codigo de soldaduras para estructuras metalicas aws_d1_1
TRANSCRIPT
CODIGO DE SOLDADURA PARA ESTRUCTURAS
METALICASAWS D1.1-2004
DOCUMENTOS QUE REGULAN LA INSPECCION Y CALIFICACION DE LA SOLDADURA
CODIGOSESTANDARES
ESPECIFICACIONES
Pero …¿ Qué es una “Unión Soldada de Calidad”?

Factores que influencian la calidad de una unión soldada
Programa de Inspección
Diseño de la unión soldada
Materiales de construcción
Procedimiento de soldadura
Forma de aplicar la soldadura
JUNTA SOLDADA DE CALIDAD
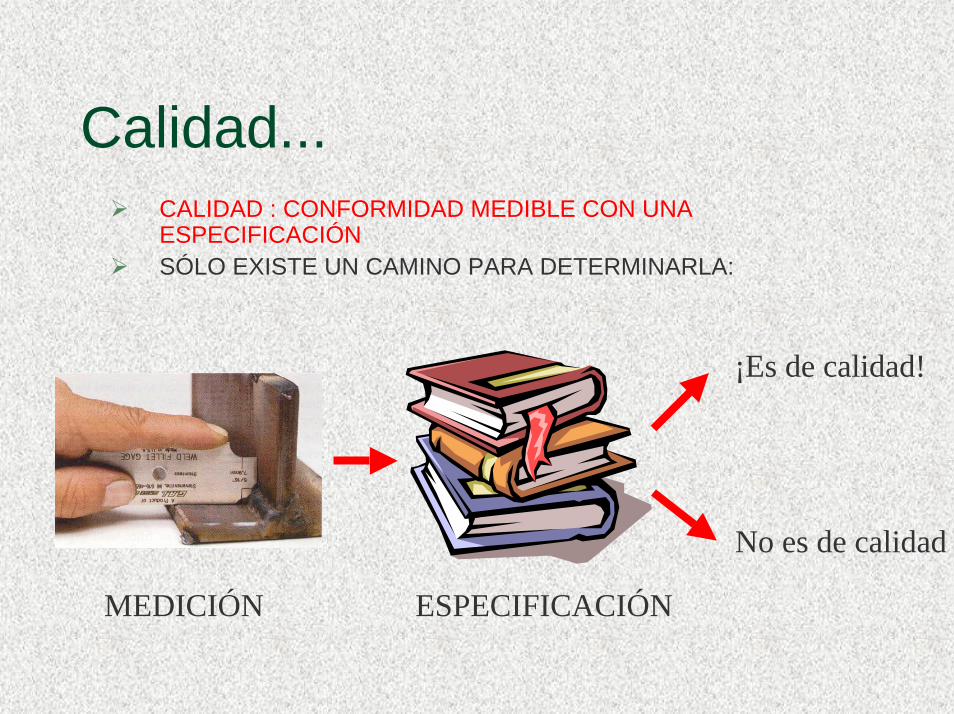
Calidad...CALIDAD : CONFORMIDAD MEDIBLE CON UNA ESPECIFICACIÓNSÓLO EXISTE UN CAMINO PARA DETERMINARLA:
¡Es de calidad!
No es de calidad
MEDICIÓN ESPECIFICACIÓN

Código Código : cuerpo de leyes; de una nación, estado o industria : AWS D1.1, API 1104,ASME sección VIII,etc.EstandarEstandar : es el establecimiento de una para el uso como una regla o comparación de cantidad, calidad, valores relativos, etc. ASTM A 36.EspecificaciónEspecificación : es la descripción detallada de una parte que forma un todo. AWS A5.1 hasta A5.31.
ORGANIZACIONES PRODUCTORES DE CODIGOS, ESTANDARES Y ESPECIFICACIONES (1)
AWS AMERICAN WELDING SOCIETYAPI AMERICAN PETROLEUM INSTITUTEABS AMERICAN BUREAU OF SHIPPINGAISC AMERICAN INSTITUTE OF STEEL CONSTRUCTIONAISI AMERICAN IRON AND STEEL INSTITUTEASME AMERICAN SOCIETY OF MECHANICAL ENGINEERSASNT AMERICAN SOCIETY FOR NONDESTUCTIVE TESTINGASTM AMERICAN SOCIETY FOR TESTING AND MATERIALS

ORGANIZACIONES PRODUCTORES DE CODIGOS, ESTANDARES Y ESPECIFICACIONES (2)
AWI AMERICAN WELDING INSTITUTECGA COMPRESSED GAS ASSOCIATIONASM AMERICAN SOCIETY FOR METALSNACE NATIONAL ASSOCIATION OF CORROSION ENGIDIN NORMAS INDUSTRIALES ALEMANASISO INTERNATIONAL ORGANIZATION FOR STANDANSI AMERICAN NATIONAL STANDARDS INSTITUTE
CODIGOS MAYORESASME: SEC. IX, CALIFICACION DE
PROCEDIMIENTOS Y SOLDADORES
API: ESTANDAR 1104
AWS: CODIGO ESTRUCTURAL DESOLDADURA D1.1
ABS: REGLAS PARA LA CONSTRUCCION Y CLASIFICACION DE EMBARCACIONES DE
ACERO
AWS D1.1
AWS ( American Welding Society)AWS ha desarrollado estándares,códigos, prácticas recomendadas, y guías relacionadas con la construcción de elementos soldados, aportes para soldadura y procedimientos de soldadura.
Para establecer la calidad de un producto, estos documentos son consultados. Para cada situación existirá un documento aplicable, con el cual el producto fabricado debe tener conformidad.
CÓDIGO ESTRUCTURAL DE SOLDADURA –ACERO STRUCTURAL WELDING CODE STEEL D1.1-2002
Especificación publicada por la AWSUn código es “ un cuerpo de leyes de una nación, estado, grupo industrial, etc, agrupado de forma sistemática para su fácil referencia.”Un código tiene carácter mandatorioRegula el diseño, fabricación, inspección, calificación de procedimientos y personal para la construcción de estructuras soldadas de acero.
ALGUNOS DETALLES....
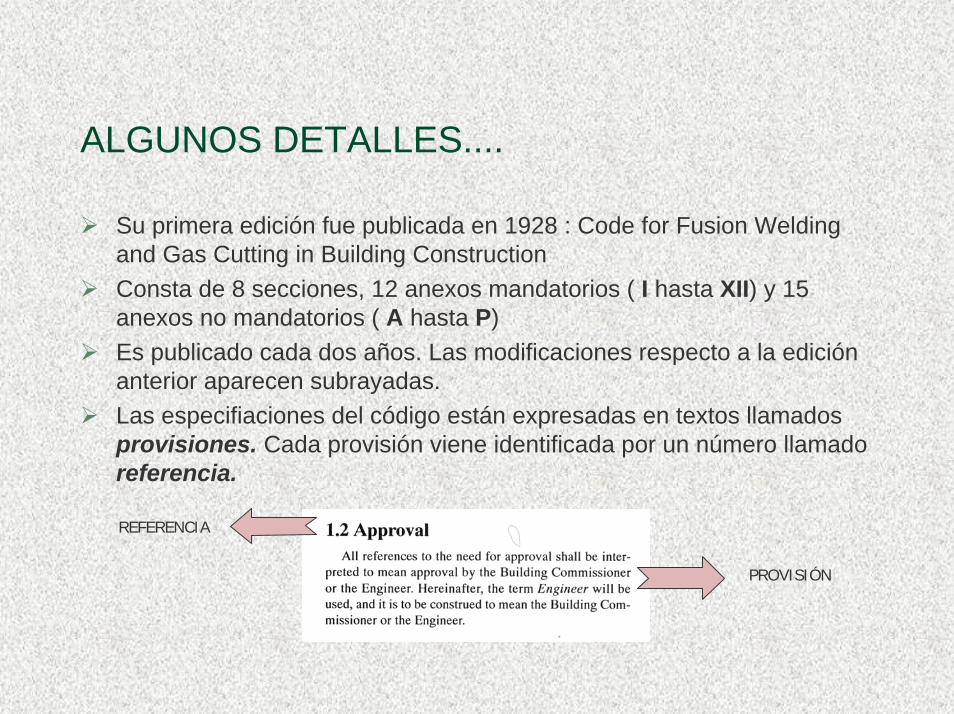
Su primera edición fue publicada en 1928 : Code for Fusion Weldingand Gas Cutting in Building ConstructionConsta de 8 secciones, 12 anexos mandatorios ( I hasta XII) y 15 anexos no mandatorios ( A hasta P)Es publicado cada dos años. Las modificaciones respecto a la edición anterior aparecen subrayadas.Las especifiaciones del código están expresadas en textos llamados provisiones. Cada provisión viene identificada por un número llamado referencia.
REFERENCIA
PROVISIÓN
ESTE CÓDIGO ES MUY IMPORTANTE DEBIDO A SU BASTO ALCANCE....
ALCANCE“Este código contiene los requerimientos para la fabricación de estructuras soldadas de acero”
LIMITACIONES Este código no ha sido diseñado para usarse con:
Aceros con límites de fluencia mínimos especificados mayores a 100 KsiAceros de espesor menor a 1/8”Recipientes y tuberías a presiónMateriales base diferentes a aceros al carbono y a aceros de baja aleación
EXISTEN OTROS CÓDIGOS DE SOLDADURA PUBLICADOS POR AWS
AWS D1.2 Structural Welding Code-AluminiumAWS D1.3 Structural Welding Code-SheetSteelAWS D1.4 Structural Welding Code-Reinforcing SteelAWS D1.5 Bridge Welding CodeAWS D1.6 Structural Welding Code –Stainless Steel
CONTENIDO DEL CODIGO1. REQUERIMIENTOS GENERALES2. DISEÑO DE CONEXIONES SOLDADAS3. PRECALIFICACION4. CALIFICACION 5. FABRICACION6. INSPECCION7. SOLDADURA DE ESPARRAGO8. REFUERZO Y REPARACION DE
ESTRUCTURAS EXISTENTES
1.- REQUERIMIENTOS GENERALES
ALCANCEESTE CODIGO CONTIENE LOS REQUERIMIENTOS PARA LA FABRICACION DE ESTRUCTURAS SOLDADAS DE ACERO. SI EN LOS DOCUMENTOS DEL CONTRATO HA SIDO ESTIPULADA EL USO DE ESTE CODIGO, SE DEBE CUMPLIR CON TODAS LAS PRESCRIPCIONES, CON EXCEPCION DE AQUELLAS DISPOSICIONES QUE ESPECIFIQUEN EL INGENIERO O LOS DOCUMENTOS DEL CONTRATO.
LIMITACIONES
EL CODIGO NO ESTA DESTINADO A SER USADO PARA LO SIGUIENTE:EN ACEROS CON UN LIMITE DE FLUENCIA MAYOR A 100 KSI (690 MPa)EN ACEROS CON MENOR ESPESOR QUE 1/8” (3.2 mm); PARA ESPESORES MENORES SE DEBEN APLICAR SOLDADURA DE LAMINA DELGADA AWS D1.3RECIPIENTES A PRESION O TUBERIA A PRESIONMETALES BASE DISTINTOS QUE ACEROS AL CARBONO O DE BAJA ALEACION
DISPOCIONES OBLIGATORIAS
LA MAYORIA DE LAS DISPOSICIONES DEL CODIGO SON OBLIGATORIAS; CIERTAS DISPOCIONES SON OPCIONALES Y SE
APLICAN UNICAMENTE SI HA SIDO ESPECIFICADO EN LOS DOCUMENTOS
DEL CONTRATO.
DEFINICIONES
LOS TERMINOS USADOS EN ESTE CODIGO DEBEN INTERPRETARSE DE ACUERDO A ANSI/AWS A3.0
“TERMINOS Y DEFINICIONES ESTANDARD PARA SOLDADURA”
2. DISEÑO DE CONEXIONES SOLDADAS
ALCANCEESTA SECCION CUBRE LOS REQUERIMIENTOS
PARA EL DISEÑO DE CONEXIONES SOLDADAS; ESTA DIVIDIDA EN CUATRO PARTES:PARTES A.- REQUERIMIENTOS COMUNES PARA CONEXIONES TUBULARES Y NO TUBULARESPARTE B.- REQUERIMIENTOS ESPECIFICADOS PARA CONEXIONES NO TUBULARES (CARGADAS ESTATICA o CICLICAMENTE)PARTE C.- REQUERIMIENTOS ESPECIFICADOS PARA CONEXIONES NO TUBULARES CARGADAS CICLICAMENTEPARTE D.- REQUERIMIENTOS ESPECIFICADOS PARA CONEXIONES TUBULARES
3. PRECALIFICACION DE WPS
Sección 3: PrecalificaciónSe detallan los requerimientos que debe tener un WPS para estar exceptuado de los requerimientos de calificación del código.Existen procedimientos de soldadura que a lo largo del tiempo han mostrado una performance aceptable en múltiples aplicaciones,por lo cual no se requiere una calificación el mismo.Para que un procedimiento sea precalificado, todas sus variables deben ser precalificadasEl único requerimiento exceptuado por la precalificación son los requerimientos de calificación de la sección 4. Todas las demás secciones deben cumplirse de forma obligatoria.
Para que un WPS sea precalificado debe cumplirse:Debe usarse un proceso de soldadura precalificado: SMAW, SAW, FCAW, GMAW ( excepto GMAW-S)
Se debe usar una combinación material base/material de aporte precalificada ( Ver 3.3 y tabla 3.1). Observar los requerimientos en cuanto a la relación de resistencia entre el material base y el material de aporte.
Se debe usar una temperatura de precalentamiento e interpase precalificadas ( Ver 3.5 y tabla 3.2)
¿GMAW-S? ¿GTAW?
Se debe cumplir con los requerimientos generales expresados en la referencia 3.7:
Tabla 3.7Requerimientos de soldadura vertical ascendente a excepción de elementos tubulares donde se puede usar la progresión ascendenteo descendente ( referencia 3.7.1)Se debe cumplir la relación ancho /profundidad ( referencia 3.7.2)Etc
Se debe cumplir con los requerimientos para soldaduras en filete ( referencia 3.9)Se debe cumplir con los requerimientos para soldadura de tapón y ranura ( referencia 3.10)Se debe cumplir con los requerimientos comunes de soldadura de bisel para uniones PJP y CJP( referencia 3.11). Además se deben cumplir los requerimientos para uniones de bisel PJP ( referencia 3.12) y CJP ( referencia 3.13)
El uso de un WPS precalificado no implica que su uso generará uniones que cumplan los requerimientos o condiciones de calidad exigidas por el código. Es responsabilidad del constructor verificar que las variables seleccionadas sean adecuadas para la aplicación específica.
¡No lo olviden!
Veamos un ejemplo....Construiremos un WPS con las siguientes variables:
Unión en filete de dos planchas de acero A36 de 3/8 pulgada. La dimensión del filete será ¼ pulgada (ref 3.9 y tabla 5.8):OKSe usará el proceso SAW en posición plana (ref 3.2.1):0KMaterial de aporte: F7A2-EM12K ( tabla 3.1 y tabla 2.3):OKDiámetro del alambre 2.5mm ( tabla 3.7:OK)Sin precalentamiento ( tabla 3.2): OKSe hará en un solo pase ( ref 3.7.3.2 y tabla 3.7) : OKSe usará una corriente de 800 A ( tabla 3.7): OK
TODAS LAS VARIABLES ESTÁN PRECALIFICADAS SIN EMBARGO NO SE CUMPLE LA REFERENCIA 5.3.1.2. EL AMPERAJE UTILIZADO NO ES ADECUADO PARA EL ESPESOR DE LA PLANCHA NI PARA EL DIÁMETRO DE ALAMBRE

4. CALIFICACION
PARTE A: REQUISITOS GENERALES
PROCEDIMIENTOS APROBADOSOTROS PROCEDIMIENTOSSOLDADORES, OPERARIOS DE SOLDADURA Y PUNTEADORESRESPONSABILIDAD DE LA CALIFICACION
PROCEDIMIENTOS APROBADOS
Se consideraran precalificados y no se necesitan ensayos ni calificaciones especiales aquellos procedimientos de soldadura que sigan en todo respecto las normas de la sección 3.Todos los procedimientos con metales de base y aporte con un mínimo de 620 mpa (88,660 lb/pulg2) o mas, deberán ser calificados por medio de pruebas, a satisfacción del interventor.Los procedimientos precalificados antes de ser usados
deberán cumplir con todos los requisitos de la sección 3El uso de un procedimiento precalificado no pretende sustituir el criterio técnico en cuanto a la aplicabilidad de este procedimiento en un ensamble o conexión determinada.
OTROS PROCEDIMIENTOS
EXCEPCION DE LOS PROCEDIMIENTOS APROBADOS, TODOS LOS PROCEDIMIENTOS DE SOLDADURA DEBERAN ESTAR CALIFICADOS POR MEDIO DE ENSAYOS, ANTES DE USARLO.
SOLDADORES, OPERARIOS DE SOLDADURA Y PUNTEADORES
TODOS LOS SOLDADORES, OPERARIOS Y PUNTEADORES QUE SE VAYAN A EMPLEAR BAJO ESTE CODIGO DEBERAN HABER SIDO CALIFICADOS.EN LUGAR DE LOS ENSAYOS DE DOBLADO ESPECIFICADOS EN LAS PARTES C y D DE ESTE CODIGO, SE PUEDE USAR EXAMEN RADIOGRAFICO.
RESPONSABILIDAD DE LA CALIFICACION
CADA FABRICANTE O CONTRATISTA DEBERA HACER LOS ENSAYOS REQUERIDOS EN ESTE CODIGO PARA CALIFICAR LOS PROCEDIMENTOS DE SOLDADURA QUE SE VAYAN APLICAR.LA RESPONSABILIDAD DE LA CALIFICACION ESTA A CARGO DEL INSPECTOR, PERSONA DEBIDAMENTE CALIFICADA.

PARTE B: CALIFICACION DE PROCEDIMIENTOS
PARTE B: CALIFICACION DE PROCEDIMIENTOS
LIMITACION DE VARIABLESTIPOS DE LAS PRUEBASMETAL BASE Y SU PREPARACIONPOSICION DE LAS SOLDADURAS DE ENSAYOPROCEDIMIENTO DE JUNTAS SOLDADAS
.../// CONTINUA
PARTE B: CALIFICACION DE PROCEDIMIENTOS
.../// CONTINUA
MUESTRAS PARA PRUEBAS: CANTIDAD, TIPO Y PREPARACIONMETODOS DE PRUEBA DE MUESTRASRESULTADOS REQUERIDOS DE LOS ENSAYOSREGISTROSREPETICION DE LOS ENSAYOS
LIMITACION DE VARIABLESLA CALIFICACION DE UN PROCEDIMIENTO HECHA CON UN METAL BASE DEL GRUPO I; TAMBIEN CALIFICA PARA SOLDAR CUALQUIER OTRO METAL BASE O CUALQUIER COMBINACION DE METALES INCLUIDOS EN ESTE GRUPO.LA CALIFICACION DE UN PROCEDIMIENTO HECHA CON UN METAL BASE DEL GRUPO II; TAMBIEN CALIFICA PARA SOLDAR CUALQUIER OTRO METAL BASE O CUALQUIER COMBINACION DE METALES INCLUIDOS EN ESTE GRUPO, O CON OTROS ACEROS INCLUIDOS EN EL GRUPO I.LA CALIFICACION DE UN PROCEDIMIENTO HECHA CON UN METAL BASE DEL GRUPO III, IV o V, CALIFICARA UNICAMENTE PARA SOLDAR METALES BASE DE LA MISMA ESPECIFICACION Y DEL MISMO GRADO o TIPOLOS CAMBIOS DE VARIABLES SERAN CONSIDERADOS COMO CAMBIOS IMPORTANTES EN UN PROCEDIMIENTO Y OBLIGARAN A ESTABLECER UNA NUEVA CALIFICACION DEL PROCEDIMIENTO.
CAMBIO DE VARIABLES ESCENCIALES PARA UNA RECALIFICACION; EJEMPLOS:
SMAWUN CAMBIO QUE AUMENTE LA RESISTENCIA DEL METAL DE APORTE; E 70XX A E 80XX, PERO NO VICEVERSAUN CAMBIO DE UN ELECTRODO DE BAJO H2 A UN TIPO NO BAJO EN H2, PERO NO VICEVERSAUN AUMENTO EN EL DIAMETRO DEL ELECTRODO EN MAS >1/32”
SAWUN CAMBIO QUE AUMENTE LA RESISTENCIA DEL METAL DE APORTE; DE GRADO 80 A GRADO 90, PERO NO VICEVERSAUN CAMBIO EN EL DIAMETRO DEL ELECTRODO CUANDO SE USE FUNDENTE DE ALEACION
GMAWUN CAMBIO EN EL DIAMETRO DEL ALAMBREUN CAMBIO DE UN SOLO GAS A OTRO GAS O A UNA MEZCLA DE GASES
TIPOS DE LAS PRUEBASSOLDADURAS CON BISEL
ENSAYO DE TRACCION DE SECCION REDUCIDAENSAYO DE DOBLEZ DE LA RAIZENSAYO DE DOBLEZ DE LA CARAENSAYO DE DOBLEZ DE LADOENSAYO DE DOBLEZ DE LA RAIZ y LA CARA, LONGITUDINALENSAYO DE TENSION DE SOLO EL METAL DE APORTEENSAYOS DE IMPACTOENSAYO DE MACROATAQUEENSAYOS RADIOGRAFICOS O DE ULTRASONIDO
SOLDADURAS DE FILETEENSAYO DE MACROATAQUEENSAYO DE DOBLEZ DE LADOENSAYO DE SOLO EL METAL DE APORTE
METAL BASE Y SU PREPARACION
EL METAL BASE Y SU PREPARACION PARA LA SOLDADURA DEBERA CUMPLIR CON LA ESPECIFICACION DEL PROCEDIMIENTO
POSICION DE LAS SOLDADURAS DE ENSAYO
PLANCHASPOSICION (1G), PLANAPOSICION (2G), HORIZONTALPOSICION (3G), VERTICALPOSICION (4G), SOBRE CABEZA
TUBOSPOSICION (1G), TUBO HORIZONTAL ROTADOPOSICION (2G), TUBO VERTICALPOSICION (5G), TUBO HORIZONTAL FIJOPOSICION (6G), TUBO INCLINADO 45º FIJOPOSICION (6GR), TUBO INCLINADO 45º FIJO CONEXIONES TUBULARES T,K y Y
FILETEPOSICION (1F), PLANAPOSICION (2F), HORIZONTALPOSICION (3F), VERTICALPOSICION (4F), SOBRE CABEZA
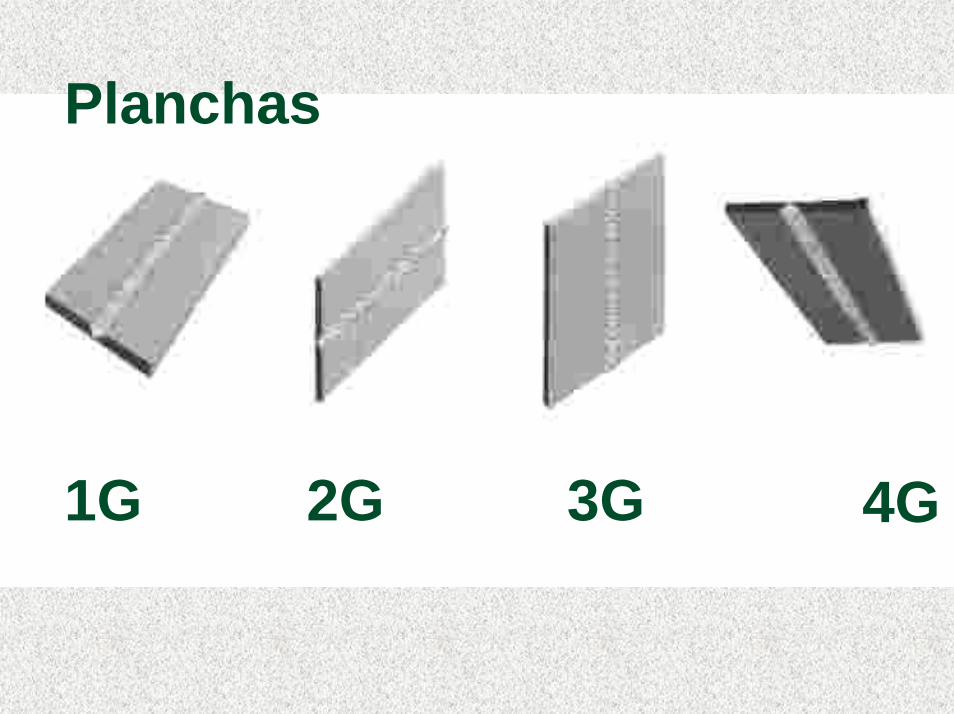
1G 2G 3G 4G
Planchas
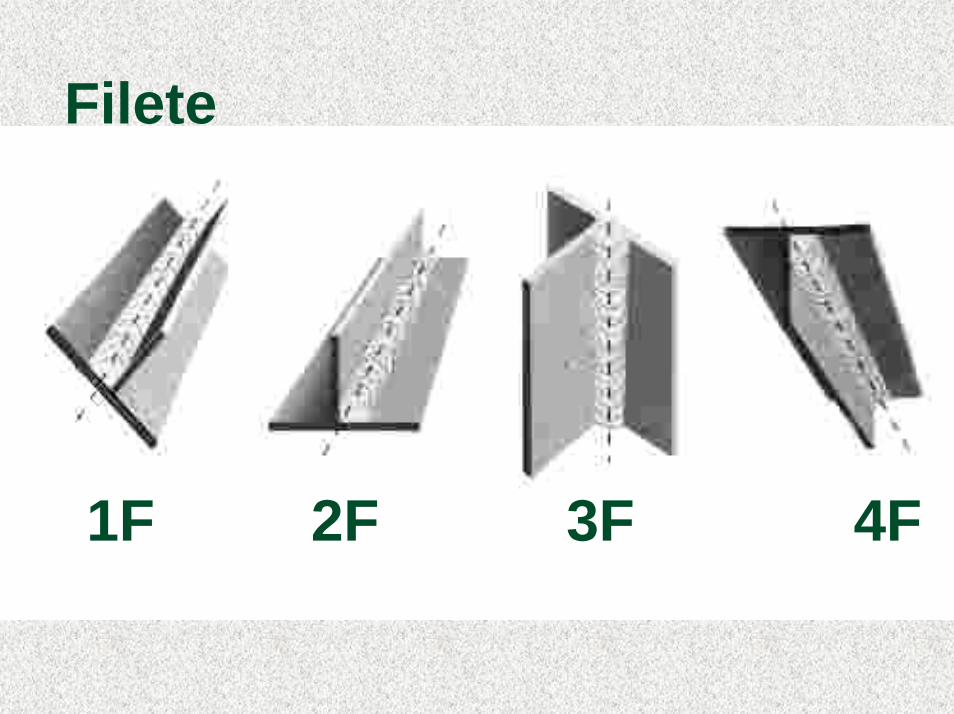
1F 2F 3F 4F
Filete

1G 2G 5G 6G
Tubos
PROCEDIMIENTO DE JUNTAS SOLDADAS
EL PROCEDIMIENTO DE JUNTAS SOLDADAS DEBERA CUMPLIR EN TODO CON LA ESPECIFICACION DEL PROCEDIMIENTOLA LIMPIEZA DE LA SOLDADURA DEBERA SER HECHA CON EL CORDON DE SOLDADURA DE ENSAYO EN LA MISMA POSICION DE SOLDADURA EN QUE FUE HECHA LA JUNTA POR CALIFICAR
MUESTRAS PARA PRUEBAS: CANTIDAD, TIPO Y PREPARACION
VER TABLA 4.2
RESULTADOS REQUERIDOS DE LOS ENSAYOS
ENSAYO DE TRACCION DE SECCION REDUCIDALA RESISTENCIA A LA TRACCION NO DEBE SER
MENOR QUE EL MINIMO DE TENSION ESPECIFICADO PARA EL METAL BASE USADO
ENSAYO DE DOBLEZ DE LA RAIZ, CARA Y LADOSe debe examinar visualmente la superficie convexa de la muestra para ver si se encuentra discontinuidades en la superficie. para ser aceptada la superficie no deberá tener discontinuidades que excedan las siguientes dimensiones:
3 mm medida en cualquier dirección sobre la superficie10 mm como suma de las mayores dimensiones de todas las discontinuidades >1mm; pero que sean iguales o menores de 3mm6mm como máxima grieta en esquina, excepto cuando tal grieta resulta de inclusiones de escoria visibles o de otro tipo de discontinuidades del tipo de fusión, en cuyo caso se aplicara el máximo de 3mmLas muestras con grieta de esquina que excedan 6mm sin ninguna evidencia de inclusiones de escoria u otro tipo de discontinuidades del tipo fusión, se desecha y se deberá ensayar otra muestra sacada de la misma soldadura original.
ENSAYO DE MACROATAQUEPARA SER ACEPTADO EL ENSAYO, DEBE CUMPLIR LOS SIGUIENTES REQUESITOS:Las soldaduras con bisel deberán tener la garganta efectiva especificadaLas soldaduras de filete deberán tener fusión hasta la raíz de la unión, pero no necesariamente mas allá.El tamaño mínimo del lado del filete debe cumplir con el tamaño de filete especificado.Las soldaduras de bisel y las de filete deberán:
No tener grietasTener fusión completa entre capas de metal de aporte, asimismo entre el metal de aporte y el metal baseTener perfiles que concuerden con los detalles especificados en el procedimientoNo tener socavaciones que excedan 1mm.
ENSAYOS RADIOGRAFICOS O DE ULTRASONIDOPARA QUE LA SOLDADURA SEA CALIFICADA COMO ACEPTABLE, SEGUN LO REVELEN LOS ENSAYOS RADIOGRAFICOS O DE ULTRASONIDO, DEBEN CUMPLIR CON LOS REQUESITOS SEGUN SEA APLICABLE
4.8.1 INSPECION VISUALPARA QUE UNA PLATINA SOLDADA DE PRUEBA SEA CALIFICADA COMO ACEPTABLE, DEBE CUMPLIR CON LOS SIGUIENTES REQUERIMIENTOS:
La soldadura no debe presentar grietasTodos los cráteres se han llenado hasta la sección completa de la soldaduraEl socavado no debe exceder 1mm, el refuerzo del metal base y la soldadura no debe exceder 3mmDebe inspeccionarse la raíz de la soldadura y no debe haber evidencia de fisuras, fusión incompleta o penetración inadecuada de la juntaLa concavidad máxima de la superficie de la raíz debe ser de 1.6mm y la fusión máxima debe ser de 3mm
REGISTROS
LOS REGISTROS DE LOS RESULTADOS DE LOS ENSAYOS DEBEN SER GUARDADOS POR EL FABRICANTE O EL CONTRATISTA Y DEBEN ESTAR DISPONIBLES PARA LOS QUE ESTEN AUTORIZADOS A EXAMINARLOS
REPETICION DE LOS ENSAYOS
SI UNA DE LAS MUESTRAS ENSAYADAS NO CUMPLE CON LOS REQUISITOS DE LA PRUEBA, SE PUEDEN EFECTUAR DOS NUEVOS ENSAYOS PARA EL TIPO PARTICULAR DE MUESTRA, CON MUESTRAS CORTADAS DEL MISMO MATERIAL USADO PARA EL PROCESO DE CALIFICACION.LOS RESULTADOS DE AMBAS MUESTRAS DEBEN CUMPLIR CON LOS REQUISITOS DEL ENSAYO.PARA MATERIAL CUYO ESPESOR SEA MAYOR DE 38mm, LA FALLA DE UNA MUESTRA REQUERIRA EL ENSAYO DE TODAS LAS MUESTRAS DEL MISMO TIPO
PARTE C: CALIFICACION DE SOLDADORES
GENERALIDADESPRUEBAS ESPECIFICAMENTE IDEADAS PARA DETERMINAR LA CAPACIDAD DE UN SOLDADOR, OPERADOR DE SOLDADURA O DE UN SOLDADOR POR PUNTOS PARA PRODUCIR SOLDADURAS SANAS.NO SE INTENTA QUE LAS PRUEBAS DE CALIFICACION SEAN USADAS COMO GUIAS PARA SOLDAR O SOLDAR POR PUNTOS DURANTE LA VERDADERA CONSTRUCCION.ESTA DEBE REALIZARSE EN CONFORMIDAD CON UN WPS
POSICIONES DE SOLDADURA CALIFICADAS PARA PRODUCCION
LAS POSICIONES DE SOLDADURA PARA PRODUCCION, EN LAS CUALES ESTA CALIFICADO UN SOLDADOR DEBEN ESTAR EN CONFORMIDAD CON LA TABLA 4.8
CALIFICACION DE ESPESORES Y DIAMETROS DE PRODUCCION
EL RANGO DE LOS ESPESORES Y DIAMETROS PARA SOLDADURA DE PRODUCCION, PARA LO CUAL ESTA CALIFICADO UN SOLDADOR U OPERADOR DE SOLDADURA, DEBE ESTAR CONFORME CON LA TABLA 4.9
TIPO DE PRUEBAS REQUERIDAS PARA CALIFICACION
EL TIPO Y LA CANTIDAD DE PRUEBAS REQUERIDAS PARA SOLDADORES U OPERADORES DE SOLDADURA DEBE ESTAR CONFORME A LA TABLA 4.9REQUERIMIENTOS DE LOS ENSAYOS
INSPECCION VISUAL (VER 4.8.1) (USE LOS REQUERIMIENTOS PARA WPS)DOBLEZ EN CARA, RAIZ Y LADO (VER 4.8.3.1) (USE LOS REQUERIMIENTOS PARA WPS)MACROATAQUE (VER 4.30.2)ROTURA DE SOLDADURA EN FILETE (VER 4.30.4)
A EXCEPCION PARA JUNTAS SOLDADAS POR GMAW-S, SE PUEDE HACER EXAMEN RADIOGRAFICO DE UNA PLANCHA DE PRUEBA O TUBO EN LUGAR DE LAS PRUEBAS DE DOBLEZ PRESCRITAS EN LA PARTE C
PREPARACION DE FORMULARIO PARA CALIFICACION
EL PERSONAL DE SOLDADURA DEBE SEGUIR UNA WPS APLICABLE PARA LA PRUEBA.RIGEN TODAS LAS LIMITACIONES DE LA WPS PARA VARIABLES ESENCIALES DE 4.7, ADIONALMENTE A LA PERFORMANCE DE LAS VARIABLES ESENCIALES DE 4.22EL REGISTRO SOBRE CALIFICACION POR ESCRITO Y DEBE LISTAR TODAS LAS VARIABLES ESENCIALES DE LA TABLA 4.10FORMULARIOS SUGERIDOS SE ENCUENTRA EN EL ANEXO E.
PLANCHAS PARA CALIFICACION DEL SOLDADOR
TODAS POSICIONES - ESPESOR ILIMITADO, 1”x5”x6”POSICION HORIZONTAL - ESPESOR ILIMITADO, 1”x5”x6”TODAS POSICIONES - ESPESOR LIMITADO, 3/8”x7”x6”POSICION HORIZONTAL - ESPESOR LIMITADO, 3/8”x7”x6”
*ExLxA

METODOS DE PRUEBAS Y CRITERIOS DE ACEPTACION
INSPECCION VISUAL, VEA 4.8.1PARA QUE UNA PLATINA SOLDADA DE PRUEBA SEA CALIFICADA COMO ACEPTABLE, DEBE CUMPLIR CON LOS SIGUIENTES REQUERIMIENTOS:La soldadura no debe presentar grietasTodos los cráteres se han llenado hasta la sección completa de la soldaduraEl socavado no debe exceder 1mm, el refuerzo del metal base y la soldadura no debe exceder 3mmDebe inspeccionarse la raíz de la soldadura y no debe haber evidencia de fisuras, fusión incompleta o penetración inadecuada de la juntaLa concavidad máxima de la superficie de la raíz debe ser de 1.6mm y la fusión máxima debe ser de 3mm

Los especímenes de prueba deben prepararse con un acabado adecuado para el examenCriterios de aceptación:
Las soldaduras en filete deben tener fusión hasta la raíz de la junta, pero no necesariamente mas alláEl tamaño máximo de la pierna debe cumplir con el tamaño especificado de la soldadura en fileteNo debe tener ninguna fisuraFusión entre las capas adyacentes entre el metal de aporte y metal baseNinguna socavación que exceda 1mmPorosidad máxima de 1mm, la acumulada no debe exceder 6mmSin escoria agrupadas, la suma de las dimensiones mas grandes de la misma no debe exceder 4mm
PRUEBA DE MACROATAQUE
PRUEBA RADIOGRAFICA
Si en lugar de las pruebas prescritas de doblez se usa RT, el refuerzo no necesita ser retirado; si se remueve el refuerzo, la raíz debe esmerilarse a ras con el metal baseLa técnica y los procedimientos debe estar de acuerdo con los requerimientos de Parte E, Sección 6Los criterios de aceptación deben estar conforme con los requerimientos de 6.12.2
PRUEBA DE ROTURA DE SOLDADURA EN FILETE
Toda la longitud de soldadura debe ser examinada visualmenteLa prueba consiste en la raíz debe ser sometida a tracciónLa probeta debe tener un empalme de soldadura para ser sometida a este ensayoLa probeta debe romper o doblarse sobre si mismoCriterios de aceptación:
Durante el examen visual antes de la rotura, la soldadura debe presentar uniformidad y debe estar libre de solapaduras, fisuras y socavaciones, no debe estar visible ninguna porosidad en la superficieEl espécimen pasa si:
Se dobla plenamente sobre si mismoSi esta fracturada, debe tener una fusión completa, sin inclusión o porosidad mayor que 2mm como diámetro mas grandeLa suma de las dimensiones mas grandes de todas las inclusiones y porosidad no debe exceder 10mm en el espécimen de 150mm de longitud de soldadura
ESPECIMENES DE DOBLEZ EN LA RAIZ, CARA Y LADO
Respecto a criterios de aceptación ver 4.8.3.3SE DEBE EXAMINAR VISUALMENTE LA SUPERFICIE CONVEXA DE LA MUESTRA PARA VER SI SE ENCUENTRA DISCONTINUIDADES EN LA SUPERFICIE. PARA SER ACEPTADA LA SUPERFICIE NO DEBERA TENER DISCONTINUIDADES QUE EXCEDAN LAS SIGUIENTES DIMENSIONES:
3 mm medida en cualquier dirección sobre la superficie10 mm como suma de las mayores dimensiones de todas las discontinuidades >1mm; pero que sean iguales o menores de 3mm6mm como máxima grieta en esquina, excepto cuando tal grieta resulta de inclusiones de escoria visibles o de otro tipo de discontinuidades del tipo de fusión, en cuyo caso se aplicara elmáximo de 3mmLas muestras con grieta de esquina que excedan 6mm sin ninguna evidencia de inclusiones de escoria u otro tipo de discontinuidades del tipo fusión, se desecha y se deberá ensayar otra muestra sacada de la misma soldadura original.
REPETICION DE PRUEBASi un soldador, operador de soldadura o soldador por puntos falla en una prueba de calificación si existe una razón especifica para cuestionar sus capacidades de soldadura o si ha expedido el periodo de efectividad, entonces rige lo siguiente:
Requerimientos para repetición de pruebasRepetición inmediata.- la prueba consiste de dos soldaduras de cada tipo y posición en que haya fallado. Los resultados deben cumplir con los requerimientos especificadosRepetición después de nuevo entrenamiento.- Debe hacerse repetición completa para los tipo y posiciones fallados o en duda, luego de un entrenamientoRepetición después de expedición de calificación.- Para una recalificacion usar para la prueba un espesor de 9mmExcepción- Falla de repetición de prueba para una Recalificacion.- No debe permitirse una repetición de prueba inmediata después de fallar en una repetición de prueba para recalificacion; se debe realizar luego de un mayor entrenamiento
EXSA S.A. Div. SOLDADURAS