laporan akhir las
TRANSCRIPT

KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang telah memberikan rahmat dan
karunianya sehingga Penulis dapat menyelesaikan Laporan akhir praktikum
Proses Produksi ini yang berjudul “PENGELASAN”.
Laporan akhir ini dibuat untuk melengkapi tugas Poses Produksi. Laporan
ini juga dapat dijadikan sebagai referensi bagi para pembaca untuk memahami dan
mempelajari tentang Pengelasan.
Penulis juga mengucapkan banyak terima kasih kepada pihak-pihak yang
telah membantu Penulis dalam menyelesaikan Laporan akhir praktikum ini,
sehingga laporan ini dapat diselesaikan sebaik mungkin dan tepat pada waktu
yang telah ditentukan.
Penulis menyadari bahwa laporan ini masih memiliki banyak kekurangan
dan kesalahan. Untuk itu, Penulis mengharapkan kritik dan saran yang
membangun dari Pembaca untuk kesempurnaan Laporan ini kedepannya.Akhir
kata Penulis mengucapkan Wassalamu’alaikum Wr.Wb.
Pekanbaru, 5 Desember 2012
Penulis
i
DAFTAR ISI
KATA PENGANTAR...................................................................................................................... I
DAFTAR ISI................................................................................................................................. II
DAFTAR GAMBAR..................................................................................................................... III
DAFTAR TABEL........................................................................................................................... V
DAFTAR NOTASI........................................................................................................................ VI
BAB I.......................................................................................................................................... 1
PENDAHULUAN.......................................................................................................................... 1
1.1 LATAR BELAKANG.........................................................................................................................11.2 TUJUAN......................................................................................................................................11.3 MANFAAT...................................................................................................................................11.4 SISTEMATIKA PENULISAN...............................................................................................................2
BAB II......................................................................................................................................... 2
TEORI DASAR............................................................................................................................. 3
2.1 PENGERTIAN LAS..........................................................................................................................32.1.1 Las GTAW (Gas Tungsten Arc Welding)............................................................................32.1.2 Las SMAW (Shielded Metal Arc Welding).........................................................................6
2.1.2.1 Bagian-bagian Utama SMAW....................................................................................................72.1.3 Las GMAW (Gas Metal Arc Welding)...............................................................................9
2.1.3.1 Bagian-Bagian Utama GMAW.................................................................................................112.1.4 Las OAW (Oxy Axitelyne Welding)..................................................................................12
2.1.4.1 Bagian-bagian Utama.............................................................................................................132.1.4.2 Api Las.....................................................................................................................................152.1.4.3 Cara Menyalakan Dan Mematikan Api Las..............................................................................16
2.2 ELEKTRODA LAS.........................................................................................................................172.2.1 Pengkodean....................................................................................................................17
2.3 POLARITAS (PENGKUTUBAN)........................................................................................................192.4 CARA MENYALAKAN LAS LISTRIK...................................................................................................212.5 AYUNAN ELEKTRODA PENGELASAN................................................................................................222.6 JENIS SAMBUNGAN LAS...............................................................................................................232.7 KAMPUH LAS............................................................................................................................252.8 POSISI PENGELASAN....................................................................................................................262.9 LOGAM....................................................................................................................................272.10 SIFAT MAMPU LAS (WELDABILITY)..............................................................................................302.11 MASUKAN PANAS( HEAT INPUT)................................................................................................312.12 PENGUJIAN LAS........................................................................................................................31
BAB III...................................................................................................................................... 33
ALAT DAN BAHAN.................................................................................................................... 33
3.1 ALAT........................................................................................................................................333.2 BAHAN.....................................................................................................................................38
ii
3.2.1 Bahan las listrik..............................................................................................................383.2.2 Bahan las acetylene........................................................................................................39
BAB IV...................................................................................................................................... 40
PROSEDUR KERJA..................................................................................................................... 40
4.1 LAS OAW................................................................................................................................404.1.1 Prosedur Umum..............................................................................................................404.1.2 Prosedur Benda Kerja.....................................................................................................40
4.2 LAS LISTRIK SMAW...................................................................................................................414.2.1 Prosedur Umum..............................................................................................................414.2.2 Prosedur Benda Kerja.....................................................................................................42
BAB V....................................................................................................................................... 43
PEMBAHASAN.......................................................................................................................... 43
5.1 PERHITUNGAN...........................................................................................................................435.2 ANALISA...................................................................................................................................43
5.2.1 Analisa Pengelasan OAW...............................................................................................445.2.2 Analisa pengelasan SMAW.............................................................................................44
BAB VI...................................................................................................................................... 46
KESIMPULAN DAN SARAN........................................................................................................46
6.1 KESIMPULAN.............................................................................................................................466.2 SARAN.....................................................................................................................................46
DAFTAR PUSTAKA.................................................................................................................... 47
iii

DAFTAR GAMBAR
Gambar 2. 1 Las GTAW/TIG..............................................................................................3Gambar 2. 2 Alat-Alat utama mesin GTAW........................................................................5Gambar 2. 3 Bagian-bagian Torch.....................................................................................5Gambar 2. 4 Mesin Las Listrik SMAW...............................................................................8Gambar 2. 5 Kabel Las Listrik...........................................................................................8Gambar 2. 6 Setang Las.....................................................................................................8Gambar 2. 7 Klem Massa...................................................................................................9Gambar 2. 8 Perkembangan Las GMAW.........................................................................10Gambar 2. 9 Proses Pengelasan MIG..............................................................................10Gambar 2. 10 Pemindahan Semburan Pada Alas MIG....................................................10Gambar 2. 11 Bagian Bagian Utama GMAW.................................................................11Gambar 2. 12 Mesin Las GMAW......................................................................................11Gambar 2. 13 Torch.........................................................................................................11Gambar 2. 14 Tabung Gas Mulia.....................................................................................12Gambar 2. 15 Kawat Las MIG.........................................................................................12Gambar 2. 16 Tabung Gas Acetylene...............................................................................13Gambar 2. 17 Tabung Gas Oksigen.................................................................................13Gambar 2. 18 Regulator...................................................................................................14Gambar 2. 19 Selang (Hose)............................................................................................15Gambar 2. 20 Setang Las (Torch)....................................................................................15Gambar 2. 21Api Netral...................................................................................................16Gambar 2. 22 Api Karburasi............................................................................................16Gambar 2. 23 Api Oksidasi..............................................................................................16Gambar 2. 24 Elektroda Las............................................................................................17Gambar 2. 25 Pengkodean Elektroda Menurut AWS........................................................19Gambar 2. 26 DCSP.........................................................................................................20Gambar 2. 27 DCRP........................................................................................................20Gambar 2. 28 AC..............................................................................................................21Gambar 2. 29 Mengayunkan Elektroda............................................................................21Gambar 2. 30 Penyentuhan Elektroda..............................................................................22Gambar 2. 31 Alur Spiral.................................................................................................22Gambar 2. 32 Alur Zig Zag..............................................................................................22Gambar 2. 33 Alur Melingkar..........................................................................................23Gambar 2. 34 Alur Segitiga..............................................................................................23Gambar 2. 35 Alur Trapesium..........................................................................................23Gambar 2. 36 Sambungan Tumpul...................................................................................23Gambar 2. 37 Sambungan Sisi.........................................................................................24Gambar 2. 38 Sambungan Tumpang................................................................................24Gambar 2. 39 Sambungan Sudut ……………………………..………………………………………..…………..24
iv

Gambar 2. 40 Sambungan T.............................................................................................24Gambar 2. 41 Kampuh V..................................................................................................25Gambar 2. 42 Kampuh ½ V..............................................................................................25Gambar 2. 43 Kampuh X..................................................................................................25Gambar 2. 44 Kampuh K..................................................................................................25Gambar 2. 45 Kampuh Double U.....................................................................................26Gambar 2. 46 Kampuh I...................................................................................................26Gambar 2. 47 Posisi Di Bawah Tangan...........................................................................26Gambar 2. 48 Posisi Sejajar Tangan................................................................................27Gambar 2. 49 Posisi Diatas Kepala.................................................................................27Gambar 2. 50 Klasifikasi Logam......................................................................................30Gambar 2. 51 Klasifikasi Pengujian Tak Merusak...........................................................32
Gambar 3. 1 Meja Las…………………………………………………………………………………………….....33
Gambar 3. 2 Kabel Las.....................................................................................................33Gambar 3. 3 Klem Masa...................................................................................................34Gambar 3. 4 Setang Las...................................................................................................34Gambar 3. 5 Apron...........................................................................................................34Gambar 3. 6 Topeng Las..................................................................................................35Gambar 3. 7 Sarung Tngan..............................................................................................35Gambar 3. 8 Palu Terak...................................................................................................35Gambar 3. 9 Sikat Kawat.................................................................................................36Gambar 3. 10 Penggaris..................................................................................................36Gambar 3. 11 Kacamata Las............................................................................................36Gambar 3. 12 Tabung Oksigen.........................................................................................37Gambar 3. 13 Regulator...................................................................................................37Gambar 3. 14 Selang ( hose )...........................................................................................37Gambar 3. 15 Tabung Acetylene......................................................................................38Gambar 3. 16 Kunci Pas..................................................................................................38Gambar 3. 17 AWS E6013................................................................................................38Gambar 3. 18 Ukuran Benda Kerja las SMAW................................................................39Gambar 3. 19 Ukuran Benda Kerja Las OAW..................................................................39Gambar 3. 20 Kawat Las..................................................................................................39
v
DAFTAR TABEL
Tabel 2. 1 Tipe elektroda tungsten.......................................................................................4Tabel 2. 2 Diameter bahan tambah dan arus pengelasan....................................................6Tabel 2. 3 komponen utama fluks dan fungsinya.................................................................7Tabel 2. 4 Pengkodean Digit Terakhir Menurut AWS........................................................19
vi

DAFTAR NOTASI
SIMBOL SATUAN KETERANGAN
HI J/menit Heat Input I A Kuat Arus V Volt Tegangan V m/menit Kecepatan Pengelasan
vii
BAB IPENDAHULUAN
1.1 Latar Belakang
Seiring dengan sering terjadinya suatu kasus mengenai kegagalan suatu material atau benda logam yang digunakan, memaksa manusia untuk berfikir bagaimana caranya agar benda yang mengalami kegagalan tersebut dapat digunakan kembali tanpa harus mengeluarkan banyak biaya, serta memiliki nilai manfaat yang sama sebelum benda tersebut mengalami kegagalan.
Berlatar belakang dari hal tersebut, maka manusia mulai mengembangkan
suatu cara dimana benda- benda yang mengalami kegagalan tersebut dapat
disambungkan lagi menjadi satu dengan atau tanpa menggunakan zat perantara
(pengisi) atau yang lebih dikenal dengan istilah Pengelasan (Welding)
Pada waktu ini teknik las telah dipergunakan secara luas didalam
penyambungan batang-batang pada kontruksi bangunan baja dan kontruksi mesin.
Luasnya penggunaan teknologi ini disebabkan karena bangunan dan mesin yang
dibutuhkan dengan mempergunakan teknik penyambungan ini menjadi lebih
ringan dan proses pembuatannya lebih sederhana, sehinga biaya keseluruhan yang
dikeluarkan menjadi lebih ringan. Lingkup penggunaan teknik pengelasan dalam
kontruksinya sangat luas, meliputi perkapalan, jembatan, rangka baja, bejana, pipa
pesat, pipa saluran, kendaraan rel dan lain sebagainya.
Seiring dengan berkembangnya teknologi yang menghasilkan produk-
produk baru yang berbahan dasar logam, berpengaruh pada perkembangan proses
pengelasan sehingga jenis- jenis proses pengelasan pun jadi banyak macamnya.
1.2 Tujuan
1. Mempraktekkan teori pengelasan yang telah dipelajari selama perkuliahan.
2. Dapat mengetahui langkah-langkah dalam proses pengelasan.
3. Dapat menganalisa hasil lasan.
4. Mampu melakukan pengelasan dengan baik dan benar pada benda kerja
yang diberikan.
1

1.3 Manfaat
1. Dapat membedakan masing-masing dari jenis-jenis pengelasan.
2. Dapat melakukan proses pengelasan secara mandiri.
3. Dapat mengaplikasikan pengetahuan mengenai pengelasan di dalam dunia
industri.
4. Dapat mengetahui faktor-faktor yang mempengaruhi hasil dari pengelasan.
1.4 Sistematika Penulisan
Bab I Pendahuluan
Bab ini berisikan latar belakang, tujuan dan manfaat dari praktikum
Pengelasan.
Bab II Teori Dasar
Bab ini berisikan tentang teori-teori yang digunakan selama pelaksanaan
praktikum Pengelasan dilaksanakan.
Bab III Alat Dan Bahan.
Bab ini berisi tentang jenis-jenis alat yang digunakan dalam
praktikum pengelasan dan bahan-bahan yang digunakan untuk
Pengelasan.
Bab IV Prosedur Kerja.
Pada bab ini berisi tentang prosedur-prosedur kerja/ cara-cara
pengerjaan/ langkah-langkah pelaksanaan Pengelasan.
Bab V Pembahasan.
Pada bab ini berisi tentang pembahasan dari persoalan-persoalan yang
menyangkut perhitungan-perhitungan dalam praktikum Pengelasan yang
telah dilakukan.
Bab VI Kesimpulan Dan Saran.
Berisi tentang kesimpulan-kesimpulan yang diperoleh dari hasil analisa
dan saran yang diperoleh untuk memperbaiki hasil kerja dari analisa
praktikum pengelasan.
2
BAB IITEORI DASAR
2.1 Pengertian Las
Pengelasan (Welding) adalah suatu proses penyambungan logam menjadi
satu dengan cara mencairkan sebagian logam induk dan logam pengisi dengan
bantuan panas dengan atau tanpa pengaruh tekanan dan dengan atau tanpa logam
tambahan serta menghasilkan sambungan yang kontinu. Atau dapat pula di
defenisikan sebagai ikatan metalurgi yang ditimbulkan oleh gaya tarik menarik
antar Atom.
Dari defenisi tersebut terdapat 4 kata kunci untuk menjelaskan defenisi
pengelasan yaitu mencairkan sebagian logam, logam pengisi, tekanan, dan
sambungan kontinu.
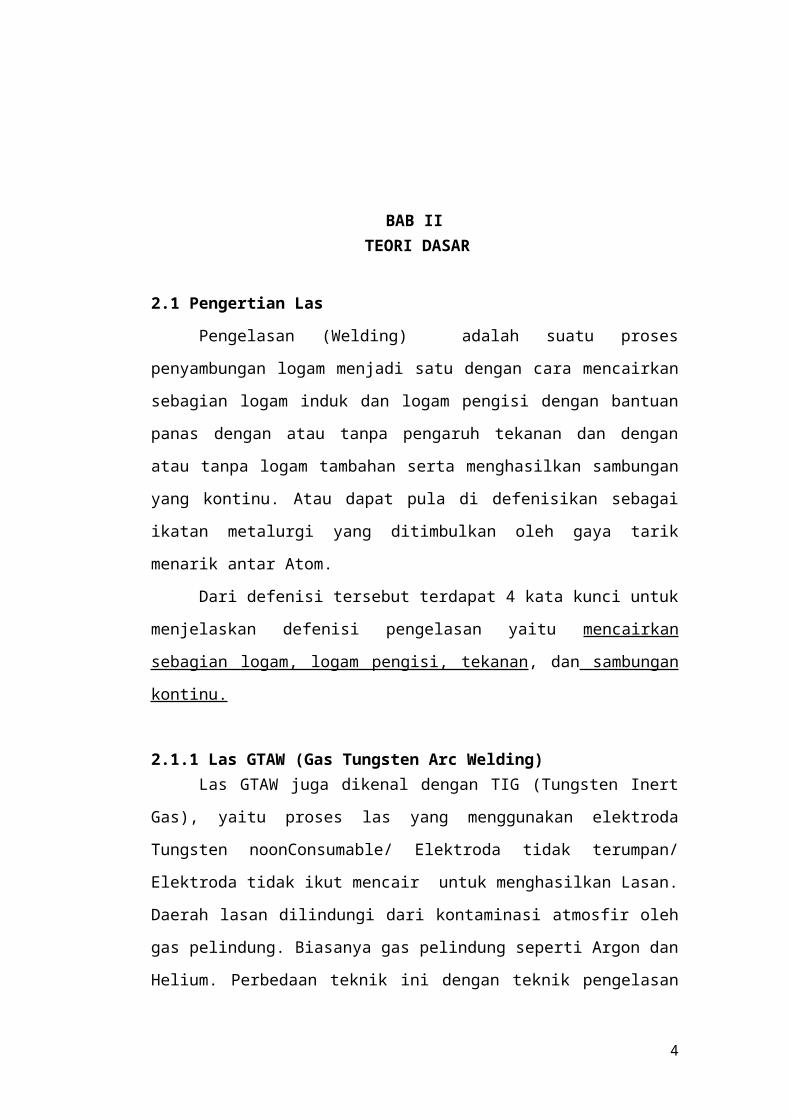
2.1.1 Las GTAW (Gas Tungsten Arc Welding)Las GTAW juga dikenal dengan TIG (Tungsten Inert Gas), yaitu proses
las yang menggunakan elektroda Tungsten noonConsumable/ Elektroda tidak
terumpan/ Elektroda tidak ikut mencair untuk menghasilkan Lasan. Daerah lasan
dilindungi dari kontaminasi atmosfir oleh gas pelindung. Biasanya gas pelindung
seperti Argon dan Helium. Perbedaan teknik ini dengan teknik pengelasan lainnya
adalah menggunakan sumber api yang berasal dari listrik yang dihasilkan oleh
mesin las berupa Travo (inventor). Elektroda tungsten berfungsi sebagai pencipta
busur nyala untuk mencairkan zat pengisi .
Gambar 2. 1 Las GTAW/TIG
3

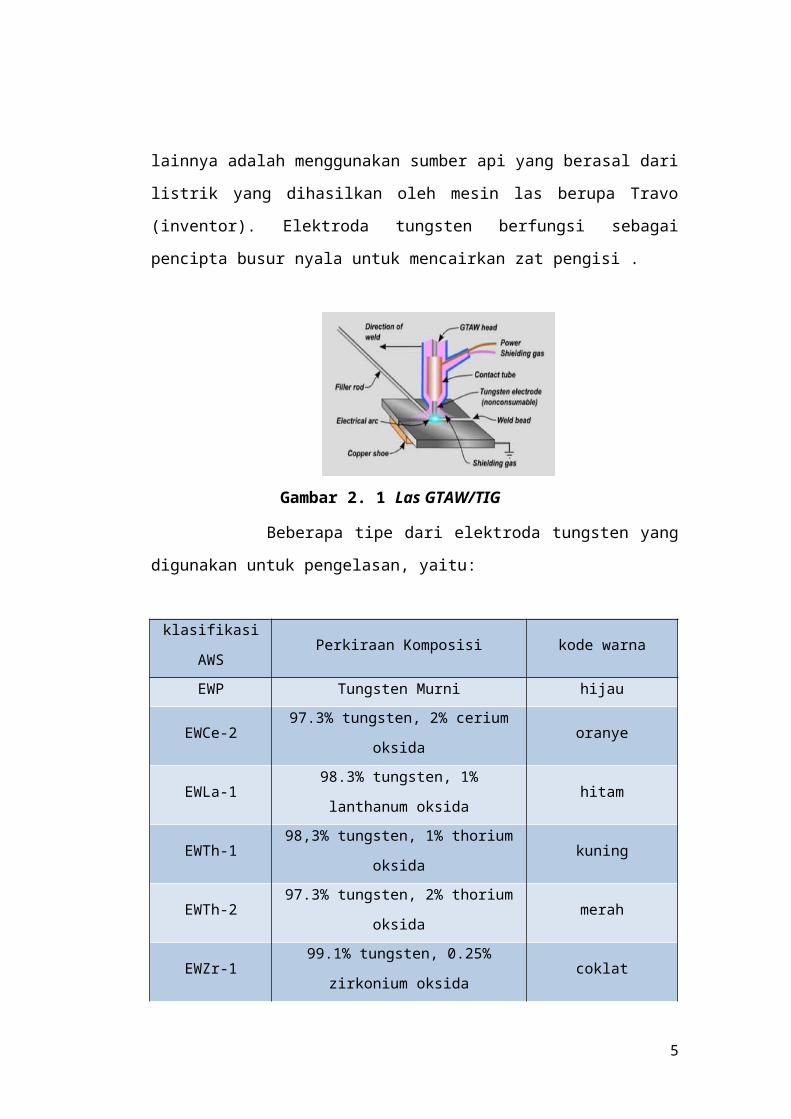
Beberapa tipe dari elektroda tungsten yang digunakan untuk pengelasan,
yaitu:
klasifikasi AWS Perkiraan Komposisi kode warna
EWP Tungsten Murni hijau
EWCe-2 97.3% tungsten, 2% cerium oksida oranye
EWLa-1 98.3% tungsten, 1% lanthanum oksida hitam
EWTh-1 98,3% tungsten, 1% thorium oksida kuning
EWTh-2 97.3% tungsten, 2% thorium oksida merah
EWZr-1 99.1% tungsten, 0.25% zirkonium oksida coklat
EWG 94.5% tungsten, sisa tidak disebut abu-abu
Tabel 2. 1 Tipe elektroda tungsten
Dimana:
E = Elektroda
W = Wolframe atau Tungsten
P = Tungsten murni (pure tungsten)
G =Umum (general) dimana komposisi tambahan biasa tidak disebut.
Ce-2; La-1; Th-2; Th-1; dan Zr-1 adalah komposisi tambahan sebagaimana
yang dapat dilihat pada tabel diatas.
Alat-alat utama yang digunakan dalam pengelasan secara TIG ini adalah:
1. Kabel tenaga
2. Kabel massa
3. Penjepit massa
4. Torch
5. Mesin Gas
6. Tabung gas
7. Regulator
8. Coolent sistem (Pendingin)
4

Gambar 2. 2 Alat-Alat utama mesin GTAW
Untuk Torch, bagian bagian utamanya diperlihatkan pada gambar dibawah
ini:
Gambar 2. 3 Bagian-bagian Torch
Langkah pemasangan Torch adalah:
1. Hubungkan collet body dengan body torch, kencangkan dengan
menggunakan tangan.
2. Hubungkan Nozzle dengan collet body yang terpasang pada Body torch.
3. Masukkan Collet dari atas Body torch kedalam Collet body.
4. Masukkan Elektroda tungsten kedalam Collet.
5. Hubungkan Back Cap dengan Body Torch.
5
Penyiapan bahan tambah atau zat pengisi didasarkan pada :
1. Jenis las yang akan digunakan untuk mengelas. Bahan harus memiliki
karakteristik yang sama dengan material yang akan di las.
2. Diameter bahan tambah juga harus di sesuaikan dengan label material
yang akan di las dan arus pengelasan yang akan digunakan. Seperti terlihat
pada Tabel dibawah ini.
Arus
Las(A)
Diameter Nozzle (mm) Aliran Gas
(L/mm)
10 – 100 4 – 9,5 4 – 5
101 – 150 4 – 9,4 4 – 7
151 – 200 6 – 13 6 – 8
201 – 300 8 – 13 8 – 9
301 – 500 13 - 16 9 – 12
Tabel 2. 2 Diameter bahan tambah dan arus pengelasan
3. Penentuan Arus AC / DC
Arus AC mauupun DC digunakan dalam pengelasan dengan
mempeertimbangkan jenis logam dan kedalaman penetrasi yang
diharapkan.
2.1.2 Las SMAW (Shielded Metal Arc Welding)SMAW adalah las busur menggunakan panas yang berasal dari loncatan
listrik, Loncatan listrik ini terkosentrasi terus menerus dan menimbulkan panas
sebesar 6500° - 7000°F. Panas ini mencairkan elektroda dengan bahan dasar
dalam kondisi fusi.
Elektroda las busur adalah elektroda batangan yang tergolong elektroda
terumpan (consumable elektroda).Elektroda terdiri dari 2 unsur,yaitu kawat
logam dan Flux. Kawat berfungsi sebagai pemantap busur dan Flux berfungsi
sebagai Pelindung deposit logam dari udara luar.
6
Berikut adalah komponen utama fluks dan fungsinya.
Tabel 2. 3 komponen utama fluks dan fungsinya
2.1.2.1 Bagian-bagian Utama SMAW1. Mesin Las Listrik (SMAW)
Mesin las berfungsi sebagai pengubah arus bolak-balik dari PLN menjadi
arupengelasan, dimana pada mesin las terdapat tombol-tombol pengatur
kuat arus dan tegangan.
7

Gambar 2. 4 Mesin Las Listrik SMAW
2. Kabel Las Listrik
Kabel las digunakan sebagai penghantar arus pengelasan dari mesin las
listrik ke benda kerja.
Gambar 2. 5 Kabel Las Listrik
3. Setang Las
Setang las berfungsi sebagai pemegang elektroda/ kawat las listrik sebagai
bahan isiannya.
Gambar 2. 6 Setang Las
8

4. Klem Massa
Klem massa berfungsi sebagai penghantar arus massa yang dijepit ke p
Gambar 2. 7 Klem Massa
2.1.3 Las GMAW (Gas Metal Arc Welding)GMAW adalah proses penyambungan 2 material atau logam menjadi satu
melalui pencairan setempat. Dengan menggunakan gulungan (filler metal) yang
sama dengan logam dasarnya (base metal) dan menggunakan gas pelindung.
Proses pengelasan ini disebut juga dengan MIG (Metal Inert Gas). Proses lain
yang serupa dengan MIG adalah MAG (Metal Active Gas), perbedaannya adalah
hanya pada gas pelindung yang digunakan. Pada MIG pelindung berupa gas Inert
seperti Argon (Ar) dan Helium (He). Sedangkan pada MAG digunakan gas-gas
seperti Ar+CO2, Ar+O2 atau CO2.
Prinsip dasar pengelasan GMAW tidaklah jauh berbeda dengan SMAW,
yaitu penyambungan yang diperoleh dari proses pencairan sambungan logam
induk dengan elektroda yang nantinya akan membeku dan membentuk logam las.
Perbedaan nya hanya terletak pada pelindungnya saja. GMAW menggunakan Gas
sebagai pelindung, sedangkan SMAW menggunakan Fluks sebagai pelindung.
Secatra baagan, perkembangan las GMAW diperlihatkan pada gambar diagram
dibawah ini.
9

Gambar 2. 8 Perkembangan Las GMAW
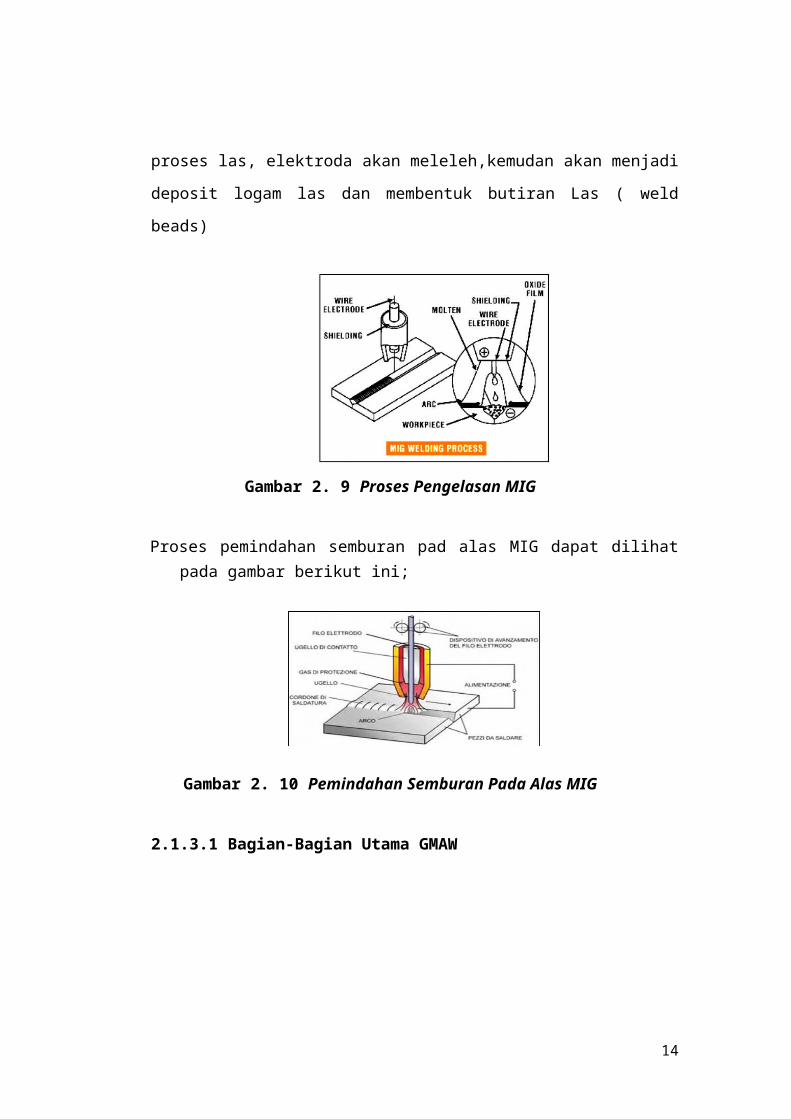
Proses Pengelasan GMAW/MIG yaitu panas dari proses pengelasan
dihasilkan oleh busur las yang terbentuk diantara elektroda kawat dengan benda
kerja. Selama proses las, elektroda akan meleleh,kemudan akan menjadi deposit
logam las dan membentuk butiran Las ( weld beads)
Gambar 2. 9 Proses Pengelasan MIG
Proses pemindahan semburan pad alas MIG dapat dilihat pada gambar berikut ini;
Gambar 2. 10 Pemindahan Semburan Pada Alas MIG
10

2.1.3.1 Bagian-Bagian Utama GMAW
Gambar 2. 11 Bagian Bagian Utama GMAW
1. Mesin Las
Mesin las berfungsi untuk mengubah arus bolak-balik (AC) menjadi arus
pengelasan, pada mesin las juga terdapat pengumpan kawat las yang
berfungsi untuk mengumpan kawat las menuju torch.
Gambar 2. 12 Mesin Las GMAW
2. Torch
Torch berfungsi sebagai tempat keluarnya elektroda las, tempat keluarnya
gas mulia serta penghasil busur api las.
Gambar 2. 13 Torch
11

3. Tabung Gas Mulia
Tabung gas mulia berfungsi untuk menampung gas mulia yang akan
digunakan selama pengelasan berlangsung, pada pengelasan MIG
menggunakan gas mulia berupa gas karbondioksida (CO2).
Gambar 2. 14 Tabung Gas Mulia
4. Kawat Las MIG
Kawat las MIG berfungsi sebagai bahan penambah yang keluar melalui
torch dan diumpan oleh mesin pengumpan yang berada di mesin las.
Gambar 2. 15 Kawat Las MIG
2.1.4 Las OAW (Oxy Axitelyne Welding)Pengelasan Oxy-Acetylene adalah proses pengelasan yang sumber
panasnya berasal dari pembakaran gas acetylene dan gas oksigen, pada pengelasan
ini bahan tambah (filler metal) ditambahkan dari luar.
12

2.1.4.1 Bagian-bagian UtamaAdapun bagian-bagian utama dari las oxy-acetylene adalah sebagai
berikut:
1. Tabung Gas Acetylene
Komponen ini berfungsi sebagai tempat penampungan gas acetylene yang
akan digunakan selama proses pengelasan, fungsi dari gas acetylene
adalah sebagai sumber bahan bakar pada pengelasan las oxy-acetylene.
Gambar 2. 16 Tabung Gas Acetylene
2. Tabung Gas Oksigen
Berfungsi untuk menampung gas oksigen yang akan digunakan selama
proses pengelasan, fungsi oksigen adalah untuk menaikkan suhu api
pengelasan ketika bercampur dengan gas acetylene.
Gambar 2. 17 Tabung Gas Oksigen
13

3. Regulator
Regulator berfungsi untuk mengetahui tekanan isi tabung oksigen dan
acetylene dan untuk mengatur tekanan kerja yang dubutuhkan.
Gambar 2. 18 Regulator
Bagian-bagian dari regulator adalah:
1. Manometer Tekanan Isi
Manometer tekanan isi berfungsi sebagai tempat pembacaan skala
tekanan isi tabung.
2. Manometer Tekanan Kerja
Manometer tekanan kerja berfungsi sebagai tempat pembacaan skala
pengatur tekanan kerja yang akan digunakan.
Adapun cara untuk meggunakan regulator adalah sebagai berikut:
a. Katup utama pada tabung oksigen dan acetylene dibuka.
b. Skala pada manometer tekanan isi akan naik mengikuti tekanan isi
tabung oksigen dan acetylene.
c. Katup regulator diputar searah jarum jam maka skala tekanan kerja
akan naik.
4. Selang (Hose)
Selang (Hose) digunakan untuk mengalirkan gas acetylene dan oksigen
dari tabung yang melalui regulator yang akan menuju ke setang las (torch).
14

Gambar 2. 19 Selang (Hose)
5. Setang Las (Torch)
Setang Las (Torch) berfungsi sebagai tempat pencampur gas acetylene
dengan gas oksigen, pada setang las terdapat katup acetylene dan katup
oksigen yang berfungsi untuk mengatur besarnya gas yang akan
digunakan, pada setang las juga terdapat nozzle yang berfungsi sebagai
tempat pembakaran campuran gas acetylene dan oksigen.
Gambar 2. 20 Setang Las (Torch)
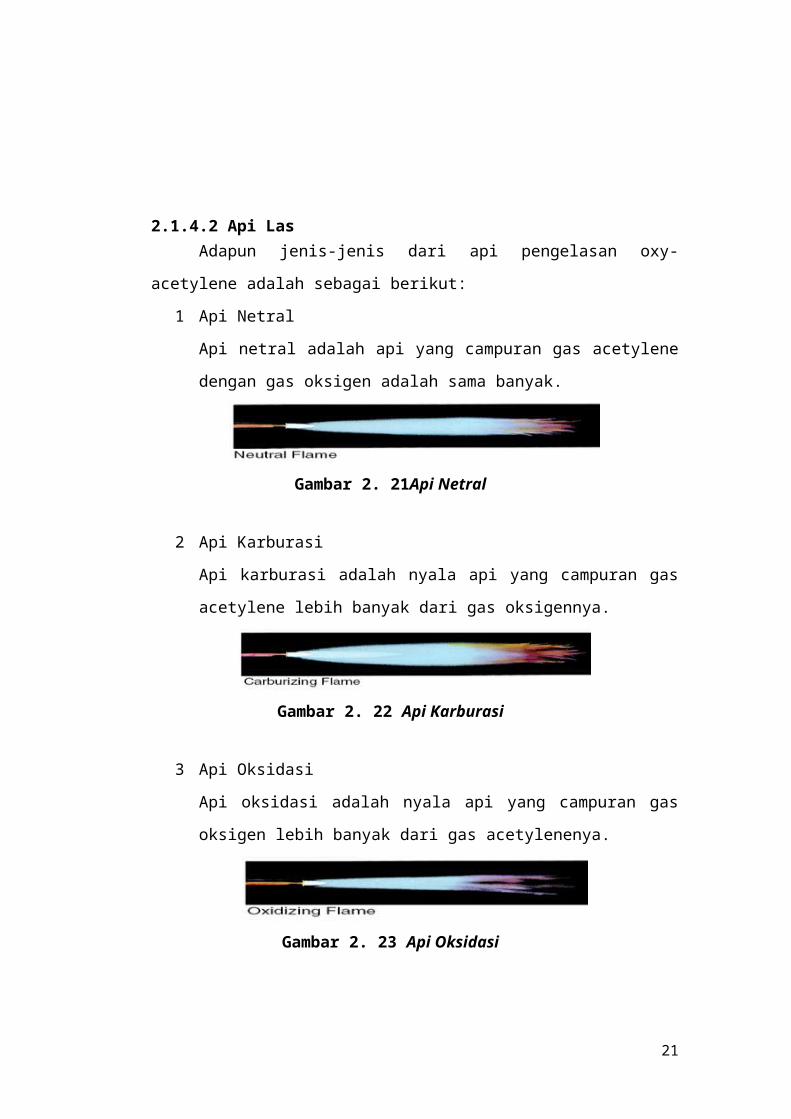
2.1.4.2 Api LasAdapun jenis-jenis dari api pengelasan oxy-acetylene adalah sebagai
berikut:
1 Api Netral
Api netral adalah api yang campuran gas acetylene dengan gas oksigen
adalah sama banyak.
15
Gambar 2. 21Api Netral
2 Api Karburasi
Api karburasi adalah nyala api yang campuran gas acetylene lebih banyak
dari gas oksigennya.
Gambar 2. 22 Api Karburasi
3 Api Oksidasi
Api oksidasi adalah nyala api yang campuran gas oksigen lebih banyak
dari gas acetylenenya.
Gambar 2. 23 Api Oksidasi
2.1.4.3 Cara Menyalakan Dan Mematikan Api Las1. Cara Menyalakan Api Las Pada Las Oxy-Acetylene.
a. Buka katup pada tabung acetylene dan oksigen.
b. Atur tekanan kerja pada regulator, jika diputar searah jarum jam maka
akan menaikkan tekanan, sebaliknya akan menutup katup pengatur
tekanan pada regulator.
c. Buka katup acetylene pada torch sedikit saja.
d. Nyalakan api menggunakan pemantik.
e. Buka katup oksigen pada torch.
f. Atur api pengelasan pada katup torch.
2. Cara Mematikan Api Las Oxy-Acetylene.
16

a. Tutup katup oksigen pada torch hingga rapat.
b. Tutup katup acetylene pada torch hingga rapat.
c. Tutup katup pada masing-masing tabung dan keluarkan gas sisa yang
terperangkap didalam selang.
2.2 Elektroda Las
Elektroda pada las listrik digunakan sebagai bahan tambah untuk proses
pengelasan, dimana bagian selaput luar akan terbakar pada saat proses pengelasan
dan menghasilkan gas pelindung.
Gambar 2. 24 Elektroda Las
2.2.1 PengkodeanDesain yang tepat, material yang baik dan teknik yang baik adalah tiga
faktor untuk menjamin pengelasan yang bagus. Bila salah satu dari faktor ini tidak
ada, hasil yang memuaskan tidak dapat dicapai. Untuk melaksanakan pengelasan
dengan kualitasyang dipersyaratkan adalah penting untuk dimengerti sifat-sifat
dari tiap-tiap material las (elektrode las, kawat, fluks).
Pemilihan logam pengisi las berupa elektroda las / filler metal electrode sebagai
logam pengisi dalam proses pengelasan sangat berpengaruh dalam menentukan
mutu hasil pengelasan, begitu juga fluks dan gas sebagai pelindung (shielding).
Berkaitan dengan sifat mekanis logam las yang dikehendaki maka apabila salah
dalam pemilihan akan menyebabkan kegagalan pengelasan.
Pemilihan logam pengisi banyak ditentukan oleh keterkaitannya dengan:
17

Jenis proses las yang akan digunakan.
Jenis material yang akan di las.
Desain sambungan las.
Perlakuan panas (preheat, post heat)
Agar dapat memilih elektroda / filler metal yang tepat sesuai dengan
standar / code, dan dapat menghasilkan sambungan las yang dapat diterima sesuai
denganpersyaratan standar / code maka logam pengisi yang dipilih sesuai dengan
sifatlogam induknya. Fungsi, jenis, klasifikasi, karakteristik dan pengujian dari
elektroda /filler metal pada proses pengelasan SMAW, GMAW, GTAW dan
SAW harusmendapatkan jaminan dari perusahaan pembuat logam pengisi tersebut
dalam bentuk sertifikat atau data spesifikasi.
teknik Standar penomeran elektroda feero dan macam-macam jenis
elektroda menurut tipenya diklasifikasikan menurut AWS ( American Welding
Society).:
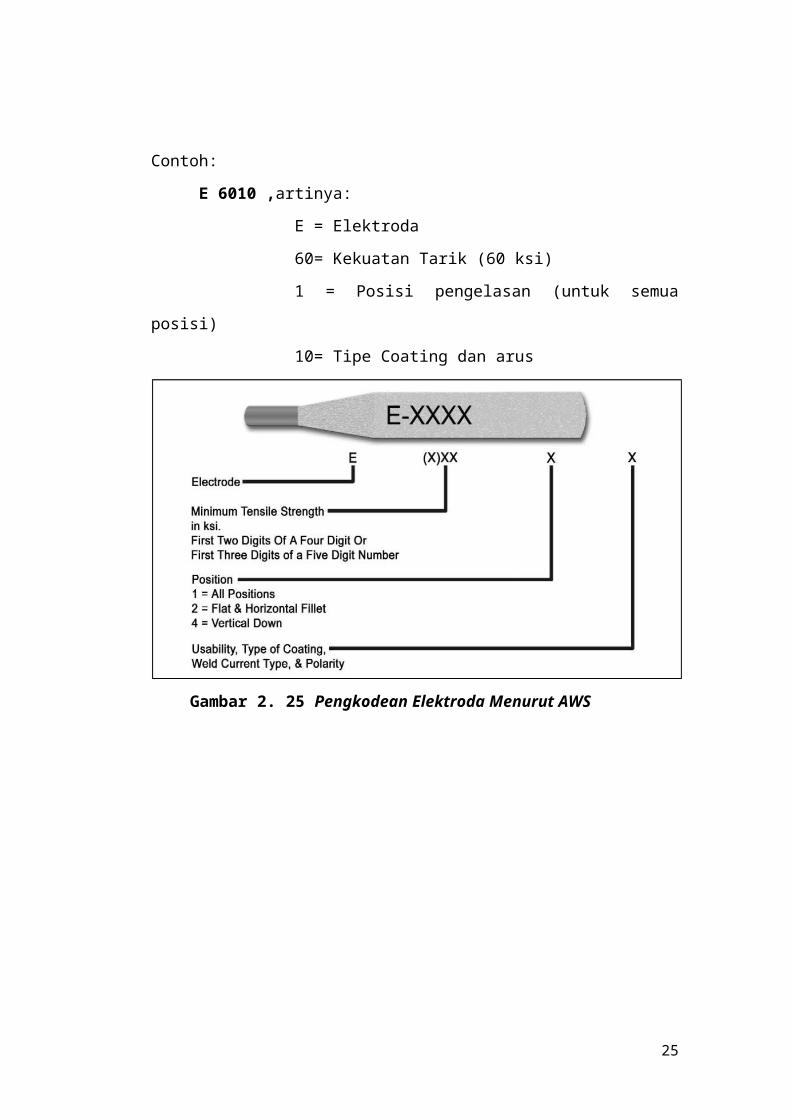
Huruf E merupakan kode untuk menyatakan Elektroda.
Dua Digit angka pertama menunjukkan kekuatan tariknya dalam kilo
pound square-inch (ksi)
Digit ketiga adalah posisi pengelasan.
1= Semua posisi
2= Posisi flat dan horizontal
3= Hanya untuk posisi flat
Contoh:
E 6010 ,artinya:
E = Elektroda
60= Kekuatan Tarik (60 ksi)
1 = Posisi pengelasan (untuk semua posisi)
10= Tipe Coating dan arus
18
Gambar 2. 25 Pengkodean Elektroda Menurut AWS
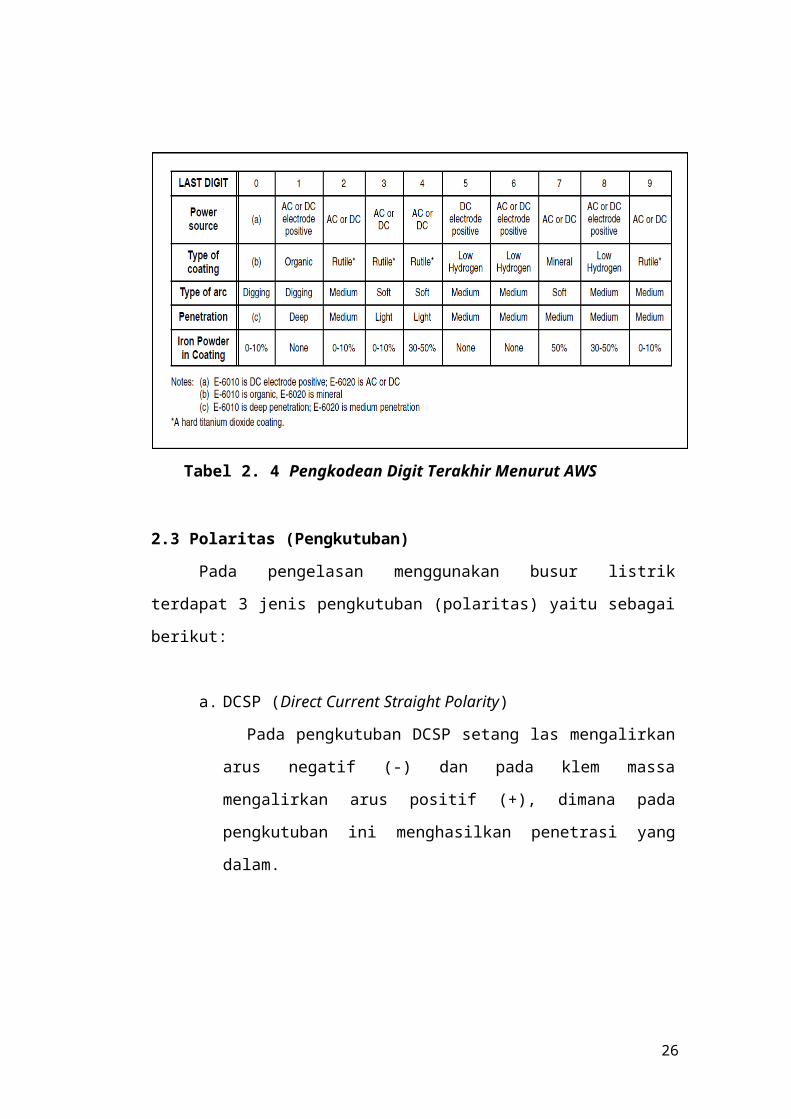
Tabel 2. 4 Pengkodean Digit Terakhir Menurut AWS
2.3 Polaritas (Pengkutuban)
Pada pengelasan menggunakan busur listrik terdapat 3 jenis pengkutuban
(polaritas) yaitu sebagai berikut:
19

a. DCSP (Direct Current Straight Polarity)
Pada pengkutuban DCSP setang las mengalirkan arus negatif (-)
dan pada klem massa mengalirkan arus positif (+), dimana pada
pengkutuban ini menghasilkan penetrasi yang dalam.
Gambar 2. 26 DCSP
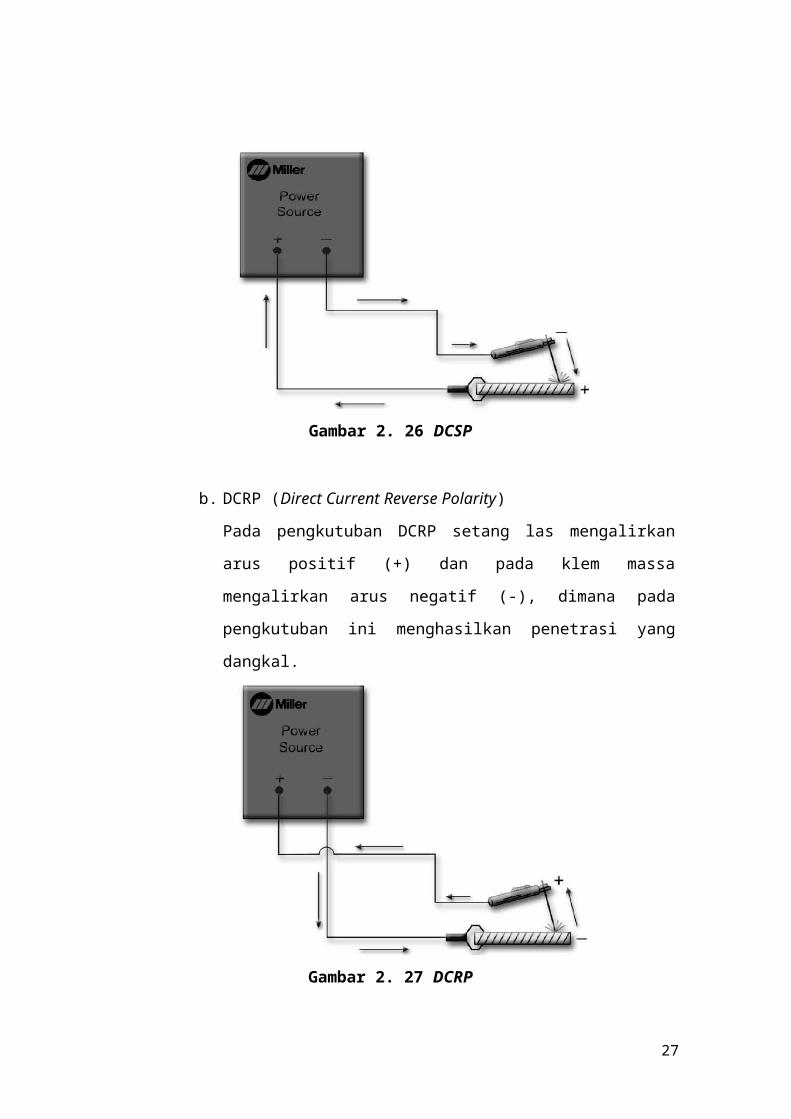
b. DCRP (Direct Current Reverse Polarity)
Pada pengkutuban DCRP setang las mengalirkan arus positif (+) dan
pada klem massa mengalirkan arus negatif (-), dimana pada
pengkutuban ini menghasilkan penetrasi yang dangkal.
Gambar 2. 27 DCRP
20

c. AC (Alternative Current)
Pada pengkutuban AC menghasilkan penetrasi yang tidak terlalu
dalam dari DCSP dan tidak terlalu dangkal dari DCRP, karena kuat
arus pada setang las dan klem massa sama besar.
Gambar 2. 28 AC
2.4 Cara Menyalakan Las Listrik
Ada 2 Cara yang digunakan untuk menyalakan busur listrik,yaitu sebagai
berikut:
a. Diayunkan
Penyalaan ini dengan cara mengayunkan elektroda terhadap benda
kerja.
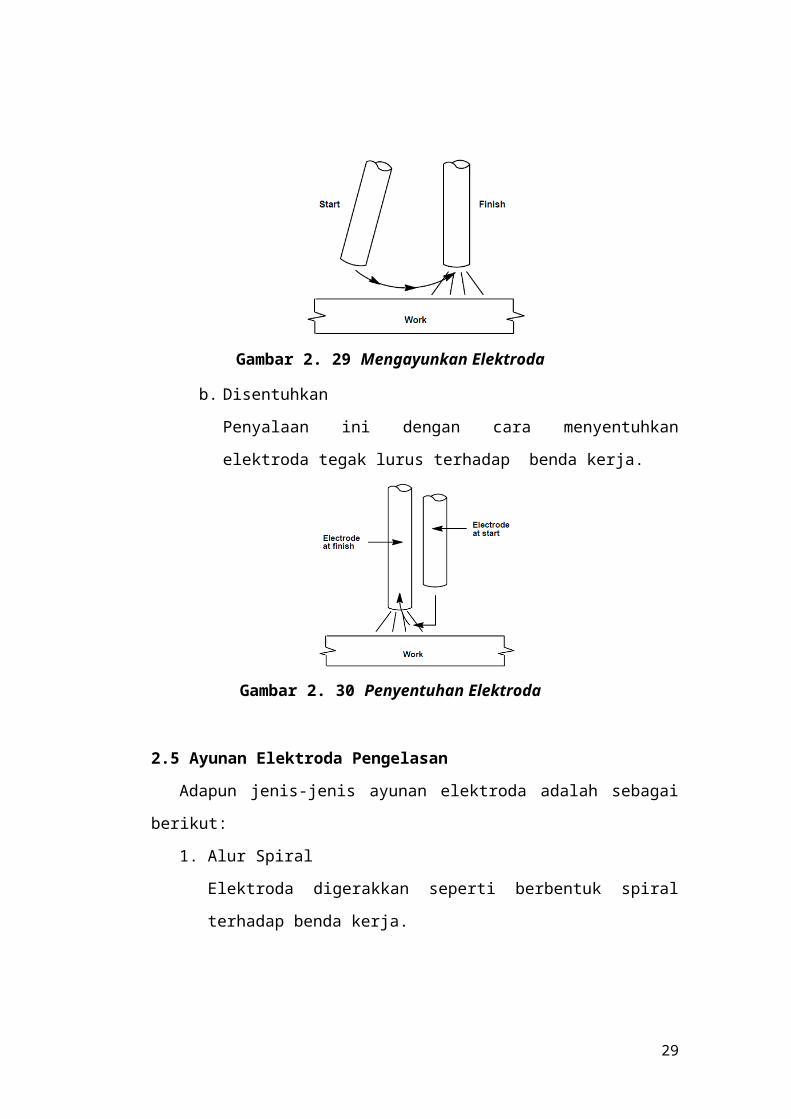
Gambar 2. 29 Mengayunkan Elektroda
21

b. Disentuhkan
Penyalaan ini dengan cara menyentuhkan elektroda tegak lurus
terhadap benda kerja.
Gambar 2. 30 Penyentuhan Elektroda
2.5 Ayunan Elektroda Pengelasan
Adapun jenis-jenis ayunan elektroda adalah sebagai berikut:
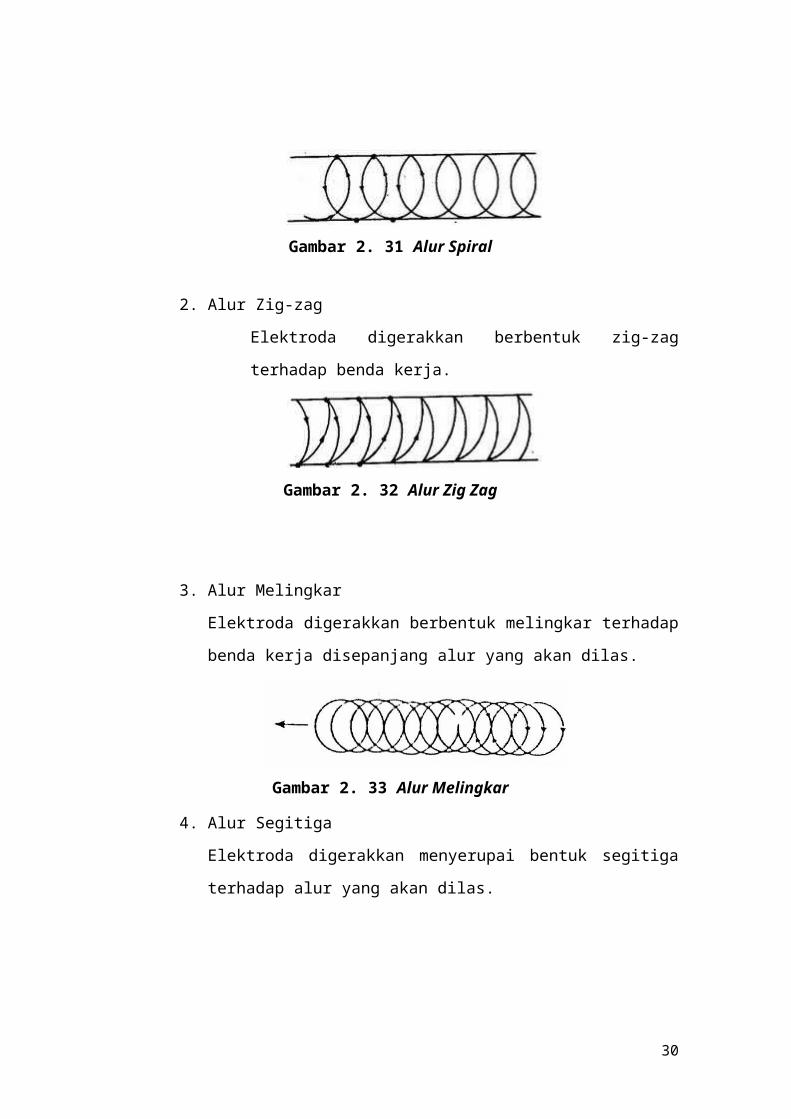
1. Alur Spiral
Elektroda digerakkan seperti berbentuk spiral terhadap benda kerja.
Gambar 2. 31 Alur Spiral
2. Alur Zig-zag
Elektroda digerakkan berbentuk zig-zag terhadap benda kerja.
Gambar 2. 32 Alur Zig Zag
22
3. Alur Melingkar
Elektroda digerakkan berbentuk melingkar terhadap benda kerja
disepanjang alur yang akan dilas.
Gambar 2. 33 Alur Melingkar
4. Alur Segitiga
Elektroda digerakkan menyerupai bentuk segitiga terhadap alur yang
akan dilas.
Gambar 2. 34 Alur Segitiga
5. Alur Trapesium
Elektroda digerakkan berbentuk trapesium disepanjang alur
pengelasan.
Gambar 2. 35 Alur Trapesium
2.6 Jenis Sambungan Las
1. Sambungan Tumpul
Gambar 2. 36 Sambungan Tumpul
23

2. Sambungan Sisi
Gambar 2. 37 Sambungan Sisi
3. Sambungan Tumpang
Gambar 2. 38 Sambungan Tumpang
4. Sambungan Sudut
Gambar 2. 39 Sambungan Sudut
5. Sambungan T
Gambar 2. 40 Sambungan T
24

2.7 Kampuh Las
1. Kampuh V
Gambar 2. 41 Kampuh V
2. Kampuh ½ V
Gambar 2. 42 Kampuh ½ V
3. Kampuh X
Gambar 2. 43 Kampuh X
4. Kampuh K
Gambar 2. 44 Kampuh K
25

5. Kampuh Double U
Gambar 2. 45 Kampuh Double U
6. Kampuh I
Gambar 2. 46 Kampuh I
2.8 Posisi Pengelasan
a. Posisi Dibawah Tangan
Pada posisi ini benda kerja yang akan dilas berada dibagian bawah
tangan welder.
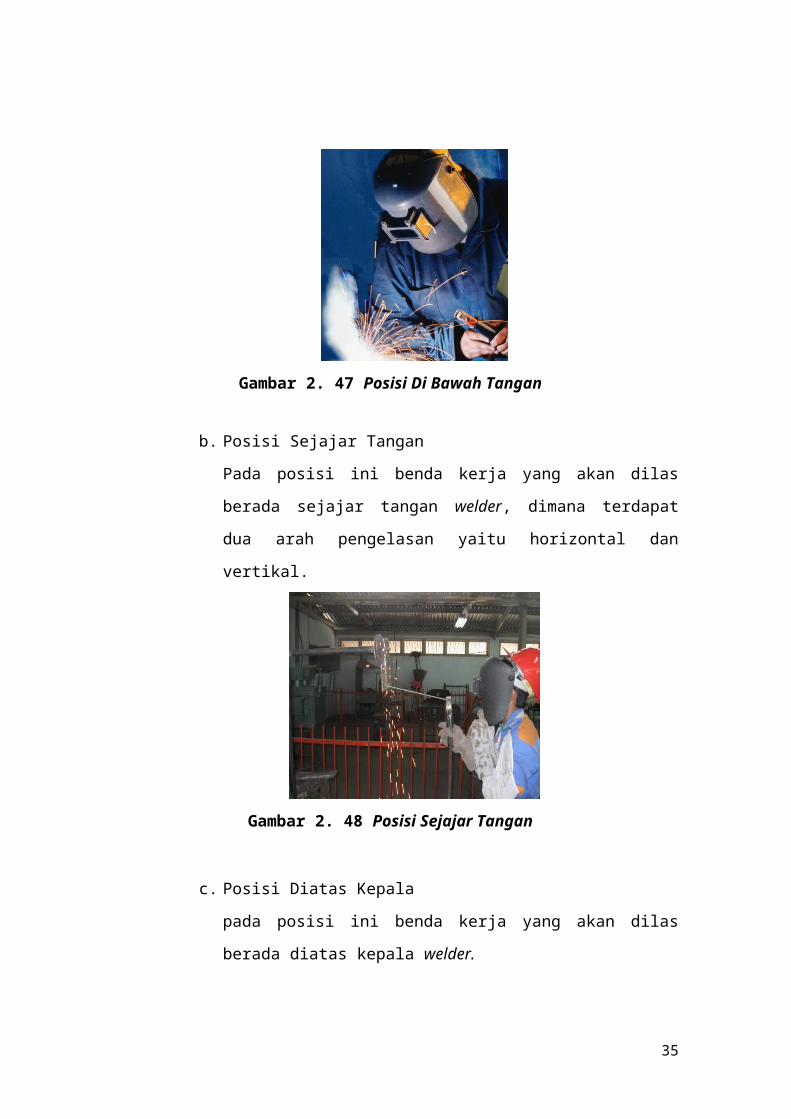
Gambar 2. 47 Posisi Di Bawah Tangan
26
b. Posisi Sejajar Tangan
Pada posisi ini benda kerja yang akan dilas berada sejajar tangan
welder, dimana terdapat dua arah pengelasan yaitu horizontal dan
vertikal.
Gambar 2. 48 Posisi Sejajar Tangan
c. Posisi Diatas Kepala
pada posisi ini benda kerja yang akan dilas berada diatas kepala
welder.
Gambar 2. 49 Posisi Diatas Kepala
2.9 Logam
Adalah mineral yang tidak tembus pandang dan dapat menghantarkan
aliran panas atau aliran listrik. Logam dan paduannya adalah salah satu material
teknik yang porsinya paling banyak diperlukan dalam kegunaan teknik.Jika di
27
perhatikan komponen mesin, maka sebagian besar sekitar 80% daan bahkan lebih
terbuat dari bahan logam,selebihnya digunakan material non logam seperti
keramik,glass dan sebagainya.
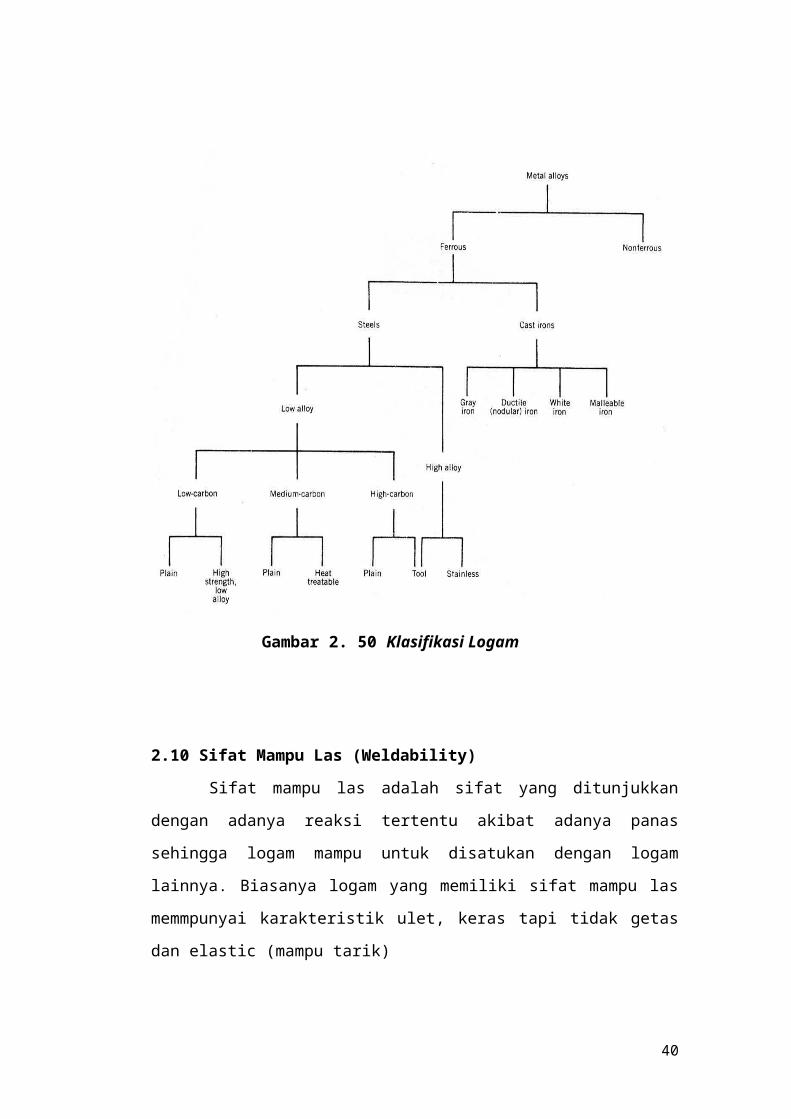
Material logam dikelompokkan menjadi 2,yaitu :
1. Logam Besi (Ferrrous)
Adalah Logam yang terbuat dari unsur dasar besi (Fe) dan
Carbon(C).Mempunyai sifat kuat, keras, penghantar listrik dan panas,serta
memiliki titik cair yang tinggi.
2. Logam non Besi (Non Ferrous)
Adalah Logam yang terbuat dari unsur dasar bukan besi (Fe) dan
Carbon .Logam Non Besi juga sering digunakan walaupun pada umumnya
logam besi yang lebih banyak digunakan di semua industi.
Logam Besi (Ferrous) juga terdiri dari 2 kelompok,yaitu:
1. Baja (Steel)
Adalah Logam yang keras dan kuat, yang dihasilkan dari proses
lanjut logam besi melalui dapur Siemens Martin,Bessemer, Open Heart
atau dapur listrik. Baja paduan di pecahmenjadi 2 kelompok, yaitu:
A. Baja paduan rendah (Low alloy Steel)
Biasanya digunakan untuk mencapai tingkat Harden ability yang lebih
baik, yang pada gilirannya akan meningkatkan sifat mekanis lainnya.
Mereka juga digunakan untuk meningkatkan ketahanan terhadap
korosi, dalam kondisi lingkunyan tertentu. Baja jenis ini sulit untuk
dilas. Menurunkan kandungan karbon pada kisaran 0.1 % menjadi
0,30% bersama dengan beberapa pengurangan elemen paduan
meningkatkan weldability dan sifat mampu bentuk baja dengan tetap
menjaga kekuatannya.
Baja Pduan Rendah dibagi menjadi 3, Yaitu:
1. Baja karbon Rendah (Low carbon steel)
Baja ini dengan komposisis kurang dari 2% fasa dan struktur
mikronya adalah ferrit dan perlit. Sifat mekaniknya lunak,lemah dan
28
memiliki keuletan dan ketangguhan yang baik.Serta mampu mesin
serta mampu lasnya baik.
2. Baja Karbon sedang(Medium Carbon Steel)
Baja ini memiliki kandungan karbon antara 0,2-0,7% C. Dapat
dikeraskan dengan perlakuan panas (Heat treatment) secara
quenching.Kandungan karbon yang cukup tinggi ini dapat
meningkatkan kekerasannya. Namun tidak cocok untuk dilas dengan
kata lain sifat mampu lasnya rendah.
3. Baja Karbon Tinggi (High Carbon steel)
Baja ini memiliki kandungan karbon antara 0,6-1,4% C. Kekerasan
dan kekuatannya sangat tinggi, namun keuletannya kurang. Baja ini
cocok untuk perkakas, Cetakan, Pegas, Kawat kekuatan tinggi, dan
alat potong yang dapat dikeraskan dan di temper dengan baik.
B. Baja Paduan Tinggi (High Alloy Steel)
Baja paduan tinggi terdiri dari baja tahan karat (Stainless Steel)dan
baja tahan Panas.Baja ini memiliki ketahanan terhadap korosi yang
sangat baik ,terutama pada kondisi atmosfir. Unsur utama yang
meningkatkan korosi adalah Cr dengan komposisi paling sedikit 11%.
Baja Tahan karat dibagi menjadi 3, yaitu jenis Martensitik, Ferritik,
dan Austenitik.
2. Besi Cor(Cast Iron)
Besi cor adalah kelompok paduan besi yang memiliki kadar karbon diatas
1.7% C. Biasanya berkisar antara 3-4,43%C. Dikarenakan elemen
utamanya selain C dan Si juga ada elemen-elemen pemadu lainnya seperti
Mn, S, P, Mg dan lain lain dalam jumlah yang sedikit. Sifatnya sangat
keras namun sifat mampu Cor baik dibandingkan baja.
29

Gambar 2. 50 Klasifikasi Logam
2.10 Sifat Mampu Las (Weldability)
Sifat mampu las adalah sifat yang ditunjukkan dengan adanya reaksi
tertentu akibat adanya panas sehingga logam mampu untuk disatukan dengan
logam lainnya. Biasanya logam yang memiliki sifat mampu las memmpunyai
karakteristik ulet, keras tapi tidak getas dan elastic (mampu tarik)
Faktor-Faktor yang mempengaruhi sifat mampu las (weldabilitry):
1. Ketegangan saat pendinginan
2. Bentuk yang tidak beraturan
3. Chemical Composition (% Carbon)
30
Secara garis besar, seluruh jenis logam memiliki sifat mampu las, seperti
Allumanium dan kuningan, Hanya saja proses serta elektroda yang digunakan
berbeda dengan proses pengelasan yang biasa dilakukan.
2.11 Masukan Panas( Heat Input)
Dalam Pengelasan untuk mencairkan logam induk dan logam pengisi di
perlukan energy yang cukup. Energi yang dihasilkan dalam operasi pengelasan
bersal dari bermacam macam sumber yang tergantung pada proses pengelasannya.
Pada pengelasan busur listrik, sumber energgi berasal dari arus listrik yang
diubah menjadi energy panas. Energi panas ini sebenarnya meerupakan hasil dari
kolaborasi dari parameter arus las, tegangan las dan kecepatan pengelasan.
Hubungan antara ketiga parameter tersebut menghasilkan energy
pengelasan yang dikenal dengan Heat Input.
Persamaan masukan panas hasil penggabungan ketiga parameter tersebut adalah
sebagai berikut :
HI=V . I .60v
; (J /m)
Dimana
HI= volt . A .60m /menit
=¿>HI=J /m
Keterangan:HI : Panas input (J/m)v : Kecepatan pengelasan (m/menit)
v=l ;(m)
t ;(menit )l : Panjang pemgelasan (m)t : Waktu pengelasan (menit)V : Tegangan listrik (v)I : Kuat arus (A)
2.12 Pengujian Las
Tujuan dari pengujian dan pemeriksaan las adalah untuk menjamin mutu
dan kepercayaan terhadap konstruksi las.Tujuan lainnya adalah penilaian mutu
sehingga terdapat suatu jaminan mutu.
31
Pengujian untuk logam lasan pada umumnya dapat dibagi dalam pengujian
merusak dan pengujian tidak merusak;
A. Pengujian Merusak
Pengujian merusak pada kontruksi las adalah pengujian terhadap
model dari kontruksi atau pada batang- batang uji yang telah dilas dengan
cara yang sama dengan proses pengelasan yang akan digunakan sampai
terjadi kerusakan pada model kontruksi atau batang uji. Pada pengujian
merusak yang paling penting adalah pengujian untuk melihat kesamaan
antara logam induk dan logam pada daerah pengelasan.
Yang termasuk kedalam pengujian merusak ini antara lain dengan cara uji
tarik, uji impak, uji dan uji tekuk.
B. Pengujian Tidak Merusak
Pengujian ini dilakukan dengan tanpa merusak bagian kontruksi.
Pengujian-pengujian yang termasuk dalam kelompok pengujian ini adalah
pengujian untuk mengetahui cacat , baik cacat dalam maupun luar.
Pengklasifikasian dari pengujian tak merusak ini dapat dilihat pada grafik
dibawah
.
Gambar 2. 51 Klasifikasi Pengujian Tak Merusak
32
Pengujian Tak Merusak
Penentuan Cacat
Setelah Terbentuk
Didalam
Uji Radiografi
Uji Ultrasonik
Dipermukaan
Uji Serbuk Magnet
Uji Cairan Penembus
Uji Elektromagnet
Selama pembentukan
Uji pancaran suara
Pengukuran regangan

BAB IIIALAT dan BAHAN
3.1 Alat
Adapun alat yang digunakan adalah sebagai berikut:
1. Meja Las
Digunakan sebagai tempat untuk menaruh benda kerja yang akan dilas.
Gambar 3. 1 Meja Las
2. Kabel Las Listrik
Digunakan untuk mengalirkan arus listrik dari mesin las ke benda
kerja.
Gambar 3. 2 Kabel Las
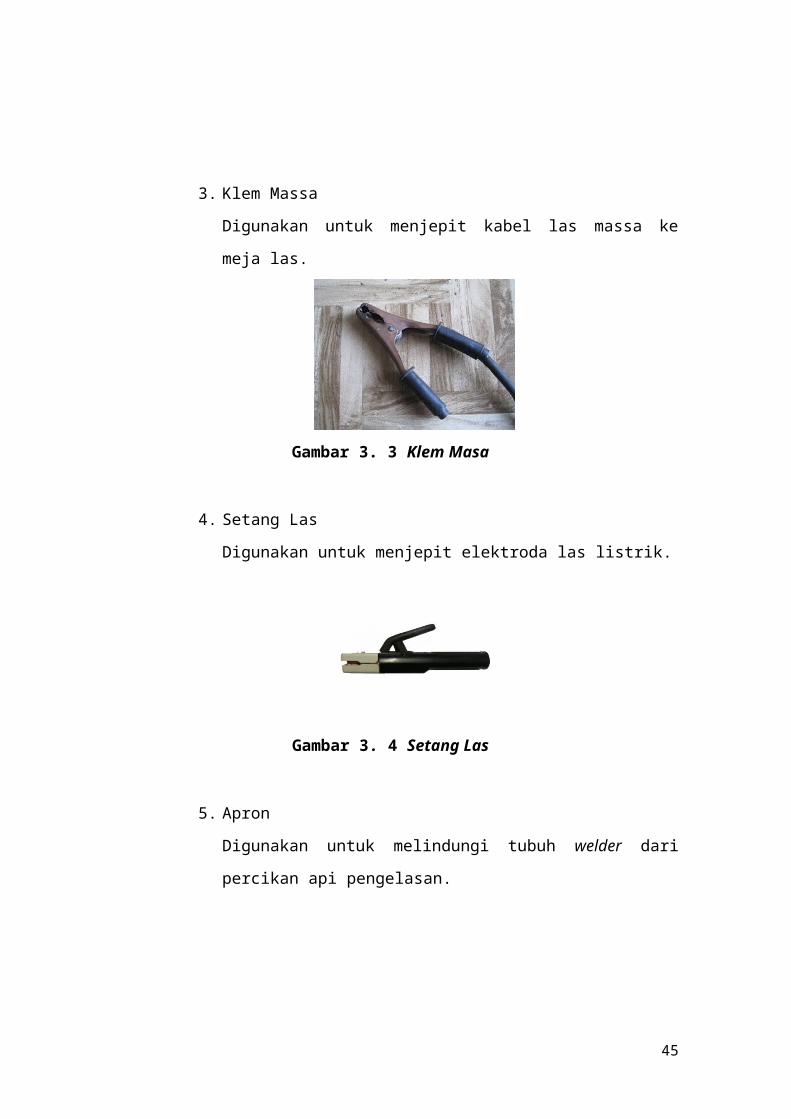
3. Klem Massa
Digunakan untuk menjepit kabel las massa ke meja las.
33

Gambar 3. 3 Klem Masa
4. Setang Las
Digunakan untuk menjepit elektroda las listrik.
Gambar 3. 4 Setang Las
5. Apron
Digunakan untuk melindungi tubuh welder dari percikan api
pengelasan.
Gambar 3. 5 Apron
6. Topeng Las
Digunakan untuk melindungi bagian wajah dan mata welder dari sinar
ultraviolet dan percikan api las.
34

Gambar 3. 6 Topeng Las
7. Sarung Tangan
Digunakan untuk melindugi tangan welder dari percikan api
pengelasan.
Gambar 3. 7 Sarung Tngan
\
8. Palu Terak
Digunakan untuk membersihkan terak pengelasan.
Gambar 3. 8 Palu Terak
35

9. Sikat Kawat
Digunakan untuk membersihkan terak dan kotoran pada rigi las.
Gambar 3. 9 Sikat Kawat
10. Penggaris
Digunakan untuk mengukur benda kerja.
Gambar 3. 10 Penggaris
11. Kaca Mata Las
Digunakan untuk melindungi mata welder dari percikan api pengelasan.
Gambar 3. 11 Kacamata Las
36
12. Tabung oksigen
Gambar 3. 12 Tabung Oksigen
13. Regulator
Gambar 3. 13 Regulator
14.Selang (Hose)
Selang (Hose) digunakan untuk mengalirkan gas acetylene dan oksigen
dari tabung yang melalui regulator yang akan menuju ke setang las (torch).
Gambar 3. 14 Selang ( hose )
37

15. tabung acetylene
Gambar 3. 15 Tabung Acetylene
16. Kunci Pas
Gambar 3. 16 Kunci Pas
3.2 Bahan
3.2.1 Bahan las listrikAdapun bahan yang digunakan adalah sebagai berikut:
1. Elektroda Las Listrik AWS E6013 (RB-26)
Gambar 3. 17 AWS E6013
38
2. Pelat ukuran 100 mm x 60 mm dengan ketebalan 8mm sebanyak
1buah.
Gambar 3. 18 Ukuran Benda Kerja las SMAW
3.2.2 Bahan las acetyleneBahan yang digunakan adalah sebagai berikut:
1. Pelat dengan ukuran 110 x 109 dengan ketebalan 1 mm
Gambar 3. 19 Ukuran Benda Kerja Las OAW
2. Kawat Las
Digunakan sebagai bahan pengisi pada proses pengelasan.
Gambar 3. 20 Kawat Las
39
108mm
60mm
110mm
109mm
1mm
BAB IVPROSEDUR KERJA
4.1 Las OAW
4.1.1 Prosedur Umum 1. Alat dan bahan disiapkan.
2. Setting tekanan kerja.
a. Katup gas oksigen dan acetylene pada torch dibuka sehingga gas yang
terperangkap didalam selang dapat keluar.
b. Katup gas oksigen dan acetylene pada torch ditutup.
c. Katup utama pada tabung oksigen dan acetylene dibuka.
d. Katup regulator oksigen dibuka dan diatur pada tekanan 25 psi dan
untuk acetylene dibuka dan diatur pada tekanan 5 psi.
3. Menyalakan Api Las
a. Katup acetylene pada torch dibuka.
b. Api pada pemantik dinyalakan pada ujung nozzle torch.
c. Katup oksigen pada torch dibuka perlahan-lahan hingga mencapai
campuran api netral.
4. Mematikan Api Las
a. Katup oksigen pada torch ditutup rapat.
b. Katup acetylene pada torch ditutup rapat hingga api pada ujung nozzle
padam.
4.1.2 Prosedur Benda Kerja1. Siapkan bahan diatas meja las
2. Siapkan peralatan las
3. Benda kerja diukur panjang dan lebar dengan menggunakan mistar baja.
4. Katup tekanan isi regulator acetylene dibuka dengan memutar baut
pengaturnya berlawanan arah jarum jam menggunakan kunci pas.
5. Katup tekanan isi regulator oksigen dibuka dengan memutar baut
pengaturnya berlawanan arah jarum jamenggunakan kunci pas..
6. Katup tekanan kerja pada regulator acetylene di buka berlahan-lahan
untuk mengatur tekanan kerja pada posisi 0.5 bar
40
7. Katup tekanan kerja pada regulator oksigen di buka berlahan-lahan
sehingga memunjukan tekanan 0.5 bar.
8. Katup acetylene pada pembakar( brender )dibuka sedikit
9. Nyala api las diatur dengan membuka katup actylene secara berlahan-
lahan dan korek api dinyalakan kemudiaan didekatkan pada kepala atau
ujung pembakar hingga menyala
10. Kran oksigen dibuka secara perlahan-lahan
11. Atur nyala api yang ingin digunakan untuk mengelas.Api yang digunakan
adalah jenis api netral
12. Lakukan pengelasan terhadap benda kerja yaitu membuat alur tanpa
menggunakan bahan pengisi (kawat) sebanyak 5 baris
13. Lakukan pengelasan terhadap benda kerja dengan menggunakan bahan
pengisi sebanyak 5 baris
14. Nyala api las pada pembakar dipadamkan dengan menutup kran acetylene
secara penuh kemuduan keran oksigen hingga tidak ada gas yang keluar
15. Pukul-pukul pada daerah lasan untuk membuktikan apakah hasil lasan
yang dihasilkan menyatu sempurna dengan logam induk
16. Kran tekanan isi dan tekanan kerja acytelen ditutup dengan memutar kran
yang ada pada regulator acytelin
17. Kran tekanan isi dan tekanan kerja gas oksigen ditutup dengan memutar
kran yang ada pada regulator oksigen
18. Peralatan kerja di bersihkan dan dirapikan
4.2 Las Listrik SMAW
4.2.1 Prosedur Umum1. Alat dan Bahan disiapkan
2. Setting mesin dan area las
a. Atur kuat arus pada mesin las
b. Atur tegangan pada mesin las
c. Jepitkan klem masa pada meja kerja
d. Pasang elektroda pada setang las
41
3. Menyalakan Busur Las
a. Sentuhkan Ujung elektroda pada permukaan benda kerja
b. Ayunkan Ujung elektroda pada permukaan benda kerja
4. Mematikan Busur Las dengan cara mengangkat elektroda dari permukaan
benda las
4.2.2 Prosedur Benda Kerja1. Pakai perlengkapan keselamatan las (Apron, Masker, Sarung tangan,serta
topeng las
2. Siapkan benda kerja diatas meja las, atur posisi benda las sebaik mungkin
diatas meja kerja
3. Siapkan peralatan Las
4. Benda kerja diukur panjang,lebar serta ketebalannya
5. Hidupkan mesin las dengan cara memutar tombol kontak yang terdapat
pada belakang mesin las
6. Atur Kuat arus pada mesin las sebesar 60 A
7. Jepitkan klem masa pada meja kerja
8. Pasang elektroda pada stang las
9. Lakukan Pengelasan terhadap benda kerja yaitu membuat alur sebanyak 5
baris
10. Pukul-pukul pada daerah lasan menggunakan palu terak dengantujuan
untuk membersihkan hasil lasan dari terak-terak yang menempel
11. Taruh stang las dilantai ketika hendak pergi atau mengambil sesuatu
12. Matikan las dengan cara memutar tombol kontak pada bagian belakang
mesin las
13. Peralatan kerja di bersihkan dan dirapikan
42

BAB VPEMBAHASAN
5.1 Perhitungan
Diperoleh data selama praktikum yaitu: Benda kerja berdimensi 108mm x 60mm ,dilas sepanjang benda
ukur, sehingga panjang pengelasan =108 mm Kuat arus yang digunakan 60 A Elektroda yang digunakan adalah RB 26 E6013,sehingga Tegangan V= 30 Volt Selama pengelasan dihitung waktu pengelasan dan diperoleh data
sebagai berikut
lasan 1 2 3 4 5 rata-ratawakt
u98 93 101 87 80 91.8
Maka heat input yang dibutuhkan ialah:Diket : V : 30 V I : 60 A l : 108 mm = 0,108 m t : 91,8detik = 1,53 menitDit : HI = ?
Jawab :
HI=V . I .60v
v= lt= 0,108 m
1,53 menit=0,07 m /menit
sehingga HI ialah :
HI=30 V x60 A x 600,07 m /menit
=1,54 x106 J /m
43
5.2 Analisa
5.2.1 Analisa Pengelasan OAWDari hasil lasan dapat dilihat banyak terjadi kecacatan pada benda benda
kerja yang dilas.seperti terjadinya lubang, gelembung berlubang halus dan tidak
melekatnya bahas tambah pada logam induk.
Terbentuknya lubang ini terjadi karena setting api yang tidak pas serta karena
terlalu lama memanaskan benda kerja pada titik yang dilas.
Terbentuknya gelembung berlubang halus ini terjadi karena jumlah oksigen yang
keluar dari torch terlalu bnayak sehingga oksigen terperangkap pada daerah lasan.
Tidak melekatnya bahan tambah ke logam induk dapat terjadi dikarenakan
pemanasan yang tidak merata (temperature logam induk dan logam tambah tidak
sama) sehingga molekul molekul dari bahan tambah dan logam induk tidak dapat
menyatu.
Pada saat melakukan pengelasan,terkadang terjadi letupan-letupan pada
torch yang menyebabkan api menjadi mati. Hal ini dapat terjadi dikarenakan
kurang bersihnya ujung nozzle pada torch. Biasanya tersumbat oleh terak-terak
atau kotoran-kotoran saat mengelas,atau dikarenakan terlalu rendahnya jarak
antara titik las dengan nozzle saat mengelas, sehingga nozzle terkena cipratan
logam pada yang sedang mencair.
5.2.2 Analisa pengelasan SMAWDari Hasil pengelasan yang dilakukan, banyak terjadi kecacatan pada
hasil lasan, diantaranya yaitu tidak lurusnya alur yang dibentuk,terlalu tipisnya
hasil lasan serta tidak jelasnya rigi yang terbentuk pada daerah lasan.
Tidak lurusnya hasil lasan dapat terjadi di karenakan terlalu gelapnya topeng las,
Sehingga pengelas tidak tahu kemana harus mengayunkan tangannya sehingga
hasil lasan menjadi tidak lurus.
Terlalu tipisnya hasil lasan terjadi karena kurang lamanya pengelasan yang
dilakukan pada benda kerja. Selain itu Tegangan serta Kuat arus yang terlampau
44

besar mengakibatkan heat input menjadi besar, sehingga elektroda busur lebih
cepat mencair saat pengelasan berlangsung yang mengakibatkan hasil dari lasan
menjadi lebih tipis akibat terlalu cairnya logam lasan,
Tidak jelasnya rigi yang terbentuk diaakibatkan karena terlalu banyaknya kotoran
yang menumpuk pada daerah lasan, dan kotoran-kotoran tersebut ikut mengering
menjadi satu pada benda kerja.Hal inilah yang menyebabkan meskipun daerah
lasan dipukul-pukul ,hasil lasan tetap hitam dan tidak terlihat rigi rigi lasannya.
45

BAB VIKESIMPULAN dan SARAN
6.1 Kesimpulan
1. Semua jenis logam dapat dilakukan pengelasan, hanya saja proses
serta bahan yang digunakan untuk masing-masing logam berbeda
2. Banyak faktor-faktor yang mempengaruhi hasil lasan. Untuk Las
OAW seperti: setting api yang tidak sesuai dengan jenis pengerjaan
yang dilakukan serta keterampilan pengelas dalam melakukan
pengelasan. Sedangkan untuk las SMAW seperti: Topeng muka yang
terlalu gelap, penentuan arus serta tegangan yang digunakan,ayunan
elektroda yang salah serta keterampilan pengelas dalam melakukan
pengelasan.
3. Dalam pengelasan SMAW,dengan mengetetahui jenis Elektroda yang
digunakan, Kuat arus, Tegangan serta lamanya waktu pengelasan,
maka dapat ditentukan besarnya Energi panas yang dibutuhkan
selama pengelasan
4. Dilihat dari proses pengerjaannya serta setting alat las yang dilakukan,
las SMAW lebih simple dibandingkan dengan las OAW.
6.2 Saran
1. Selama melakukan pengelasan jangan melupakan faktor-faktor
keselamatan.Pakailah alat keselamatan kerja yang sesuai dengan
standar.
2. Ketika menyalakan api pada pengelasan OAW ,jangan terlalu besar
membuka tekanan gas kerja asitelin dan jauhkan dari badan.
3. Letak tabung gas Asitelin hendaknya sedikit jauh dari dari area
pengelasan
4. Hati-hati saat meletakkan setang las pada pengelasan SMAW.
46
DAFTAR PUSTAKA
1. POLITEKNIK M. MANUFACTUR BANDUNG.1991. TEORI LAS
OXYACETYLENE. Bandung: Industrial Training Servise
2. Drs Daryanto. 1982.TEKNIK MENGELAS danMEMATRI LOGAM.
Semarang: Ilmu.
3. Hery Sonawan dan Rochim suratman.2004. PENGANTAR UNTUK
MEMAHAMI PROSES PENGELASAN LOGAM. Bandung: ALFABETA.
4. WWW.SCRIBED.COM
47

LAMPIRAN
48