eprints.binadarma.ac.ideprints.binadarma.ac.id/274/1/jurnal-2.doc · web viewpengukuran dilakukan...
TRANSCRIPT
PENDEKATAN SIX SIGMA UNTUK MENGANALISIS KUALITAS PRODUK
(studi kasus PT Media Nusantara Press)
HarmandoUniversitas Bina Darma
Jalan Jenderal Ahmad Yani No.12, PalembangEmail : [email protected]
Abstrak : Dalam era globalisasi saat ini, perkembangan dalam dunia industri baik dari sektor manufaktur dan jasa telah mengalami perubahan dan perkembangan. Tiap perusahaan saling berkompetisi untuk memenangkan persaingan dan mendapatkan pangsa pasar. Dalam pencapaian visi dan misi, perusahaan terus berupaya untuk meningkatkan produksi dan peningkatan kualitas baik dari sistem manajemen mutu yang diterapkan maupun kualitas dari produk yang dihasilkan.Six sigma merupakan suatu metode dan teknik pengendalian dan peningkatan kualitas menuju target 3,4 kegagalan per sejuta kesempatan (DPMO) untuk setiap transaksi produk barang dan jasa. Jadi six sigma merupakan suatu metode atau teknik pengendalian dan peningkatan kualitas dramatik yang merupakan terobosan baru dalam bidang manajemen kualitas. Dengan menggunakan metode six sigma dapat diketahui bahwa kualitas koran yang diproduksi oleh PT Media Nusantara Press cukup baik yaitu 3,32 sigma dengan tingkat kerusakan 47722 untuk sejuta produksi (DPMO). Pedekatan six sigma pada penelitian ini dapat disimpulkan bahwa ada empat penyebab produk defect tertinggi yaitu: warna kabur sebanyak 27%, tidak register sebanyak 21% , terpotong 18% dan kotor 32%.
Kata Kunci : Six Sigma, DMAIC dan DPMO
Abstract : In the curreent of globalization, the development of industry in the word both in manufacturing and servis sector has undergone change and development. Each company ana competed to win the competition and market share. In achiving its vision and mision, the company continues to servucess improve the production and quality managenement controllling and improving the quality to word the target 3,4 filures per million opportinities (DPMO) for each transaction of good and services. Sic Sigma is a method or thechnique of controlling and dramatic quality improvment is a new breaktrough in the field of quality management. By using the six sigma methode can be seen that the quality of the paper produced by PT Media Nusantara Press is good enought with a 3,32 six level 34.379 demage to one million production (DPMO). Six Sigma approach in this study it can be concluded that there are four cause of highest defect production : color blur on much as 27%, do not register as much 21%, 18% and gross cropped 32%
Keyword: Six Sigma, DMAIC,DPMO,Quality
1. Pendahuluan
Dalam era globalisasi saat ini, perkembangan dalam dunia industri baik dari sektor manufaktur dan jasa telah mengalami perubahan dan perkembangan. Tiap perusahaan saling berkompetisi untuk memenangkan persaingan dan mendapatkan pangsa pasar. Dalam pencapaian visi dan misi, perusahaan terus berupaya untuk meningkatkan produksi dan peningkatan kualitas baik dari sistem manajemen mutu yang diterapkan maupun kualitas dari produk yang dihasilkan.
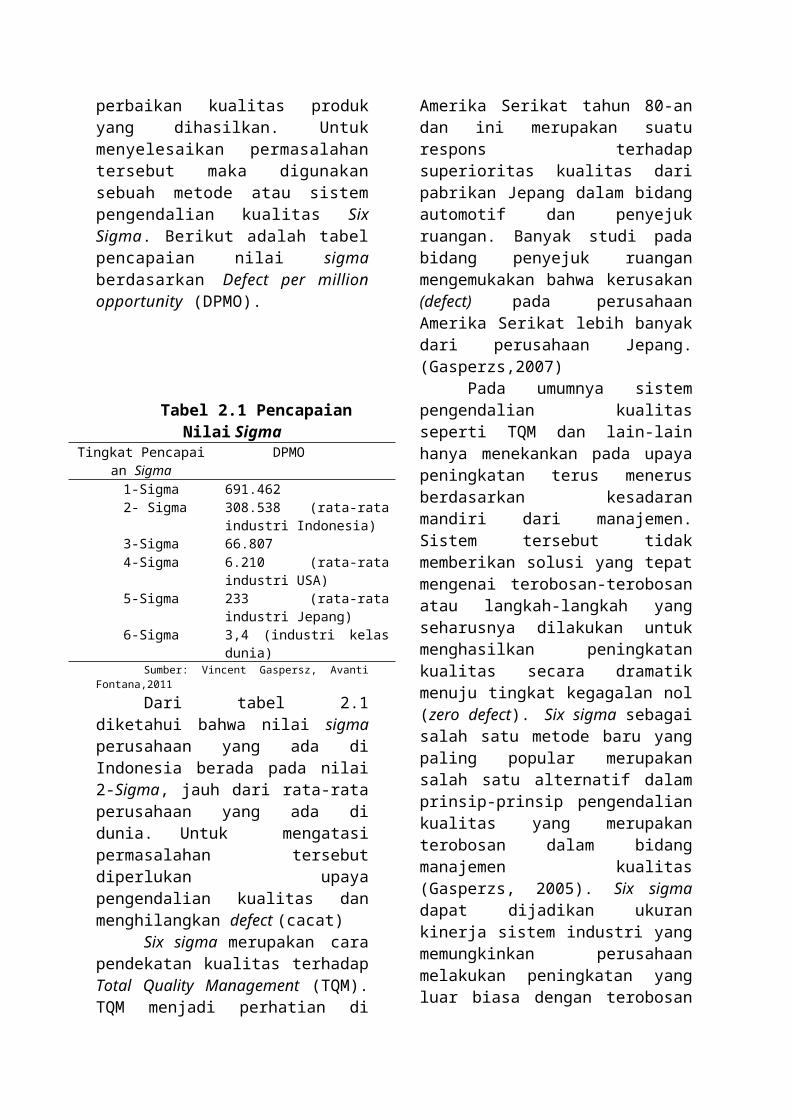
Pengendalian kualitas baik dari menajemen mutu maupun kualitas produk juga diterapkan oleh PT Media Nusantara Press. PT Media Nusantara Press merupakan perusahaan percetakan yang terus berupaya untuk meningkatkan kualitas dan kuantitas produk yang dihasilkannya agar dapat memenuhi harapan pelanggan. Dimana perusahaan tersebut terus berupaya mengembangkan metode untuk dapat menghilangkan produk defect dan dalam upaya peningkatan kualitas produk yang dihasilkan. Upaya tersebut terus dilakukan guna mengurangi variasi terhadap ketidaksesuaian produk terhadap ekspektasi pelanggan, rata-rata harapan pelanggan saat ini sangatlah bervariasi, sehingga continous improvement dalam hal pencapaian kesesuaian produk terhadap persepsi pelanggan harus menjadi dasar dari setiap tindakan perusahaan dalam melakukan pengendalian dan perbaikan kualitas produk yang dihasilkan. Untuk menyelesaikan permasalahan tersebut maka digunakan sebuah metode atau sistem pengendalian kualitas Six Sigma. Berikut adalah tabel pencapaian nilai sigma berdasarkan Defect per million opportunity (DPMO).
Tabel 2.1 Pencapaian Nilai Sigma
Tingkat Pencapaian Sigma
DPMO
1-Sigma 691.4622- Sigma 308.538 (rata-rata industri
Indonesia)3-Sigma 66.8074-Sigma 6.210 (rata-rata industri USA)5-Sigma 233 (rata-rata industri Jepang)6-Sigma 3,4 (industri kelas dunia)
Sumber: Vincent Gaspersz, Avanti Fontana,2011
Dari tabel 2.1 diketahui bahwa nilai sigma perusahaan yang ada di Indonesia berada pada nilai 2-Sigma, jauh dari rata-rata perusahaan yang ada di dunia. Untuk mengatasi permasalahan tersebut diperlukan upaya pengendalian kualitas dan menghilangkan defect (cacat)
Six sigma merupakan cara pendekatan kualitas terhadap Total Quality Management (TQM). TQM menjadi perhatian di Amerika Serikat tahun 80-an dan ini merupakan suatu respons terhadap superioritas kualitas dari pabrikan Jepang dalam bidang automotif dan penyejuk ruangan. Banyak studi pada bidang penyejuk ruangan mengemukakan bahwa kerusakan (defect) pada perusahaan Amerika Serikat lebih banyak dari perusahaan Jepang.(Gasperzs,2007)
Pada umumnya sistem pengendalian kualitas seperti TQM dan lain-lain hanya menekankan pada upaya peningkatan terus menerus berdasarkan kesadaran mandiri dari manajemen. Sistem tersebut tidak memberikan solusi yang tepat mengenai terobosan-terobosan atau langkah-langkah yang seharusnya dilakukan untuk menghasilkan peningkatan kualitas secara dramatik menuju tingkat kegagalan nol (zero defect). Six sigma sebagai salah satu metode baru yang paling popular merupakan salah satu alternatif dalam prinsip-prinsip pengendalian kualitas yang merupakan terobosan dalam bidang manajemen kualitas (Gasperzs, 2005). Six
sigma dapat dijadikan ukuran kinerja sistem industri yang memungkinkan perusahaan melakukan peningkatan yang luar biasa dengan terobosan strategi yang aktual. Six sigma juga dapat dipandang sebagai pengendalian proses industri yang berfokus pada pelanggan dengan memerhatikan kemampuan proses. Pencapaian six sigma hanya terdapat 3,4 cacat per sejuta kesempatan. Semakin tinggi target sigma yang dicapai maka kinerja sistem industri semakin membaik.
1.2 Perumusan MasalahIdentifikasikan perumusan masalah
yang ditapakan dalam penelitian ini adalah, bagaimana pendekatan Six Sigma dapat memberikan solusi terhadap permasalahan yang terjadi pada proses percetakan, terutama pengendalian kualitas terhadap produk dan pengurangan cacat (defect) pada percetakan koran SINDO. (Lampiran)
1.3 Batasan MasalahAgar penelitian dapat lebih fokus
dan terarah maka batasan masalah pada penelitian ini adalah sebagai berikut 1. Proses yang akan diteliti adalah
proses produksi dan data periode bulan Juli 2012 sampai Juni 2013.
2. Produk yang menjadi obyek pembahasan adalah produk cacat (defect) pada proses percetakan koran SINDO
3. Metode yang digunakan adalah metode Six Sigma.
1.4 Tujuan PenelitianAdapun tujuan yang ingin dicapai
dalam penelitian ini adalah1. Mengetahui kapabilitas kinerja
perusahaan dalam proses percetakan koran SINDO.
2. Mengetahui faktor penyebab terjadinya produk cacat (defect) .
3. Mengusulkan perbaikan untuk mengendalikan faktor penyebab terjadinya produk cacat (defect).
1.5 Manfaat Penelitian
Penelitian ini diharapkan mempunyai maafaat sebagai berikut
1. Bagi perusahaan,Penelitian ini dapat dimanfaatkan sebagai referensi oleh PT Media Nusantara Press untuk mengatasi permasalahan dalam hal pengendalian kualitas baik produk maupun proses produksi.
2. Bagi penulis,Penelitian ini berguna untuk menambah pengalaman dan pengetahuan serta wawasan penulis khususnya dalam pemahaman konsep Six Sigma. Sehingga, dengan adanya penelitian ini penulis dapat mengaktualisasikan teori dan ilmu yang didapat selama perkuliahan dengan lingkungan dunia kerja secara nyata.
2.TINJAUAN PUSTAKA2.1 Pengertian Kualitas
Tinggi dan rendahnya kualitas suatu produk yang dihasilkan oleh suatu perusahaan yang berhubungan langsung dengan kepuasan dan kepercayaan konsumen. Kualitas merupakan hal utama yang mempengaruhi pertimbangan konsumen dalam membeli suatu produk. Singkatnya kualitas merupakan faktor kunci dalam menentukan pertumbuhan, perkembangan dan kelangsungan hidup suatu perusahaan, khususnya pada era sekarang ini.
Definisi kualitas sangatlah bervariasi, menurut para pakar dibidang kualitas,kualitas didefinisikan sebagai berikut a. Menurut Vincent Gasperz
Kualitas adalah sebagai konsistensi peningkatan dan penurunan variasi karakteristik produk, agar dapat memenuhi spesifikasi dan kebutuhan, guna meningkatkan kepuasan pelanggan internal maupun eksternal.b. Menurut Juran
Kualitas adalah kesesuaian dengan tujuan

dan manfaatnyac. Menurut Deming
Kualitas harus bertujuan memenuhi kebutuhan pelanggan sekarang dan di masa mendatangd. Menurut Feigenbaum
Kualitas merupakan keseluruhan karakteristik produk dan jasa meliputi marketing, engineering, manufacture, dan maintanance, dimana produk dan jasa tersebut dalam pemakaiannya akan sesuai dengan kebutuhan dan harapan pelanggan.
2.2 Konsep Dasar Six SigmaPada dasarnya pelanggan akan puas
apabila mereka menerima nilai yang mereka harapakan. Apabila produk (barang/jasa) diproses pada tingkat kinerja kualitas Six Sigma, perusahaan boleh mengharapkan 3,4 kegagalan per sejuta kesempatan (DPMO) atau bahwa 99,99966 persen dari apa yang diharapkan pelanggan akan ada dalam produk (barang /jasa). Dengan demikian, Six Sigma dapat dijadikan ukuran target kinerja ukuran proses industri tentang bagaimana baiknya suatu proses transaksi suatu produk antara pemasok (industri) dan pelanggan (pasar). Semakin tinggi target sigma yang dicapai, semakin baik kinerja proses industri. Sehingga 6-sigma otomatis lebih baik dari 4-sigma dan 3-sigma. Six Sigma juga dapat dianggap sebagai strategi terobosan yang memungkinkan perusahaan melakukan peningkatan luar biasa di tingkat bawah dan sebagai pengendali proses industri yang berfokus pada pelanggan dengan mempehatikan kemampuan proses.(Vincent Gaspersz, Avanti Fontana 2011)
Six Sigma motorola merupakan suatu metode atau teknik pengendalian dan peningkatan kulitas dramatik yang diterapakan oleh perusahaan Motorola sejak tahun 1986, yang merupakan terobosan baru dalam manajemen kualitas. Banyak ahli manajemaen kualitas menyatakan bahawa metode Six Sigma Motorola dikembangkan dan diterima secara luas oleh dunia industri, karena
manajemen industri frustasi terhadap manajemen kulitas yang ada, yang tidak mampu meningkatkan kulitas secara dramatik menuju tingkat kegagalan nol (zero defect). Banyak sistem manajemen kualitas seperti Malcolm, Baldrige National Quality Award (MBNQA), ISO 9000, dan lain-lain, hanya menekankan pada upaya meningkatkan terus-menerus berdasrkan kesadaran mandiri manajemen, tampa memberikan solusi yang ampuh bagaimana terobosan-terobosan harus dilakukan untuk meningkatkan kualitas secara dramatik menuju tingkat kegagalan nol. Prinsip-prinsip pengendalian dan peningkatan kualitas Six Sigma Motorola mampu menjawab tantangan ini, dan terbukti perusahaan Motorola telah mampu mencapai tingkat kualitas 3,4 DPMO (3,4 kegagalan per sejuta kesempatan ).
Proses Six Sigma dengan distribusi normal yang mengizinkan nilai rata-rata (mean) proses bergeser 1,5-sigma dari nilai spesifikasi target kulitas (T) yang diinginkan oleh pelanggan,. Nilai-nilai DPMO pada berbagai tingkat sigma berdasarkan distribusi normal terpusat (tidak bergeser) sedangkan nilai DPMO pada berbagai tingkat sigma berdasarkan konsep Motorola (distribusi normal bergeser 1,5-sigma). ).( Vincent Gaspersz, Avanti Fontana 2011)
Six sigma adalah suatu framework atau sistem yang komperhensif dan fleksibel, untuk melakukan proses perbaikan yang berkesinambungan. Six Sigma secara unik dikendalikan oleh pemahaman yang kuat terhadap kebutuhan pelanggan (pasar).( Vincent Gaspersz, Avanti Fontana 2011).Menurut Gaspersz (2005) apabila konsep Six sigma akan ditetapkan dalam bidang manufaktur, terdapat enam aspek yang perlu diperhatikan diantaranya.
1. Identifikasi karakteristik produk yang memuaskan pelanggan (sesuai kebutuhan dan ekspetasi pelanggan).
2. Mengklasifikasikan semua karakteristik kualitas itu sebagai
CTQ (Critical-To-Quality) individual
3. Menentukan apakah setiap CTQ tersebut dapat dikendalikan melalui pengendalian material, mesin proses kerja dan lain-lain.
4. Menentukan batas maksimum toleransi untuk setiap CTQ sesuai yang diinginkan pelanggan (menentukan nilai UCL dan LCL dari setiap CTQ).
5. Menentukan maksimum variasi proses untuk setiap CTQ (menentukan nilai maksimum standar deviasi untuk setiap CTQ ).
6. Mengubah desain produk dan / atau proses sedemikian rupa agar mampu mencapai nilai target Six Sigma.
2.2.1 Metode DMAIC dalam Six Sigma
Dalam mengerjakan suatu proyek yang berkaitan dengan Six Sigma atau berkaitan dengan perbaikan kualitas dikenal kerangka berpikir yang dinamakan Define-Measure-Analyze-Improve-Control (DMAIC). Sangat penting untuk mengikuti kerangka berpikir ini sehingga permasalahan yang akan diselesaikan benar-benar akan memberikan perbaikan yang menyeluruh kepada proses dan keuntungan perusahaan. Oleh karena itu penting untuk mendalami setiap bagian dari metode DMAIC ini. Berkut ini akan dijelaskan hal-hal yang perlu dipertimbangkan pada setiap tahap, yaitu
1. DefineDefine adalah fase pertama dalam
siklus DMAIC yang menentukan masalah/ peluang, proses dan persyaratan pelanggan, karena siklus DMAIC interatif, maka masalah proses, aliran dan persyaratan harus diverifikasi dan diperbarui di sepanjang fase-fase yang lain guna mandapatkan kejelasan (Pande, 2002). Define mempunyai beberapa tahapan, diantaranya sebagai berikut.
1.1 Project StatementProject Statement adalah suatu
pernyataan proyek yang meliputi beberapa komponen berikuta. Busunes Case, berisi pernyataan yang
menyatakan latar belakang umum permasalahan yang terjadi
b. Problem Statement, berisi pernyatan tentang masalah yang akan dibahas
c. Project Scope, menyatakan objek dan ruang lingkup penelitian.
d. Goal Stetment, menyatakan tujuan dari penelitian yang dilakukan
e. Milestone, menyatakan jangka waktu penelitian
1.2 Peta Aliran ProsesPeta aliran proses adalah suatu
diagram yang menunjukkan urutan-urutan dari operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi selama satu proses atau prosedur yang berlangsung serta di dalamnya memuat pula informasi-informasi yang diperlukan untuk analisa seperti waktu yang dibutuhkan dan jarak perpindahan (Sutalaksana, 1979). Adapun kegunaan dari peta aliran proses adalah sebagai berikut
a. Digunakan untuk mengetahui aliran bahan mulai awal masuk dalam suatu proses atau prosedur sampai aktivitas terakhir.
b. Memberikan informasi mengenai waktu penyelesaian suatu proses.
c. Digunakan untuk mengetahui jumlah kegiatan yang dialami bahan selama proses berlangsung.
d. Alat untuk melakukan perbaikan-perbaikan proses, mempermudah proses analisa untuk mengetahui tempat-tempat dimana terjadi ketidakefisienan pekerjaan.
2. MeasureMeasure adalah fase kedua dalam
siklus DMAIC, dimana ukuran-ukuran kunci diidentifikasi dan data
dikumpulkan, disusun, dan disajikan (Pande,2002 Measure mempunyai beberapa tahapan , diantaranya
2.1 Diagram Peta kendali X dan RTujuan dari pembuatan peta
kendali X dan R adalah untuk memantau perubahan distribusi variabel dalam hal lokasi pemusatannya, apakah proses masih berada dalam batas-batas pengendalian atau tidak dan apakah rata-rata produk yang dihasilkan sesuai dengan standar yang telah ditentukan.
Adapun langkah–langkah dari pembuatan peta kendali X dan R adalah sebagai berikut. 1. Menentukan ukuran sub grup (n)2. Menentukan banyaknya sub grup (k)
3 . Maen rata-rata (X) =
.......................................................... (2.1)
4. Range rata-rata (R) =
.......................................................... (2.2)
5.Nilai koefisien untuk Subgroup pada tabel nilai A2, d2, D3 dan D4 6.Peta Kendali X
UCL = X + A2 .R........................................................(2.3)
CL = X........................................................(2.4)
LCL = X – A2 . R........................................................(2.5)
Gambar 2.1 Cotoh Gambar Peta kendali X
4. Peta Kendali R
UCL = D4 . R................................................ ........(2.6)
CL = R
LCL = D3 . R.......................................................(2.7)
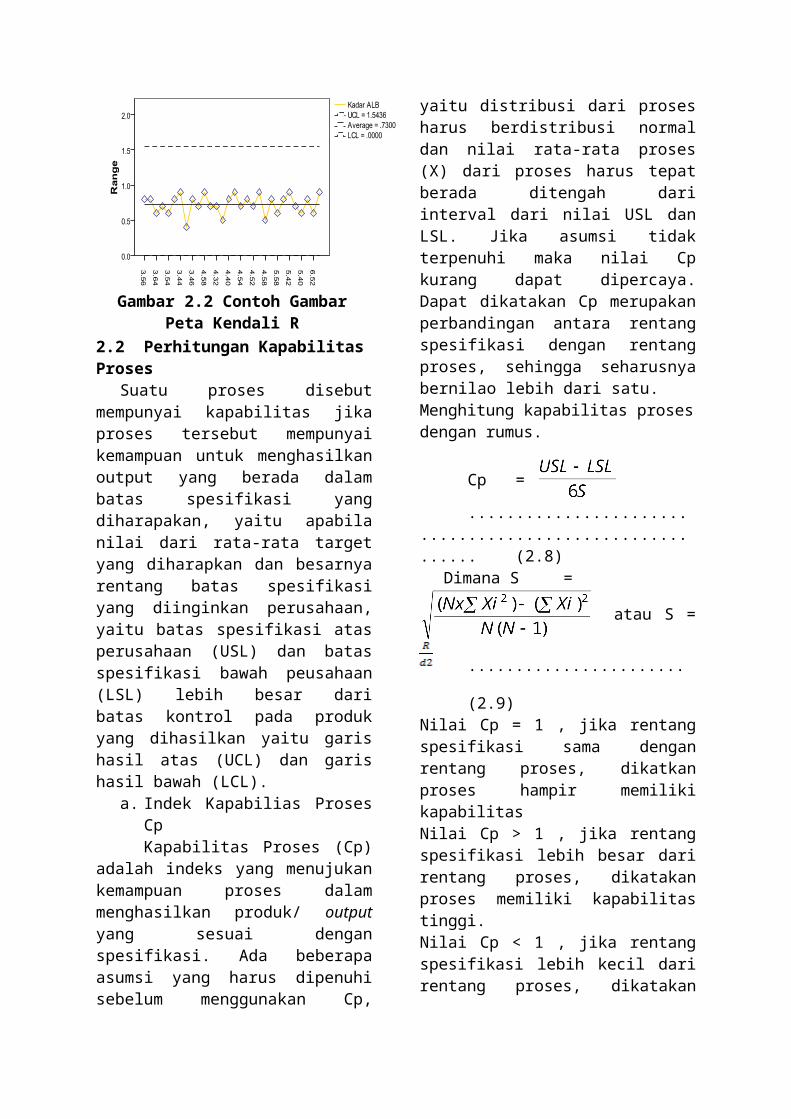
Gambar 2.2 Contoh Gambar Peta Kendali R
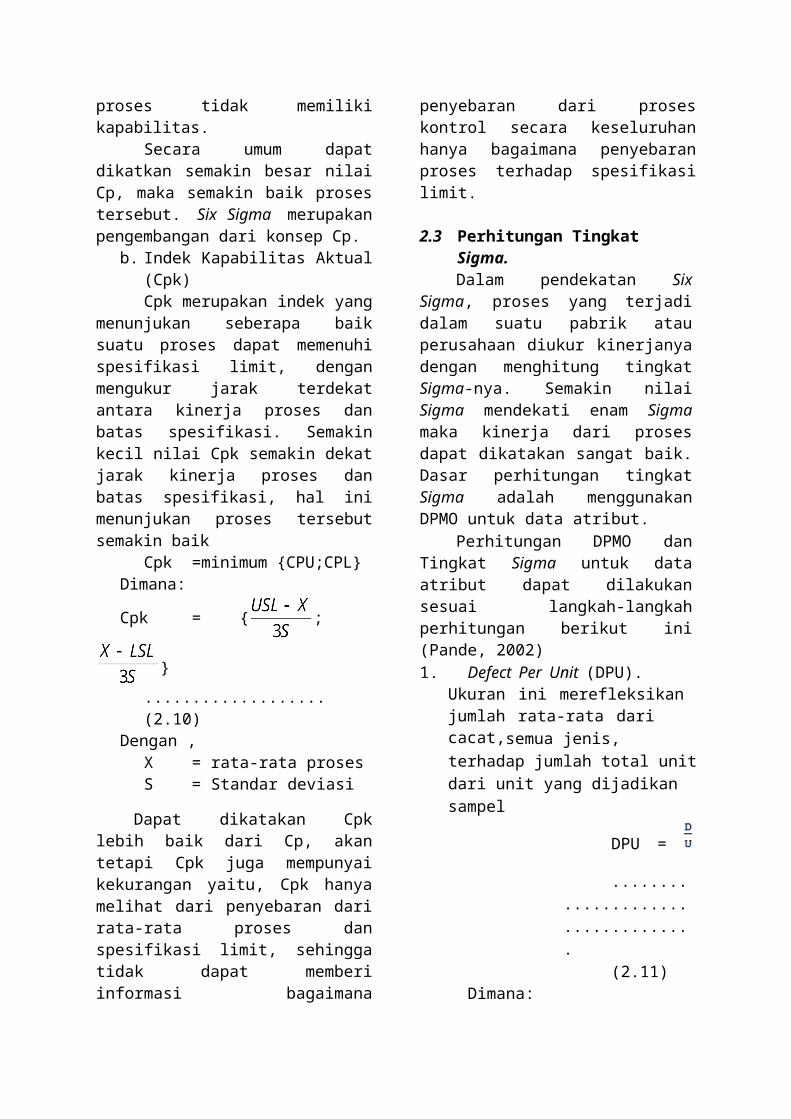
2.2 Perhitungan Kapabilitas ProsesSuatu proses disebut mempunyai
kapabilitas jika proses tersebut mempunyai kemampuan untuk menghasilkan output yang berada dalam batas spesifikasi yang diharapakan, yaitu apabila nilai dari rata-rata target yang diharapkan dan besarnya rentang batas spesifikasi yang diinginkan perusahaan, yaitu batas spesifikasi atas perusahaan (USL) dan batas spesifikasi bawah peusahaan (LSL) lebih besar dari batas kontrol pada produk yang dihasilkan yaitu garis hasil atas (UCL) dan garis hasil bawah (LCL).
a. Indek Kapabilias Proses Cp
Kapabilitas Proses (Cp) adalah indeks yang menujukan kemampuan proses dalam menghasilkan produk/ output yang sesuai dengan spesifikasi. Ada beberapa asumsi yang harus dipenuhi sebelum menggunakan Cp, yaitu distribusi dari proses harus berdistribusi normal dan nilai rata-rata proses (X) dari proses harus tepat berada ditengah dari interval dari nilai USL dan LSL. Jika asumsi tidak terpenuhi maka nilai Cp kurang dapat dipercaya. Dapat dikatakan Cp merupakan perbandingan antara rentang spesifikasi dengan rentang proses, sehingga seharusnya bernilao lebih dari satu.Menghitung kapabilitas proses dengan rumus.
Cp = .........................................................(2.8)
Dimana S =
atau S = ....................... (2.9)
Nilai Cp = 1 , jika rentang spesifikasi sama dengan rentang proses, dikatkan proses hampir memiliki kapabilitasNilai Cp > 1 , jika rentang spesifikasi lebih besar dari rentang proses, dikatakan proses memiliki kapabilitas tinggi.Nilai Cp < 1 , jika rentang spesifikasi lebih kecil dari rentang proses, dikatakan proses tidak memiliki kapabilitas.
Secara umum dapat dikatkan semakin besar nilai Cp, maka semakin baik proses tersebut. Six Sigma merupakan pengembangan dari konsep Cp.
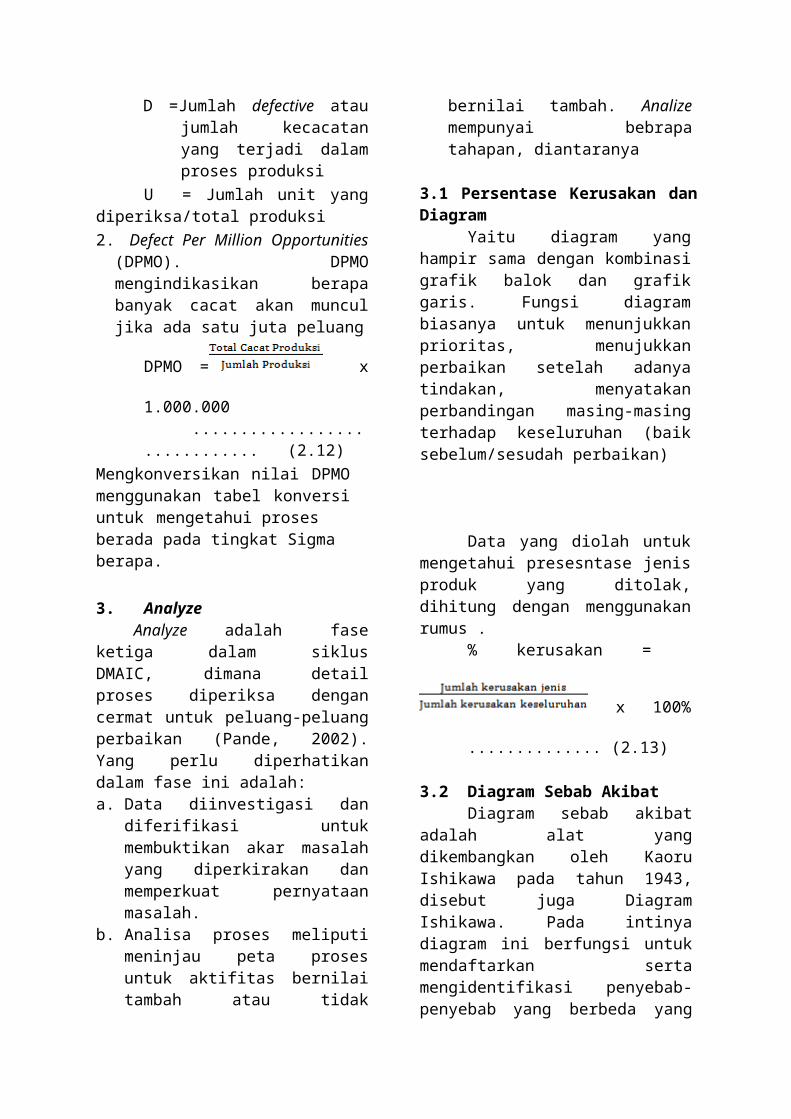
b. Indek Kapabilitas Aktual (Cpk)Cpk merupakan indek yang
menunjukan seberapa baik suatu proses dapat memenuhi spesifikasi limit, dengan mengukur jarak terdekat antara kinerja proses dan batas spesifikasi. Semakin kecil nilai Cpk semakin dekat jarak kinerja proses dan batas spesifikasi, hal ini menunjukan proses tersebut semakin baik
Cpk =minimum {CPU;CPL}
Dimana:
Cpk = { ;
} ................... (2.10)Dengan ,
X = rata-rata prosesS = Standar deviasi
Dapat dikatakan Cpk lebih baik dari Cp, akan tetapi Cpk juga mempunyai kekurangan yaitu, Cpk hanya melihat dari penyebaran dari rata-rata proses dan spesifikasi limit, sehingga tidak dapat memberi informasi bagaimana penyebaran dari proses kontrol secara keseluruhan hanya bagaimana penyebaran proses terhadap spesifikasi limit.
2.3 Perhitungan Tingkat Sigma.Dalam pendekatan Six Sigma,
proses yang terjadi dalam suatu pabrik atau perusahaan diukur kinerjanya dengan menghitung tingkat Sigma-nya. Semakin nilai Sigma mendekati enam Sigma maka kinerja dari proses dapat dikatakan sangat baik. Dasar perhitungan tingkat Sigma adalah menggunakan DPMO untuk data atribut.
Perhitungan DPMO dan Tingkat Sigma untuk data atribut dapat dilakukan sesuai langkah-langkah perhitungan berikut ini (Pande, 2002)1. Defect Per Unit (DPU). Ukuran ini
merefleksikan jumlah rata-rata dari cacat,semua jenis, terhadap jumlah total unit dari unit yang dijadikan sampel
DPU =
...................................
(2.11)Dimana:D =Jumlah defective atau jumlah
kecacatan yang terjadi dalam proses produksi
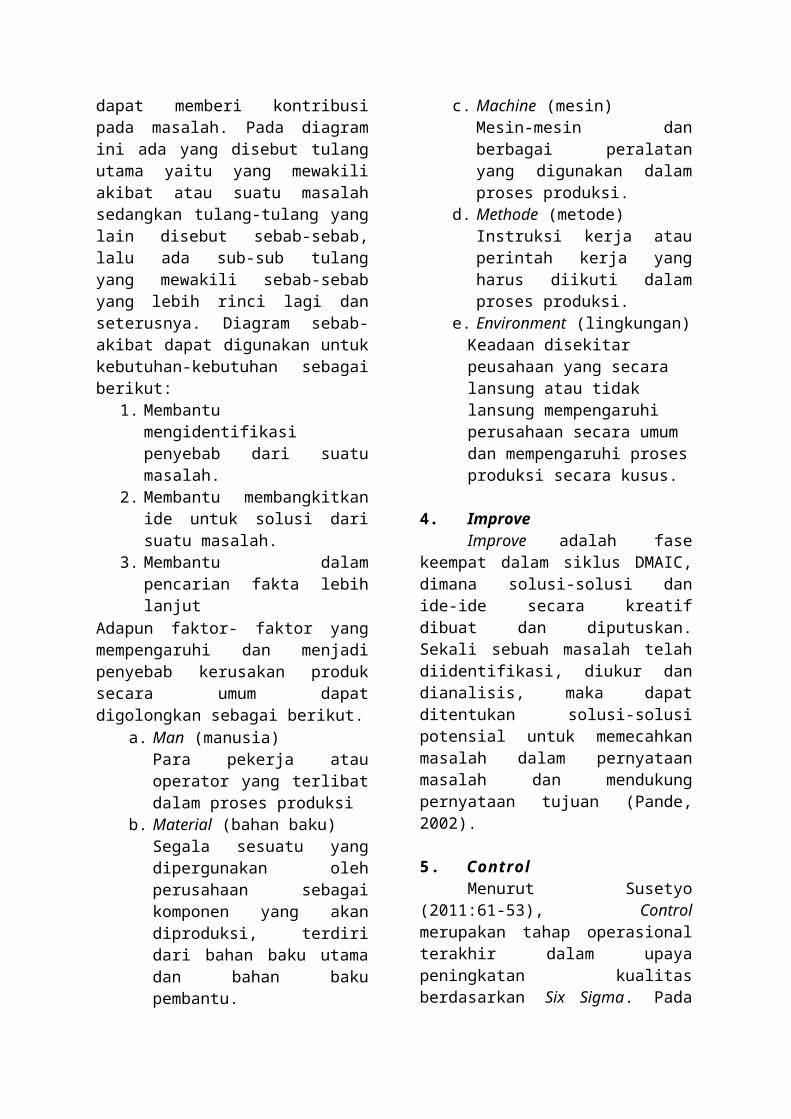
U = Jumlah unit yang diperiksa/total produksi2. Defect Per Million Opportunities
(DPMO). DPMO mengindikasikan berapa banyak cacat akan muncul jika ada satu juta peluang
DPMO = x
1.000.000 ..............................(2.12)
Mengkonversikan nilai DPMO menggunakan tabel konversi untuk mengetahui proses berada pada tingkat Sigma berapa.
3. AnalyzeAnalyze adalah fase ketiga dalam
siklus DMAIC, dimana detail proses diperiksa dengan cermat untuk peluang-peluang perbaikan (Pande, 2002). Yang perlu diperhatikan dalam fase ini adalah: a. Data diinvestigasi dan diferifikasi
untuk membuktikan akar masalah yang diperkirakan dan memperkuat pernyataan masalah.
b. Analisa proses meliputi meninjau peta proses untuk aktifitas bernilai tambah atau tidak bernilai tambah. Analize mempunyai bebrapa tahapan, diantaranya
3.1 Persentase Kerusakan dan Diagram Yaitu diagram yang hampir sama
dengan kombinasi grafik balok dan grafik garis. Fungsi diagram biasanya untuk menunjukkan prioritas, menujukkan perbaikan setelah adanya tindakan, menyatakan perbandingan masing-masing terhadap keseluruhan (baik sebelum/sesudah perbaikan)
Data yang diolah untuk mengetahui presesntase jenis produk yang ditolak, dihitung dengan menggunakan rumus .
% kerusakan =
x 100%
.............. (2.13)
3.2 Diagram Sebab AkibatDiagram sebab akibat adalah alat
yang dikembangkan oleh Kaoru Ishikawa pada tahun 1943, disebut juga Diagram Ishikawa. Pada intinya diagram ini berfungsi untuk mendaftarkan serta mengidentifikasi penyebab-penyebab yang berbeda yang dapat memberi kontribusi pada masalah. Pada diagram ini ada yang disebut tulang utama yaitu yang mewakili akibat atau suatu masalah sedangkan tulang-tulang yang lain disebut sebab-sebab, lalu ada sub-sub tulang yang mewakili sebab-sebab yang lebih rinci lagi dan seterusnya. Diagram sebab-akibat dapat digunakan untuk kebutuhan-kebutuhan sebagai berikut:
1. Membantu mengidentifikasi penyebab dari suatu masalah.
2. Membantu membangkitkan ide untuk solusi dari suatu masalah.
3. Membantu dalam pencarian fakta lebih lanjut
Adapun faktor- faktor yang mempengaruhi dan menjadi penyebab kerusakan produk secara umum dapat digolongkan sebagai berikut.
a. Man (manusia)Para pekerja atau operator yang terlibat dalam proses produksi
b. Material (bahan baku)Segala sesuatu yang dipergunakan oleh perusahaan sebagai komponen yang akan diproduksi, terdiri dari bahan baku utama dan bahan baku pembantu.
c. Machine (mesin) Mesin-mesin dan berbagai peralatan yang digunakan dalam proses produksi.
d. Methode (metode)Instruksi kerja atau perintah kerja yang harus diikuti dalam proses produksi.
e. Environment (lingkungan)Keadaan disekitar peusahaan yang secara lansung atau tidak lansung
mempengaruhi perusahaan secara umum dan mempengaruhi proses produksi secara kusus.
4. ImproveImprove adalah fase keempat
dalam siklus DMAIC, dimana solusi-solusi dan ide-ide secara kreatif dibuat dan diputuskan. Sekali sebuah masalah telah diidentifikasi, diukur dan dianalisis, maka dapat ditentukan solusi-solusi potensial untuk memecahkan masalah dalam pernyataan masalah dan mendukung pernyataan tujuan (Pande, 2002).
5. Control Menurut Susetyo (2011:61-53),
Control merupakan tahap operasional terakhir dalam upaya peningkatan kualitas berdasarkan Six Sigma. Pada tahap ini hasil peningkatan kualitas didokumentasikan dan disebarluaskan, praktik-praktik terbaik yang sukses dalam peningkatan proses distandarisasi dan disebarluaskan, prosedur didokumentasikan dan dijadikan sebagai pedoman standar, serta kepemilikan atau tanggung jawab ditransfer dari tim kepada pemilik atau penanggung jawab proses.
Terdapat dua alasan dalam melakukan standarisasi, yaitu 1. Apabila tindakan peningkatan kualitas atau solusi masalah itu tidak distandarisasikan, terdapat kemungkinan bahwa setelah periode waktu tertentu, manajemen dan karyawan akan menggunakan kembali cara kerja yang lama sehingga memunculkan kembali masalah yang telah terselesaikan itu. 2. Apabila tindakan peningkatan kualitas atau solusi masalah itu tidak distandarisasikan dan didokumentasikan, maka terdapat kemungkinan setelah periode waktu tertentu apabila terjadi pergantian manajemen dan karyawan, orang baru akan menggunakan cara kerja yang akan memunculkan kembali masalah yang sudah pernah terselesaikan oleh manajemen dan karyawan terdahulu.
2.3 Penelitian TerdahuluPenelitian ini diambil dari berbagai
referensi yaitu
Berdasarkan penelitian terdahulu maka, penulis mengambil judul penelitian dengan judul “ Pendekatan Six Sigma untuk Menganalisis Kualitas Produk studi kasus pada PT Media Nusantara Press.
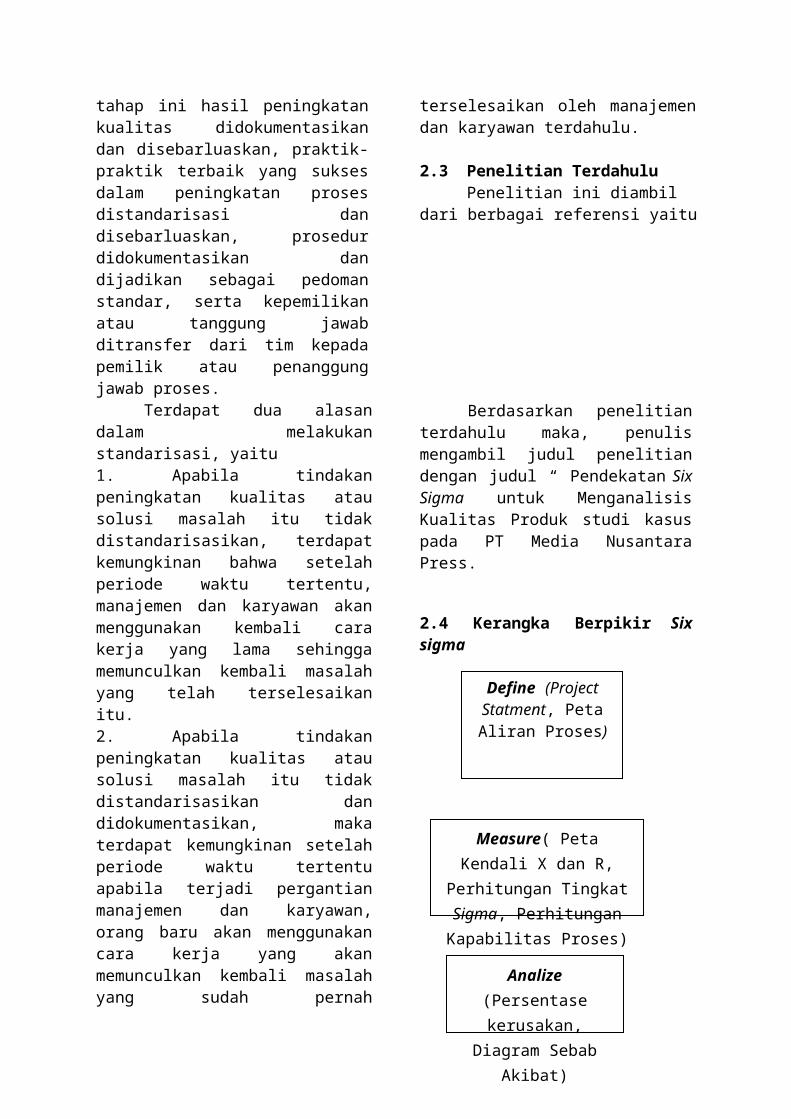
2.4 Kerangka Berpikir Six sigma
Measure( Peta Kendali X dan R, Perhitungan Tingkat
Sigma, Perhitungan Kapabilitas Proses)
Analize (Persentase kerusakan, Diagram
Sebab Akibat)
Define (Project Statment, Peta Aliran
Proses)
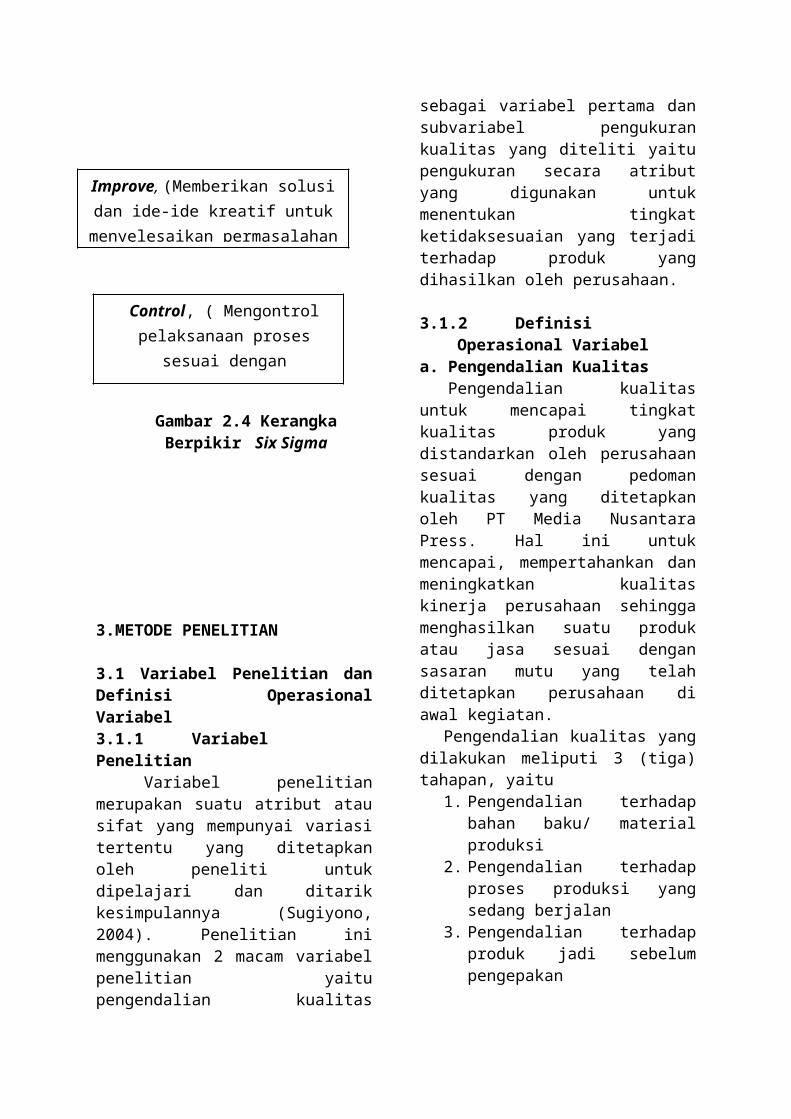
Improve, (Memberikan solusi dan ide-ide kreatif untuk menyelesaikan
permasalahan yang dihadapi)
Control, ( Mengontrol pelaksanaan proses sesuai dengan
improvement)
Gambar 2.4 Kerangka Berpikir Six Sigma
3.METODE PENELITIAN
3.1 Variabel Penelitian dan Definisi Operasional Variabel 3.1.1 Variabel Penelitian
Variabel penelitian merupakan suatu atribut atau sifat yang mempunyai variasi tertentu yang ditetapkan oleh peneliti untuk dipelajari dan ditarik kesimpulannya (Sugiyono, 2004). Penelitian ini menggunakan 2 macam variabel penelitian yaitu pengendalian kualitas sebagai variabel pertama dan subvariabel pengukuran kualitas yang diteliti yaitu pengukuran secara atribut yang digunakan untuk menentukan tingkat ketidaksesuaian yang terjadi terhadap produk yang dihasilkan oleh perusahaan.
3.1.2 Definisi Operasional Variabela. Pengendalian Kualitas
Pengendalian kualitas untuk mencapai tingkat kualitas produk yang distandarkan oleh perusahaan sesuai dengan pedoman kualitas yang ditetapkan oleh PT Media Nusantara Press. Hal ini untuk mencapai, mempertahankan dan meningkatkan kualitas kinerja perusahaan sehingga menghasilkan suatu produk atau jasa sesuai dengan sasaran mutu yang telah ditetapkan perusahaan di awal kegiatan.
Pengendalian kualitas yang dilakukan meliputi 3 (tiga) tahapan, yaitu
1. Pengendalian terhadap bahan baku/ material produksi
2. Pengendalian terhadap proses produksi yang sedang berjalan
3. Pengendalian terhadap produk jadi sebelum pengepakan
b. Pengukuran Kualitas Secara AttributPengukuran kualitas yang digunakan
dalam melaksanakan pengendalian kualitas di PT Media Nusantara Press dilakukan secara atribut yaitu pengukuran kualitas terhadap karakteristik produk yang tidak dapat atau sulit diukur. Nantinya dengan menggunakan pengukuran metode ini akan dapat diketahui karakteristik kualitas produk yang baik atau buruk, berhasil atau gagal. Adapun lima karakteristik produk yang dianggap cacat yaitu
1. Penyerapan tinta kita tidak merata (warna kabur)
2. Posisi lipatan tengah tinta tidak persisi
3. Koran kotor 4. Lipatan tidak simetris dengan batas
toleransi 5. Terdapat bagian yang terpotong
melebihi garis tepiCacat yang terjadi pada 1 eksemplar
koran hasil produksi dimungkinkan terdapat tidak hanya satu jenis kerusakanan, akan tetapi bisa lebih dari satu macam. Oleh karena itu, jenis kerusakan yang dicatat adalah jenis kerusakan paling dominan yang terdapat pada 1 eksemplar koran hasil produksi
3.2 Populasi dan SampelPopulasi dalam penelitian ini adalah
Koran SINDO yang mengalami rusak/ cacat selama bulan Juli 2012 sampai Juni 2013 yang tidak diketahui jumlahnya, yaitu koran cacat yang terdata maupun yang terlewat dari pengamatan kualitas oleh bagian Quality Control sehingga sampai ke tangan konsumen. Pengambilan sampel dalam penelitian ini menggunakan teknik puposive sampling. Puposive sampling merupakan suatu teknik pengambilan sampel dengan menggunakan pertimbangan tertentu. Adapun sampel yang digunakan dalam penelitian ini adalah Koran SINDO yang ditemukan mengalami cacat dan terdata oleh bagian Quality Control selama bulan Juli 2012 sampai Juni 2013 sebanyak 200 eksemplar
lebih setiap hari sehingga tidak sampai ke tangan konsumen.
3.3 Jenis dan Sumber DataJenis dan sumber data dalam
penelitian terbagi atas3.3.1 Jenis Data
Jenis data yang digunakan dalam penelitian ini adalah data primer yang merupakan data yang diperoleh dari Koran SINDO yang menjadi tempat penelitian. Data yang diperoleh berupa data kuantitatif dan data kualitatif. Data kuantitatif yaitu data yang berupa angka-angka mengenai jumlah produksi dan data produk cacat. Data kualitatif yaitu data yang berupa informasi tertulis yaitu informasi mengenai jenis produk cacat , penyebab terjadinya produk cacat, bagian proses produksi, dan bahan baku yang digunakan.
3.3.2 Sumber DataSumber data secara keseluruhan
diperoleh dari dalam institusi yang menjadi tempat penelitian. Data yang bersifat kuantitatif diperoleh dari dokumen/ arsip bagian produksi dan bagian personalia. Sedangkan data yang bersifat kualitatif diperoleh dari wawancara dan pengamatan secara langsung di perusahaan
3.4.1 Metode Pengumpulan DataMetode pengumpulan data yang
digunakan dalam penelitian ini adalah dengan melakukan pengamatan langsung di perusahaan yang menjadi objek penelitian. Teknik pengumpulan data yang dilakukan adalah sebagai berikut.
1. Wawancara (interview)Merupakan suatu cara untuk
mendapatkan data atau informasi dengan tanya jawab secara langsung pada orang yang mengetahui tentang objek yang diteliti. Dalam hal ini adalah dengan pihak pimpinan, pekerja atau operator PT Media Nusantara Press yaitu data mengenai jenis-jenis produk cacat (defect) dan
penyebabnya, proses produksi serta bahan baku yang digunakan.
2. ObsevasiYaitu pengamatan atau peninjauan
secara langsung di tempat penelitian yaitu di PT Media Nusantara Press dengan mengamati sistem atau cara kerja operator yang ada, mengamati proses produksi dari awal sampai akhir, dan kegiatan pengendalian kualitas.
3. DokumentasiYaitu dengan mempelajari
dokumen-dokumen perusahaan yang berupa laporan kegiatan produksi, laporan jumlah produksi dan jumlah produk cacat atau defect, rencana kerja, serta dokumen kepegawaian.
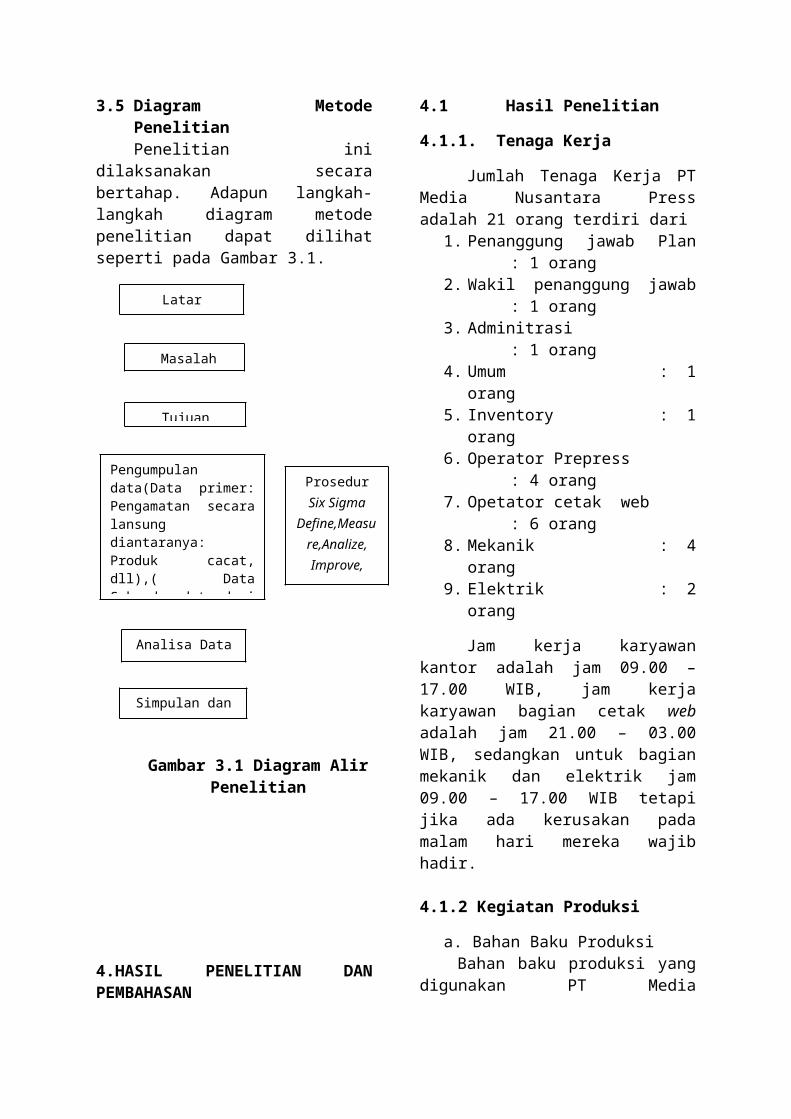
3.5 Diagram Metode PenelitianPenelitian ini dilaksanakan secara
bertahap. Adapun langkah-langkah diagram metode penelitian dapat dilihat seperti pada Gambar 3.1.
Masalah
Tujuan Penelitian
Pengumpulan data(Data primer: Pengamatan secara lansung diantaranya: Produk cacat, dll),( Data Sekunder:data dari literatur dan referensi yang berhubungan dengan masalah yang dibahas)
Prosedur Six Sigma
Define,Measure,Analize, Improve, Control
(DMAIC)
Analisa Data
Simpulan dan Saran
Latar Belakang
Gambar 3.1 Diagram Alir Penelitian
4.HASIL PENELITIAN DAN PEMBAHASAN
4.1 Hasil Penelitian
4.1.1. Tenaga Kerja
Jumlah Tenaga Kerja PT Media Nusantara Press adalah 21 orang terdiri dari
1. Penanggung jawab Plan : 1 orang
2. Wakil penanggung jawab : 1 orang
3. Adminitrasi : 1 orang
4. Umum : 1 orang
5. Inventory : 1 orang
6. Operator Prepress : 4 orang
7. Opetator cetak web : 6 orang
8. Mekanik : 4 orang
9. Elektrik : 2 orang
Jam kerja karyawan kantor adalah jam 09.00 – 17.00 WIB, jam kerja karyawan bagian cetak web adalah jam 21.00 – 03.00 WIB, sedangkan untuk bagian mekanik dan elektrik jam 09.00 – 17.00 WIB tetapi jika ada kerusakan pada malam hari mereka wajib hadir.
4.1.2 Kegiatan Produksi
a. Bahan Baku Produksi
Bahan baku produksi yang digunakan PT Media Nusanatara Press untuk proses produksi diantaranya
1. Kertas gulingan (roll) 2. Tinta dengan 4 (empat) warna
utama yaitu, cyan, magenta, yellow dan black
3. Fountain atau cairan pemfilter tinta4. Plat aluminium
b. MesinDalam melakukan proses
produksinya, PT Media Nusantara Press menggunakan 4 buah mesin merek Albert A 200 dengan kemampuan produksi 45.000 cph ( Copies Per Hour )
c. Proses ProduksiPT Media Nusantara Press
memiliki dua tipe produksi yaitu tipe job shop dan job order, tipe job shop dilakukan pada tipe cetak koran dan tipe job order pada divisi cetak umum, adapun proses produksi cetak koran adalah sebagai berikut1. Masa Produksi Pra Cetak (Proses
Reproduksi) Masa produksi pra cetak terdiri atas
beberapa tahapan.a. Proses diawali dari penerimaan materi/
konten koran dari bagian redaksi untuk kemudian dibentuk menjadi film di bagian cetak koran.
b. Materi yang sudah berbentuk film kemudian disatukan menjadi lembaran film untuk selanjutnya diatur layoutnya sesuai dengan jumlah lembaran koran yang akan diproduksi.
c. Setelah layout film terbentuk, kemudian film tersebut akan dicetak kedalam plat dengan cara film tersebut dipressing diatas plat agar menempel dan menyatu dengan plat tersebut. Proses pressing ini juga memiliki peranan yang sangat penting karena pada proses ini bila ada film yang tidak menempel betul pada plat, maka gambar/ tulisan yang dihasilkan pada plat nantinya tidak begitu bagus dalam artian kurang jelas bahkan bisa tidak kelihatan. Maka proses ini harus benar-benar diperhatikan. Setelah dipastikan
gambar/ tulisan tadi menempel pada plat, maka proses selanjutnya adalah melakukan penyinaran 180 detik. Selesai penyinaran plat masih harus diperiksa apakah teks dan gambarnya sudah lengkap dan apakah sesuai dengan film.
d. Plat yang telah disinari dimasukkan ke dalam mesin prosesor untuk dilakukan proses cleaning dan developing, plat tersebut kemudian dikeringkan.
e. Plat yang sudah dikeringkan selanjutnya didistribusikan kepada bagian produksi cetak koran dan dipasang pada mesin cetak.
2. Masa Produksi Cetak.Masa produksi cetak terdiri atas
beberapa tahapan diantaranya. a. Pada mulanya bagian ini menyiapkan
bahan baku seperti kertas, tinta, fountain dan plat untuk dipasang pada mesin.
b. Setelah bahan baku cetak siap kemudian melakukan setting mesin awal. Setting yang dilakukan berupa brake, register warna, folder dan speed.
c. Setelah mesin dan seluruh tools dalam kondisi siap jalan, maka produksi cetak dimulai.
d. Update setting mesin dilakukan jika terdapat suatu ketidaksesuaian yang diakibatkan oleh mesin, maka operator mesin kembali melakukan setting mesin sembari memperhatikan perubahan yang terjadi.
e. Produk yang baik kemudian dikemas pada stasiun kerja packaging dan kemudian didstribusikan oleh bagian ekspedisi.
4.2 PembahasanSetelah dilakukan penelitian dan
pengumpulan data, maka telah diketahui bahwa data yang telah dikumpulkan tersebut akan dilakukan pengolahan dan analisa data dilakukan dengan mendefinisikan, mengukur, menganalisa, mengendalikan dan melakukan langkah perbaikan masalah yang sedang dihadapi oleh perusahaan percetakan tersebut
dengan melakukan pendekatan six sigma yang terdiri dari tahapan define, measure, analize, improve dan contro (DMAIC). Hasil pembahasanya sebagai berikut.
1. DefinePada tahapan ini merupakan langkah
awal dalam pendekatan six sigma hal yang pertama yang dilakukan adalah mengidentifikasi hal-hal yang dianggap penting dalam proses produksi (critical to quality), pada proses produksi terjadi beberapa kendala atau masalah yang sering terjadi, yiatu tidak register, terpotong melebihi garis tepi, warna kabur dan kotor.
Setelah dilakukan interview dengan pihak qualiyt control, pihak visual dan pihak produksi, diketahui bahwa CTQ produksi koran terdiri daria) Warna Kabur
Kurang tebalnya hasil cetakan pada kertas menjadikan gambar/ foto berwarna yang tercetak dikoran menjadi kabur atau ngeblur seperti samar-samar/ berbayang sehingga tidak terlihar jelas.b) Tidak Register
Posisi/ layout koran agak menggeser atau tidak persisi/ fokus, ditandai dengan simbol yang berbentuk lingkaran dan garis silang (seperti bentuk radar) sebagai simbol acuan yang terletak pertengahan yang menjadi lipatan koran tidak berada tepat sejajar atau melebar melebihi 0,3 mm (batas toleransi yang ditetapkan perusahaan). Kejadian tersebut dianggap oleh perusahaan sebagai misdruk atau rusak karena layout koran juga akan ikut menggeser dan menyebabkan gambar akan terlihat kabur (membayang). c) Terpotong Melebihi Garis Tepi
Tahap pemotongan (cutting) oleh mesin dilakukan setelah proses folding atau pelipatan, yang disesuaikan dengan ukuran cut-off mesin untuk koran SINDO. Apabila mesin memotong tidak tepat sesuai ukuran, maka akan menghasilkan koran yang terpotong tidak sesuai layout dimana terdapat tulisan maupun gambar yang terpotong tidak rapid) Kotor
Pada saat melakukan proses persiapan penyetakan bahan dasar atau kertas gulungan yang akan dicetak terdapat kotor karena tinta, itu disebabkan karena pada saat penyetakan terdapat tinta yang berceceran di lantai dan juga tidak bersihnya tangan dan pakaian karyawan pada saat memegang gulungan kertas pada proses penyetakan.2. Measure
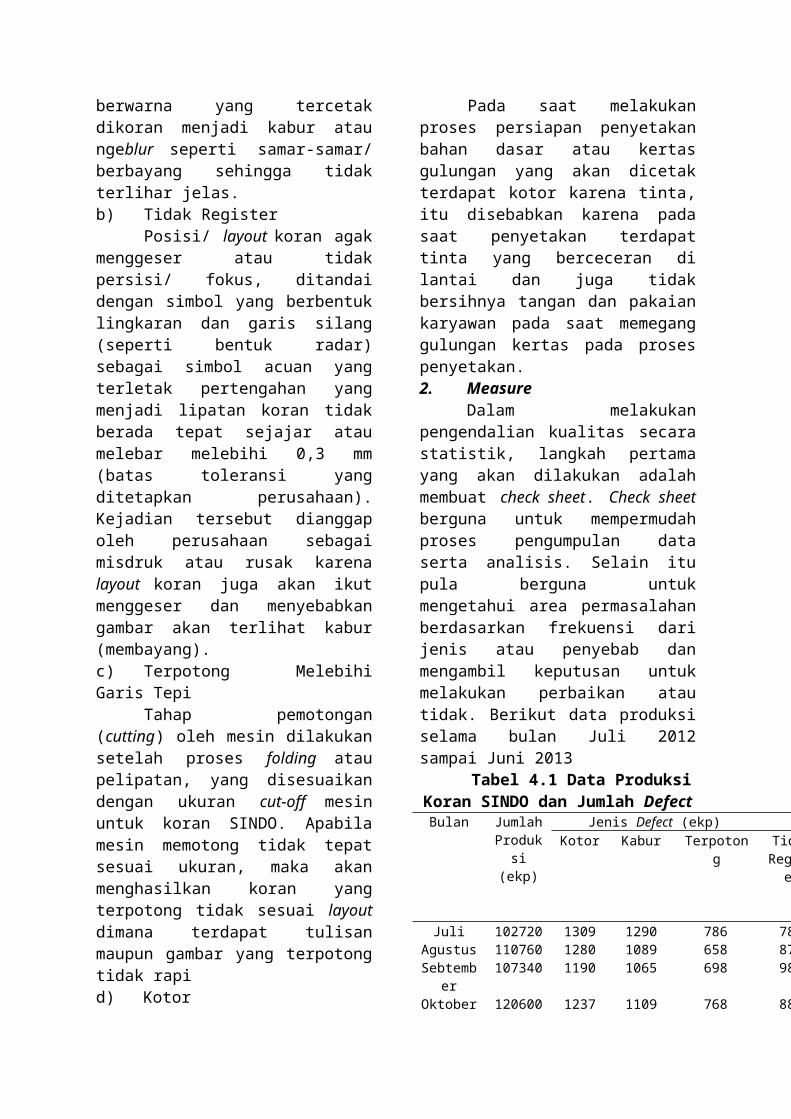
Dalam melakukan pengendalian kualitas secara statistik, langkah pertama yang akan dilakukan adalah membuat check sheet. Check sheet berguna untuk mempermudah proses pengumpulan data serta analisis. Selain itu pula berguna untuk mengetahui area permasalahan berdasarkan frekuensi dari jenis atau penyebab dan mengambil keputusan untuk melakukan perbaikan atau tidak. Berikut data produksi selama bulan Juli 2012 sampai Juni 2013
Tabel 4.1 Data Produksi Koran SINDO dan Jumlah Defect
Bulan Jumlah Produksi
(ekp)
Jenis Defect (ekp)Kotor Kabur Terpotong
Juli 102720 1309 1290 786Agustus 110760 1280 1089 658
Sebtember 107340 1190 1065 698Oktober 120600 1237 1109 768
November 130560 1260 1130 550Desember 110980 1302 934 870
Januari 125000 1409 856 796Februari 109800 1370 1097 908Maret 110980 1250 1190 769April 120850 1230 1209 967Mei 137000 1267 1167 540Juni 107000 1430 1150 356
Jumlah 1393590 15534 13286 8666Rata-Rata 116132,5 1294,5 1107,1 722,1Sumber : PT Media Nusantara Press
Dari tabel yang telah ditunjukan, dapat dilihat jenis cacat yang sering terjadi adalah rusak karena kotor 15.534 eksemplar warna kabur (nge-blur) dengan jumlah cacat sebanyak 13.286 eksemplar, jumlah jenis cacat terpotong sebanyak 8.666 dan jumlah jenis cacat tidak register sebanyak 10.236. Setelah diketahui data tersebut maka selanjutnya dilakukan pengukuran dengan menggunakan
statistical quality control jenis peta X dan R
2.1 Diagram Kontrol Peta X dan RData diambil dari koran SINDO
yaitu dari bagian pengawasan kualitas yang diukur dari jumlah produk akhir. Pengukuran dilakukan dengan statistical quality control jenis peta X dan R terhadap produk akhir pada bulan Juli 2012 sampai Juni 2013..
Jumlah eksemplar yang dihasilkan selama bulan Juli 2012 sampai Juni 2013 adalah sebesar 1.393.590, dan ditemukan produk cacat sebesar 47.722 eksemplar (tabel 4.1). Dari data-data tabel 4.1 tersebut, maka dapat dibuat peta kendali X dan R. Adapun langkah-langkahnya sebagai berikut
Tabel 4.2 Peta Jenis DefectBulan X1 X2 X3 X4 Rata
-rata (X)
Range (R)
Juli 1309
1290
786
780
1041 529
Agustus 1280
1089
658
870
974 622
Sebtember
1190
1065
698
980
983 492
Oktober 1237
1109
768
887
1000 469
November
1260
1130
550
976
979 710
Desember
1302
934 870
567
918 735
Januari 1409
856 796
876
984 613
Februari 1370
1097
908
978
1088 462
Maret 1250
1190
769
743
988 507
April 1230
1209
967
921
1081 309
Mei 1267
1167
540
980
988 727
Juni 1430
1150
356
678
903 1074
Jumlah 11927
7249
Rata-rata 993 604.08
1. Mean rata-rata =
=
= 993
2. Range rata-rata =
=
= 604.083. Nilai koefisien untuk
Subgroup Size 4 pada tabel nilai A2, d2, D3 dan D4 adalah (lampiran)
A2 = 0,729 D3
= 0
d2 = 2,059 D4
= 2,282
4. Peta Kendali X UCL = X +A2. R
= 993 +(0,729 . 604.08)
= 993 + 440,38 = 1433,38CL = X = 993LCL = X – A2 . R
= 993 – (0,729 . 604,08)
= 993 – 440,38
= 552,62
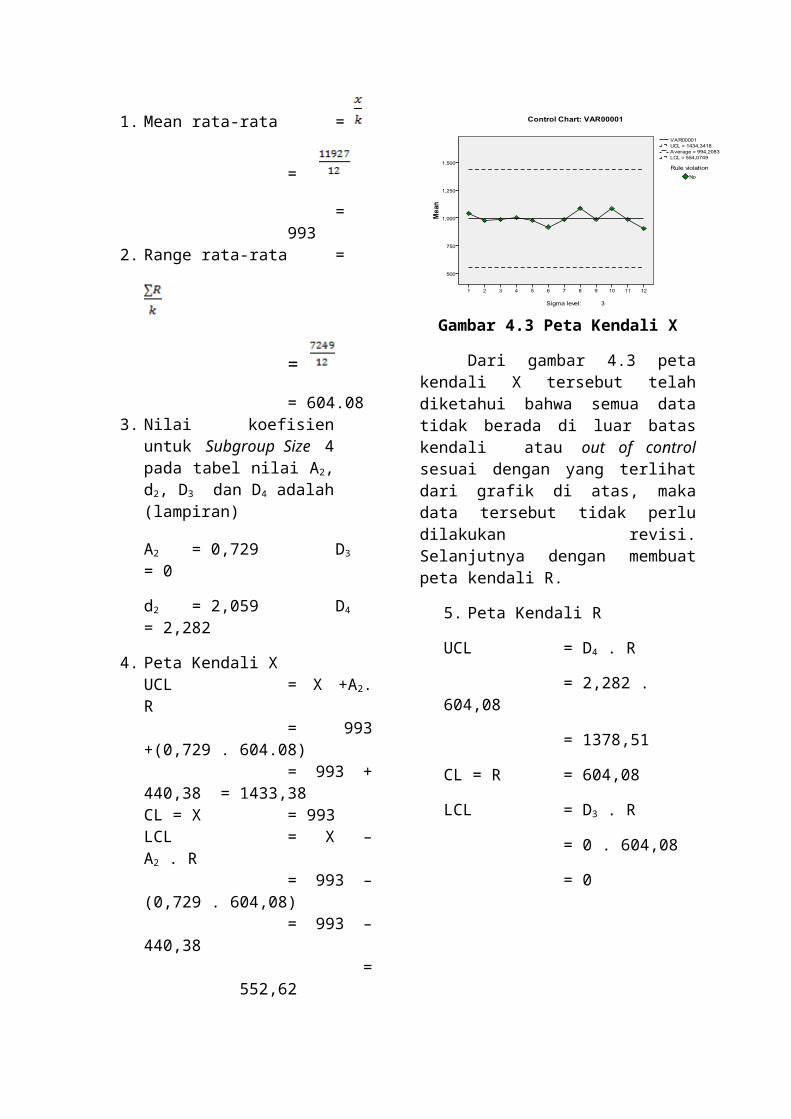
Gambar 4.3 Peta Kendali X
Dari gambar 4.3 peta kendali X tersebut telah diketahui bahwa semua data
tidak berada di luar batas kendali atau out of control sesuai dengan yang terlihat dari grafik di atas, maka data tersebut tidak perlu dilakukan revisi. Selanjutnya dengan membuat peta kendali R.
5. Peta Kendali R
UCL = D4 . R
= 2,282 . 604,08
= 1378,51
CL = R = 604,08
LCL = D3 . R
= 0 . 604,08
= 0
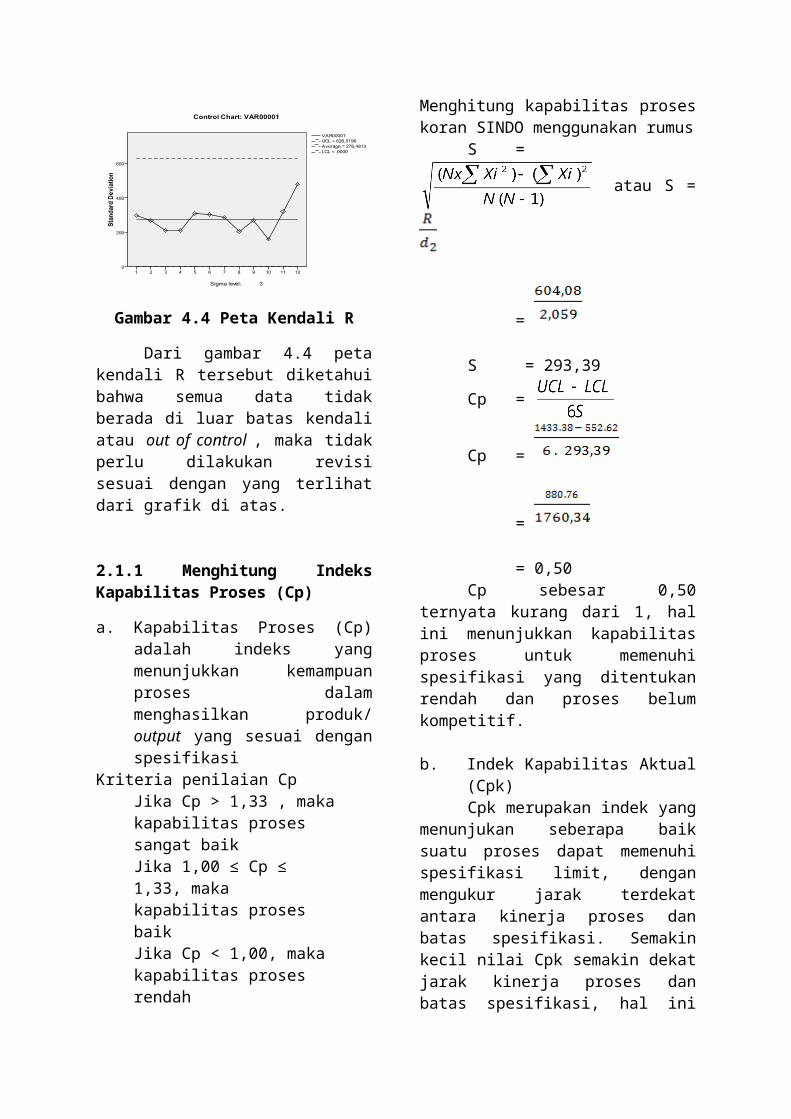
Gambar 4.4 Peta Kendali R
Dari gambar 4.4 peta kendali R tersebut diketahui bahwa semua data tidak berada di luar batas kendali atau out of control , maka tidak perlu dilakukan revisi sesuai dengan yang terlihat dari grafik di atas.
2.1.1 Menghitung Indeks Kapabilitas Proses (Cp)
a. Kapabilitas Proses (Cp) adalah indeks yang menunjukkan kemampuan proses dalam menghasilkan produk/ output yang sesuai dengan spesifikasi
Kriteria penilaian Cp
Jika Cp > 1,33 , maka kapabilitas proses sangat baikJika 1,00 ≤ Cp ≤ 1,33, maka kapabilitas proses baikJika Cp < 1,00, maka kapabilitas proses rendah
Menghitung kapabilitas proses koran SINDO menggunakan rumus
S =
atau S =
=
S = 293,39
Cp =
Cp =
=
= 0,50Cp sebesar 0,50 ternyata kurang
dari 1, hal ini menunjukkan kapabilitas proses untuk memenuhi spesifikasi yang ditentukan rendah dan proses belum kompetitif.
b. Indek Kapabilitas Aktual (Cpk)Cpk merupakan indek yang
menunjukan seberapa baik suatu proses dapat memenuhi spesifikasi limit, dengan mengukur jarak terdekat antara kinerja proses dan batas spesifikasi. Semakin kecil nilai Cpk semakin dekat jarak kinerja proses dan batas spesifikasi, hal ini menunjukan proses tersebut semakin baik
Cpk = { ; }
={ ; }
= }
= 0,50Kriteria penilaian Cpk .Jika Cpk = Cp, maka proses terjadi ditengahJika Cpk = 1, maka proses menghasilan produk yang sesuai dengan spesifikasiJika Cpk < 1, maka proses menghasilkan produk yang tidak sesuai dengan spesifikasi Kondisi Ideal : Cp > 1,33 dan Cp = Cpk
Cp dan cpk sebesar 0,50 ternyata kurang dari 1, hal ini menunjukkan kapabilitas proses untuk memenuhi spesifikasi yang ditentukan rendah dan proses belum kompetitif. Karena nilai Cp dan Cpk kurang dari 1 maka dapat dikatakan percetakan koran SINDO belum kompetitif (belum mempunyai kapabilitas).
2.1.2 Menghitung Nilai DPMO (defects per million opportunities) Untuk mengukur tingkat Sigma
dari hasil produksi Koran SINDO dapat dilakukan dengan cara yang dilakukan oleh Gaspersz (2007) langkahnya sebagai berikutMenghitung DPU (Defect Per Unit)
DPU =
DPU (Defect Per Unit ) pada bulan Juni 2012
DPU =
= 0.40547DPU (Defect Per Unit) pada bulan Agustus 2012
DPU =
= 0.035184DPU (Defect Per Unit) pada bulan September 2012
DPU =
= 0.03664Untuk perhitungan selanjutnya dapat dilihat pada Tebel 4.3 Menghitung DPMO ( Defect Per Million Oportunities)
DPMO =
x 1.000.000DPMO (Defect Per Miliion
Oportunities) pada bulan Juli 2012
DPMO = x 1.000.000
= 40547 DPMO (Defect Per Miliion
Oportunities) pada bulan Agustus 2012
DPMO = x 1.000.000
= 35184DPMO (Defect Per Miliion
Oportunities) pada bulan September 2012
DPMO = x 1.000.000
= 36640Untuk perhitungan selanjutnya dapat dilihat pada Tabel 4.3
Dari hasil perhitungan tersebut pada kita lihat pada Tabel 4.3, untuk mendapatkan nilai sigma dikonvesikan dari hasil perhitungan DPMO dengan tabel Six Sigma. Tabel 4.3 Nilai Sigma Koran SINDO
Bulan Jumlah
Produksi
Jumlah Defect
DPU DPMO Nilai Sigma
Juli 102720
4165
0.40547
40547 3,25
Agustus
110760
3897
0.035184
35184
3,31
Sebtember
107340
3933
0.03664
36640
3,30
Oktober
120600
4001
0.033176
33176
3,34
November
130560
3916
0.029994
29994
3,39
Desember
110980
3673
0.033096
33096
3,33
Januari
125000
3937
0.031496
31496
3,36
Februari
109800
4353
0.039645
39645
3,26
Maret 110980
3952
0.03561
35610
3,31
April 120850
4327
0.035805
35805
3,31
Mei 137000
3954
0.028861
28861
3,40
Juni 107000
3614
0.033776
33776
3,33
Jumlah 1393590
47722
Rata-rata
34485.83
3,32
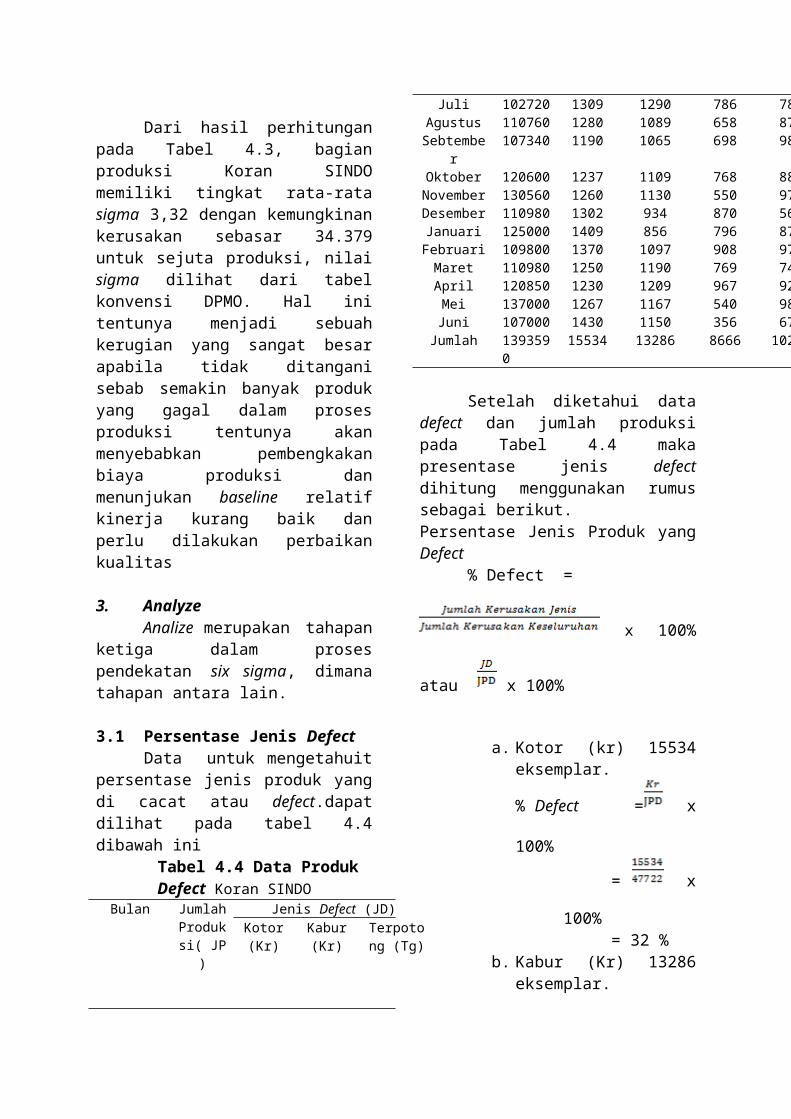
Dari hasil perhitungan pada Tabel 4.3, bagian produksi Koran SINDO memiliki tingkat rata-rata sigma 3,32 dengan kemungkinan kerusakan sebasar 34.379 untuk sejuta produksi, nilai sigma dilihat dari tabel konvensi DPMO. Hal ini tentunya menjadi sebuah kerugian yang sangat besar apabila tidak ditangani sebab semakin banyak produk yang gagal dalam proses produksi tentunya akan menyebabkan pembengkakan biaya
produksi dan menunjukan baseline relatif kinerja kurang baik dan perlu dilakukan perbaikan kualitas
3. AnalyzeAnalize merupakan tahapan ketiga
dalam proses pendekatan six sigma, dimana tahapan antara lain.
3.1 Persentase Jenis Defect Data untuk mengetahuit persentase
jenis produk yang di cacat atau defect.dapat dilihat pada tabel 4.4 dibawah ini
Tabel 4.4 Data Produk Defect Koran SINDO
Bulan Jumlah Produksi
( JP)
Jenis Defect (JD)Kotor (Kr)
Kabur (Kr)
Terpotong (Tg)
Juli 102720 1309 1290 786Agustus 110760 1280 1089 658
Sebtember 107340 1190 1065 698Oktober 120600 1237 1109 768
November 130560 1260 1130 550Desember 110980 1302 934 870
Januari 125000 1409 856 796Februari 109800 1370 1097 908Maret 110980 1250 1190 769April 120850 1230 1209 967Mei 137000 1267 1167 540Juni 107000 1430 1150 356
Jumlah 1393590 15534 13286 8666
Setelah diketahui data defect dan jumlah produksi pada Tabel 4.4 maka presentase jenis defect dihitung menggunakan rumus sebagai berikut.Persentase Jenis Produk yang Defect
% Defect =
x 100% atau
x 100%
a. Kotor (kr) 15534 eksemplar.
% Defect = x
100%
= x
100% = 32 %
b. Kabur (Kr) 13286 eksemplar.
% Defect = x100%
= x
100%= 27 %
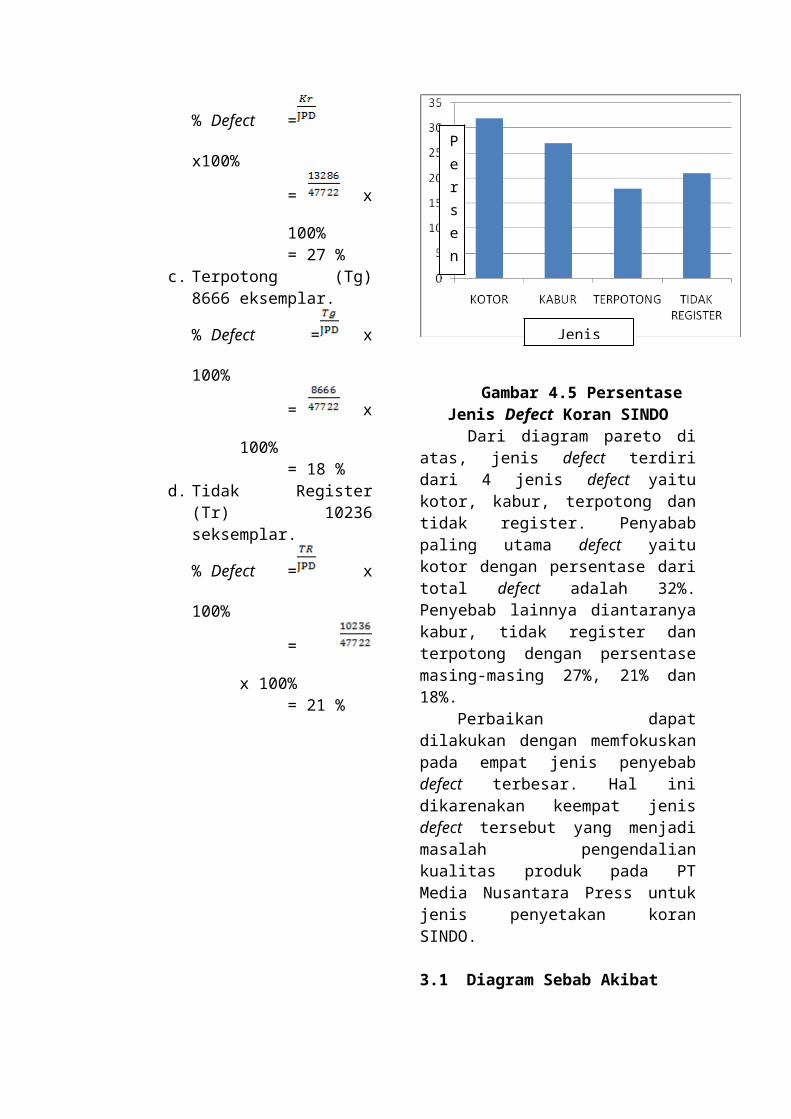
c. Terpotong (Tg) 8666 eksemplar.
% Defect = x
100%
= x
100%= 18 %
d. Tidak Register (Tr) 10236 seksemplar.
% Defect = x 100%
= x
100%= 21 %
Gambar 4.5 Persentase Jenis Defect Koran SINDO
Dari diagram pareto di atas, jenis defect terdiri dari 4 jenis defect yaitu kotor, kabur, terpotong dan tidak register. Penyabab paling utama defect yaitu kotor dengan persentase dari total defect adalah 32%. Penyebab lainnya diantaranya kabur, tidak register dan terpotong dengan persentase masing-masing 27%, 21% dan 18%.
Perbaikan dapat dilakukan dengan memfokuskan pada empat jenis penyebab defect terbesar. Hal ini dikarenakan keempat jenis defect tersebut yang menjadi masalah pengendalian kualitas produk pada PT Media Nusantara Press untuk jenis penyetakan koran SINDO.
3.1 Diagram Sebab AkibatDiagram sebab akibat
memperlihatkan hubungan antara permasalahan yang dihadapi dengan kemungkinan penyebabnya serta faktor-faktor yang mempengaruhinya. Adapun faktor-faktor yang mempengaruhi dan menjadi penyebab kerusakan produk secara umum dapat digolongkan sebagai berikut.
a. Man (manusia) Para pekerja yang melakukan
pekerjaan yang terlibat dalam proses produksi.
b. Material (bahan baku)
Segala sesuatu yang dipergunakan oleh perusahaan sebagai komponen produk yang akan diproduksi, terdiri dari bahan baku utama dan bahan baku pembantu.
c. Machine (mesin) Mesin-mesin dan berbagai peralatan
yang digunakan dalam proses produksi d. Methode (metode) Instruksi kerja atau perintah kerja yang
harus diikuti dalam proses produksi. e. Environment (lingkungan) Keadaan sekitar perusahaan yang
secara langsung atau tidak langsung mempengaruhi perusahaan secara umum dan mempengaruhi proses produksi secara khusus.
Setelah diketahui jenis-jenis kecacatan atau defect yang terjadi, maka koran SINDO perlu mengambil langkah-langkah perbaikan untuk mencegah atau mengurangi timbulnya kerusakan yang serupa. Hal penting yang harus dilakukan dan ditelusuri adalah mencari penyebab timbulnya kerusakan tersebut. Sebagai alat bantu untuk mencari penyebab terjadinya kerusakan tersebut, digunakan diagram sebab akibat atau yang disebut fishbone chart. Adapun penggunaan diagram sebab akibat untuk menelusuri jenis masing-masing kecacatan yang terjadi adalah sebagai berikut.
a. KotorPada proses percetakan koran
SINDO kebersiahan tempat dan area sangat perlu diperhatikan, karena pada saat memasangkan kertas gulungan ke mesin percetakan terdapat banyak kotor pada kertas gulungan. Kotor yang terjadi pada kertas gulungan sebelum dicetak akan mengakibatkan koran kotor dan paling banyak menimbulkan kecacatan dan kondisi mesin yang tidak dibersihkan sewaktu akan melakukan penyetakan koran kembali, mengakibatkan tinta mengotori koran . Berikut ini diagram sebab akibat yang mengakibatkan koran kotor.
Persent
Jenis Defect
Tabel 4.7 Gambar Diagram Sebab Akibat Kabur
a) Faktor Mesin Merupakan sebab utama yang
mengakibatkan kerusakan jenis ini. Hal ini disebabkan oleh
1) Setting persentase warna pada mesin yang kurang bagus.
2) Lapisan roll blanket yang lecet/ rusak dan pompa tinta rusak sehingga tinta meluber.
3) Kurang meratanya tinta pada tanki warna mesin cetak dikarenakan volume tinta pada tanki warna yang kurang dan tinta yang masih terlalu pekat, sehingga penyerapan warna menjadi tidak merata.
4) Plat untuk cetak gambar miring. b) Faktor Manusia
1) Operator mengisi volume tinta pada tangki warna tidak sesuai takaran yang pas.
2) Operator mesin yang kurang cermat dalam menyetel kekencangan mesin sehingga perputarannya dapat mengganggu kestabilan register dan plat. Hal ini disebabkan oleh operator yang mungkin belum terampil berpengalaman dalam melakukan penyetelan yang pas dan juga karena salah perhitungan dalam menyetel kekencangan mesin.
a) Faktor Material1) Tingkat kepekatan tinta yang
berbeda-beda disinyalir juga merupakan penyebab dari kecacatan ini karena mengakibatkan percampuran untuk membuat suatu warna menjadi tidak merata.
2) Adanya plat yang cacat/ rusak juga dapat mengakibatkan warna menjadi kabur karena tidak dapat dibaca secara sempurna oleh mesin.
b) Faktor Metode KerjaTidak adanya standar/ prosedur yang jelas mengenai takaran tinta yang sesuai akan menyulitkan
pekerja ketika akan mengisi tinta kedalam mesin secara tepat.
c) LingkunganKondisi udara dan tingkat kebisingan mempengaruhi operator atau pekerja dalam menjalankan pekerjaan dan menyebabkan operator kurang konsentrasi
c. TerpotongTahap pemotongan (cutting) oleh
mesin dilakukan setelah proses folding atau pelipatan, yang disesuaikan dengan ukuran cut-off mesin untuk Koran SINDO. Apabila mesin memotong tidak tepat sesuai ukuran, maka akan menghasilkan koran yang terpotong tidak sesuai layout dimana terdapat tulisan maupun gambar yang terpotong tidak rapi. Berikut diagram sebab-akibat dari jenis kecacatan terpotong.
a) Faktor Mesin 1) Pada saat awal percetakan, kondisi
mesin yang baru hidup menyebabkan pemotongan tidak sempurna karena harus ada penyesuaian ukuran pemotongan
2) Tingkat ketajaman pisau potong. 3) Conveyor mesin macet/ rusak akan
menyebabkan aliran distribusi koran dari tahap pelipatan ke pemotongan menjadi terhambat sehingga menyebabkan banyak koran yang terpotong tidak sesuai ukuran.
4) Kertas putus yang disebabkan karena terkena tetesan air, masuk ke blanket, masuk ke roll dan karena gagal sambung.
5) Gagal splacing karena putaran roll kertas kurang kencang sehingga kertas yang terpotong tidak beraturan.
b) Faktor Manusia
1) Operator tidak teliti dalam mengecek kembali settingan mesin setelah sebelumnya digunakan.
2) Kecerobohan dari operator dalam menjalankan mesin sehingga mesin terganggu dan conveyor mesin macet.
3) Kesalahan dalam memperhitungkan perputaran mesin oleh operator sehingga perputaran mesin tidak beraturan dan distribusi kertas terganggu.
c) Faktor Metode Kurangnya koordinasi antar operator
dalam menjalankan mesin menyebabkan jalannya mesin terganggu.
d) Faktor Lingkungan 1) Suhu udara yang panas bisa
mengganggu mood karyawan dalam bekerja sehingga banyak melakukan kecerobohan
2) Suara bising dari mesin mengurangi fokus dari para operator dalam melakukan koordinasi dalam menjalankan mesin
b. Tidak RegisterPosisi/ layout koran agak
menggeser atau tidak persisi/ fokus, ditandai dengan simbol yang berbentuk lingkaran dan garis silang (seperti bentuk radar) sebagai simbol acuan yang terletak pertengahan yang menjadi lipatan koran tidak berada tepat sejajar atau melebar melebihi 0,3 mm (batas toleransi yang ditetapkan perusahaan). Kejadian tersebut dianggap oleh perusahaan sebagai misdruk atau rusak karena layout koran juga akan ikut menggeser dan menyebabkan gambar akan terlihat kabur .Berikut ini diagram sebab akibat dari jenis kecacatan tidak registerfaktor utama penyebab defect tidak register adalaha) Faktor Mesin
1) Register warna yang terdapat di dalam mesin anjlok.
2) Perputaran mesin yang cepat menjadikan register halaman bergeser.
3) Register halaman error karena settingan mesin yang tidak pas sehingga proses cetak tidak berjalan lancar.
4) Letak plat bergeser sehingga menjadikan layout koran juga ikut tergeser.
b) Faktor Manusia 1) Pekerja yang kurang terampil
dalam melakukan setting mesin dan register.
2) Kesalahan operator dalam memasang layout karena kurang teliti dan tidak fokus.
c) Faktor Metode Kerja 1) Instruksi kerja yang tidak dipahami
secara jelas oleh pekerja menjadikan pekerja melakukan kesalahan dan keteledoran.
2) Terjadinya kesalahan kerja karena kurangnya koordinasi antara bagian perencanaan cetak koran dengan operator di lapangan mengenai penempatan layout dan settingan mesin.
d)Faktor Lingkungan 1) Suhu udara yang panas menjadikan
pekerja kurang nyaman dalam melakukan pekerjaannya sehingga melakukan kesalahan.
2) Suara bising dari mesin sedikit banyak juga berpengaruh terhadap konsentrasi pekerja terutama sewaktu mengatur layout dan register yang membutuhkan ketelitian dan kecermatan.
e)Materiala. Tingkat kepekatan tinta yang
berbeda-beda disinyalir juga merupakan penyebab dari kecacatan ini karena mengakibatkan percampuran untuk membuat suatu warna menjadi tidak merata.

b. Adanya plat yang cacat/ rusak juga dapat mengakibatkan warna menjadi kabur karena tidak dapat dibaca secara sempurna oleh mesin.
3.ImproveMerupakan rencana tindakan untuk
melaksanakan peningkatan kualitas Six sigma. Setelah mengetahui penyebab kecacatan atas produk Harian Koran SINDO , maka disusun suatu rekomendasi atau usulan tindakan perbaikan secara umum dalam upaya menekan tingkat kerusakan produk sebagai berikut
Tabel 4.5 Usulan Tindakan Untuk Jenis Defect Kotor
Tabel 4.5 Usulan Tindakan Untuk Jenis Defect Kotor (Lanjutan)
Unsur Faktor Penyeba
b
Standar Normal
Usulan Tindakan Perbaikan
Manusia 1.Kurang Teliti2.Tidak menjaga kebersihan
1.Pekerjaan harus dilakukan sesuai dengan yang terdapat pada SOP (Standard Operating Procedure) kerja. 2.Setiap akan melakukan penyetakan harus dijaga kebersihan tangan dan pakaian
1. Membuat suatu bagian kerja baru yang bertugas melakukan pengawasan dan pengecekan ulang terhadap kinerja karyawan sehingga dapat mengurangi kesalahn yang disebabkan oleh human error2.Seharusnya ditempakan seorang pengawas yang lebih memperhatikan kebersihan dan kerapian pekerja dan operator
Mesin 1.Kondisi mesin2.Setingan awal mesin
1.Setelah melakukan penyetakan operator harus milihat kondisi kebersihan mesin2.Pada proses awal penyetakan dilakukan penyetelan agar mengetahui kondisi mesin yang sesuai dengan kebutuhan
1.Sebaiknya pengawas memperhatikan kinerja operator untuk setiap saat membersihkan mesin sebelum atau sesudah proses percetakan2.Melihat kembali kondisi dan setingan awal mesin sebelum dilakukan proses percetakan
Lingkungan
Area percetakan kotor
Petugas kebersihan membersuhkan area percetakan
Petugas kebersihan harus setiap saat melihat kondisi kebersihan dan dilakukan pengawasan oleh pimpinan operator
Modede Instuksi Instruksi Instruksi
Unsur Faktor Penyebab
Standar Normal
Usulan Tindakan
PerbaiakanMaterial Kondisi
tinta1.Standar campuran warna tinta biasanya kombinasi grey balance yang dipakai adalah. Untuk teks menggunakan warna solid (100%). Untuk gambar/ foto: a) Shadow (bagian gelap) maks 90%. b) Highlight (bagian terang) min 10%.
Memeriksa kembali bahan
baku yang diterima
dari pemasok dengan
lebih teliti dan
memeriksa apakah sudah
memenuhi spesifikasi
yang ditentukan atau tidak
Tabel 4.6 Usulan Tindakan Untuk Jenis Defect Kabur
Unsur Faktor Penyebab
Standar Normal
Usulan Tindakan
PerbaiakanMetode
Tidak ada standar baku takaran tinta
Masing-masing tinta (Cyan, Magenta dan Yellow) dicampur pada takaran/ persentasi yang sama sehingga didapat warna yang disebutdengan Abu-abu netral (Grey Neutral).
Membuat daftar / kurva pembentukan warna abu-abu atau yang lebih sering disebut Grey Balance untuk menentukan standard ketebalan takaran tinta sehingga didapat hasil cetakan yang sesuai dengan warna yang dikehendaki.
Manusia
1.Operator mengisi tinta tidak
1. Tinta harus diisi sesuai takaran/ persent
1. Membuat suatu bagian kerja baru yang bertugas
sesuai takaran.
2.Operator tidak pas menyetel mesin
ase yang sama.
2. Setelan mesin harus disesuaikan dengan kapasitas cetak mesin
melakukan pengawasan dan pengecekan ulang terhadap kinerja karyawan sehingga dapat mengurangi kesalahan yang disebabkan oleh human error.
2. Meningkatkan pelatihan agar karywan lebih terampil dalam menjalankan tugas
Tabel 4.6 Usulan Tindakan Untuk Jenis Defect Kabur (Lanjutan)
Unsur Faktor Penyb
ab
Standar Normal
Usulan Tindakan Perbaikan
Mesin 1.Tinta belum tercampur merata. 2. Tinta tidak tercampur dengan rata. 3.Settingan persentase warna kurang bagus. 4. Regist
1.Tinta harus sudah tercampur pada takaran yang sama agar hasil bagus. 2. Standar settingan persentase warna : Highlight point (titik putih): C5 M3 Y3 Middle tone (nada tengah): C57 M48 Y48. Shadow point (titik paling gelap): C95 M88 Y88 (+ K75).
1.Melakukan pengecekan kesiapan mesin dengan teliti sebelum digunakan dan juga ketika selesai digunakan. 2. Melakukan perawatan mesin secara rutin, tidak hanya dilakukan ketika mesin mengalami kerusakan (preventive maintenance). 3. Menyediakan suku cadang mesin yang
er berubah 5. Plat miring
3. Sebelum proses produksi, register dan plat sudah harus terpasang dengan sempurna.
penggantian kompenennya cukup sering agar tidak menghambat proses produksi.
Material
1. Kepekatan tinta. 2. Plat cacat
1.Standar campuran warna tinta biasanya kombinasi grey balance yang dipakai adalah. Untuk teks menggunakan warna solid (100%). Untuk gambar/ foto: a) Shadow (bagian gelap) maks 90%. b) Highlight (bagian terang) min 10%. 2.Plat bersih dan masih terbungkus rapi dalam box.
1.Memeriksa kembali bahan baku yang diterima dari pemasok dengan lebih teliti dan memeriksa apakah sudah memenuhi spesifikasi yang ditentukan atau tidak. 2. Memisahkan bahan baku yang rusak/ mengalami cacat dengan bahan baku yang berkualitas baik
Lingkungan
1 Bising2.Udara panas
Sesuaidenganpersyaratan kesehatan lingkungan kerja industri yang ditetapkan pemerintah (KementerianKesehatan RI) : 1. Suhu : 21 – 30 0C dan Kelembaban : 65% - 95%. 2. Tingkat pajanan kebisingan maksimal selama 1 hari pada ruang proses produksi adalah sebesar 85 dB(A)
1.Menambah fasilitas diruang produksi untuk mengurangi dampak udara panas yang disebabkan oleh mesin dan cuaca misalnya dengan menambah kipas angin di setiap sudut. 2.Mewajibkan penggunaanalatpengaman telinga untuk memberikan ketenangan pekerja dalam proses produksi serta menjaga
dalam rata-rata pengukuran 8 jam sehari.
gendang telinga.
Tabel 4.7 Usulan Tindakan Untuk Jenis Defect Terpotong
Unsur Faktor Penyebab
Standar Normal
Usulan Tinkan
PerbaikanManusia 1.Pekerja
ceroboh. 2.Operator tidak mengecek kembali Settingan mesin. 3.Kesalahan perhitungan perputaran mesin oleh operator.
1.Pekerjaan harus dilakukan sesuai dengan yang terdapat pada SOP (Standard Operating Procedure) kerja. 2.Pengecekan settingan mesin dilakukan sebelum dan sesudah pemakaian karena biasanya mesin yang ditetapkan otomatis berubah settingannya ketika selesai digunakan. 3. Penggunaan mesin harus sesuai dengan modul pemakaian.
1.Membuat suatu bagian kerja baru yang bertugas melakukan pengawasan dan pengecekan ulang terhadap kinerja karyawan sehingga dapat mengurangi kesalahn yang disebabkan oleh human error. 2.Memberkan peringatan kepada pekerja apabila melakukan kesalahan. 3. Memberikan sanksi kepada karyawan yang lalai sehingga dapat yang sama di lain waktu.
Lingkugan
1.Udara Panas2.Bising
Sesuai dengan persyaratan kesehatan lingkungan kerja industri yang ditetapkan pemerintah
Menambah fasilitas diruang produksi untuk mengurangi dampak udara panas yang disebabkan
(Kementerian Kesehatan RI) : 1. Suhu : 21 – 30 0C dan Kelembaban : 65% - 95%. 2. Tingkat pajanan kebisingan maksimal selama 1 hari pada ruang proses produksi adalah sebesar 85 dB(A) dalam rata-rata pengukuran 8 jam sehari.
oleh mesin dan cuaca misalnya dengan menambah kipas angin di setiap
sudut. 4. Mewajibkan penggunaan alat pengaman telinga untuk memberikan ketenangan pekerja dalam proses produksi serta menjaga gendang telinga.
Tabel 4.7 Usulan Tindakan untuk Jenis Defect Terpotong (Lanjutan)
Unsur Faktor Penyebab
Standar Normal
Usulan Tindakan Perbaikan
Metode
Kurang Kordinasi
Koordinasi antar pekerja dilakukan sebelum memulai pekerjaan dan pada saat melakukan pekerjaan mengenai rencana kerja produksi secara intensif.
Menggunakan peralatan komunikasi elektronik portable untuk melakukan komunikasi sehingga memudahkan dalam melakukan koordinasi antar pekerja dan tidak terganggu oleh suara bising mesin dan jarak antar pekerja yang saling berjauhan.
Mesin Mewajibkan penggunaan alat pengaman telinga untuk memberikan ketenangan pekerja dalam proses produksi serta menjaga gendang telinga.
Kondisi mesin harus dalam keadaan prima sebelum digunakan dengan tidak ditemukannya kerusakan pada komponennya. 2. Pemasangan kertas pada mesin harus tepat. 3.Operator mengawasi proses cetak karenakertas bias tiba-tiba putus. 4. Proses sambung kertas akan mengikuti perputaran roll kertas sehingga kekencangannya harus tepat. 5.Settingan kompensator harus stabil agar tidak menghambat laju mesin.
Melakukan pengecekan kesiapan mesin dengan teliti sebelum digunakan dan juga ketika selesai digunakan. 2.Melakukan perawatan mesin secara rutin, tidak hanya dilakukan ketikamesin mengalami kerusakan (preventive maintenance). 3. Menyediakan suku cadang mesin yang penggantian kompenennya cukup sering agar tidak menghambat proses produksi
Tabel 4.8 Usulan Tindakan Untuk Jenis Defect Tidak Register
Unsur Faktor Penyb
Standar Normal
Usulan Tindakan
ab PerbaikanManusia
1.Pekerja yang kurang terampil. 2.Operator salah memasang layout
1.Pekerjaan harus dilakukan sesuai dengan yang terdapat pada SOP (Standard Operating Procedure) kerja yang ditetapkan perusahaan 2.Setting layout yang merupakan lembaran koran dalam bentuk film harus terpasang persisi di plate dan tidak boleh miring.
1.Mengadakan program pelatihan bagi pekerja baik yang lama maupun yang baru secara berkala. 2.Memberikan pengarahan dan peringatan kepada pekerja apabila melakukan kesalahan
Metode
1.Instruksi kerja kurang jelas. 2. Koordinasi kurang.
1.Instruksi kerja diberikan oleh atasan melalui briefing singkat dan tertulis pada dokumen standar operasional kerja. 2. Koordinasi antar pekerja dilakukan sebelum memulai pekerjaan dan pada saat melakukan pekerjaan mengenai rencana kerja secara intensif
1.Instruksi kerja diberikan secara tertulis dengan disertai penjelasan lisan secara terperinci yaitu dengan melaksanakan briefing secara rutin disetiap awal dan akhir kerja. 2.Menggunakan peralatan komunikasi elektronik portable untuk melakukan komunikasi sehingga memudahkan dalam melakukan koordinasi antar pekerja dan tidak terganggu oleh suara bising mesin dan jarak antar pekerja yang saling berjauhan
Lingkungan
1.Udara
Sesuaidenganpersyaratan
1.Menambah fasilitas
panas 2. Bising
kesehatan lingkungan kerja industri yang ditetapkan pemerintah (KementerianKesehatan RI) : 1. Suhu : 21 – 30 0C dan Kelembaban : 65% - 95%. 2. Tingkat pajanan kebisingan maksimal selama 1 hari pada ruang proses produksi adalah sebesar 85 dB(A) dalam rata-rata pengukuran 8 jam sehari.
diruang produksi untuk mengurangi dampak udara panas yang disebabkan oleh mesin dan cuaca misalnya dengan menambah kipas angin di setiap sudut. 2.Mewajibkan penggunaanalatpengaman telinga untuk memberikan ketenangan pekerja dalam proses produksi serta menjaga gendang telinga.
Tabel 4.8 Usulan Tindakan Untuk Jenis Defect Tidak Register (Lanjutan)
Unsur Faktor Penybab
Standar Normal
Usulan Tindakan Perbaikan
Mesin 1.Register warna anjlok. 2. Letak Plate bergeser.
1.Register warna dan halaman harus dalam kondisi yang baik ketika akan digunakan 2. Posisi Plate harus terpasang sempurna pada tempatnya
1.Melakukan perawatan mesin secara rutin, tidak hanya dilakukan ketika mesin mengalami kerusakan (preventive maintenance). 2.Melakukan pengecekan kesiapan mesin dengan teliti pada saat sebelum dan sesudah digunakan. 3. Menyediakan suku cadang
mesin yang penggantian kompenennya cukup sering agar tidak menghambat proses produksi.
Material
1. Kepekatan tinta. 2. Plat cacat
1.Standar campuran warna tinta biasanya kombinasi grey balance yang dipakai adalah. Untuk teks menggunakan warna solid (100%). Untuk gambar/ foto: a) Shadow (bagian gelap) maks 90%. b) Highlight (bagian terang) min 10%. 2.Plat bersih dan masih terbungkus rapi dalam box.
1.Memeriksa kembali bahan baku yang diterima dari pemasok dengan lebih teliti dan memeriksa apakah sudah memenuhi spesifikasi yang ditentukan atau tidak. 2. Memisahkan bahan baku yang rusak/ mengalami cacat dengan bahan baku yang berkualitas baik
5. Control Merupakan tahap analisis terakhir
dari proyek six sigma yang menekankan pada pendokumentasian dan penyebarluasan dari tindakan yang telah dilakukan meliputi.
1. Bagian percetakan selalu memperhatikan semua instruksi pimpinan
2. Melakukan perawatan dan perbaikan mesin secara berkala
3. Melakukan pengawasan terhadap bahan baku dan karyawan bagian
produksi agar kualitas barang atu produk yang dihasilkan lebih baik.
4. Semua yang ikut dalam proses percetakan sebaiknya lebih meningkatkan kedisiplinan
5. Melakukan pencatatan dan penimbangan seluruh produk catat atau defect setiap hari dari masing-masing jenis dan mesin, yang dilakukan oleh karyawan dalam proses produksi.
6. Melaporkan hasil penimbangan produk cacat atau defect berdasarkan tipe produk catat kepada supervisor.
7. Total produk defect dalam periode satu bulan dicantumkan dalam buku laporan kerusakan atas pertanggungjawaban manajer produksi untuk dilaporkan kepada pimpinan perusahaan.
5.SIMPULAN DAN SARAN
5.1 SimpulanBerdasarkan hasil penelitian dan
analisis data pembahasan yang telah diuraikan pada bab sebelumnya, maka dapat diambil kesimpulan sebagai berikut.
1. Kapabilitas kinerja perusahaan dalam proses percetakan koran SINDO sebesar 0.50 dan memiliki rata-rata tingkat sigma sebesar 3.32 dengan kemungkinan kerusakan sebesar 34.379 dalam sejuta produksi, nilai ini menunjukan perusahaan belum kompetitif untuk dapat bersaing dengan peusahaan-perusahaan global dan hanya cukup baik untuk perusahaan di Indonesia.
2. Faktor utama penyebab terjadinya produk defect (cacat) adalah mesin, karena pada proses awal (set up awal) percetakan terdapat banyak produk defect berupa kotor, kabur terpotong dan tidak register.
. 5.2 SARAN
Berikut adalah saran yang dapat diberikan oleh penulis.
a. Produk yang defect sebaiknya dijual ke bank sampah
b. Lebih memperhatikan kondisi kerja dan setingan mesin terutama pada awal proses penyetakan (sut up mesin)
c. Melakukan perawatan dan perbaikan mesin secara berkala
d. Melakukan pengawasan terhadap bahan baku dan karyawan bagian produksi agar kualitas barang atau produk yang dihasilkan lebih baik.
e. Melakukan pencatatan dan penimbangan seluruh produk catat atau defect setiap hari dari masing-masing jenis dan mesin, yang dilakukan oleh karyawan dalam proses produksi.
f. Melaporkan hasil penimbangan produk cacat atau defect berdasarkan tipe produk catat kepada supervisor.
g. Total produk defect dalam periode satu bulan dicantumkan dalam buku laporan kerusakan atas pertanggung jawaban manajer produksi untuk dilaporkan kepada pimpinan perusahaan
DAFTAR RUJUKANBevan. Et.al (2004) , Lean Six Sigma:
Some Basic Concepts, termuat di: http://www.isixsixma.com/ l. diakses sabtu 6 april 2013 pukul 20.00 wib.
Gaspersz Vincent, (2001), Metode Analisa Untuk Pengendalian Kualitas Statistik, Penerbit PT Gramedia Pustaka Utama, Jakarta
Gaspersz Vincent, Fontana avanti, (2011), Lean Six Sima for Manufacturing and Service Industries, Penerbit Vinchiristo Publication, Bogor.
Hidayat Anang, (2006), Peta Pengembangan Kualitas dan Kinerja Bisnis, PT Elex Media Komputindo Kelompok Gramedia, Jakarta.
Hidayat, Ridwan Asep, (2011), Analisis Masalah Kualitas Produk Air Mineral Pada Perusahaan Air Minum Menggunakan Metode Six Sigma termuat di : http:// Jurnal Six Sixma com. diakses rabu 17 juli 2013
Maman (2011), Lean Six Sigma ,termuat di:http:// maman6366.files.wordpress.com. diakses minggu 7 april 2013
Montgomery, Douglas C., (1993), Pengantar Pengendalian Kualitas Statistik, Gajah Mada University Press, Yogyakarta
Muhaemin Achmad, (2012) Analisis Pengendalian Kualitas Produk dengan Metode Six Sigma Pada Harian Tribun Timur, termuat di:http://www.Universitas Hasanuddin.ac.id. diakses rabu 17 juli2013
Purnomo, Hari, Pengantar Teknik Industri, Graha Ilmu,Yogyakarta, 2004
Supriyanto Harry, (2004), Proses Pembuatan Tow dengan Pendekatan Six Sigma, Jurusan Teknik Industri, Fakultas Teknik Industri, Institut Teknologi Sepuluh November, Surabaya.
Wignjosoebtoto, Sritomo, Pengantar Teknik & Manajemen Industri, Guna Widya, Surabaya, 2006
Yamit. Zulian (2010) , Meanjemen Kualitas Produk dan Jasa, Penerbit Ekosia, Yogyakarta