buku pegangan praktikum laboratorium proses...
TRANSCRIPT
BUKU PEGANGAN PRAKTIKUM
LABORATORIUM PROSES MANUFAKTUR 1
JURUSAN MESIN
FAKULTAS TEKNIK
UNIVERSITAS BRAWIJAYA
MALANG
2018-2019
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
MESIN BUBUT
Lathe Machine atau lebih dikenal sebagai mesin bubut adalah ..........................................
............................................................................................................................................................
............................................................................................................................................................
............................................................................................................................................................
............................................................................................................................................................
1. TUJUAN PRAKTIKUM
Tujuan umum :
a. Pengenalan secara langsung mesin-mesin perkakas serta cara
pengoperasiannya.
b. Peningkatan pengetahuan serta ketrampilan tentang mesin-mesin perkakas.
Tujuan khusus :
a. Dapat mengetahui, menguasai dan menjalankan mesin bubut.
b. Mengetahui proses dan cara pembuatan benda kerja dengan mesin bubut.
c. Mengetahui dan memahami cara pembuatan ulir.
2. PRINSIP KERJA MESIN BUBUT
Prinsip kerja atau mekanisme gerakan pada mesin bubut adalah ...........................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
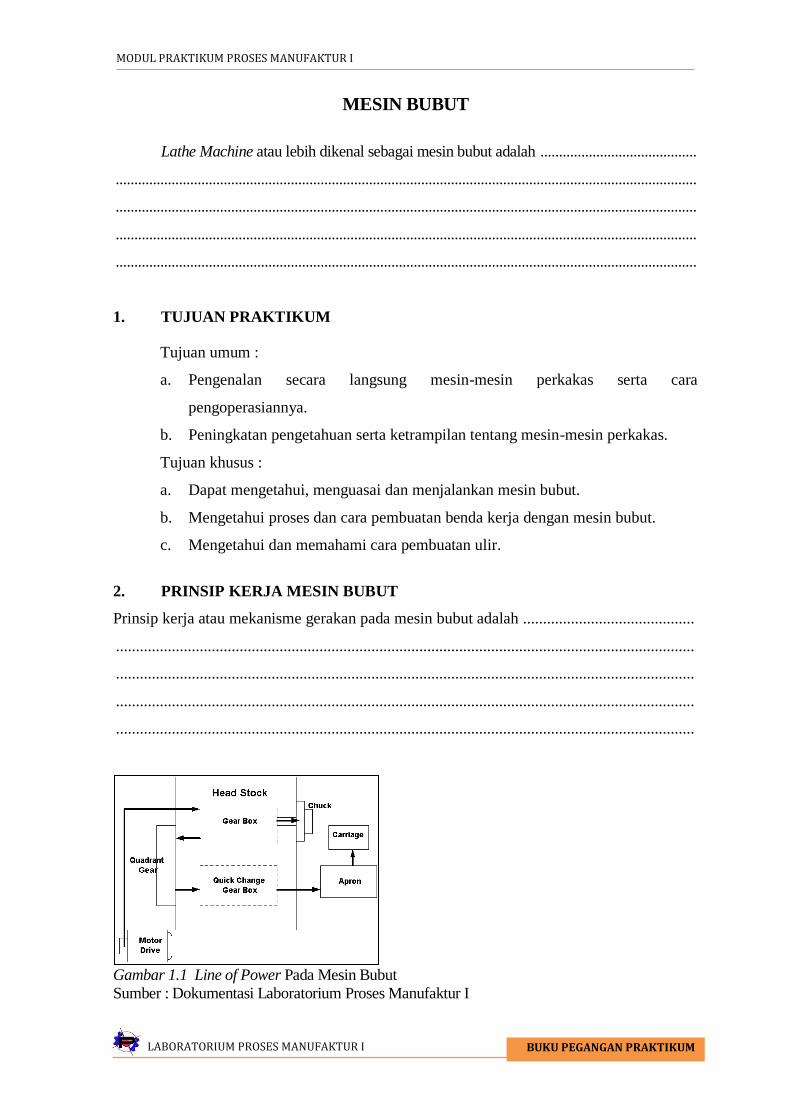
Gambar 1.1 Line of Power Pada Mesin Bubut
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Pada dasarnya prinsip kerja mesin bubut ada dua macam, yaitu:
1. Main Drive
..............................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
2. Feed Drive
..............................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
3. MESIN BUBUT
3.1 Spesifikasi MesinBubut
Type : GAP-BED LATHE CQ 6230A-1910X310 MM
Produksi : GuangZhou Machine Tool Works
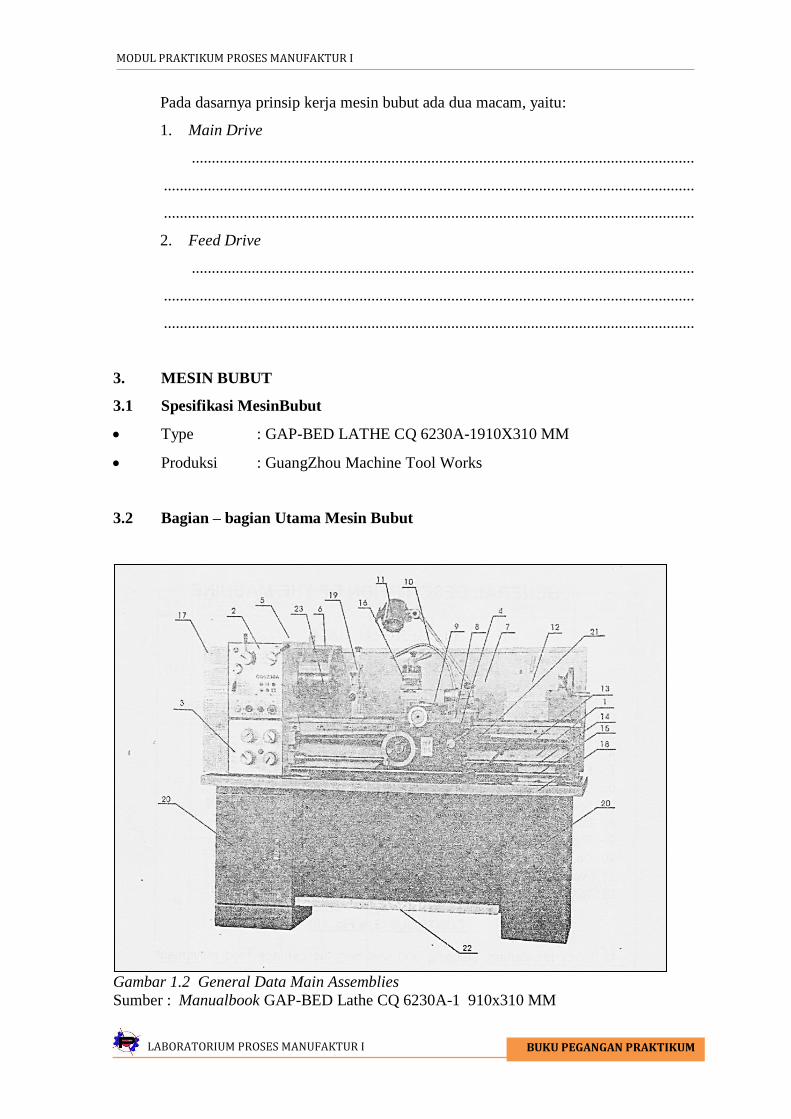
3.2 Bagian – bagian Utama Mesin Bubut
Gambar 1.2 General Data Main Assemblies
Sumber : Manualbook GAP-BED Lathe CQ 6230A-1 910x310 MM
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
1. Bed Way
Bed Way adalah penopang sebagai tempat relay bertumpu.
2. Head Stok
Merupakan tempat dimana gear box dan Quick Change gear box dipasang.
3. Quick Change Gear box / feed box
Quick Change Gear Box atau juga sering disebut dengan Feed Box berfungsi
untuk mentransmisikan daya dan putaran dari Gear Box serta mengatur
kecepatannya sebelum diteruskan kemekanisme pemakanan/Apron. Gear Box dan
Quick Change Gear Box terletak pada Head Stock.
4. Cariage Box
Merupakan meja penggerak pahat dan terletak di atas apron.
5. Electrical Box
Merupakan tempat rangkaian sistem elektronik lathe machine.
6. Chuck Protecting Cover
Merupakan penutup chuck yang berfungsi sebagai pelindung pengguna dari
serpihan geram.
7. Splash Guard
Merupakan pelindung dan pembatas agar geram tidak terlempar kemana-
mana.
8. Lower Carriage
Merupakan penopang dari top carriage.
9. Top carriage
Penopang dari tool holder.
10. Cooling
Berfungsi sebagai saluran cairan pendingin.
11. Working Light
Lampu yang berfungsi sebagai penerang saat pengguna bekerja.
12. Tail Stock
Tail stock terletak berhadapan dengan spindle. Berfungsi untuk menahan
ujung benda kerja saat pembubutan dan juga dapat digunakan untuk memegang
tool pada saat pengerjaan drilling, reaming, dan tapping.
13. Lead Screw
Poros berulir yang berfungsi untuk menggerakan carriage box saat
melakukan penguliran.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
14. Feed Rod
Poros yang berfungsi untuk menggerakan carriage saat melakukan
pembubutan.
15. Switch Rod
Adalah bagian mesin yang berfungsi untuk merubah putaran dari feed rod.
16. Tool Holder
Merupakan bagian mesin bubut yang berfungsi untuk memegang pahat.
17. Quadrant
Susunan Pulley yang mentransmisikan putaran antara gearbox dan quick
change gear box.
18. Oil Tray
Merupakan tempat geram dan pengalir coolant menuju reservoir.
19. Steady Rest
Alat bantu untuk menopang benda kerja yang kedudukannya tetap.
20. Foot Stand
Merupakan penopang dari seluruh rangkaian mesin bubut.
21. Thread Indicator
Indikator putaran flywheel.
22. Foot Breake
Adalah pedal injak yang berfungsi untuk menghentikan mesin dengan
memutus arus listrik.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
3.3 Kontrol Utama Mesin Bubut
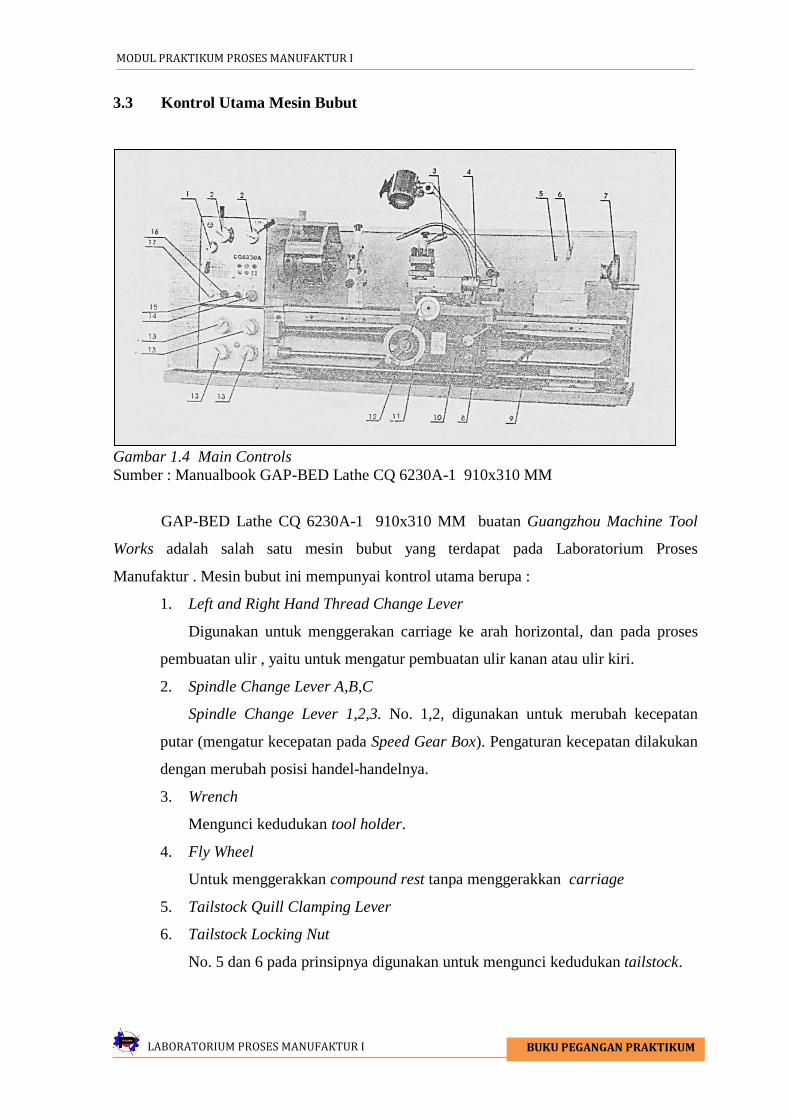
Gambar 1.4 Main Controls
Sumber : Manualbook GAP-BED Lathe CQ 6230A-1 910x310 MM
GAP-BED Lathe CQ 6230A-1 910x310 MM buatan Guangzhou Machine Tool
Works adalah salah satu mesin bubut yang terdapat pada Laboratorium Proses
Manufaktur . Mesin bubut ini mempunyai kontrol utama berupa :
1. Left and Right Hand Thread Change Lever
Digunakan untuk menggerakan carriage ke arah horizontal, dan pada proses
pembuatan ulir , yaitu untuk mengatur pembuatan ulir kanan atau ulir kiri.
2. Spindle Change Lever A,B,C
Spindle Change Lever 1,2,3. No. 1,2, digunakan untuk merubah kecepatan
putar (mengatur kecepatan pada Speed Gear Box). Pengaturan kecepatan dilakukan
dengan merubah posisi handel-handelnya.
3. Wrench
Mengunci kedudukan tool holder.
4. Fly Wheel
Untuk menggerakkan compound rest tanpa menggerakkan carriage
5. Tailstock Quill Clamping Lever
6. Tailstock Locking Nut
No. 5 dan 6 pada prinsipnya digunakan untuk mengunci kedudukan tailstock.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
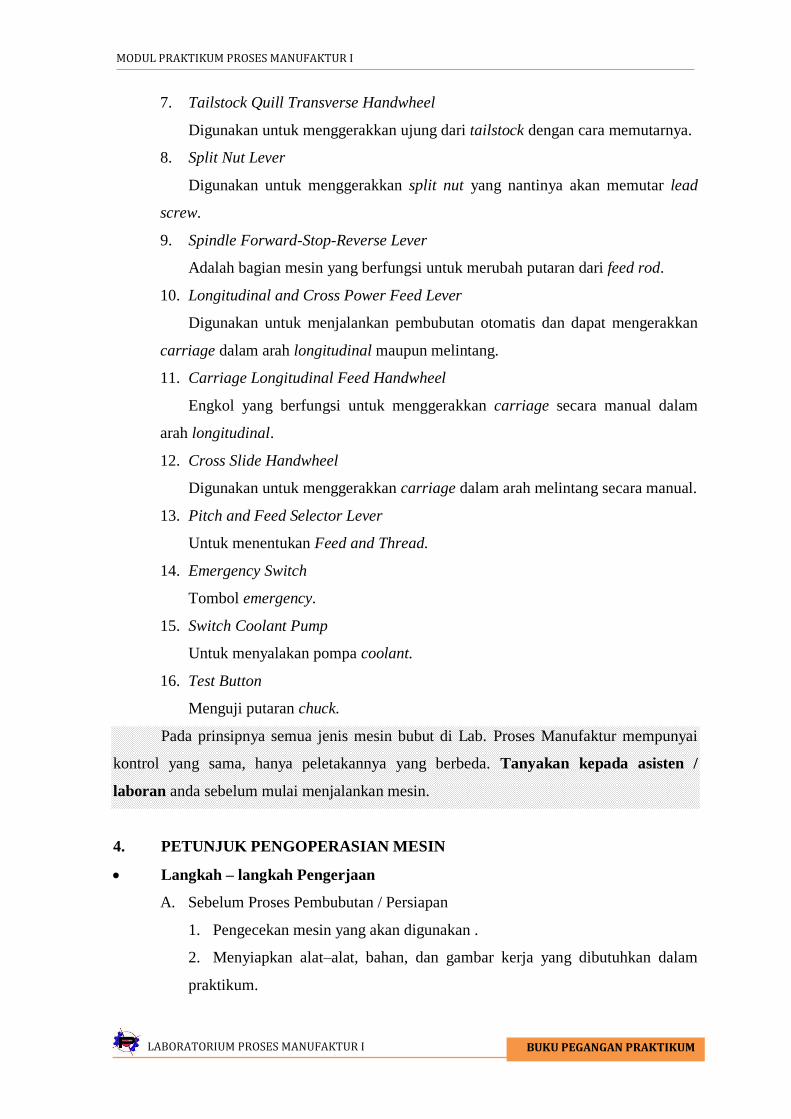
7. Tailstock Quill Transverse Handwheel
Digunakan untuk menggerakkan ujung dari tailstock dengan cara memutarnya.
8. Split Nut Lever
Digunakan untuk menggerakkan split nut yang nantinya akan memutar lead
screw.
9. Spindle Forward-Stop-Reverse Lever
Adalah bagian mesin yang berfungsi untuk merubah putaran dari feed rod.
10. Longitudinal and Cross Power Feed Lever
Digunakan untuk menjalankan pembubutan otomatis dan dapat mengerakkan
carriage dalam arah longitudinal maupun melintang.
11. Carriage Longitudinal Feed Handwheel
Engkol yang berfungsi untuk menggerakkan carriage secara manual dalam
arah longitudinal.
12. Cross Slide Handwheel
Digunakan untuk menggerakkan carriage dalam arah melintang secara manual.
13. Pitch and Feed Selector Lever
Untuk menentukan Feed and Thread.
14. Emergency Switch
Tombol emergency.
15. Switch Coolant Pump
Untuk menyalakan pompa coolant.
16. Test Button
Menguji putaran chuck.
Pada prinsipnya semua jenis mesin bubut di Lab. Proses Manufaktur mempunyai
kontrol yang sama, hanya peletakannya yang berbeda. Tanyakan kepada asisten /
laboran anda sebelum mulai menjalankan mesin.
4. PETUNJUK PENGOPERASIAN MESIN
Langkah – langkah Pengerjaan
A. Sebelum Proses Pembubutan / Persiapan
1. Pengecekan mesin yang akan digunakan .
2. Menyiapkan alat–alat, bahan, dan gambar kerja yang dibutuhkan dalam
praktikum.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
3. Benda kerja diukur dimensinya sebelum dipasang pada chuck serta ditandai
bagian-bagian yang akan dibubut.
4. Benda kerja dipasang pada chuck dengan bantuan kunci chuck dan
senterkan.
5. Pahat dipasang pada Tool Holder/tool post dan kedudukannya disenterkan
terhadap titik pusat benda kerja dengan bantuan tail stock .
6. Pemilihan kecepatan putar spindle yang sesuai dengan benda kerja dengan
mengatur posisi kedua tuas Spindle Change lever ( Tuas A,B,C dan 1,2,3 ).
Tabel kecepatan putar berdasarkan posisi tuas A,B,C dan 1,2,3 dapat dilihat
pada mesin (menempel pada headstock). Gunakan kecepatan yang lebih tinggi
serta kedalaman pemakanan yang kecil pada proses finishing.
7. Mesin dapat dinyalakan.
8. Pengaturan titik nol dan pengaturan kedalaman pemakanan dengan cara
menggoreskan ujung pahat pada benda kerja yang berputar.
9. Proses pembubutan bisa dilakukan sesuai gambar benda kerja yang
direncanakan.
Catatan :
Pastikan benda kerja terpasang dengan erat pada chuck
Pastikan pahat dalam keadaan baik, terpasang dengan benar dan erat pada toolpost.
Pada beberapa jenis mesin bubut, perubahan kecepatan spindle dan pengaturan pitch
and feed selector lever hanya dapat dilakukan jika mesin dalam keadaan mati. Jika
dilakukan dalam keadaan hidup akan menyebabkan kerusakan serius pada sistem
transmisinya.
B. Selama Proses Pembubutan
1. Pengaturan kedalaman pemakanan (depth of cut ) pada tiap tahapan
pemotongan hendaknya tidak terlalu besar untuk menghindari kerusakan pada
benda kerja dan pahat.
2. Untuk menggerakkan pahat secara manual maka Carriage Longitudinal
Feed Handwheel ataupun Cross Slide Handwheel harus digerakkan dengan
perlahan sehingga didapat permukaan benda kerja yang baik.
3. Pelumasan harus diperhatikan secara teratur.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
4. Matikan mesin dan buka chuck protecting cover jika hendak melakukan
pengukuran, merubah kecepatan, atau jika terjadi gangguan pada mesin saat
bekerja.
C. Setelah Proses Pembubutan
1. Mesin dimatikan.
2. Benda kerja dilepaskan dari chuck , dan pahat dilepaskan dari tool post.
3. Mesin dan alat yang digunakan dibersihkan dari chips (Geram) .
4. Alat – alat dikembalikan ke tempat semula.
5. ALAT – ALAT YANG DIGUNAKAN
1. Mesin Bubut
Digunakan untuk pembuatan benda kerja
2. Jangka Sorong
Digunakan untuk mengukur dimensi benda kerja.
3. Center gauge / Dial Indikator
Digunakan untuk menyenterkan benda kerja.
4. Stop Watch
Digunakan untuk mengetahui waktu dalam proses pemakanan.
5. Kunci Chuck
Digunakan untuk mengencangkan chuck / pencekam, bentuk matanya biasanya
bujur sangkar.
6. Kunci Pahat
Digunakan untuk mengencangkan pahat agar selama proses pembubutan
kedudukan pahat tidak berubah.
7. Tachometer
Digunakan untuk mengukur putaran dari spindle.
8. Pahat HSS
Sebagai alat untuk pemakan benda kerja.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
9. Kunci Pas 19
Digunakan Untuk Mengencangkan tool post.
10. Tang Ampere
Untuk mengukur arus pada saat pembubutan.
6. PENGAMBILAN DATA
6.1 Data yang diperoleh
Jenis Mesin : Bubut
Type : KW 15-486
Daya ( P ) : 1,5 Kw
Bahan Yang Digunakan
Nama Bahan : Baja Esser
Koefisien bahan ( k ) : 157 kg/mm2
Konstanta Eksponen ( m
) : 0.75
Tabel 1
Pembubutan
NO L
(mm)
D
(mm)
d
(mm)
s
(mm/rev)
nt
(rpm)
na
(rpm)
t’
(mm)
t
(detik)
1
2
3
4
5
6.2 Rumus Perhitungan
1. Kecepatan Pemotongan (v)
Pembubutan
)menit/m(1000
n.D.v
..................................................................... (6-1)
Dengan:
D = Diameter awal benda kerja (mm)
n = Putaran spindle (rpm)
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
2. Gaya Pemotongan Vertikal ( Pz )
)kg(s'.t.KPz m ............................................................................ (6-2)
Dengan:
K = Koefisien bahan (Kg/mm2)
s = Feed motion (mm/rev)
t’ = Depth of cut (mm)
m
= Konstanta eksponen
Sumber : ............................. (2018,p.19)
3. Daya Pemotongan ( Nc )
)kW(102.60
v.PzNc ....................................................................... (6-3)
Sumber : ............................. (2018,p.19)
4. Machining Time ( Tm )
n.s
i.LTm (menit) ......................................................................... (6-4)
Dengan:
L = panjang pembubutan (mm)
i = jumlah pemotongan = t/t’
Sumber : ............................. (2018,p.19)
5. Momen Torsi ( Mt )
).(2
.mmKg
DPzMt ....................................................................... (6-5)
Sumber : ............................. (2018,p.19)
6. Daya Motor ( Nm )
kWIVNm cos... ................................................................ (6-6)
Dengan:
V = Tegangan Listrik (Volt)
= Jumlah Fase
cos = Faktor daya [0,8]
I = Arus (Ampere)
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
7. GRAFIK DAN PEMBAHASAN
7.1 Analisa Grafik
Buatlah Grafik Di bawah ini :
Grafik Hubungan antara Putaran (n) dengan Daya Pemotongan (Nc)
Grafik Hubungan antara Feed Motion (s) dengan Gaya Pemotongan (Pz)
(Gambar grafik berukuran 20x12 cm vertikal, rata tengah, keterangan gambar
grafik di buat vertikal dibawah gambar grafik)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
MESIN MILLING
Mesin Milling adalah ........................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
1. TUJUAN PRAKTIKUM
Tujuan umum
a. Pengenalan secara langsung mesin-mesin perkakas serta cara
pengoperasiannya.
b. Peningkatan pengetahuan serta ketrampilan tentang mesin-mesin perkakas.
Tujuan khusus
a. Mengetahui serta mampu mengoperasikan bagian-bagian dari mesin
milling.
b. Melatih praktikan melakukan pekerjaan dalam pembuatan roda gigi, alur
pada poros dengan menggunakan mesin milling dan mengetahui macam-macam
pekerjaan yang dapat dilakukan.
2. PRINSIP KERJA MESIN MILLING
1. Main Drive
.................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
2. Feed Drive
.................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................

LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
3. MESIN MILLING
3.1 Macam-Macam Mesin Milling
3.1.1 Mesin milling universal
1. Universal milling machine EMCO F3
Gambar 2.1 Universal Milling Machine EMCO F3
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Spesifikasi
Type : Emco F3
Produksi : Maier & Co - Austria
Motor
Power : 1,1/1,4 Kw
Speed : 1400/2800 rpm
Spindle speed (rpm) : 80 -160 – 245 – 360 – 490 - 720 – 1100 – 2200

LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
2. Universal Milling Machine X6328B
Gambar 2.2 Universal Milling Machine X6328B
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Spesifikasi
Type : X6328B
Max. drilling diameter : 28 mm
Max. automatic drilling diameter : 10 mm(cast iron)
Max. vertical milling diameter : 20 mm
Spindle speed range rpm : 80 – 5440(V) /38-1310(H)
Table dimensions : 1120 x 260 mm
Table travel : 600 x 270 mm
Main motor : 3 HP
Overall dimensions : 1710 X 1480 X 2100 mm
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
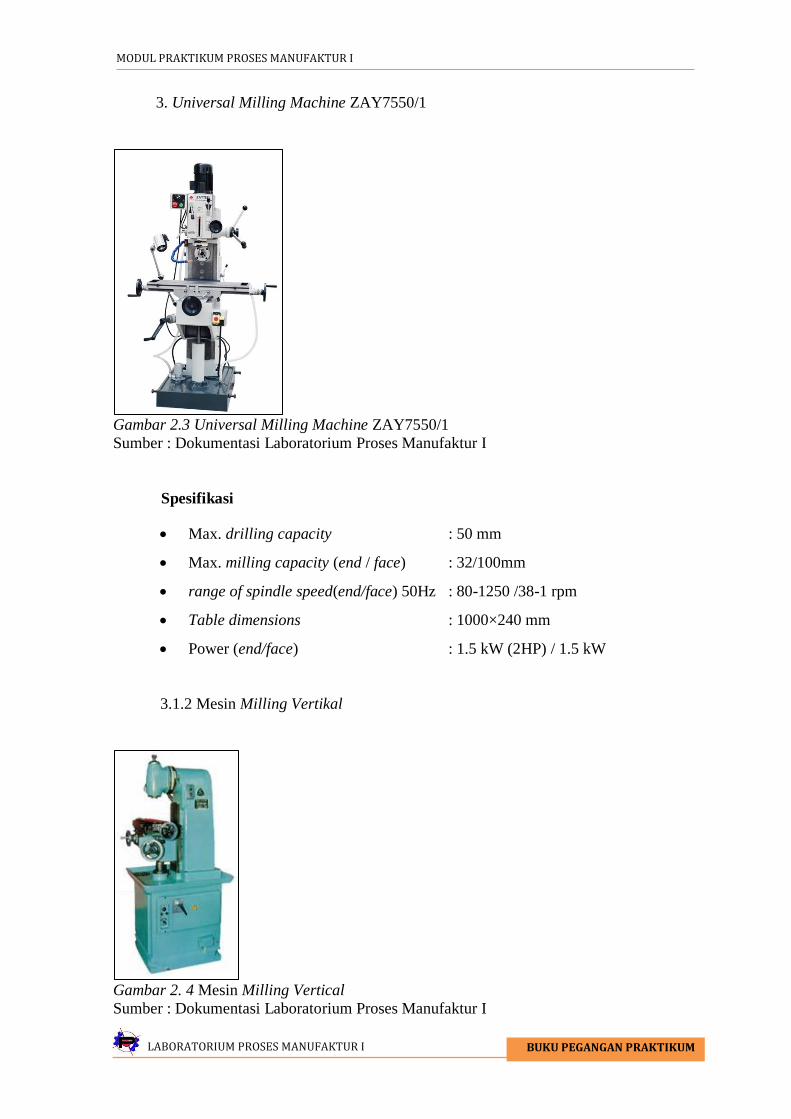
3. Universal Milling Machine ZAY7550/1
Gambar 2.3 Universal Milling Machine ZAY7550/1
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Spesifikasi
Max. drilling capacity : 50 mm
Max. milling capacity (end / face) : 32/100mm
range of spindle speed(end/face) 50Hz : 80-1250 /38-1 rpm
Table dimensions : 1000×240 mm
Power (end/face) : 1.5 kW (2HP) / 1.5 kW
3.1.2 Mesin Milling Vertikal
Gambar 2. 4 Mesin Milling Vertical
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Spesifikasi
Type : X6012
Produksi : Jiangsu - China
Working table area : 125 x 500 mm
Spindle speeds range : 120-1830 rpm
Diameter of mining tool axle : 13,16,22 mm
Main motor power : 1.5 kW
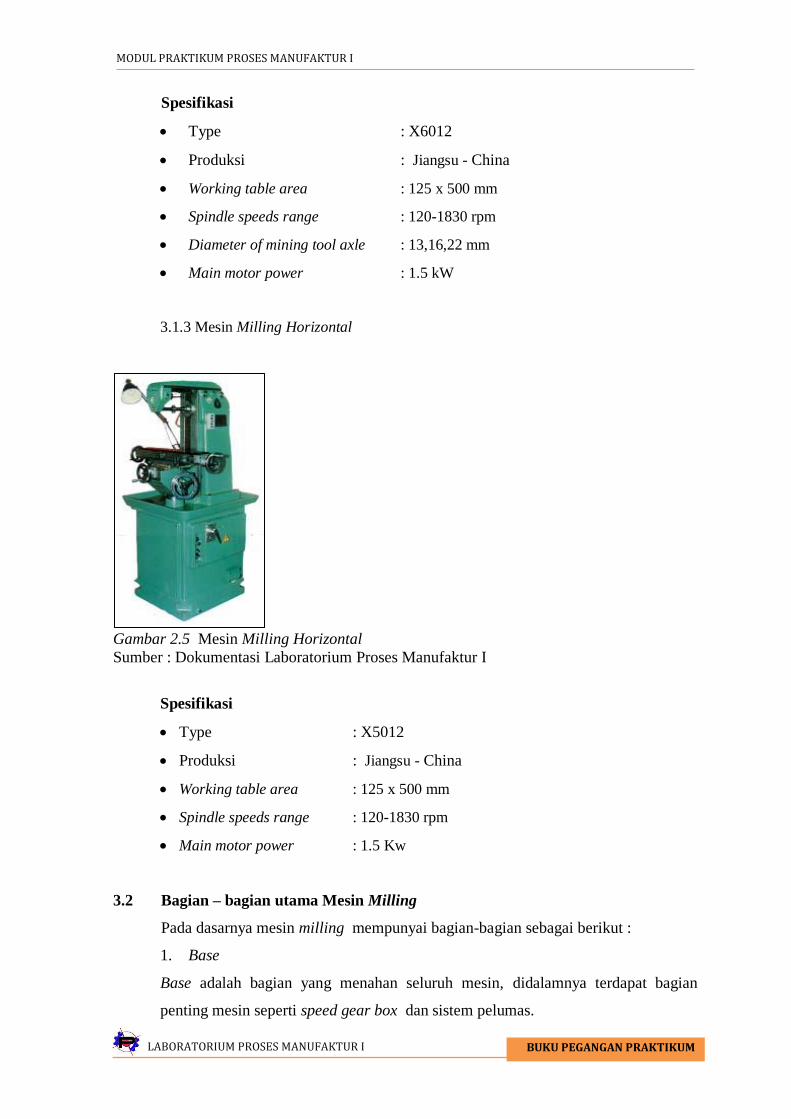
3.1.3 Mesin Milling Horizontal
Gambar 2.5 Mesin Milling Horizontal
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Spesifikasi
Type : X5012
Produksi : Jiangsu - China
Working table area : 125 x 500 mm
Spindle speeds range : 120-1830 rpm
Main motor power : 1.5 Kw
3.2 Bagian – bagian utama Mesin Milling
Pada dasarnya mesin milling mempunyai bagian-bagian sebagai berikut :
1. Base
Base adalah bagian yang menahan seluruh mesin, didalamnya terdapat bagian
penting mesin seperti speed gear box dan sistem pelumas.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
basePush-button station
Table drive
motor
Speed Change
Control Levers
spindle drive
motor
Speed
Gearbox
Countershaft gear
engagement
Column
Overarm
Countershaft gear
Knee
Power feed
engagement
Feed change
controls
Arbor support
Table
Saddle
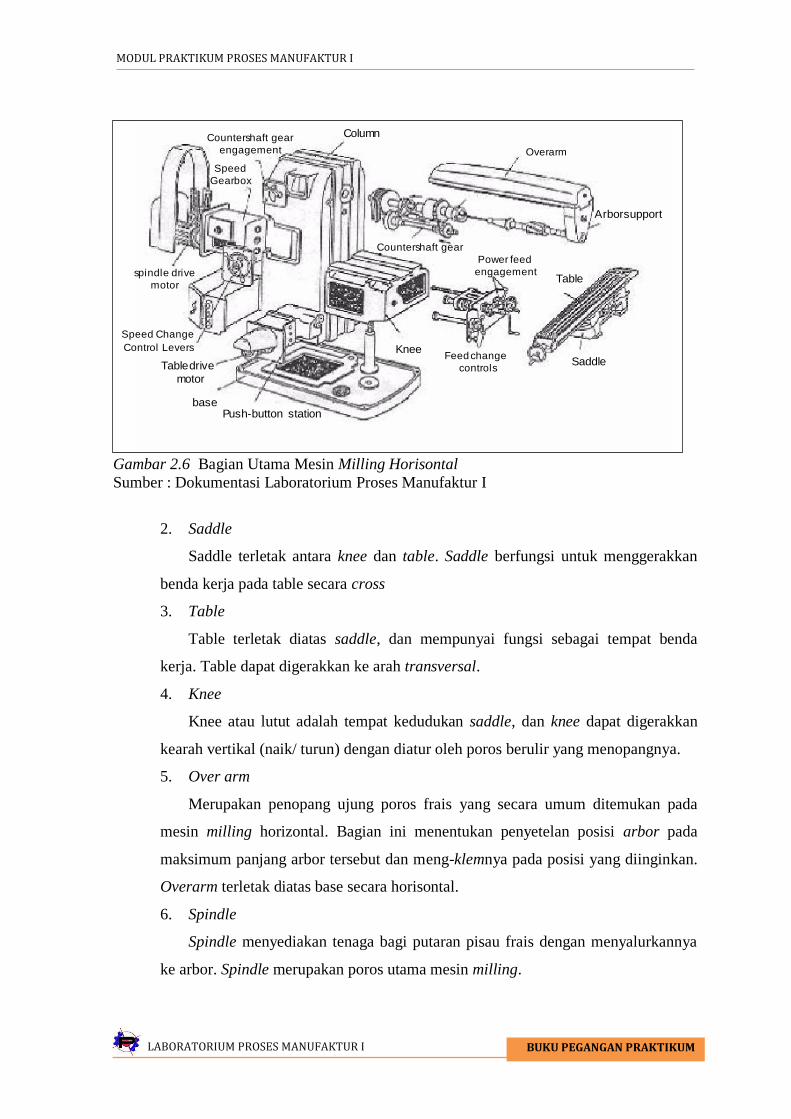
Gambar 2.6 Bagian Utama Mesin Milling Horisontal
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
2. Saddle
Saddle terletak antara knee dan table. Saddle berfungsi untuk menggerakkan
benda kerja pada table secara cross
3. Table
Table terletak diatas saddle, dan mempunyai fungsi sebagai tempat benda
kerja. Table dapat digerakkan ke arah transversal.
4. Knee
Knee atau lutut adalah tempat kedudukan saddle, dan knee dapat digerakkan
kearah vertikal (naik/ turun) dengan diatur oleh poros berulir yang menopangnya.
5. Over arm
Merupakan penopang ujung poros frais yang secara umum ditemukan pada
mesin milling horizontal. Bagian ini menentukan penyetelan posisi arbor pada
maksimum panjang arbor tersebut dan meng-klemnya pada posisi yang diinginkan.
Overarm terletak diatas base secara horisontal.
6. Spindle
Spindle menyediakan tenaga bagi putaran pisau frais dengan menyalurkannya
ke arbor. Spindle merupakan poros utama mesin milling.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
7. Arbor
Arbor adalah tempat kedudukan pahat / pisau frais.
8. Gear box
Gear box merupakan sistem transmisi yang berfungsi untuk mengatur
kecepatan putar pahat.
9. Index dividing head
Merupakan alat yang digunakan untuk memutar / membagi benda kerja melalui
besar sudut tertentu,sehingga menghasilkan pemotongan dengan jarak yang sama.
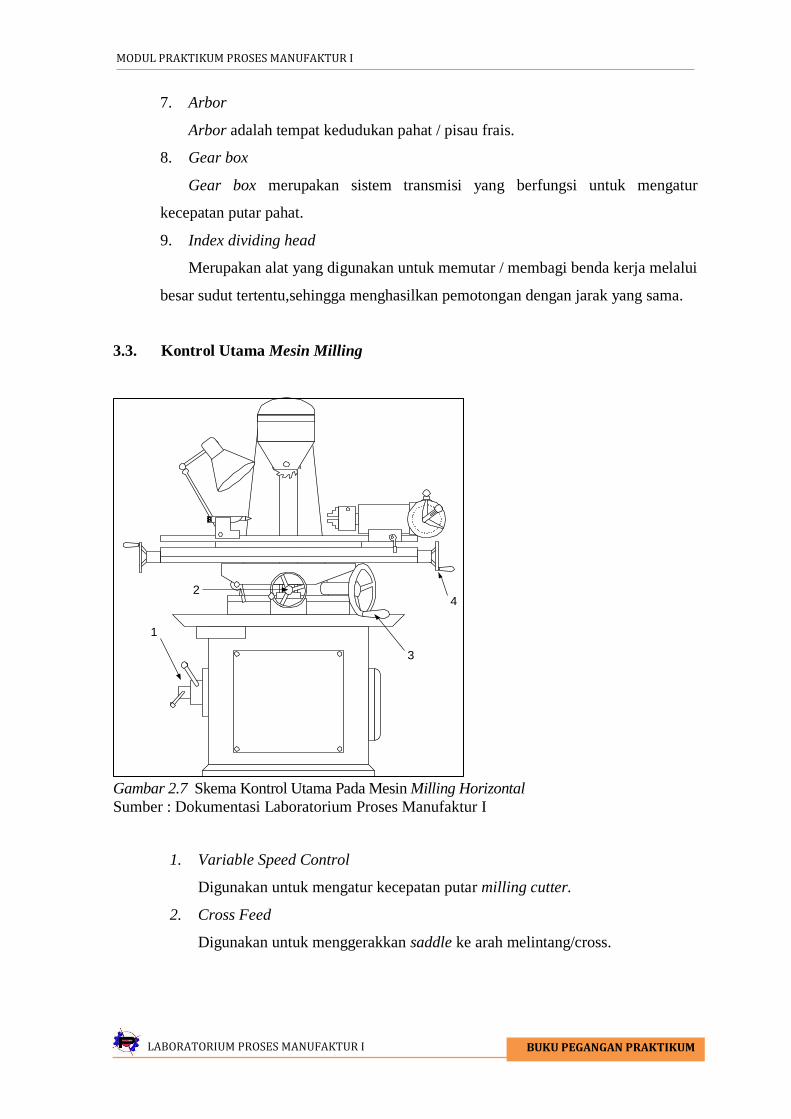
3.3. Kontrol Utama Mesin Milling
1
2
3
4
Gambar 2.7 Skema Kontrol Utama Pada Mesin Milling Horizontal
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
1. Variable Speed Control
Digunakan untuk mengatur kecepatan putar milling cutter.
2. Cross Feed
Digunakan untuk menggerakkan saddle ke arah melintang/cross.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
3. Vertical Feed atau Knee Handwheel
Digunakan untuk menggerakkan knee dalam arah vertikal.
4. Table Transvers Handwheel
Digunakan untuk menggerakkan table dalam arah transversal.
4. PETUNJUK PENGOPERASIAN MESIN
A. Sebelum Menjalankan Mesin
1. Pengecekan mesin yang akan digunakan .
2. Menyiapkan alat –alat dan bahan yang dibutuhkan dalam praktikum.
3. Benda kerja diukur dimensinya, serta lakukan perhitungan secara benar
sebelum dipasang pada table.
4. Benda kerja dipasang pada table, selanjutnya atur posisi benda kerja sehingga
mata pahat menyentuh benda kerja tepat pada sumbu vertikalnya (titik nol).
5. Dari perhitungan, lakukan pengaturan jumlah putaran index crank pada index
plate untuk tiap pemakanan.
6. Atur kecepatan pemotongan sebelum menjalankan mesin, serta atur pula
kedalaman pemotongannya.
7. Mesin dapat dihidupkan.
B. Selama Proses Pengerjaan
1. Pemakanan dilakukan dengan menggerakkan longitudinal feed secara
perlahan .
2. Pastikan milling cutter mempunyai pelumasan yang cukup selama proses
pemotongan.
3. Hilangkan chip dari benda kerja dengan kuas.
4. Untuk pemindahan pemotongan ke bagian lain, jauhkan benda kerja dari
jangkauan milling cutter lalu putar index crank sesuai perhitungan.
5. Pengaturan depth of cut hendaknya tidak terlalu besar, sehingga didapat benda
kerja dengan hasil pemotongan yang baik.
6. Matikan mesin jika hendak melakukan pengukuran, atau jika terjadi gangguan
pada mesin.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
C. Setelah Pengerjaan
1. Matikan mesin.
2. Benda kerja dilepaskan dari mesin.
3. Bersihkan benda kerja dan mesin dari chip yang menempel.
4. Kembalikan peralatan ke tempat semula.
5. ALAT – ALAT YANG DIGUNAKAN
1. Mesin Milling
Digunakan untuk pembuatan benda kerja.
2. Jangka Sorong
Digunakan untuk mengukur dimensi benda kerja.
3. Milling Cutter (Modul = 2,25)
Digunakan untuk pemakanan benda kerja.
4. Stop watch
Digunakan untuk mengetahui waktu dalam proses pemakanan.
5. Kunci Chuck
Digunakan untuk mengencangkan chuck / pencekam, bentuk matanya biasanya
bujur sangkar.
6. Kunci L
Digunakan untuk mengencangkan tailstock agar selama proses pengerjaan,
kedudukan tailstock tidak berubah.
5. Kunci Inggris
Digunakan untuk mengencangkan benda kerja pada poros berulir dan
Mengatur kedudukan sector arm.
6. Obeng (-)
Digunakan untuk mengatur dan mengencangkan index crank.
7. Poros Berulir
Digunakan sebagai tempat kedudukan benda kerja sebelum dipasang pada
chuck.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
6. PENGAMBILAN DATA
6.1 Data yang diperoleh
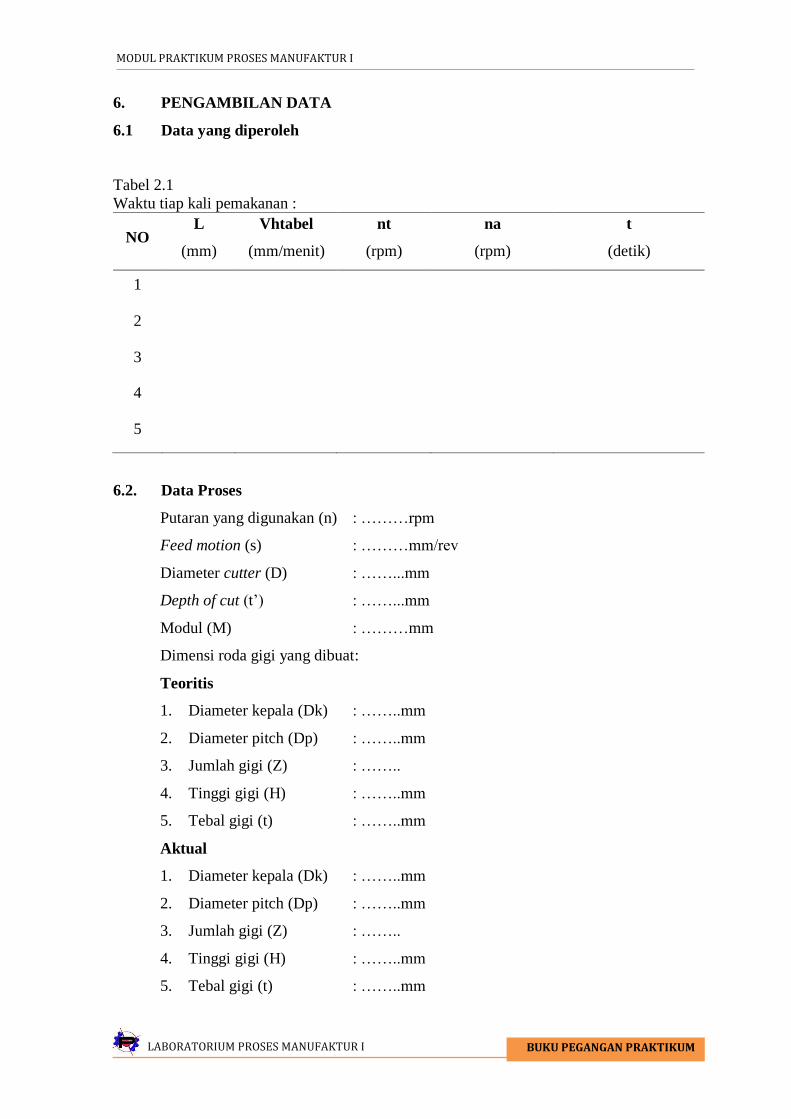
Tabel 2.1
Waktu tiap kali pemakanan :
NO L
(mm)
Vhtabel
(mm/menit)
nt
(rpm)
na
(rpm)
t
(detik)
1
2
3
4
5
6.2. Data Proses
Putaran yang digunakan (n) : ………rpm
Feed motion (s) : ………mm/rev
Diameter cutter (D) : ……...mm
Depth of cut (t’) : ……...mm
Modul (M) : ………mm
Dimensi roda gigi yang dibuat:
Teoritis
1. Diameter kepala (Dk) : ……..mm
2. Diameter pitch (Dp) : ……..mm
3. Jumlah gigi (Z) : ……..
4. Tinggi gigi (H) : ……..mm
5. Tebal gigi (t) : ……..mm
Aktual
1. Diameter kepala (Dk) : ……..mm
2. Diameter pitch (Dp) : ……..mm
3. Jumlah gigi (Z) : ……..
4. Tinggi gigi (H) : ……..mm
5. Tebal gigi (t) : ……..mm
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Bahan benda kerja : aluminium
Konstanta bahan : 32 2
mmkg
Konstanta eksponen : 0,5
Lebar benda kerja : ……… mm
Jumlah gigi worm wheel (K) : ………
Jumlah putaran untuk index plate (x) : ……….
6.3 Rumus Perhitungan
1. Jumlah gigi
M
dpZ ................................................................................................ (6-1)
Dengan :
Z = Jumlah gigi
dp = diameter pitch (mm)
M = modul
Sumber : ............................. (2018,p.19)
2. Diameter Pitch (dp)
M2dkdp .................................................................................. (6-2)
Dengan :
dk = diameter kepala (mm)
Sumber : ............................. (2018,p.19)
3. Jumlah putaran untuk index plate (X)
)putaran(Z
KX ............................................................................ (6-3)
Dengan :
K = jumlah gigi pada worm wheel
Sumber : ............................. (2018,p.19)
4. Tinggi gigi (H)
)mm(M.25,2H ........................................................................ (6-4)
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
5. Tinggi kepala gigi (hk)
)mm(M.khk ..................................................................... (6-5)
Dengan :
k = faktor tinggi kepala (k = 1, 0.8 , 2)
Sumber : ............................. (2018,p.19)
6. Tinggi kaki gigi (hf)
)mm(ckM.khf .............................................................. (6-6)
Dengan :
ck = faktor kelonggaran puncak (ck = 0,25.M)
Sumber : ............................. (2018,p.19)
7. Tebal gigi
)mm(2
M.t
.................................................................................... (6-7)
Sumber : ............................. (2018,p.19)
8. Feed motion (s)
)(.
6)'('menit
nTm
tDtLs
........................................................ (6-8)
Dengan :
L = panjang pemotongan (mm)
t’ = kedalaman pemotongan (mm)
D = diameter milling cutter (mm)
s = feed motion (mm/rev)
n = putaran spindle (rpm)
Tm = Machining time (mnt)
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
9. Gaya pemotongan (Pz)
)kg(s'.t.KPz m ..................................................................................... (6-9)
Dengan :
K = Koefisien bahan (Kg/mm2)
s = Feed motion (mm/rev)
t’ = Depth of cut (mm)
m = konstanta eksponen
Sumber : ............................. (2018,p.19)
10. Momen torsi (Mt)
)mm.Kg(2
D.PzMt .......................................................................... (6-10)
Dengan :
D = diameter milling cutter (mm)
Sumber : ............................. (2018,p.19)
11. Daya pemotongan (Nc)
)Kw(974000
n.MtNc ` ................................................................. (6-11)
Sumber : ............................. (2018,p.19)
12. Kecepatan pemotongan ( Tm )
1000
.. nDv
............................................................................................... (6-12)
Dengan :
n = putaran spindle (rpm)
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
MESIN BOR
Mesin bor ..............................................................................................................................
............................................................................................................................................................
............................................................................................................................................................
............................................................................................................................................................
............................................................................................................................................................
1. TUJUAN PRAKTIKUM
Tujuan umum :
a. Pengenalan secara langsung mesin-mesin perkakas serta cara pengoperasiannya.
b. Peningkatan pengetahuan serta ketrampilan tentang mesin-mesin perkakas.
Tujuan khusus :
a. Dapat mengetahui, menguasai dan menjalankan mesin bor.
b. Mengetahui proses dan cara pengeboran benda kerja dengan menggunakan
mesin bor.
2. PRINSIP KERJA MESIN BOR
Mesin Bor mempunyai prinsip kerja yang sama dengan mesin–mesin lainnya,
yaitu:
1. Main Drive
..............................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
2. Feed Drive
..............................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
3. MESIN BOR
3.1. Spesifikasi Mesin Bor
Type : SB M3
Produksi : Flott GmbH –German
Spindle stroke : 125 mm
Drilling capacity in steel : 25 mm
Drilling capacity in cast iron : 30 mm
Motor : 2 speed 0,75/1,1 kW
3.2. Bagian – bagian utama Mesin Bor
1. Motor listrik
Motor listrik berfungsi sebagai penyuplai tenaga yang dibutuhkan mesin.
2. Puli bertingkat
Merupakan bagian utama sistem transmisi pada mesin bor, berfungsi untuk mengatur
kecepatan putar dan meneruskan daya dari motor listrik.
3. Vee Belt
Digunakan untuk meneruskan daya dan putaran antara puli bertingkat satu dengan
yang lain.
4. Table
Merupakan tempat meletakkan benda kerja dan alat tambahan lain untuk menjepit
benda kerja, misal vise.
3.3. Kontrol Utama Mesin Bor
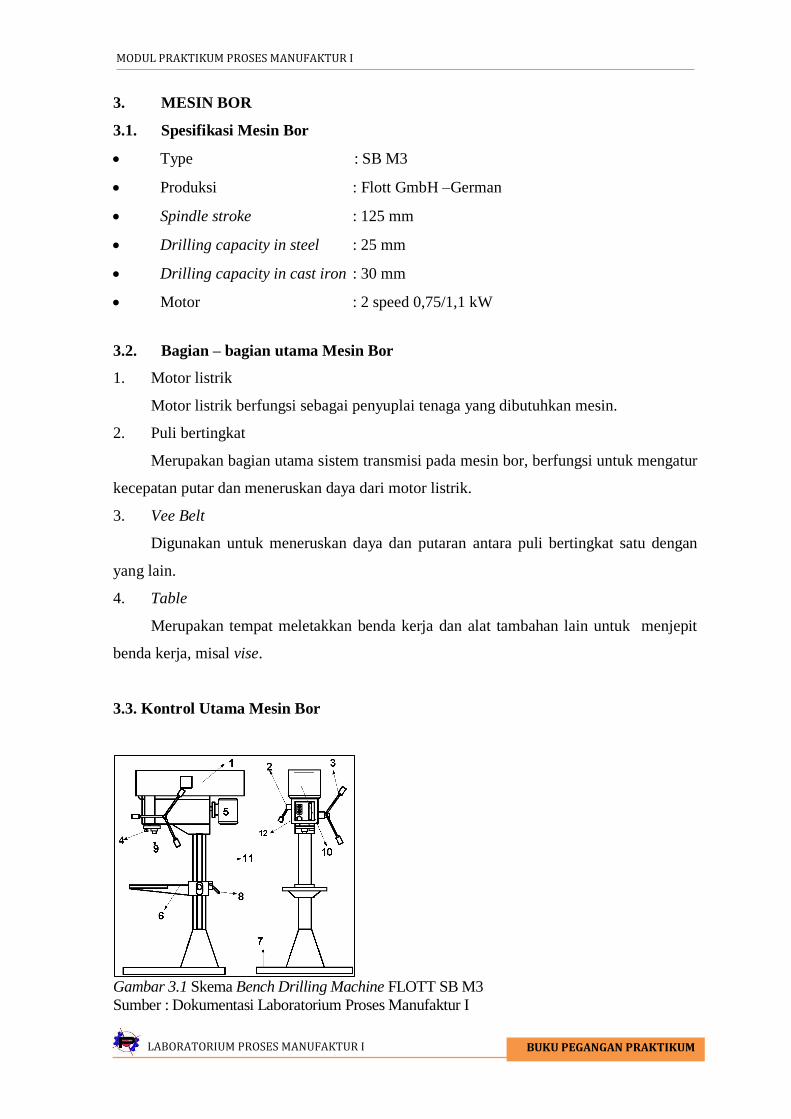
Gambar 3.1 Skema Bench Drilling Machine FLOTT SB M3
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Keterangan gambar :
1. Hood
2. Belt Tensioning Lever
Digunakan untuk mengatur ketegangan belt,sehingga mempermudah dalam
mengatur kecepatan putar yang diinginkan.
3. Drilling Lever
Digunakan dalam proses pemakanan. Drilling Lever mengatur kedudukan mata
bor secara vertikal.
4. Drilling Depth Control
Bagian ini terdapat pada front plate. Drilling depth control digunakan untuk
mengetahui kedalaman pemakanan .
5. Driving Motor
6. Table
7. Base
8. Table Clamp
Table clamp digunakan untuk mengunci kedudukan table.
9. Spindle Head
10. Drilling Chart
11. Rack
12. Front Plate
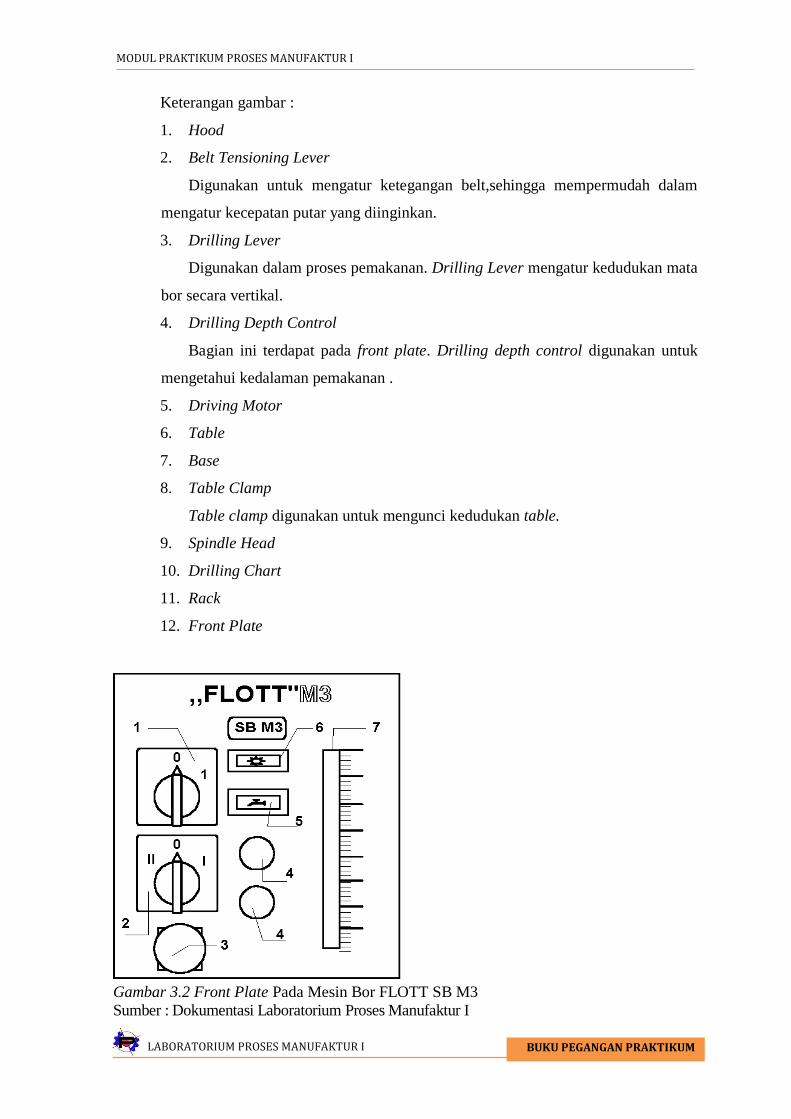
Gambar 3.2 Front Plate Pada Mesin Bor FLOTT SB M3
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Keterangan :
1. Main Switch
Merupakan saklar utama yang berfungsi menghidupkan / mematikan mesin.
2. Two Speed Switch
Digunakan untuk mengatur kecepatan mesin sesuai posisi vee belt pada puli
bertingkat.
3. Emergency Push Button
Merupakan tombol darurat untuk mematikan mesin dengan cepat.
4. Fuse
5. Coolant Switch
Digunakan untuk mengaktifkan coolant.
6. Lighting Switch
Digunakan untik mengaktifkan lampu penerangan.
7. Drilling Depth Scale
Merupakan skala pada sisi luar Drilling Depth Control, digunakan untuk
mengetahui kedalaman pemakanan.
4. PETUNJUK PENGOPERASIAN MESIN
4.1. Langkah – langkah Pengerjaan
A Sebelum Menjalankan Mesin
1. Periksa keadaan mesin dan kelengkapannya.
2. Siapkan benda kerja maupun peralatan yang dibutuhkan dalam proses
pengeboran.
3. Siapkan benda kerja ( plat atau kayu ), tandai bagian-bagian yang akan di bor
dengan penitik.
4. Pasang mata bor pada drill chuck kemudian jepit dengan erat mata bor dengan
menggunakan kunci drill chuck.
5. Atur kedudukan benda kerja pada table, sehingga mata bor dapat menjangkau
bagian yang akan dibor dengan tepat.
6. Saat posisi mesin mati, turunkan mata bor yang sudah terpasang dengan
menggunakan drilling lever untuk memastikan apakah bagian yang akan dibor
sudah tepat kedudukannya.
7. Kemudian jepit bila perlu benda kerja yang akan dibor dengan menggunakan
ragum.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
8. Apabila benda kerja terlalu besar atau mata bor terlalu dekat jaraknya dengan
benda kerja maka kedudukan table dapat diatur dengan menggunakan table clamp.
9. Atur kecepatan putar spindle yang sesuai dengan benda kerja.
B. Saat Menjalankan Mesin
1. Nyalakan mesin dengan memutar main switch dan two speed switch, dan
lakukan pengeboran dengan memutar drilling lever.
2. Putar drilling lever dengan perlahan untuk menghindari kerusakan mata bor
dan kerusakan pada benda kerja.
3. Dilarang menggunakan kaos tangan dari bahan berserat saat menjalankan
mesin bor, rapikan sisi baju yang dapat terkena mesin bor terutama pada lengan
baju, serta singkirkan benda yang dapat menghalangi proses pengeboran untuk
menghindari kecelakaan.
4. Segera matikan mesin jika terjadi gangguan.
C. Setelah Pengerjaan
1. Matikan mesin dengan memutar main switch dan two speed switch
2. Benda kerja dilepaskan dari mesin.
3. Bersihkan benda kerja dan mesin dari chip atau geram yang menempel.
4. Kembalikan peralatan ke tempat semula.
4.2. Alat – alat yang digunakan
1. Mesin Bor
Digunakan untuk pembuatan benda kerja.
2. Mata Bor
Digunakan sebagai alat untuk melubangi benda kerja.
3. Kunci Drill chuck
Digunakan untuk mengencangkan mata bor pada drill chuck
4. Stop watch
Digunakan untuk mengetahui waktu dalam proses pengeboran.
5. Waterpass
Digunakan untuk mendapatkan permukaan yang rata dan tegak lurus dengan
mata bor.
6. Penitik
Digunakan untuk menandai benda kerja yang akan dibor.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
7. Palu
Digunakan untuk memberikan gaya pada penitik.
5. PENGAMBILAN DATA
5.1 Data yang diambil
Tegangan = ....... volt
Diameter mata bor = ....... mm
Kecepatan putar = ....... rpm
Panjang pengeboran = ....... mm
Banyaknya pemakanan = ....... kali
Waktu pengeboran = ....... detik
Konstanta bahan Alumunium = 32 2
mmkg
Pengeboran ke- Waktu Pengeboran (menit)
1
2
3
4
5
Catatan : Untuk waktu pengeboran diambil 5 sample kemudian di rata – rata.
5.2 Rumus perhitungan
1. Kecepatan pengeboran
)menit/m(1000
n.D.v
.......................................................................... (5-1)
Dengan :
D = diameter bor (mm)
n = kecepatan putar spindle (rpm)
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
2. Feed Motion ( s )
)(.
.menit
nTm
iLs ............................................................................... (5-2)
Dengan :
L = kedalaman pengeboran (mm)
i = banyaknya pemakanan
s = feed motion (mm/rev)
n = putaran mesin (rpm)
Sumber : ............................. (2018,p.19)
3. Momen torsi (Mt)
)mm.Kg(s.D.CMt 8,09,1 .................................................................... (5-3)
Dengan :
C = konstanta bahan (kg/mm2)
s = feed motion (mm/rev)
Sumber : ............................. (2018,p.19)
4. Daya pengeboran (Nc)
)Kw(974000
n.MtNc ............................................................................ (5-4)
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
MESIN LAS
...................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
1. TUJUAN PRAKTIKUM
Tujuan umum :
a. Pengenalan secara langsung terhadap mesin las serta cara pengoperasiannya.
b. Peningkatan pengetahuan serta ketrampilan tentang proses pengelasan.
Tujuan khusus :
a. Dapat mengetahui, memahami dan melakukan proses pengelasan.
b. Melatih ketrampilan dalam mengoperasikan mesin las.
2. DASAR PENGELASAN
Berdasarkan cara kerjanya, pengelasan dapat dibagi menjadi tiga macam, yaitu :
a) Pengelasan cair
..............................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
b) Pengelasan tekan
..............................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
c) Pematrian
..............................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
Cara pengelasan yang banyak digunakan adalah las busur listrik, yang antara
lain terdiri dari :
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
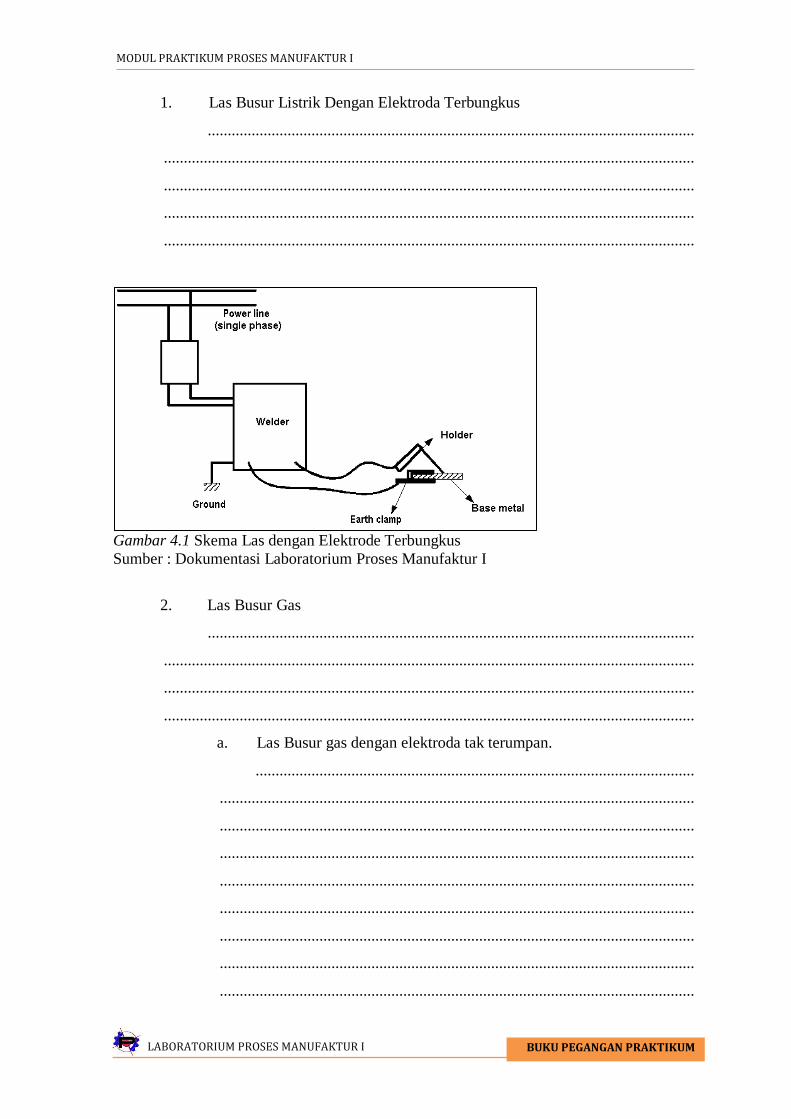
1. Las Busur Listrik Dengan Elektroda Terbungkus
..........................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
Gambar 4.1 Skema Las dengan Elektrode Terbungkus
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
2. Las Busur Gas
..........................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
.....................................................................................................................................
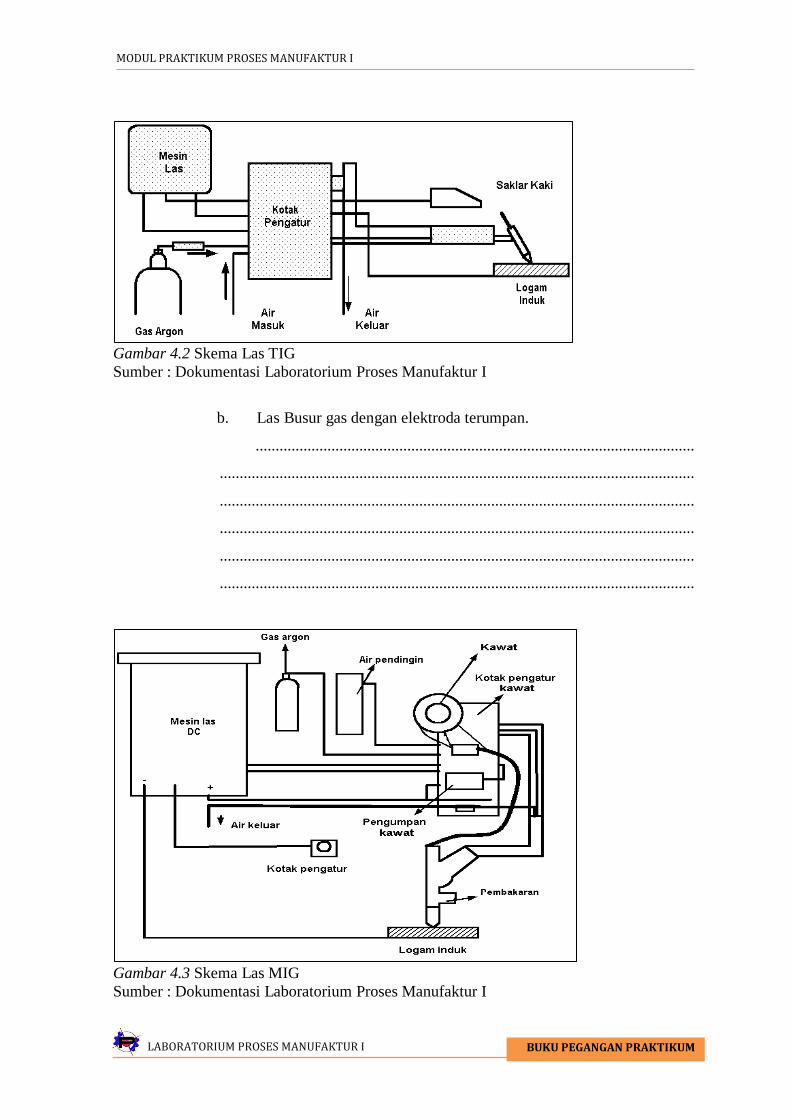
a. Las Busur gas dengan elektroda tak terumpan.
..............................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Gambar 4.2 Skema Las TIG
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
b. Las Busur gas dengan elektroda terumpan.
..............................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
.......................................................................................................................
Gambar 4.3 Skema Las MIG
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
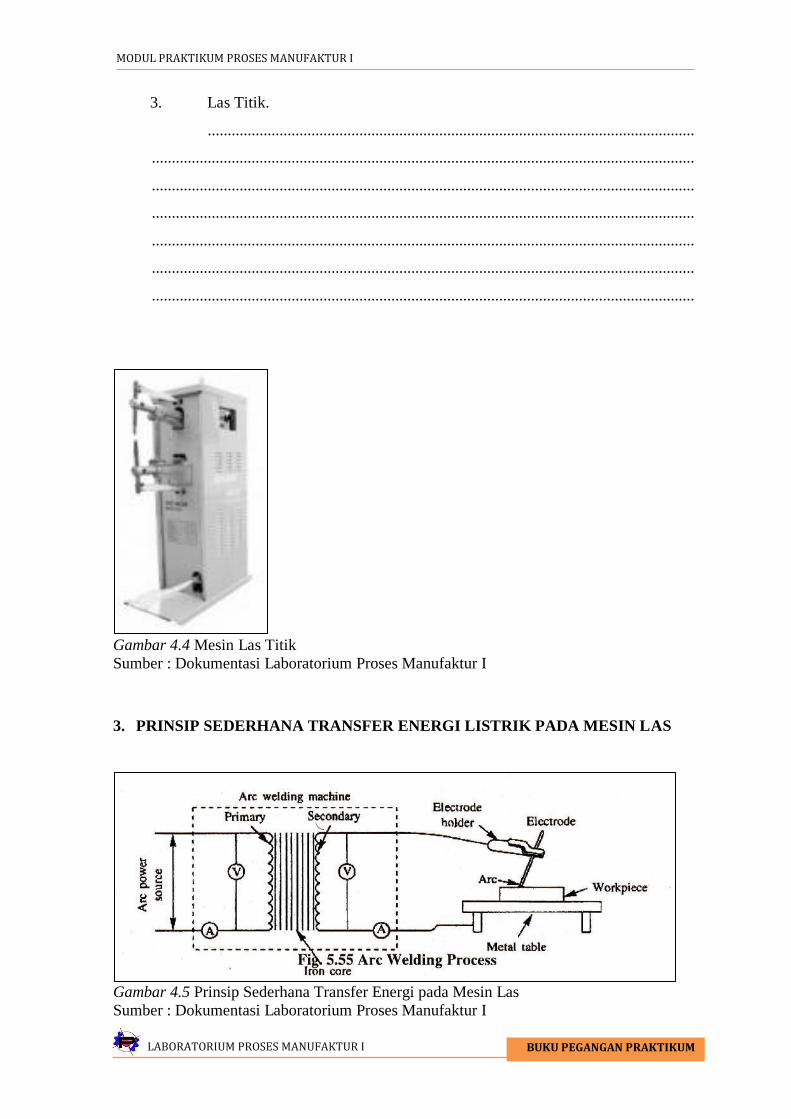
3. Las Titik.
..........................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
Gambar 4.4 Mesin Las Titik
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
3. PRINSIP SEDERHANA TRANSFER ENERGI LISTRIK PADA MESIN LAS
Gambar 4.5 Prinsip Sederhana Transfer Energi pada Mesin Las
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
..........................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
4. MESIN LAS
4.1 Mesin Las SMAW
4.1.1 Spesifikasi
Type : Frowig 205
Produksi : Fronius – Austria
Input : 380 V , 3 Ph, 50 Hz, 5 kVA
Output : 12 - 180 A
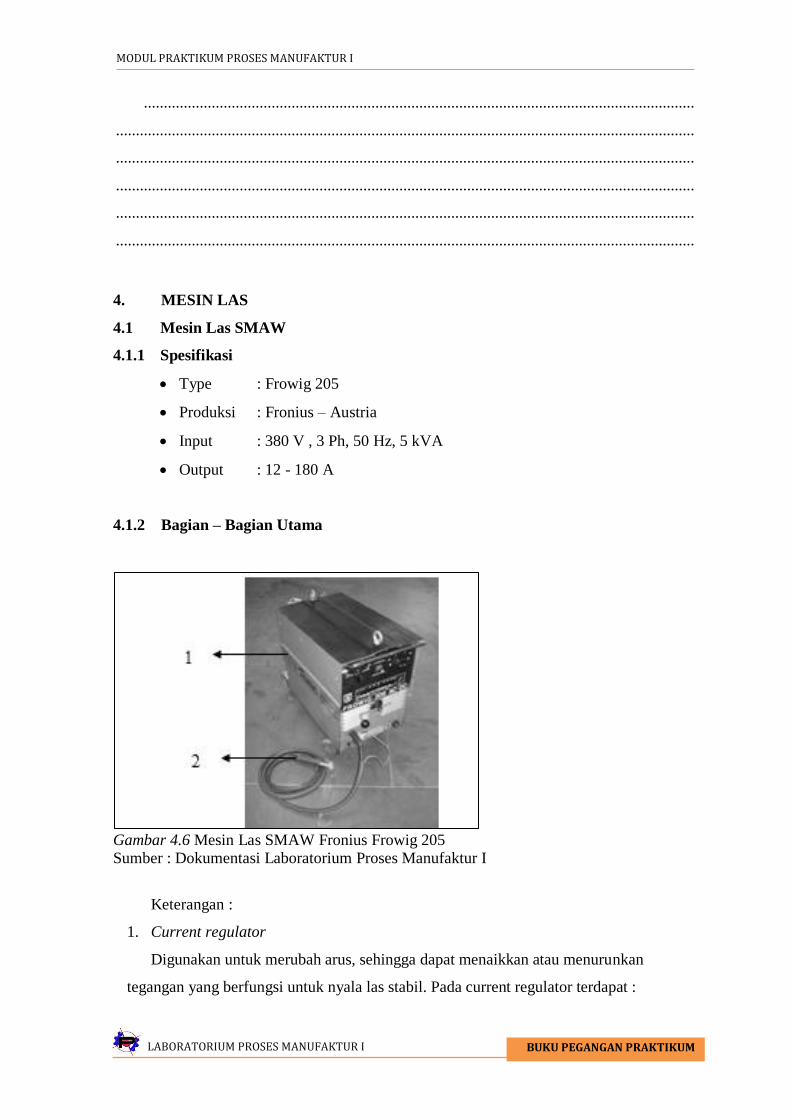
4.1.2 Bagian – Bagian Utama
Gambar 4.6 Mesin Las SMAW Fronius Frowig 205 Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Keterangan :
1. Current regulator
Digunakan untuk merubah arus, sehingga dapat menaikkan atau menurunkan
tegangan yang berfungsi untuk nyala las stabil. Pada current regulator terdapat :
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
a. Power switch
Berfungsi sebagai saklar utama untuk menghidupkan current regulator.
b. Current indicator
Digunakan untuk mengetahui besarnya arus yang digunakan dalam pengelasan.
c. Current adjusting handle
Adalah handle yang digunakan untuk mengatur besarnya arus yang akan
digunakan dalam pengelasan.
2. Tang elektroda
Digunakan untuk memegang elektroda selama pengelasan.
3. Tang massa
Dijepitkan pada benda kerja untuk menghubungkan arus dari current regulator ,
sehingga terjadi loncatan elektron dari tang massa ke elektroda dan menimbulkan
panas.
4. Elektroda
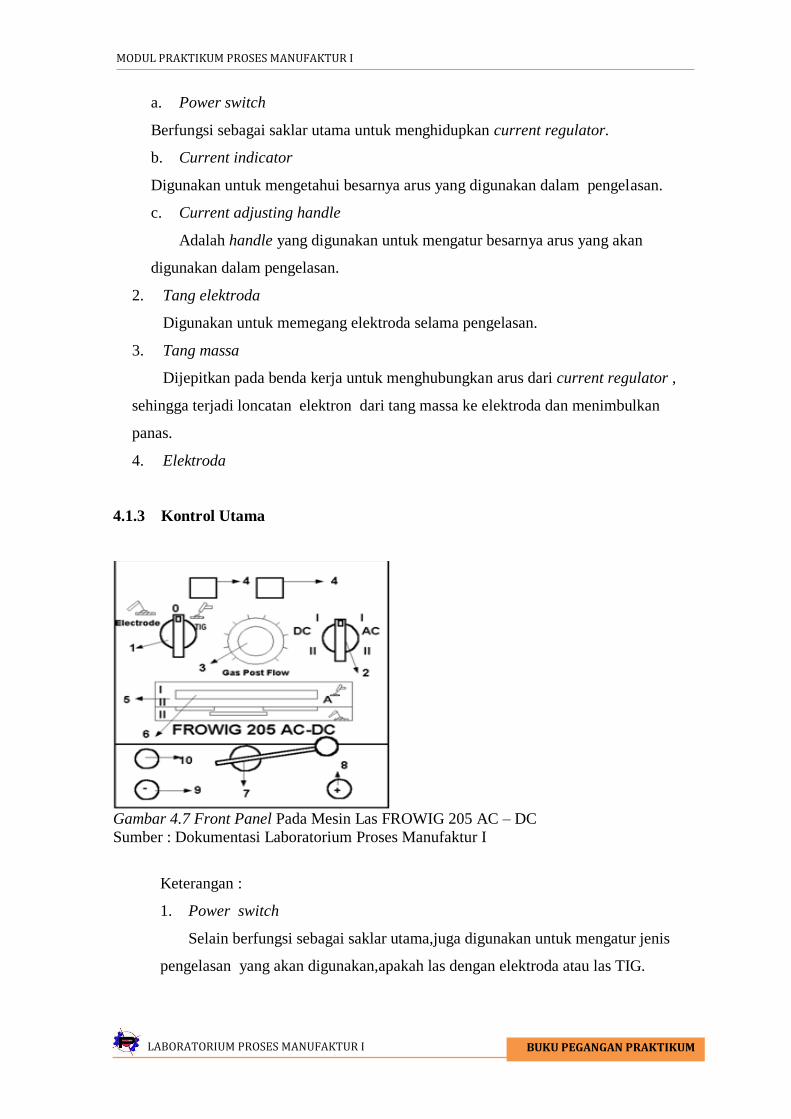
4.1.3 Kontrol Utama
Gambar 4.7 Front Panel Pada Mesin Las FROWIG 205 AC – DC
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Keterangan :
1. Power switch
Selain berfungsi sebagai saklar utama,juga digunakan untuk mengatur jenis
pengelasan yang akan digunakan,apakah las dengan elektroda atau las TIG.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
2. Welding Current Switch
Digunakan untuk menentukan polaritas pengelasan dan level arusnya.
3. Gas Post Flow Adjusting Switch
Digunakan untuk mengatur aliran gas mulia pada las TIG
4. Pilot Lamp
5. Current Indicator
Digunakan untuk menghetahui besar arus yang digunakan dalam pengelasan.
6. Lamp for Current Indicator
Lampu yang menunjukkan besar arus pengelasan.
7. Current Adjusting Handle
Handle untuk mengatur besarnya arus pengelasan.
8. Positive Pole Plug
Kutub positif untuk keluaran mesin las.
9. Negative Pole Plug
Kutub negatif untuk keluaran mesin las.
10. Gas Hose Plug
Merupakan tempat untuk pengeluaran gas mulia pada las TIG.
4.2 Mesin Las SMAW
4.2.1 Spesifikasi
Type : Kombi 260 FL
Produksi : Fronius - Austria
Input : 380 V, 3 Ph, 50 Hz, 5,8 kVA
Output : 18.5 A – 260 A
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
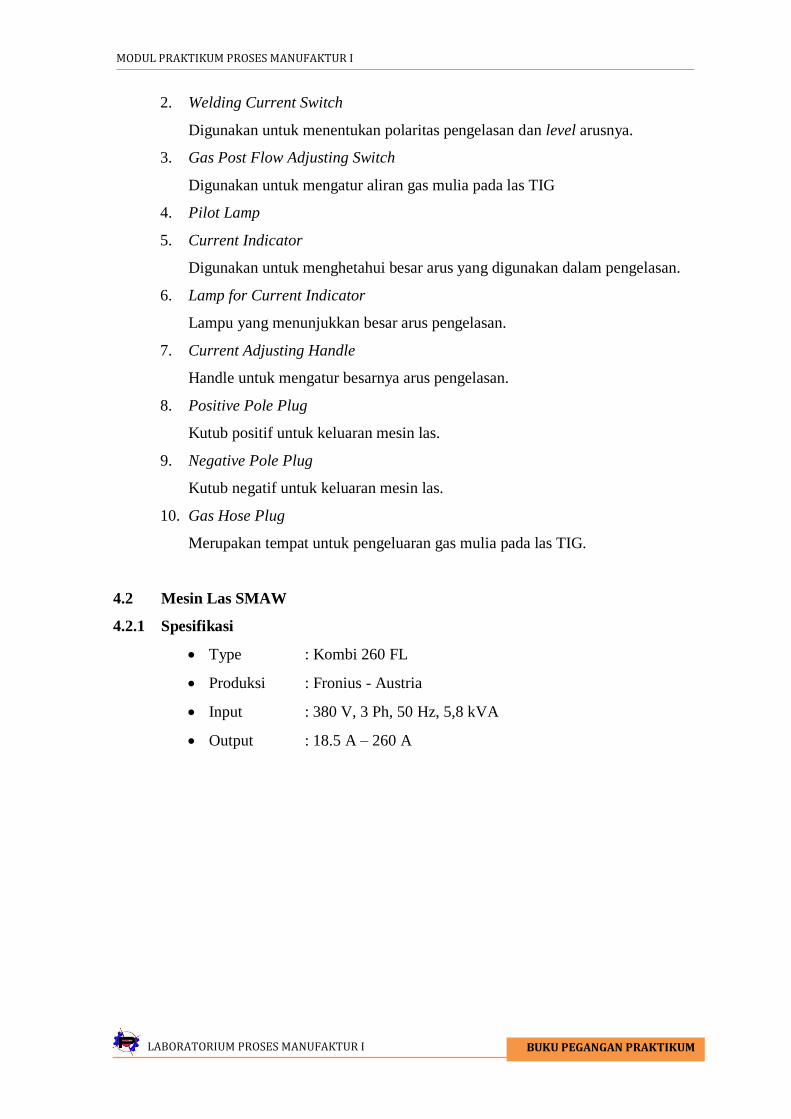
4.2.2 Bagian – Bagian Utama
Gambar 4.8 Mesin Las SMAW Fronius Kombi 260
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Keterangan :
1. Tang massa dan tang elektroda.
Untuk menjepit benda kerja dan elektroda dan mengalirkan arus ke benda kerja
dan electrode.
2. Curent adjusting lever
Untuk mengatur arus pengelasan.
3. Main regulator.
Regulator utama mesin las di dalamnya berisi transformator yang berfungsi
untuk mengubah arus.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
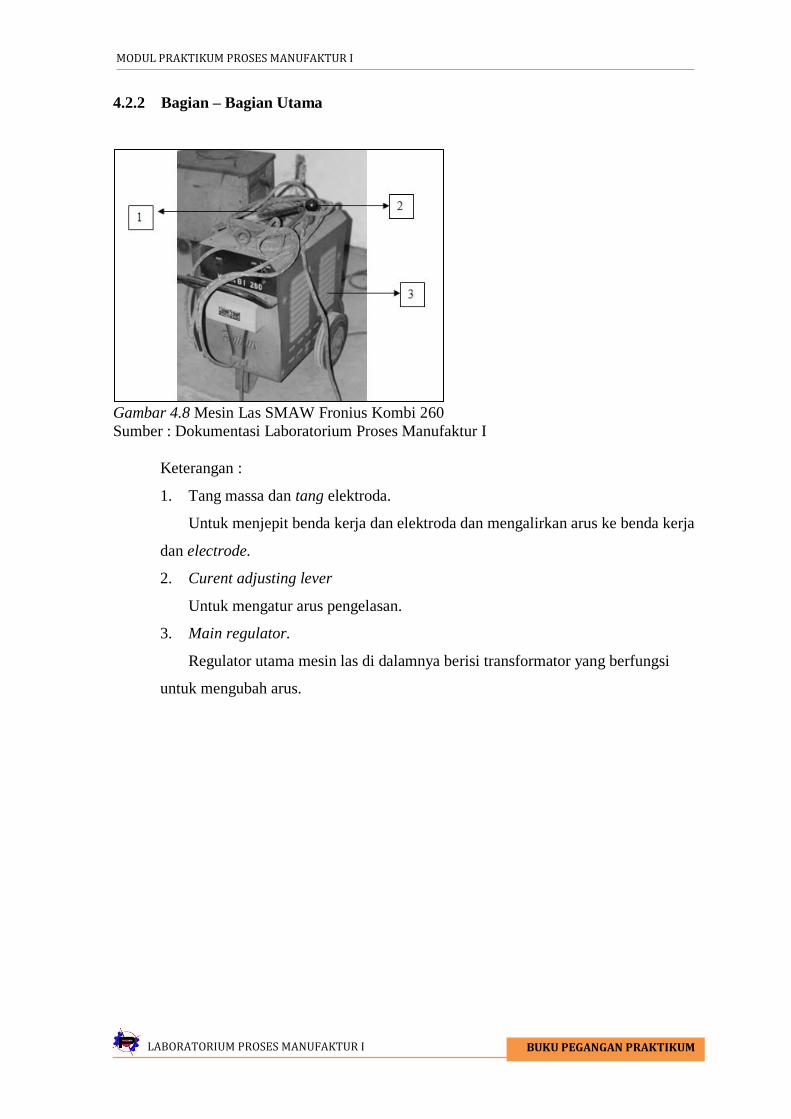
4.3 Mesin Las MIG
Gambar 4.9 Mesin Las MIG Krisbow Thyristor
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
4.3.1 Spesifikasi
Type : Thyristor DC MIG/MAG Welding KW14-143 NBC-350R
Produksi : Krisbow - Indonesia
Input : 380 V, 3 Ph, 50 Hz, 18.1 kVA
Output : 50 – 350 A
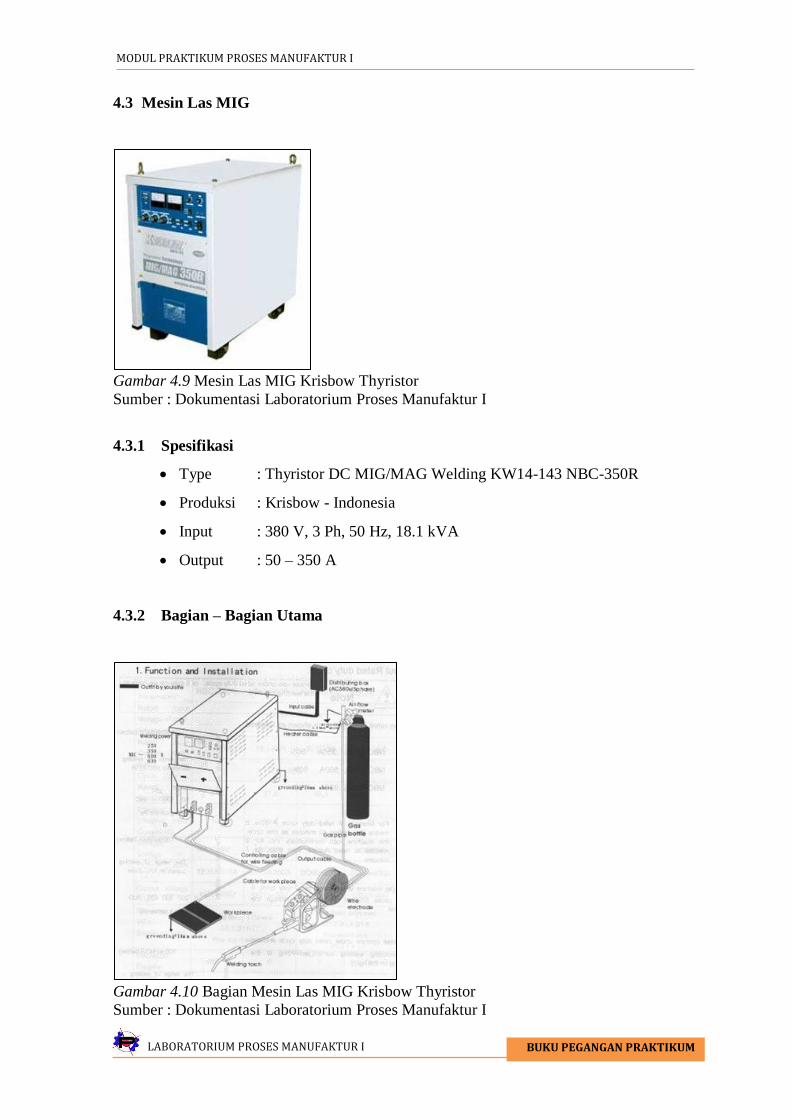
4.3.2 Bagian – Bagian Utama
Gambar 4.10 Bagian Mesin Las MIG Krisbow Thyristor
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Keterangan :
1. Input Cable
Untuk mengalirkan arus utama
2. Gas Bottle
Untuk menyimpan gas pengelasan
3. Output Cable
Untuk mengalirkan arus keluaran ke electroda
4. Controling Cable for Wire Feeding
Untuk mengalirkan arus listrik ke wire feeder
5. Cable for Work Pieces
Untuk mengalirkan arus listrik ke benda kerja (tang massa)
6. Wire Electrode
Untuk pengisi logam las.
7. Welding Torch
Pengumpan electrode dan pengumpan fluks.
8. Heater Cable
Untuk mengalirkan arus ke regulator.
9. Air- FlowMeter
Untuk mengukur debit gas yang keluar.
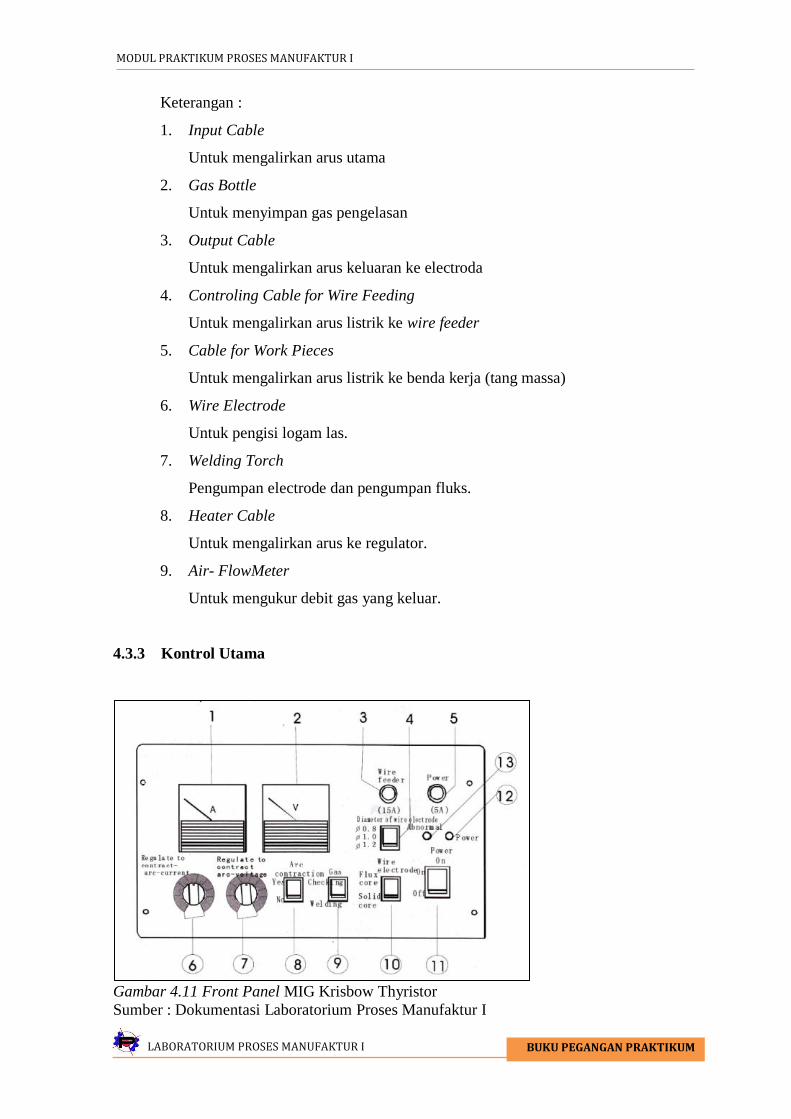
4.3.3 Kontrol Utama
Gambar 4.11 Front Panel MIG Krisbow Thyristor
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Keterangan :
1. Ampere Meter
Untuk menunjukkan arus pengelasan.
2. Voltage Meter
Untuk menunjukkan tegangan pengelasan.
3. Wire Feeder Fuse
Sekring untuk pengaman pengumpan kawat las.
4. Switch Diameter
Untuk menyesuaikan diameter kawat.
5. Power Fuse
Sekring untuk pengaman regulator utama.
6. Regulator of Arc Extinguishing Current
Regulator untuk memilih arus pengelasan
7. Regulator of Arc Extinguishing Voltage
Regulator untuk memilih tegangan pengelasan
8. Switch Of Acr Extinguishig
9. Switch of Gas
Untuk mengecek gas apakah mengalir atau tidak.
10. Switch of Wire Electrode Selection
Untuk memilih tipe kawat las solid atau core wire.
11. Power Switch
Untuk mematikan atau menghidupkan mesin las.
12. Power Source of Indicator Light
Lampu indicator.
13. Thermal Overload indicator Light
Lampu indicator bila terjadi kelebihan beban.
4.4 Mesin Las Titik
4.4.1 Spesifikasi
Type : Point Welder POT – 32
Produksi : Krisbow – Indonesia
Input : 380 V, 3 Ph, 50 Hz, 32 kVA
Primary : 84 A
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
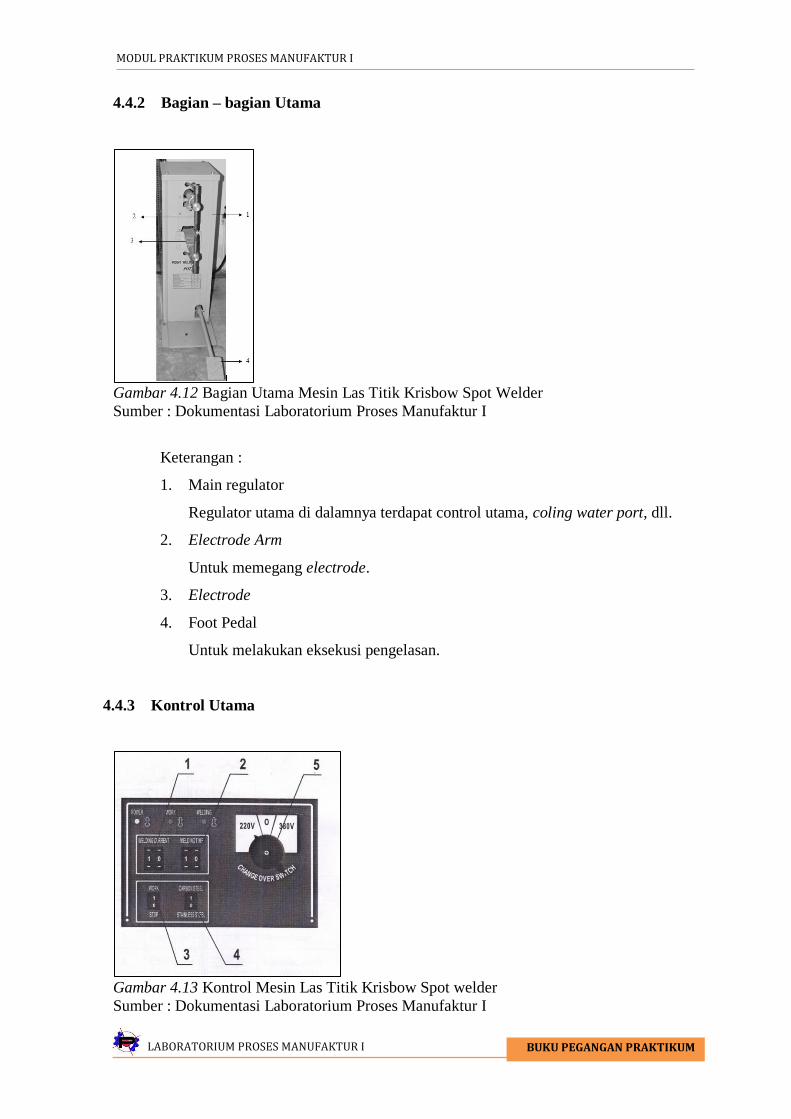
4.4.2 Bagian – bagian Utama
Gambar 4.12 Bagian Utama Mesin Las Titik Krisbow Spot Welder
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Keterangan :
1. Main regulator
Regulator utama di dalamnya terdapat control utama, coling water port, dll.
2. Electrode Arm
Untuk memegang electrode.
3. Electrode
4. Foot Pedal
Untuk melakukan eksekusi pengelasan.
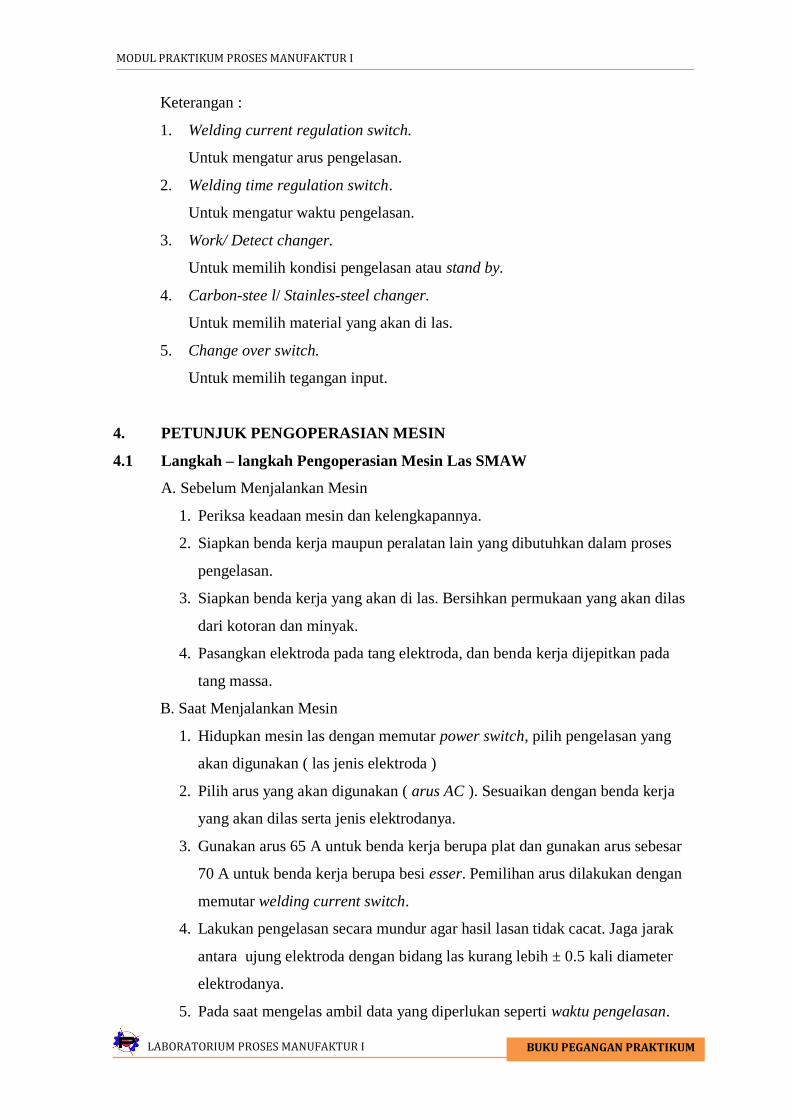
4.4.3 Kontrol Utama
Gambar 4.13 Kontrol Mesin Las Titik Krisbow Spot welder
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Keterangan :
1. Welding current regulation switch.
Untuk mengatur arus pengelasan.
2. Welding time regulation switch.
Untuk mengatur waktu pengelasan.
3. Work/ Detect changer.
Untuk memilih kondisi pengelasan atau stand by.
4. Carbon-stee l/ Stainles-steel changer.
Untuk memilih material yang akan di las.
5. Change over switch.
Untuk memilih tegangan input.
4. PETUNJUK PENGOPERASIAN MESIN
4.1 Langkah – langkah Pengoperasian Mesin Las SMAW
A. Sebelum Menjalankan Mesin
1. Periksa keadaan mesin dan kelengkapannya.
2. Siapkan benda kerja maupun peralatan lain yang dibutuhkan dalam proses
pengelasan.
3. Siapkan benda kerja yang akan di las. Bersihkan permukaan yang akan dilas
dari kotoran dan minyak.
4. Pasangkan elektroda pada tang elektroda, dan benda kerja dijepitkan pada
tang massa.
B. Saat Menjalankan Mesin
1. Hidupkan mesin las dengan memutar power switch, pilih pengelasan yang
akan digunakan ( las jenis elektroda )
2. Pilih arus yang akan digunakan ( arus AC ). Sesuaikan dengan benda kerja
yang akan dilas serta jenis elektrodanya.
3. Gunakan arus 65 A untuk benda kerja berupa plat dan gunakan arus sebesar
70 A untuk benda kerja berupa besi esser. Pemilihan arus dilakukan dengan
memutar welding current switch.
4. Lakukan pengelasan secara mundur agar hasil lasan tidak cacat. Jaga jarak
antara ujung elektroda dengan bidang las kurang lebih ± 0.5 kali diameter
elektrodanya.
5. Pada saat mengelas ambil data yang diperlukan seperti waktu pengelasan.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
6. Untuk data seperti panjang pengelasan dan tebal pengelasan cukup diambil
satu sample.
7. Setelah pengelasan selesai bersihkan terak – terak dari benda kerja yang telah
dilas dengan menggunakan pemukul terak atau sejenisnya.
8. Kemudian uji benda kerja yang telah dilas dengan memberikan beban pada
benda kerja tersebut.
9. Apabila patah atau dirasa belum kuat maka las kembali benda kerja tersebut.
Tetapi apabila sudah kuat maka benda kerja siap di finishing.
C. Setelah Pengerjaan
1. Matikan mesin dengan memutar power switch
2. Bersihkan benda kerja dan mesin..
3. Kembalikan peralatan ke tempat semula.
Peringatan
Sinar yang terjadi pada proses pengelasan dengan elektroda terbungkus berbahaya bagi mata kita.
Karena itu safety goggle / pelindung muka wajib dipakai pada saat melakukan pengelasan.
4.2 Alat – alat yang digunakan
1. Mesin Las SMAW
Digunakan untuk pembuatan benda kerja.
2. Tang
Digunakan untuk menjepit benda kerja pada saat pengelasan apabila
diperlukan.
3. Kacamata las / Topeng Las
Digunakan untuk melindungi mata pada saat proses pengelasan berjalan.
4. Stop watch
Digunakan untuk mengetahui waktu dalam proses pengelasan.
5. Penggaris Siku
Digunakan untuk menentukan kedudukan benda kerja sebelum dilas.
6. Kikir
Digunakan untuk menghaluskan permukaan setelah proses pemotongan.
7. Roll Meter
Digunakan untuk mengukur benda kerja sebelum dan setelah dipotong.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
8. Gergaji besi
Digunakan untuk memotong material.
9. Sikat Kawat
Digunakan untuk membersihkan terak pada benda kerja.
10. Pemukul Terak
Digunakan untuk menghilangkan terak yang menempel pada hasil lasan.
11. Spray Gun
Digunakan untuk finising pada proses mengecat.
12. Cat Besi
Digunakan untuk memberikan warna dan mencegah korosi benda kerja.
13. Kuas
Digunakan untuk meratakan cat di permukaan benda kerja.
5. PENGAMBILAN DATA
5.1 Data yang diambil
Jenis bahan = Baja Esser
Tegangan = …… Volt
Arus = …… Ampere
Tebal Las = ........ mm
Panjang Pengelasan = ........ mm
Tahanan = ........ Ohm
Waktu pengelasan = ........ Detik
Faktor daya = 0,8
Tegangan geser = 37,5 kg / mm2
5.2 Rumus perhitungan
1. Heat Input ( P)
)(cos.. WIVP ...................................................................... (5-1)
Dengan :
V = tegangan (Volt)
I = besar arus ( Ampere)
Cos α = faktor daya
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
2. Kekuatan las ( Po )
)Kg(.L.h.2Po ....................................................................... (5-2)
Dengan :
h = tebal las (mm)
L = panjang pengelasan (mm)
σ = tegangan geser ijin (Kg/mm2)
Sumber : ............................. (2018,p.19)
3. Panas yang timbul ( Q )
)Kalori(RTI.24,0Q 2 ................................................................... (5-3)
Dengan :
R = tahanan (Ohm)
t = waktu pengelasan (detik)
Sumber : ............................. (2018,p.19)
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
POWER HACK SAW
.....................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
1. PRINSIP KERJA
.....................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
2. SPESIFIKASI ALAT :
Type : BSM 210 1240
Produksi : Kasto Machinenbau Gmbh – German
3. BAGIAN UTAMA POWER HACK SAW
Power hack saw yang dimiliki Laboratorium Proses Manufaktur I mempunyai
bagian-bagian utama sebagai berikut :
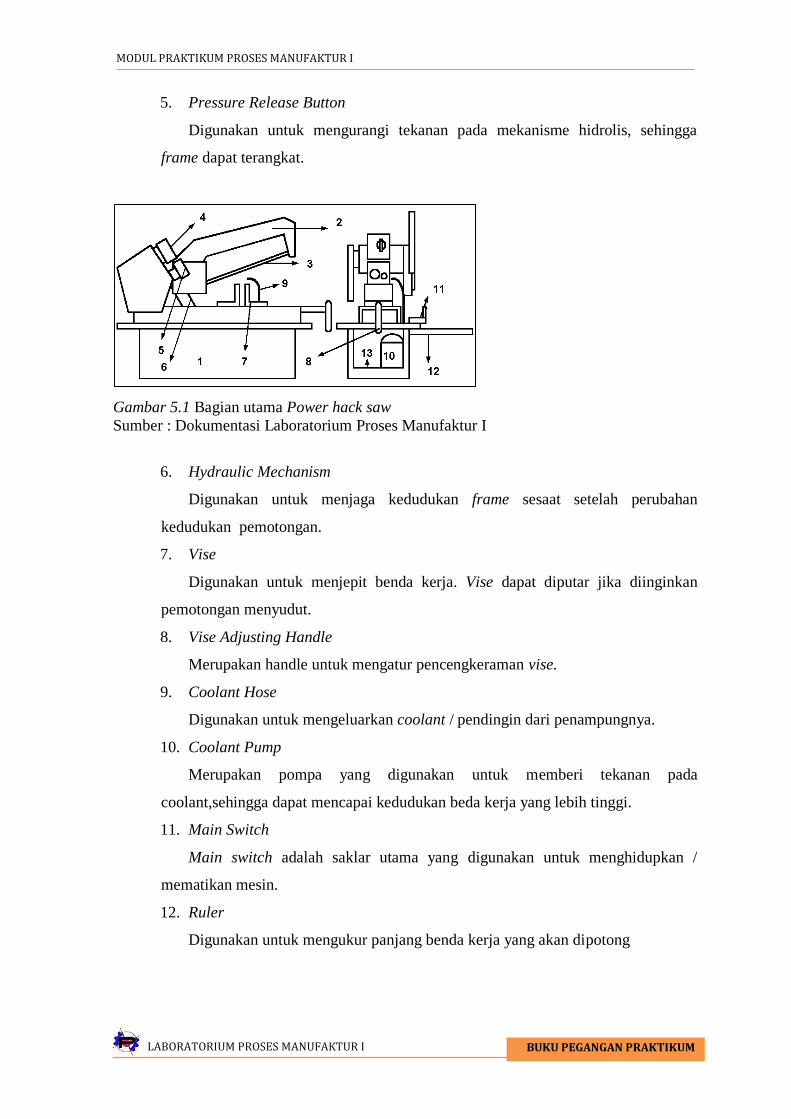
1. Base
Merupakan dasar dari komponen mesin
2. Frame
Berfungsi untuk memegang blade saat pemotongan.
3. Blade
Merupakan pemotong benda kerja dan dapat diganti sesuai keperluan.
4. Speed Change Switch
Digunakan untuk mengatur kecepatan gerak pemotongan.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
5. Pressure Release Button
Digunakan untuk mengurangi tekanan pada mekanisme hidrolis, sehingga
frame dapat terangkat.
Gambar 5.1 Bagian utama Power hack saw
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
6. Hydraulic Mechanism
Digunakan untuk menjaga kedudukan frame sesaat setelah perubahan
kedudukan pemotongan.
7. Vise
Digunakan untuk menjepit benda kerja. Vise dapat diputar jika diinginkan
pemotongan menyudut.
8. Vise Adjusting Handle
Merupakan handle untuk mengatur pencengkeraman vise.
9. Coolant Hose
Digunakan untuk mengeluarkan coolant / pendingin dari penampungnya.
10. Coolant Pump
Merupakan pompa yang digunakan untuk memberi tekanan pada
coolant,sehingga dapat mencapai kedudukan beda kerja yang lebih tinggi.
11. Main Switch
Main switch adalah saklar utama yang digunakan untuk menghidupkan /
mematikan mesin.
12. Ruler
Digunakan untuk mengukur panjang benda kerja yang akan dipotong
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
Petunjuk Pengoperasian
1. Siapkan benda kerja, ukur dan tandai bagian yang akan dipotong.
2. Cek keadaan mesin
3. Letakkan benda kerja pada vise dan atur posisi pemotongannya. Pastikan
kedudukan blade tepat pada bagian yang akan dipotong. Kemudian kencangkan
vise dangan memutar handle-nya sehingga benda kerja tercengkeram dengan baik.
4. Atur posisi coolant hose (jika pemotongan memerlukan coolant) pada bagian
yang akan dipotong, pastikan kran dalam posisi terbuka jika akan coolant akan
digunakan.
5. Atur posisi blade pada permukaan benda kerja , kemudian hidupkan mesinnya.
6. Gunakan kecepatan yang sesuai dengan mengatur posisi switch.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
MESIN PRESS
...................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
Spesifikasi Alat:
Type : NSP 15
Produksi : Nagasaki Jack – Japan
Max. Capacity : 15 ton
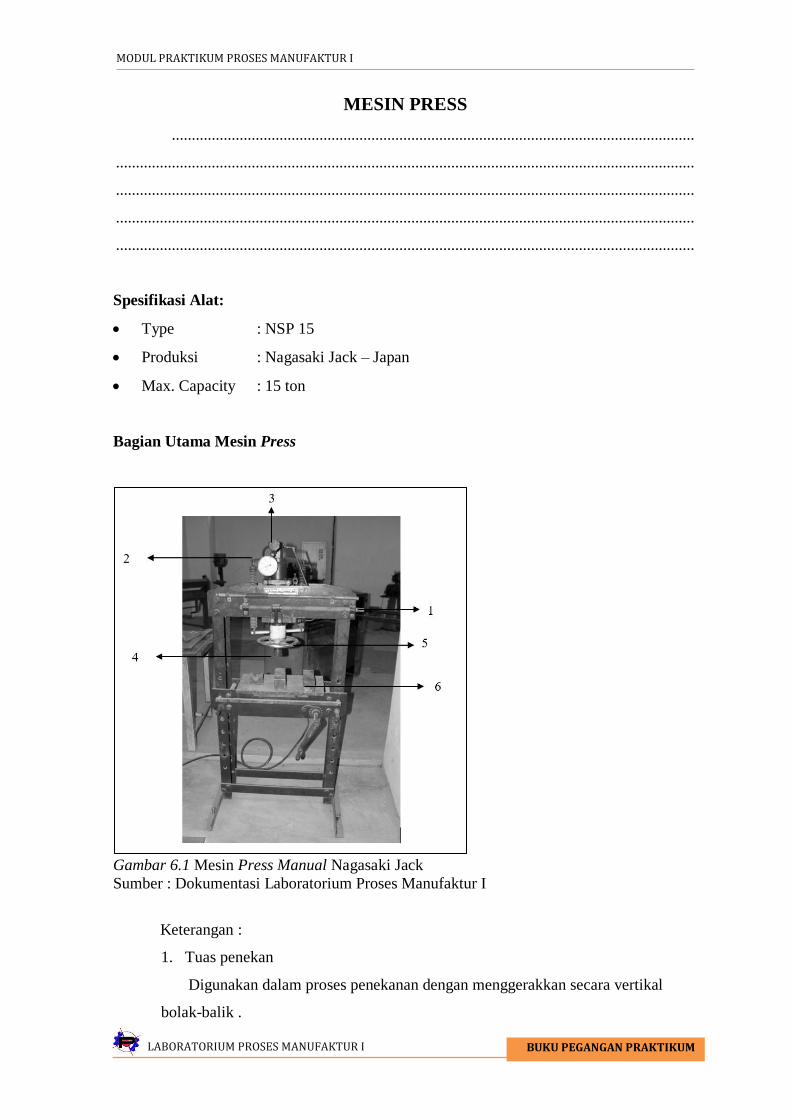
Bagian Utama Mesin Press
Gambar 6.1 Mesin Press Manual Nagasaki Jack
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
Keterangan :
1. Tuas penekan
Digunakan dalam proses penekanan dengan menggerakkan secara vertikal
bolak-balik .
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
2. Indikator tekanan
Menunjukkan besarnya penekanan pada benda kerja.
3. Kran pengatur katup tekanan
Untuk mengatur posisi katup pada sistem hidrolik mesin sehingga tekanan
dapat diberikan pada benda kerja ataupun dilepas setelah proses penekanan selesai
dilakukan.
4. Lengan penekan
5. Roda pengatur lengan penekan
Digunakan untuk mengatur panjang lengan penekan yang dibutuhkan.
6. Table
Petunjuk Pengoperasian
1. Letakkan benda kerja pada table.
2. Tutup katup penekan dengan mengatur kran.
3. Atur posisi dan panjang lengan penekan (jika dibutuhkan mal/pola tekan, maka
diletakkan dibawah lengan penekan)
4. Lakukan penekanan dengan menggerakkan tuas penekan sampai terbentuk
benda kerja yang diinginkan.
5. Buka katup tekanan dan benda kerja dapat dilepas dari table.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
MESIN TEKUK
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
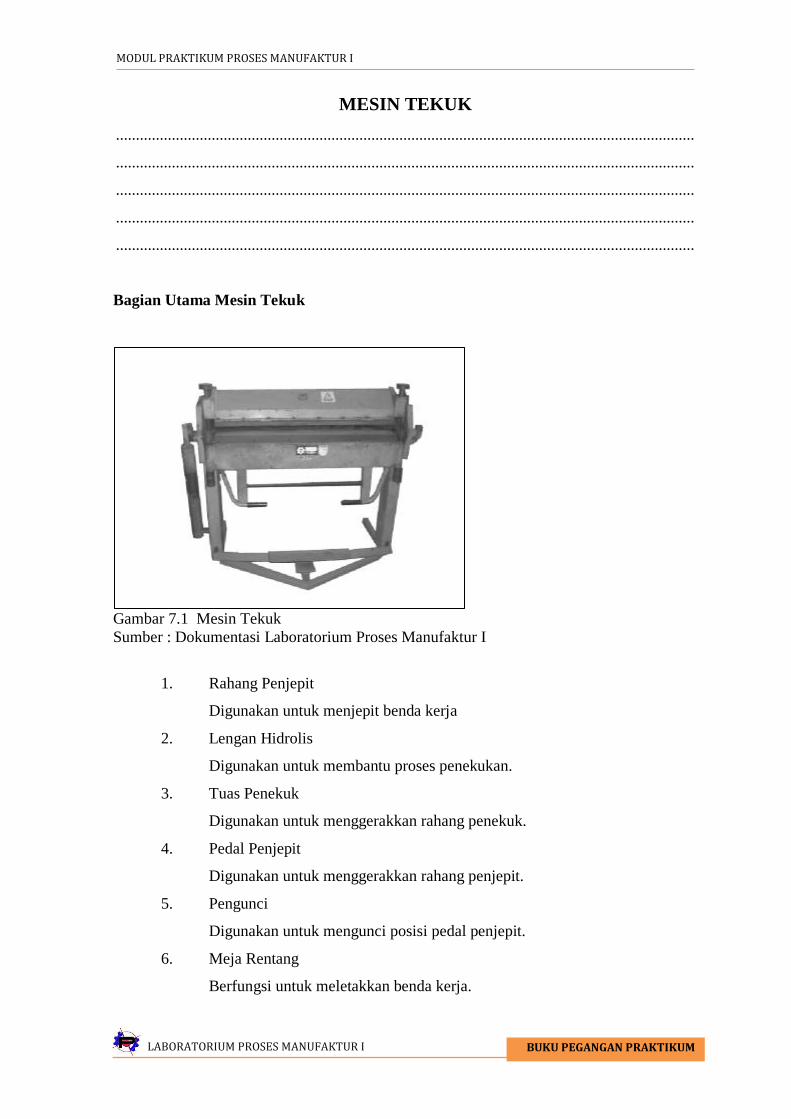
Bagian Utama Mesin Tekuk
Gambar 7.1 Mesin Tekuk
Sumber : Dokumentasi Laboratorium Proses Manufaktur I
1. Rahang Penjepit
Digunakan untuk menjepit benda kerja
2. Lengan Hidrolis
Digunakan untuk membantu proses penekukan.
3. Tuas Penekuk
Digunakan untuk menggerakkan rahang penekuk.
4. Pedal Penjepit
Digunakan untuk menggerakkan rahang penjepit.
5. Pengunci
Digunakan untuk mengunci posisi pedal penjepit.
6. Meja Rentang
Berfungsi untuk meletakkan benda kerja.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
7. Rahang Penekuk
Digunakan untuk membentuk tekukan dengan sudut tertentu pada benda
kerja.
Petunjuk Pengoperasian
1. Ukur dan tandai bagian benda kerja yang akan dibentuk.
2. Letakkan benda kerja pada meja rentang dengan posisi bagian yang akan
ditekuk pada bibir rahang penekuk.
3. Jepit benda kerja dengan menekan pedal penjepit dan kunci posisi pedal
penjepit dengan menekan pengunci jika diperlukan.
4. Gerakkan tuas penekuk untuk menggerakkan rahang penekuk sehingga benda
kerja membentuk sudut yang diinginkan.
5. Lepaskan jepitan benda kerja dengan membuka kuncian pada pedal penjepit.
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
KESIMPULAN DAN SARAN
8.1 Kesimpulan
........................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
8.2 Saran
........................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LABORATORIUM PROSES MANUFAKTUR I
MODUL PRAKTIKUM PROSES MANUFAKTUR I
BUKU PEGANGAN PRAKTIKUM
CATATAN PENTING
Tugas atau pengarahan di luar buku pegangan bisa dituliskan di sini
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................