bab i connecting rod
TRANSCRIPT
BAB I
PRAKTIKUM PENGUKURAN CONNECTING ROD
1.1 DASAR TEORI
1.1.1 PENGERTIAN PENGUKURAN LINEAR
Pengukuran Linear adalah proses pengukuran untuk mengetahui dimensi dari suatu
benda kerja yang belum diketahui ukurannya.
a. Pengukuran Linear Pembacaan Langsung
Alat ukur langsung adalah alat ukur yang mempunyai skala ukur yang telah
dikalibrasi dan hasil pengukuran dapat langsung dibaca pada skala tersebut.
Contoh alat ukur langsung :
Mistar Ukur
Mistar Ingsut
Mikrometer : Mikrometer dalam dan Mikrometer luar
Jadi, Pengukuran linear pembacaan langsung adalah proses pengukuran dimana
hasil pengukuran dapat dilihat langsung dari skala alat ukur yang dipakai.
b. Pengukuran Linear Pembacaan Tidak Langsung
Pengukuran Linear pembacaan tidak langsung yaitu pengukuran dengan instrumen
pembanding, maksudnya dengan membandingkan dimensi yang diperoleh dari hasil
pengukuran kemudian membacanya dengan bantuan alat ukur langsung. Pada
pengukuran ini, kita melakukan dua kali proses pengerjaan. Macam-macam alat
ukur yang tergolong alat ukur tidak langsung yaitu
Outside Caliper
Inside caliper
Spring Divider
CMM (Coordinate Measuring Machine)
c. Pengukuran Dengan Kaliber Batas
Pengukuran dengan kaliber batas ( limit gage) yaitu pengukuran menggunakan alat
ukur batas/kaliber. Pengukuran ini tidak menentukan ukuran suatu dimensi dengan
pasti, melainkan hanya menunjukkan apakah dimensi tersebut terletak di dalam atau
di luar daerah toleransi. Cara pengukuran seperti ini dimaksudkan untuk
mempercepat pemeriksaan atas produksi masal, dan alat ukur yang digunakan
adalah jenis kaliber GO dan NO GO gauges.
d. Pengukuran dengan Bentuk Acuan
Pengukuran dengan cara membandingkan yaitu pengukuran dengan cara ini tidak
menentukan dimensi ataupun toberansi suatu benda ukur secara langsung.
Pengukuran dengan cara ini menggunakan perbandingan dengan bentuk standar
misalnya untuk pengecekkan/pemeriksaan bentuk konis.
e. Pengukuran Geometi Khusus
Berbeda dengan pemeriksaan secara perbandingan, pengukuran geometrik khusus
benar-benar mengukur geometri ybs. Dengan memperhatikan imajinasi daerah
toleransinya, alat ukur dan prosedur pengukuran dirancang dan dilaksanakan secara
khusus. Berbagai masalah pengukuran geometri umumnya ditangani dengan cara
ini, misalnya kekasaran permukaan, kebulatan poros atau lubang, geometri ulir, dan
geometri roda gigi.
f. Pengukuran Dengan Mesin Ukur Koordinat
Seperti namanya, alat ukur ini (lebih cocok dinamakan mesin ukur, karena
dimensinya yang relatif besar dan dioperasikan dengan prosedur tertentu) memiliki
tiga sumbu gerak yang membentuk sumbu koordinat kartesian (X,Y,Z). sensor alat
ukur dapat digerakkan pada sumbu ini secara manual dan mungkin juga secara
otomatik mengikuti program gerakan pengukuran yang tersimpan dalam komputer
pengontrolnya.
Alat ukur linear juga memiliki sifat umum. Hal ini dkarenakan alat ukur tersebut
buatan manusia dan kesempurnaan merupakan cirri utamanya. Sifat umum alat ukur
antara lain :
1. Rantai kalibrasi, yaitu proses pemeriksaan alat ukur yang bertujuan untuk
mencocokan harga-harga yang tercantum pada skala alat ukur dengan
harga-harga standar, agar tidak terjadi penipuan dari alat ukur.
2. Kepekaan (Sensitivity), yaitu kemampuan suatu alat ukur untuk merasakan
suatu perbedaan yang relatif kecil dari harga yang diukur.
3. Kemudahan Baca (readibility),yaitu kemampuan sistem penunjukkan dari
alat ukur untuk memberikan suatu angka yang jelas dan berarti
4. Histerisis, yaitu penyimpangan yang timbul sewaktu dilakukan pengukuran
secara kontinyu dari dua arah yang berlawanan, yakni dari skala nol
menuju skala maksimal dan dari skala maksimal menuju skala nol.
5. Kestabilan nol,yaitu kemampuan suatu alat ukur untuk kembali ke posisi
awal (nol) setelah melakukan pengukuran.
6. Pengambangan (floating), yaitu keadaan suatu jarum penujuk dari alat ukur
yang tidak mau berhenti (terus bergerak), atau angka terakhir paling kanan
dari penunjuk berangka (digitas) yang selalu berubah-ubah.
7. Kepasifan (Pasivity) atau kelambatan reaksi,yaitu kekurang-pekaan alat
ukur dalam menerima perubahan yang terjadi pada sensor.
8. Pergeseran (shifting, drift), yaitu terjadi perubahan atau pergeseran pada
pencantat/penunjuk sementara sensor tidak mengisnyaratkan adanya
pergesran tersebut.
Semua alat ukur perlu untuk dikalibrasi. Kalibrasi merupakan proses verifikasi
bahwa suatu akurasi alat ukur sesuai dengan rancangannya. Kalibrasi biasa
dilakukan dengan membandingkan suatu standar yang terhubung dengan standar
nasional maupun internasional dan bahan-bahan acuan tersertifikasi.
Rantai kalibrasi, yaitu proses pemeriksaan alat ukur yang bertujuan untuk
mencocokan harga-harga yang tercantum pada skala alat ukur dengan harga-harga
standar, agar tidak terjadi penipuan dari alat ukur. Rantai Kalibrasi :
a. Tingkat 1 : Kalibrasi alat ukur kerja dengan menggunakan acuan alat ukur standar
kerja
b. Tingkat 2 : Kalibrasi alat ukur standar kerja dengan memakai acuan alat ukur
standart
c. Tingkat 3 : kalibrasi alat ukur standar dengan acuan alat ukur standar dengan
tingkatan yang lebih tinggi (standar nasional)
d. Tingkat 4 : Kalibrasi standar nasional dengan acuan standar meter (internasional)
(Taufiq Rochim hal.77 , Spesifikasi, Metrologi Industri dan Kontrol Kualitas,2001)
1.1.1 JENIS-JENIS ALAT UKUR LINIER
Mistar Baja
Gambar 1.1 Mistar Baja
(www.chinatradeonline.com)
Mistar baja adalah sebuah alat ukur dan alat bantu gambar untuk menggambar garis
lurus. Mistar baja dibuat dari baja tahan karat atau baja perkakas. Sakala yang
dicantumkan adalah dalam satuan inci dan metric. Mistar baja dapat diperoleh
dalam berbagai ukuran panjang, dan pada umunya jenis yang banyak dipakai adalah
yang berukuran 150 mm hingga 300 mm. mistar baja dengan skala metrik
digoreskan pada setengah dan satu millimeter, sedangkan pada skala inci digoreskan
dalam pecahan dan persepuluhan. Pecahan yang biasa dicantumkan adalah 1/64,
1/32, 1/16 dan 1/8 inci. Mistar metrik lebih mudah dibaca karena tidak dibuat dalam
bentuk pecahan dan tidak dikecilkan.
(Pekerjaan Logam Kasar, Bagyo Sucahyo, 2004)

Jangka Sorong
Jangka sorong juga dikenal dengan nama Mistar Sorong, Mistar Ingsut, Mistar
Geser ataupun Vernier Caliper. Jangka sorong merupakan alat ukur linier yang
dapat mengukur ketelitian dengan baik dan tepat sampai ketelitian dengan baik dan
tepat sampai pada ukuran 0,1 mm, 0,05 mm, 0,02 mm dan 0,01 mm. Jangka sorong
memiliki dua skala utama yaitu skala vernier atau nonius. Bagian-bagian dan
kegunaan jangka sorong adalah sebagai berikut:
Gambar 1.2. Jangka Sorong
Bagian bagian dari vernier caliper
1. Pengukuran diameter dalam
2. Pengukuran diameter luar
3. Pengukuran kedalaman
4. Kunci peluncur
5. Kunci penggerak halus
6. Penggerak halus
7. Batang skala utama
8. Peluncur
11
12
9. Rahang gerak diameter dalam
10. Rahang gerak diameter luar
11. Skala utama
12. Skala nonius
Kegunaan jangka sorong adalah:
untuk mengukur suatu benda dari sisi luar dengan cara diapit;
untuk mengukur sisi dalam suatu benda yang biasanya berupa lubang (pada
pipa, maupun lainnya) dengan cara diulur;
untuk mengukur kedalamanan celah/lubang pada suatu benda dengan cara
"menancapkan/menusukkan" bagian pengukur. Bagian pengukur tidak
terlihat pada gambar karena berada di sisi pemegang.
(http://id.wikipedia.org/wiki/Jangka_sorong)
Mikrometer
Dalam pengukuran linier (dengan benda ukur pada gambar 14) ini kita menggunakan
mikrometer:
1. Mikrometer dengan kapasitas ukur 0-25 mm
Mikrometer jenis ini berarti mampu mengukur benda ukur dengan ukuran
antara 0-25 mm dan tidak bisa mengukur benda yang ukurannya lebih dari
25 mm (atau melebihi kapasitas ukur).
2. Micrometer dengan kapasitas ukur 25-50 mm
Micrometer jenis ini berarti mampu mengukur benda kerja yang memiliki
ukuran antara 25-50 mm. Jika benda kerja kita memiliki ukuran yang lebih
ataupun kurang dari kapasitas ukur ini, berarti kita harus mengganti dengan
alat ukur yang memiliki kapasitas yang berbeda.
3. Micrometer dengan kapasitas ukur 50-75 mm
Mikrometer jenis ini memiliki kapasitas ukur mulai dari 50 mm sampai 75
mm.
4. Mikrometer dengan kapasitas ukur 75-100 mm
Micrometer ini berarti memiliki kapasitas ukur mulai dari 75 sampai 100
mm.
5. Mikrometer dengan kapasitas ukur 100-125 mm
Mikrometer jenis ini berarti mampu mengukur benda ukur dengan ukuran
antara 100-125 mm dan tidak bisa mengukur benda yang ukurannya lebih
dari 125 mm (atau melebihi kapasitas ukur).
6. Micrometer dengan kapasitas ukur 125-150 mm
Mikrometer ini berarti dapat mengukur benda kerja yang memiliki ukuran
maksimal 150 mm dan minimal 125 mm.
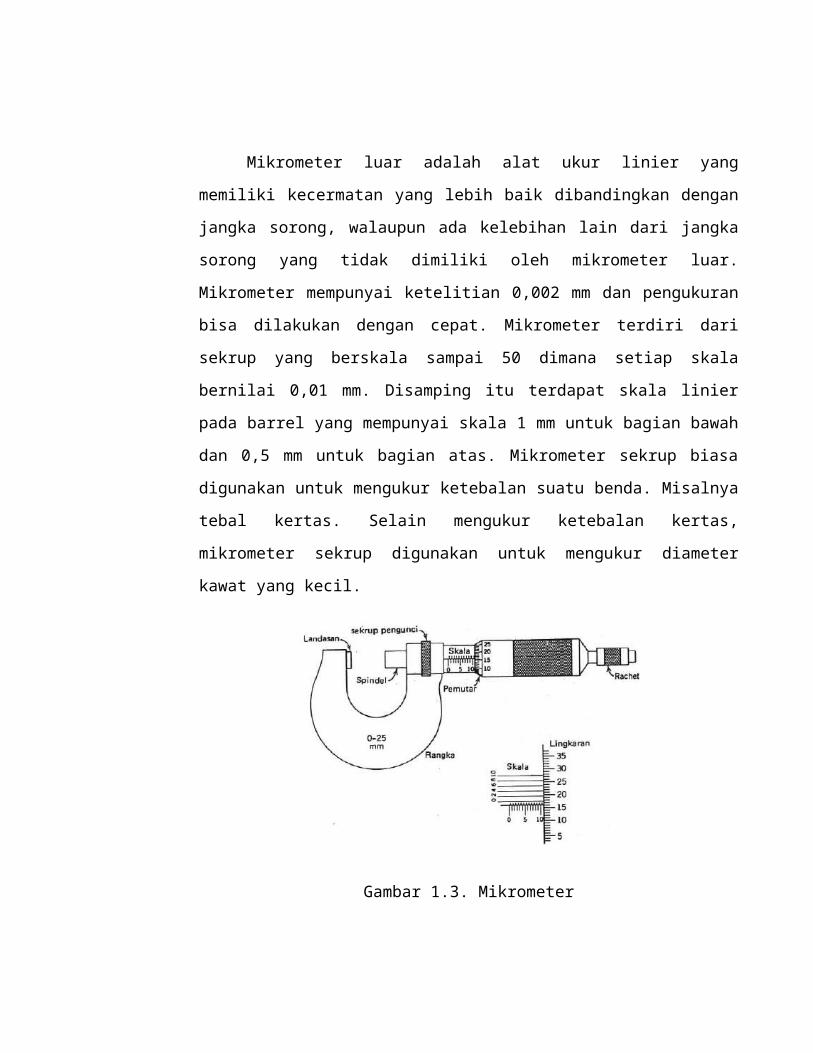
Mikrometer luar adalah alat ukur linier yang memiliki kecermatan yang
lebih baik dibandingkan dengan jangka sorong, walaupun ada kelebihan lain dari
jangka sorong yang tidak dimiliki oleh mikrometer luar. Mikrometer mempunyai
ketelitian 0,002 mm dan pengukuran bisa dilakukan dengan cepat. Mikrometer
terdiri dari sekrup yang berskala sampai 50 dimana setiap skala bernilai 0,01 mm.
Disamping itu terdapat skala linier pada barrel yang mempunyai skala 1 mm untuk
bagian bawah dan 0,5 mm untuk bagian atas. Mikrometer sekrup biasa digunakan
untuk mengukur ketebalan suatu benda. Misalnya tebal kertas. Selain mengukur
ketebalan kertas, mikrometer sekrup digunakan untuk mengukur diameter kawat
yang kecil.

Gambar 1.3. Mikrometer
(Pekerjaan Logam Kasar, Bagyo Sucahyo, 2004)
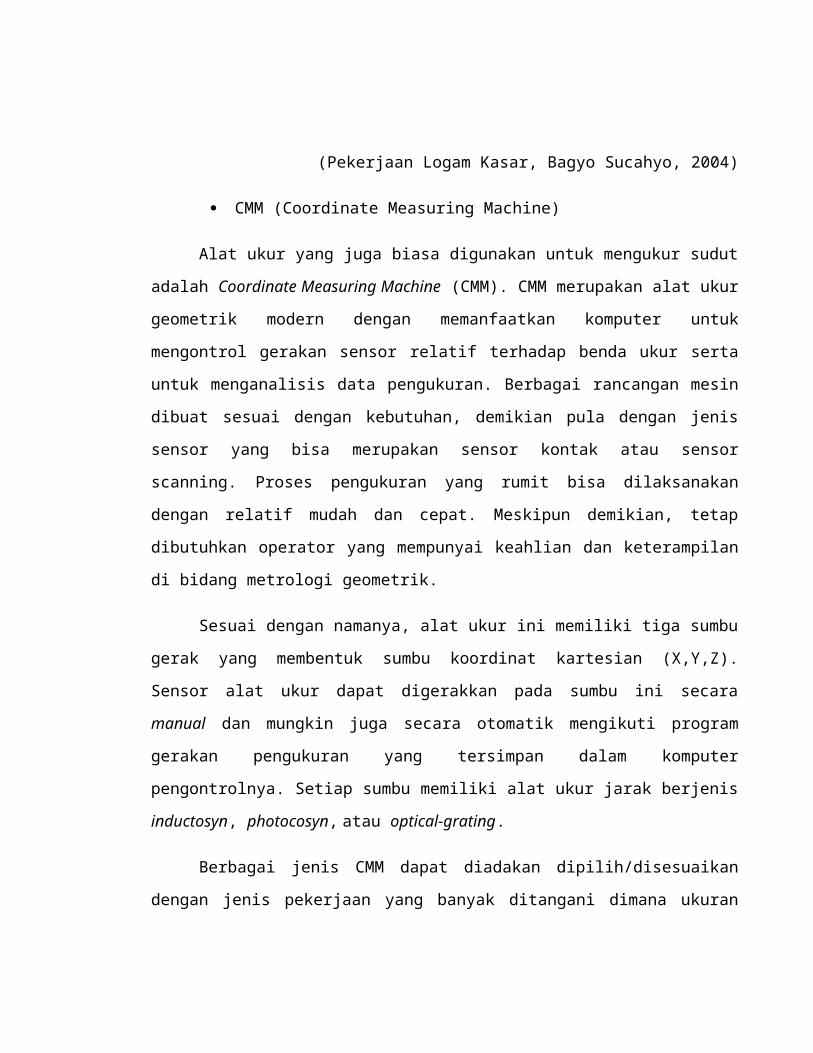
CMM (Coordinate Measuring Machine)
Alat ukur yang juga biasa digunakan untuk mengukur sudut adalah Coordinate
Measuring Machine (CMM). CMM merupakan alat ukur geometrik modern dengan
memanfaatkan komputer untuk mengontrol gerakan sensor relatif terhadap benda ukur serta
untuk menganalisis data pengukuran. Berbagai rancangan mesin dibuat sesuai dengan
kebutuhan, demikian pula dengan jenis sensor yang bisa merupakan sensor kontak atau
sensor scanning. Proses pengukuran yang rumit bisa dilaksanakan dengan relatif mudah dan
cepat. Meskipun demikian, tetap dibutuhkan operator yang mempunyai keahlian dan
keterampilan di bidang metrologi geometrik.
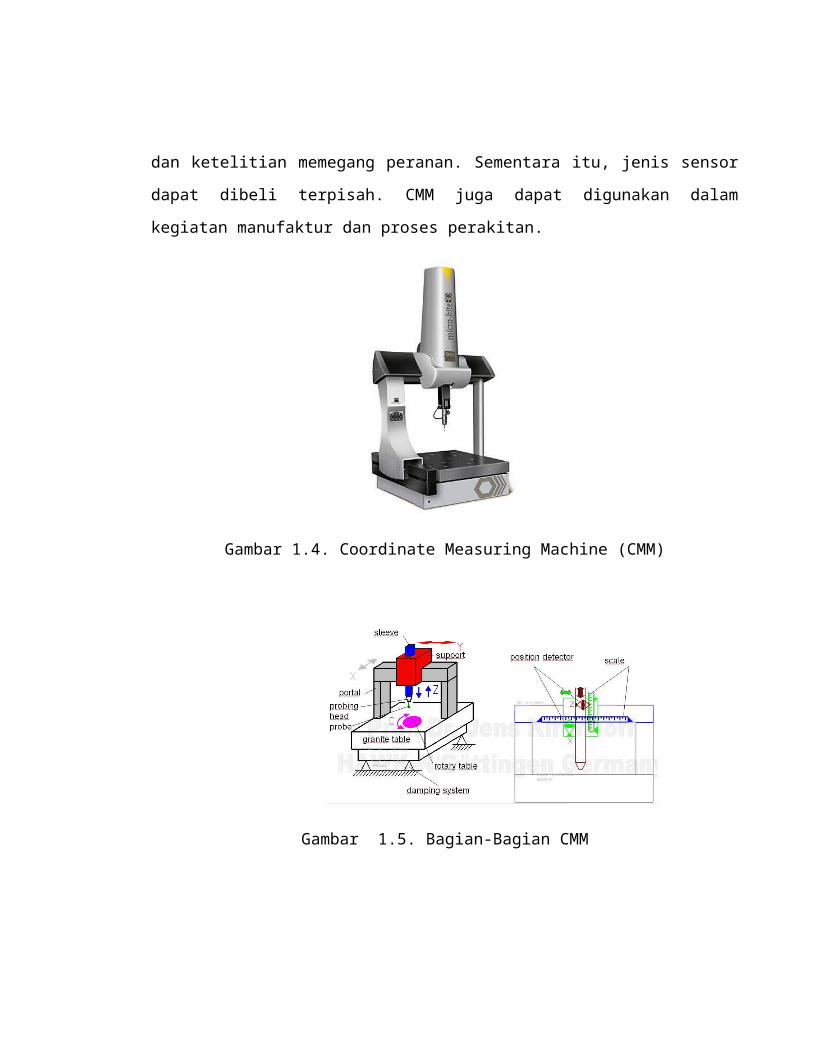
Sesuai dengan namanya, alat ukur ini memiliki tiga sumbu gerak yang membentuk
sumbu koordinat kartesian (X,Y,Z). Sensor alat ukur dapat digerakkan pada sumbu ini
secara manual dan mungkin juga secara otomatik mengikuti program gerakan pengukuran
yang tersimpan dalam komputer pengontrolnya. Setiap sumbu memiliki alat ukur jarak
berjenis inductosyn, photocosyn, atau optical-grating.
Berbagai jenis CMM dapat diadakan dipilih/disesuaikan dengan jenis pekerjaan
yang banyak ditangani dimana ukuran dan ketelitian memegang peranan. Sementara itu,
jenis sensor dapat dibeli terpisah. CMM juga dapat digunakan dalam kegiatan manufaktur
dan proses perakitan.
Gambar 1.4. Coordinate Measuring Machine (CMM)
Gambar 1.5. Bagian-Bagian CMM
1.1.2 CARA MENGGUNAKAN MACAM-MACAM ALAT UKUR LINIER
Jangka Sorong
Gambar 1.6. Bagian-Bagian Jangka Sorong
Untuk mengukur diameter luar :
1. Pastikan pengunci dalam keadaan terbuka.
2. Buka rahang dan letakkan benda yang diukur pada rahang.
3. Putarlah pengunci sampai skala putar tidak dapat digerakkan.
4. Baca hasil pengukuran.
Gambar 1.7 Pengukuran Diameter Luar dengan Jangka Sorong
Untuk mengukur diameter dalam :
1. Pastikan pengunci dalam keadaan terbuka.
2. Buka rahang dan letakkan benda yang diukur pada rahang bagian atas.
3. Putarlah pengunci sampai skala putar tidak dapat digerakkan.
4. Baca hasil pengukuran.
Gambar 1.8 Pengukuran Diameter Dalam dengan Jangka Sorong
(saintek.uin-suka.ac.id/file_kuliah/Metrologi%20Industri-1.pdf)
Mikrometer
Cara Menggunakan Mikrometer Sekrup :
1. Pastikan pengunci dalam keadaan terbuka.
2. Buka rahang dengan cara memutar ke kiri pada skala putar hingga benda
dapat masuk ke rahang.
3. Letakkan benda yang diukur pada rahang, dan putar kembali sampai tepat.
4. Putarlah pengunci sampai skala putar tidak dapat digerakkan dan
terdengar bunyi 'klik'.
Cara membaca skala pada mikrometer :
Pertama-tama perhatikan bilangan bulat pada skala utama barrel, lalu
perhatikan apakah terbaca skala setengah milimeter pada bagian atas
skala utama (ada kalanya dibawah), dan akhirnya bacalah skala
perseratusan pada lingkaran.
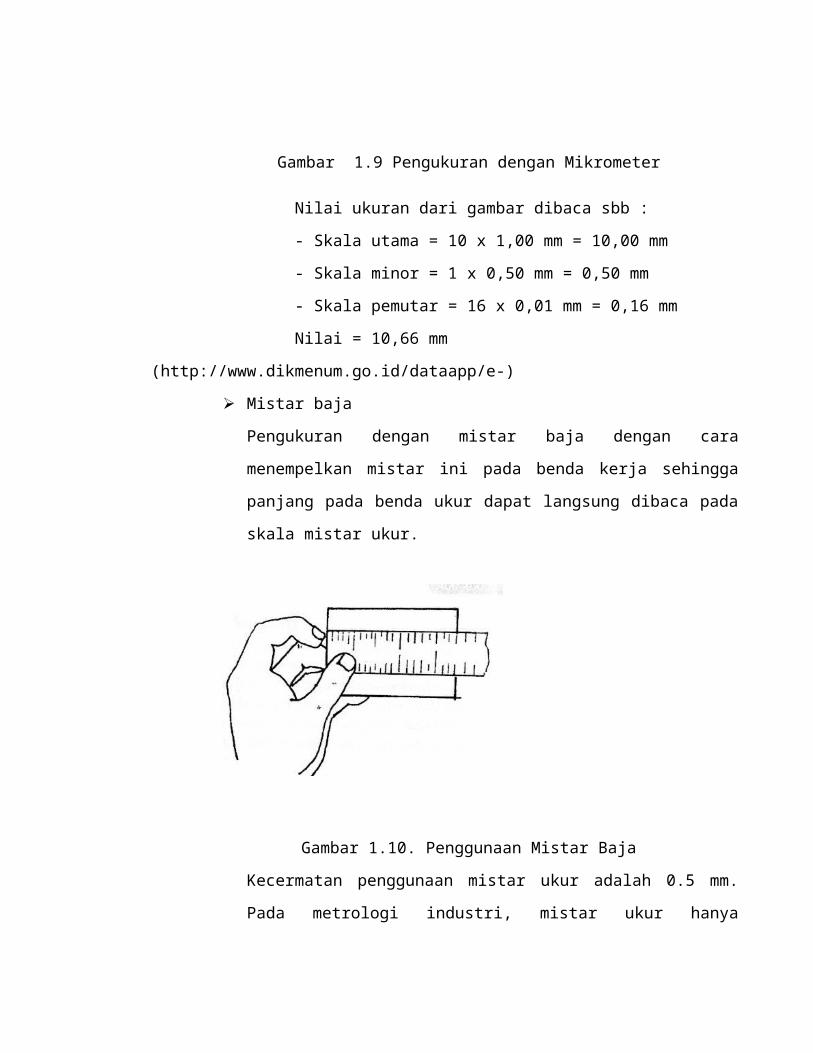
Gambar 1.9 Pengukuran dengan Mikrometer
Nilai ukuran dari gambar dibaca sbb :
- Skala utama = 10 x 1,00 mm = 10,00 mm
- Skala minor = 1 x 0,50 mm = 0,50 mm
- Skala pemutar = 16 x 0,01 mm = 0,16 mm
Nilai = 10,66 mm
(http://www.dikmenum.go.id/dataapp/e-)
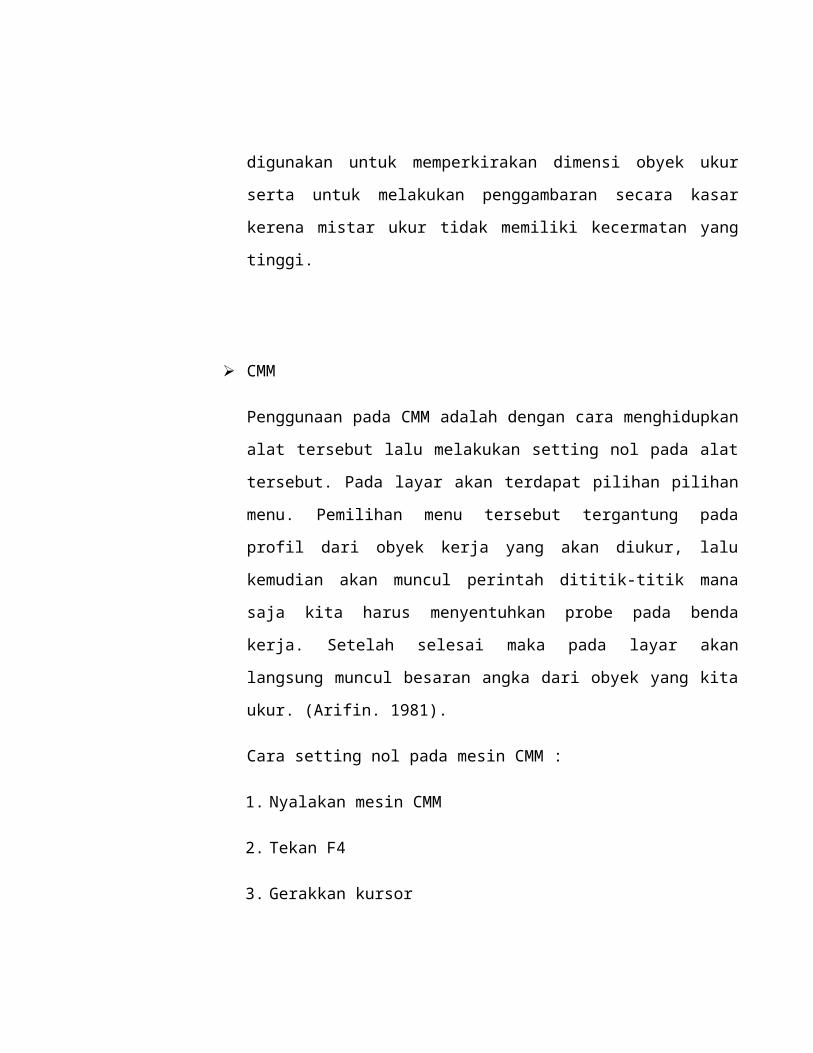
Mistar baja
Pengukuran dengan mistar baja dengan cara menempelkan mistar ini pada
benda kerja sehingga panjang pada benda ukur dapat langsung dibaca pada
skala mistar ukur.
Gambar 1.10. Penggunaan Mistar Baja
Kecermatan penggunaan mistar ukur adalah 0.5 mm. Pada metrologi
industri, mistar ukur hanya digunakan untuk memperkirakan dimensi obyek
ukur serta untuk melakukan penggambaran secara kasar kerena mistar ukur
tidak memiliki kecermatan yang tinggi.
CMM
Penggunaan pada CMM adalah dengan cara menghidupkan alat tersebut lalu
melakukan setting nol pada alat tersebut. Pada layar akan terdapat pilihan
pilihan menu. Pemilihan menu tersebut tergantung pada profil dari obyek
kerja yang akan diukur, lalu kemudian akan muncul perintah dititik-titik
mana saja kita harus menyentuhkan probe pada benda kerja. Setelah selesai
maka pada layar akan langsung muncul besaran angka dari obyek yang kita
ukur. (Arifin. 1981).
Cara setting nol pada mesin CMM :
1. Nyalakan mesin CMM
2. Tekan F4
3. Gerakkan kursor
4. Kunci
5. Gerakkan sensor (x,y,z) sampai terdetect
6. Tekan F11, F4, F1
7. Tekan F1
8. Tekan F8
9. Tekan F10

β
γ
10. Kemudian tekan F4 input
11. Gerakkan sensor pada benda
12. Tekan F4
13. Tekan F1
14. Kemudian tekan F4 tekan F1 keluar
15. Tekan F1 mulai pengukuran benda
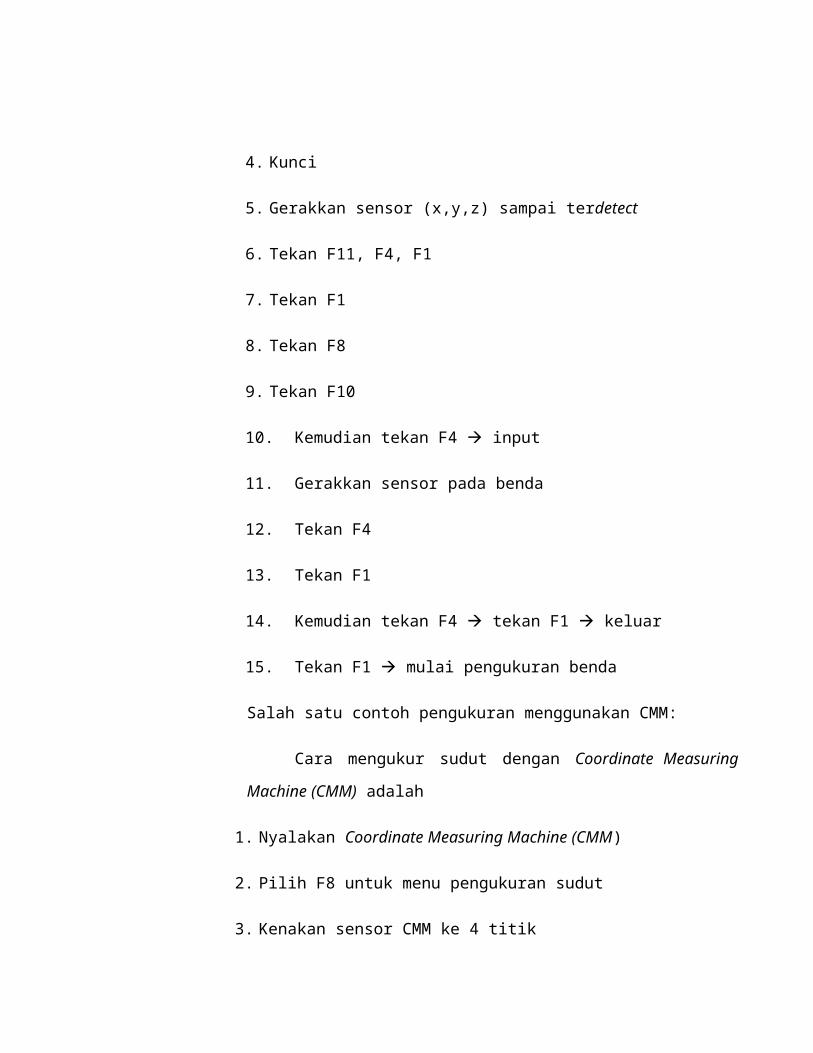
Salah satu contoh pengukuran menggunakan CMM:
Cara mengukur sudut dengan Coordinate Measuring Machine
(CMM) adalah
1. Nyalakan Coordinate Measuring Machine (CMM)
2. Pilih F8 untuk menu pengukuran sudut
3. Kenakan sensor CMM ke 4 titik
Gambar 1.7 pengukuran Benda Kerja CMM
4
1
3
2

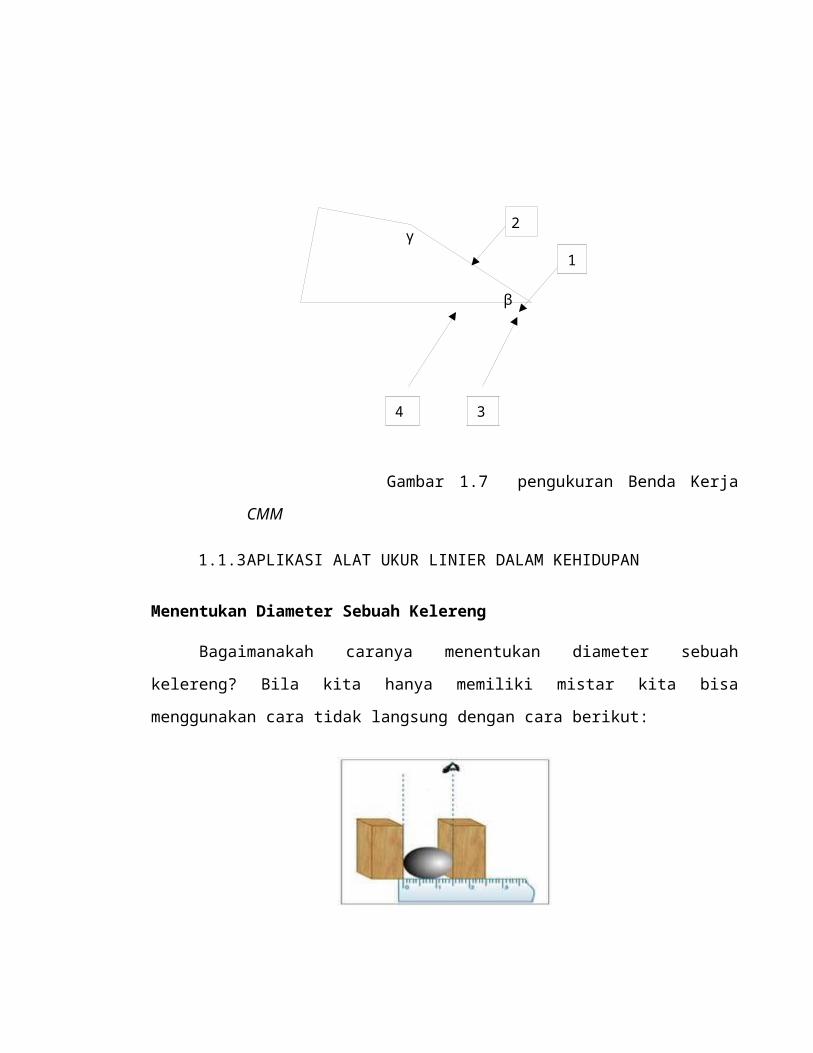
1.1.3 APLIKASI ALAT UKUR LINIER DALAM KEHIDUPAN
Menentukan Diameter Sebuah Kelereng
Bagaimanakah caranya menentukan diameter sebuah kelereng? Bila kita hanya
memiliki mistar kita bisa menggunakan cara tidak langsung dengan cara berikut:
Tetapi bila menggunakan alat ukur yang langsung bisa digunakan jangka sorong.
Jangka sorong memiliki ketelitian lebih besar dibanding mistar. Selain itu jangka sorong
juga memiliki fungsi lebih banyak dibanding mistar. Jangka sorong bisa digunakan untuk
mengukur diameter luar tabung, diameter dalam tabung atau bahkan kedalamannya.
Jangka sorong merupakan alat ukur panjang yang lebih teliti dibanding mistar. Jika
suatu mistar mempunyai ketelitian 0,5 mm, maka jangka sorong mempunyai ketelitian 0,1
mm atau mungkin juga 0,05 mm. Terdapat berbagai fasilitas jika menggunakan jangka
sorong diantaranya mengukur diameter luar dan diameter dalam suatu tabung serta
menentukan kedalaman suatu benda. Meski alat ini cukup teliti, ternyata masih juga alat
dengan ketelitian lebih yang perlu Anda pelajari. Yaitu, mikrometer. Alat ini digunakan
untuk mengukur benda-benda dengan ukuran kecil, misalnya dimeter rambut, ketebalan
kertas atau diameter sebutir pasir.
1.1.4 JENIS-JENIS ALAT UKUR SUDUT
Adapun peralatan yang biasa digunakan untuk melakukan pengukuran sudut
sesuai dengan cara penggunaannya dapat dibedakan menjadi cara langsung dan cara
tak langsung.
1. Alat ukur sudut langsung
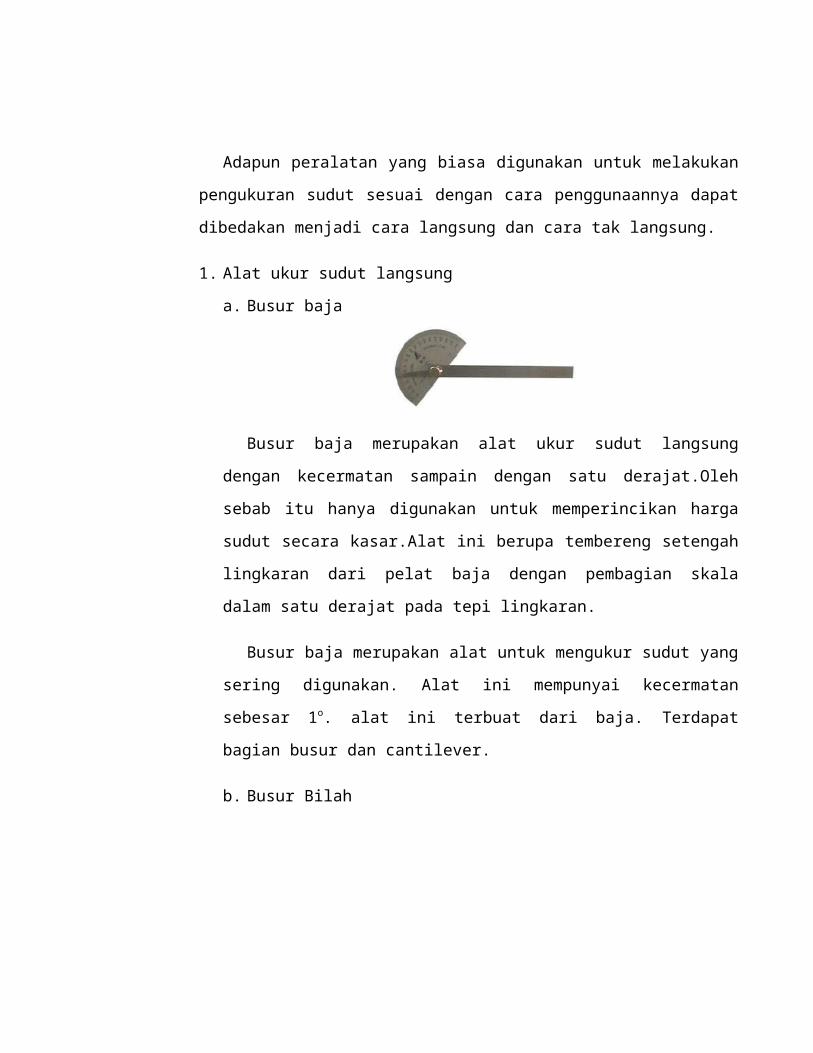
a. Busur baja
Busur baja merupakan alat ukur sudut langsung dengan kecermatan sampain
dengan satu derajat.Oleh sebab itu hanya digunakan untuk memperincikan harga
sudut secara kasar.Alat ini berupa tembereng setengah lingkaran dari pelat baja
dengan pembagian skala dalam satu derajat pada tepi lingkaran.
Busur baja merupakan alat untuk mengukur sudut yang sering digunakan.
Alat ini mempunyai kecermatan sebesar 1o. alat ini terbuat dari baja. Terdapat
bagian busur dan cantilever.
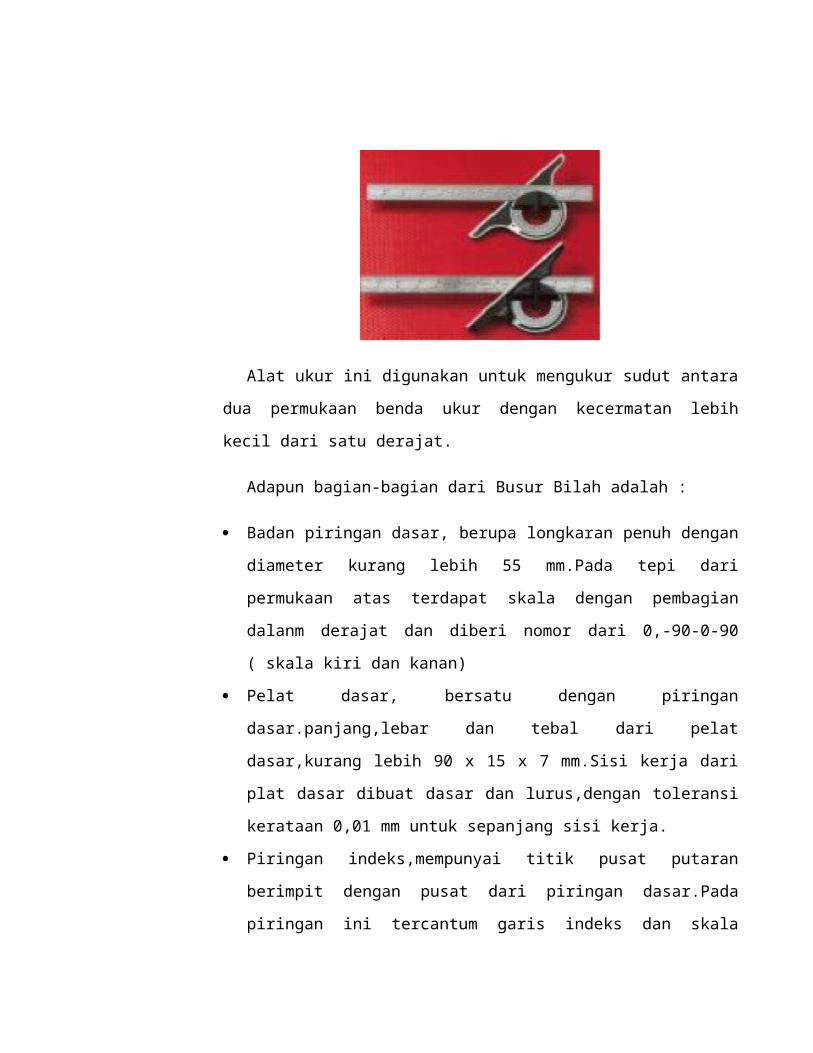
b. Busur Bilah
Alat ukur ini digunakan untuk mengukur sudut antara dua permukaan benda
ukur dengan kecermatan lebih kecil dari satu derajat.
Adapun bagian-bagian dari Busur Bilah adalah :
Badan piringan dasar, berupa longkaran penuh dengan diameter kurang lebih
55 mm.Pada tepi dari permukaan atas terdapat skala dengan pembagian
dalanm derajat dan diberi nomor dari 0,-90-0-90 ( skala kiri dan kanan)
Pelat dasar, bersatu dengan piringan dasar.panjang,lebar dan tebal dari pelat
dasar,kurang lebih 90 x 15 x 7 mm.Sisi kerja dari plat dasar dibuat dasar dan
lurus,dengan toleransi kerataan 0,01 mm untuk sepanjang sisi kerja.
Piringan indeks,mempunyai titik pusat putaran berimpit dengan pusat dari
piringan dasar.Pada piringan ini tercantum garis indeks dan skala nonius
sudut ( skala nonius kiri dan kanan).kecermatan sanpai 5 menit
Bilah utama dapat diatur kedudukannya dengan kunci yang terletak pada
piringan indeks.Panjang,lebar dan tebal dari bilah utama , kurang lebih
150/300 x 13 x 2 mm,dan ujungnya dibuat menyudut masing-masing sebesar
45 ºdan 60º.Kedua tepi dibuat lurus dengan toleransi kerataan sebesar 0,02
sampai 0,03 mm untuk seluruh panjangnya
c. Blok Sudut (Angel Gauge )
Jika dalam pengukuran linier kita kenal standar panjang yaitu blok
ukur,maka dalam pengukuran sudut dikenal dengan suatu alat ukur standar
sudut yang disebut sebagai blok sudut.Dimensi dari setiap blok ukur sudut
kuirang lebih mempunyai panjang dan lebar sebesar 76 x 16 mm.Dibuat dari
baja yang dikeraskandan mempunyai ksatabilan dimensi yang baik.Kedua
muka ukurannya digosok halus sehingga rata dan mempunyai sifat mampu
lekat sebagaimana halnya dengan blok ukur. Dalam satu set blok sudut
biasanya terdiri dari tiga belas buah dengan berbagai ukuran sudut.
d. Alat Ukur Sinus
Suatu sudu dapat diketahui besarnya apabila diketahui harga sinis
sebagaimana rumus sinis dalam alat ukur sidut, yaitu :
Sin α = hl
Atau arc Sin hl
=α
Dengan demikian masalah pengukuran sudut menjadi masalah pengukuran
linier,yaitu mengukur tinggi h dan hipotenua ( sisi terpanjang) l.
Pada dasarnya alat ukur sinus terdiri dari beberapa komponen,yaitu;
- Batang sinus
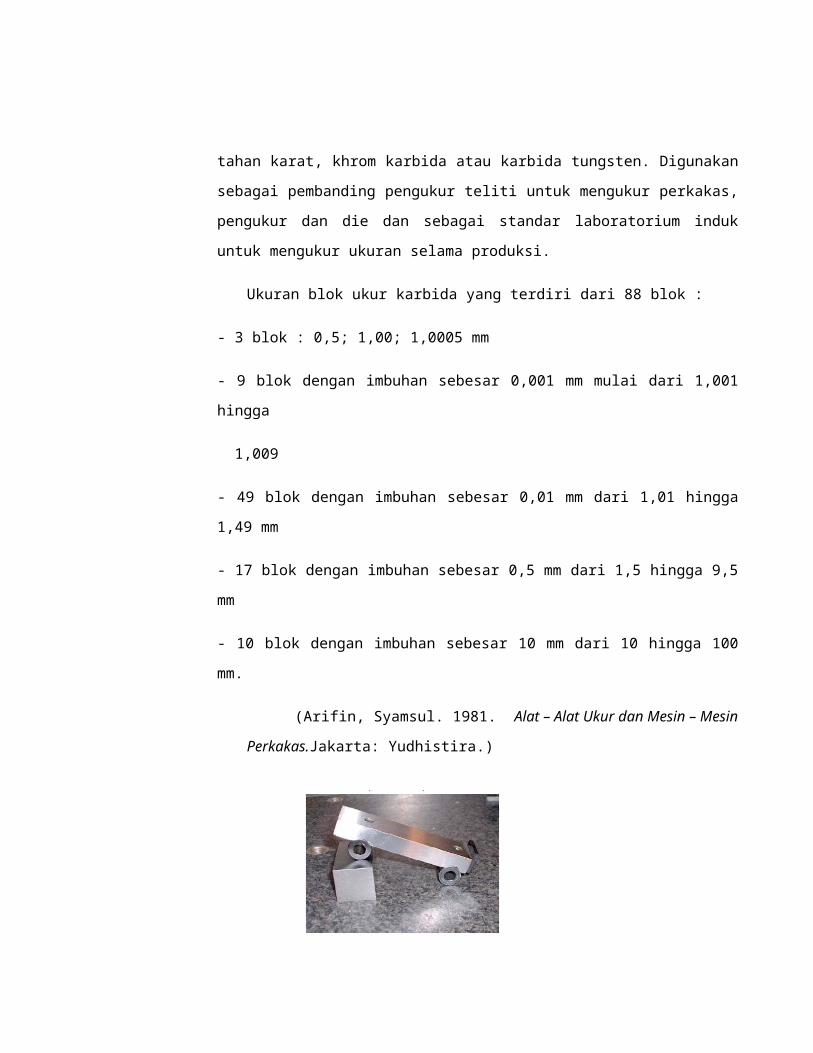
Batang Sinus (since bar)
Digunakan untuk mengukur sudut dengan teliti atau untuk mengukur kedudukan
benda kerja. Pengukuran dilakukan dengan menggunakan azas trigonometri. Hasil ukur
dicari dengan menggunakan rumus : snø = (h1-h2)/L Tinggi h1 dan h2 diukur dengan
balok ukur.
Balok ukur berbentuk persegi panjang, bulat atau persegi empat, mempunyai
dua sisi sejajar dengan ukuran yang tepat. Dibuat dari baja perkakas, baja khrom, baja
tahan karat, khrom karbida atau karbida tungsten. Digunakan sebagai pembanding
pengukur teliti untuk mengukur perkakas, pengukur dan die dan sebagai standar
laboratorium induk untuk mengukur ukuran selama produksi.
Ukuran blok ukur karbida yang terdiri dari 88 blok :
- 3 blok : 0,5; 1,00; 1,0005 mm
- 9 blok dengan imbuhan sebesar 0,001 mm mulai dari 1,001 hingga
1,009
- 49 blok dengan imbuhan sebesar 0,01 mm dari 1,01 hingga 1,49 mm
- 17 blok dengan imbuhan sebesar 0,5 mm dari 1,5 hingga 9,5 mm
- 10 blok dengan imbuhan sebesar 10 mm dari 10 hingga 100 mm.
(Arifin, Syamsul. 1981. Alat – Alat Ukur dan Mesin – Mesin
Perkakas.Jakarta: Yudhistira.)
Gambar. 2.6. Batang
Sinus
(Sumber: http://en.wikipedia.org/wiki)
- Meja sinus
Meja sinus merupakan pengembangan prinsip dari batang
sinus.Salah satu rolnya berfungsi sebagai engsel antara pelat atas
dan plat dasar.Dimensi dari meja sinus tedapat dalam beberapa
macam sesuai dengan dimensi dari benda ukur yang akan
diperiksa.Selain digunakan sebagai alat ukur,meja sinus dapat pula
dipakai sebagai meja untuk meletakkan benda kerja pada sudut
tertentu,
- Senter Sinus (sine centre)
Benda ukur konoidapat diukur sudut konisnya secara cermat,dengan
mememakai centre sinus.Alat ini serupa dengan meja sinus,dengan
dua centre yang dapat diatur letakknya pada plat atas
- Meja Sinus gabungan (Compound Sine Table)
Dua meja sinus dapat digabungkan,dimana pelat atas dari meja sinus
bawah merupakan pelat dasar dari meja sinus atas dengan kedua
serabu engsel berpotongan tegak lurus.
Biasanya jarak senter antara kedua rol untuk meja yang dibawah
dibuat sama dengan jarak senter antara kedua rol dari meja yang di
atas.Apabila pembukaan meja bawah diatur (dengan blok ukur)
setinggi h1 dan pembukaan meja bawah diatur setinggi h2.maka
permukaan plat yang teratas akan miring dengan sudut tertentu
terhadap pelat dasar (permukaan meja rata).
- Busur sinus
Busur sinus adalah kombinsi antara busur bilah dengan batang sinus.
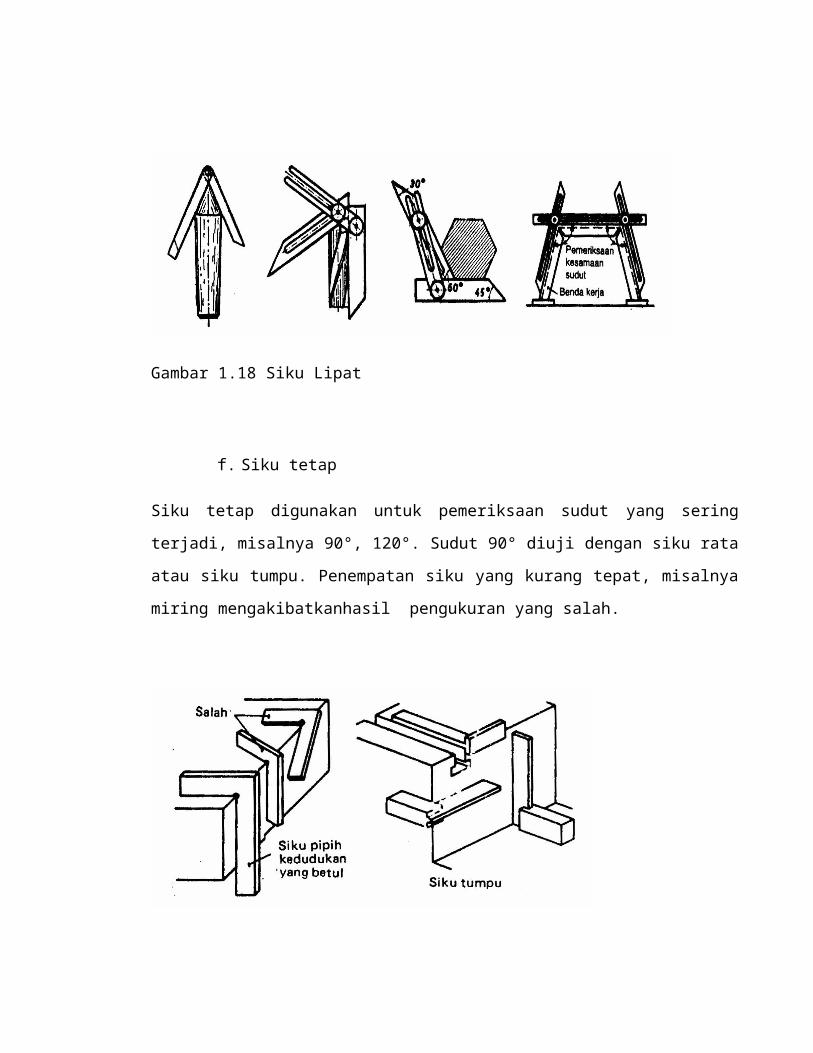
e. siku lipat
Siku lipat mempunyai kaki-kaki yang dapat distel dan digunakan untuk pengalihan dan
pembandingan sudut-sudut. Contoh penggunaannya dapat dilihat pada gambar berikut ini.
Gambar 1.18 Siku Lipat
f. Siku tetap
Siku tetap digunakan untuk pemeriksaan sudut yang sering terjadi, misalnya 90°, 120°.
Sudut 90° diuji dengan siku rata atau siku tumpu. Penempatan siku yang kurang tepat,
misalnya miring mengakibatkanhasil pengukuran yang salah.
Gambar 1.19 Siku tetap
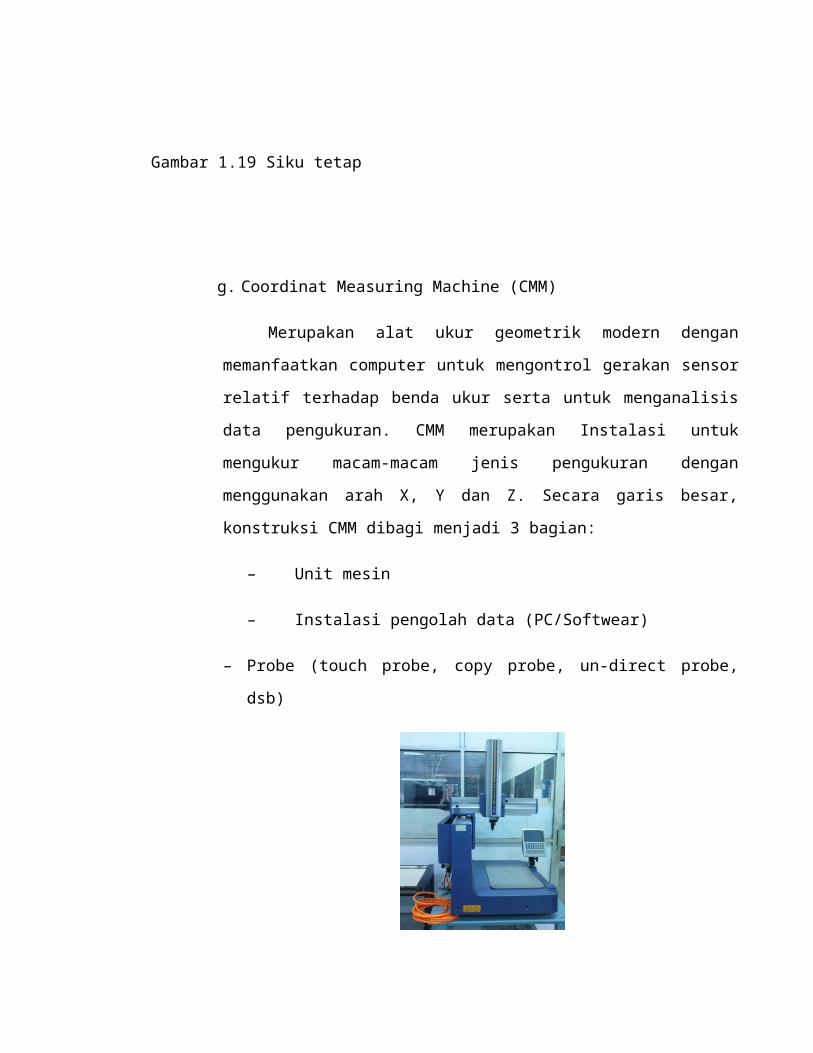
g. Coordinat Measuring Machine (CMM)
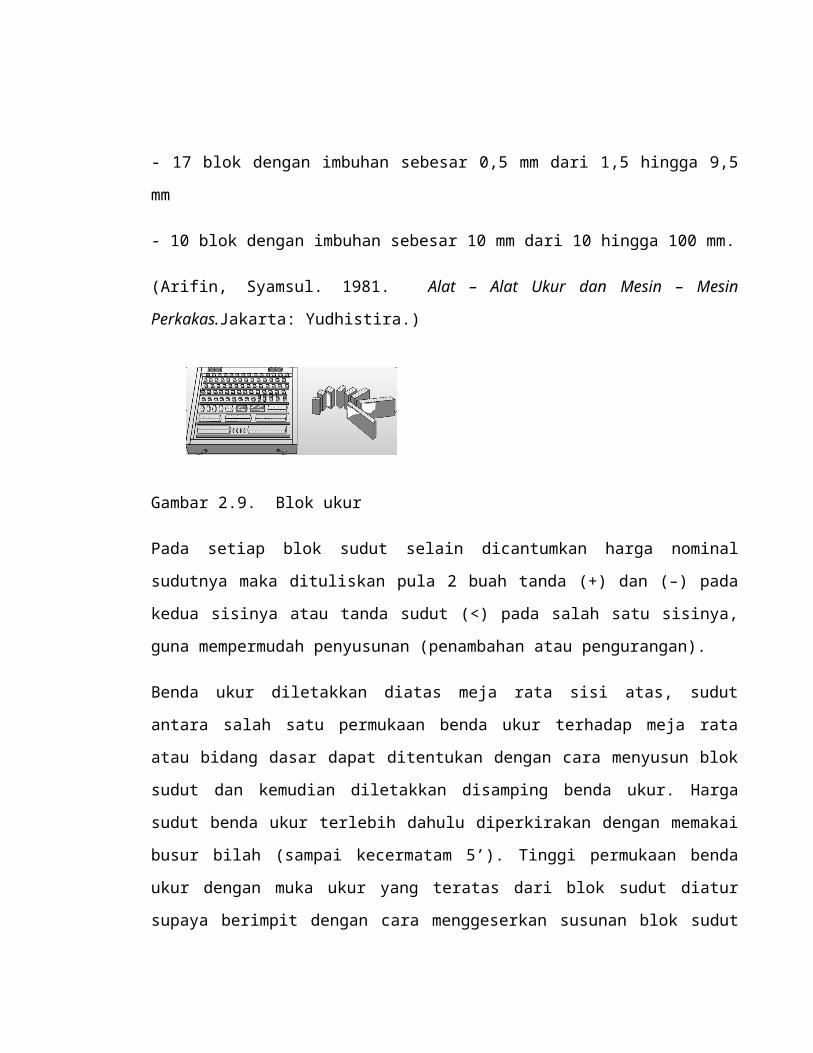
Merupakan alat ukur geometrik modern dengan memanfaatkan computer
untuk mengontrol gerakan sensor relatif terhadap benda ukur serta untuk
menganalisis data pengukuran. CMM merupakan Instalasi untuk mengukur
macam-macam jenis pengukuran dengan menggunakan arah X, Y dan Z. Secara
garis besar, konstruksi CMM dibagi menjadi 3 bagian:
– Unit mesin
– Instalasi pengolah data (PC/Softwear)
– Probe (touch probe, copy probe, un-direct probe, dsb)
Gambar. 2.7. Coordinate Measuring Machne (CMM)
(Sumber: Laboratorium Metrologi Industri)
1.1.6 CARA MENGGUNAKAN MACAM-MACAM ALAT UKUR SUDUT
a. Busur Baja ( Steel Engineer Protractor)
Cara kerja busur baja dimana sesuai dengan bentuknya yang berupa
tembereng setengah lingkaran dari pelat baja dengan pembagian skala dalam
satu derajat pada tepi lingkaran. satu pelat panjang berengselkan pada titik
pusat lingkaran dapat berputar sehingga bagian yang runcing berfungsi
sebagai garis indeks untuk pembacaan skala yaitu merupakan harga sudut
antara dasar tembereng dengan salah satu sisi plat yang panjang.
b. Busur Bilah (Bevel Protactor)
Harga sudut yang ditunjukkan oleh skala pada busur adalah sudut
antara sisi bilah utama dan sisi kerja dari plat dasar.jadi bukan sudut
sesungguhnya dari benda ukur. Adapun pemakaianya adalah
1. Aturlah kedudukan bilah utama dengan memekai kunci bilah, Permukaan
benda ukur dan permukaan benda kerja dari busur bilah harus bersih.
2. Bidang dari busur bilah harus berimpit atau sejajar dengan bidang dari
sudut yang diukur.(bidang normal).Bila kondisi ini tidak terpenuhi maka
harga sudut yang dibaca pada busur bilah mungkin lebih kecil dari sudut
benda ukur.
3. Sisi kerja dari plat dasar dan salah satu sisisdari bilah utama harus betul-
betul berimpit dengan permukaan dari benda ukur,tidak boleh terjadi
celah.Untuk mempermudah pengukuran daribenda ukur yang besr maka
kunci piringan indeks dapat dikendorkan dan kemudian gerakakan busur
bilah (dengan sisi kerja pelat dasar berimpit dengan permukaan benda
ukur) menuju permukaan yang menyudut sampai bilah utama berputar
dan berimpit dengan permukaan tersebut
4. Posisi bila utama terhadap plat dasar adalah tegak lurus .Dimana garis
indeks ( garis nol nonius) menunjukkan 90º.
5. Pengukuran dan pembacaan harga sudut diulang beberapa kali.
6. Untuk sudut yang kecil ataupun yang besar maka pembacaan harga sudut
pada skala baik secara langsung ataupun dengan mengurangkannya
terhadap 180º( sudut pelurusnya ).Sedangkan sudut benda kerja yang
hampir sama dengan 45º ( misalnya 44º dan 45º ) harus diperhatikan arah
pemutaran bilah utama apabila posisis semula adalah 90 º.
(Diktat Kuliah Alat Bantu dan Alat Ukur Univ. Darma Persada Jakarta,2005)
c. Siku lipat
1. Siku lipat memiliki 3 kaki pengukur da 2 kaki diantaranya dapat di stel sesuai
keinginan
2. Siapkan benda ukur lalu jepit lah benda ukur dengan kaki siku lipat
3. Lakukan pengaturan kaki untuk mengukur sudut yang ingin di cari
4. Kunci siku lipat dan catatlah sudut yang nampak di siku lipat
d. Siku tetap
1. Siku tetap memiliki dua kaki dengan kaki yang tetap besarannya 90°, 120° ,
dll.
2. Letakkan siku tetap di sisi benda ukur secara tegak dan lurus (siku tetap yang
miring mengakibatkan hasil pengukuran yang salah)
3. Jika benda ukur dan siku tetap bersinggungan secara sempurna maka benda
ukur memiliki sudut yang sesuai jenis siku tetap tersebut. (jika siku tetap 90°
maka benda ukur sudutnya 90° juga dst).
e. Batang Sinus (Sinus Bar)
Batang sinus berupa suatu batang baja dengan dua buah rol yang dilekatkan
pada kedua ujungnya pada sisi bawah. Batang dan rol tersebut dikeraskan dan
diasah halus pada permukaannya yang penting. Kedua rol mempunyai kesamaan
diameter dan kesilindrisan dengan toleransi sekitar 0,003mm. (Wikipedia.com)
Batang sinus diletakkan pada meja rata, kemudian denda ukur diletakkan dipermukaan atas
dan menempel pada sisi penahan. Ujung dari batang sinus yang tidak berpenahan diangkat
dan diberi suatu blok ukur dengan tinggi yang sudah diketahui tepat dibawah ujung
tersebut. Sebelum pengukuran dimulai maka tinggi dari blok ukur harus benar-benar sudah
diketahui, kemudian dengan mengukur sudut menggunakan busur bilah. Setelah didapat
harga sinusnya maka dapat dicari panjang masing-masing komponen.
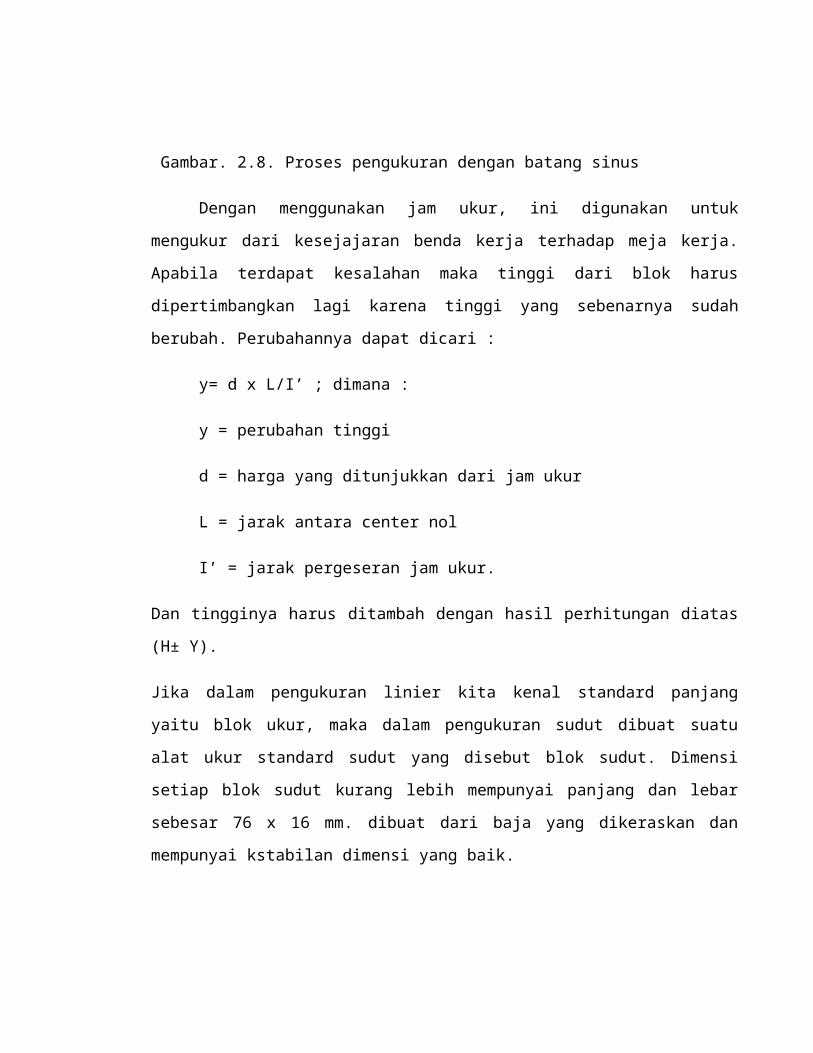
Gambar. 2.8. Proses pengukuran dengan batang sinus
Dengan menggunakan jam ukur, ini digunakan untuk mengukur dari kesejajaran
benda kerja terhadap meja kerja. Apabila terdapat kesalahan maka tinggi dari blok harus
dipertimbangkan lagi karena tinggi yang sebenarnya sudah berubah. Perubahannya dapat
dicari :
y= d x L/I’ ; dimana :
y = perubahan tinggi
d = harga yang ditunjukkan dari jam ukur
L = jarak antara center nol
I’ = jarak pergeseran jam ukur.
Dan tingginya harus ditambah dengan hasil perhitungan diatas (H± Y).
Jika dalam pengukuran linier kita kenal standard panjang yaitu blok ukur, maka dalam
pengukuran sudut dibuat suatu alat ukur standard sudut yang disebut blok sudut. Dimensi
setiap blok sudut kurang lebih mempunyai panjang dan lebar sebesar 76 x 16 mm. dibuat
dari baja yang dikeraskan dan mempunyai kstabilan dimensi yang baik.
Satu set blok sudut biasanya terdiridari 13 buah dengan berbgai ukuran sudut. Beberapa
blok sudut dapat disusun sehingga didapat 2 permukaan yang mempunyai sudut tertentu
sesuai dengan yang dikehendaki.
Dari ke-13 blok tersebut, hampir semua sudut yang dikehendaki dapat dibuat, hal ini
disebabkan karena kita dapat mencapainya dengan pengurangan dan penjumlahan.
Balok ukur berbentuk persegi panjang, bulat atau persegi empat, mempunyai dua sisi
sejajar dengan ukuran yang tepat. Dibuat dari baja perkakas, baja khrom, baja tahan karat,
khrom karbida atau karbida tungsten. Digunakan sebagai pembanding pengukur teliti untuk
mengukur perkakas, pengukur dan die dan sebagai standar laboratorium induk untuk
mengukur ukuran selama produksi.
Ukuran blok ukur karbida yang terdiri dari 88 blok :
- 3 blok : 0,5; 1,00; 1,0005 mm
- 9 blok dengan imbuhan sebesar 0,001 mm mulai dari 1,001 hingga
1,009
- 49 blok dengan imbuhan sebesar 0,01 mm dari 1,01 hingga 1,49 mm
- 17 blok dengan imbuhan sebesar 0,5 mm dari 1,5 hingga 9,5 mm
- 10 blok dengan imbuhan sebesar 10 mm dari 10 hingga 100 mm.
(Arifin, Syamsul. 1981. Alat – Alat Ukur dan Mesin – Mesin Perkakas.Jakarta:
Yudhistira.)
Gambar 2.9. Blok ukur
Pada setiap blok sudut selain dicantumkan harga nominal sudutnya maka dituliskan pula 2
buah tanda (+) dan (–) pada kedua sisinya atau tanda sudut (<) pada salah satu sisinya, guna
mempermudah penyusunan (penambahan atau pengurangan).
Benda ukur diletakkan diatas meja rata sisi atas, sudut antara salah satu permukaan benda
ukur terhadap meja rata atau bidang dasar dapat ditentukan dengan cara menyusun blok
sudut dan kemudian diletakkan disamping benda ukur. Harga sudut benda ukur terlebih
dahulu diperkirakan dengan memakai busur bilah (sampai kecermatam 5’). Tinggi
permukaan benda ukur dengan muka ukur yang teratas dari blok sudut diatur supaya
berimpit dengan cara menggeserkan susunan blok sudut atau dengan bantuan blok ukur
untuk mempertinggi salah satu permukaan yang dibandingkan. Kemudian kesejajaran
anatara permukaan benda ukur dengan muka ukur dari blok sudut yang teratas diperiksa
dengan pisau lurus (straight edge). Apabila masih terlihat adanya celah ,maka susunan blok
sudut harus diubah dan pemeriksaan kesejajaran diulangi lagi sampai tidak terjadi celah.
(Diktat Kuliah Alat Bantu dan Alat Ukur Univ. Darma Persada Jakarta,2005)
f. Coordinate Measuring Machne (CMM)
Merupakan alat ukur geometrik modern dengan memanfaatkan computer untuk mengontrol
gerakan sensor relatif terhadap benda ukur serta untuk menganalisis data pengukuran.
CMM merupakan Instalasi untuk mengukur macam-macam jenis pengukuran dengan
menggunakan arah X, Y dan Z. Secara garis besar, konstruksi CMM dibagi menjadi 3
bagian:
Unit mesin
Instalasi pengolah data (PC/Softwear)
Probe (touch probe, copy probe, un-direct probe, dsb)
(http://en.wikipedia.org/wiki/CMM )
Cara mengukur sudut dengan Coordinate Measuring Machine (CMM) adalah
4. Nyalakan Coordinate Measuring Machine (CMM)
5. Pilih F8 untuk menu pengukuran sudut
6. Kenakan sensor CMM ke 4 titik
7. Hasil akan keluar otomatis di layar CMM

β
γ
4
1
3
2
Gambar 2.10. pengukuran Benda Kerja CMM
Rumus Perhitungan Pengukuran Sudut
ε = 1800 – (α + δ) ………………………... (1)
ε = β – (1800 – γ) ……………………….. (2)
H = L.sin ε ……………………………... (3)
Y = d x L/I’……………………………... (4)
ε = arc sin (H/L) ………………………. (5)
(Sumber: Modul Praktikum Metrologi Industri, Univ.Diponegoro Semarang)
1.1.7 APLIKASI PENGUKURAN SUDUT DALAM KEHIDUPAN SEHARI-
HARI
Mengukur Sudut Luar dengan Rol dan Bola Baja
Untuk melakukan pengukuran sudut dengan bantuan rol dan bola baja
maka diperlukan alat-alat perlengkapan yang lain yaitu meja rata, mistar
ingsut atau mikrometer, mistar ketinggian, blok ukur, rol dan bola baja serta
alat-alat pembersih. Di samping itu, karena ini pengukuran tidak langsung
maka pengetahuan tentang trigoneometri perlu dikuasai. Pengentahuan ini
sangat penting karena sangat membantu di dalam perhitungan-perhitungan
radius dan sudut.
1.1.8 PENGERTIAN CMM
Coordinate Measuring Machine (mesin pengukur kordinat) adalah sebuah alat
pengukur multi fungsi berkecepatan tinggi yang menghasilkan akurasi dan
efisiensi pengukuran yang tinggi. Pada prinsipnya CMM adalah kebalikan
dari CNC. Pada CNC kordinat yang dimasukkan menghasilkan gerakan pahat
pada sumbu X, Y dan Z. Sedangkan pada CMM kontak antara probe dengan
benda kerja menghasilkan kordinat. Selain itu jika pada mesin CNC
menggunakan bantalan peluru bersirkulasi (circulated ball bearing) maka
pada mesin CMM menggunakan batalan udara (air pad bearing) sehingga
gerakannya sangat halus.
Untuk menjamin keakuratan konstruksi CMM dibuat sangat kaku (rigid).
Salah satu caranya dengan menggunakan granit sebagai meja atau bidang
acuan.
(http://id.wikipedia.org/wiki/Coordinate_Measuring_Machine)
1.1.9 PENGERTIAN DAN FUNGSI CONNECTING ROD
Connecting Rod adalah batang penghubung yang digunakan untuk
mentransmisikan daya atau mengubah gerakan dari sebuah mesin.
Dalam gerakan bolak-balik piston silinder, batang penghubung atau
Connecting Rod menghubungkan piston ke engkol atau crankshaft. Bersama
dengan engkol, mereka membentuk sebuah mekanisme sederhana yang
mengubah gerakan translasi menjadi gerakan rotasi. Connecting Rod juga
dapat mengkonversi gerakan rotasi menjadi gerak linier. Secara historis,
sebelum pengembangan mesin, mereka pertama kali digunakan dengan cara
ini. Karena Connecting Rod memiliki sifat yang kaku, maka mampu
mentransmisikan daya baik berupa dorongan atau tarikan dan juga dapat
memutar engkol melalui kedua bagiannya dari satu kali revolusi, yaitu
mendorong piston dan menarik piston. Mekanisme sebelumnya, seperti rantai,
hanya bisa menarik. Dalam beberapa mesin dua langkah, Connecting Rod
hanya diperlukan untuk mendorong.
1.2 TUJUAN PRAKTIKUM PENGUKURAN LINIER
1.2.1 TUJUAN UMUM
Tujuan umum dari praktikum pengukuran linier ini adalah agar praktikan yang
merupakan mahasiswa Teknik Mesin Undip dapat mengaplikasikan berbagai
macam teknik pengukuran di dalam dunia kerja maupun lingkungan hidup
bermasyarakat di masa datang.
1.2.2 TUJUAN KHUSUS
2. Mengetahui jenis-jenis alat ukur linier.
3. Mampu memilih/menetapkan serta menggunakan beberapa alat ukur linier
pada suatu proses pengukuran.
4. Membandingkan hasil pengukuran dari beberapa alat ukur linier.
1.3 PERALATAN DAN BENDA UKUR
1.3.1 GAMBAR ALAT DAN BENDA UKURA. Alat Ukur
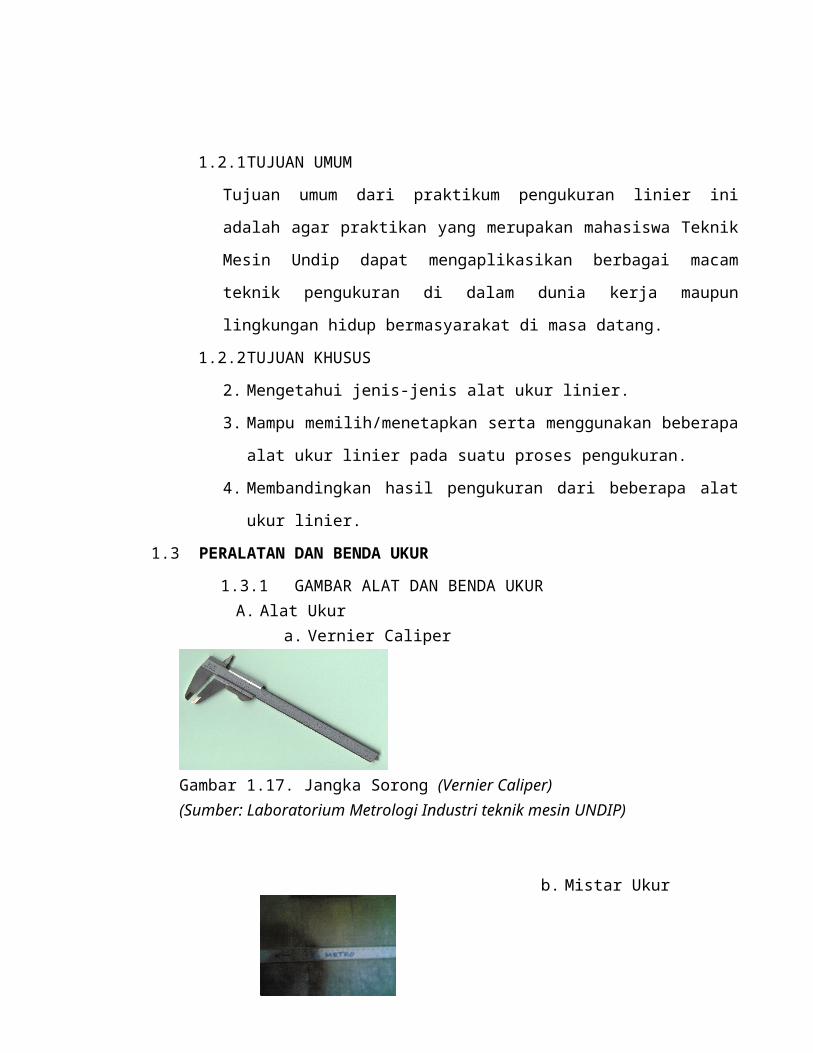
a. Vernier Caliper
Gambar 1.17. Jangka Sorong (Vernier Caliper)(Sumber: Laboratorium Metrologi Industri teknik mesin UNDIP)
b. Mistar Ukur
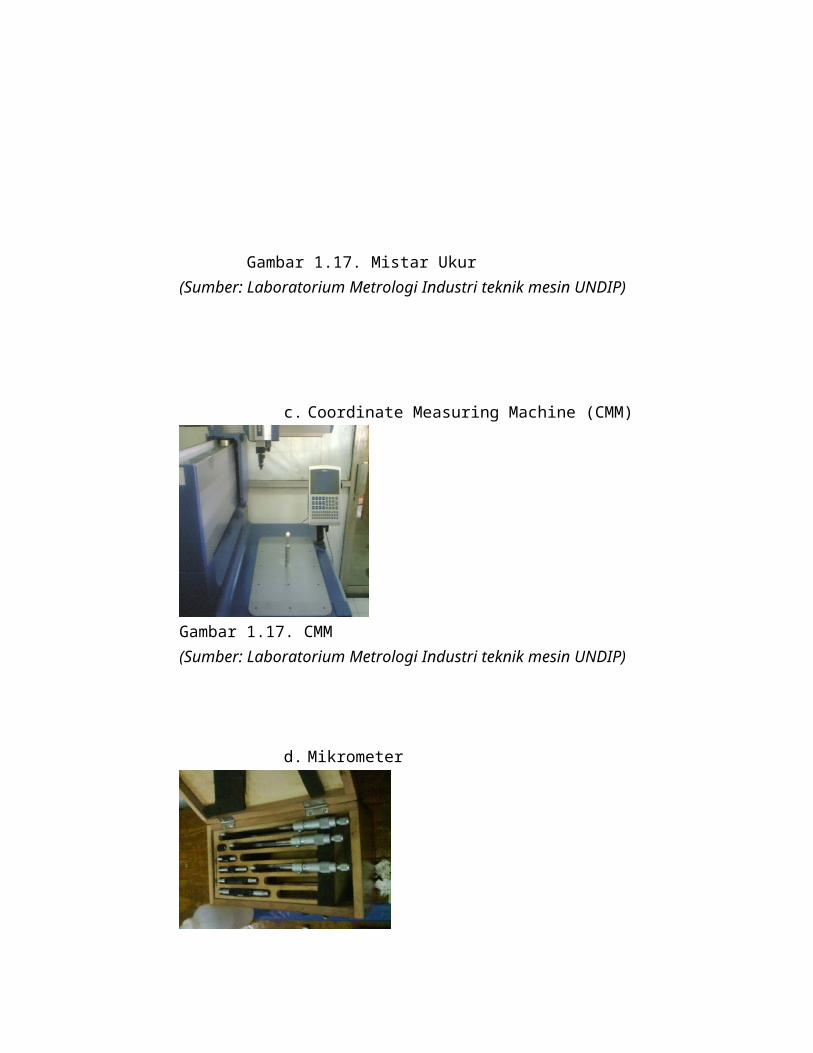
Gambar 1.17. Mistar Ukur(Sumber: Laboratorium Metrologi Industri teknik mesin UNDIP)
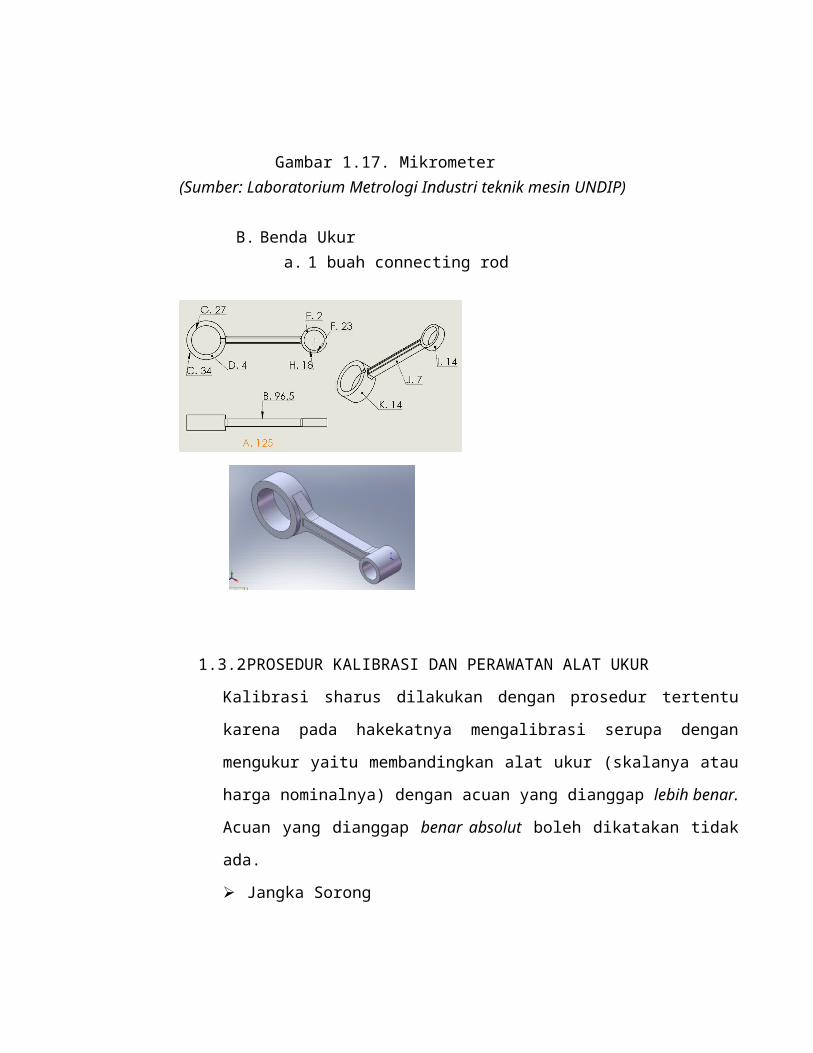
c. Coordinate Measuring Machine (CMM)
Gambar 1.17. CMM(Sumber: Laboratorium Metrologi Industri teknik mesin UNDIP)
d. Mikrometer
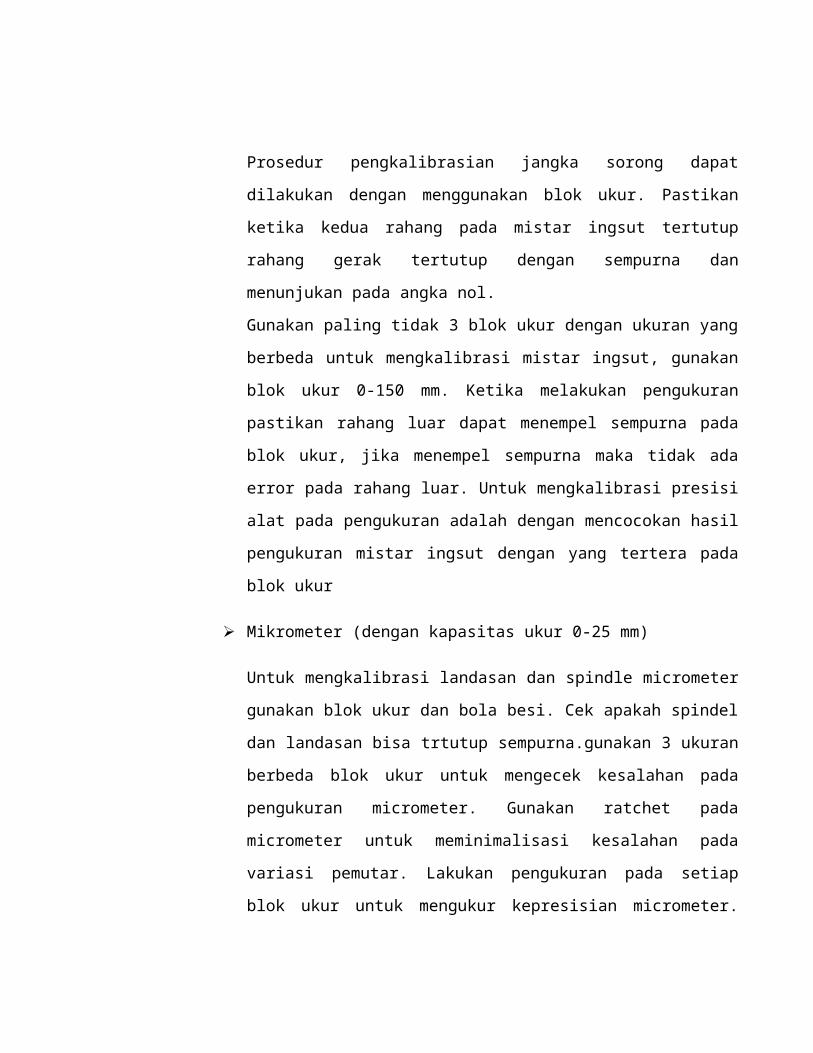
Gambar 1.17. Mikrometer(Sumber: Laboratorium Metrologi Industri teknik mesin UNDIP)
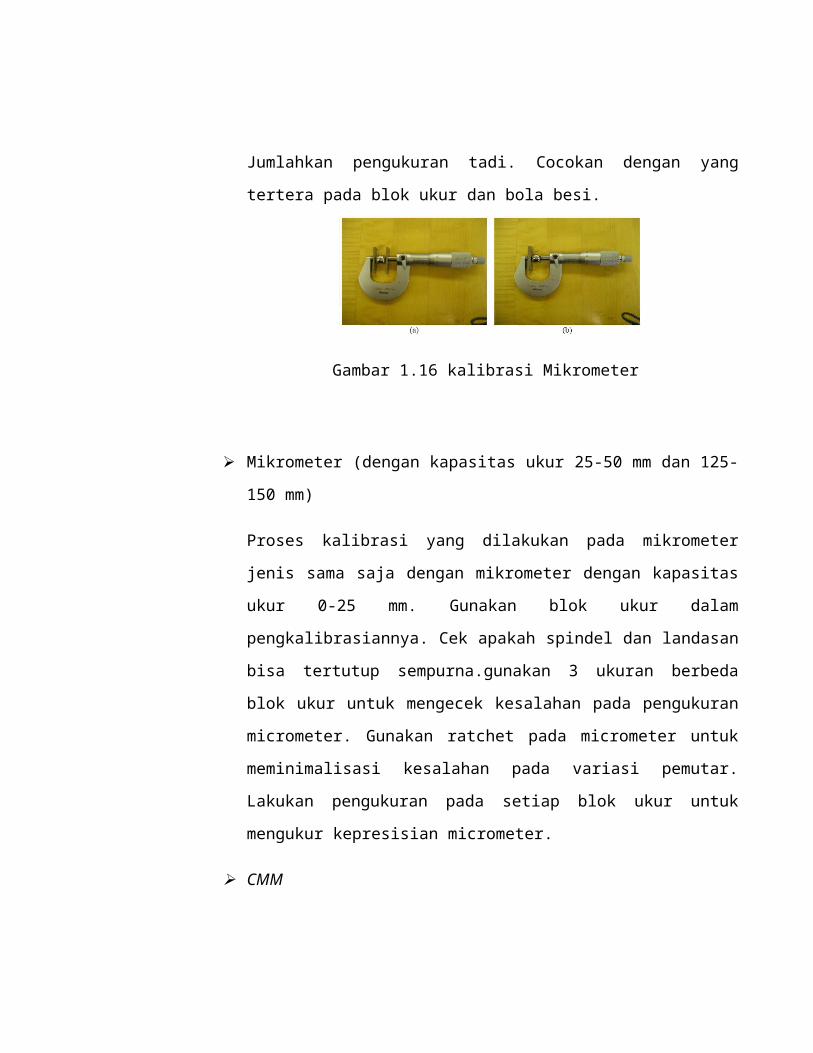
B. Benda Ukura. 1 buah connecting rod
1.3.2 PROSEDUR KALIBRASI DAN PERAWATAN ALAT UKUR
Kalibrasi sharus dilakukan dengan prosedur tertentu karena pada hakekatnya
mengalibrasi serupa dengan mengukur yaitu membandingkan alat ukur
(skalanya atau harga nominalnya) dengan acuan yang dianggap lebih benar.
Acuan yang dianggap benar absolut boleh dikatakan tidak ada.
Jangka Sorong

Prosedur pengkalibrasian jangka sorong dapat dilakukan dengan
menggunakan blok ukur. Pastikan ketika kedua rahang pada mistar ingsut
tertutup rahang gerak tertutup dengan sempurna dan menunjukan pada
angka nol.
Gunakan paling tidak 3 blok ukur dengan ukuran yang berbeda untuk
mengkalibrasi mistar ingsut, gunakan blok ukur 0-150 mm. Ketika
melakukan pengukuran pastikan rahang luar dapat menempel sempurna pada
blok ukur, jika menempel sempurna maka tidak ada error pada rahang luar.
Untuk mengkalibrasi presisi alat pada pengukuran adalah dengan
mencocokan hasil pengukuran mistar ingsut dengan yang tertera pada blok
ukur
Mikrometer (dengan kapasitas ukur 0-25 mm)
Untuk mengkalibrasi landasan dan spindle micrometer gunakan blok ukur
dan bola besi. Cek apakah spindel dan landasan bisa trtutup
sempurna.gunakan 3 ukuran berbeda blok ukur untuk mengecek kesalahan
pada pengukuran micrometer. Gunakan ratchet pada micrometer untuk
meminimalisasi kesalahan pada variasi pemutar. Lakukan pengukuran pada
setiap blok ukur untuk mengukur kepresisian micrometer. Jumlahkan
pengukuran tadi. Cocokan dengan yang tertera pada blok ukur dan bola besi.
Gambar 1.16 kalibrasi Mikrometer
Mikrometer (dengan kapasitas ukur 25-50 mm dan 125-150 mm)
Proses kalibrasi yang dilakukan pada mikrometer jenis sama saja dengan
mikrometer dengan kapasitas ukur 0-25 mm. Gunakan blok ukur dalam
pengkalibrasiannya. Cek apakah spindel dan landasan bisa tertutup
sempurna.gunakan 3 ukuran berbeda blok ukur untuk mengecek kesalahan
pada pengukuran micrometer. Gunakan ratchet pada micrometer untuk
meminimalisasi kesalahan pada variasi pemutar. Lakukan pengukuran pada
setiap blok ukur untuk mengukur kepresisian micrometer.
CMM
Kalibrasi CMM dapat dilakukan dengan cara setting nol, yaitu dengan
langkah-langkah :
1. Nyalakan mesin CMM
2. Tekan F4
3. Gerakkan kursor
4. Kunci
5. Gerakkan sensor (x,y,z) sampai terdetect
6. Tekan F11, F4, F1
7. Tekan F1
8. Tekan F8
9. Tekan F10
10. Kemudian tekan F4 input
11. Gerakkan sensor pada benda
12. Tekan F4
13. Tekan F1
14. Kemudian tekan F4 tekan F1 keluar
15. Tekan F1 mulai pengukuran benda
1.3.3 PROSEDUR PENGUKURAN CONNECTING ROD
A. Persiapan Pengukuran
1. Persiapkan tempat pengukuran
2. Tuliskan data ruangan pada lembar kerja, tabel 1. Data tersebut
meliputi: temperatur awal dan kelembaban ruangan.
3. Periksa keberadaan alat sesuai dengan daftar pada kartu alat.
Lengkapi kartu alat, bila alat ukur yang ada tidak sesuai dengan
yang terdaftar pada kartu alat segera hubungi asisten
praktikum.
4. Bersihkan semua alat ukur dengan menggunakan kertas
pembersih yang dibasahi dengan bensin pencuci.
5. Buanglah sampah/tissue pada tempat sampah yang telah
disediakan.
6. Tulis data alat ukur pada lembar kerja.
B. Pengukuran dengan Vernier Caliper
1. Pelajari cara penggunaan vernier caliper yang digunakan.
2. Tuliskan data vernier caliper yang digunakan pada lembar
kerja, tabel 2. Data meliputi merk, kecermatan dan kapasitas
ukur vernier caliper.
3. Pelajari fungsi masing-masing bagian dari vernier caliper
(khususnya kemampuan masing-masing vernier caliper) dalam
mengukur obyek ukur.
4. Pelajari gambar benda kerja pada gambar 1. Lakukan proses
pengukuran berdasarkan bimbingan dari asisten.
5. Tuliskan hasil pengukuran pada lembar kerja.
C. Pengukuran dengan CMM
1. Pelajari penggunaan CMM
2. Tuliskan data alat CMM
3. Lakukan pengukuran dengan menggunakan CMM sesuai
bimbingan asisten.
4. pengukuran CMM dengan cara berikut:
- Lakukan kalibrasi setting nol. Kalibrasi CMM dapat
dilakukan dengan cara setting nol, yaitu dengan melakukan
pengukuran pada bola pejal yang sudah diketahui dimensinya
(X=300, Y=500, Z=300).
-Lakukan pengukuran dengan memasukan program-program
sesuai dengan bidang yang akan di ukur,seperti:
1. Bidang A menggunakan program F4 dengan cara meletakan
sensor di titik bidang berikut

2. Bidang B menggunakan program F7 dengan cara meletakan
sensor di titik bidang berikut
3. Bidang C menggunakan program F6 dengan cara meletakan
sensor di titik bidang berikut
4. Bidang D menggunakan program F4 dengan cara meletakan
sensor di titik yang sama dengan bidang A
5. Bidang E menggunakan program F4 dengan cara meletakan
sensor di titik yang sama dengan bidang A
6. Bidang F menggunakan program F6 dengan cara meletakan
sensor di titik yang sma dengan bidang C
7. Bidang G menggunakan program F5 dengan cara meletakan
sensor di titik bidang berikut
8. Bidang H menggunakan program F5 dengan cara
meletakan sensor di titik yang sama dengan bidang G
9. Bidang I menggunakan program F2 dengan cara meletakan
sensor di titik bidang berikut
10. Bidang J menggunakan program F2 dengan cara
meletakan sensor di titik yang sama dengan bidang I
11. Bidang K menggunakan program F2 dengan cara
meletakan sensor di titik yang sama dengan bidang I
5. Tulis data hasil pengukuran dengan menggunakan CMM.
D. Pengukuran dengan Mikrometer
1 .Pelajari penggunaan coordinate measuring machine (CMM)
2. Tuliskan data CMM tersebut pada lembar kerja, tabel 2. Data meliputi
merk, kecermatan dan kapasitas alat ukur.
3. Lakukan kalibrasi setting nol. Kalibrasi CMM dapat dilakukan dengan
cara setting nol, yaitu dengan melakukan pengukuran pada bola pejal yang
sudah diketahui dimensinya (X=300, Y=500, Z=300).
4. Lakukan pengukuran
E. Pengukuran dengan Mistar ukur
1. Persiapkan benda ukur
2. Lakukan pengukuran sesuai bagian yang telah ditentukan
3. Catat hasil pengukuran ke tabel pada lembar kerja.
1.4 Pembahasan
1.4.1 Data Pengukuran Linear
a. Tabel 1.4.1. Data alat ukur
Nama Alat Ukur MERK Kecermatan ( mm ) Kapasitas Ukur ( mm )
1. Benda ukur
2. Vernier caliper
3. Outside Micrometer
Triple Band
Vogel
Vogel
0.02
0.01
0-150
0 – 25

4. Outside Micrometer
5. Steel rule
6. CMM 353Mitutoyo
0.01
1
0.0001
25-50
100-125
0-300
X=300, Y= 300, Z= 300
b. Tabel 1.4.2. Data Hasil Pengukuran dengan Mistar Baja
Objek Ukur
Hasil Pengukuran (mm)
Rata-rata
1 2 3
A 126 125 125 125
B 90 89 90 90
C 35 35 34 35
D 5 5 5 5
E 2 2 3 2
F 23 23 23 23
G 25 25 24 25
H 19 19 17 18
I 14 14 14 14
J 7 6 7 7
K 14 14 14 14
Tabel 1.4.3. Data Hasil Pengukuran dengan Vernier Calliper
Objek Ukur
Hasil Pengukuran
(mm)
Rata-rata
1 2 3
A 125.70 125.50 125.60 125.60
B 89.25 88.60 89.10 88.98
C 34.80 34.70 34.70 34.73
D 4.40 4.50 4.40 4.43
E 2.80 2.90 2.80 2.83
F 23.00 23.10 23.10 23.07
G 26.10 26.10 26.10 26.10
H 18.00 18.10 18.10 18.07
I 13.90 13.90 13.80 13.87
J 6.90 6.80 6.90 6.87
K 14.10 14.20 14.10 14.13
Tabel 1.4.4. Data Hasil Pengukuran dengan Mikrometer Sekrup
Objek Ukur
Hasil Pengukuran
(mm)
Rata-rata
1 2 3
A 125.55 125.40 125.60 125.52
B 96.21 96.74 96.21 96.39
C 34.67 34.61 34.61 34.63
D 4.83 4.85 4.79 4.82
E 3.15 3.23 3.24 3.21
F 23.13 23.12 23.14 23.13
G 25.01 24.91 25.03 24.98
H 16.83 16.66 16.66 16.72
I 14.96 12.92 12.93 13.60
J 6.72 6.75 6.74 6.74
K 13.10 12.93 12.95 12.99
Tabel 1.4.5. Data Hasil Pengukuran dengan CMM
Objek Ukur
Hasil Pengukuran
(mm)
A 125.2524
B 96.4492
C 34.5978
D 4.1764
E 2.2400
F 23.2442
G 26.1390
H 18.1142
I 14.1057
J 6.9518
K 14.0530
1.4.2 ANALISIS DATA
Alat ukur yang memiliki kecermatan adalah alat ukur yang mampu mengkur
benda kerja dengan kecermatan tertentu sesuai dengan skala yang tertera
pada alat ukur tersebut. CMM memiliki kecermatan yang paling tinggi serta
mistar memiliki kecermatan yang paling rendah, karena mistar memiliki
kecermatan yang paling rendah dari semua alat ukur yang disediakan, yaitu 1
mm.
B tidak akan dapat di hitung secara langsung. Untuk mendapatkan nilai dari
B kita dapat menggunakan rumus B= A – (D +12
G +12
H + E).
Hubungan matematika yang terjadi selain untuk B juga dapat untuk
menghitung G, yang nilainya G = C – 2D dan H = F – 2E.
Hasil pengukuran dengan mikrometer lebih cermat daripada mistar baja
karena pada posisi yang sama karena micrometer memiliki kecermatan yang
lebih baik, yaitu 0.01 mm sedangkan mistar baja 1 mm.
1.5 KESIMPULAN & SARAN
1.5.1 Kesimpulan
1. Keakuratan
CMM memberikan hasil yang paling akurat karena CMM memiliki cara kerja
yang otomatis dan ketelitian yang tinggi,sedangkan mistar baja, wernier caliper
dan micrometer memiliki kecermatan yang lebih rendah dan potensi kesalahan
pada saat pengukuran lebih tinggi karena masih dilakukan secara manual.
2. Kemudahan penggunaan
Dari ketiga alat tersebut yang paling mudah digunakan adalah denga CMM,
karena hasil pengukuran yang dilakukan dalam bentuk angka digital sehingga
mudah dalam pembacaanya
3. Profil yang tidak dapat diukur
Dalam mengukur benda ukur, dari semua alat yang disediakan dapat dipakai
semua. Parameter yang tidak dapat diukur oleh alat ukur adalah B, yaitu jarak
pusat antar lingkaran pada Connecting Rod. Namun, hal itu dapat diatasi dengan
penggunaan rumus.
4.Untuk pengukuran dengan menggunakan CMM terjadi penyimpangan pengukuran
antara dimensi A dengan dimensi B,C,D,E dan F. Hali ini dikarenakan penyentuhan
jarum sensor pada benda ukur tidak tepat. Kemungkinan kesalahan terbesar terjadi
saat pengukuran lingkaran. Selain itu, penyimpangan hasil dapat disebabkan oleh
fungsi formulasi yang digunakan.
Keuntungan dan Kerugian Alat Ukur
Jenis Alat Ukur
Kecermatan (mm)
Keuntungan Kerugian
Mistar Baja 1 Mudah penggunaannya
Sangat Kurang cermat
Vernier Caliper / Mistar ingsut
0,02 mm 1. Mudah Penggunaanya
2. Mampu mengukur obyek dengan bentuk rumit
1.Kurang cermat
Mikrometer sekrup
0.01 Mudah Penggunaanya
Mampu mengukur obyek dengan bentuk rumit
Skalanya sangat kecil sehingga agak sulit untuk dibaca
dan ketelitiannya sangat tinggi
CMM 0,0005 mm 1.Paling teliti2.Mudah
digunakan dan dibaca
3.Mampu melakukan berbagai macam pengukuran
1. Harga yang mahal
2. Sulit dibawa kemana-mana
1.5.2 Saran
a) Saat melakukan pengukuran sebaiknya praktikan lebih cermat
membaca hasil pengukuran serta berkonsentrasi lebih untuk
menghasilkan pengukuran yang akurat.
b) Agar hasil pengukuran memuaskan, sebaiknya alat ukur harus
dirawat dengan baik agar tetap valid.
c) Sebaiknya asisten selalu mendampingi praktikan agar pengukuran
dapat berjalan cepat, lancar, dan efisien.
d) sebaiknya dalam melakukan percobaan kita lebih cermat dalam
menggeser jarum pada dial indikator serta pembacaan dari skala pada
protaktor.
e) Jarum penunjuk pada dial indicator kami rasa itu sudah tidak valid
lagi, karena menurut pengalaman kami selama melakukaan
pengukuran sudut, ketika kita menyeting nol tiba-tiba saja jarum
penunjuknya itu berubah sendiri, padahal kita tidak melakukan
sendiri.
Daftar Pustaka
Diktat Kuliah Alat Bantu dan Alat Ukur, Univ. Darma Persada Jakarta, 2005)
Rochim, Taufiq & Wirjomartono, S.H. 2001. Spesifikasi Geometris Metrologi
Industri & Kontrol Kualitas.Bandung: ITB Press.
http://en.wikipedia.org/wiki/Caliper
http://wikimediafoundation.org/