakukan oleh mahasiswa dalam rangka untuk memahami dan mempelajari
keseluruhan atau rangkaian kegiatan produksi yang dilakukan di perusahaan
dengan tujuan untuk memperoleh masalah apakah yang terjadi di lantai produksi.
b. Melakukan konsultasi dengan pembimbing lapangan
Setelah memperoleh permasalahan yang sedang terjadi di lantai produksi, maka
melakukan konsultasi dengan pembimbing terkait dengan permasalahan tersebut
secara lebih rinci seperti bagaimana hal tersebut dapat terjadi dan apa dampaknya
dan lain-lain. Serta bagaimana cara atau langkah untuk melakukan identifikasi
terkait dengan permasalahan yang terjadi tersebut.
c. Melakukan pengambilan data
Data yang diperlukan dalam hal ini antara lain data stok awal bahan baku yang
digunakan untuk produksi, data pengambilan bahan baku yang berasal dari
gudang, data berat tali rafia dalam bentuk gulungan, data aval (lembaran-lembaran
plastik cair yang sudah membeku dan tidak sempurna membentuk tali rafia), dan
data prongkol (bongkahan-bongkahan plastik cair yang sudah membeku). Adapun
data-data tersebut diperoleh melalui form produksi yang telah diisi oleh staff bagian
produksi.
d. Mengolah dan menganalisis data
Data yang sudah diperoleh kemudian dilakukan rekap dan kemudian diolah
dengan melakukan perhitungan berapa banyak bahan baku yang menjadi
masukkan dari proses tersebut dan juga berapa banyak yang dihasilkan dari
produksi tersebut.
e. Memberikan usulan untuk kedepannya
Sesudah mengetahui hal apa saja yang dapat mempengaruhi dari munculnya
permasalahan, maka mahasiswa memberikan suatu usulan yang berguna untuk
kemajuan perusahaan kedepannya.
54
f. Melakukan konsultasi dengan pembimbing lapangan
Konsultasi yang dilakukan kali ini adalah untuk membicarakan apakah
memungkinkan untuk saran tersebut diterapkan dalam perusahaan dan apabila
memungkinkan maka mahasiswa meminta bantuan dari pembimbing untuk
menerapkannya demi kemajuan perusahaan.
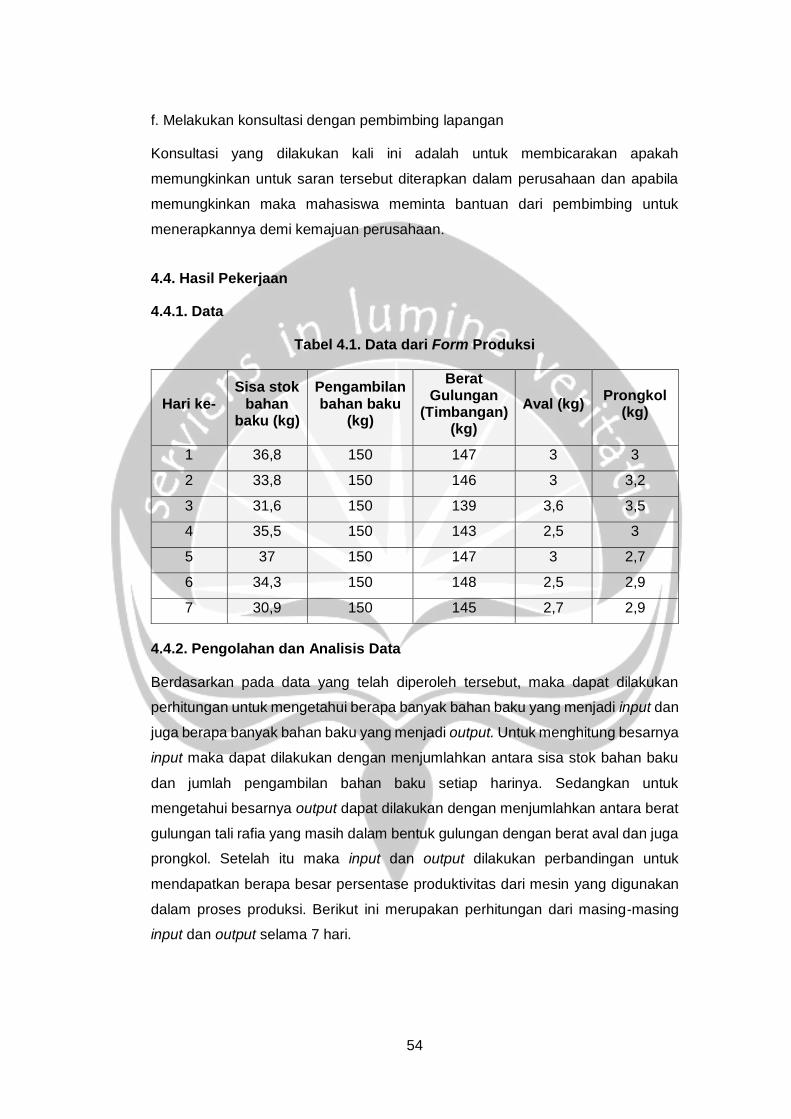
4.4. Hasil Pekerjaan
4.4.1. Data
Tabel 4.1. Data dari Form Produksi
Hari ke- Sisa stok
bahan baku (kg)
Pengambilan bahan baku
(kg)
Berat Gulungan
(Timbangan) (kg)
Aval (kg) Prongkol
(kg)
1 36,8 150 147 3 3
2 33,8 150 146 3 3,2
3 31,6 150 139 3,6 3,5
4 35,5 150 143 2,5 3
5 37 150 147 3 2,7
6 34,3 150 148 2,5 2,9
7 30,9 150 145 2,7 2,9
4.4.2. Pengolahan dan Analisis Data
Berdasarkan pada data yang telah diperoleh tersebut, maka dapat dilakukan
perhitungan untuk mengetahui berapa banyak bahan baku yang menjadi input dan
juga berapa banyak bahan baku yang menjadi output. Untuk menghitung besarnya
input maka dapat dilakukan dengan menjumlahkan antara sisa stok bahan baku
dan jumlah pengambilan bahan baku setiap harinya. Sedangkan untuk
mengetahui besarnya output dapat dilakukan dengan menjumlahkan antara berat
gulungan tali rafia yang masih dalam bentuk gulungan dengan berat aval dan juga
prongkol. Setelah itu maka input dan output dilakukan perbandingan untuk
mendapatkan berapa besar persentase produktivitas dari mesin yang digunakan
dalam proses produksi. Berikut ini merupakan perhitungan dari masing-masing
input dan output selama 7 hari.
55
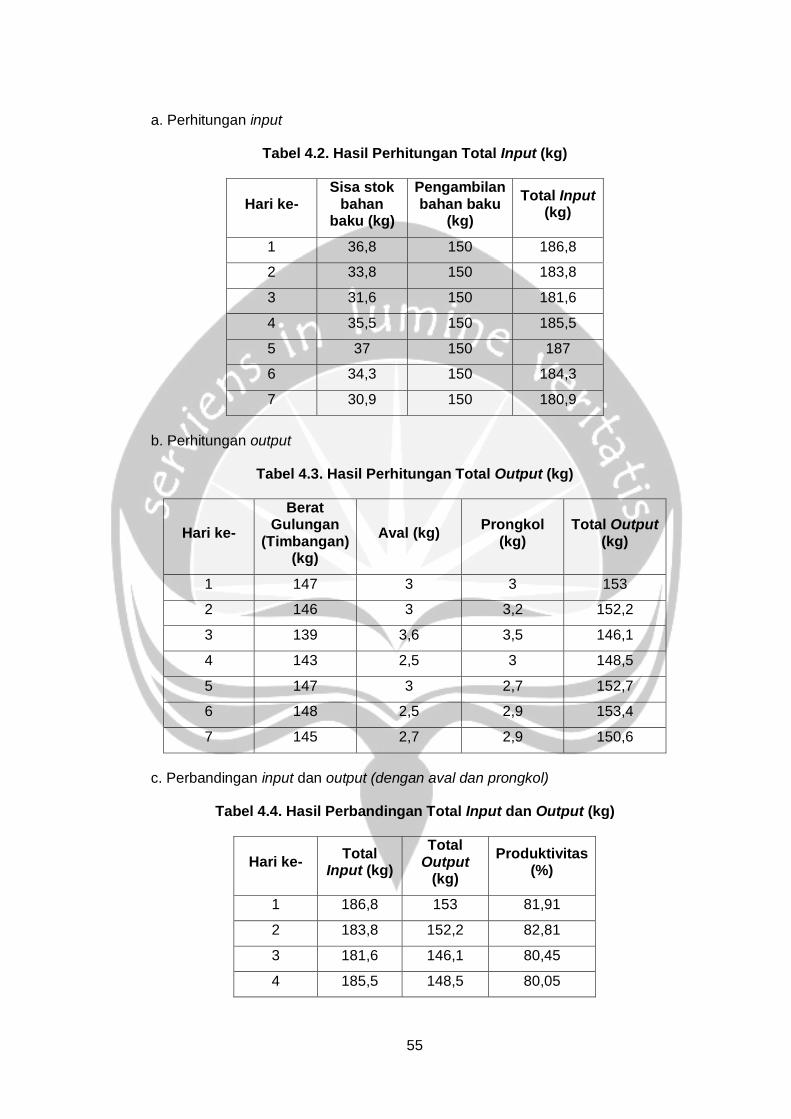
a. Perhitungan input
Tabel 4.2. Hasil Perhitungan Total Input (kg)
Hari ke- Sisa stok
bahan baku (kg)
Pengambilan bahan baku
(kg)
Total Input (kg)
1 36,8 150 186,8
2 33,8 150 183,8
3 31,6 150 181,6
4 35,5 150 185,5
5 37 150 187
6 34,3 150 184,3
7 30,9 150 180,9
b. Perhitungan output
Tabel 4.3. Hasil Perhitungan Total Output (kg)
Hari ke-
Berat Gulungan
(Timbangan) (kg)
Aval (kg) Prongkol
(kg) Total Output
(kg)
1 147 3 3 153
2 146 3 3,2 152,2
3 139 3,6 3,5 146,1
4 143 2,5 3 148,5
5 147 3 2,7 152,7
6 148 2,5 2,9 153,4
7 145 2,7 2,9 150,6
c. Perbandingan input dan output (dengan aval dan prongkol)
Tabel 4.4. Hasil Perbandingan Total Input dan Output (kg)
Hari ke- Total
Input (kg)
Total Output
(kg)
Produktivitas (%)
1 186,8 153 81,91
2 183,8 152,2 82,81
3 181,6 146,1 80,45
4 185,5 148,5 80,05
56
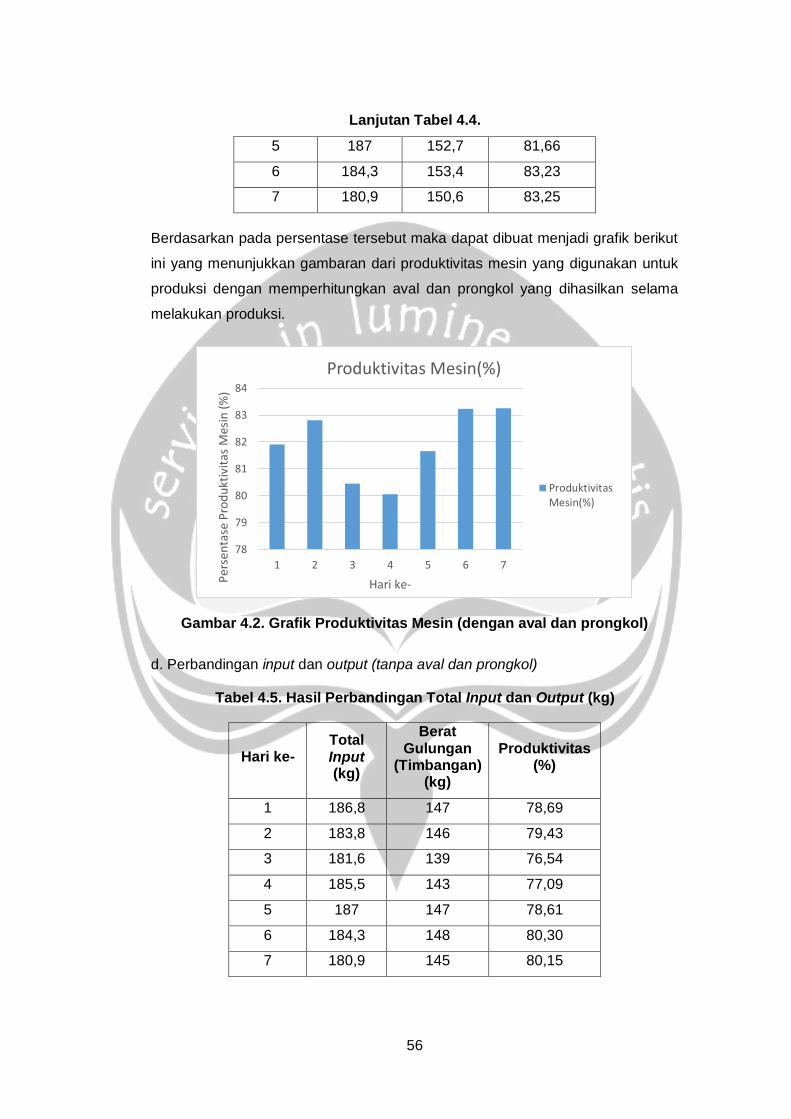
Lanjutan Tabel 4.4.
5 187 152,7 81,66
6 184,3 153,4 83,23
7 180,9 150,6 83,25
Berdasarkan pada persentase tersebut maka dapat dibuat menjadi grafik berikut
ini yang menunjukkan gambaran dari produktivitas mesin yang digunakan untuk
produksi dengan memperhitungkan aval dan prongkol yang dihasilkan selama
melakukan produksi.
Gambar 4.2. Grafik Produktivitas Mesin (dengan aval dan prongkol)
d. Perbandingan input dan output (tanpa aval dan prongkol)
Tabel 4.5. Hasil Perbandingan Total Input dan Output (kg)
Hari ke- Total Input (kg)
Berat Gulungan
(Timbangan) (kg)
Produktivitas (%)
1 186,8 147 78,69
2 183,8 146 79,43
3 181,6 139 76,54
4 185,5 143 77,09
5 187 147 78,61
6 184,3 148 80,30
7 180,9 145 80,15
78
79
80
81
82
83
84
1 2 3 4 5 6 7
Pe
rse
nta
se P
rod
ukt
ivit
as M
esi
n (
%)
Hari ke-
Produktivitas Mesin(%)
ProduktivitasMesin(%)
57
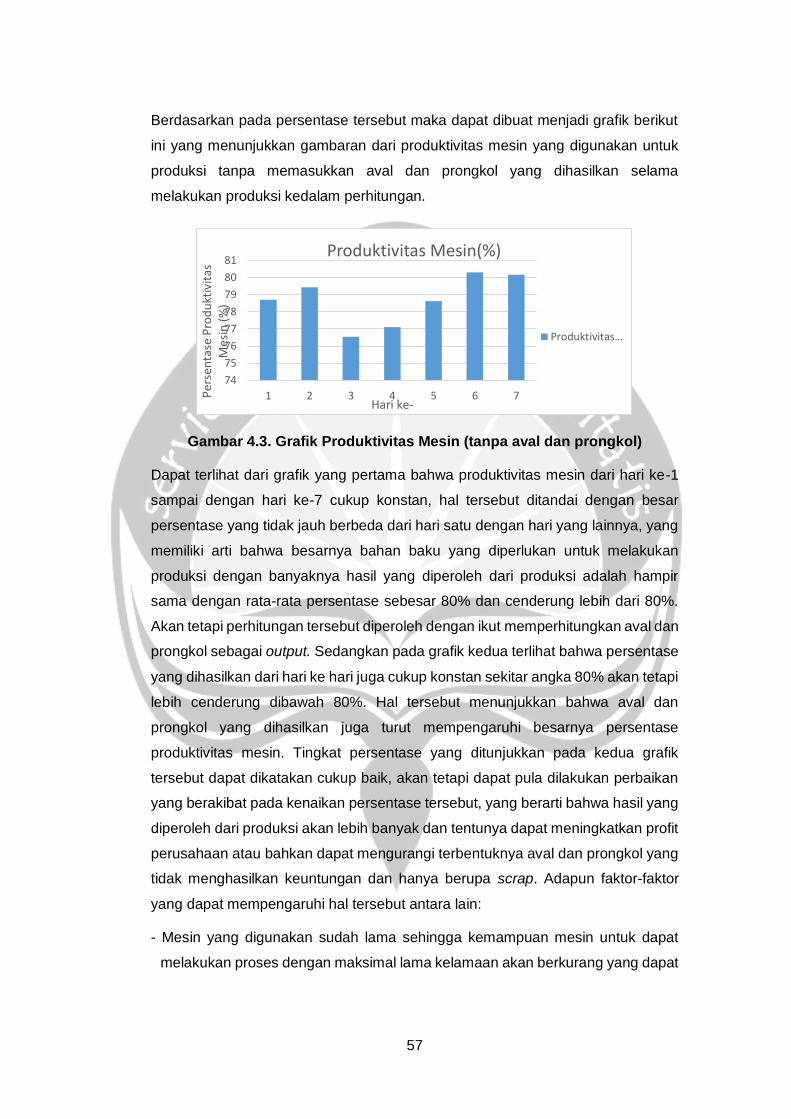
Berdasarkan pada persentase tersebut maka dapat dibuat menjadi grafik berikut
ini yang menunjukkan gambaran dari produktivitas mesin yang digunakan untuk
produksi tanpa memasukkan aval dan prongkol yang dihasilkan selama
melakukan produksi kedalam perhitungan.
Gambar 4.3. Grafik Produktivitas Mesin (tanpa aval dan prongkol)
Dapat terlihat dari grafik yang pertama bahwa produktivitas mesin dari hari ke-1
sampai dengan hari ke-7 cukup konstan, hal tersebut ditandai dengan besar
persentase yang tidak jauh berbeda dari hari satu dengan hari yang lainnya, yang
memiliki arti bahwa besarnya bahan baku yang diperlukan untuk melakukan
produksi dengan banyaknya hasil yang diperoleh dari produksi adalah hampir
sama dengan rata-rata persentase sebesar 80% dan cenderung lebih dari 80%.
Akan tetapi perhitungan tersebut diperoleh dengan ikut memperhitungkan aval dan
prongkol sebagai output. Sedangkan pada grafik kedua terlihat bahwa persentase
yang dihasilkan dari hari ke hari juga cukup konstan sekitar angka 80% akan tetapi
lebih cenderung dibawah 80%. Hal tersebut menunjukkan bahwa aval dan
prongkol yang dihasilkan juga turut mempengaruhi besarnya persentase
produktivitas mesin. Tingkat persentase yang ditunjukkan pada kedua grafik
tersebut dapat dikatakan cukup baik, akan tetapi dapat pula dilakukan perbaikan
yang berakibat pada kenaikan persentase tersebut, yang berarti bahwa hasil yang
diperoleh dari produksi akan lebih banyak dan tentunya dapat meningkatkan profit
perusahaan atau bahkan dapat mengurangi terbentuknya aval dan prongkol yang
tidak menghasilkan keuntungan dan hanya berupa scrap. Adapun faktor-faktor
yang dapat mempengaruhi hal tersebut antara lain:
- Mesin yang digunakan sudah lama sehingga kemampuan mesin untuk dapat
melakukan proses dengan maksimal lama kelamaan akan berkurang yang dapat
74
75
76
77
78
79
80
81
1 2 3 4 5 6 7Per
sen
tase
Pro
du
ktiv
itas
M
esin
(%
)
Hari ke-
Produktivitas Mesin(%)
Produktivitas…
58
berdampak pada kualitas produk yang dihasilkan bahkan jumlah scrap yang
dihasilkan.
- Kualitas dari bijih plastik yang digunakan buruk, karena bijih plastik yang
digunakan untuk produksi memiliki kualitas yang tidak selalu sama atau tidak
konsisten setiap saat terkadang sangat baik bahkan juga dapat buruk. Selain itu
juga akibat dari penggunaan bijih plastik yang secara berulang melalui proses
daur ulang dapat menurunkan kualitas dari bijih plastik tersebut.
- Bijih plastik yang terlalu lama tersimpan dalam gudang tempat penyimpanan atau
terlalu lama tertimbun dapat menurunkan kualitas dari bijih plastik tersebut.
- Ketika akan melakukan produksi, bijih plastik perlu dipanaskan terlebih dahulu
dengan suhu tertentu dan kemungkinan suhu yang digunakan tersebut kurang
panas sehingga bijih plastik tidak cukup panas untuk diproses dalam mesin.
4.4.3. Kesimpulan
Berdasarkan pada analisis yang telah dilakukan, maka terdapat beberapa
kesimpulan yang dapat diambil antara lain sebagai berikut.
a. Persentase produktivitas dari mesin dapat dikatakan konstan dengan rata-rata
kurang lebih 80%.
b. Jumlah aval dan prongkol mempengaruhi besarnya persentase produktivitas
dari mesin.
c. Dengan berkurangnya aval dan prongkol maka akan meningkatkan jumlah
output yang dihasilkan.
d. Faktor yang mempengaruhi terjadinya aval dan prongkol antara lain umur
mesin, kualitas bijih plastik yang digunakan, suhu bijih plastik yang akan
diproses.
59
BAB 5
PENUTUP
Selama pelaksanaan kerja praktek, penulis dapat mengetahui bahwa sistem di
perusahaan PT. Nusantara Plastindo sudah cukup baik secara keseluruhan. Akan
tetapi penulis memiliki beberapa saran yang mungkin dapat memberikan
perbaikan dan perkembangan bagi perusahaan, seperti di bawah ini.
a. Melakukan maintenance mesin secara rutin sehingga mesin dapat lebih terawat
dan dengan perawatan mesin yang lebih intensif akan membuat umur mesin
lebih lama serta kemampuan mesin lebih terjaga.
b. Memilih bijih plastik dengan kualitas yang baik untuk diproduksi dengan
pertimbangan bahwa produk yang dihasilkan lebih banyak dan mengurangi
terbentuknya aval dan prongkol.
c. Melakukan pemesanan bahan baku dengan mempertimbangkan jumlah
permintaan dan juga pola permintaan konsumen di waktu tertentu sehingga
tidak terjadi penumpukan bahan baku atau bahkan kekurangan bahan baku.
d. Memberi timer secara jelas pada masing-masing mesin pemanas bijih plastik
sehingga pekerja dapat mengetahui jika bijih plastik tersebut sudah cukup
panas untuk diproses.
60
DAFTAR PUSTAKA
Anggono, A. D. (2005). Prediksi Shrinkage Untuk Menghindarai Cacat Produk
Pada Plastic Injection. Media Mesin, 6(2), 70-77.
www.fti.uajy.ac.id/pelaksanaan-kerja-praktek/ Diakses Pada 18 Januari 2018
61
LAMPIRAN
62

63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96