1 ing jose_campos
TRANSCRIPT

“MANTENIMIENTO CENTRADOEN LA CONFIABILIDADEN LA CONFIABILIDAD
(RCM)”
Mag. José Campos BarrientosCIP 27360
Reliability Centred Maintenance (RCM)Mantenimiento Centrado en la Confiabilidad (MCC)
Introducción
Origen del RCM
CONTENIDOCONTENIDO
Origen del RCM
Las 7 preguntas básicas del proceso RCM
Implementación del RCM
Recomendaciones
Mantenimiento es esto …Mantenimiento es esto …
Cuando todo va bien nadie recuerdaque existe.
Cuando algo va mal, dicen que no existe.
INTRODUCCIÓN
Cuando es para gastar, se dice que “noes necesario”.
Pero cuando realmente no existe, “todosconcuerdan en que debería existir”.
A. Suter
En 1960 el gobierno de los EEUU formó ungrupo de trabajo que incluía representantes dela Agencia Federal de Aviación y de lasaerolíneas, para investigar las capacidades delmantenimiento preventivo.
Origen del RCMOrigen del RCM
mantenimiento preventivo.
Esos primeros estudios, dirigidos por StanleyNowlan y Howard Heap, originaron el RCM, de laspalabras en inglés Reliability Centred Maintenance,traducido al español como Mantenimiento Centradoen la Confiabilidad y fue el título del informe queen la Confiabilidad y fue el título del informe quepresentaron sobre los procesos para preparar losprogramas de mantenimiento para aeronaves.
La aplicación de los criterios de RCM permitió bajarla incidencia en los noventa a razón de dosaccidentes graves con fatalidades por cada millón dedespegues.

En la década de los ochenta, la técnica RCMcomenzó a penetrar en la industria en general.comenzó a penetrar en la industria en general.John Moubray y sus asociados fueron pionerosen elaborar una rigurosa metodología deaplicación de esta técnica en la industria,comenzaron a trabajar en los sectores de laminería y manufacturas, usaron una versiónlevemente modificada del diagrama de Nowlan yHeap, dando lugar a RCM2.
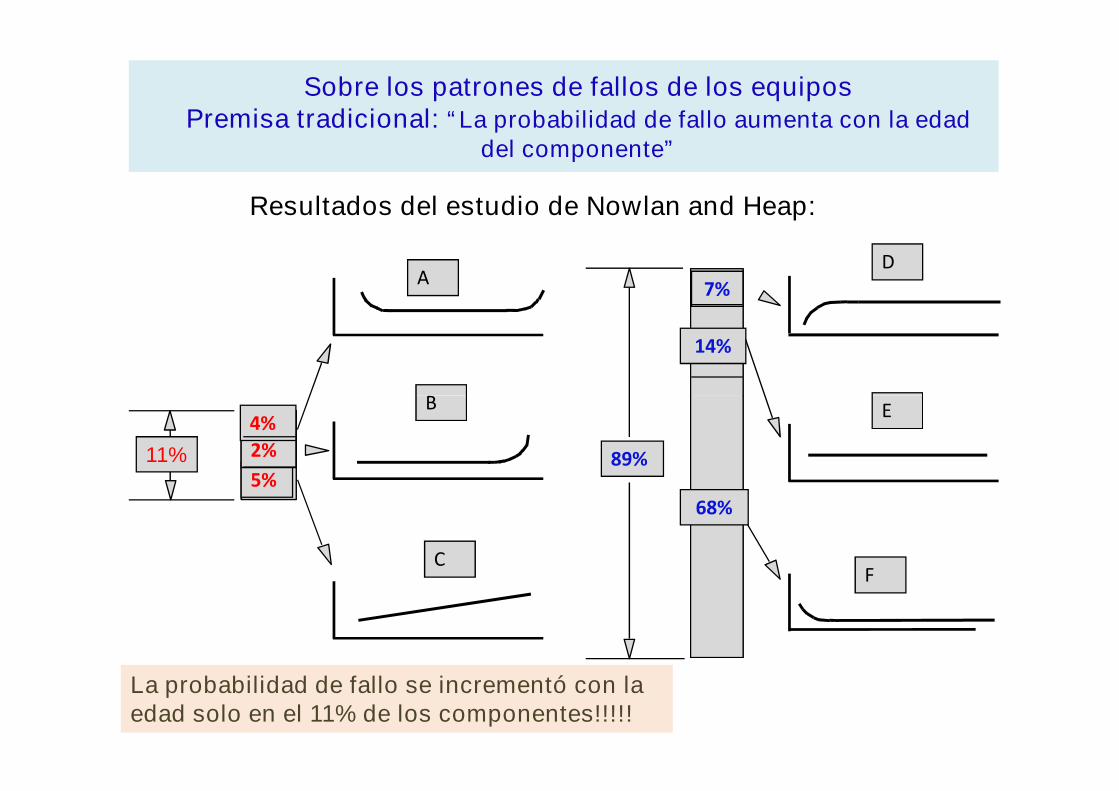
Sobre los patrones de fallos de los equiposPremisa tradicional: “La probabilidad de fallo aumenta con la edad
del componente”
14%
A
B
D
7%
Resultados del estudio de Nowlan and Heap:
11% 89%5%
68%
2%
4%B
C
E
F
La probabilidad de fallo se incrementó con laedad solo en el 11% de los componentes!!!!!
Definición del RCMDefinición del RCM
“ES UN PROCESO UTILIZADO PARADETERMINAR QUÉ SE DEBE HACERPARA ASEGURAR QUE CUALQUIER
ACTIVO FÍSICO CONTINUEHACIENDO LO QUE SUS USUARIOSHACIENDO LO QUE SUS USUARIOS
QUIEREN QUE HAGA EN SUCONTEXTO OPERACIONAL ACTUAL”
John Moubray

Limita los volúmenes de producción, Afecta la calidad, Deteriora el servicio al cliente, Condiciona accidentes y daño al medio
Un mantenimiento inadecuado:
Condiciona accidentes y daño al medioambiente y
Origina costos indirectos que superanlargamente el costo tradicional delmantenimiento.
Según la norma SAE JA 1011 las 7 preguntas básicas del procesoRCM son::
1. ¿Cuál es la función?, Lo que el usuario desea que lamáquina haga.
2. ¿Cuál es la falla funcional?, Razones por las que dejade hacer lo que el usuario desea que haga.
3. ¿Cuál es el modo de falla?, Que pudo causar la fallafuncional.
4. ¿Cuál es el efecto de la falla?,4. ¿Cuál es el efecto de la falla?, Que ocurre cuando lafalla se produce.
5. ¿Cuál es la consecuencia de la falla?, Razones porlas que importa que falle.
6. ¿Qué se puede hacer para evitar o minimizar laconsecuencia de la falla?
7. ¿Qué se hace si no se encuentra ninguna tarea paraevitar o minimizar la consecuencia de la falla?
Contexto Operacional del MCCContexto Operacional del MCC
Se debe tomar en cuenta los factores que influyen sobre elmantenimiento de ello, tales como:
1.- Factores climáticos (cambios excesivos o constantes)2.- Normas y Reglamentaciones especiales (especificas y
legales)3.- Tipo de proceso ( continuo 24hs / por lotes, etc.)3.- Tipo de proceso ( continuo 24hs / por lotes, etc.)4.- Redundancia (o formas alternativas de producción)5.- Estándares de Calidad.- (dan especificas condiciones a
la operación.)6.- Estándares Medio Ambientales ( impacto en el medio
ambiente)7.- Riesgos a la Seguridad (razones de cuidados)8.- Limites de uso (elementos mecánicos, eléctricos,
hidráulicos, neumáticos, electrónicos, etc.)
La definición de una función consiste de unverbo, un objeto y el estándar defuncionamiento deseado por el usuario.
1. Funciones1. Funciones
También ayuda mucho iniciar lasdefiniciones con un verbo en infinitivo("bombear agua”, “transportar gente", etc.).
FuncionesFunciones
Por ejemplo, la función primaria de la bomba enla figura adjunta podría ser enunciada así:Bombear agua del tanque X al tanque Y a nomenos de 800 litros por minuto.
Funciones primarias, que en primera instanciaresumen el por que de la adquisición del activo. Estacategoría de funciones cubre temas como velocidad,producción, capacidad de almacenaje o carga,calidad de producto y servicio al cliente.
Tipos de FuncionesTipos de Funciones
Funciones secundarias, Los usuarios tambiéntienen expectativas relacionadas con las áreas deseguridad, control, contención, confort, integridadestructural, economía, protección, eficienciaoperacional, cumplimiento de regulacionesambientales y hasta de apariencia del activo.
2. Fallas Funcionales2. Fallas Funcionales
Falla funcional es la pérdida total o parcial deuna o más funciones.

2. Fallas Funcionales2. Fallas Funcionales
HOJA DE TRABAJO DEINFORMACIÓN RCM II
SISTEMA DE ALIMENTACIÓN DE AGUA
Subsistema: Bomba de elevación
FUNCIÓN FALLA FUNCIONALFUNCIÓN FALLA FUNCIONAL
1Bombear agua del tanque A altanque B a no menos de 800lt/min.
A No bombea nada de agua
B Bombea menos de 800 lt/min.
2No contaminar el medio ambientecon aceite lubricante.
ADerrama aceite en el pisocontaminando el medio ambiente.
3Controles accesibles que permitanobservar el funcionamiento. A
Ubicación de controles nopermiten observarfuncionamiento de la bomba.
Los equipos suelen tener dispositivos de protección,es decir, dispositivos cuya función principal es la dereducir las consecuencias de otras fallas (fusibles,detectores de humo, dispositivos de detención porsobre velocidad / temperatura / presión, etc.).
Fallas ocultas
Muchos de estos dispositivos tienen la particularidadde que pueden estar en estado de falla durantemucho tiempo sin que nadie ni nada ponga enevidencia que la falla ha ocurrido. Por ejemplo, unextintor contra incendios puede ser hoy incapaz deapagar un incendio, y esto puede pasar totalmentedesapercibido (si no ocurre el incendio).
3. Modos de Fallas3. Modos de Fallas
El MCC define el modo de falla como la causa de cadafalla funcional. En otras palabras el modo de falla es elque provoca la pérdida de función total o parcial de unactivo en su contexto operacional (cada falla funcionalpuede tener más de un modo de falla).
Ejemplos:• Suciedad, corrosión, erosión, abrasión• Lubricación inadecuada, ensamble Incorrecto• Operación Incorrecta, Materiales incorrectos
Clave• El mantenimiento está orientado a cada modo de falla• Enfocar en qué, no quien causa la fallas
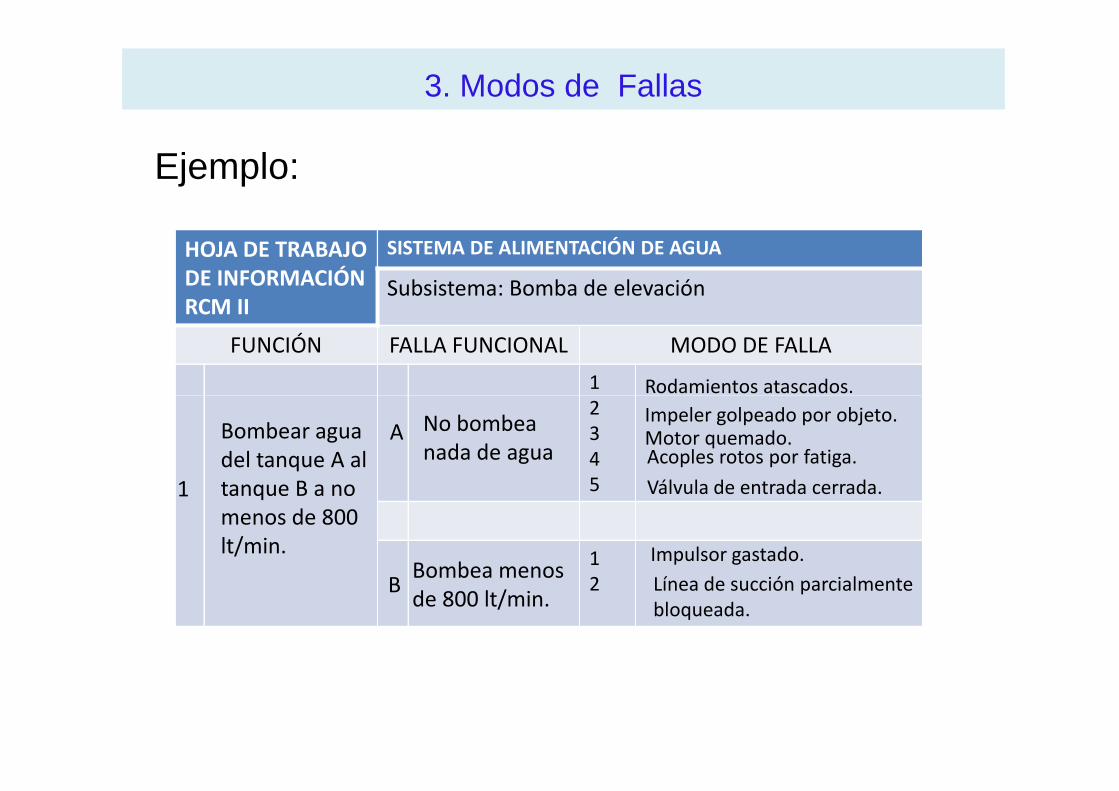
Ejemplo:
3. Modos de Fallas3. Modos de Fallas
HOJA DE TRABAJODE INFORMACIÓNRCM II
SISTEMA DE ALIMENTACIÓN DE AGUA
Subsistema: Bomba de elevación
FUNCIÓN FALLA FUNCIONAL MODO DE FALLA
12
Rodamientos atascados.2345
12
Bombear aguadel tanque A altanque B a nomenos de 800lt/min.
1
A No bombeanada de agua
Rodamientos atascados.
Impeler golpeado por objeto.Motor quemado.Acoples rotos por fatiga.
Válvula de entrada cerrada.
BBombea menosde 800 lt/min.
Impulsor gastado.
Línea de succión parcialmentebloqueada.
4. Efectos de Fallas4. Efectos de Fallas
Esta descripción debería incluir toda lainformación necesaria para apoyar laevaluación de las consecuencias de la falla,tal como:• Qué evidencia existe (si la hay) de que la• Qué evidencia existe (si la hay) de que la
falla ha ocurrido.• De qué modo representa una amenaza para
la seguridad o el medio ambiente.• Qué daños físicos (si los hay) han sido
causados por la falla.• Qué debe hacerse para reparar la falla.
Fallas ocultas Seguridadambiente
operacionalNo
operacional
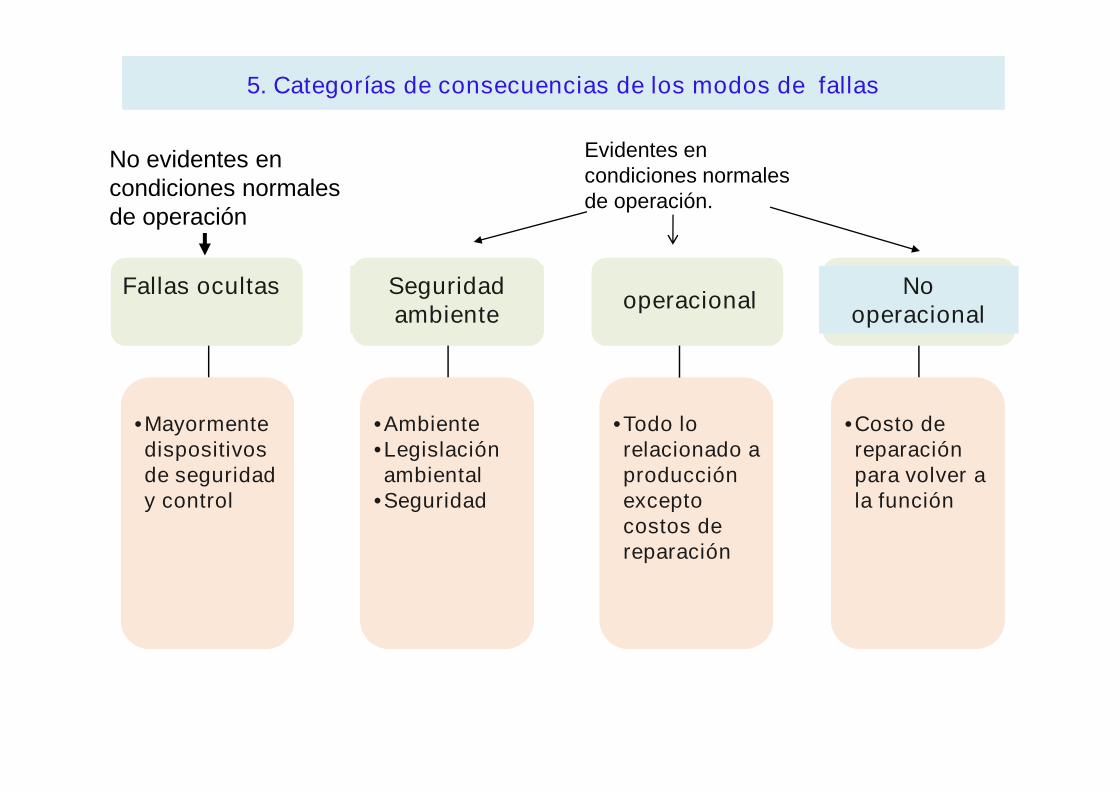
5. Categorías de consecuencias de los modos de fallas5. Categorías de consecuencias de los modos de fallas
No evidentes encondiciones normalesde operación
Evidentes encondiciones normalesde operación.
•Mayormentedispositivosde seguridady control
•Ambiente•Legislaciónambiental
•Seguridad
•Todo lorelacionado aproducciónexceptocostos dereparación
•Costo dereparaciónpara volver ala función
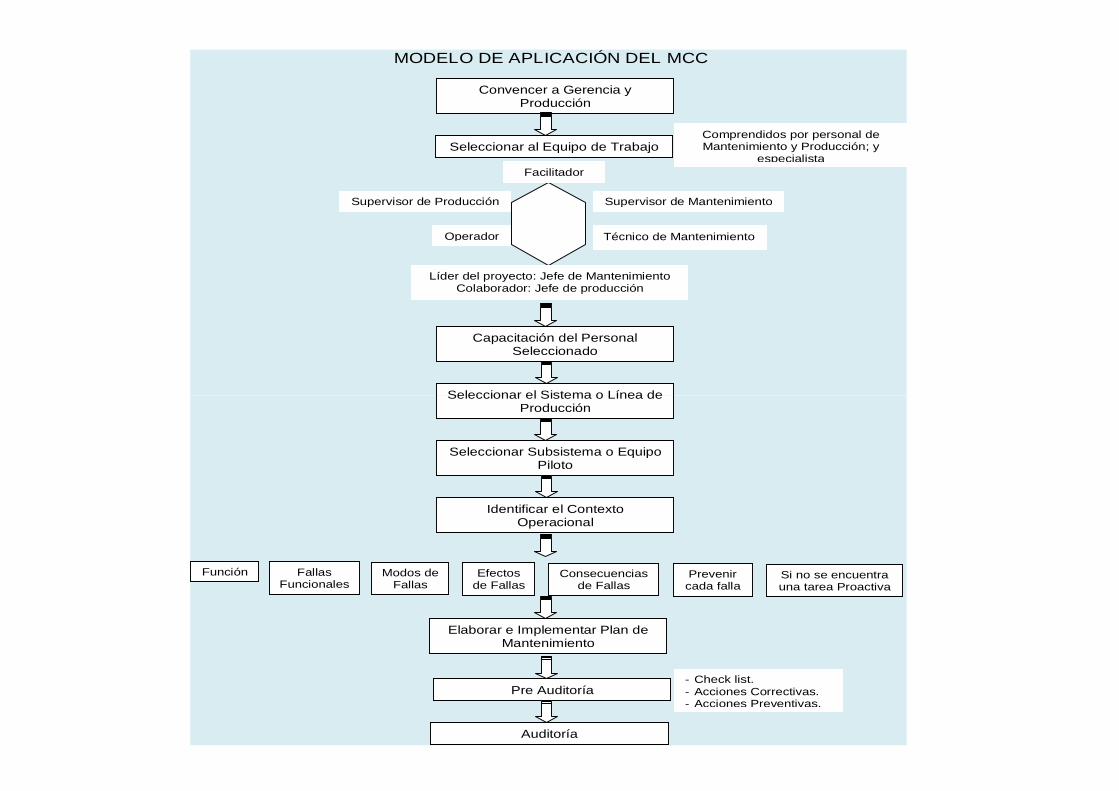
MODELO DE APLICACIÓN DEL MCC
Convencer a Gerencia yProducción
Seleccionar al Equipo de TrabajoComprendidos por personal deMantenimiento y Producción; y
especialista
Facilitador
Supervisor de Mantenimiento
Técnico de Mantenimiento
Líder del proyecto: Jefe de MantenimientoColaborador: Jefe de producción
Operador
Supervisor de Producción
Seleccionar el Sistema o Línea de
Capacitación del PersonalSeleccionado
Seleccionar el Sistema o Línea deProducción
Seleccionar Subsistema o EquipoPiloto
Identificar el ContextoOperacional
Elaborar e Implementar Plan deMantenimiento
Función FallasFuncionales
Modos deFallas
Efectosde Fallas
Consecuenciasde Fallas
Prevenircada falla
Si no se encuentrauna tarea Proactiva
Pre Auditoría
Auditoría
- Check list.- Acciones Correctivas.- Acciones Preventivas.
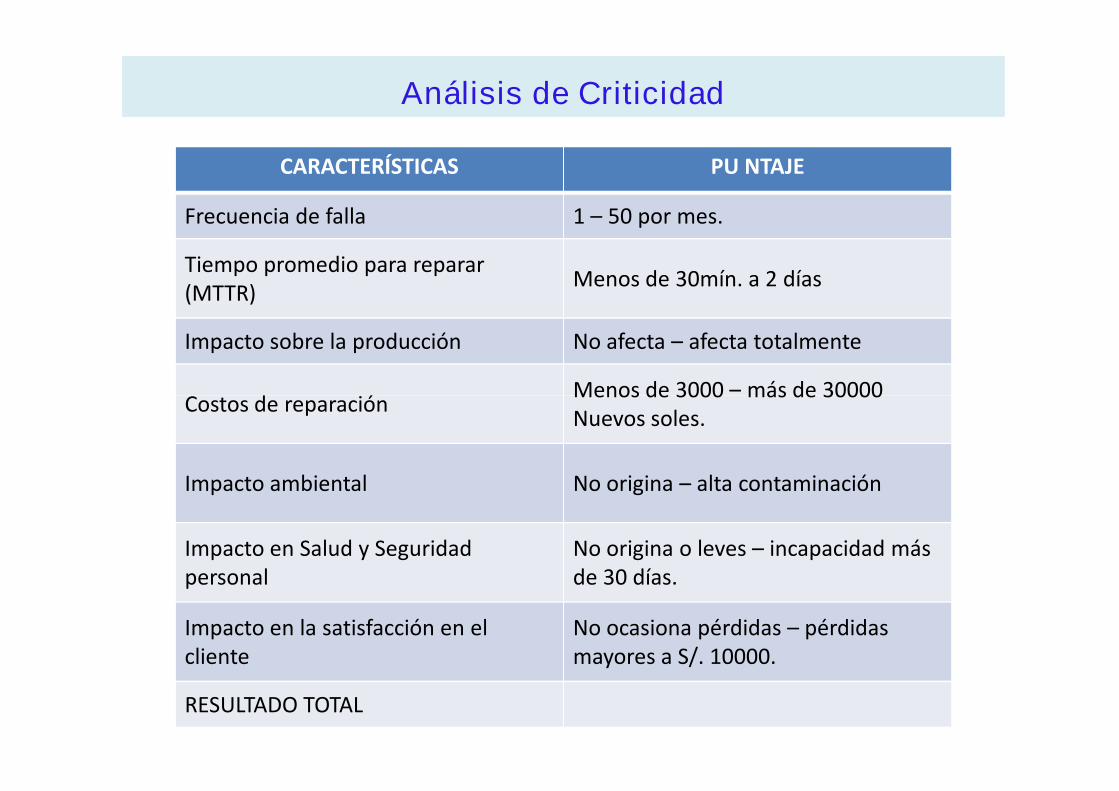
Análisis de CriticidadAnálisis de Criticidad
CARACTERÍSTICAS PU NTAJE
Frecuencia de falla 1 – 50 por mes.
Tiempo promedio para reparar(MTTR)
Menos de 30mín. a 2 días
Impacto sobre la producción No afecta – afecta totalmente
Costos de reparaciónMenos de 3000 – más de 30000
Costos de reparaciónMenos de 3000 – más de 30000Nuevos soles.
Impacto ambiental No origina – alta contaminación
Impacto en Salud y Seguridadpersonal
No origina o leves – incapacidad másde 30 días.
Impacto en la satisfacción en elcliente
No ocasiona pérdidas – pérdidasmayores a S/. 10000.
RESULTADO TOTAL
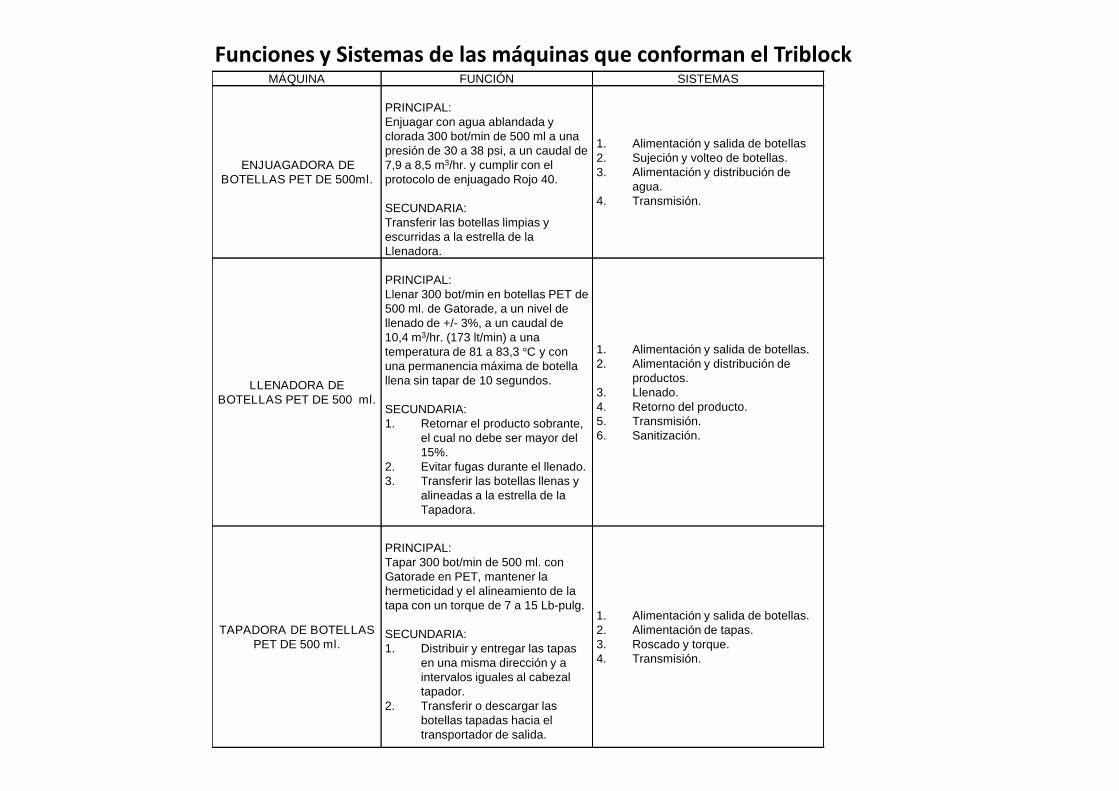
Funciones y Sistemas de las máquinas que conforman el TriblockMÁQUINA FUNCIÓN SISTEMAS
ENJUAGADORA DEBOTELLAS PET DE 500ml.
PRINCIPAL:Enjuagar con agua ablandada yclorada 300 bot/min de 500 ml a unapresión de 30 a 38 psi, a un caudal de7,9 a 8,5 m3/hr. y cumplir con elprotocolo de enjuagado Rojo 40.
SECUNDARIA:Transferir las botellas limpias yescurridas a la estrella de laLlenadora.
1. Alimentación y salida de botellas2. Sujeción y volteo de botellas.3. Alimentación y distribución de
agua.4. Transmisión.
LLENADORA DEBOTELLAS PET DE 500 ml.
PRINCIPAL:Llenar 300 bot/min en botellas PET de500 ml. de Gatorade, a un nivel dellenado de +/- 3%, a un caudal de10,4 m3/hr. (173 lt/min) a unatemperatura de 81 a 83,3 °C y conuna permanencia máxima de botellallena sin tapar de 10 segundos.
1. Alimentación y salida de botellas.2. Alimentación y distribución de
productos.3. Llenado.
BOTELLAS PET DE 500 ml.SECUNDARIA:1. Retornar el producto sobrante,
el cual no debe ser mayor del15%.
2. Evitar fugas durante el llenado.3. Transferir las botellas llenas y
alineadas a la estrella de laTapadora.
3. Llenado.4. Retorno del producto.5. Transmisión.6. Sanitización.
TAPADORA DE BOTELLASPET DE 500 ml.
PRINCIPAL:Tapar 300 bot/min de 500 ml. conGatorade en PET, mantener lahermeticidad y el alineamiento de latapa con un torque de 7 a 15 Lb-pulg.
SECUNDARIA:1. Distribuir y entregar las tapas
en una misma dirección y aintervalos iguales al cabezaltapador.
2. Transferir o descargar lasbotellas tapadas hacia eltransportador de salida.
1. Alimentación y salida de botellas.2. Alimentación de tapas.3. Roscado y torque.4. Transmisión.
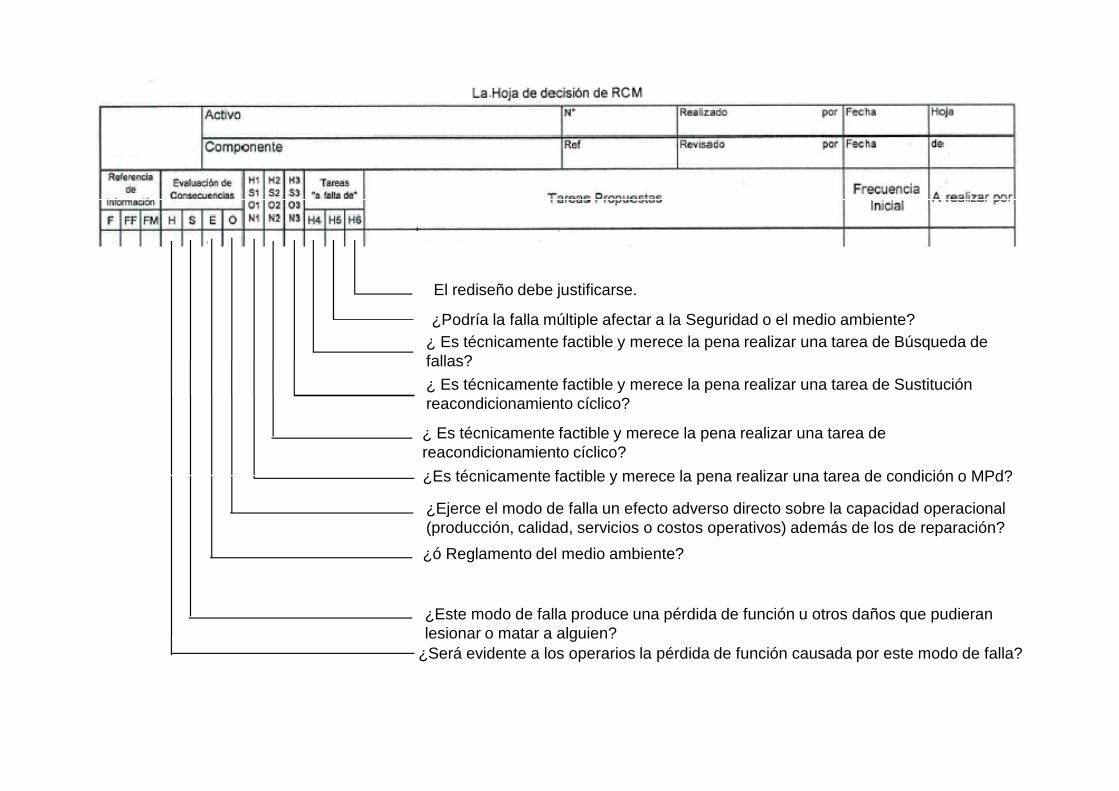
El rediseño debe justificarse.
¿Podría la falla múltiple afectar a la Seguridad o el medio ambiente?
¿ Es técnicamente factible y merece la pena realizar una tarea de Sustituciónreacondicionamiento cíclico?
¿ Es técnicamente factible y merece la pena realizar una tarea de Búsqueda defallas?
¿Será evidente a los operarios la pérdida de función causada por este modo de falla?
¿Este modo de falla produce una pérdida de función u otros daños que pudieranlesionar o matar a alguien?
¿ó Reglamento del medio ambiente?
¿Ejerce el modo de falla un efecto adverso directo sobre la capacidad operacional(producción, calidad, servicios o costos operativos) además de los de reparación?
¿Es técnicamente factible y merece la pena realizar una tarea de condición o MPd?
¿ Es técnicamente factible y merece la pena realizar una tarea dereacondicionamiento cíclico?
reacondicionamiento cíclico?
Pre y Auditoría del Mantenimiento
FECHA DE LA AUDITORIA:
1 Jefe de Mantenimiento
2 Jefe de Producción
3 Supervisor de Mantenimiento
4 Supervisor de Producción
METODOLOGIA DE LA AUDITORIA:
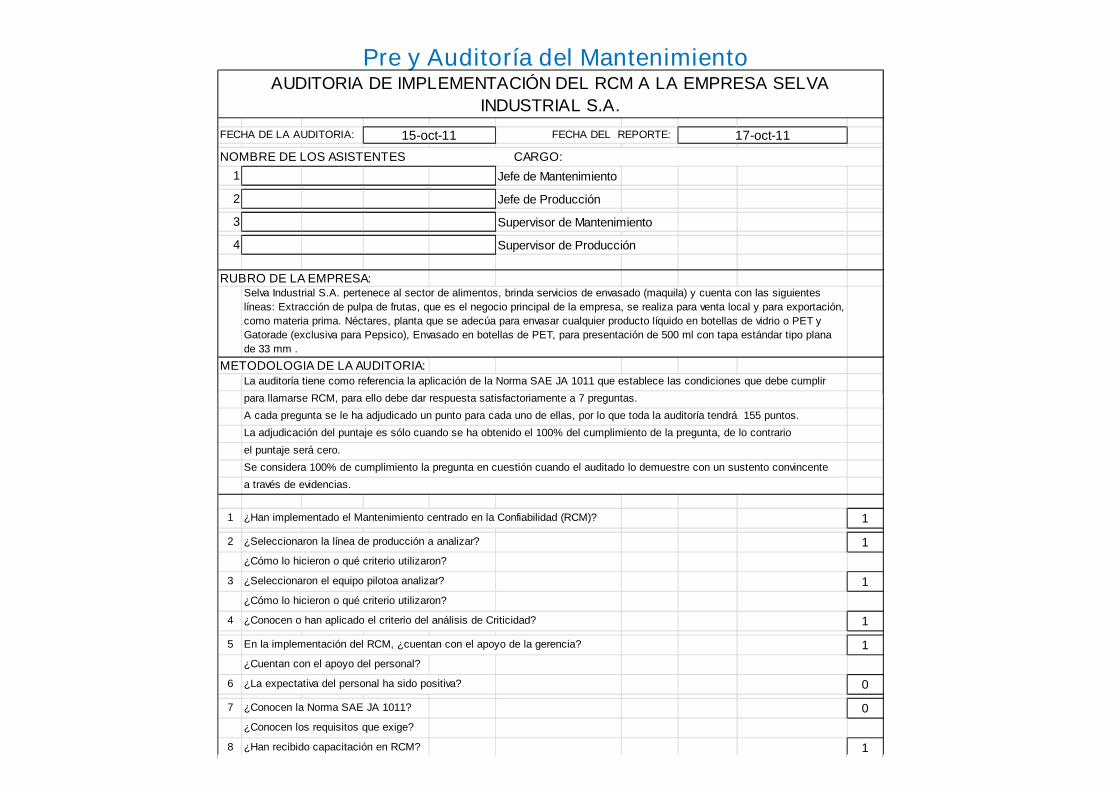
AUDITORIA DE IMPLEMENTACIÓN DEL RCM A LA EMPRESA SELVA
INDUSTRIAL S.A.
NOMBRE DE LOS ASISTENTES CARGO:
RUBRO DE LA EMPRESA:
FECHA DEL REPORTE: 17-oct-1115-oct-11
Selva Industrial S.A. pertenece al sector de alimentos, brinda servicios de envasado (maquila) y cuenta con las siguientes
líneas: Extracción de pulpa de frutas, que es el negocio principal de la empresa, se realiza para venta local y para exportación,
como materia prima. Néctares, planta que se adecúa para envasar cualquier producto líquido en botellas de vidrio o PET y
Gatorade (exclusiva para Pepsico), Envasado en botellas de PET, para presentación de 500 ml con tapa estándar tipo plana
de 33 mm .
La auditoría tiene como referencia la aplicación de la Norma SAE JA 1011 que establece las condiciones que debe cumplir
para llamarse RCM, para ello debe dar respuesta satisfactoriamente a 7 preguntas.
1 ¿Han implementado el Mantenimiento centrado en la Confiabilidad (RCM)? 1
2 ¿Seleccionaron la línea de producción a analizar? 1
¿Cómo lo hicieron o qué criterio utilizaron?
3 ¿Seleccionaron el equipo pilotoa analizar? 1
¿Cómo lo hicieron o qué criterio utilizaron?
4 ¿Conocen o han aplicado el criterio del análisis de Criticidad? 1
5 En la implementación del RCM, ¿cuentan con el apoyo de la gerencia? 1
¿Cuentan con el apoyo del personal?
6 ¿La expectativa del personal ha sido positiva? 0
7 ¿Conocen la Norma SAE JA 1011? 0
¿Conocen los requisitos que exige?
8 ¿Han recibido capacitación en RCM? 1
La adjudicación del puntaje es sólo cuando se ha obtenido el 100% del cumplimiento de la pregunta, de lo contrario
para llamarse RCM, para ello debe dar respuesta satisfactoriamente a 7 preguntas.
A cada pregunta se le ha adjudicado un punto para cada uno de ellas, por lo que toda la auditoría tendrá 155 puntos.
el puntaje será cero.
Se considera 100% de cumplimiento la pregunta en cuestión cuando el auditado lo demuestre con un sustento convincente
a través de evidencias.
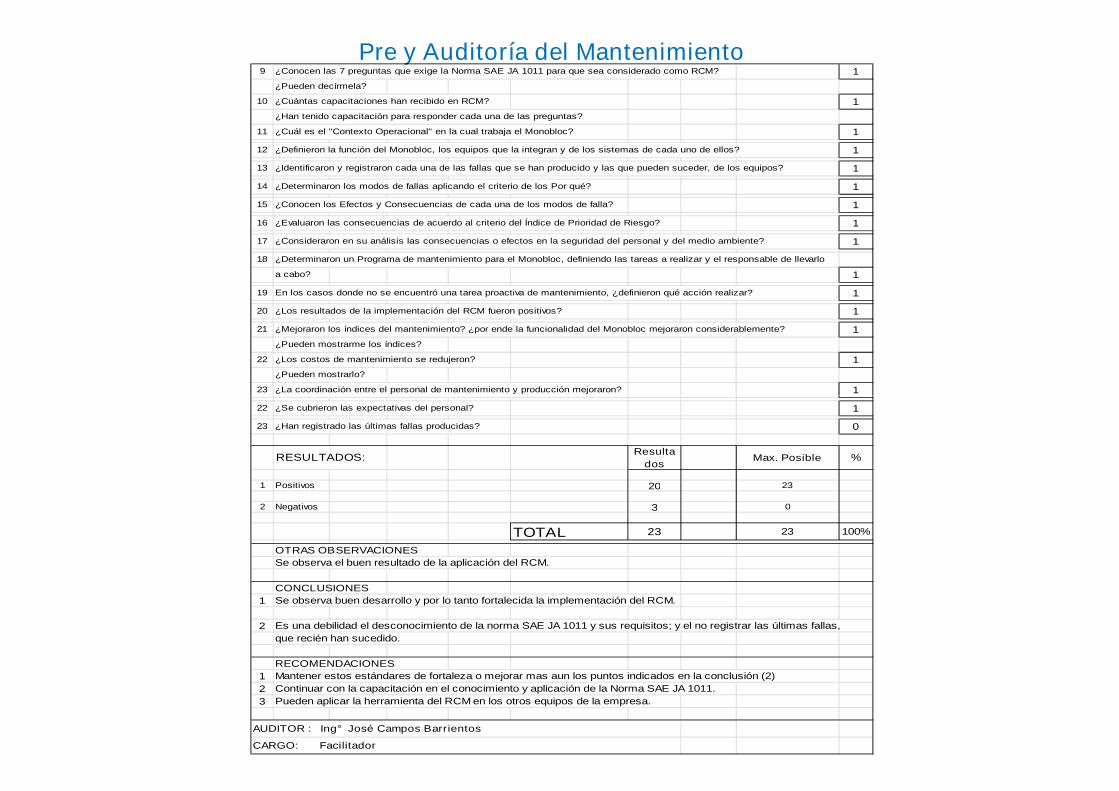
Pre y Auditoría del Mantenimiento9 ¿Conocen las 7 preguntas que exige la Norma SAE JA 1011 para que sea considerado como RCM? 1
¿Pueden decírmela?
10 ¿Cuántas capacitaciones han recibido en RCM? 1
¿Han tenido capacitación para responder cada una de las preguntas?
11 ¿Cuál es el "Contexto Operacional" en la cual trabaja el Monobloc? 1
12 ¿Definieron la función del Monobloc, los equipos que la integran y de los sistemas de cada uno de ellos? 1
13 ¿Identificaron y registraron cada una de las fallas que se han producido y las que pueden suceder, de los equipos? 1
14 ¿Determinaron los modos de fallas aplicando el criterio de los Por qué? 1
15 ¿Conocen los Efectos y Consecuencias de cada una de los modos de falla? 1
16 ¿Evaluaron las consecuencias de acuerdo al criterio del Índice de Prioridad de Riesgo? 1
17 ¿Consideraron en su análisis las consecuencias o efectos en la seguridad del personal y del medio ambiente? 1
18 ¿Determinaron un Programa de mantenimiento para el Monobloc, definiendo las tareas a realizar y el responsable de llevarlo
a cabo? 1
19 En los casos donde no se encuentró una tarea proactiva de mantenimiento, ¿definieron qué acción realizar? 1
20 ¿Los resultados de la implementación del RCM fueron positivos? 1
21 ¿Mejoraron los índices del mantenimiento? ¿por ende la funcionalidad del Monobloc mejoraron considerablemente? 1
¿Pueden mostrarme los índices?
22 ¿Los costos de mantenimiento se redujeron? 1
¿Pueden mostrarlo?
23 ¿La coordinación entre el personal de mantenimiento y producción mejoraron? 1
22 ¿Se cubrieron las expectativas del personal? 1
23 ¿Han registrado las últimas fallas producidas? 0
RESULTADOS:Resulta
dosMax. Posible %
1 Positivos 20 23
2 Negativos 3 0
TOTAL 23 23 100%
OTRAS OBSERVACIONES
Se observa el buen resultado de la aplicación del RCM.
CONCLUSIONES
1 Se observa buen desarrollo y por lo tanto fortalecida la implementación del RCM.
2 Es una debilidad el desconocimiento de la norma SAE JA 1011 y sus requisitos; y el no registrar las últimas fallas,
que recién han sucedido.
RECOMENDACIONES
1 Mantener estos estándares de fortaleza o mejorar mas aun los puntos indicados en la conclusión (2)
2 Continuar con la capacitación en el conocimiento y aplicación de la Norma SAE JA 1011.
3 Pueden aplicar la herramienta del RCM en los otros equipos de la empresa.
CARGO: Facilitador
AUDITOR : Ing° José Campos Barrientos
RecomendacionesRecomendaciones
En un proceso de mejoramiento del mantenimiento,evitar sobrecargarse y aplicar muchas iniciativas(herramientas) de forma simultánea, para esto esnecesario conocer el objetivo de cada metodología yjustificar su aplicación.
El éxito de la implantación del RCM dependeráEl éxito de la implantación del RCM dependeráfundamentalmente del personal de mantenimiento yproducción involucrado, motivo por el cual, hay quetener un especial cuidado en el proceso de inducción yen la capacitación del personal que participará en esteproceso. El proceso de inducción y capacitación,deberá ser capaz de motivar al personal y de generaren este, el compromiso necesario, para implantar elRCM de forma eficiente.
RecomendacionesRecomendaciones
Para el análisis RCM se generó información detalladade todas las fallas que han sucedido y queposiblemente sucedan al equipo, pero es necesariocontinuar registrando e incluir las fallas que vayansucediendo y que no hayan sido consideradas.
El RCM se puede aplicar a cualquier equipo oconjunto de ellos. Lo fundamental es preparar unapersona experta o facilitador en RCM y apoyarlo conel personal técnico (mantenimiento y producción), queson los que más conocen los recursos físicos de laorganización, en cuanto a funcionamiento, operación,fallas, mantenciones, entre otras.
CONCLUSIÓNCONCLUSIÓN
Confiabilidad y capacidadde diseño!!!!
Activo
¿Seconsideró
en eldiseño?
3232
Capacidad/carga
¿Algún Impactoen los planes demantenimiento?