welding procedure & welder qualification
DESCRIPTION
WELDING PROCEDURE & WELDER QUALIFICATIONTRANSCRIPT

11
WELDING PROCEDURE & WELDING PROCEDURE & WELDER QUALIFICATIONWELDER QUALIFICATION

22
Dalam bidang pengelasan adalah penting untuk mengetahui bahwa Dalam bidang pengelasan adalah penting untuk mengetahui bahwa welder (juru las) dan welding operator (operator mesin las) memiliki welder (juru las) dan welding operator (operator mesin las) memiliki pengetahuan dan keterampilan untuk menghasilkan sambungan las pengetahuan dan keterampilan untuk menghasilkan sambungan las yang berkualitas. yang berkualitas.
Penting pula mengetahui bahwa sambungan las yang dihasilkan Penting pula mengetahui bahwa sambungan las yang dihasilkan merupakan yang terbaik.merupakan yang terbaik.
Untuk itu diperlukan suatu metoda yang menjamin bahwa Untuk itu diperlukan suatu metoda yang menjamin bahwa sambungan las yang dibuat pada tempat yang berbeda dengan sambungan las yang dibuat pada tempat yang berbeda dengan jenis peralatan yang sama akan memiliki kualitas yang sama. jenis peralatan yang sama akan memiliki kualitas yang sama.
Ingat bahwa Ingat bahwa QUALITYQUALITY is is “measurable conformance to “measurable conformance to specification”.specification”.
INTRODUCTIONINTRODUCTION

33
Untuk memenuhi persyaratan tersebut bermacam-macam badan Untuk memenuhi persyaratan tersebut bermacam-macam badan
membuat membuat codescodes dandan standardsstandards..
Diharapkan dengan informasi-informasi tertulis tadi welder dan Diharapkan dengan informasi-informasi tertulis tadi welder dan welding operator di seluruh dunia mampu membuat sambungan las welding operator di seluruh dunia mampu membuat sambungan las dengan tingkat keselamatan, kekuatan dan keandalan yang sama.dengan tingkat keselamatan, kekuatan dan keandalan yang sama.
INTRODUCTIONINTRODUCTION

44
CODE, STANDARD, AND CODE, STANDARD, AND
SPECIFICATIONSPECIFICATION CODECODE ““A A body of laws; as of a nation, state, or industry group; arranged body of laws; as of a nation, state, or industry group; arranged
systematically for ease of use and reference”. Examples include AWS systematically for ease of use and reference”. Examples include AWS D1.1, API 1104, ASME Section VIIID1.1, API 1104, ASME Section VIII
STANDARDSTANDARD is “established for use as a ‘rule’ or basis of comparison in is “established for use as a ‘rule’ or basis of comparison in measuring quality, quantity, content, relative value, etc.”. Example measuring quality, quantity, content, relative value, etc.”. Example is ASTM Standards for various products such as ASTM A 36 for is ASTM Standards for various products such as ASTM A 36 for weldable structural steels.weldable structural steels.
SPECIFICATIONSPECIFICATION is “a detailed description of parts of a whole; a statement or is “a detailed description of parts of a whole; a statement or enumeration of particulars as to actual or required quality, enumeration of particulars as to actual or required quality, size, etc.”. AWS Filler Metal Specifications A5.1 through size, etc.”. AWS Filler Metal Specifications A5.1 through A5.31 are examples.A5.31 are examples.
The difference between a code and a standard is that a code states how to do a specific job and does not contain all relevant information, but refers to other standards for details. A code or standard generally mentions three parties - the customer or client, the manufacturer or producer and the inspection authority. In a code thethe term ‘shall’ means mandatory - must be done, and the term ‘should’ means recommended - not compulsory.

55
Welding Procedure Specification (WPS) Welding Procedure Specification (WPS)
A WPS is a written qualified welding procedure prepared to provide direction for making production welds to Code requirements.
WPS harus berisi semua variable (essentialessential, nonessentialnonessential, dan supplementary essentialsupplementary essential) yang digunakan dalam proses pengelasan dan harus mengacu pada Procedure Qualification Record (PQR).
66
Welding Procedure Specification (WPS) Welding Procedure Specification (WPS)
Perubahan-perubahan pada variabel essentialvariabel essential dan supplementary supplementary essentialessential mengharuskan dilakukannya kualifikasi ulang pada WPS kualifikasi ulang pada WPS awal yang diikuti dengan pembuatan PQRawal yang diikuti dengan pembuatan PQR untuk mendukung perubahan pada variabel essential dan supplementary essential tersebut.
Perubahan-perubahan dapat terjadi pada variable nonessentialvariable nonessential untuk menyesuaikan dengan persyaratan produksi tanpa harus tanpa harus melakukan kualifikasi ulang pada WPS awalmelakukan kualifikasi ulang pada WPS awal. Perubahan-perubahan pada variable nonessential tadi harus dicatat dan diamandemenkan pada WPS awal atau dengan pembuatan WPS baru.
77
QW-250 Welding Variables QW-250 Welding Variables
QW-251 General
QW-251.1 Types of Variables for Welding Procedure Specifications (WPS).
These variables (listed for each welding process in QW-252 through QW-265) are subdivided into essential variables, supplementary essential variables, and nonessential variables (QW-401). The "Brief of Variables" listed in the Tables are for reference only. See the complete variable in Welding Data of Article IV.

88
QW-251.2 Essential Variables.
Essential variables are those in which a change, as described in the specific variables, is considered to affect the mechanical properties of the weldment, and shall require requalification of the WPS.
Supplementary essential variables are required for metals for which other Sections specify notch-toughness tests and are in addition to the essential variables for each welding process.
QW-251.3 Nonessential Variables.
Nonessential variables are those in which a change, as described in the specific variables, may be made in the WPS without requalification.
QW-250 Welding Variables QW-250 Welding Variables
99
ARTICLE IV – WELDING DATAARTICLE IV – WELDING DATA
QW-400 VARIABLES
QW-401 General
Each welding variable described in this Article is applicable as an essential, supplemental essential, or nonessential variable for procedure qualification when referenced in QW-250 for each specific welding process. Essential variables for performance qualification are referenced in QW-350 for each specific welding process. A change from one welding process to another welding process is an essential variable and requires requalification.

1010
ARTICLE IV – WELDING DATAARTICLE IV – WELDING DATA
QW-401.1 Essential Variable (Procedure).
A change in a welding condition which will affect the mechanical properties (other than notch toughness) of the weldment (for example, change in P-Number, welding process, filler metal, electrode, preheat or postweld heat treatment, etc.).
QW-401.2 Essential Variable (Performance).
A change in a welding condition which will affect the ability of a welder to deposit sound weld metal (such as a change in welding process, deletion of backing, electrode, F-Number, technique, etc.).

1111
ARTICLE IV – WELDING DATAARTICLE IV – WELDING DATA
QW-401.3 Supplemental Essential Variable (Procedure).
A change in a welding condition which will affect the notch-toughness properties of a weldment (for example, change in welding process, uphill or down vertical welding, heat input, preheat or PWHT, etc.).
QW-401.4 Nonessential Variable (Procedure).
A change in a welding condition which will not affect the mechanical properties of a weldment (such as joint design, method of back gouging or cleaning, etc.)

1212

1313
AWS Designation for Filler Metals
Is to specify filler metal used in welding.
In WPS is referred to Specification No. (SFA).

1414
QW-430 F-NumbersQW-430 F-Numbers
QW-432 of ASME Sec. IX groups electrodes and welding rods based essentially on their usability characteristics, which fundamentally determine the ability of welders to make satisfactory welds with a given filler metal.
This grouping is made to reduce the number of welding procedure and performance qualifications, where this can logically be done.
Steel and steel alloysSteel and steel alloys F-No. 1, 2, 3, 4, 5, 6
Aluminium and aluminium alloysAluminium and aluminium alloys F-No. 21, 22, 23, 24, 25
Copper and copper alloysCopper and copper alloys F-No. 31, 32, 33, 34, 35, 36, 37
Nickel and nickel alloysNickel and nickel alloys F-No. 41, 42, 43, 44, 45
Titanium and titanium alloysTitanium and titanium alloys F-No. 51, 52, 53, 54, 55
Zirconium and zirconium alloysZirconium and zirconium alloys F-No. 61
Hard-facing weld metal overlayHard-facing weld metal overlay F-No. 71, 72.

1515
QW-442 A-NumbersQW-442 A-Numbers
A-No. is determined based on chemical composition of a filler metal, which is obtained from manufacturers specification or laboratory testing.

1616
Procedure Qualification Record (PQR)Procedure Qualification Record (PQR)
A PQR is a record of the welding data to be used to weld a test coupon.
The PQR is a record of variables recorded during the welding of the test coupons.
It also contains the test results of the tested specimens.
Recorded variables are of the actual variables that will be used in production welding.
The completed PQR shall document all essential, and when required, supplementary essential variables for each welding process used during welding of the test coupon.
All variables shall be the actual variables used during the welding of the test coupon.
1717
Contents of WPS Contents of WPS
Informasi harus cukup detil agar pengelasan yang dilakukan akan memenuhi persyaratan code, standard, atau spesifikasi yang diminta.
Informasi harus jelas dan dapat diikuti oleh welder dan welding operator tanpa mengalami kesulitan.
Item-item yang harus tercantum pada WPS:
Joint Welding DetailsPosition of WeldingPreheat and Interpass TemperatureRoot Preparation Prior to Welding from Second SidePeeningRemoval of Weld Section for RepairRepair WeldingPost Weld Heat TreatmentTack Welding
ScopeBase MetalWelding ProcessesType, Classification, Composition of Filler MetalsType of Current and Current RangeArc Voltage and Travel SpeedJoint Design and TolerancesJoint Preparation and Cleaning of Surfaces for Welding

1818
WPS Qualification WPS Qualification
WPS harus dikualifikasi untuk mendemonstrasikan bahwa variabel-variabel yang disebutkan dalam WPS akan menghasilkan sifat mekanis sambungan las yang memenuhi spesifikasi dan aplikasi yang disyaratkan.

1919
Tahapan-tahapan Kualifikasi WPSTahapan-tahapan Kualifikasi WPS
1. Persiapan kualifikasi WPSPengelasan test coupon dengan ukuran sesuai code/standardPembuatan test piece dari test coupon
2. Pengujian untuk kualifikasi WPSPengujian mekanis sajaUji tarik, uji tekuk, uji impak charpy, uji kekerasan, dll.Pengujian mekanis ditambah radiografi
3. Evaluasi hasil pengujianEvaluasi oleh pihak yang berkompetenHasil dirujuk pada code/standard/spec.
4. Persetujuan pada hasil pengujian kualifikasi dan spesifikasi prosedur
Harus ada dokumen persetujuan dari pihak-pihak yang berkompeten untuk mengesahkan WPS tersebut.

2020

2121
CODE QUALIFICATION REQUIREMENTSCODE QUALIFICATION REQUIREMENTS
1.1.AWS D1.1, AWS D1.1, Structural Welding Code – SteelStructural Welding Code – Steel
Melingkupi pengelasan struktur jembatan, bangunan, dan tubular.
Code ini memperkenalkan konsep prequalified weld joints.
Selama pengelasan dilakukan sesuai dengan persyaratan disain,
workmanship, dan teknik yang terdapat dalam code ini, tidak perlu
ada pengujian kualifikasi prosedur aktual.
2222
CODE QUALIFICATION REQUIREMENTSCODE QUALIFICATION REQUIREMENTS
2.2. ASME Boiler and Pressure Vessel Code – ASME Boiler and Pressure Vessel Code – Section IXSection IX
Melingkupi pengelasan bejana-bejana tekan dan boiler.
Pengelasan yang dilakukan dengan mengacu pada code ini harus
menggunakan prosedur yang telah dikualifikasi dengan panduan
yang terdapat dalam Section IX, Welding and Brazing
Qualifications.
ASME Sec. IX selalu mensyaratkan pengujian kualifikasi prosedur.
Dokumentasi prosedur pengelasan yang telah dikualifikasi terdiri
dari WPS dan PQR.

2323
CODE QUALIFICATION REQUIREMENTSCODE QUALIFICATION REQUIREMENTS
3. 3. API Standard 1104, API Standard 1104, Standard for Welding Pipelines Standard for Welding Pipelines and Related Facilitiesand Related Facilities
Melingkupi pengelasan pipeline dan petroleum equipment.
Menjelaskan pemeriksaan dan persyaratan kualitas untuk
production welding.
Setiap perubahan pada variabel-variabel essential mensyaratkan
kualifikasi ulang prosedur pengelasan.

2424
HOW TO PREPARE AND REVIEW A WPSHOW TO PREPARE AND REVIEW A WPS
The following list provides basic information for preparing and reviewing a WPS, and to assure that they are properly prepared, appropriate for the application, and properly supported by a PQR.
The Code User is responsible for having a WPS prepared.
The preparation of a WPS may be subcontracted, but the Code User retains responsibility for having the WPS prepared and all of the contents of the WPS.
A WPS shall be prepared following all the rules of the ASME Code Section IX.
A WPS is prepared to provide direction for "what the firm intends to weld".
A WPS is prepared to provide direction for the welder, inspector, and supervisor.
2525
HOW TO PREPARE AND REVIEW A WPSHOW TO PREPARE AND REVIEW A WPS
Section IX lists each welding variable for each process in QW-250. A Code user shall specify ranges for each welding variable as required by QW-250 and other details as required by Section IX.
When a WPS has all the details required by Section IX, then test coupons shall be welded under the supervision of the Code user, and these tests and the test results shall be recorded on one or more PQRs.
One or more PQRs is required to support each WPS.
A reviewer should verify that a WPS has an entry for every essential, (supplementary essential variable when required) and nonessential variable listed for the process in QW-250.
A reviewer should verify that the WPS covers the ranges for the welding application for each variable listed for each process, as specified in QW-250.

2626
HOW TO PREPARE AND REVIEW A WPSHOW TO PREPARE AND REVIEW A WPS
A reviewer should verify that the WPS meets all other requirements of Section IX.
A reviewer should verify that the WPS meets all requirements of the construction code.
A reviewer should verify that the WPS has been properly supported by one or more PQRs, and those PQRs shall be listed on the WPS.
When a WPS is verified as being properly prepared, and supported by PQRs, the reviewer must verify that every variable range on the WPS is being followed during fabrication or repairs.

2727
HOW TO PREPARE AND REVIEW A PQRHOW TO PREPARE AND REVIEW A PQR
The following is an overview of some of the steps involved in preparing or reviewing a PQR to assist the Code user who must review PQRs to assure that they are properly prepared, that the tests and tests results are satisfactory, and that the PQR(s) properly supports the welding procedure specification WPS(s).
A Code user prepares a PQR by welding a test coupon and recording the essential variables for each process used. The test coupon is cut into specimens which are tested and the test results are recorded on the PQR.
QW-250 lists the essential variables for each process used, and these essential variables shall be described on the PQR. Additional nonessential variables or any other reference information may be recorded on a PQR, but a PQR is only governed by the essential variables (QW-200.2(b)).

2828
HOW TO PREPARE AND REVIEW A PQRHOW TO PREPARE AND REVIEW A PQR
QW-250 lists the essential variables for each process used, and these essential variables shall be described on the PQR. Additional nonessential variables or any other reference information may be recorded on a PQR, but a PQR is only governed by the essential variables (QW-200.2(b)).
The testing of PQR test coupons may be subcontracted, but the Code user retains responsibility for the results of the PQR tests (QW-201).
A PQR shall be prepared following all the rules of ASME Section IX.
A PQR is prepared to provide a record of "what was welded and tested".
A Code user shall record the actual ranges used for each essential variable as required by QW250 and other details as required by Section IX and the construction code.

2929
HOW TO PREPARE AND REVIEW A PQRHOW TO PREPARE AND REVIEW A PQR
One or more PQRs shall be required to support each WPS.
A reviewer verifies that a PQR covers the ranges for the intended WPS it is supporting, that a range is recorded for each essential variable for each process, as specified in QW-250, and that the PQR has the proper tests and test results documented, and the PQR has been certified by the contractor.
The requirements for the Code users identification block of an ASME PQR form will be similar to the requirements detailed for the WPS.
The PQR must be certified by the Code user (QW-201, last paragraph).

3030
WELDER PERFORMANCE & QUALIFICATION WELDER PERFORMANCE & QUALIFICATION TEST (WPQT)TEST (WPQT)
Welder dan welding operator perlu dikualifikasi untuk melihat kemampuannya dalam menghasilkan sambungan las yang sound (mulus) dan acceptable dengan memakai proses, material, dan teknik yang didefinisikan dalam qualified WPS.
Kualifikasi personil pengelasan merupakan tanggung jawab employer.
Manufacturer, contractor, fabricator, erector, dan owner bertanggung jawab untuk kualitas hasil pekerjaannya dengan membuat program jaminan mutu dengan mempekerjakan personil berkualifikasi untuk menjamin bahwa hasil pekerjaan mereka telah memenuhi persyaratan minimum yang ditentukan.
Welders are approved to ensure a particular welder is capable of welding to a procedure and obtaining a result that meets specification.Welder approval tests are used to determine the ability of a welder to produce welds of an acceptable quality with the processes, materials and welding positions that are to be used in production.

3131
WELDER PERFORMANCE & QUALIFICATION WELDER PERFORMANCE & QUALIFICATION TEST (WPQT)TEST (WPQT)
Persyaratan kualifikasi untuk personil tersebut biasanya ditentukan oleh standard atau spesifikasi kontrak.
Meskipun uji kualifikasi WPS dan PQR mendemonstrasikan bahwa welder atau welding operator memiliki kecakapan menghasilkan sambungan yang mulus pada test coupon, pengujian tersebut tidak dapat mengindikasikan apakah personil tersebut secara umum akan menghasilkan las yang acceptable pada setiap kondisi produksi.
Oleh karena itu selama produksi berlangsung harus dilakukan pemeriksaan, baik pada saat maupun setelah pengelasan dilakukan.

3232
WELDER PERFORMANCE & QUALIFICATION WELDER PERFORMANCE & QUALIFICATION TEST (WPQT)TEST (WPQT)
Kualifikasi untuk WPQT dilakukan untuk pengelasan:
1. Plate and Structural Member
2. Pipe
3. Sheet Metal
Uji WPQT biasanya dilakukan pada posisi tersulit yang dijumpai dalam produksi.
Kualifikasi yang dilakukan pada posisi yang lebih sulit dapat mengkuali-fikasi pengelasan untuk posisi yang lebih mudah
Kualifikasi pada sambungan tumpul secara otomatis akan mengkualifikasi sambungan fillet pada posisi yang sama.

3333
WELDER PERFORMANCE & QUALIFICATION WELDER PERFORMANCE & QUALIFICATION TEST (WPQT)TEST (WPQT)
Uji WPQT dilakukan dengan pengujian DT & NDT.
DTDT :: visual + uji tekuk
NDTNDT :: visual + radiografi
KombinasiKombinasi :: visual + radiografi + uji tekuk

3434
WPQT Codes RequirementsWPQT Codes Requirements
1.1.AWS D1.1, AWS D1.1, Structural Welding Code – SteelStructural Welding Code – Steel
Semua welders, welding operators, dan tack-welders harus
dikualifikasi dengan pengujian seperti tercantum pada Section 4 –
AWS D1.1

3535
WPQT Codes RequirementsWPQT Codes Requirements
2.2. ASME Boiler and Pressure Vessel Code – ASME Boiler and Pressure Vessel Code – Section IXSection IX
Code ini mensyaratkan bahwa hanya welders dan welding
operators yang dikualifikasi menurut ASME Sec. IX yang boleh
dipekerjakan.
Sembarang welders dan welding operators yang melakukan
pengelasan untuk uji kualifikasi WPS dan lulus secara memuaskan,
maka secara otomatis terkualifikasi pula untuk poses las yang
bersangkutan asalkan masih dalam batasan yang ditentukan oleh
ASME Section IX.
Masa kualifikasi berlaku tak terbatas selama welders dan welding
operators tetap bekerja pada perusahaan yang sama dan
menggunakan proses las tersebut dalam kurun waktu 6 bulan.

3636
WPQT Codes RequirementsWPQT Codes Requirements
3. 3. API Standard 1104, API Standard 1104, Standard for Welding Pipelines Standard for Welding Pipelines and Related Facilitiesand Related Facilities
Uji kualifikasi didasarkan pada pemeriksaan visual, pengujian
merusak, dan radiografi.
Uji kualifikasi dilakukan dengan test coupon pipa.

3737
UJI ULANG (RETEST)UJI ULANG (RETEST) WELDER & WELDING OPERATOR
Retest dilakukan apabila:
Gagal pada uji pengelasan awal.
Ada perubahan mendasar pada WPS.
Tidak pernah mengelas selama kurun waktu tertentu (biasanya 3
– 6 bulan).
Ada alasan yang jelas untuk meragukan kemampuan welder atau
welding operator tersebut.
3838
Retest dengan pemeriksaan visual
Jika kualifikasi test coupon gagal secara visualgagal secara visual maka retesting
harus dilakukan secara visual sebelum diuji mekanis.
Welder atau welding operator yang menjalani retest harus
mengelas dua buah test coupon secara berurutan untuk posisi
yang bersangkutan dan semuanya harus lulus pemeriksaan
visual.
Examiner bisa memilih salah satu dari kedua retest coupon
tersebut untuk dilakukan pengujian mekanis.
UJI ULANG (RETEST)UJI ULANG (RETEST) WELDER & WELDING OPERATOR

3939
Retest dengan mechanical testing
Jika kualifikasi test coupon gagal saat diuji mekanisgagal saat diuji mekanis maka
retesting harus dilakukan dengan pengujian mekanis pula.
Welder atau welding operator yang menjalani retest harus
mengelas dua buah test coupon secara berurutan untuk posisi
yang bersangkutan dan semuanya harus lulus pengujian
mekanis.
UJI ULANG (RETEST)UJI ULANG (RETEST) WELDER & WELDING OPERATOR

4040
Retest dengan radiografi
Jika kualifikasi test coupon gagal memenuhi persyaratan gagal memenuhi persyaratan
radiografiradiografi maka retesting harus dilakukan dengan pemeriksaan
radiografi.
Welder atau welding operator yang menjalani retest harus
mengelas dua buah test coupon secara berurutan untuk posisi
yang bersangkutan dan semuanya harus lulus pemeriksaan
radiografi.
UJI ULANG (RETEST)UJI ULANG (RETEST) WELDER & WELDING OPERATOR

4141
KUALIFIKASI PENGUJIAN MERUSAKKUALIFIKASI PENGUJIAN MERUSAK
Pengujian merusak dapat dilakukan oleh:
Fabricator yang memiliki peralatan memadai dan teknisi/
engineer yang berkualifikasi.
Laboratorium pengujian.
Pengujian merusak bisa dilakukan tanpa personil yang berkualifikasi,
namun harus dipastikan bahwa pengujian dilakukan sesuai dengan
code, spesifikasi, atau dokumen acuan yang lain.

4242
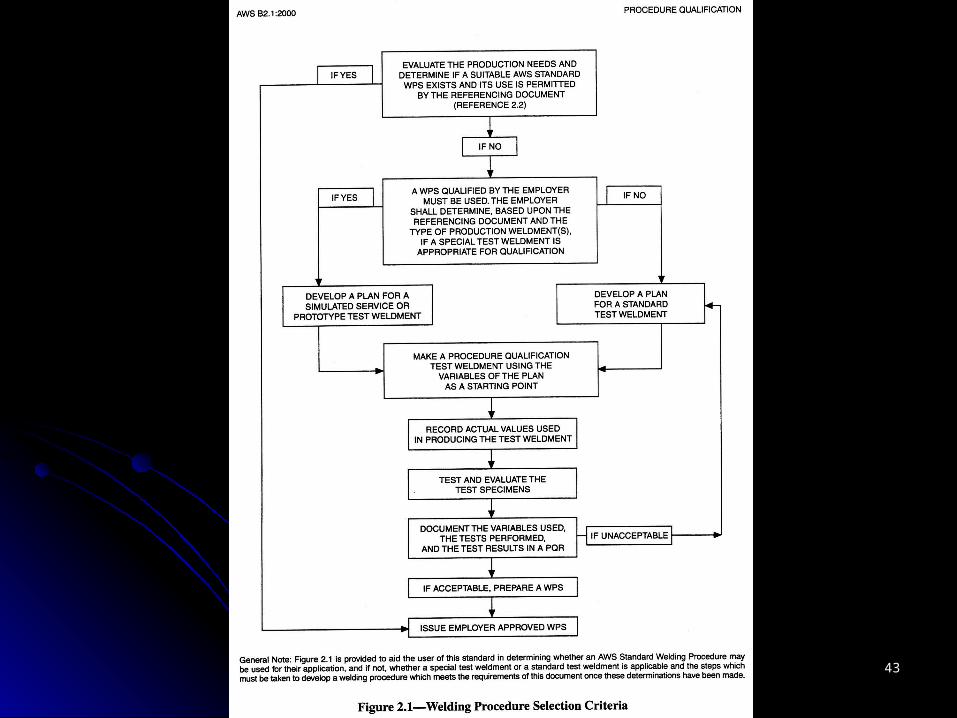
Initial WPSInitial WPS
Procedure Procedure QualificationQualification
Production Production WPSWPS
PQRPQR
accepted
fail
Parameter changes
WelderWelder
WPQTWPQT
pass
Qualified Qualified WelderWelder
Certification Certification (if required)(if required)
Certified Certified WelderWelder
fail
retest
WPS – PQR SchemeWPS – PQR Scheme
4343

4444
4545