ti-2121: proses manufaktur · pdf file• keragaman geometri potong fitur standar: lubang,...
TRANSCRIPT

1
Departemen Teknik Industri FTI-ITB
TI-2121: Proses Manufaktur
Teori Pemesinan Logam
LaboratoriumLaboratorium SistemSistem ProduksiProduksiwww.lspitb.orgwww.lspitb.org
©©20032003
TI2121 - Proses Manufaktur - 9 2
Departemen Teknik Industri FTI-ITB
1. Hasil Pembelajaran• Umum:
Memberikan mahasiswa pengetahuan yang komprehensif tentang dasar-dasar proses pemesinandan mesin perkakas, proses forming dan molding, metrology dan aplikasi terhadap kualitas produk dananalisis system manufaktur.
• Khusus:Memberikan pemahaman terhadap proses pemesinanserta gaya-gaya yang terjadi saat pemotongan.

2
TI2121 - Proses Manufaktur - 9 3
Departemen Teknik Industri FTI-ITB
Istilah• Machining = pemesinan• Shear deformation = deformasi potong• Chip = gram• Cutting tool = pahat• Material removal = pembentukan/pembuangan
material
TI2121 - Proses Manufaktur - 9 4
Departemen Teknik Industri FTI-ITB
Klasifikasi Proses Material Removal (1)
• Biasanya dilakukan setelahproses manufaktur lainnyaseperti: casting, forging, drawing dll.

3
TI2121 - Proses Manufaktur - 9 5
Departemen Teknik Industri FTI-ITB
Pemesinan• Proses manufaktur yang menggunakan pahat
untuk memotong material sesuai dengan bentukyang diinginkan
TI2121 - Proses Manufaktur - 9 6
Departemen Teknik Industri FTI-ITB
Pemesinan: keunggulan• Keragaman material kerja
Hampir semua logam dapat dipotongPlastik dan plastik komposit juga dapat dipotongCeramic sulit untuk dipotong (keras & getas)
• Keragaman geometri potongFitur standar: lubang, slot, step dllFitur non-standar: tap hole, T slot
• Keakuratan dimensiToleransi hingga ± 0.025mm
• Permukaan potong yang baikKekasaran permukaan hingga 0.4 µm
4
TI2121 - Proses Manufaktur - 9 7
Departemen Teknik Industri FTI-ITB
Pemesinan: kerugian• Material terbuang
Gram yang dihasilkan oleh pemotongan → waste
• Waktu pemotonganWaktu pemotongan relatif lebih lama dibandingkandengan proses lainnya seperti casting atau forging
TI2121 - Proses Manufaktur - 9 8
Departemen Teknik Industri FTI-ITB
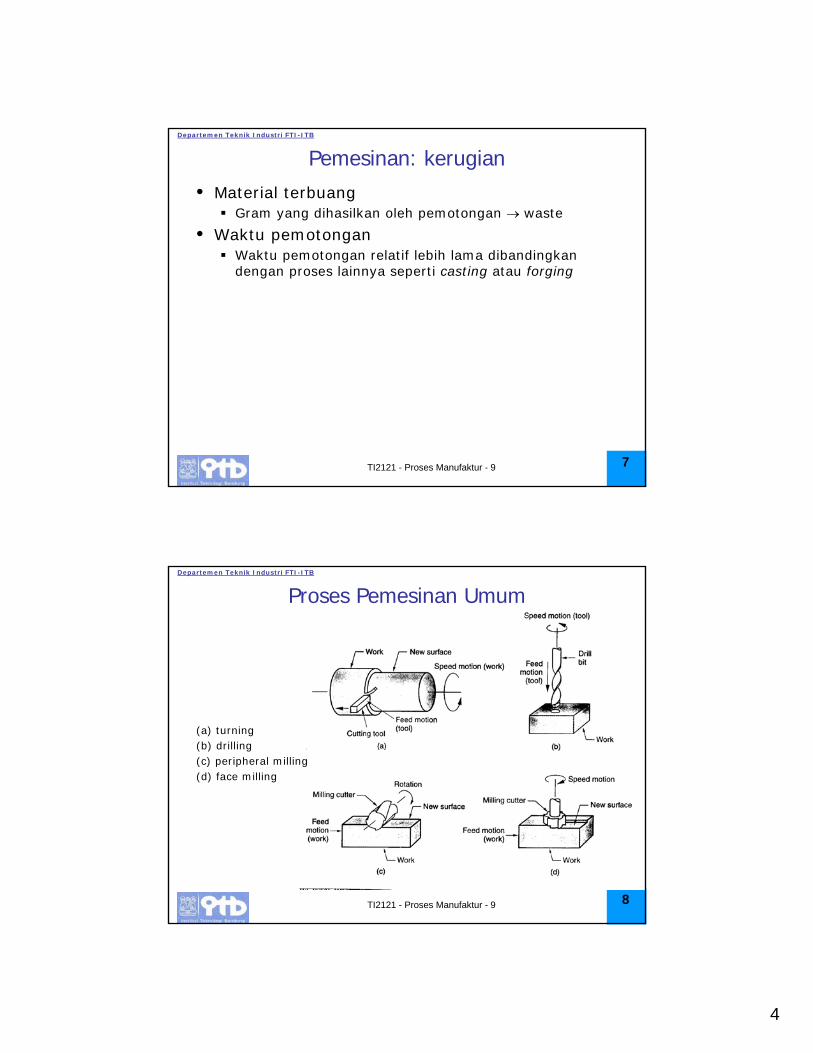
Proses Pemesinan Umum
(a) turning(b) drilling(c) peripheral milling(d) face milling

5
TI2121 - Proses Manufaktur - 9 9
Departemen Teknik Industri FTI-ITB
Pahat• Rake: mengarahkan aliran gram• Flank: celah antara pahat dan permukaan setelah
pemoongan; melindungi permukaan hasilpemotongan dari abrasi
(a) single point tool (b) Multiple cutting tool edges
TI2121 - Proses Manufaktur - 9 10
Departemen Teknik Industri FTI-ITB
Parameter Pemotongan• MRR = material removal rate mm3/s• MRR = v(mm/s) x f(mm) x d(mm)

6
TI2121 - Proses Manufaktur - 9 11
Departemen Teknik Industri FTI-ITB
Jenis Pemotongan• Roughing
Pemotongan awal hingga volume sedikit lebih besar darivolume akhir produkFeed berkisar 0.4 ∼ 1.25mm/revDepth berkisar 2.5 ∼ 20mm
• FinishingPemotongan akhir untuk memperoleh dimensi, toleransidan kerataan permukaan yang diinginkanFeed berkisar 0.125 ∼ 0.4mm/revDepth berkisar 0.75 ∼ 2.0mm
TI2121 - Proses Manufaktur - 9 12
Departemen Teknik Industri FTI-ITB
Mesin Perkakas
Tool penetration beneath original work surface
Work feeds in direction perpendicular to tool axis
Tool rotates. Speed = surface speed of tool
Milling machine
Milling
Depth of cut = depth of hole
Tool feeds in direction parallel to tool axis
Tool rotates. Drill bit diameter determines hole diameter
Drill pressDrilling
Tool penetration beneath original work surface
Tool is fed parallel to work axis
Workpiece rotates. Speed = surface speed of workpiece
LatheTurning
Depth of CutFeedSpeedMachine tool
Operation

7
TI2121 - Proses Manufaktur - 9 13
Departemen Teknik Industri FTI-ITB
Teori Pembentukan Gram (1)
• Chip thickness rasio
ααφ
αφφ
sin1costan
)cos(sin
rr
rl
ltt
s
s
c
o
−=
−==
TI2121 - Proses Manufaktur - 9 14
Departemen Teknik Industri FTI-ITB
Teori Pembentukan Gram (2)
• Shear strain
φαφγ
γ
cot)tan( +−=
+==
BDDCAD
BDAB

8
TI2121 - Proses Manufaktur - 9 15
Departemen Teknik Industri FTI-ITB
Pembentukan Gram Aktual (1)
• Deformasi potong tidak terjadi pada bidang tetapipada zona tertentu
• Terbentuknya secondary shear akibat friksa gram dengan permukaan pahat (rake)
• Formasi gram bergantung pada material danparameter pemotongan
TI2121 - Proses Manufaktur - 9 16
Departemen Teknik Industri FTI-ITB
Pembentukan Gram Aktual (2)
(a) Discontinuous chip• Material getas dengan kecepatan potong
rendah• Feed tinggi dan depth besar sehingga friksi
pahat & material tinggi
(b) Continuous chipMaterial ductile denga kecepatan potongtinggiFeed dan depth rendahPermukaan potong halus/baikKhusus untuk turning, continuous chip dapatmengakibatkan kekusutan

9
TI2121 - Proses Manufaktur - 9 17
Departemen Teknik Industri FTI-ITB
Pembentukan Gram Aktual (3)
(c) Continuous chip with Built-Up Edge (BUE)
Material ductile dengan kecepatanpotong rendahSiklus BUE: form, growth, break-offUmum pahat berkurang
(d) Serrated chipsSering disebut: shear-localized and segmentedTerbentuk karena siklus antara: shear strain tinggi dan shear strain rendahTerjadi pada material yang sulitdipotong: titanium alloy, nickel-base superalloy dll atau pada pemotongandengan kecepatan yang sangat tinggi(high speed machining)
TI2121 - Proses Manufaktur - 9 18
Departemen Teknik Industri FTI-ITB
Gaya Pemotongan Logam (1)
• F = friction force• N = normla force to friction• µ = coefficient of friction• S = shear stress• Fs = shear force• As = are of the shear plane
φ
βµ
sin
tan
w
S
NF
tA
AF
os
s
s
=
=
==

10
TI2121 - Proses Manufaktur - 9 19
Departemen Teknik Industri FTI-ITB
Gaya Pemotongan Logam (2)
• F = friction force• N = normla force to friction• Fs = shear force• Fn = normal force to shear• Fc = cutting force• Ft = thrust force
φφ
φφ
αα
αα
cossin
sincos
sincos
cossin
FFFFFFFFFF
tcn
tcs
tc
tc
N
F
+=
+=
+=
+=
)cos()sin(
)cos(sin)sin(
)cos()cos(
)cos(sin)cos(
αβφαβ
αβφφαβ
αβφαβ
αβφφαβ
−+
−=
−+
−=
−+
−=
−+
−=
FtF
FtFso
t
soc
wS
wS
TI2121 - Proses Manufaktur - 9 20
Departemen Teknik Industri FTI-ITB
Persamaan Merchant (1)
• Shear stress
φ = shear angle that minimizes energy
• Persamaan merchantMendeskipsikan hubungan rake angle, tool-chip friction danshear plane angleMembesarnya rake angle mengakibatkan shear plane anglemembesarMengecilnya friction angle mengakibatkan shear plane anglemembesar
2245
)sin/(sincos
βαφ
φφφ
τ
−+=
−=
wtFF
o
tc

11
TI2121 - Proses Manufaktur - 9 21
Departemen Teknik Industri FTI-ITB
Persamaan Merchant (2)
• Pembesaran shear plane angle → shear plane area mengecil→ shear force mengecil → energy pemotongan mengecil →temperatur pemotongan kecil → pemotongan lebih mudah
• Cara pembesaran shear plane angleMemperbesar rake angleMengecilkan friction angle (dengan menggunakan lubrikasi)
TI2121 - Proses Manufaktur - 9 22
Departemen Teknik Industri FTI-ITB
Tenaga dan Energi Pemotongan (1)
• Cutting power (Pc)
• Cutting horse power (HPc)
• Gross power of the machine tool motorE = mechanical efficiency
EEHPHPPP c
gc
s == atau
vFP cc =
33000vFHP c
c =
12
TI2121 - Proses Manufaktur - 9 23
Departemen Teknik Industri FTI-ITB
Tenaga dan Energi Pemotongan (2)
• Unit power (Pu)
• Specific energy (HPu)
MRRMRRHPHPPP c
uc
u == atau
wwvv
MRRU
tF
tFPP
o
c
o
ccu ====
TI2121 - Proses Manufaktur - 9 24
Departemen Teknik Industri FTI-ITB
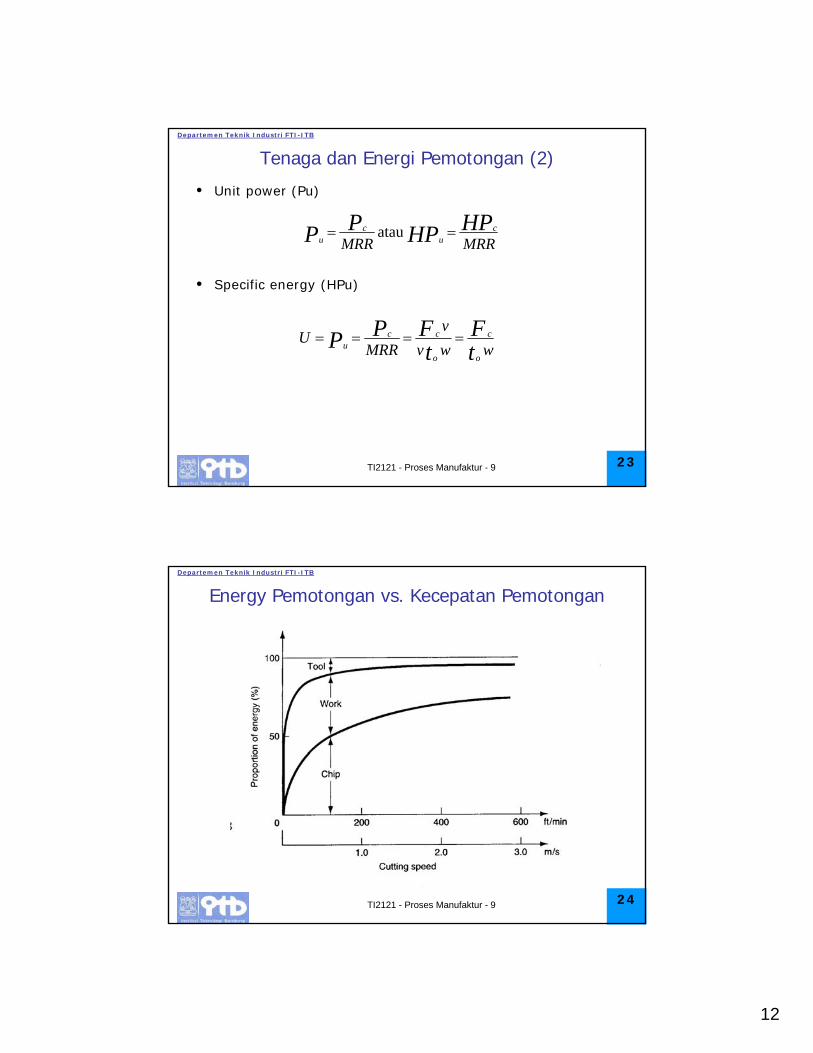
Energy Pemotongan vs. Kecepatan Pemotongan

13
TI2121 - Proses Manufaktur - 9 25
Departemen Teknik Industri FTI-ITB
Temperatur Pemotongan (1)
• T = rata-rata kenaikan temperatur• U = energy pemotongan• V = kecepatan potong• to = ketebalan gram sebelum
pemotongan• ρC = volume panas material• K = thermal diffusivity
⎟⎠⎞
⎜⎝⎛
=Ktv o
CUT
333.0
4.0ρ
TI2121 - Proses Manufaktur - 9 26
Departemen Teknik Industri FTI-ITB
Temperatur Pemotongan (2)
• Experimentally measured cutting temperatures plotted against speed for three work materials