Download - Konsep Lean Manufakturing
Laporan Tugas Akhir 9
BAB II
LANDASAN TEORI
Penyelesaian masalah yang diteliti dalam penelitian ini memerlukan teori-
teori atau tinjauan pustaka yang dapat mendukung pengolahan data.beberapa teori
tersebut digunakan sebagai dasar dan penunjang pemecahan masalah
2.1 Konsep Lean
Lean construction sangat berbeda dibandingkan dengan konsep
tradisional dimana pendekatan lean bertujuan untuk memaksimalkan kinerja
proyek kontruksi bagi konsumen, menetapkan tujuan dengan baik dan jelas untuk
proses pengiriman, desain produk dan proses kontruksi yang sejalan dan
melakukan produksi kontrol selama proyek berlangsung. Konsep lean
construksion terinspirasi dari konsep lean production ( Howell,1999)
Lean production adalah metodologi perakitan manufaktur yang awalnya
dikembangkan untuk Toyota dan industri otomotif. Hal ini dikenal juga sebagai
Toyota Production System Tujuan lean production digambarkan untuk
mendapatkan hasil yang benar ke tempat yang tepat pada waktu yang tepat
pertama adalah meminimalkan waste dan bersih terbuka untuk menerima

Laporan Tugas Akhir 10
perubahan. Ohno mengembangkan prinsip-prinsip lean production ,menemukan
bahwa selain untuk meminimalisasi pemborosan juga harus meningkatkan aliran
produk (flow) dan kualitas yang lebih baik. Jadi lean production menitik beratkan
bahwa suatu proses produksi merupakan aliran bahan baku / material dimulai dari
aktivitas awal sampai aktivitas akhir hingga material tersebut mengalami
perubahan bentuk (howell,1999) selain mengatur sumber daya untuk
merencanakan apa yang akan diperlukan untuk masa depan manufaktur, Toyota
juga berfokus untuk mengurangi sistem waktu reepon sehingga sistem produksi
mampu segera berubah dan menyesuaikan dengan permintaan, meminimalkan
persediaan memaksimalkan keterampilan yang dimilliki karyawan, menata
struktur manajemen, dan fokus terhadap sumber daya dimana mereka dibutuhkan
(lim,2008)
2.2 Konsep Lean Production
Istilah lean production dipopulerkan oleh Womack (1990) seiring dengan
perkembanganya, ada banyak definisi tentang lean production Womack and
jones (1994) dengan mengiliminasi langkah- langkah yang tidak diperlukan,
menyelaraskan semua langkah sebagai aktivitas, dan terus melakukan peningkatan
Howell (1999) merancang suatu system produksi yang akan menghasilkan
langsung produk sesuai pesanan tetapi tidak memproduksi barang berlebihan.
Carrol (2001) sebuah ilmu dengan mengeliminasi semua pemborosan di dalam
keseluruhan system proses secara berulang
Konsep pemikiran lean dibalik lean production adalah memungkinkan
aliran nilai dalam membuat langkah-langkah yang tidak bernilai, seperti waste

Laporan Tugas Akhir 11
yaitu dengan fokus terhadap waktu siklus yang cepat. Ketika pemborosan sudah
dihilangkan dari proes produksi, waktu siklus akan tercapai dengan baik untuk
meningkatkan nilai tambah aktivitas adalah dengan perbaikan internal secara terus
menerus merawat mesin yang ada.
Toyota telah mengidentifikasikan Tujuh jenis pemborosan yang tidak
menambah nilai dalam proses bisnis dan atau manufaktur (Liker, 2004)
pemborosan sebagai berikut
1. Produksi berlebih
2. Waktu menunggu ( waiting)
3. Transportasi yang tidak perlu
4. Memperoses secara berlebihan atau memperoses secara keliru
5. Persediaan berlebih (inventory)
6. Gerakan yang tidak perlu
7. Produk cacat
8. Kreativitas karyawan
Gambar 2.1 rumah TPS (Toyota production system)
Laporan Tugas Akhir 12
Menurut Liker,dkk (taichi ohno 2004) pemborosan yang paling besar
adalah produksi berlebih , karena mengakibatkan sebagian pemborosan lainya
Ada beberapa versi rumah yang berbeda, tapi prinsipnya sama. ia dimulai dengan
tujuan untuk meraih kualitas yang terbaik, biaya terendah dan lead time
tersingkat-atap. Masing –masing elemen rumah itu sangat penting ,tapi yang lebih
penting lagi adalah cara elemen elemen tersebut saling memperkuat. JIT berarti
menyingkirkan, sebanyak mungkin, persediaan yang digunakan untuk menyangga
proses operasi dalam menghadapi maslah yang mungkin akan muncul dalam
produksi.berarti masalah seperti produk cacat akan segera terungkap, hal ini
memperkuat jidoka ,yang menghentikan proses produksi .ini berarti para pekerja
harus menyelesaikan masalah dengan sesegera mungkin sebelum melanjutkan
produksi.
Lean Production difasilitasi oleh fokus terhadap pengukuran dan
perbaikan berkelanjutan, para pekerja yang menjalani pelatihan silang, peralatan
yang fleksibel dan semakin terotomatisasi, tata letak mesin yang efisien,
penggantian dan persiapan yang cepat, pengiriman dan penjadwalan yang tepat
waktu, standart kerja yang realistis, pemberdayaan pekerja dan melakukan
inspeksi dan mengambil tindakan korektif, kemitraan dengan pemasok, dan
pemeliharaan pencegahan.beberapa manfaat yang diklaim oleh para pendukung
lean production antara lain :
• Setidaknya 60 persen penurunan masa siklus
• 40 persen perbaikan dalam penggunaan tempat
• 25 persen hasil lebih banyak

Laporan Tugas Akhir 13
• 50 persen penurunan jumlah barang setengah jadi dan persediaan barang
jadi
• 50 persen peningkatan kualitas
• 20 persen perbaikan modal kerja dan produktivitas pekerja
Tetapi seperti yang dikatakan oleh seorang ahli industri, pendekatan
membutuhkan “perencanaan yang amat detail, disiplin dan kerja keras dan
perhatian yang amat tinggi terhadap detail survey telah membuktikan bahwa
perusahaan – perusahaan menengah dan besar biasanya familiar dengan prinsip
lean production dan memiliki system tersebut. Tetapi hanya sedikit perusahaan
manufaktur kecil yang familiar dengan prinsip ini .
Beberapa perangkat penting yang digunakan dalam lean production antara
lain
• 5S diambil dari istilah jepang seiri (mendaftar) seiton (mengurutkan),seiso
(mengkilapkan) seiketsu (menstandarisasi) dan shitsuke (menjaga). Kelima
S ini menyusun sistem untuk organisasi dan standarisasi tempat kerja.
Mendaftar artinya menjaga agar semua barang di tempat kerja berada pada
tempatnya atau diidentifikasi sebagai tidak dibutuhkan untuk kemudian
digantikan. Mengurutkan artinya mengatur material dan peralatan
sehingga mudah ditemukan dan digunakan. Mengilapkan artinya
lingkungan kerja yang bersih. Hal ini bukan saja penting bagi keamanan
,tapi ketika lingkungan kerja dibersihkan, masalah penjagaan seperti
minyak dapat teridentifikasi sebelum munculnya masalah. Menstandarisasi
artinya merumuskan berbagai prosedur dan praktik agar tercipta
konsistensi dan semua langkah dilakukan dengan benar. Terakhir menjaga
Laporan Tugas Akhir 14
artinya menjaga agar proses tersebut terus berlangsung secara pelatihan ,
komunikasi dan struktur organisasi.
• Batch kecil atau alur satu buah untuk meminimalkan persediaan dan
mengurangi masa siklus batch produksi kecil (idealnya satu buah) harus
digunakan, sehingga proses tersebut mengalir dengan continue. Hal ini
juga memudahkan penemuan cacat untuk dapat sedari awal diperbaiki
sehingga mengurangi pengerjaan ulang pada proses yang akan datang
• Control visual merupakan indikator perangkat, suku cadang dan aktivitas
produksi yang ditempatkan dihadapan semua pekerja sehingga semua
orang dapat memahami status sistem dengan sekilas pandang saja. Dengan
demikian jika mesin rusak atau suku cadang cacat atau tertunda, sebuah
tindakan dapat dilakukan dengan segera.
• Tata letak yang efisien dan kerja yang standarisasi. Tata letak peralatan
dan proses di desain berdasarkan urutan operasional yang terbaik, dengan
cara mengaitkan dan mengatur mesin dan langkah –langkah proses secara
fisik dengan cara yang paling effisien, sering kali dalam pengaturan yang
berbentuk seluler. Menstandarisasi tugas tugas individu dengan
menentukan metode yang paling layak secara jelas akan mengurangi
peregerakan energi manusia yang sia sia
• Produksi tarik dalam hal ini yang disebut juga kanban atau just in time.
Pemasok dari hulu tidak berproduksi kecuali jika pelanggan di hilir
memberikan sinyal kebutuhan akan suku cadang tertentu
• Pertukaran satu menit (single minute exchange of dies-SMED) SMED
adalah pergantian peralatan pada mesin yang memungkinkan lebih banyak

Laporan Tugas Akhir 15
produk dalam batch yang kecil dapat diproduksi pada peralatan yang sama
.mengurangi masa pemasangan meningkatkan nilai operasi dan
menghasilkan alur produksi yang lebih mulus
• Penjagaan produktif yang total. Penjagaan produktif total didesain untuk
menjaga agar peralatan tetap operasional dan tersedia jika diperlukan
• inspeksi sumber dan control oleh operator proses menjamin agar produk
yang diteruskan ke tahap produksi sesuai dengan spesifikasi
• Perbaikan berkelanjutkan.perbaikan berkelanjutan mereupakan rantai six
sigma agar lean production dapat bekerja dengan baik, kita harus
mempelajari akar penyebab masalah dan melenyapkan secara permanen
.kerja tim merupakan bagian yang integral dari perbaikan berkelanjutan di
dalam lingkungan lean production
2.3 Green Lean Manufacturing
System manajemen apapun yang akan diterapkan pada suatu perusahaan
harus mampu menunjang visi dari perusahaan itu, agar menghindari terjadinya
perbaikan secara acak (random improvement). Lean-sigma Green Company
merupakan pendekatan sistem manajemen untuk pperbaikan secara sistematik
untuk mencapai visi dari perusahaan-perusahaan kelas dunia (Vincent Gaspersz,
1997 Lean-Sigma Company “environmentally Friendly and social Responsible”)
Sistem produksi Lean Management membutuhkan beberapa pengukuran
yang berbeda dengan sistem produksi lainnya. Sistem Produksi Lean berfokus
kepada konsumen, dan efektifitas kerja terstandarisasi. Pengukuran tradisonal
hanya berfokus pada efisiensi, utilitas alat, dan biaya overhead.

Laporan Tugas Akhir 16
Lean dapat didefinisikan sebagai suatu pendekatan sistemik dan sistematik
untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau aktivitas-
aktivitas yang tidak bernilai tambah (non-value-added activities) melalui
peningkatan terus-menerus radikal (radical continuous improvement) dengan cara
mengalirkan produk (material, work-in-process, produk akhir) dan informasi
menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal
untuk mengejar keunggulan dan kesempurnaan berupa produk-produk berkualitas
superior yang diproduksi dengan cara-cara paling efisien untuk memperoleh biaya
minimum dan diserahkan tepat waktu kepada pengguna atau pelanggan dari
produk itu.
Pentingnya sistem lean manufacturing adalah lebih baik dipahami ketika
dampaknya perubahan pada ekonomi adalah benar-benar dipahami. Filosofi
rekayasa manufaktur diputar pada perancangan sistem manufaktur yang sempurna
memadukan dasar-dasar bersama-sama meminimalkan biaya dan memaksimalkan
keuntungan. Fundamental ini adalah Manusia (buruh), bahan (material) dan mesin
(peralatan ), sebuah 3M seimbang hasil
1. Memaksimalkan penggunaan SDM
2. Aliran Kerja (mesin,Manusia)
3. Meminimlakan biaya produksi
4. Mengurangi investasi
5. Mengurangi kebutuhan kerja
6. Meningkatkan utiklitasi peralatan
7. Diposisi peralatan kurang produktif

Laporan Tugas Akhir 17
8. Fleksibilitas untuk menjadi kontemporer/mengimbangi dengan pasar /
pelanggan perubahan
9. Tingkat return on net asset
Ada 3 langkah yang terlibat dalam mencapai filosofi manufaktur utama :
1. Desain sistem manufaktur sederhana, memulai desain sistem sederhana
mungkin dengan volume rendah melalui sistem
2. Sadarilah selalu ada ruang untuk perbaikan, memperbaiki langkah pertama
atas sebaik mungkin.
3. Meningkatkan sistem manufaktur konsep desain ramping dengan
penyisipan yang tepat dan keseimbangan otomatisasi konveyor dan
dimana perlu saham penyangga
Aliran proses manufaktur berdasarkan waktu yang menarik materi (pool
system) melalui sistem produksi tanpa gangguan apapun.ini adalah prinsip
mendasar dari lean manufacturing. Tujuan dari arus manufacturing adalah
memberikan respon utama dan menghasilkan suatu kebutuhan pelanggan manfaat
dari tujuan ini mencakup :
1. Menurun waktu siklus total produk
2. Kurang persediaan
3. Meningkatkan produktivitas
4. Peningkatan pemanfaatan peralatan
Organisasi lean harus mengelola value stream dan value stream mengalir
melalui department-departmen, mengidentifikasi value stream dan bekerja
mengembangkan dan menyempurnakan value stream merupakan hal yang vital .
Laporan Tugas Akhir 18
value stream merepresantasikan seluruh hal yang terkait dengan penciptaan value
kepada pelanggan. Prinsip pertama dari pemikiran lean terkait dengan nilai –nilai
pelanggan dan prinsip keduanya adalah kita senantiasa bekerja dengan value
stream
Tiga tujuan utama dalam mengelola perusahaan menggunakan value
stream :
1. Fokus Perusahaan lean menciptakan tim yang terdiri dari orang-orang
yang bekerja sama dalam memaksimalkan penciptaan nilai melalui value
stream, guna mengembangkan value stream yang berkelanjutan,
menumbuhkan bisnis dan menciptakan banyak uang
2. Akuntabilitas Tim value stream membutuhkan akuntabilitas dari hasil
pekerjaanya. Setelah dengan jelas mengidentifikasi value stream tim ini
berikut manajer value stream bertanggung jawab atas pengembangan
operasional, pertumbuhan, dan profitabilitas dari value stream
3. Kesederhanaan Perusahaan yang lean berusaha mencapai kesederhanaan ,
hal ini merupakan hal yang sederhana bukan karena setiap orang mengerti
apa yang harus mereka kerjakan tetapi juga karena pelaporan kinerja yang
sederhana, struktur organisasi laporan akuntansi dan proses infra struktur
lainya
2.3.1 Green Manufacturing
Green manufacturing disebut juga manufaktur sadar lingkungan dan
disebut inverse manufacturing di jepang. Ini adalah modus manufaktur modern
yang mempertimbangkan efisiensi daur ulang sumber daya dan dampak
Laporan Tugas Akhir 19
lingkungan dari garis siklus hidup produk, pertimbangan yang diberikan kepada
optimal dan daur ulang untuk pemanfaatan sumber daya dalam green teori
manufacturing
2.3.2 Sistem Green Manufacturing
Green manufacturing berfokus pada pemecahan masalah seperti
menyediakan energi yang lebih bersih, mengurangi konsumsi energy dan sumber
daya, mengubah polutan dan limbah menjadi sumber daya yang dapat digunakan
kembali memaksimalkan hasil dan meminimalkan limbah
2.4 Efisiensi
Produktivitas merupakan nisbah atau rasio antara hasil kegiatan (output,
keluaran) dan segala pengorbanan (biaya) untuk mewujudkan hasil tersebut
(input, masukan) (Kussriyanto, 1984, p.1). Input bisa mencakup biaya produksi
(production cost) dan biaya peralatan (equipment cost). Sedangkan output bisa
terdiri dari penjualan (sales), earnings (pendapatan), market share, dan
kerusakan (defects) (Gomes,1995, p.157).
Untuk mencapai tingkat produktivitas yang optimal, perlu dilakukan
pendekatan melalui multidisipliner yang melibatkan semua usaha, keahlian,
modal, teknologi, manajemen, informasi dan sumber daya lainnya secara terpadu
untuk melakukan perbaikan dalam upaya meningkatkan kualitas hidup manusia.
Efektif adalah serangkaian kegiatan yang dilakukan secara tepat dan
sebaik-baiknya serta memberikan hasil sesuai dengan yang diharapkan
sedangkan efisien adalah tuntutan untuk mengoptimalkan penggunaan sumber

Laporan Tugas Akhir 20
daya (memaksimalkan output , pendapat atau profit atau meminimalkan input
atau biaya, limbah serta dampak negatif)
Konsep efisien dalam dalam kegiatan produksi di dalam aktivitas
perusahaan adalah perbandingan antara GSPH (gross stroke per hours) dengan
SPH (stroke per hours)
Rumus untuk nilai GSPH
Untuk SPH
Dan nilai efisien
2.5 Six Sigma
Six sigma paling tepat didefinisikan sebagai metode peningkatan proses
bisnis yang bertujuan untuk menemukan dan mengurangi faktor-faktor kecacatan
dan kesalahan, mengurangi waktu siklus dan biaya, operasi, meningkatkan
produktivitas, ada beberapa manfaat dari penerapan six sigma, yaitu :
1 pengurangan biaya
2 peningkatan produktivitas
3 pertumbuhan pangsa pasar
4 retensi pelanggan
5 pengurangan waktu siklus
Laporan Tugas Akhir 21
6 pengurangan defect
7 pengembangan product dan jasa
2.5.1 Pemecahan Masalah dengan Six Sigma
Pemecahan masalah (problem solving) adalah aktivitas yang melibatkan
perubahan suatu keadaan yang sedang berlangsung supaya berlangsung
sebagaimana seharusnya. bertahun-tahun lalu, (Juran,2003) mengidentifikasikan
terobosan sebagai pencapaian suatu tingkat perbaikan yang membawa perusahaan
ke tingkatan yang belum pernah dicapainya para pemimpin revolusi kualitas
Edward deming, Josep Juran, Philip Crosby menawarkan beberapa metodologi
khusus beberapa perbedaan dibandingkan yang lain mereka memiliki tema yang
sama
1 Pendefinisian ulang analisis masalah, mengumpulkan dan
mengorganisasi informasi, menganlisis data dan asumsi yang
mendasari data tersebut, serta menelaah masalah untuk dapat definisi
masalah yang dapat dimiliki
2 Mengumpulkan ide brainstorming dan mengembangkan potensi solusi
3 Mengevaluasi dan memilih ide
4 Mengimplementasikan ide
Ide tema ini tercermin dalam metodologi penyelesaian utama yang digunakan six
sigma yaitu DMAIC ( define,measure,analyze,improvement and control )
Salah satu pelajaran pertama seorang analisis qualitas yang menjalani pelatihan
untuk meraih sabuk hijau adalah lima tahap metodologi DMAIC
Laporan Tugas Akhir 22
1. Perumusan (define) setelah sebuah proyek six sigma dipilih, langkah
pertama yang harus dilakukan adalah mendefinisikan masalah. Aktivitas
ini sangat berbeda dari pemilihan proyek pemilihan proyek adalah
aktivitas yang dilakukan untuk merespon gejala suatu permasalahan yang
kemudian membuahkan sebuah kesepakatan proyek dimana otoritas dan
tanggung jawab diberikan kepada tim six sigma. Garis besar masalahnya
biasanya dideskripsikan di dalam kesepakatan proye,tetapi sering kali
tidak terlalu jelas. Untuk analisis lebih lanjut ,masalah tersebut harus
dijelaskan dengan istilah operasional yang lebih spesifik.
2. Pengukuran (measure) fase proses DMAIC ini berfokus pada bagaimana
cara mengukur proses internal yang mempengaruhi CTQ ini membutuhkan
pemahaman akan hubungan sebab akibat antara kinerja proses dan nilai
pelanggan.metodologi six sigma mednggunakan istilah fungsi dalam ilmu
matematika untuk menggambarkan hub ini Y= f(X) dimana Y mewakili
seperangkat variable respo0n yang penting atau CTQ dan X mewakili
seperangkat variable inpu yang penting yang mempengaruhi Y.Misalnya,
Y dapat mewakili waktu pengiriman tas dari sebuah pesawat ke tempat
penanganan bagasi serta jumlah tas yang hilang. X juga bias melibatkan
jumlah petugas yang menangani bagasi , jumlah truk, waktu pengiriman
truk,keakuratan pemindaian kode batang (barcode),dan lain-lain .
pendekatan ini membantu mengkomunikasikan factor factor yang
terpenting yang dapat dikendalikan atau diubah untuk memperbaiki CTQ.
Pendekatan ini juga membantu mendefinisikan eksperimen yang harus
dilakukan untuk member kepastian bagaimana cara variable input
Laporan Tugas Akhir 23
mempengaruhi variable respon.pendekatan ini juga memberikan landasan
bagi fase pengendalian dengan cara menemukan factor-faktor yang
membutuhkan pengawasan dan pengendalian.
3. Analisis (analyze) kekurangan utama yang ditemui kebanyakan
pendekatan pemecahan masalah adalah kurangnya penekanan pada
analisis yang tajam yang amat sering terjadi adalah kita melompat
langsung kepada suatu solusi tertentu tanpa sepenuhnya memahami suatu
masalah serta mengidentifikasi sumbernya, atau “akar permasalahan,” dari
masalah. Fase analisis dari DMAIC berfokus kepada pertanyaan mengapa
cacat,kesalahan atau variasi yang berlebihan.
Setelah variable yang dicurigai terkumpul dan diukur,dilakukan
eksperimen untuk menverifikasi hubungan yang dihipotesiskan
sebelumnya, yaitu apakah factor X benar-benar mempengaruhi Y?
eksperimen ini sering kali dilaksanakan dengan cara memformulasikan
beberapa hipotesis
5 Improve Pada langkah ini mengimplementasikan atau mencoba
melaksanakan solusi terhadap akar permasalahan yang ada Hasil yang
dapat diperoleh dari tahap ini adalah :
Tindakan yang telah teruji dan terencana yang harus mampu mengurangi
bahkan menghilangkan akar masalah yang sudah teridentifikasi Ada
beberapa hal yang harus dilakukan pada tahap ini yaitu (Gaspersz,
2002:200) :
1. Menentukan stabilitas dan kemampuan (kapabilitas) proses

Laporan Tugas Akhir 24
Proses industri dipandang sebagai suatu peningkatan terus menerus
(Continous Improvement) yang dimulai dari sederajat siklus sejak
adanya ide-ide untuk menghasilkan suatu prosuk (barang dan atau
jasa), pengembangan produk, proses produksi/operasi, sampai
kepada distribusi kepada pelanggan. Target six sigma adalah
membawa proses industri yang memiliki stabilitas dan kemampuan
sehingga mencapai zero defect. Dalam menentukan apakah suatu
proses berada dalam kondisi stabil dan mampu akan dibutuhkan
alat-alat statistik sebagai alat analisis. Pemahaman yang baik
tentang metode-metode statistik dan perilaku proses industri akan
meningkatkan kinerja sistem industri secara terus-menerus menuju
zero defect.
2. Menetapkan target kinerja dari karakteristik kualitas (CTQ) kunci
Secara konseptual penetapkan target kinerja dalam proyek
peningkatan kualitas six sigma merupakan hal sangat penting dan
harus mengikuti prinsip :
a. Specific, yaitu target kinerja dalam proyek peningkatan
kualitas six sigma harus bersifat spesifik dan dinyatakan
secara tegas.
b. Measurable, target kinerja dalam proyek peningkatan
kualitas six sigma harus dapat diukur menggunakan
indicator pengukuran (matrik) yang tepat, guna
mengevaluasi keberhasilan, peninjauan ulang, dan tindakan
perbaikan diwaktu mendatang.

Laporan Tugas Akhir 25
c. Achievable, target kinerja dalam proyek peningkatan
kualitas harus dapat dicapai melalui usaha-usaha yang
menantang (challenging efforts).
d. Result-Oriented, yaitu target kinerja dalam proyek
peningkatan kualitas six sigma harus berfokus pada hasil –
hasil berupa peningkatan kinerja yang telah didefiisikan
dan ditetapkan.
e. Time-bound, target kinerja dalam proyek peningkatan
kualitas six sigma harus menetapkan batas waktu
pencapaian target kinerja dari setiap karakteristik kualitas
(CTQ) kunci itu dan target kinerja harus dicapai pada batas
waktu yang telah ditetapkan (tepat waktu).
3. Mengidentifikasi sumber-sumber dan akar penyebab masalah
kualitas Untuk mengidentifikasi masalah dan menemukan sumber
penyebab masalah kualitas, digunakan alat analisis diagram sebab
akibat atau diagram tulang ikan. Diagram ini membentuk cara-cara
membuat produk-produk yang lebih baik dan mencapai akibatnya
(hasilnya).
Sumber penyebab masalah kualitas yang ditemukan berdasarkan
prinsip 7 M, yaitu :
a. Manpower (tenaga kerja), berkaitan dengan kekurangan
dalam pengetahuan, kekurangan dalam keterampilan dasar
yang berkaitan dengan mental dan fisik, kelelahan, stress,
ketidakpedulian, dll.
Laporan Tugas Akhir 26
b. Machines (mesin) dan peralatan, berkaitan dengan tidak ada
system perawatan preventif tethadap mesin produksi,
termasuk fasilitas dan peralatan lain tidak sesuai dengan
spesifikasi tugas, tidak dikalibrasi, terlalu complicated,
terlalu panas, dll.
c. Methods (metode kerja), berkaitan dengan tidak adanya
prosedur dan metode kerja yang benar, tidak jelas, tidak
diketahui, tidak terstandarisasi, tidak cocok, dll.
d. Material (baha baku dan bahan penolong), berkaitan
dengan ketidak spesifikasian kualitas dari bahan baku dan
bahan penolong yang ditetapkan, ketiadaan penanganan
yang efektif tehadap bahan baku dan bahan penolong itu,
dll.
e. Media, berkaitan dengan tempat dan waktu kerja yang tidak
memperhatikan aspek – aspek kebersihan, kesehatan dan
keselamatan kerja, dan lingkungan kerja yang kondusif,
kekurangan dalam lampu penerangan, ventilasi yang burk,
kebisingan yang berlebihan, dll.
f. Motivation (motivasi), berkaitan dengan ketiadaan sikap
kerja yang benar dan professional, yang dalam hal ini
disebabkan oleh system balas jasa dan penghargaan yang
tidak adil kepada tenaga kerja.
g. Money (keuangan), berkaitan dengan ketiadaan dukungan
financial (keuangan) yang mantap guna memperlancar

Laporan Tugas Akhir 27
proyek peningkatan kualitas six sigma yang akan
ditetapkan
6 Control merupakan evaluasi dan rencana untuk menjaga upaya-upaya
yang telah dilakukan dengan menstandarisasi proses, dan juga monitoring
langkah-langkah perbaikan hasil yang diperoleh dari tahap ini adalah :
o Analisa sebelum dan sesudah
o Sebuah system monitoring
o Dokumen hasil, pembelajaran dan rekomendasi lengkap
2.6 Alat bantu yang digunakan dalam six sigma
Menurut Pande dan Holpp (2003:73) semua teknik yang dapat membantu
untuk memahami, mengelola, dan meningkatkan sebuah proses menuju perbaikan,
dapat diklarifikasikan sebagai alat-alat six sigma. Namun ada beberapa teknik
yang secara khusus merupakan alat-alat kunci dalam merencanakan dan
mengeksekusi proyek-proyek six sigma. Salah satu Alat-alat tersebut yang dapat
digunakan dalam penelitian penulis adalah sebagai berikut :
2.6.1 Alat-alat untuk menghasilkan ide dan mengorganisasikan Informasi
Alat-alat ini digunakan untuk mengumpulkan dan mendokumentasikan
ide-ide dari tim yang akan melakukan perbaikan. peralatan ini meliputi :
1. Diagram pohon
Diagram pohon digunakan untuk menunjukan hubungan atau hirarki dari
ide-ide hasil brainstroming. Pendekatan ini dapat digunakan untuk

Laporan Tugas Akhir 28
menghubungkan kebutuhan-kebutuhan pelanggan mayor, misal nilai yang
baik, dengan persyaratan yang lebih khusus, misalnya biaya instalasi yang
rendah, biaya perawatan rendah, dan seterusnya.)
2. VOC dan CTQ
VOC (Voice of Customer): mendeskripsikan suara pelanggan pada setiap
proses yang sudah diidentifikasi pada SIPOC.
CTQ (Critical to Quality): menerjemahkan suara pelanggan ke dalam
pengukuran performansi (PM) dengan target yang jelas
3. Peta proses tingkat tinggi (Diagram SIPOC)
Diagram ini biasanya digunakan pada tahap define dan merupakan metode
yang praktis untuk menggambarkan proses bisnis mayor dan
mengidentifikasi ukuran-ukuran serta faktor-faktor yang berpengaruh.
Diagram ini dapat digunakan untuk membantu menentukan batasanbatasan
dan elemen-elemen kritis dari sebuah proses. Diagram ini berisi penjelasan
detail dari supplier, input, proses, output dan customer dari suatu proses.
Gambar 2. 2 Contoh Diagram SIPOC
Sumber: http://i.ehow.com/images/GlobalPhoto/Articles/4786245/SIPOC_Full.jpg
Laporan Tugas Akhir 29
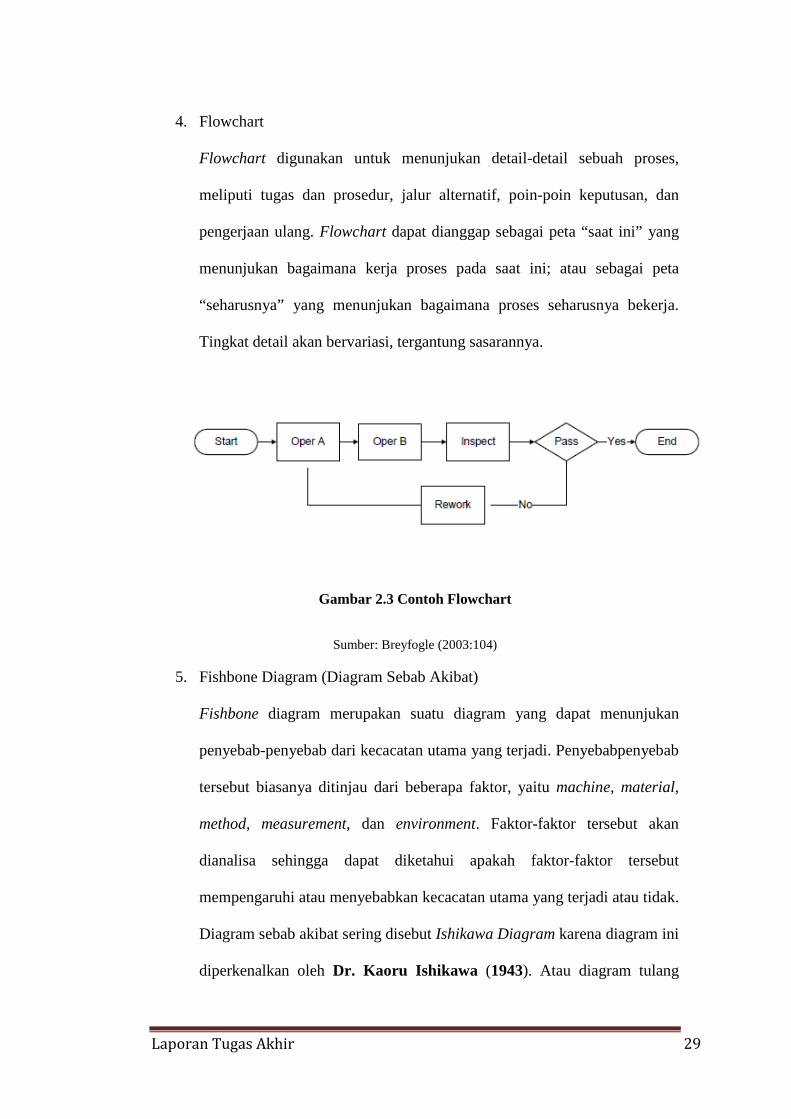
4. Flowchart
Flowchart digunakan untuk menunjukan detail-detail sebuah proses,
meliputi tugas dan prosedur, jalur alternatif, poin-poin keputusan, dan
pengerjaan ulang. Flowchart dapat dianggap sebagai peta “saat ini” yang
menunjukan bagaimana kerja proses pada saat ini; atau sebagai peta
“seharusnya” yang menunjukan bagaimana proses seharusnya bekerja.
Tingkat detail akan bervariasi, tergantung sasarannya.
Gambar 2.3 Contoh Flowchart
Sumber: Breyfogle (2003:104)
5. Fishbone Diagram (Diagram Sebab Akibat)
Fishbone diagram merupakan suatu diagram yang dapat menunjukan
penyebab-penyebab dari kecacatan utama yang terjadi. Penyebabpenyebab
tersebut biasanya ditinjau dari beberapa faktor, yaitu machine, material,
method, measurement, dan environment. Faktor-faktor tersebut akan
dianalisa sehingga dapat diketahui apakah faktor-faktor tersebut
mempengaruhi atau menyebabkan kecacatan utama yang terjadi atau tidak.
Diagram sebab akibat sering disebut Ishikawa Diagram karena diagram ini
diperkenalkan oleh Dr. Kaoru Ishikawa (1943). Atau diagram tulang

Laporan Tugas Akhir 30
ikan (fishbone diagram) karena bentuknya seperti kerangka ikan. Diagram
ini dapat digunakan untuk membantu mengidentifikasi akar penyebab
masalah, membantu membangkitkan ide-ide dari suatu masalah, dan
membantu penyelidikan atau pencarian lebih lanjut. Langkah-langkah
dalam pembuatan diagram sebab akibat adalah sebagai berikut:
• Mulai dari pernyataan masalah utama yang penting dan
mendesakuntuk diselesaikan.
• Tentukan masalah yang akan diperbaiki dan usahakan adanya
ukuranmasalah tersebut sehingga perbandingan sebelum dan
sesudah perbaikan dapat dilakukan.
• Cari faktor utama yang berpengaruh pada masalah tersebut.
• Cari lebih lanjut faktor-faktor yang lebih terperinci yang
mempengaruhi faktor utama.
• Tulis faktor-faktor tersebut di sebelah kiri dan kanan panah
2.7 Data Pendukung Gambar 2. 4 Contoh Diagram Sebab-Akibat
Laporan Tugas Akhir 31
Sebuah perusahaan PT.J.Darmawan Venture Capital meluncurkan
Program JaHeku program ini bertujuan untuk mengeffisiensikan sumber daya di
lingkungan JDC group pada khususnya. “ effisiensi penggunaan Listrik” hasilnya
untuk mengurangi konsumsi penggunaan energy listrik dilingkungan JDC yang
masih tinggi adapun tahap yang dilakukan adalah sebagai berikut :
1. Pengukuran biaya listrik sebelum perbaikan
Biaya listrik yang diukur adalah tyotal biaya pemakaian listrik perbulan
(untuk kategori office) atau persentase perbandingan biaya total
pemakaian kwh listrik dengan omset (untuk kategori jasa dan manufactur
pabrik) data pengukuran diambil dalam bentuk histogram. Histogram
adlah bentuk dari grafik kolom yang memperlihatkan distribusi yang
diperoleh bilamana data dalam bentuk angka telah terkumpul.
2. Analisa penyedbab pemborosan listrik
Data analisa penyebab pemborosan listrik digunakan alat bantu diagram
sebab akibat (fishbone diagram) . diagram sebab akibat ini digunakan
untuk menunjukan factor-faktor penyebab peningkatan effisiensi
(pemborosan) yang disebabkan oleh factor-faktor penyebab dalam
program reduksi biaya terus menerus Fungsi dari diagram sebab akibat ini
adalah :
a. Membantu mengidentifikasi akar penyebab masalah pemborosan
listrik yang terjadi
b. Membantu membangkitkan ide-ide untuk solusi masalah
pemborosan listrik

Laporan Tugas Akhir 32
c. Membantu penyelidikan dan pencarian fakta lebih lanjut yang
berkaitan dengan masalh pemborosan listrik.
2 pencatatan dan analisa masalah
3 pernyataan target tercapai
4 usulan perbaikan
5 rencana implementasi perbaikan
6 pemeriksaan dan pelaksanaan
7 pengukuran biaya listrik setelah perbaikan (evaluasi)
8 analisa pencapaian perbaikan
9 biaya investasi perbaikan







