RESUME TIME STUDY CUTTING PROCESS
Time study merupakan suatu metode ilmiah yang digunakan untuk menentukan waktu produksi yang diperlukan untuk menghasilkan suatu barang. Sebelum melakukan time study hendaklah melakukan observasi.
Proses cutting yang saya amati ialah proses cutting dengan mesin Tanaka Flame Cutting KT-530 GX-151QR. Prinsip kerjanya yaitu dengan menggunakan gas LPG dan oksigen sebagai bahan bakar utamanya.
Spesifikasi bahan bakar mesin cutting tanaka flame :
Gas LPG
Menggunakan gas LPG dengan tabung berkapasitas 50 kg
Gambar 1. Tabung gas LPG

Oksigen cair
Tar weight = 8400 kg
Tekanan output = 170 psig
Tekanan dalam tabung = 3500 - 4000 kg
Gambar 2. Oksigen Cair
Proses cutting dengan mesin Tanaka Flame Cutting adalah sebagai proses pembuatan “flange” yang berfungsi sebagai sambungan antar pipa atau sambungan tower.
Adapun breakout proses cutting yaitu :
1. Proses pengambilan material/plat Sebelum proses cutting, material/plat harus diambil dari stock tumpukan plat yang jaraknya tidak terlalu jauh dari mesin cutting yaitu sekitar 5 m, hal ini dimaksudkan untuk menghemat waktu proses loading. (waktu 1 menit 20 detik). Namun jika plat yang akan di cutting tidak tersedia di tumpukan plat maka plat diambil dari tempat penyimpanan atau tumpukan plat yang jaraknya sekitar 10 m dari mesin cutting. Jika plat yang diinginkan berada di tumpukan plat paling bawah maka tumpukan plat tersebut harus dibongkar dan hal ini membutuhkan waktu yang cukup lama. (25 menit 40 detik)

Gambar 3. Stock tumpukan plat
Gambar 4. Stock penyimpanan plat
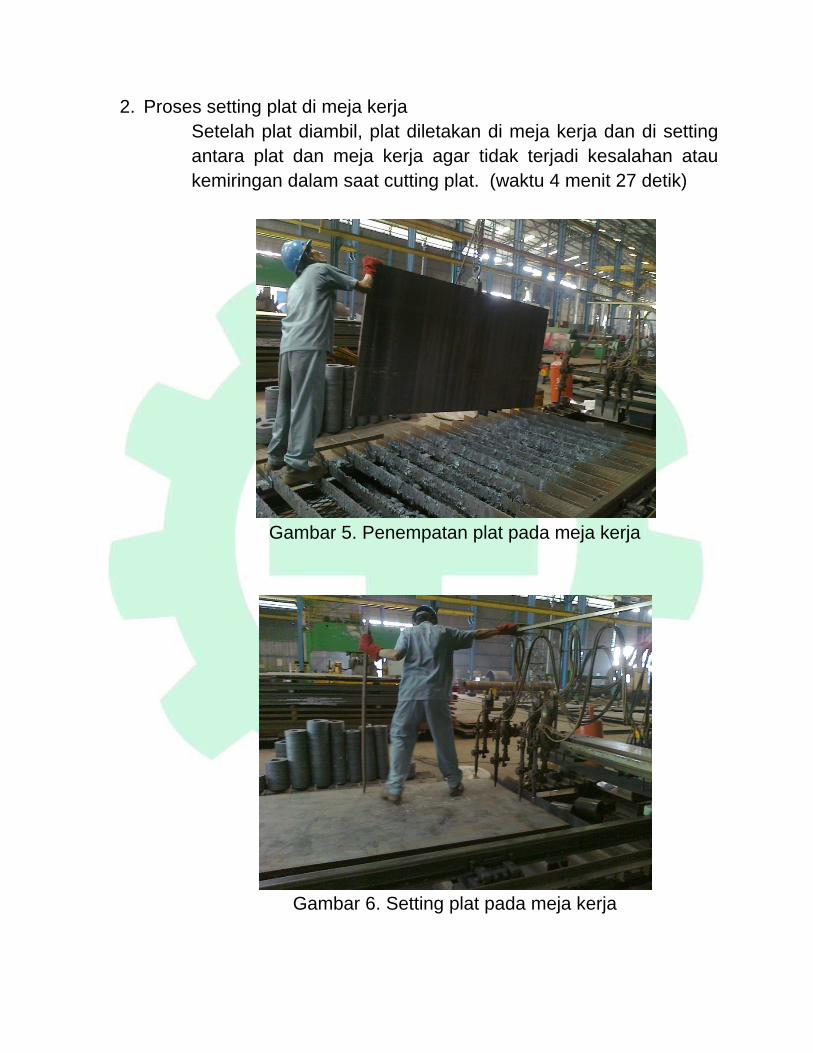
2. Proses setting plat di meja kerja Setelah plat diambil, plat diletakan di meja kerja dan di setting antara plat dan meja kerja agar tidak terjadi kesalahan atau kemiringan dalam saat cutting plat. (waktu 4 menit 27 detik)
Gambar 5. Penempatan plat pada meja kerja
Gambar 6. Setting plat pada meja kerja

3. Proses setup mesin Setup mesin dilakukan untuk menyesuaikan antara mesin dan plat yang akan di cutting dan juga sebagai saat mengecek mesin apakah mesin yang akan dipakai mengalami kerusakan atau gangguan atau tidak. Pada proses ini pula penyesuaian pola antara mal dan plat yang akan dicutting (pattern), artinya ukuran mal dan quantity flange yang dihasilkan ditentukan pada proses ini. Pemanfaatan mal dengan plat harus disesuaikan dengan baik, jangan sampai plat sisa/sekrap yang tidak bisa terpakai lagi masih terlalu banyak. (waktu 6 menit 11 detik)
Gambar 7. Proses setting mesin
4. Proses cutting
Dalam proses cutting flange dibagi menjadi 2 proses, yaitu:
a. Proses piercing/pemanasan plat Proses piercing/penembusan plat, adalah proses pemanasan awal plat sebelum di tembus dan di cutting. Proses ini bertujuan untuk membuat lubang pertama untuk masing-masing pemotongan, prinsip kerjanya yaitu agar panas dari flame mampu membakar dan memanasi plat agar mempermudah dalam proses cutting itu sendiri.
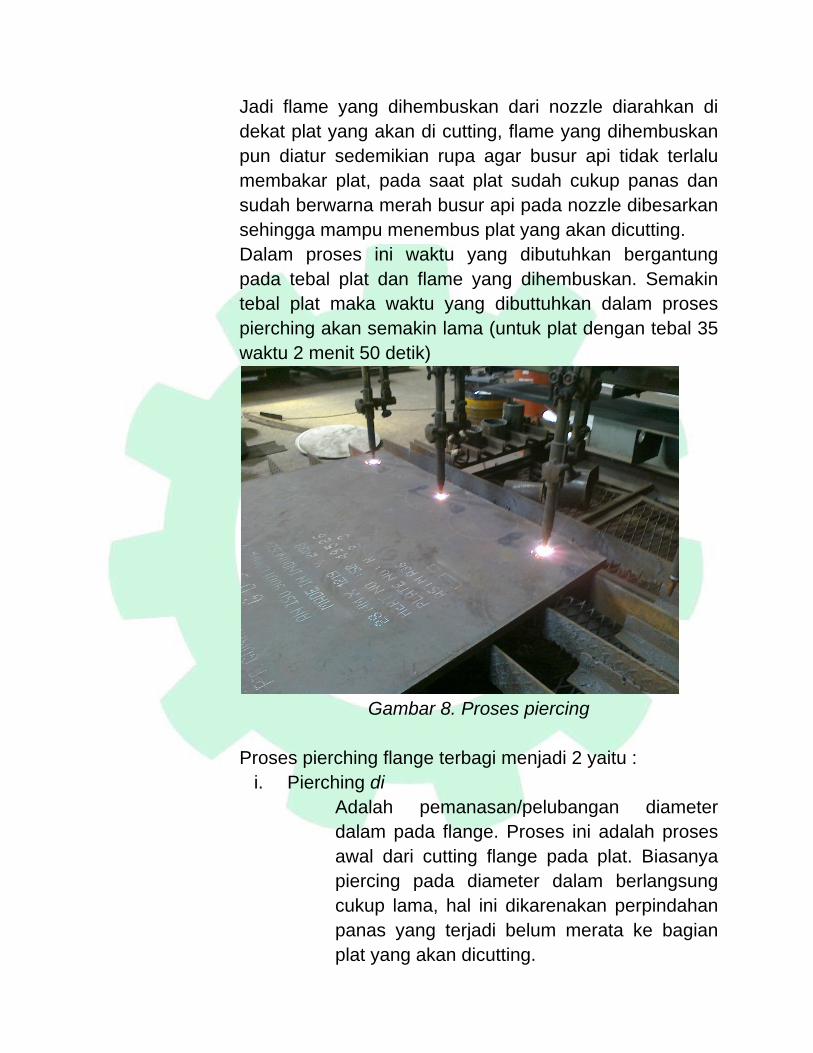
Jadi flame yang dihembuskan dari nozzle diarahkan di dekat plat yang akan di cutting, flame yang dihembuskan pun diatur sedemikian rupa agar busur api tidak terlalu membakar plat, pada saat plat sudah cukup panas dan sudah berwarna merah busur api pada nozzle dibesarkan sehingga mampu menembus plat yang akan dicutting. Dalam proses ini waktu yang dibutuhkan bergantung pada tebal plat dan flame yang dihembuskan. Semakin tebal plat maka waktu yang dibuttuhkan dalam proses pierching akan semakin lama (untuk plat dengan tebal 35 waktu 2 menit 50 detik)
Gambar 8. Proses piercing
Proses pierching flange terbagi menjadi 2 yaitu :
i. Pierching di Adalah pemanasan/pelubangan diameter dalam pada flange. Proses ini adalah proses awal dari cutting flange pada plat. Biasanya piercing pada diameter dalam berlangsung cukup lama, hal ini dikarenakan perpindahan panas yang terjadi belum merata ke bagian plat yang akan dicutting.
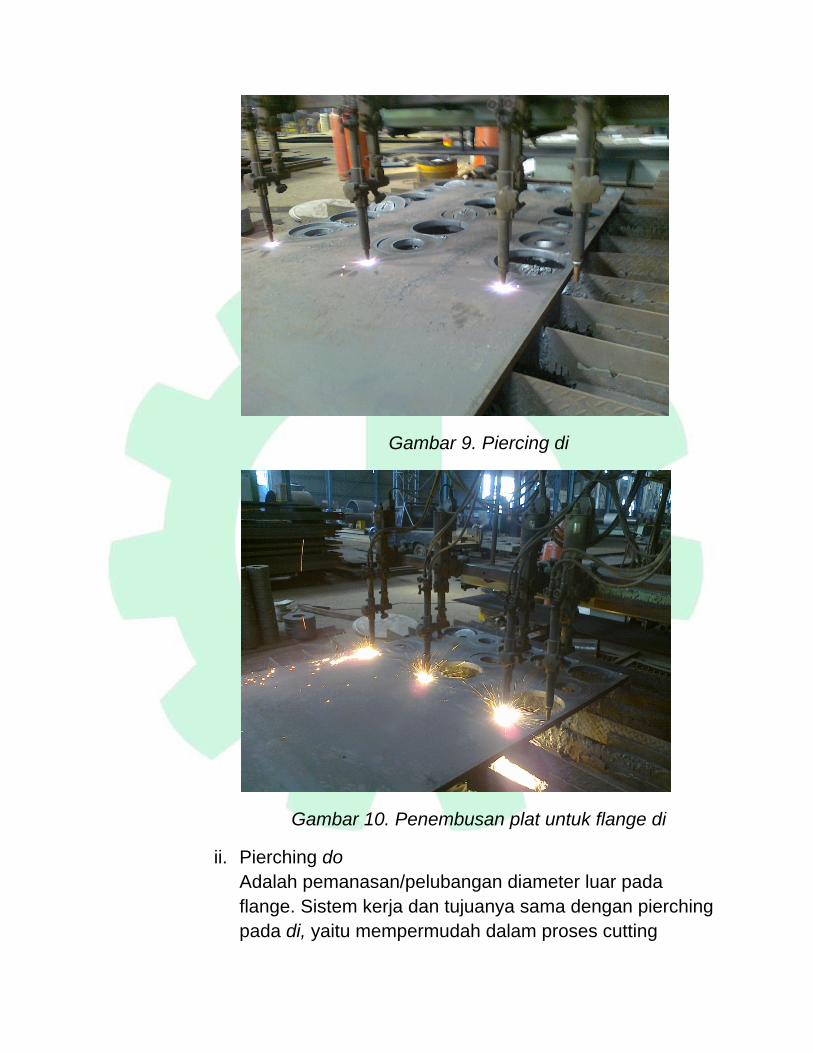
Gambar 9. Piercing di
Gambar 10. Penembusan plat untuk flange di
ii. Pierching do Adalah pemanasan/pelubangan diameter luar pada flange. Sistem kerja dan tujuanya sama dengan pierching pada di, yaitu mempermudah dalam proses cutting
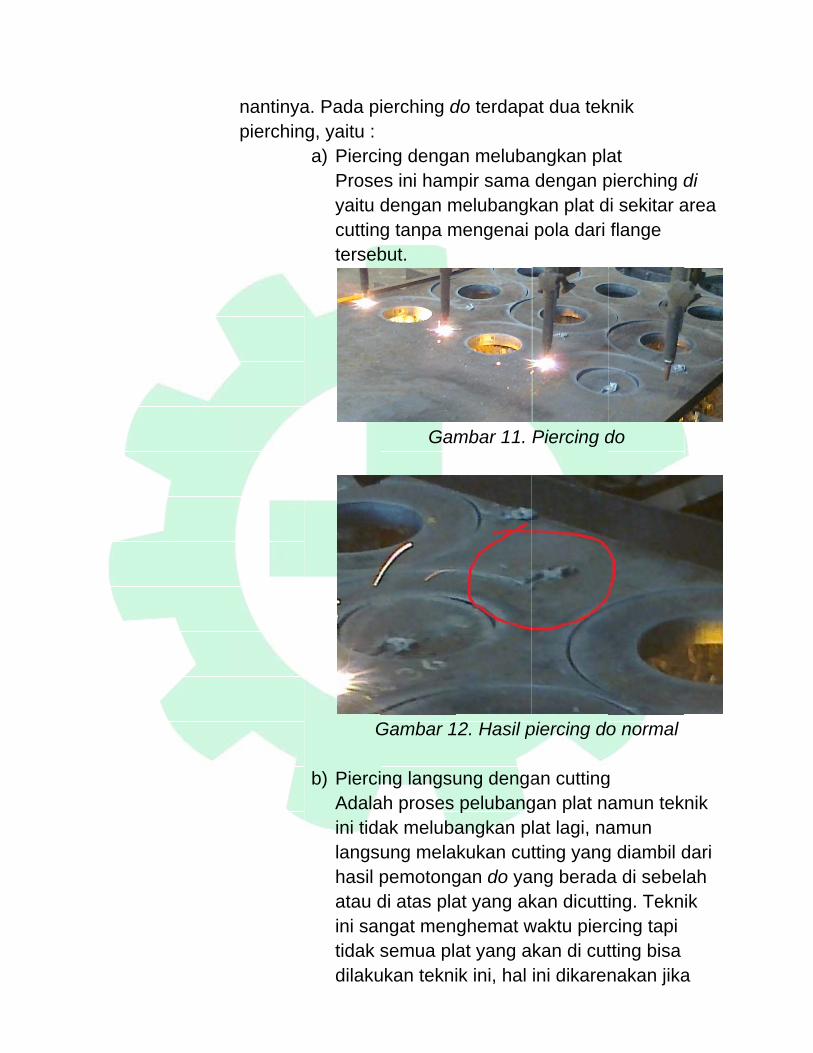
nantinyapierchin
a. Pada pg, yaitu : a) Pierci
Proseyaitu cuttinterseb
G
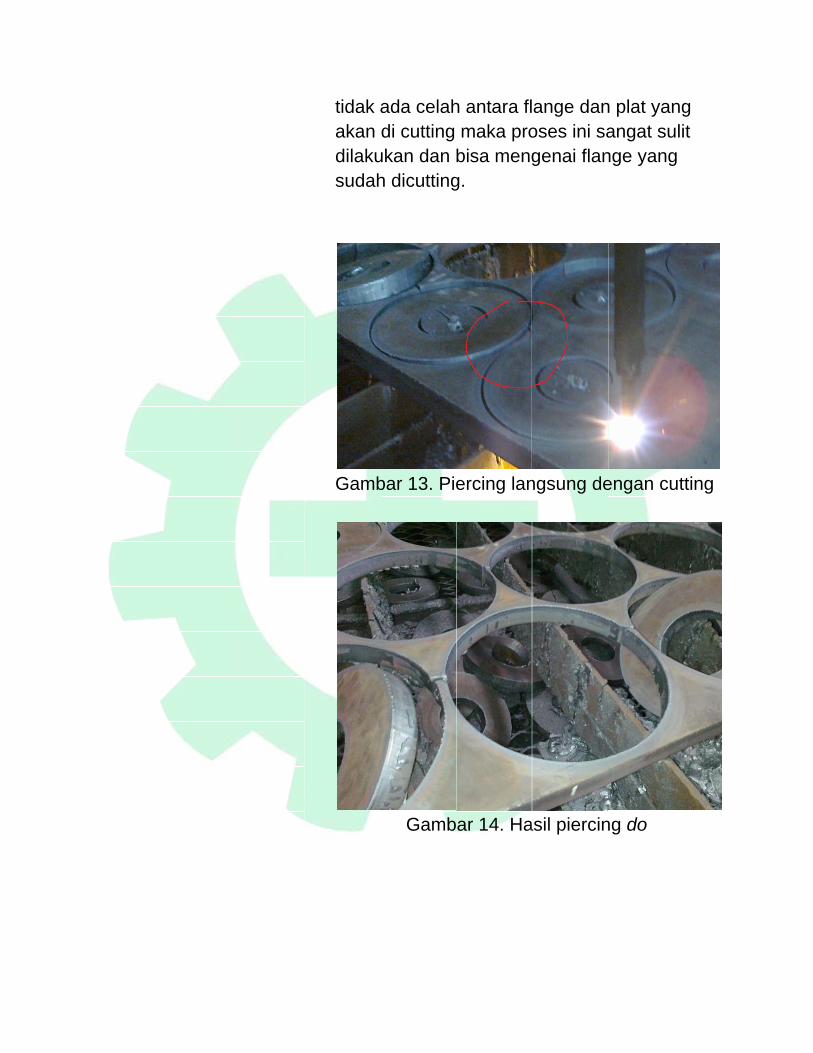
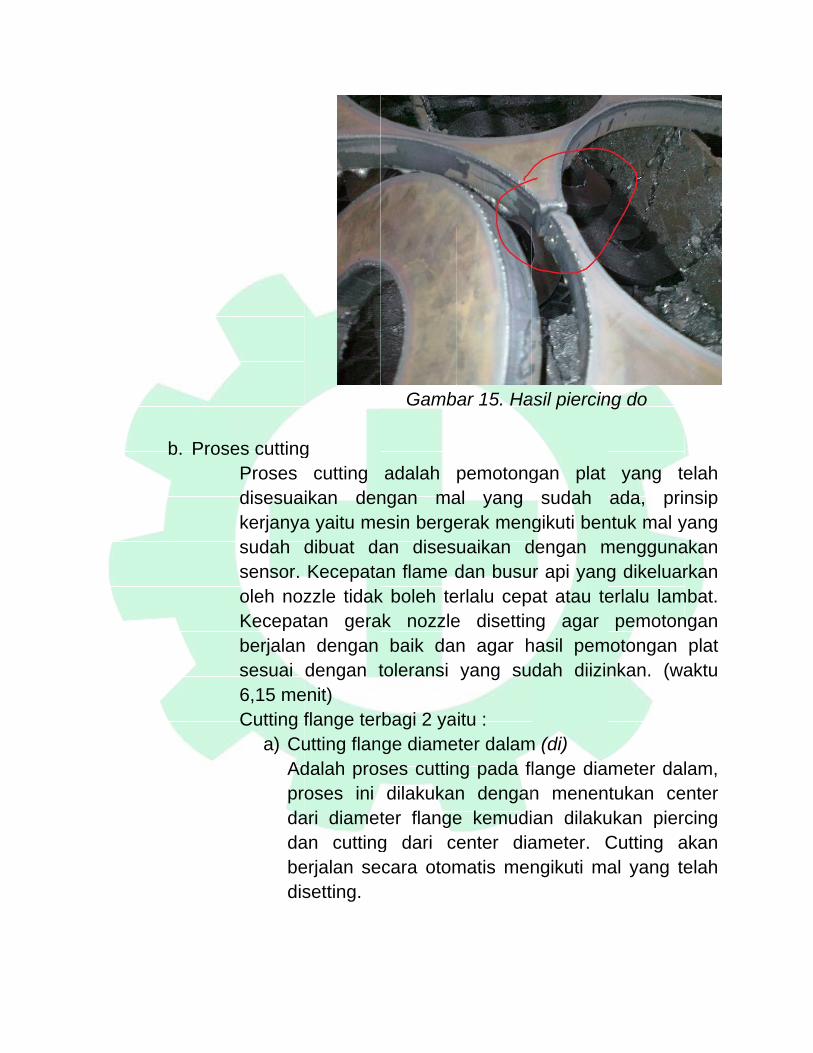
b) PierciAdalaini tidalangshasil patau dini santidak dilaku
ierching d
ing dengaes ini hamdengan mg tanpa mbut.
Gam
Gambar 1
ing langsuah proses ak melubaung melapemotongdi atas plangat mensemua pla
ukan tekni
do terdapa
an melubampir sama melubangkmengenai
mbar 11.
12. Hasil p
ung dengapelubang
angkan plkukan cutgan do yaat yang akghemat wat yang aik ini, hal
at dua tek
angkan pladengan p
kan plat dpola dari
Piercing d
piercing do
an cuttinggan plat nalat lagi, natting yangng berada
kan dicuttwaktu pierkan di cutini dikaren
knik
at pierching di sekitar aflange
do
o normal
g amun tekamun g diambil da di sebeling. Tekn
rcing tapi tting bisa nakan jika
di area
nik
dari lah ik
a
tidak akan dilakusudah
Gamb
ada celahdi cutting
ukan dan h dicutting
bar 13. Pie
Gamb
h antara flmaka pro
bisa mengg.
ercing lan
ar 14. Ha
ange danoses ini sagenai flan
ngsung de
asil piercin
n plat yangangat sulinge yang
engan cut
ng do
g t
ting
b. Pros
ses cuttingProses disesuakerjanyasudah sensor. oleh nozKecepatberjalansesuai 6,15 meCutting f
a) CuAdprdadabedis
g cutting
ikan dena yaitu medibuat daKecepatazzle tidaktan gera
n dengan dengan t
enit) flange terutting flandalah prososes ini
ari diametan cuttingerjalan sesetting.
Gamb
adalah ngan maesin bergean disesan flame dk boleh teak nozzle
baik datoleransi
rbagi 2 yage diameses cuttindilakukan
ter flangeg dari c
ecara otom
ar 15. Ha
pemotongal yang erak menguaikan ddan busu
erlalu cepe disettinn agar hyang sud
itu : eter dalamng pada fln dengane kemudienter diamatis men
asil piercin
gan plat sudah
gikuti bendengan mr api yangat atau te
ng agar hasil pemdah diizin
m (di) lange dian menenan dilaku
ameter. Cngikuti ma
ng do
yang teada, pri
ntuk mal ymenggunag dikeluarerlalu lam
pemotonmotongan
nkan. (wa
meter daltukan ce
ukan pierCutting aal yang te
elah nsip
yang akan rkan
mbat. ngan
plat aktu
lam, enter cing
akan elah

5. PProses boProsnamdan denglangs45 d
ngkar ses bongkun tidak flange m
gan bantsung di teetik)
Gam
Gambar
kar dilakubisa lang
masih beruan cranempatkan
bar 17. P
r 16. Cutt
ukan padsung dilarsuhu tingnk untuk n ke temp
roses pen
ting “di” d
a saat pakukan dikggi, prose
mengagpat sortir s
ngangkata
dari center
proses cukarenakanes bongkkat sisa sekrap (w
an sekrap
r diameter
tting selen plat sekkar dilaku
sekrap waktu 2 m
p plat
r
esai, krap ukan dan
menit
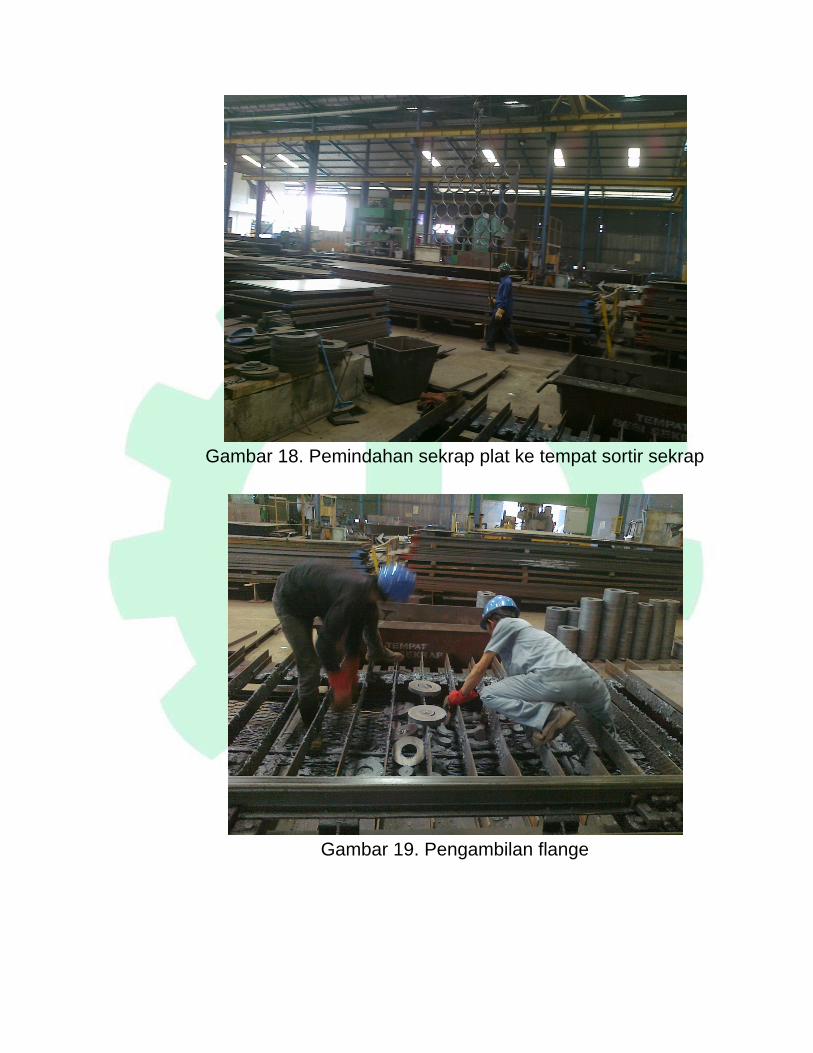
Gambar 18. Pemindahan sekrap plat ke tempat sortir sekrap
Gambar 19. Pengambilan flange
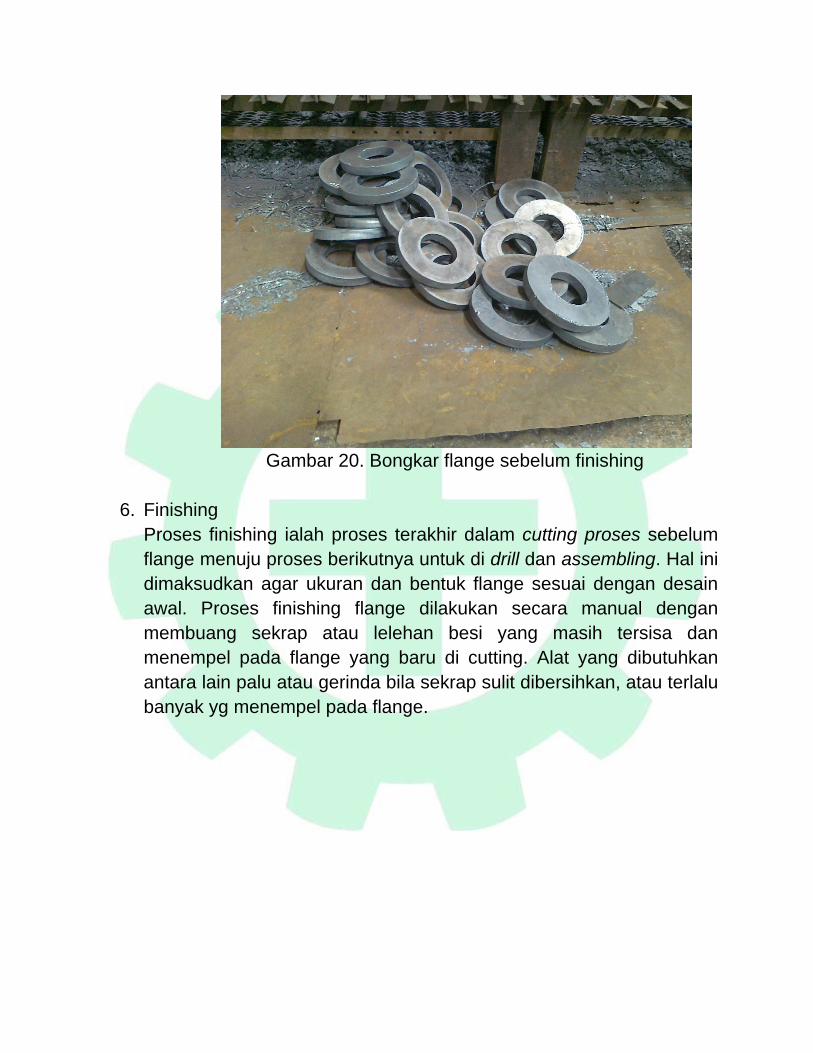
Gambar 20. Bongkar flange sebelum finishing
6. Finishing
Proses finishing ialah proses terakhir dalam cutting proses sebelum flange menuju proses berikutnya untuk di drill dan assembling. Hal ini dimaksudkan agar ukuran dan bentuk flange sesuai dengan desain awal. Proses finishing flange dilakukan secara manual dengan membuang sekrap atau lelehan besi yang masih tersisa dan menempel pada flange yang baru di cutting. Alat yang dibutuhkan antara lain palu atau gerinda bila sekrap sulit dibersihkan, atau terlalu banyak yg menempel pada flange.

Gambar 21. Flange sebelum di finishing
Gambar 22. Flange setelah di finishing
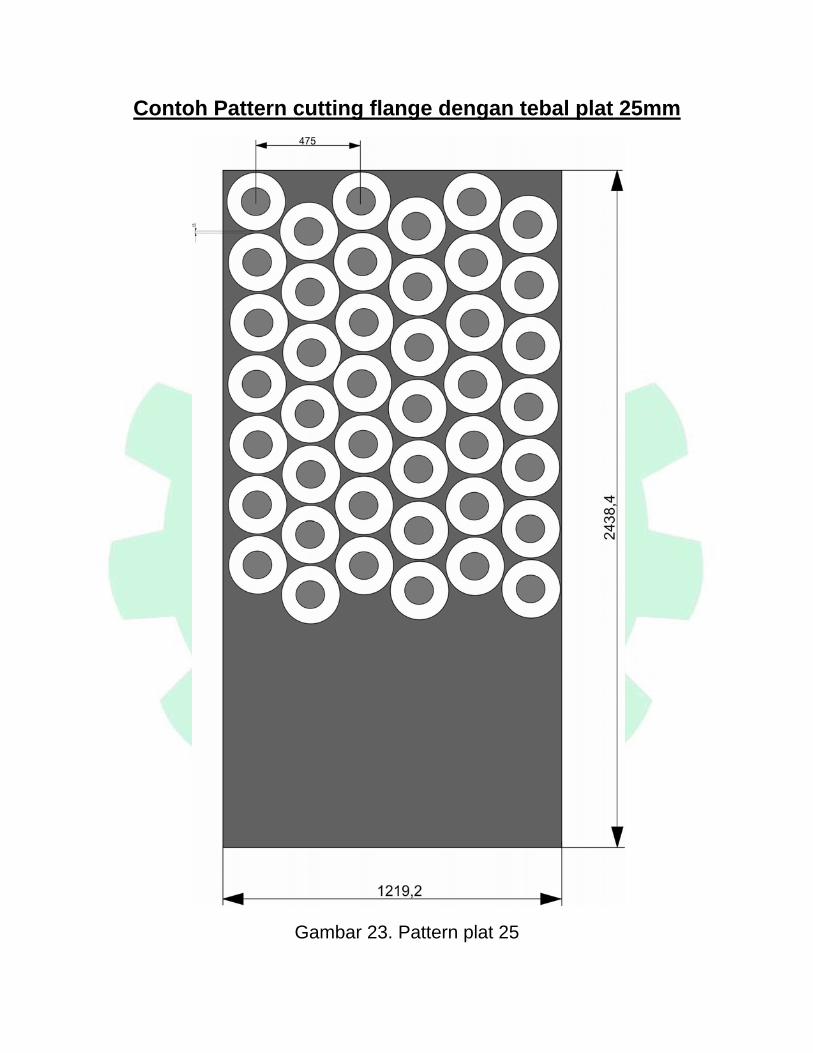
Contoh Pattern cutting flange dengan tebal plat 25mm
Gambar 23. Pattern plat 25
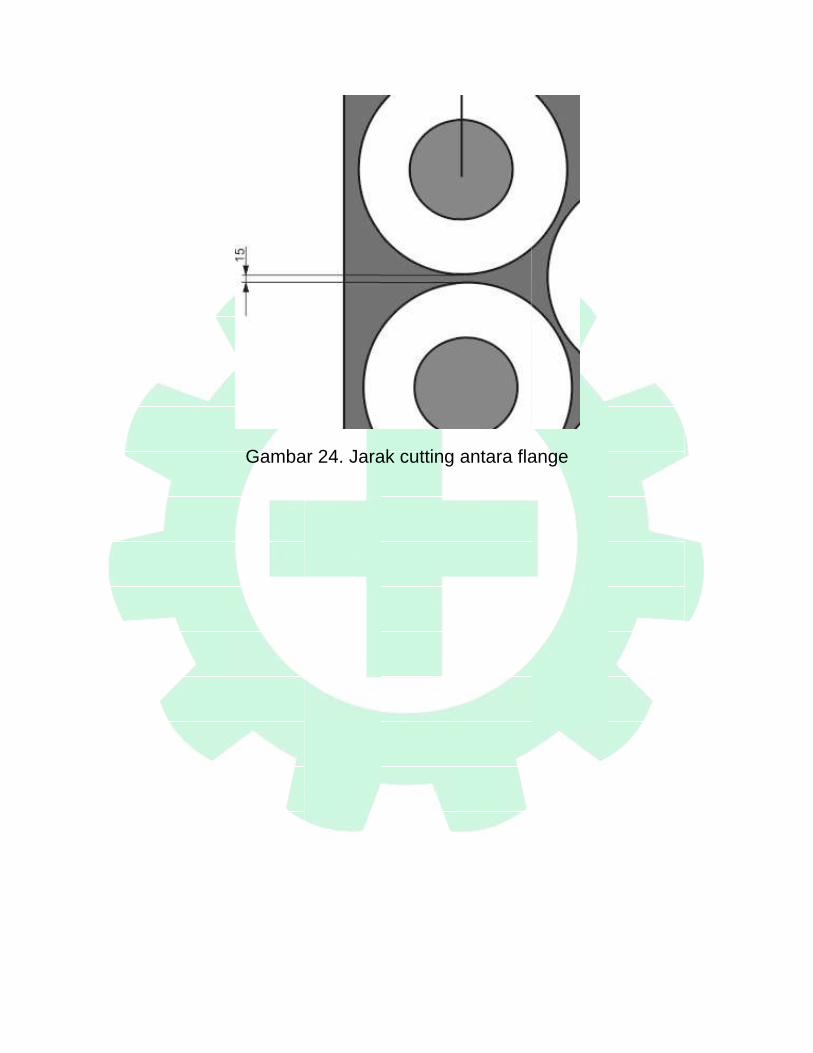
Gambaar 24. Jaraak cutting
antara fla
ange
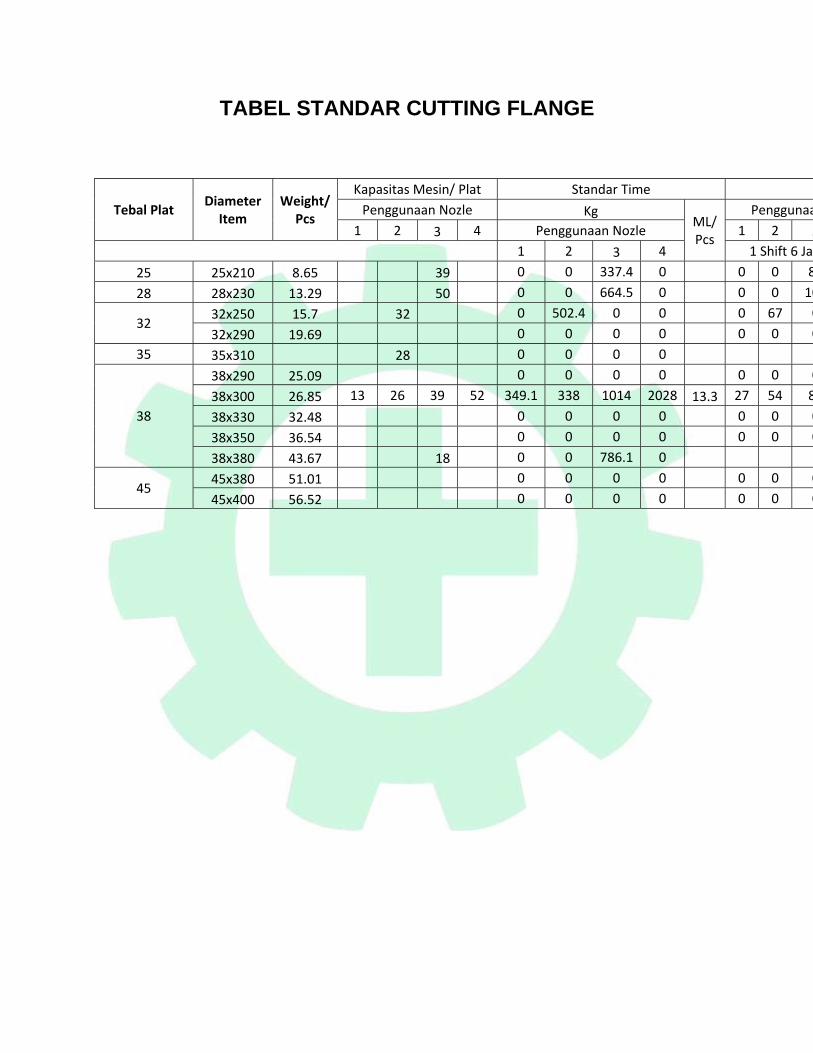
TABEL STANDAR CUTTING FLANGE
Tebal Plat Diameter Item
Weight/ Pcs
Kapasitas Mesin/ Plat Standar Time Penggunaan Nozle Kg
ML/ Pcs
Penggunaa1 2 3 4 Penggunaan Nozle 1 2 3
1 2 3 4 1 Shift 6 Ja
25 25x210 8.65 39 0 0 337.4 0 0 0 8
28 28x230 13.29 50 0 0 664.5 0 0 0 10
32 32x250 15.7 32 0 502.4 0 0 0 67 0
32x290 19.69 0 0 0 0 0 0 035 35x310 28 0 0 0 0
38
38x290 25.09 0 0 0 0 0 0 0
38x300 26.85 13 26 39 52 349.1 338 1014 2028 13.3 27 54 8
38x330 32.48 0 0 0 0 0 0 0
38x350 36.54 0 0 0 0 0 0 0
38x380 43.67 18 0 0 786.1 0
45 45x380 51.01 0 0 0 0 0 0 0
45x400 56.52 0 0 0 0 0 0 0
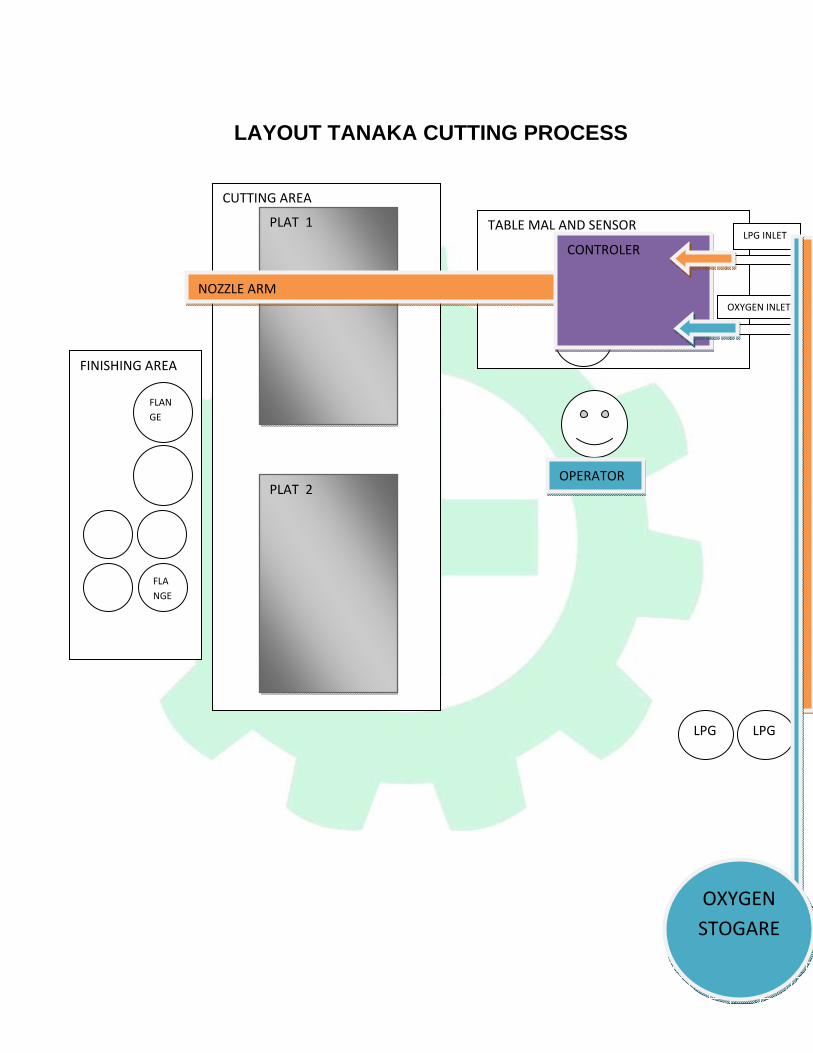
LAYOUT TANAKA CUTTING PROCESS
CUTTING AREA
PLAT 1
PLAT 2
TABLE MAL AND SENSOR
NOZZLE ARM
CONTROLER
OPERATOR
LPG INLET
OXYGEN INLET
FINISHING AREA
FLANGE
FLANGE
LPG LPG
OXYGEN STOGARE







