bab ii tinjauan pustakaeprints.umm.ac.id/47537/3/bab ii.pdf · 2019-07-30 · tinjauan pustaka ini...
TRANSCRIPT
5
BAB II
TINJAUAN PUSTAKA
Penelitian ini bertujuan untuk mengetahui seberapa besar pengaruh variasi
kekentalan pelumas untuk mendapatkan nilai kekerasan dan mikrostruktur terhadap
baja AISI 1045. Media pendingin berupa Pelumas dipilih karena pelumas dapat
menyerap panas dari bagian-bagian yang mendapatkan pelumasan dan apabila
pelumas digunakan sebagai media pendingin, pelumas dapat menghambat karbon
ketika pelumas terkena suhu tinggi akibat proses pencelupan material kerja yang
sudah di heat treatment (carbon residu). Waktu pendinginan dibuat tidak bervariasi
menggunakan oli dengan tingkat kekentalan yang berbeda, dengan tujuan untuk
mengetahui pengaruh viskositas pelumas terhadap tingkat kekerasan baja AISI
1045. Tinjauan pustaka ini insyaAllah akan menjelaskan tentang pengertian dari
proses penelitian yang dilakukan seperti: Sistim Penomoran baja AISI, Baja AISI
1045, Heat treatment, Quenching, Media Pendingin, dan tentang pengertian
pengujian yang dilakukan (kekerasan dan mikrostruktur).
2.1 Baja AISI
Di Amerika serikat dan negara-negara lain memiliki standard AISI (The
American Iron and Steel Institue). Tidak semua jenis logam dan metal termasuk
kedalam standard AISI. Berdasarkan Standard Amerika, ASTM (American Society
For Testing and Metal) dan SAE (Society of Automotive Engineers) membuat suatu
standard untuk logam yaitu (The Unified Numbering System).
6
Ada empat nominal yang menjadi dasar penerapan komposisi kimia.
Standard yang digunakan AISI sama dengan SAE,hanya saja perbedaannya dalam
bidang penambahan huruf untuk menujukan proses pembuatan baja. Untuk
contohnya pada kadar Carbon “C” untuk open hearth furnace serta (BOF) dan “E”
untuk electric arc furnance (Anonim,2011).
2.1.1 Sistem Penomoran Baja AISI
Standard yang diteteapkan oleh perusahaan baja AISI mengacu kepada,
SAE (Society of Automotive Engineers) dimana, penomoran ini memiliki tujuan
agar dapat mempermudah konsumen untuk memilih baja sesuai dengan kegunaanya
masing-masing.
Gambar 2.1. Sistem Penomoran AISI (Anonim, 2011)
Dari gambar diatas menunjukan bahwa dua penomoran pertama
menunjukan jenis tipe material, yaitu pada digit pertama merupakan element utama
dan pada digit kedua merupakan elemen kedua. Kandungan persentase karbon
terdapat pada dua digit terakhir yang disebut dengan seperseratus persen. Seperti
contoh baja AISI 1045, artinya 1 untuk baja karbon (carbon steel), 0 untuk
menunjukan plain (tidak ditambahkan sulfur dan phospor). Dua digit terakhir yaitu
45 adalah kandungan karbon sebesar 0,45 %.
7
2.2 Baja American Iron and Steel Institue (AISI 1045)
American Iron and Steel Institue (AISI) 1045 adalah baja karbon yang
kandungan karbonya sekitar 0,43% - 0,50% baja ini termasuk dalam golongan baja
menengah (Glyn dkk, 2001 dalam Purnomo, 2011). AISI 1045 menunjukan bahwa
45 adalah kandungan atau kadar karbon pada baja tersebut yaitu 0,45 %. Sifat
mekanik dari baja AISI 1045 sangat baik dimana baja tersebut memiliki sifat
mekanik dan kemampuan pengelasan mesin, serta tingkat kekerasan dan ketahanan
aus yang baik (Yusman, 2018). Baja AISI diharapkan dapat mempunyai ketahanan
aus yang baik sehingga dapat berfungsinya untuk menahan keausan akibat
bergesekan dengan rantai. Umumya nilai kekuatan tarik baja AISI 1045 sebesar
570 hingga 700 MPa, dan nilai kekerasan Brinell berkisar antara 170 hingga 210
BHN. Suhu Austenitic baja AISI 1045 berkisar antara 820˚ C - 860˚ C yang dimana
sifat yangdidapatkan berupa kemampuan las yang baik, mampu mesin yang baik,
serta reduksi beban impak yang cukup baik (Mustofa, 2016). Berikut merupakan
hasil dari proses pengujian komposisi kimia yang dilakukan oleh PT. TIRA
AUSTETITE Tbk, dengan standar DIN 50049/EN 10204/2.3 menggunakan baja
AISI 1045 yang dapat diketahui pada Tabel 2.2.
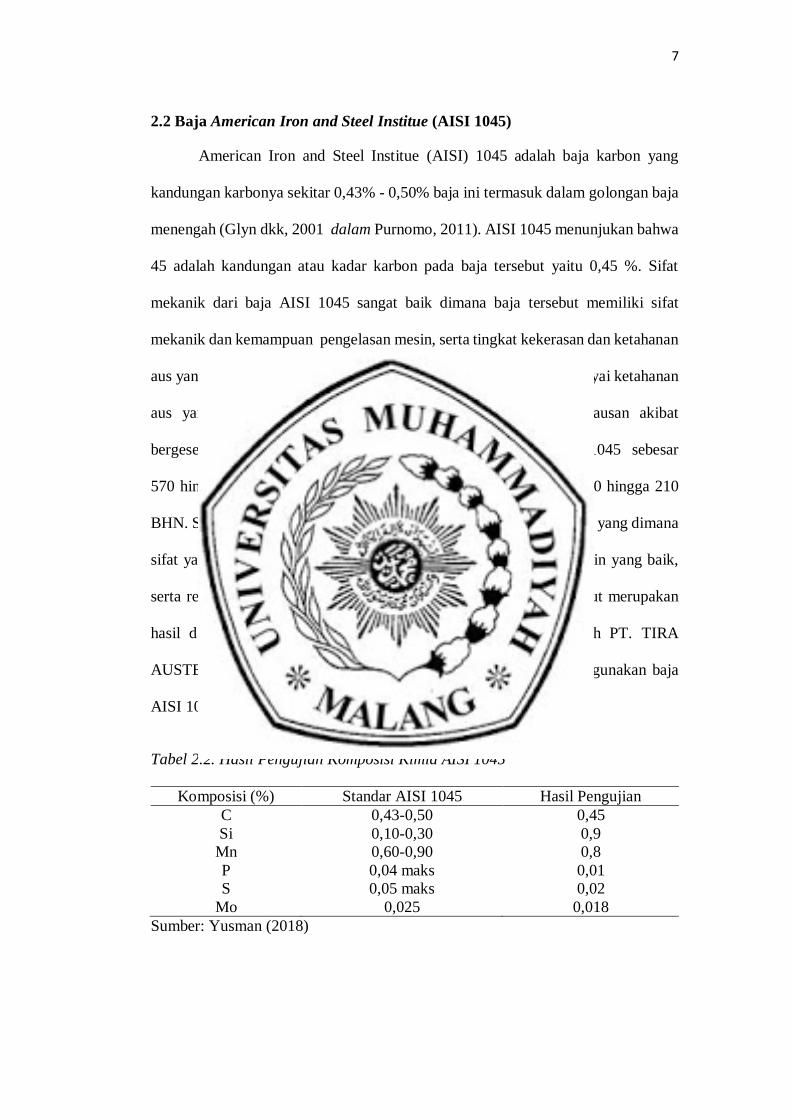
Tabel 2.2. Hasil Pengujian Komposisi Kimia AISI 1045
Komposisi (%) Standar AISI 1045 Hasil Pengujian
C 0,43-0,50 0,45
Si 0,10-0,30 0,9
Mn 0,60-0,90 0,8
P 0,04 maks 0,01
S 0,05 maks 0,02
Mo 0,025 0,018
Sumber: Yusman (2018)
8
2.3 Heat treatment
Suatu proses pengubahan sifat fisik logam atua yang disebut dengan Heat
treatment merupakan pemanasan dan pengaturan laju pendinginan sampai struktur
mikro berubah. Proses heat treatment digunakan untuk memanaskan spesimen
sampai mencapai Suhu austenisasinya (Djafrie, 1995 dalam Hanafi, 2018). Proses
perlakuan panas ini bertujuan untuk mendapatkan sifat-sifat logam yang
diinginkan. Setelah heat treatment terjadi perubahan sifat dapat mencakup
keseluruhan bagian logam (Mizhar dan Suherman, 2011). Heat treatment yang
sering digunakan adalah, hardening, normalizing dan tempering (Choudhury dkk,
2001 dalam Mustofa, 2016). Perlakuan heat treatment pada baja biasanya
dilakukan dengan proses heat treatment dan colling. Pada saat pendinginan
mengalami terjadinya perubahan martensit yang dapat membuat kekerasan
optimum. Sifat-sifat yang lain tidak terpengaruh pada proses pengerasan (Zinn dan
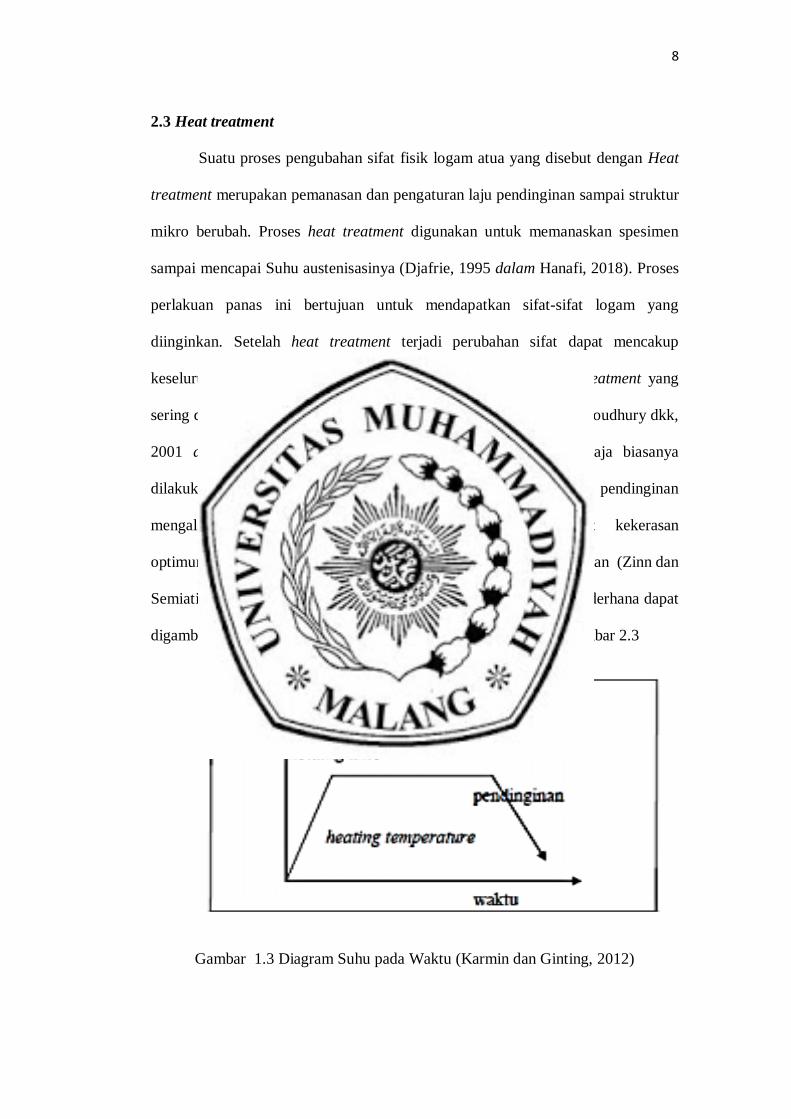
Semiatin, 1988 dalam Mustofa, 2016). Gambar proses ini secara sederhana dapat
digambarkan melalui skema diagram Suhu terhadap waktu pada Gambar 2.3
Gambar 1.3 Diagram Suhu pada Waktu (Karmin dan Ginting, 2012)
9
2.4 Waktu Tahan (Holding Time)
Waktu Tahan (Holding time) adalah proses penahanan waktu yang
bertujuan untuk memperoleh kekerasan maksimum dari suatu bahan pada proses
hardening memiliki prinsip menahan suhu pengerasan agar dapat menjadi
pemanasan yang homogen sehingga struktur austenitnya homogen larut kedalam
austenit dan diffusi karbon dan unsur paduannya (Koswara, 1999 dalam Hanafi,
2018). Hal yang sangat berpengaruh dalam proses quenching adalah Waktu
penahanan yang mana jika pemberian holding time yang diberikan kurang tepat atau
terlalu cepat, maka transformasi yang terjadi tidak sempurna dan tidak sejenis selain
itu holding time yang singkat akan menghasilkan kekerasan yang rendah hal ini
dikarenakan kurangnya jumlah karbida yang larut. Selain itu jika holding time yang
diberikan terlalu lama, transformasi terjadi namun diikuti dengan pertumbuhan
butir yang dapat menurunkan ketangguhan (Thelning, 1984 dalam Pramono, 2011).
Penentukkan holding time dari bermacam jenis baja dapat dilihat pada Tabel 2.4
Tabel 1.4 Jenis Baja dan Waktu Tahan yang Dibutuhkan pada Proses Perlakuan
Panas
Jenis Baja Waktu Tahan (menit)
Baja Karbon dan Baja Paduan Rendah 5-15
Baja Campuran Menengah 15-25
Baja Perkakas 10-30
Baja kadar crome tinggi 10-60
Baja untuk Pekerjaan 15-30
Sumber: Prayitno dkk, 1999 dalam Pramono, 2011
Tebal dan tipisnya suatu benda uji sangat berpengaruh pada pemberian
holding time pada saat proses austenisasi. Pemberian waktu penahanan terhadap
ketebalan benda uji dapat ditulis secara sematis pada persamaan 1 berikut (Krauss,
1986 dalam Pramono 2011).
10
T = 1,4 × H ................(1)
dengan: T = Holding Time (menit)
H = Ketebalan Benda uji (mm)
2.5 Direct Quenching
Bentuk pendinginan dengan cara memanaskan logam baja sampai suhu
austenite, diatas termperatur kritis dari logam yang ingin di quenching, kemudian
di holding time agar fasa dari logam tersebut menjadi homogen merupakan bentuk
dari proses direct quenching. Pada temperature ini kumpulan ferit dan sementit
bertranformasi menjadi austenite. Selanjutnya fase austenite yang mengandung
logam tersebut diquneching dengan cepat kedalam suatu media pendingin sehingga
mencapai temperature ruang. Fasa yang terjadi adalah martensite, yang terjadi
dibawah Suhu eutectoid.
fasa austenite menuju fasa martensite dapat berpindah dengan pendinginan
tanpa memotong hidung kurva diagram CCT dan perpindahan yang terjadi
membuat austenite tidak sempat berubah membentuk ferit dengan sementit.
Transformasi tersebut terjadi tidak dengan cara difusi, melainkan dengan cara
perpindahan atom secara cepat dan fasa yang jerjadi .adalah fasa : Austenit →
Martensite. Sel martensit memiliki susunan unit berupa Body Centered Tetragonal
(BCT) dimana dalam fasa martensite ini baja akan menjadi kuat, keras dan sangat
rapuh. Proses Direct quenching dapat dilihat pada Gambar 2.5.

11
Gambar 2.5 Direct Quenching Proces (Acta, 2016).
Pengaruh media quenching terhadap sifat mekanik baja AISI 1045 telah
diteliti terlebih dahulu pada tahun 2011 oleh mahasiswa asal sultan agung
penelitiannya berjudul tentang Karakteristik Fisik dan Mekanik proses pengerasan
Baja AISI 1045 dengan media quenching. Pada penelitian yang dilakukan baja AISI
1045 dengan dimensi baja berdiameter 35mm dan variasi ketebalan 10mm, 15mm,
20mm dan 25mm, Suhu yang digunakan 840˚C, media quenching yang digunakan
adalah air dengan variasi volume 10L, 15L, 20L. dan 25L, serta metode pengujian
kekerasan yang dilakukan adalah metode Rockwell. Pada setiap baja dilakukan 4
titik pengujian kekerasan dan didapatkan hasil rata– rata dari 10 liter air adalah
59,62 HRC, 15 liter air adalah 58,56 HRC, 20 liter air adalah 57,62 HRC dan pada
25 liter air adalah 58,37 (Purnomo, 2011).
12
Selain itu mahasiswa asal politeknik Manufaktur Ceper Klaten, melakukan
penelitian serupa dengan menggunakan baja karbon sedang dengan dimensi dari
spesimen yaitu berdiameter 25mm dan panjang 20mm, dimana baja karbon di
lakukan proses quenching pada Suhu 850oC dan media yang digunakan adalah air
garam dengan variasi air garam berbanding dengan air sebesar 0% ; 2,5% ; 5% ;
7,5% ; 10% ; 12,5% ; 15% ; 17,5% ; 20% ; 22,5% ; 25% ; 27,5% ; 30%. Pengujian
yang dilakukan adalah uji kekerasan dengan metode brinell dan didapatkan
kekuatan kekerasan rata–rata dari setiap variasi air garam adalah 179 ; 171 ; 178 ;
175 ; 186 ; 183 ; 187 ; 186 ; 183 ; 187 ; 186 ; 187 ; 194 ; 192 ; 165 ; dan 189
(Sutiyoko, 2014 dalam Yusman, 2018). Dengan media–media tertentu seperti
media air, air garam dengan kadar tertentu dan oli pada proses quenching
diharapkan dapat menghasilkan nilai kekerasan yang lebih baik dari pada kekerasan
sebelumnya sehingga akan dapat bermanfaat pada dunia industri dan berbagai
macam aspek yang menggunakan bahan baja.
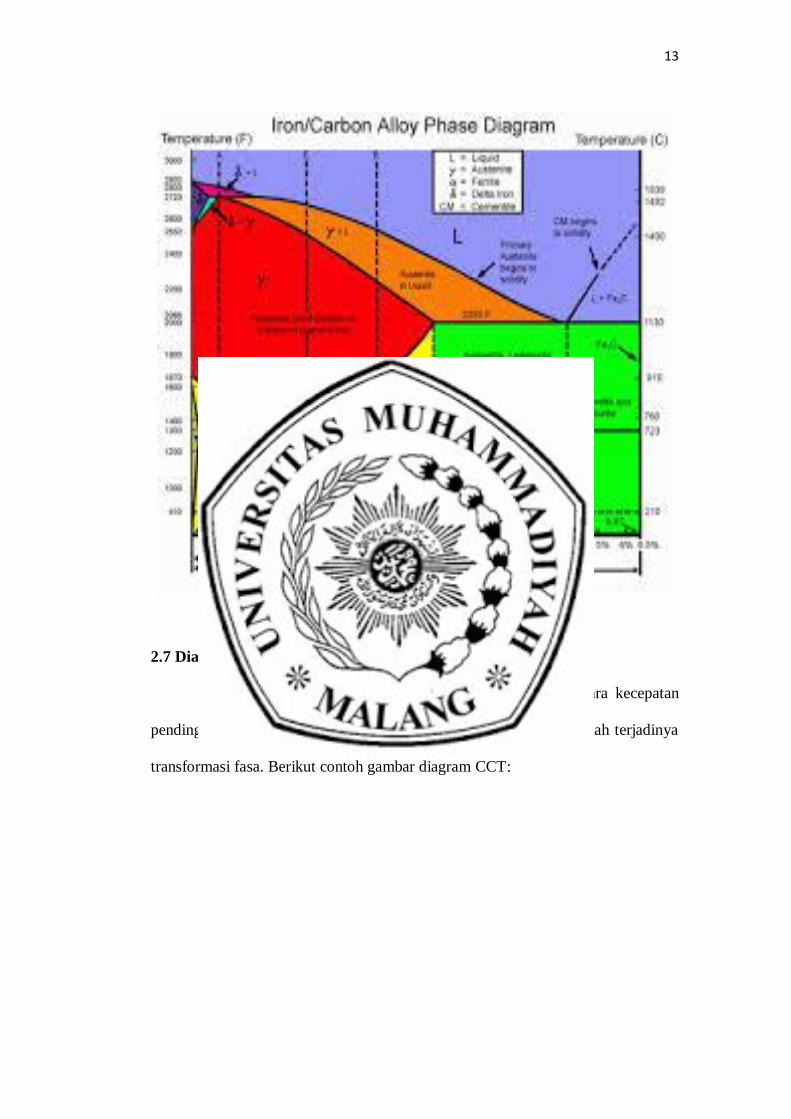
2.6 Diagram (Fe-C)
Diagram Fe-C digunakan untuk memudahkan menentukan Suhu
pemanasan, dimana diagram tersebut sering disebut dengan Diagram Fasa Fe – C.
Diagram Fe-C dapat menampilakan hubungan perubahan fasa yang yang terjadi
selama proses pemanasan dan pendinginan yang lambat dengan kadar karbon
(Murtiono, 2012).
13
Gambar 2.6. Diagram Fe-C (Anonim, 2015)
2.7 Diagram Pendinginan Lanjut (CCT)
Diagram CCT diagram, merupakan diagram hubungan antara kecepatan
pendinginan menerus dengan fasa atau struktur yang terbentuk setelah terjadinya
transformasi fasa. Berikut contoh gambar diagram CCT:
14
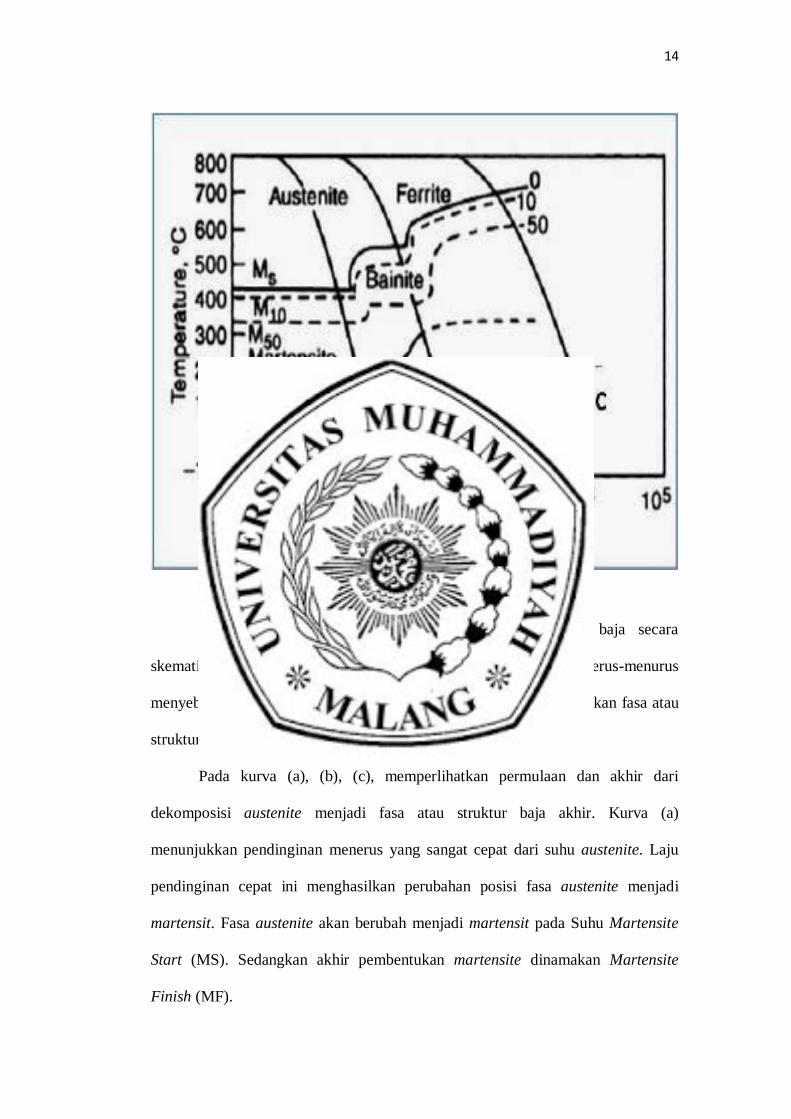
Gambar 2.7. Diagram CCT (Imam, 2014).
Diagram CCT diatas menunjukan proses pendinginan baja secara
skematika, dimana pendinginan tersebut berlangsung dengan terus-menurus
menyebabkan perbedaan laju pendinginan sehingga akan menghasilkan fasa atau
struktur baja yang tidak serupa.
Pada kurva (a), (b), (c), memperlihatkan permulaan dan akhir dari
dekomposisi austenite menjadi fasa atau struktur baja akhir. Kurva (a)
menunjukkan pendinginan menerus yang sangat cepat dari suhu austenite. Laju
pendinginan cepat ini menghasilkan perubahan posisi fasa austenite menjadi
martensit. Fasa austenite akan berubah menjadi martensit pada Suhu Martensite
Start (MS). Sedangkan akhir pembentukan martensite dinamakan Martensite
Finish (MF).
15
Kurva (b) menunjukkan pendinginan menerus dengan laju medium.
Dengan laju pendinginan continue ini fasa austenite berubah secara perlahan
menjadi fasa bainite. Kurva (c) menunjukkan pendinginan menerus dengan laju
pendinginan tidak cepat.
Pendinginan lambat ini menyebabkan fasa austenite berubah posisinya
menjadi fasa ferit dan perlit. Berikut adalah gambar kurva diagram CCT AISI 1045:
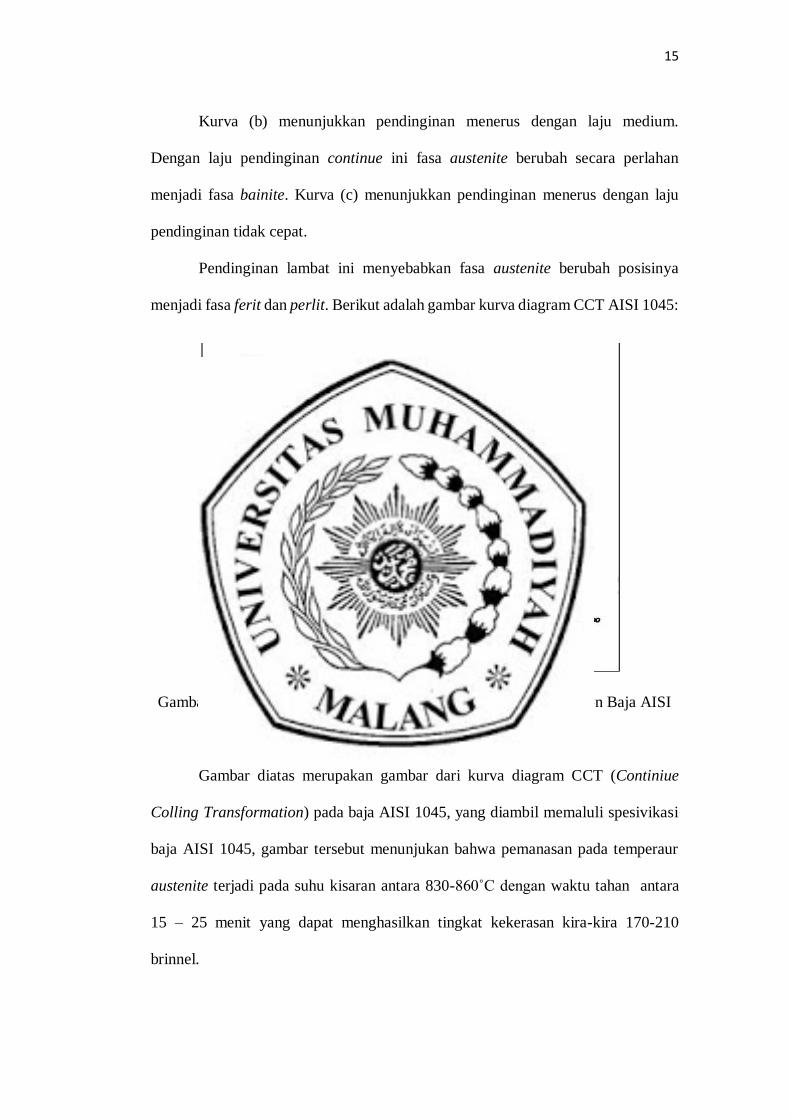
Gambar 2.8. Kurva Diagram CCT (Continiue Colling Transformation Baja AISI
1045) (SIJ, 2016)
Gambar diatas merupakan gambar dari kurva diagram CCT (Continiue
Colling Transformation) pada baja AISI 1045, yang diambil memaluli spesivikasi
baja AISI 1045, gambar tersebut menunjukan bahwa pemanasan pada temperaur
austenite terjadi pada suhu kisaran antara 830-860˚C dengan waktu tahan antara
15 – 25 menit yang dapat menghasilkan tingkat kekerasan kira-kira 170-210
brinnel.
16
2.8 Media Pendingin
Jenis media quenching yang sering digunakan salah satunya adalah oli, dimana oli
memiliki nilai viskositas yang berbeda.
Pada penelitian ini menggunakan Oli SAE 20, SAE 40, SAE 90, SAE 140
zat karbon yang timbul pada pada pelumas menyebabkan specimen menjadi
terlindungi. Berdasarkan tujuan untuk memperbaiki sifat baja tersebut, sehingga
dipilihlah proses heat treatment dengan quenching media Pelumas SAE 20, SAE
40, SAE 90, SAE 140. Oli atau Pelumas memiliki sifat untuk selalu melekat dan
menyebar pada permukaan spesimen yang bergeser, sehingga membuat tingkat
keausan dan kenaikan suhu kecil (Soedjono,1978 dalam Maulana, 2018).
Penelitian menganai quenching pernah dilakukan oleh mahasiswa asal Palu
dimana pada pendinginan media oli kekerasan logam mengalami peningkatan dari
raw material yang memiliki nilai kekerasan 62,3 HRC setelah dilakukan
pendinginan dengan media oli menjadi 63,7 (Bahtiar dkk, 2014).
Penelitian serupa dilakukan dengan menggunakan baja karbon sedang
SNCM 447, dimana baja dipanaskan sampai suhu 900˚C lalu dilakukan quenching
dengan menggunakan media oli. Pengujian yang dilakukan adalah pengujian
kekerasan Vickers, setelah diuji maka hasil nikai kekerasan dari baja SNCM 447
sebesar 504 VHN mengalami peningkatan dari yang semula sebesar 216 VHN.
Sehingga dapat disimpulkan pengaruh media oli dapat meningkatkan kekerasan
baja SNCM 447 (Sumiyanto, 2012 dalam Yusman, 2018).
2.8.1 Oli SAE 20, SAE 40, SAE 90, SAE 140
Pada dasarnya oli SAE 20, 40, 90, dan 140 merupakan jenis spesifikasi dari
oli hidrolik dan garden mobil, yang mana oli tersebut berfungsi sebagai pelumas
mesin hidrolis dan gardan mobil, tidak hanya itu oli juga berfungsi untuk meredam
17
gesekan,getaran,dan panas yang timbul karna adanya kontak gesekan sebuah benda
dalam waktu yang lama.
Sehingga oli, dapat InsyaAllah melindungi komponen otomotif motor dan
mobil, dari gaya gesek dan tekanan. Kualitas oli hidrolis dan oli gardan sangat
menentukan keawetan mesin mobil dan komponen pendukungnya, yang perlu
diketahui pembaca ialah kapan waktu yang tepat untuk mengganti oli (Anonim,
2016).
Berdasarkan hal tersebut oli memiliki tingkat viskositas yang berbeda
sesuai dengan kondisi iklim disuatu daerah, kekentalan oli yang meningkat
mengakibatkan bertambahnya massa pada oli tersebut. Berikut jenis-jenis oli
beserta fungsinya berdasarkan tingkat viskositas nya:
a. Oli SAE 20, oli yang memiliki tingkat kekentalan sebesar 20, oli ini berfungsi
sebagai oli hidrolik pada mobil.
b. Oli SAE 40, oli yang memiliki tingkat kekentalan sebesar 40, oli ini berfungi
sebagai oli mesin yang sudah ber umur.
c. Oli SAE 90, oli yang memiliki tingkat kekentalan sebesar 90, oli ini berfungsi
sebagai oli transmisi pada kendaran alat berat.
d. Oli SAE 40, oli yang memiliki tingkat kekentalan sebesar 140, oli ini berfungsi
sebagai oli garden pada kendaraan alat berat.
2.9 Pengujian Kekerasan (Vickers)
Hardening merupakan proses perlakuan panas baja, yang menghasilkan
jenis baja yang keras secara yang baik sehingga baja memiliki sifat mampu keras
dan tahan aus yang tinggi.
18
Oleh karena itu diperlukan pengujian sifat kekerasan suatu specimen.
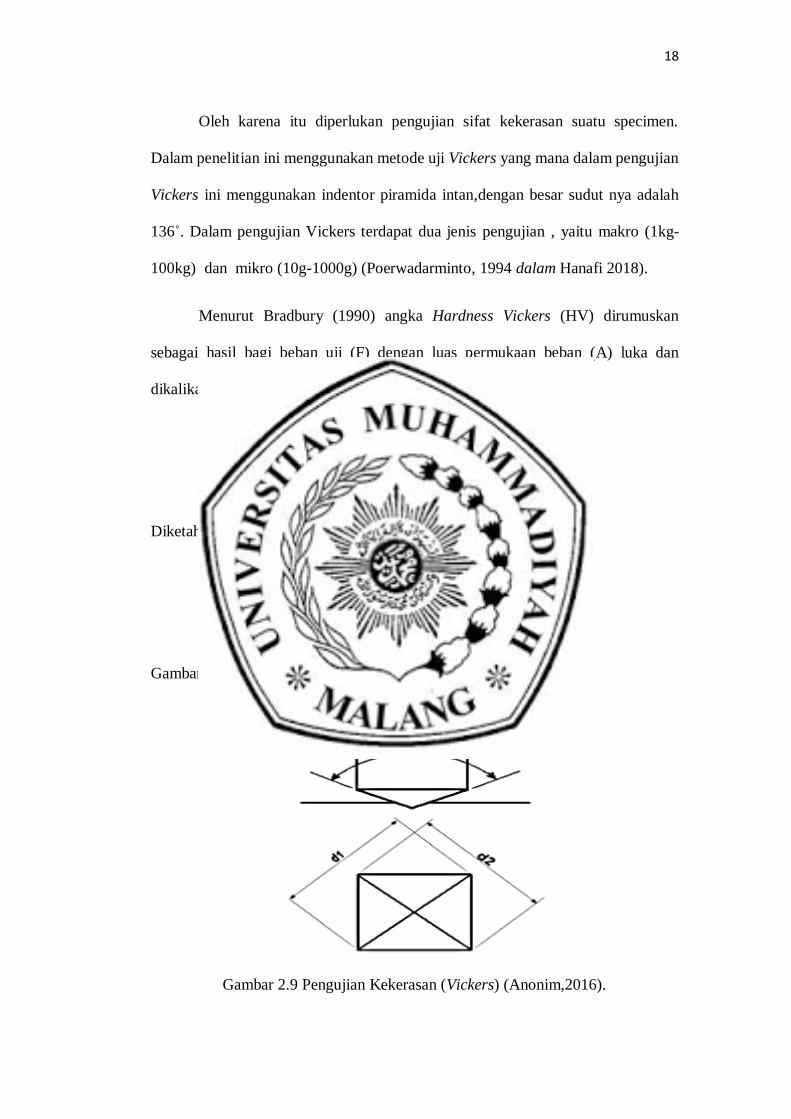
Dalam penelitian ini menggunakan metode uji Vickers yang mana dalam pengujian
Vickers ini menggunakan indentor piramida intan,dengan besar sudut nya adalah
136˚. Dalam pengujian Vickers terdapat dua jenis pengujian , yaitu makro (1kg-
100kg) dan mikro (10g-1000g) (Poerwadarminto, 1994 dalam Hanafi 2018).
Menurut Bradbury (1990) angka Hardness Vickers (HV) dirumuskan
sebagai hasil bagi beban uji (F) dengan luas permukaan beban (A) luka dan
dikalikan dengan sin (136/2). Berikut rumus pengujian Vickers:
Diketahui: VHN = Angka Kekerasan Vickers
P = Nilai Beban yang diberikan
D = besar diagonal rata-rata
Gambar dari pengujian Vickers dapat dilihat sebagai berikut:
Gambar 2.9 Pengujian Kekerasan (Vickers) (Anonim,2016).
𝑉𝐻𝑁 =1,854 𝑥 𝑝
𝑑2 𝑎𝑡𝑎𝑢
2𝑝 sin∅/2
𝑑2
19
Pada gambar diatas diketahui bahwa Jejak yang dibuat dengan penekanan
piramida tidak tergantung pada besar pembebanan. Pengujian ini tidak
diperuntukan pada beban yang sangat ringan.
Uji makro vickers menggunakan beban berkisar antara 10 kgf hingga 120
kgf tergantung pada kekerasan logam yang akan diuji (Hanafi 2018). Penelitian
menggunakan pengujian Vickers dengan baja AISI 1045 ini, sebelumnya telah
dilakukan oleh Mahasiswa dari Universitas Nusantara PGRI Kediri, tentang
Pengaruh Pendinginan Terhadap Nilai Kekerasan Bahan AISI 1045 Pada Proses
Pemanasan. Penelitiannya tersebut menggunakan Pengujian kekerasan micro
Vickers dan metode penelitian pengolahan data menggunakan metode Taguchi yang
dibantu dengan software Minitab 16 untuk mengetahui karakteristik performasi dari
parameter permesinan. Hasil penelitian menunjukkan bahwa hasil kekerasan baja
AISI 1045 dapat meningkat . Peningkatan nilai kekerasan terendah pada quenching
oli SAE 20W dengan waktu tahan 10 menit mendapatkan hasil nilai kekerasan
183,5 VHN dengan kekerasan material sebelum diproses heat treatment sebesar
176,2 VHN, dan pengaruh quenching dengan nilai kekerasan yang paling baik
adalah media pendingin air dengan waktu tahan 15 menit dengan hasil nilai
kekerasan yaitu 583,8 VHN.
2.10 Pengujian Mikrostruktur
Mikrostruktur merupakan butiran-butiran partikel suatu benda logam yang
sangat kecil dan sukar untuk dilihat dengan kasat mata, oleh karnanya penggunaan
mikroskop optic atau mikroskop elektron untuk pemeriksaan butiran-butiran logam
sangat diperlukan.
20
Analisis mikrostruktur bertujuan untuk mendapatkan jenis struktur yang
berada dalam baja tertentu dan didalam penelitian digunakan untuk menentukan
seberapa besar perubahan struktur mikro yang terjadi sebagai akibat komposisi atau
perlakuan panas.
Jenis struktur logam yang berubah berupa fasa dan sifat-sifat logam
terutama sifat mekanis dan sifat fisis sangat dipengaruhi oleh struktur mikro logam
uji dan paduannya. Pengubahan struktur mikro dari logam dapat terjadi dengan
jalan heat treatment ataupun dengan proses (deformasi) dari logam yang akan diuji
(USU Institutional Repository, 2011 dalam Yusman, 2018).
