tugas akhir surabaya, januari 2010 -...
TRANSCRIPT

TUGAS AKHIR SURABAYA, JANUARI 2010
“STUDI VARIASI PENGELASAN ULANG TERHADAP“STUDI VARIASI PENGELASAN ULANG TERHADAP“STUDI VARIASI PENGELASAN ULANG TERHADAP “STUDI VARIASI PENGELASAN ULANG TERHADAP CACAT LAS DAN KEKERASAN MATERIAL CACAT LAS DAN KEKERASAN MATERIAL ALUMINIUM 5083”ALUMINIUM 5083”
Bayu Dedi Prasetiyo
Pembimbing : Wing Hendroprasetyo. A.P, S.T, M.Eng
BACKGROUNDBACKGROUND
Re-welding is necessary to repair welding fault in theexisting joint

PROBLEM STATEMENTPROBLEM STATEMENTPROBLEM STATEMENTPROBLEM STATEMENT1. What is welding parameter ?
h i h ff f ldi h i i j i
4 What is the effect of 4 times re-welding to the hardness ?
2. What is the effect of re-welding process to the existing joint ?3. What is the effect of 4 times re-welding to the microstructure ?4. What is the effect of 4 times re welding to the hardness ?
PURPOSE OF THE RESEARCHPURPOSE OF THE RESEARCH
1. Knowing the process of welding.g p g2. Knowing the welding defects caused by the re-welding process3. Knowing the difference of micro structure of alloy 5083
welded with welding variations repeated 5 timeswelded with welding variations repeated 5 times.4. Knowing the hardness of the material due to re-welding.
PROBLEM LIMITATIONSPROBLEM LIMITATIONS1. Only use alloy 5083 material (thickness 10 mm) with butt joint.2. Using electrode ER 5356 with 1,2 mm diameter for GMAW
ldweld.3. Welding procedure refers to the existing WPS.4. Residual stress and deformation caused by welding isy g
neglected.5. Re-welding was carried out 4 times.6 Welding defect analysis using radiography test6. Welding defect analysis using radiography test.7. Microstructure testing using metallography test.8. Hardness test using Vickers hardness.

art Of Research Methodology :Start
Problem identification
Literature study
Speciment prepare ( Alloy 300x150x10 mm)
Welding process ( Welding using ER 5356 as root pass and GMAW welding)
Testing process (Metallography, radiography and hardness testing)
Metallography testing
(5 Specimen)
Result : micro photo at WM and HAZ area
Radiography testing
( 2 Specimen )
Result : to know weld defect in subsurface
Hardness testing
(5 Specimen)
Result : Material hardness at BM, WM and HAZ area
Data Analysis
Testing Result
Data Analysis
Testing of the specimen
Radiography testing 2. Micro photo
Hardness testing

ATA ANALYSISATA ANALYSISMetallography testing (micro photo)
Microstructure of 5083 alloy
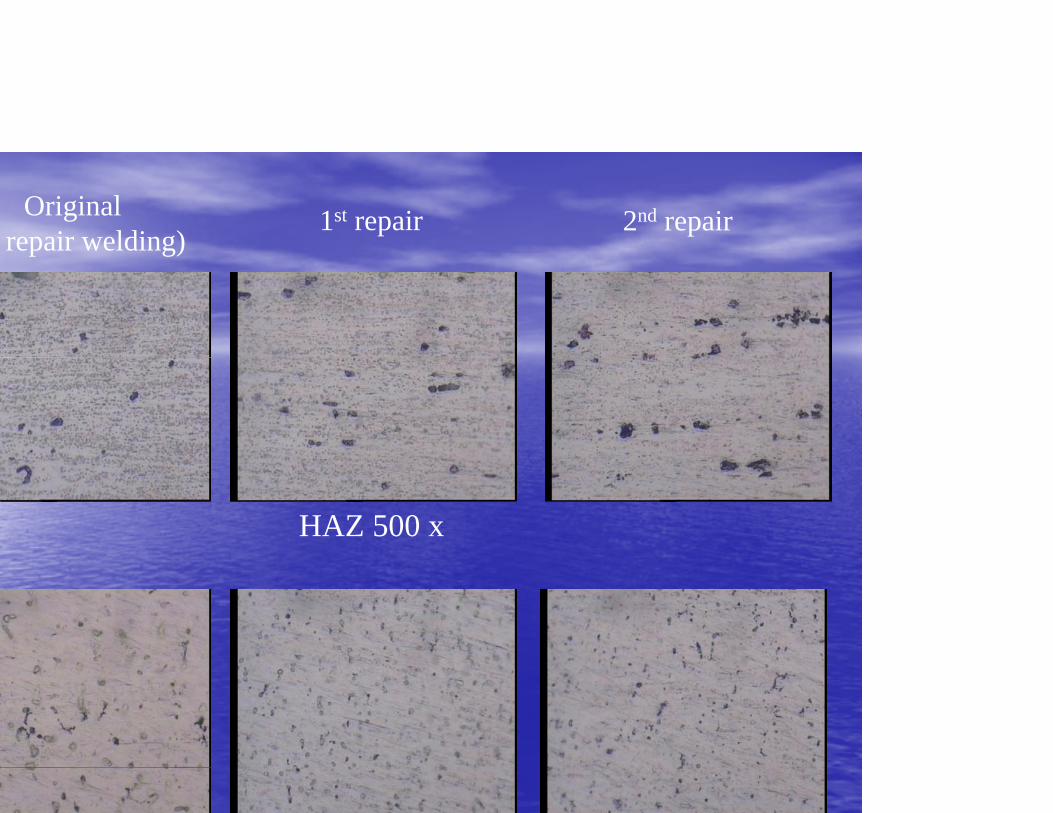
Original repair welding)
1st repair 2nd repairp g)
HAZ 500 x
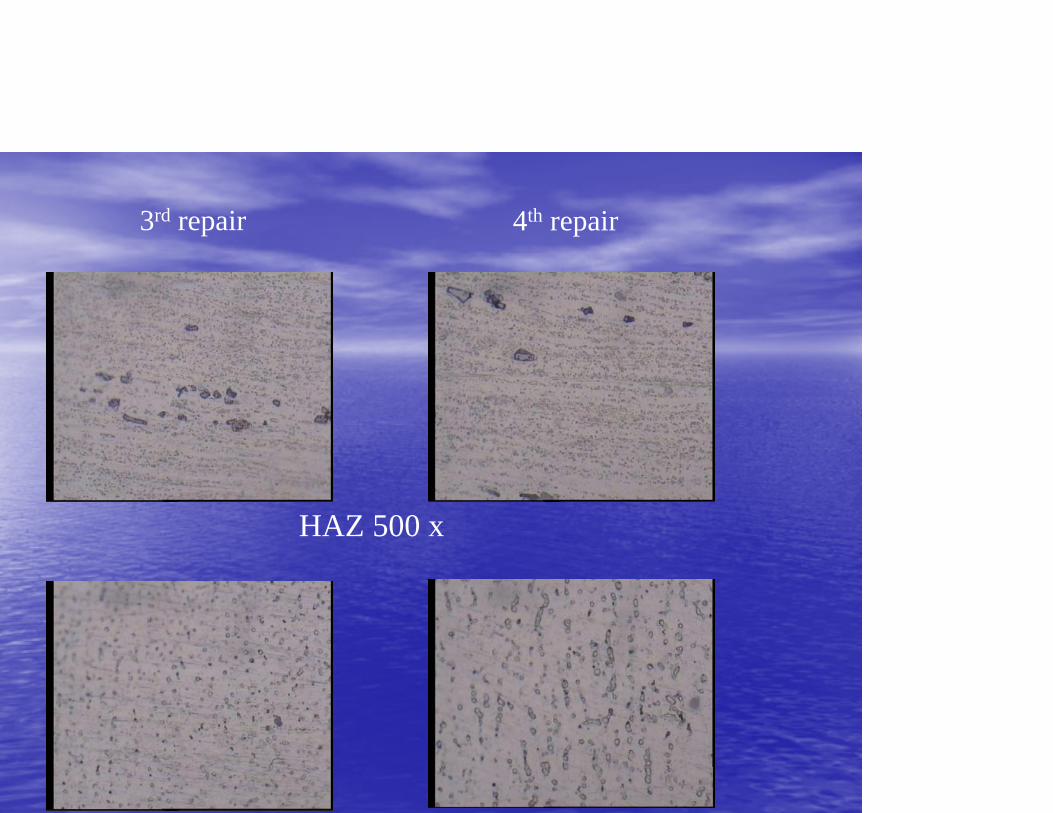
3rd repair 4th repair
HAZ 500 x

Particle Percentage
Area Condition Mg2Si (%) Mg2Al3 (%) (Fe,Mn)3SiAl12 (%)Normal 2.1 1.08 1.8
1x Repair 4.3 1.31 1.3HAZ 2 R i 5 6 2 97 2 1HAZ 2x Repair 5.6 2.97 2.1
3x Repair 9.8 2.19 0.54x Repair 11.2 1.25 0.3Normal 1.6 24 2.6
1 R i 4 1 21 3 5 21x Repair 4.1 21.3 5.2WM 2x Repair 6.4 12.7 1.4
3x Repair 7.2 8.5 0.94x Repair 8.2 7.8 0.5
he influence of Mg in Mg2Si and Mg2Al3 phase will increase the strengthrough solid solution strengthening and improving each other’s hardening
apabilities. The influence of (Fe,Mn)3SiAl12 will increase strength andughness of the material.
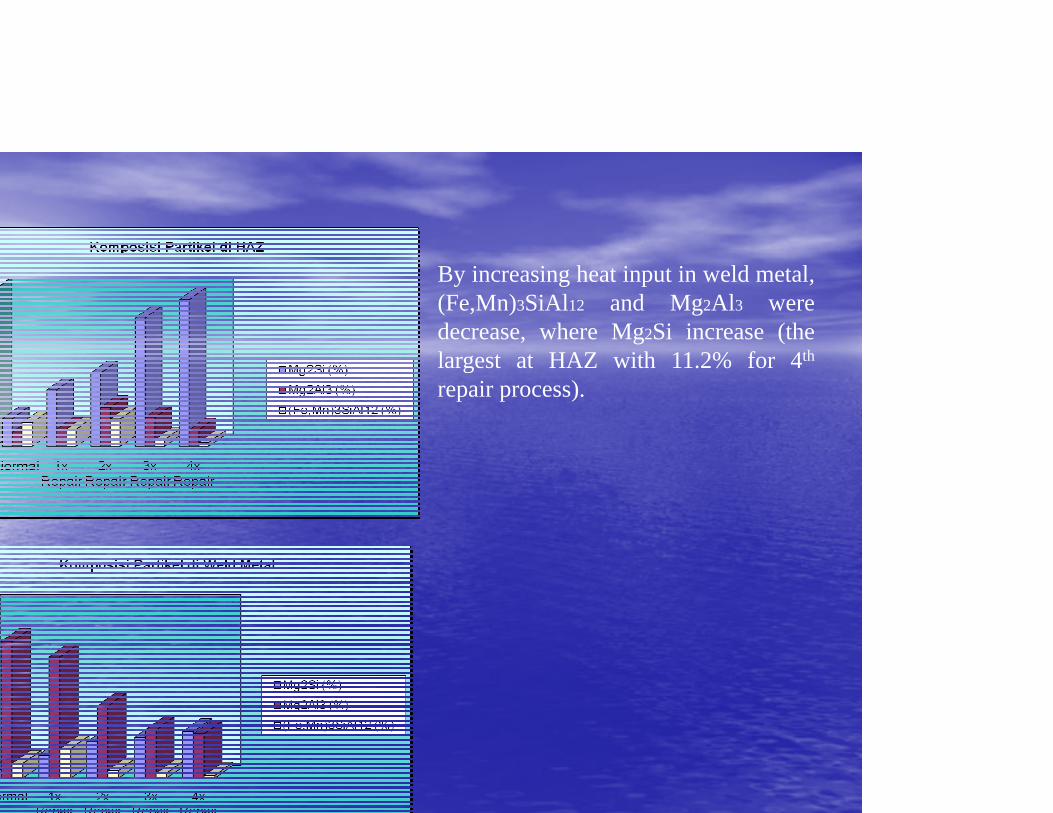
By increasing heat input in weld metal,(Fe,Mn)3SiAl12 and Mg2Al3 weredecrease, where Mg2Si increase (thelargest at HAZ with 11 2% for 4thlargest at HAZ with 11.2% for 4th
repair process).
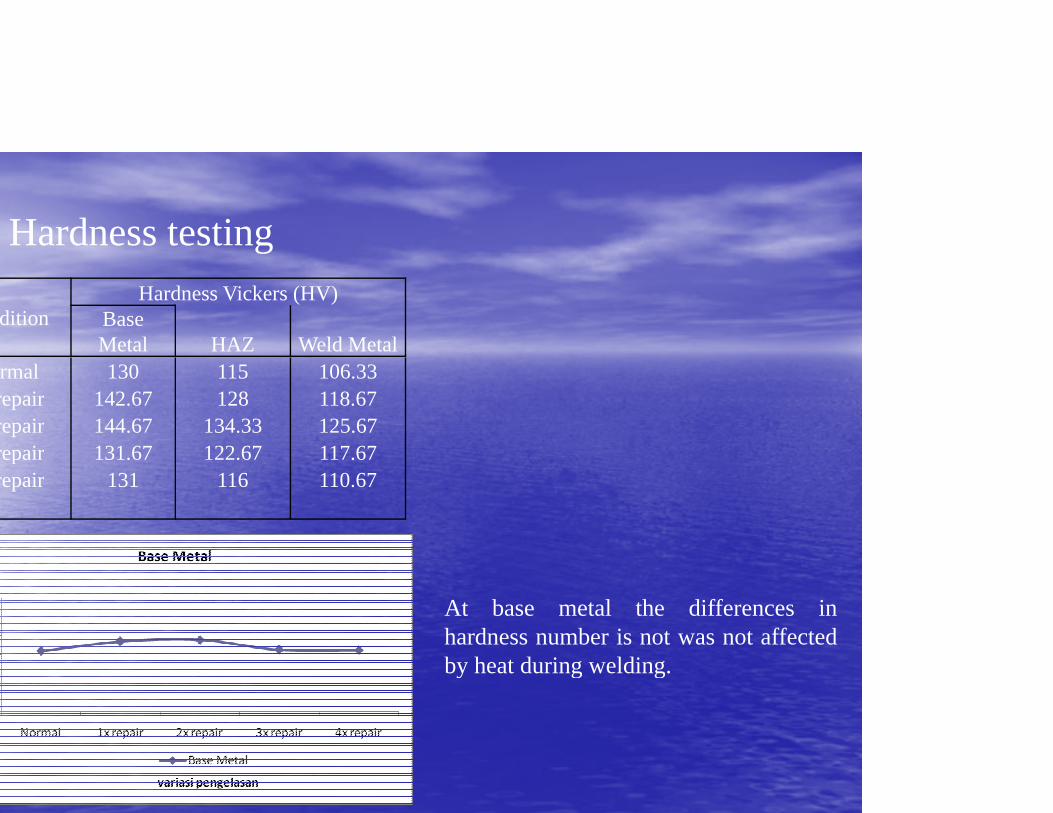
Hardness testing
ditionHardness Vickers (HV)
Base Metal HAZ Weld Metal
rmal 130 115 106.33repair 142.67 128 118.67repair 144.67 134.33 125.67repair 131.67 122.67 117.67ep 3 .67 .67 7.67repair 131 116 110.67
At base metal the differences inhardness number is not was not affectedby heat during weldingby heat during welding.

At HAZ area hardness number isincreased along with the number ofrepair work and then becomingdecrease. The highest hardness value is134.33 HV on 2nd repair process.
In the weld metal, hardness number forthe process without repair tend to low(106 33 HV) this is caused by(106.33 HV), this is caused by(Fe,Mn)3SiAl12 which is unevenlydispersed in the structure.
CONCLUSIONCONCLUSIONThe highest amount of silicate magnesium particle (Mg2Si) is11.2% on 4th repair welding. This is because the heat inputgiven on material.The highest average hardness value at base metal area is 144.67HV. But the hardness value on 4th repair where is in base metal,HAZ, or weld metal tend to same.Re-welding process does not affect metallurgy characteristic of5083 alloy.y
THANK YOU