bab ii tinjauan pustaka dan landasan teori 2.1 2.1
TRANSCRIPT
II-1
BAB II
TINJAUAN PUSTAKA DAN LANDASAN TEORI
2.1 Tinjauan Pustaka
2.1.1 Pengujian pada Pahat
Pengujian pada pahat telah dilakukan oleh beberapa orang, tetapi informasi
yang didapatkan masih minim. Nugroho dan Senoaji (2010) dalam jurnalnya
yang berjudul “Karakterisasi Pahat Bubut High Speed Steel (Hss) Bohler Tipe
Molibdenum (M2) Dan Tipe Cold Work Tool Steel (A8)” membandingkan
pahat bubut bohler jenis molybdenum dan cold work tool steel berdasarkan
keausan dan umur pahat. Pengujian dilakukan dengan membubut baja ST40
divariasikan dengan kecepatan potong yang berbeda (19.99, 26.53, 25.72,
30.65)m/min. Dari hasil penelitian Nugroho dan Senoaji menyimpulkan :
Keausan tepi pahat bubut HSS semakin meningkat dengan bertambahnya
kecepatan potong. Laju keausan tepi pahat HSS bohler jenis molybdenum lebih
lambat dari pada pahat HSS bohler jenis cold work tool steel. Jadi pahat bohler
jenis molybdenum memiliki umur pahat yang lebih lama dari pahat bohler jenis
cold work tool steel.[2]
2.1.2 Pengukuran Kebisingan
Pengukuran kebisingan pada pahat telah dilakukan oleh beberapa orang, tetapi
informasi yang didapatkan masih minim. Eka Sunitra (dalam Sumange:2016)
dalam jurnalnya yang berjudul “Analisis Karakteristik Kebisingan Knalpot
Komposit Pada mobil Toyota Kijang Tipe7K”, pada penelitiannya menganalisa
pengaruh peredaman kebisingan knalpot komposit pada engine dengan variasi
putaran mesin memakai sound level meter. Knalpot komposit tersebut di pasang
pada enginestand lalu dilakukan pengukuran Kebisingan pada setiap titik
sebanyak empat kali searah sumbu ( X+, X-, Y- dan Z- ) sejarak 1 meter
II-2
dengan variasi putaran 900, 1500, 2000, 2500 dan 3000 rpm. Eka Sunitra
menyimpulkan dalam analsisnya bahwa[3] :
-Nilai tingkat tekanan bunyi rata – rata (kebisingan) pada knalpot komposit
meningkat seiring dengan kenaikan putaran mesin
-Nilai karakterisitik kebisingan untuk setiap kenaikkan variasi putaran yang
sama tidak sama. semakin tinggi putaran mesin maka perbedaan perubahan
kebisingan semakin besar.
2.1.3 Pengukuran Getaran pada Pahat
Alfan (2016) melakukan pengujian getaran pada pahat bubut jenis HSS untuk
mengetahui karakteristiknya dengan melakukan variasi putaran dan kecepatan
pemakanan pada proses pembubutan. Adapun kesimpulan dari hasil pengujian adalah
semakin tinggi feeding, maka semakin tinggi amplitudo yang dihasilkan. Bila
diurutkan dari nilai amplitudo tertinggi, maka nilai yang tertinggi adalah feeding
0.112 mm/rev, 0.067 mm/rev dan 0.045 mm/rev, dengan nilai amplitudo sebesar 0.62
m/s, 0.58 m/s dan 0.56 m/s. Kecepatan putar mempengaruhi amplitudo getaran pada
pahat bubut. Bila perubahan kecepatan putar diurutkan dari nilai amplitudo tertinggi,
maka nilai yang tertinggi adalah 740 rpm, 260 rpm dan 440 rpm, dengan nilai
amplitudo sebesar 0.62 m/s, 0.55 m/s dan 0.5 m/s. Getaran terbesar terjadi pada
kecepatan putar 740 rpm dengan feeding 0.112 mm/rev dengan nilai amplitudo 0.62
m/s. Getaran sedang terjadi pada kecepatan putar 260 rpm dengan feeding 0.067
mm/rev dengan nilai amplitudo 0.49 m/s. Untuk Parameter pembubutan yang paling
baik adalah jika menggunakan kecepatan putar 440 rpm dengan feeding 0.045
mm/rev dengan nilai amplitudo 0.41 m/s. Getaran yang besar dalam proses
pembubutan dapat sangat merugikan, dikarenakan dapat berpengaruh terhadap
keausan pahat, umur pahat semakin berkurang dan juga permukaan benda kerja
menjadi kasar. Jika getarannya kecil, maka umur pahat akan lebih lama dan
permukaan benda kerja yang dihasilkan akan lebih halus.[14]
II-3
2.2 Landasan Teori
2.2.1 Proses Pembubutan
Proses bubut merupakan salah satu dari berbagai macam proses permesinan dimana
proses permesinan sendiri adalah proses pemotongan logam yang bertujuan untuk
mengubah bentuk suatu benda kerja dengan pahat potong yang dipasang pada mesin
perkakas. Jadi proses bubut dapat didefinisikan sebagai proses permesinan yang biasa
dilakukan pada mesin bubut dimana pahat bermata potong tunggal pada mesin bubut
bergerak memakan benda kerja yang berputar, dalam hal ini pahat bermata potong
tunggal adalah gerak potong dan gerak translasi pahat adalah gerak makan.[5]
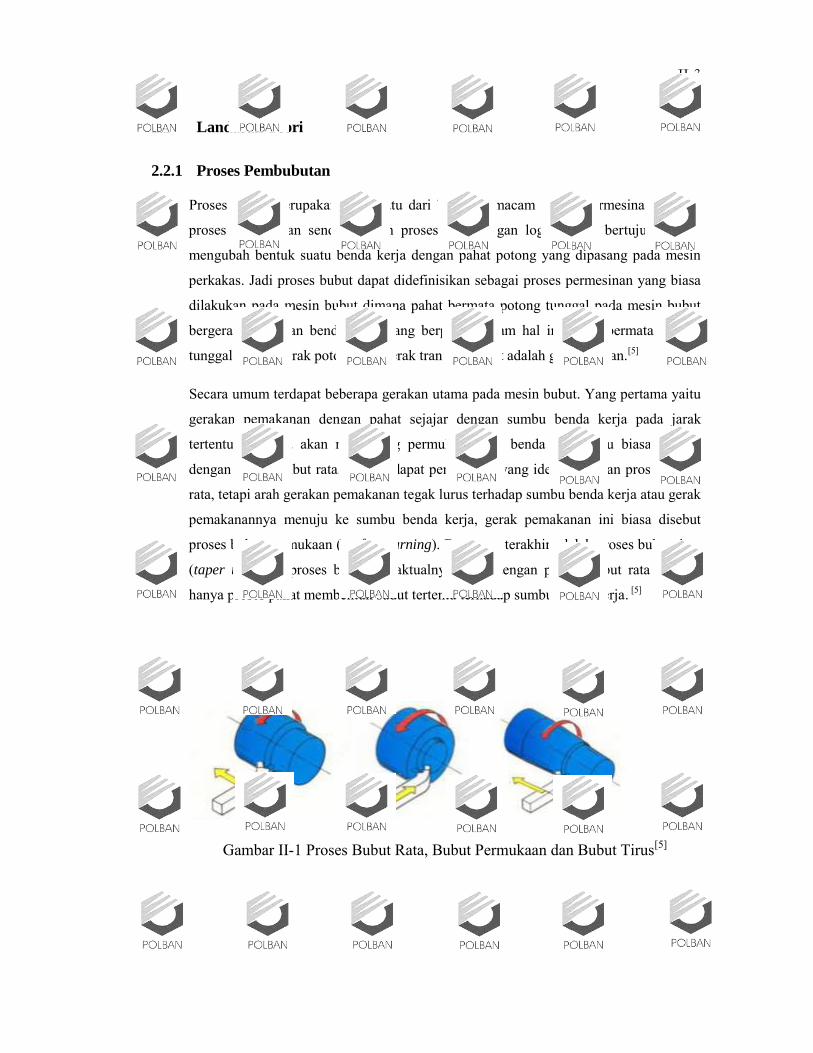
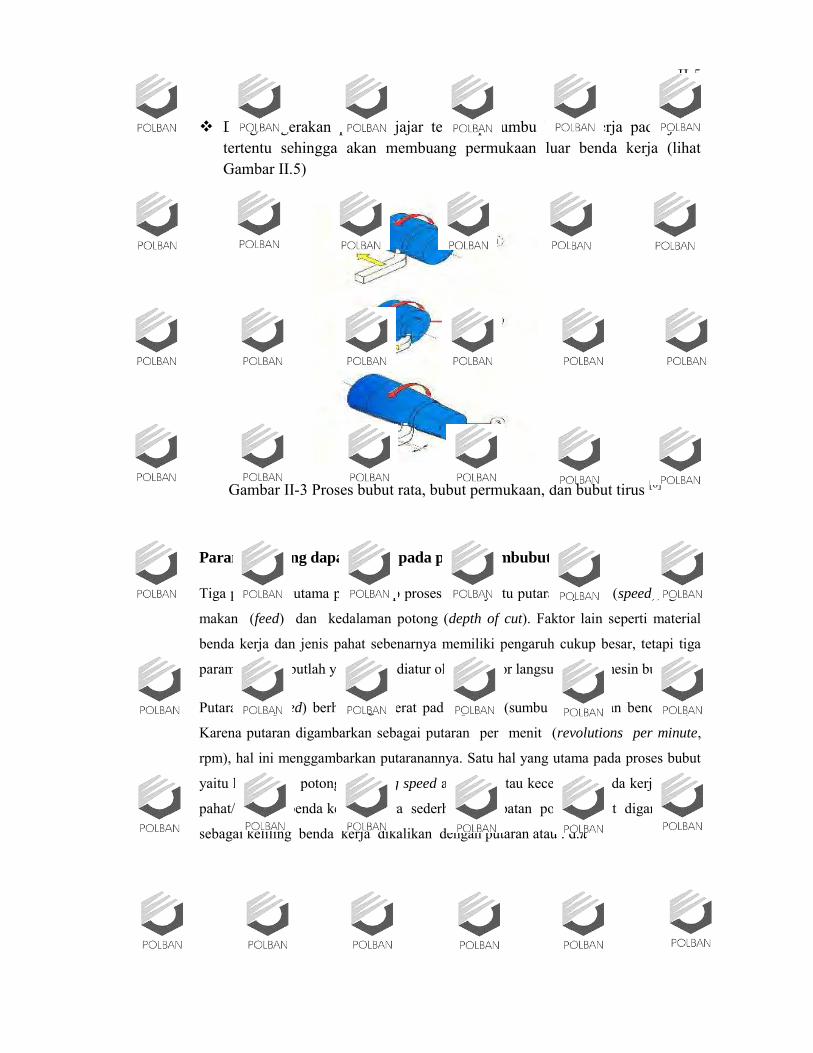
Secara umum terdapat beberapa gerakan utama pada mesin bubut. Yang pertama yaitu
gerakan pemakanan dengan pahat sejajar dengan sumbu benda kerja pada jarak
tertentu sehingga akan membuang permukaan luar benda kerja atau biasa disebut
dengan proses bubut rata. Lalu terdapat pemakanan yang identik dengan proses bubut
rata, tetapi arah gerakan pemakanan tegak lurus terhadap sumbu benda kerja atau gerak
pemakanannya menuju ke sumbu benda kerja, gerak pemakanan ini biasa disebut
proses bubut permukaan (surface turning). Dan yang terakhir adalah proses bubut tirus
(taper turning), proses bubut ini aktualnya sama dengan proses bubut rata di atas,
hanya proses pahat membentuk sudut tertentu terhadap sumbu benda kerja. [5]
Gambar II-1 Proses Bubut Rata, Bubut Permukaan dan Bubut Tirus[5]
II-4
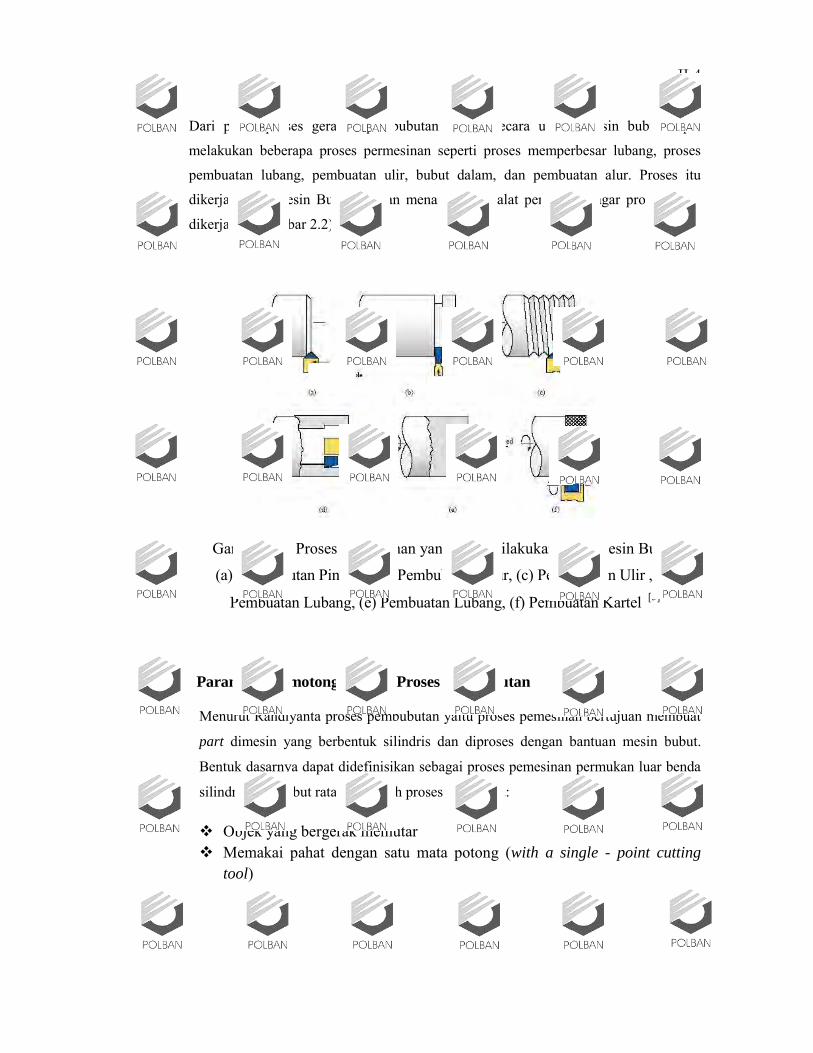
Dari proses-proses gerakan pembubutan diatas, secara umum mesin bubut dapat
melakukan beberapa proses permesinan seperti proses memperbesar lubang, proses
pembuatan lubang, pembuatan ulir, bubut dalam, dan pembuatan alur. Proses itu
dikerjakan di Mesin Bubut dengan menambahkan alat pendukung agar proses dapat
dikerjakan (Gambar 2.2) [5]
Gambar II-2 Proses Permesinan yang dapat dilakukan pada Mesin Bubut
(a) Pembubutan Pinggul, (b) Pembubutan Alur, (c) Pembubutan Ulir , (d)
Pembuatan Lubang, (e) Pembuatan Lubang, (f) Pembuatan Kartel [5]
2.2.2 Parameter Pemotongan pada Proses Pembubutan
Menurut Rahdiyanta proses pembubutan yaitu proses pemesinan bertujuan membuat
part dimesin yang berbentuk silindris dan diproses dengan bantuan mesin bubut.
Bentuk dasarnya dapat didefinisikan sebagai proses pemesinan permukan luar benda
silindris atau bubut rata [6]. Contoh proses bubut rata:
Objek yang bergerak memutar Memakai pahat dengan satu mata potong (with a single - point cutting
tool)
II-5
Dengan gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu sehingga akan membuang permukaan luar benda kerja (lihat Gambar II.5)
Gambar II-3 Proses bubut rata, bubut permukaan, dan bubut tirus [6]
2.2.3 Parameter yang dapat diatur pada proses pembubutan
Tiga parameter utama pada setiap proses bubut yaitu putaran spindel (speed), gerak
makan (feed) dan kedalaman potong (depth of cut). Faktor lain seperti material
benda kerja dan jenis pahat sebenarnya memiliki pengaruh cukup besar, tetapi tiga
parameter tersebutlah yang dapat diatur oleh operator langsung pada mesin bubut.[6]
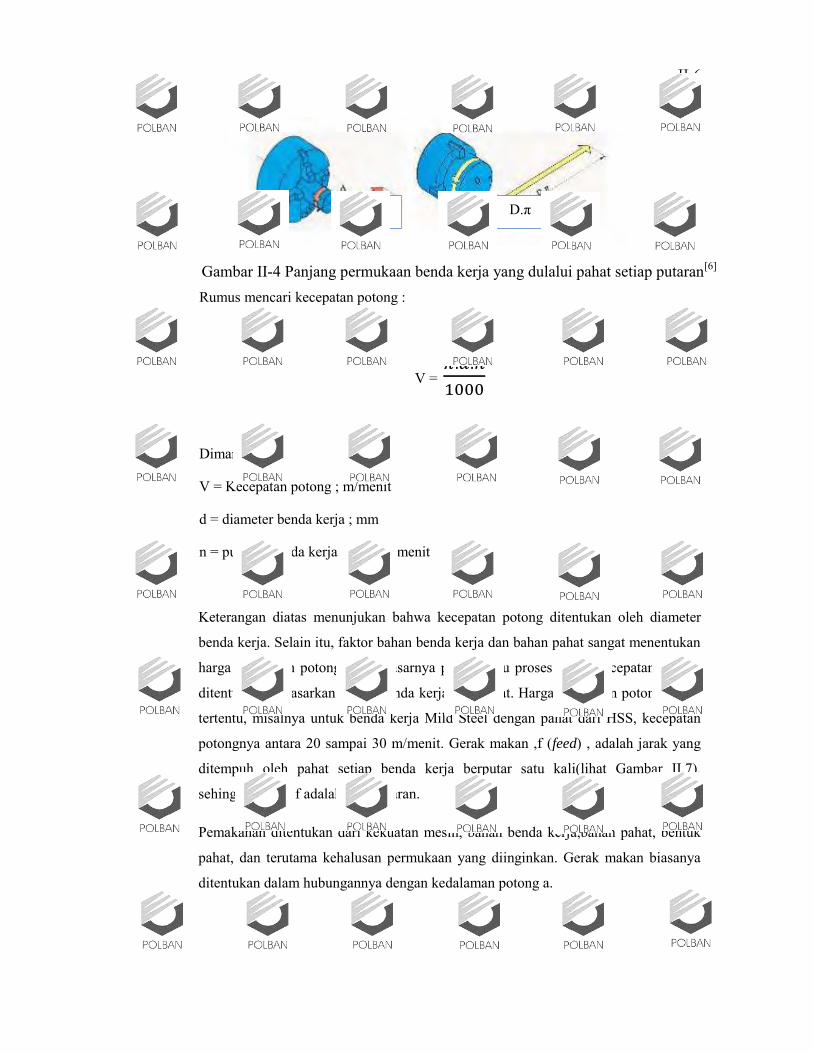
Putaranan (speed) berhubungan erat pada spindle (sumbu utama) dan benda kerja.
Karena putaran digambarkan sebagai putaran per menit (revolutions per minute,
rpm), hal ini menggambarkan putaranannya. Satu hal yang utama pada proses bubut
yaitu kecepatan potong (Cutting speed atau V) atau kecepatan benda kerja dilalui
pahat/ keliling benda kerja. Secara sederhana kecepatan potong dapat digambarkan
sebagai keliling benda kerja dikalikan dengan putaran atau : d.π
II-6
Gambar II-4 Panjang permukaan benda kerja yang dulalui pahat setiap putaran[6]
Rumus mencari kecepatan potong :
V = 𝜋.𝑑.𝑛1000
Dimana :
V = Kecepatan potong ; m/menit
d = diameter benda kerja ; mm
n = putaran benda kerja ; putaran/menit
Keterangan diatas menunjukan bahwa kecepatan potong ditentukan oleh diameter
benda kerja. Selain itu, faktor bahan benda kerja dan bahan pahat sangat menentukan
harga kecepatan potong. Pada dasarnya pada waktu proses bubut kecepatan potong
ditentukan berdasarkan bahan benda kerja dan pahat. Harga kecepatan potong sudah
tertentu, misalnya untuk benda kerja Mild Steel dengan pahat dari HSS, kecepatan
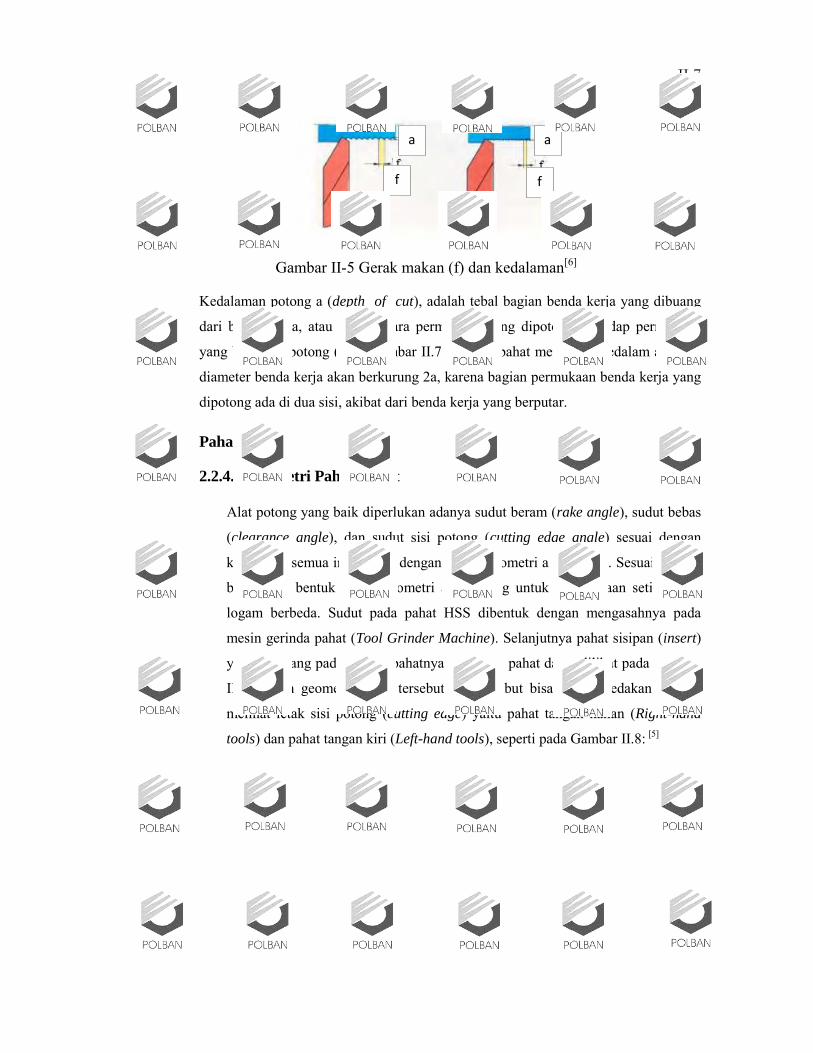
potongnya antara 20 sampai 30 m/menit. Gerak makan ,f (feed) , adalah jarak yang
ditempuh oleh pahat setiap benda kerja berputar satu kali(lihat Gambar II.7),
sehingga satuan f adalah mm/putaran.
Pemakanan ditentukan dari kekuatan mesin, bahan benda kerja,bahan pahat, bentuk
pahat, dan terutama kehalusan permukaan yang diinginkan. Gerak makan biasanya
ditentukan dalam hubungannya dengan kedalaman potong a.
d.π D.π
II-7
Gambar II-5 Gerak makan (f) dan kedalaman[6]
Kedalaman potong a (depth of cut), adalah tebal bagian benda kerja yang dibuang
dari benda kerja, atau jarak antara permukaan yang dipotong terhadap permukaan
yang belum terpotong (lihat Gambar II.7). Ketika pahat memotong sedalam a, maka
diameter benda kerja akan berkurung 2a, karena bagian permukaan benda kerja yang
dipotong ada di dua sisi, akibat dari benda kerja yang berputar.
2.2.4 Pahat Bubut
2.2.4.1 Geometri Pahat Bubut
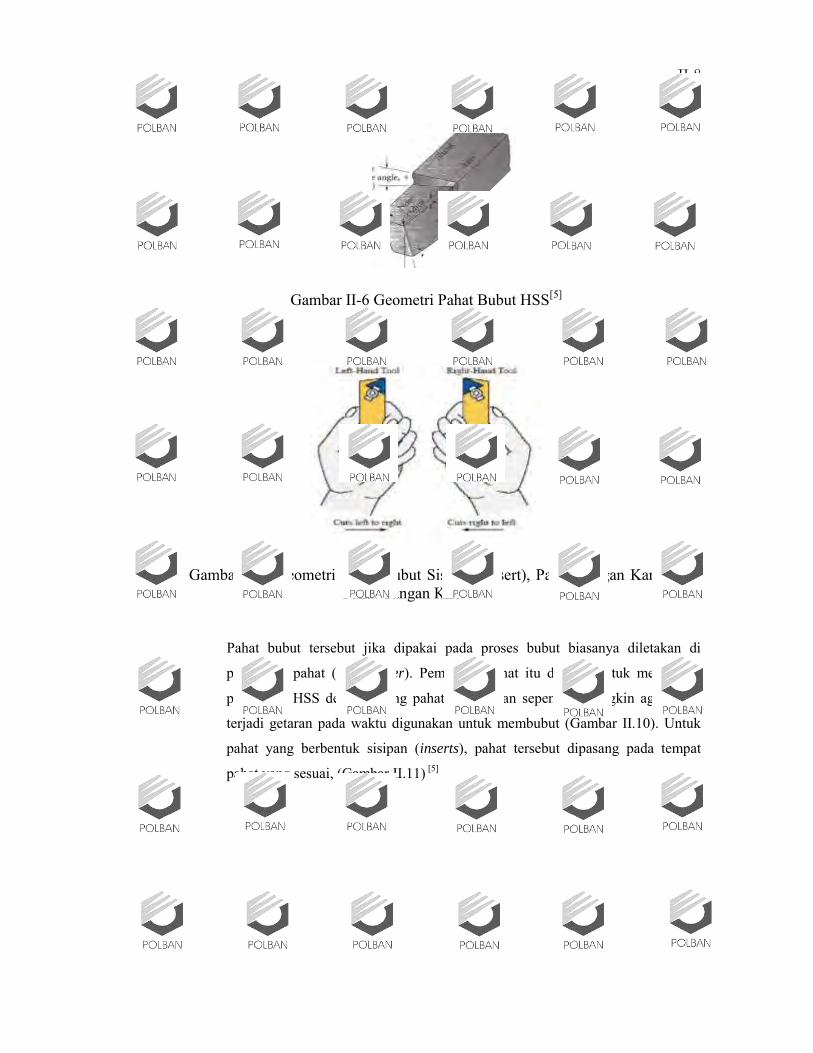
Alat potong yang baik diperlukan adanya sudut beram (rake angle), sudut bebas
(clearance angle), dan sudut sisi potong (cutting edge angle) sesuai dengan
ketentuan, semua ini disebut dengan istilah geometri alat potong. Sesuai dengan
bahan dan bentuk pisau, geometri alat potong untuk penggunaan setiap jenis
logam berbeda. Sudut pada pahat HSS dibentuk dengan mengasahnya pada
mesin gerinda pahat (Tool Grinder Machine). Selanjutnya pahat sisipan (insert)
yang dipasang pada tempat pahatnya, geometri pahat dapat dilihat pada Gambar
II.8. Selain geometri pahat tersebut pahat bubut bisa juga dibedakan dengan
melihat letak sisi potong (cutting edge) yaitu pahat tangan kanan (Right-hand
tools) dan pahat tangan kiri (Left-hand tools), seperti pada Gambar II.8: [5]
f f
a a
II-8
Gambar II-6 Geometri Pahat Bubut HSS[5]
Gambar II-7 Geometri Pahat Bubut Sisipan (Insert), Pahat Tangan Kanan dan Pahat Tangan Kiri[5]
Pahat bubut tersebut jika dipakai pada proses bubut biasanya diletakan di
pemegang pahat (tool holder). Pemegang pahat itu dipakai untuk memegang
pahat dari HSS dengan ujung pahat diusahakan sependek mungkin agar tidak
terjadi getaran pada waktu digunakan untuk membubut (Gambar II.10). Untuk
pahat yang berbentuk sisipan (inserts), pahat tersebut dipasang pada tempat
pahat yang sesuai, (Gambar II.11) [5]
II-9
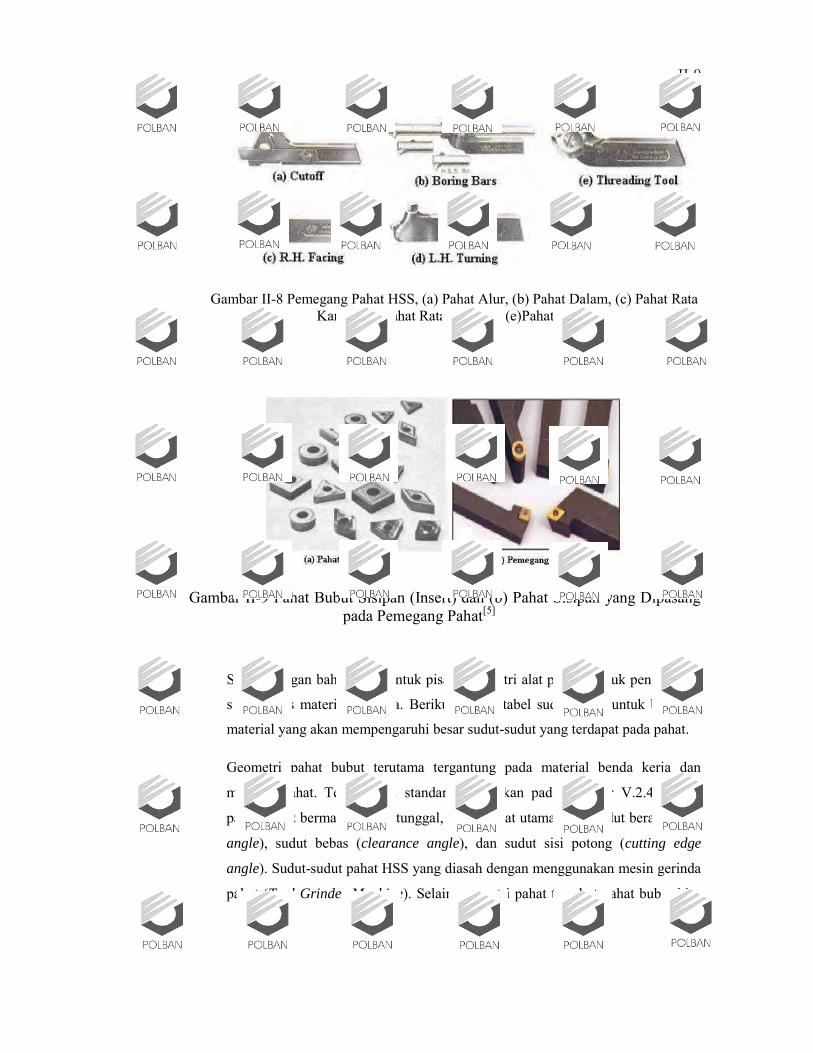
Gambar II-8 Pemegang Pahat HSS, (a) Pahat Alur, (b) Pahat Dalam, (c) Pahat Rata Kanan, (d) Pahat Rata Kiri, dan (e)Pahat Ulir[5]
Gambar II-9 Pahat Bubut Sisipan (Insert) dan (b) Pahat Sisipan yang Dipasang pada Pemegang Pahat[5]
Sesuai dengan bahan dan bentuk pisau, geometri alat potong untuk penggunaan
setiap jenis material berbeda. Berikut adalah tabel sudut pahat untuk berbagai
material yang akan mempengaruhi besar sudut-sudut yang terdapat pada pahat.
Geometri pahat bubut terutama tergantung pada material benda kerja dan
material pahat. Terminologi standar ditunjukkan pada Gambar V.2.4. Untuk
pahat bubut bermata potong tunggal, sudut pahat utama yaitu sudut beram (rake
angle), sudut bebas (clearance angle), dan sudut sisi potong (cutting edge
angle). Sudut-sudut pahat HSS yang diasah dengan menggunakan mesin gerinda
pahat (Tool Grinder Machine). Selain geometri pahat tersebut pahat bubut bisa
II-10
juga dibedakan dengan melihat letak sisi potong (cutting edge) yaitu pahat
tangan kanan (Right-hand tools) dan pahat tangan kiri (Left-hand tools). [6]
2.2.4.2 Material Pahat Bubut
Pahat dapat dikatakan baik jika memenuhi spesifikasi tertentu, sehingga
nantinya dapat menghasilkan produk yang berkualitas baik dan ekonomis.
Kekerasan dan kekuatan dari pahat harus dijaga pada temperatur tinggi, sifat
ini dinamakan Hot Hardness. Ketangguhan (Toughness) dari pahat
dibutuhkan, sehingga pahat tidak akan pecah atau retak terutama pada saat
melakukan pemakanan dengan beban kejut. Ketahanan aus juga diperlukan
yaitu ketahanan pahat melakukan pemakanan tanpa terjadi keausan yang
cepat. Penentuan material pahat didasarkan pada jenis material benda kerja
dan kondisi pemotongan (pengasaran, adanya beban kejut,
penghalusan).Material pahat yang ada ialah baja karbon sampai dengan
keramik dan intan.
Material pahat dari baja karbon (baja dengan campuran karbon 1,05%) pada
saat ini sudah jarang digunakan untuk proses pemesinan, karena bahan ini
tidak tahan panas (melunak pada suhu 300-500 F). Baja karbon ini sekarang
hanya digunakan untuk kikir, bilah gergaji, dan pahat tangan. Material pahat
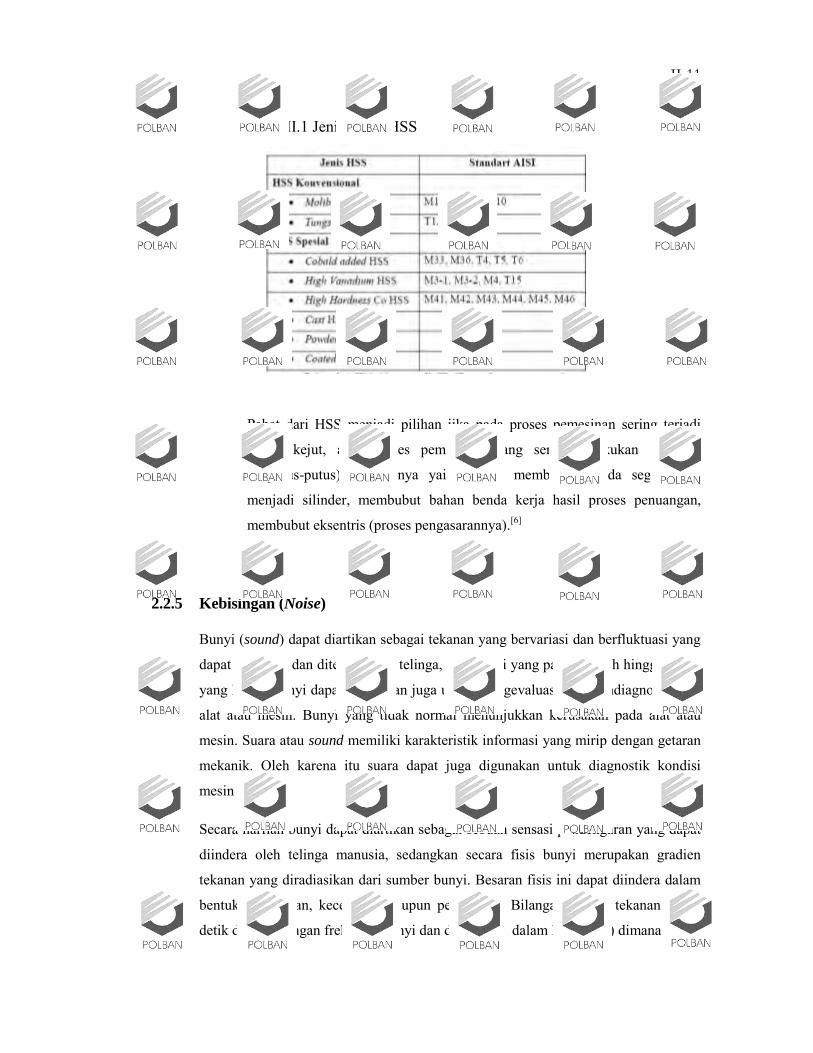
dari HSS (High Speed Steel) dapat dipilih jenis M atau T. Jenis M berarti
pahat HSS yang mengandung unsur Molibdenum, dan jenis T berarti pahat
HSS yang mengandung unsur Tungsten. Beberapa jenis HSS dapat dilihat
pada Tabel II.1[6]
II-11
Tabel II.1 Jenis Pahat HSS
Pahat dari HSS menjadi pilihan jika pada proses pemesinan sering terjadi
beban kejut, atau proses pemesinan yang sering dilakukan interupsi
(terputus-putus). Contohnya yaitu ketika membubut benda segi empat
menjadi silinder, membubut bahan benda kerja hasil proses penuangan,
membubut eksentris (proses pengasarannya).[6]
2.2.5 Kebisingan (Noise)
Bunyi (sound) dapat diartikan sebagai tekanan yang bervariasi dan berfluktuasi yang
dapat dideteksi dan diterima oleh telinga, mulai dari yang paling lemah hingga bunyi
yang keras. Bunyi dapat digunakan juga untuk mengevaluasi dan mendiagnosa suatu
alat atau mesin. Bunyi yang tidak normal menunjukkan kerusakan pada alat atau
mesin. Suara atau sound memiliki karakteristik informasi yang mirip dengan getaran
mekanik. Oleh karena itu suara dapat juga digunakan untuk diagnostik kondisi
mesin.[7]
Secara harfiah bunyi dapat diartikan sebagai sebuah sensasi pendengaran yang dapat
diindera oleh telinga manusia, sedangkan secara fisis bunyi merupakan gradien
tekanan yang diradiasikan dari sumber bunyi. Besaran fisis ini dapat diindera dalam
bentuk simpangan, kecepatan maupun percepatan. Bilangan variasi tekanan setiap
detik disebut dengan frekuensi bunyi dan dinyatakan dalam Hertz (Hz) dimana dalam
II-12
hal ini telinga manusia yang sehat dapat mengindera bunyi dalam jangkauan
frekuensi 20 Hz hingga 20 KHz (audible range).[8]
Bunyi yang kita dengar setiap hari sangat jarang terdiri atas frekuensi tunggal (pure
tone), melainkan merupakan superposisi yang kompleks dari frekuensi yang berbeda.
Bahkan nada tunggal pada piano dapat merupakan sebuah bentuk gelombang bunyi
yang kompleks. Konsep ini dibicarakan lebih detil di dalam topik analisis
frekuensi.[8]
Adapun bising merupakan bunyi yang tidak diinginkan. Selain ditentukan oleh
paramter fisis terukur, bising juga sangat dipengaruhi oleh perspektif masing-masing
orang terhadap bunyi yang mereka terima. Dalam sudut pandang frekuensi, bising
dapat terdiri superposisi (atau dalam bahasa sederhana dapat dipandang sebagai
campuran) frekuensi. Bising seperti ini dikenal dengan sebutan broad band noise.
Jenis bising yang lain adalah colored noise dan white noise yang secara bertutur turut
merupakan bising dengan suatu frekuensi tertentu dan bising dengan kandungan
frekuensi pada audible range.[8]
Sound atau noise merupakan hasil dari variasi tekanan atau osilasi dalam media yang
elastis seperti udara, air, dan benda pejal yang disebabkan oleh permukaan yang
bergetar maupun aliran fluida yang berpusar . Oleh sebab itu suara dapat dibedakan
oleh structure borne sound, liquid borne sound, and airborne sound . Sound
merambat dalam bentuk gelombang memanjang (longitudinal wave) termasuk
kompresi dan ekspansi. Gelombang bunyi sama seperti yang terjadi pada sinyal
getaran yang berbentuk gelombang sinusoide[9].
2.2.5.1 Bentuk Fisik Bunyi
Sound merambat dalam bentuk gelombang memanjang (longitudinal wave)
termasuk kompresi dan ekspansi. Gelombang bunyi merambat dan berosilasi
di udara terjadi pada tekanan di atas dan di bawah tekanan atmosfer
lingkungan. Gelombang bunyi sama seperti yang terjadi pada sinyal getaran
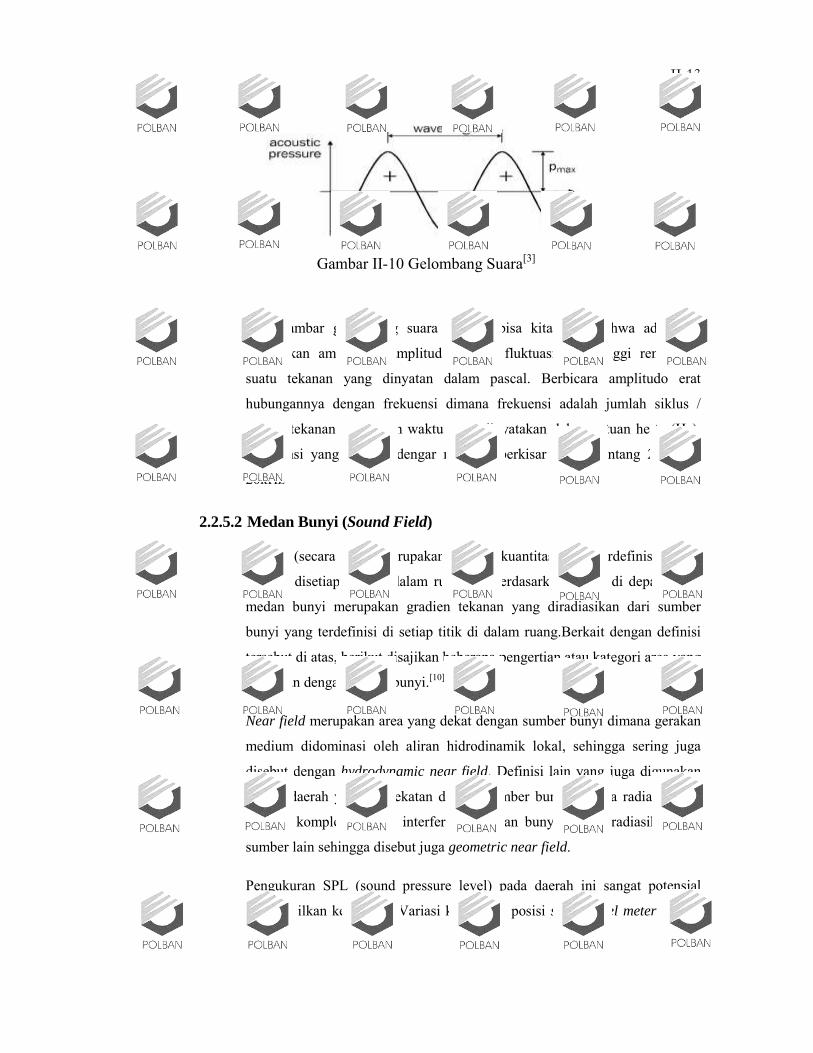
yang berbentuk gelombang sinusoide. Ilustrasinya ditunjukkan seperti pada
gambar berikut.[3]
II-13
Gambar II-10 Gelombang Suara[3]
Dari gambar gelombang suara di atas bisa kita lihat bahwa ada yang
dinamakan amplitudo, amplitudo adalah fluktuasi atau tinggi rendahnya
suatu tekanan yang dinyatan dalam pascal. Berbicara amplitudo erat
hubungannya dengan frekuensi dimana frekuensi adalah jumlah siklus /
variasi tekanan per satuan waktu yang dinyatakan dalam satuan hertz (Hz).
Frekuensi yang dapat didengar manusia berkisar antara rentang 20 Hz –
20kHz
2.2.5.2 Medan Bunyi (Sound Field)
Medan (secara fisis) merupakan sebuah kuantitas yang terdefinisi (dapat
diukur) disetiap titik di dalam ruangan. Berdasarkan uraian di depan maka
medan bunyi merupakan gradien tekanan yang diradiasikan dari sumber
bunyi yang terdefinisi di setiap titik di dalam ruang.Berkait dengan definisi
tersebut di atas, berikut disajikan beberapa pengertian atau kategori area yang
berkaitan dengan medan bunyi.[10]
Near field merupakan area yang dekat dengan sumber bunyi dimana gerakan
medium didominasi oleh aliran hidrodinamik lokal, sehingga sering juga
disebut dengan hydrodynamic near field. Definisi lain yang juga digunakan
adalah daerah yang berdekatan dengan sumber bunyi dimana radiasi bunyi
bersifat kompleks akibat interferensi dengan bunyi yang diradiasikan dari
sumber lain sehingga disebut juga geometric near field.
Pengukuran SPL (sound pressure level) pada daerah ini sangat potensial
menghasilkan kesalahan. Variasi kecil pada posisi sound level meter (SLM)
II-14
akan memberikan perubahan yang signifikan pada pada SPL. Acuan
sederhana untuk menentukan near field adalah panjang gelombang untuk
frekuensi terrendah yang dipancarkan oleh sumber bunyi.
Far field adalah daerah yang jauh dari sumber bunyi dimana gerakan
medium didominasi oleh perambatan gelombang bunyi. Far field terbagi
menjadi dua yakni free field dan reverberant field. Free field merupakan
daerah dimana tidak terdapat komponen bunyi hasil refleksi. Daerah ini dapat
dicirikan dengan mudah dimana nilai SPL akan berkurang 6 dB setiap
kelipatan jarak SLM dari sumber bunyi. Pengukuran bising sangat
direkomendasikan pada daerah ini.[10]
2.2.5.3 Tekanan Suara
Sumber suara meradiasikan daya dan menghasilkan tekanan suara. Daya
suara adalah penyebab terjadinya tekanan suara. Tekanan suara dapat
dicari dengan rumus sebagai berikut :
Lp = 10 log 10 𝑝2
𝑝𝑜2
Dimana :
po = 2 x 10-5 Pa
Lp =Tekanan Suara
(dB)
p = Tekanan suara terukur
(Pa)
1 Pa dalam dB di SPL :
= 10 log 10 𝑝2
𝑝𝑜2
= 10 log 10 12
𝑝𝑜2
II-15
= 20 log 10 1
𝑝𝑜
= -20 log 10 (po)
= -20 log 10 (2 . 10-5)
= -20 (log 10 2 + log 1010-5)
= -20 ((log 10 2) - 5)
= 100 – 20 log 10 2
= 73.97 dB ≈ 74 dB
2.2.6 Parameter Fisis Bunyi
Monitoring kondisi sistem suatu alat dapat meningkatkan daya saing pada suatu
proses permesinan dengan meningkatkan pemanfaatan umur alat dan menurunkan
kerusakan tiba-tiba dari monitoring kondisi sistem suatu alat dapat meningkatkan
daya saing proses pemesinan dengan meningkatkan umur alat yang digunakan dan
mengurangi kerusakan bagian dari alat yang tiba-tiba atau kerusakan alat. Artikel ini
menjelaskan metode perkalian alat yang tidak mahal dan tidak mengganggu dengan
mengukur suara yang terdengar saat diputar saat pemesinan. Tanda audio yang
tercatat dapat digunakan untuk mengembangkan alat proses yang efektif dengan
sistem pemantauan dimana filter digital mempertahankan sinyal yang terkait dengan
proses pemotongan namun menghilangkan karakteristik audio yang terkait dengan
pengoperasian poros mesin.
Penelitian ini menggunakan sebuah mi- crophone untuk merekam suara permesinan
baja EN24 yang diputar oleh mesin bubut CNC dalam kondisi pemotongan basah
menggunakan kontrol kecepatan permukaan konstan. Sinyal audio dibandingkan
dengan pengembangan keausan pahat pada sisipan pemotongan untuk beberapa
kecepatan permukaan dan kombinasi pemakanan potong yang berbeda. Hasilnya
menunjukkan bahwa tidak ada hubungan antara frekuensi kebisingan spindel dan
keausan alat, namun kecepatan pemotongan dan kecepatan pemakanan yang
bervariasi memiliki pengaruh pada besarnya kebisingan spindel dan ini dapat
digunakan untuk menunjukkan keadaan keausan alat selama proses berlangsung.
II-16
Gelombang bunyi merambat dalam medium elastik. Seacara spesifik tulisan ini
membincangkan gelombang akustik gelombang kompresi (longitudinal) dimana
simpangan partiekl sejajar dengan arah perambatan (hal ini perlu dipertegas, karena
dalam beberapa aplikasi tertentu karena terminologi acoustic waves atau sound waves
juga sering digunakan untuk gelombang transversal seperti misalnya dalam kajian
seismik, atau pun gelombang ultrasonik untuk NDT).[10]
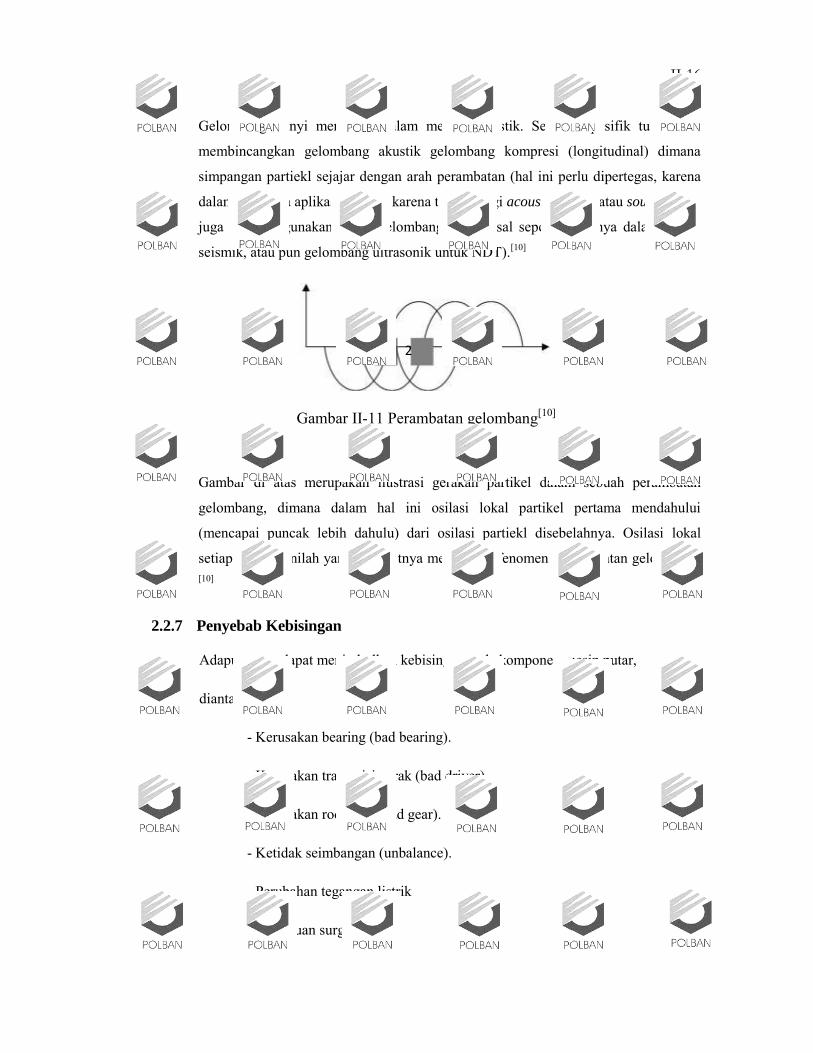
Gambar II-11 Perambatan gelombang[10]
Gambar di atas merupakan ilustrasi gerakan partikel dalam sebuah perambatan
gelombang, dimana dalam hal ini osilasi lokal partikel pertama mendahului
(mencapai puncak lebih dahulu) dari osilasi partiekl disebelahnya. Osilasi lokal
setiap partikel inilah yang selanjutnya melahirkan fenomena perambatan gelombang.
[10]
2.2.7 Penyebab Kebisingan
Adapun yang dapat menimbulkan kebisingan pada komponen mesin putar,
diantaranya[2]:
- Kerusakan bearing (bad bearing).
- Kerusakan transmisi gerak (bad driver).
- Kerusakan roda gigi (bad gear).
- Ketidak seimbangan (unbalance).
- Perubahan tegangan listrik
- Gangguan surging
1 2 3
II-17
Adapun akibat dari adanya kebisingan berlebih tersebut menyebabkan,
diantaraya[2] :
-Membahayakan kesehatan dan keselamatan operator atau manusia.
-Umur mesin menurun.
-Biaya perawatan dan operasi meningkat.
2.2.8 Kriteria Untuk Sambungan Kebisingan Terus Menerus
Secara internasional, telah disepakati bahwa 90 dBA adalah tingkat yang dapat
diterima maksimum untuk satu hari kerja 8 jam. Jumlah ini merupakan kompromi
antara masalah kesehatan dan kendala ekonomi. Namun, menurut Gambar 5, ini akan
menyebabkan kerusakan pendengaran pada sekitar 25% dari populasi. Untuk
meminimalkan risiko kerusakan pendengaran, 80 dBA atau kurang diperlukan.
Tingkat yang lebih tinggi adalah kompromi antara biaya kontrol kebisingan dan
risiko kerusakan pendengaran dan menghasilkan klaim kompensasi. 70 dBA paparan
lebih dari 24 jam akan melindungi 97% orang pada semua frekuensi. [11]
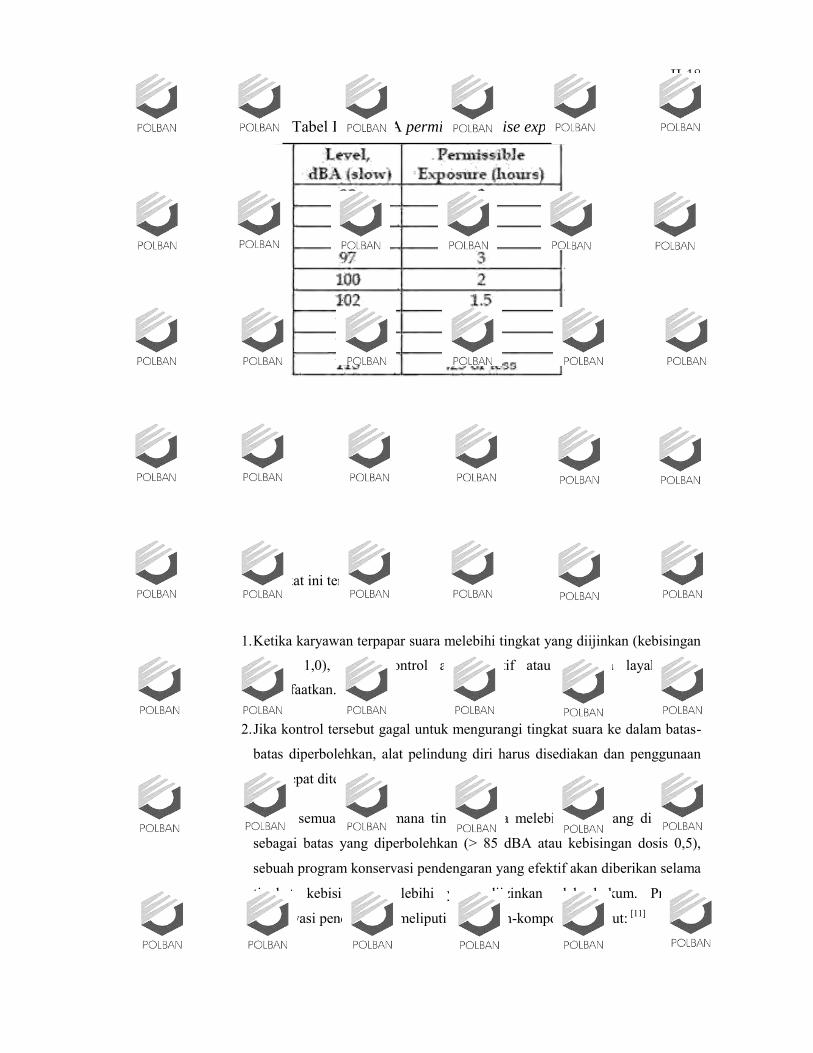
2.2.8.1 OSHA Standar Kebisingan - Tingkat Kebisingan-diijinkan untuk
Pekerja (1978)
OSHA (Keselamatan dan Kesehatan Administrasi) Act of 1970 dan standar
yang dikembangkan sebagai tanggapan terhadap Undang-Undang tahun 1978
tingkat kebisingan maksimum yang diijinkan:
II-18
Tabel II.2 OSHA permissible Noise exposure[11]
Jika tingkat ini terlampaui:
1. Ketika karyawan terpapar suara melebihi tingkat yang diijinkan (kebisingan
dosis> 1,0), maka kontrol administratif atau rekayasa layak harus
dimanfaatkan.
2. Jika kontrol tersebut gagal untuk mengurangi tingkat suara ke dalam batas-
batas diperbolehkan, alat pelindung diri harus disediakan dan penggunaan
yang tepat ditegakkan.
3. Dalam semua kasus dimana tingkat suara melebihi nilai yang ditetapkan
sebagai batas yang diperbolehkan (> 85 dBA atau kebisingan dosis 0,5),
sebuah program konservasi pendengaran yang efektif akan diberikan selama
tingkat kebisingan melebihi yang diizinkan oleh hukum. Program
konservasi pendengaran meliputi komponen-komponen berikut: [11]
II-19
a. Memonitoring intensitas paparan
b. Pemberitahuan ke Karyawan
c. Inspeksi Tahunan
d. Pelatihan untuk Karyawan
e. Penggunaan APD
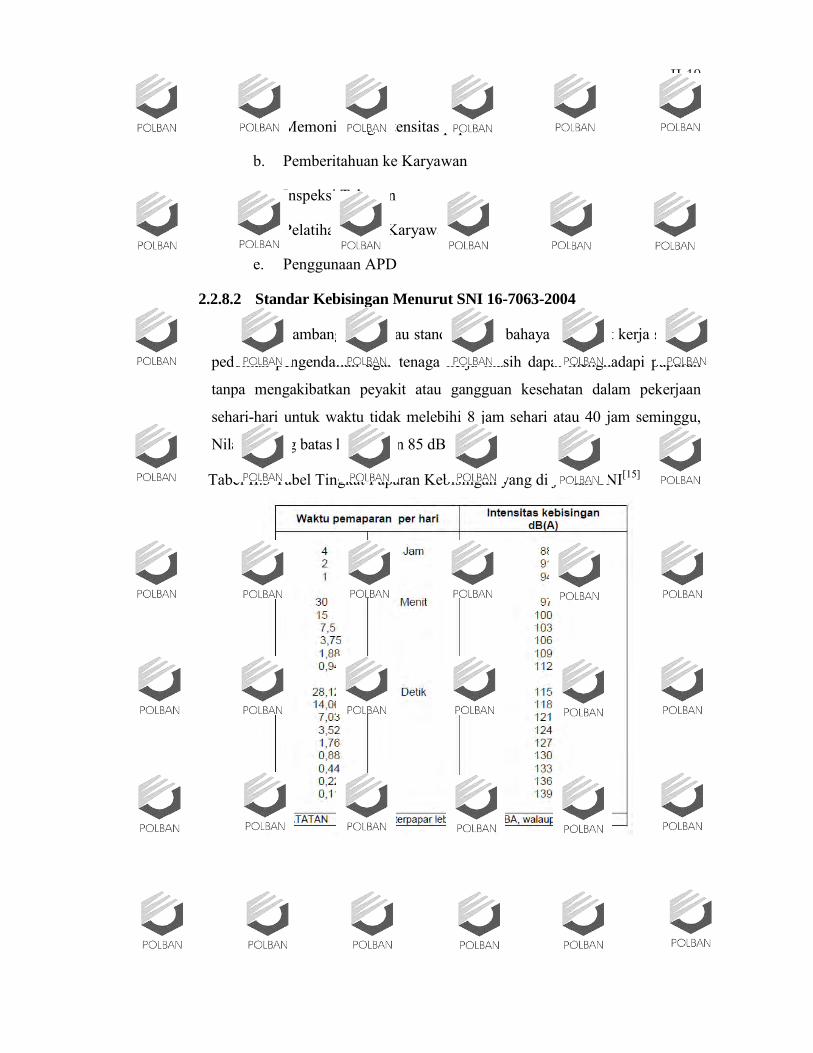
2.2.8.2 Standar Kebisingan Menurut SNI 16-7063-2004
Nilai ambang batas atau standar faktor bahaya di tempat kerja sebagai
pedoman pengendalian agar tenaga kerja masih dapat menghadapi paparan
tanpa mengakibatkan peyakit atau gangguan kesehatan dalam pekerjaan
sehari-hari untuk waktu tidak melebihi 8 jam sehari atau 40 jam seminggu,
Nilai ambang batas kebisingan 85 dB.[15]
Tabel II.3 Tabel Tingkat Paparan Kebisingan yang diijinkan SNI[15]