scanned image · 2020. 4. 26. · tugas akhir dlajukan guna memenuhi sebaglan persyaratan untuk...
TRANSCRIPT
3t00099d . .oS7t
TugasAkhir
PENGENDALIAN KUALITAS MULTIVARIABEL DAN PENJADUAI.AN PROSES PRODUKSI
KOMPONEN FRAME FARKLIFT 1YPE BX-C DI PT. UNITED TRACTORS
r 1 -
Oleh :
KAM EL! A
1394. 100. 008
1 ....... •'
S '" ... 11 .• !....H - ....
JURUSAN STATISTIKA FAKULTAS 1\tATEMATIKA DAN ILMU PENGETAHUAN ALAM
INS~TrtJT TEKNOLOGI SEPULUH NOPFMHER Sl!RABAYA
1998
PENGENDALIAN KUALITAS MULTIVARIABEL DAN PENJADUALAN PROSES PRODUKSI
KOMPONEN FRAME FARKLIFT 1YPE BX-C 01 PT. UNITED TRACTORS
TUGAS AKHIR Dlajukan Guna Memenuhi Sebaglan Persyaratan Untuk
Menyelesalkan Program S-1 Statlstlka Fakultas Matematika dan llmu Pengetahuan Alam
lnstitut Teknologl Sepuluh Nopember Surabaya
Oleh:
KAMELIA
1394.100.008
JURUSAN STATISTIKA FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
INSTITUT TEKNOLOGI SEPULUH NOPF.MBER SURABAYA
1998

PENGENDALIAN Kl1\UTAS MULTIVARIABEL DAN PENJADUALAN PROSES PRODUKSI KOMPONEN FRAME
FARKLIFT TYPE BX-C DI PT. UNITED TRACTORS
Oleh:
KAMELIA 1394.100.008
Surabaya, Maret 1998
Menyetujui Oosen Pemblmblng
Drs. Slamet Mulyono, M.Sc., Ph.D.
NIP. 130 312 520
Mengetahul
Ketua Jurusan Statlstlka FMJPA ITS
,_. I ' \
Drs."~lap,tet ~ulyono, M. Sc., Ph.D. NIP. 130312520
-
-
ABSTRAK
ABSTRAK
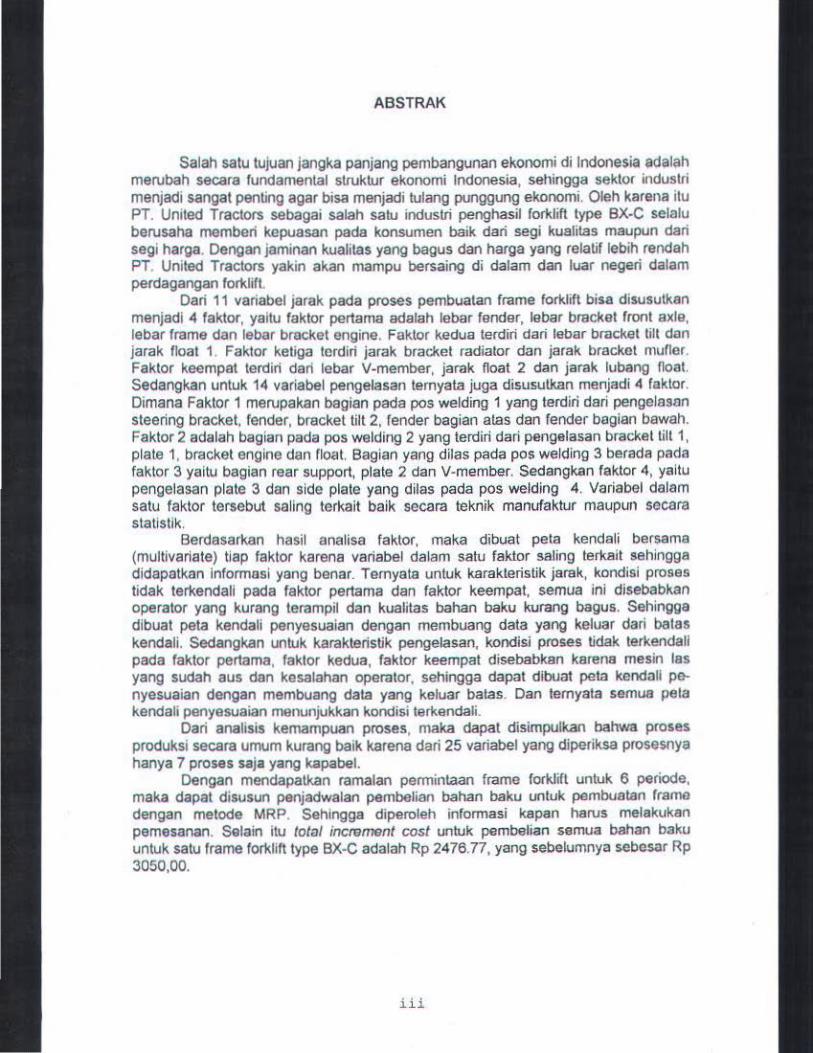
Salah satu tujuan jangka panjang pembangunan ekonomi di Indonesia <tdalah merubah secara fundamental struktur ekonomi Indonesia, sehingga sektor industri menjadi sangat panting agar bisa menjadi tulang punggung ekonomi. Oleh karena itu PT. United Tractors sebagai salah satu industri penghasil forklift type BX-C selalu berusaha memberi kepuasan pada konsumen baik dari segi kualitas maupun dari segi harga. Dengan jaminan kualitas yang bagus dan harga yang relatif lebih rendah PT. United Tractors yakin akan mampu bersaing di dalam dan luar negeri dalam perdagangan forklift.
Dari 11 variabel jarak pada proses pembuatan frame forklift bisa disusutkan menjadi 4 faktor, yaitu faktor pertama adalah Iebar fender, Iebar bracket front axle, Iebar frame dan Iebar bracket engine. Faktor kedua terdiri dari Iebar bracket tilt dan jarak float 1. Faktor ketiga terdiri jarak bracket radiator dan jarak bracket mufler. Faktor keempat terdiri dari Iebar V-member, jarak float 2 dan jarak lubang float. Sedangkan untuk 14 variabel pengelasan ternyata juga disusutkan menjadi 4 faktor. Dimana Faktor 1 merupakan bagian pada pes welding 1 yang terdiri dari pengelasan steering bracket. fender, bracket tilt 2, fender bagian atas dan fender bagian bawah. Faktor 2 adalah bagian pada pes welding 2 yang terdiri dari pengelasan bracket lilt 1, plate 1, bracket engine dan float. Bag ian yang dilas pada pes welding 3 berada pad a faktor 3 yaitu bagian rear support, plate 2 dan V-member. Sedangkan faktor 4, yaitu pengelasan plate 3 dan side plate yang dilas pada pos welding 4. Variabel dalam satu faktor tersebut saling terkait baik secara teknik manufaktur maupun secara statistik.
Berdasarkan hasil analisa faktor, maka dibuat peta kendall bersama (multivariate) tlap faktor karena variabel dalam satu faktor saling terkait sehingga didapatkan informasi yang benar. Ternyata untuk karakteristik jarak, kondisi proses tidak terkendali pada faktor pertama dan faktor keempat, semua ini disebabkan operator yang kurang terampil dan kualitas bahan baku kurang bagus. Sehingga dibuat peta kendali penyesuaian dengan membuang data yang keluar dari batas kendali. Sedangkan untuk karakteristik pengelasan, kondisi proses tidak terkendall pada faktor pertama. faktor kedua, faktor keempat disebabkan karena mesin las yang sudah aus dan kesalahan operator, sehingga dapat dlbuat peta kendall penyesuaian dengan membuang data yang keluar batas. Dan ternyata semua pela kendall penyesuaian menunjukkan kondisi terkendali.
Dari analisis kemampuan proses, maka dapat disimpulkan bahwa proses produksi secara umum kurang baik karena dari 25 variabel yang dlperiksa prosesnya hanya 7 proses saja yang kapabel.
Dengan mendapatkan ramalan permintaan frame forklift untuk 6 periode, maka dapat disusun penjadwalan pembelian bahan baku untuk pembuatan frame dengan metode MRP. Sehingga diperoleh informasi kapan harus melakukan pemesanan. Selain itu total incroment cost untuk pembelian semua bahan baku untuk satu frame forklift type BX-C adalah Rp 2476.77, yang sebelumnya sebesar Rp 3050,00.
iii
KA TA PENGANT AR

KATA PENGANTAR
Segala puji bagi Allah SI·IT, yong telah memberikan
rahmat, hidayah dan bimbingan- Nyo sehinggo penulis da
pat rnenyelesaikan tugas akhir ini tanpa suatu holangan.
Tugas akhir ini disusun sebagai syarat kelulusan
program 51 Jurusan Statistika Fakultos Maternatil>a dap
Ilrnu PengeLahuan Alam Ins titut Te knologi Sepul uh No-
pember.
l?enulis rnenyadari sepenuhnya, bahwo tugas okh.lr
ini masih jauh dari kesempurnaan mengingat keterbatasan
penulls . Walau demikian penulis tetap berharap semoga
Tugas Akhir jni berguna bagi segenap Djreksi dan karya
wan PT. UniLed Tractors Jakarta, mahasiswa Statistika
FMIPA ITS khususnya dan seluruh pembaca .
Dalam kesempatan ini tak lupo penulis mengucapkan
terima kasih kepada :
1 . Mama, Ayah serta abang dan adikku tersayang yang te
lah memberikan do'a, dorongan semangat, kosih sayang
dan segalanya .
2 . Bapak Drs . Slamet Mulyono, 1'1Sc . PhD . sebagai Ketua
Jurusan Statistika I"MIPA TTS dan selaku dosen pem
bimbing tugas akhir yang telah memberikan bimb.ingan
dan petunjuk dalam mengerjakan tuga.s akhir. ini .
iv

3 . Arman dan kawan-kawan di PT . UT Jakarta .
4. Seluruh dosen dan karyawan Ju~:usan Slalislika FMTPA
ITS .
5. Mas Iwan, Mbak Sapta (T-3), Mbak Fenny, Rini, Vella,
dan ternan-ternan Statistika FMIPA ITS yang telah
memberi perhatian dan membantu tersele· sainya tugas
akhir ini.
Akhir kaLa penulis berharap agar penulisan tugas
akhir ini dapat bermanfaat bagl semua yang membucanya
dan rnendapat Ridho dari Allah SWT.
v
Sur abaya , 10 Maret 1998
Penulis
DAFTARISI
DAFTAR ISI
HALAMAN JUDUL •• • • 0 0 0 0 0 0 ••••••• 0 ............... 0 0 •• 0 0 ••• 0 ••
LEMBAR PERSE'rUJUAN 0 .... . ............ 0 ••••• 0 • 0 0 0 ••• 0 •• •• • •
ABSTRAK 0 ••••••••••••• 0 ••• 0 •• 0 0 • 0 •••• 0 ••• 0 •••••••• 0 0 • • 0 0 •
KATA PENGAN1'AR
DAFTAR ISI
DAFTAR GAI•IBAR
DAFTAR 'l'liBJ::L
0 ... 0 •••••• 0 •••••• 0 ••••••• 0 ••••• 0 0 ••• 0 •• •
•• 0 • •• • ••••••• •• • •• • 0 ••••• 0 •••• 0 •••••••••• 0 0
••••••• 0 ••••••• 0 ••••• 0 • 0 0 •• 0 0 •• 0 ••••••• 0 ••
0 ••• • •• • 0 ••••••••••••••••• - •••• 0 0 ••• 0 ••• • 0 0
BAB I . PENDAHULUJ\N •••••••• • •• 0 ••••••• 0 ••• 0 • 0
1 . 1. La tar Belakang •••• 0 • 0 ••• 0 •••••• • •••• 0 0 ••
1. 2 . Permasalahan • 0 •••• 0 •••• 0 0 0 ••• 0 ••• 0 ••• 0
1.3 . Hipotesis • •••• 0 ••••••••••••••• 0 ••• 0
l. 4 . 'l'uj uan pene litian • • 0 ••• 0 ••••••• 0 •••••
l. 5 . Manf aat peneli tian •• • • • ••• 0 ••• 0 0 •••••••••
l. 6 . Batasan l?e neli t i an 0 •••••• 0 ••••••••••• • ••
BAB II . T !NJAUAN PUSTAKA •• 0 • ••••• • • • •••••••••••••••
2 . 1 . Ana lisis Multivariate .......... .. ....... 2 . 2 . Pengendal ian Pr oses Statis tik
2 . 3 . Analisa Time Series ...... . ............... 2.4 . Analis a Sistem l?ersediaan ............... .
BAB III . METOOOLOGI PENELITIAN
3.1. l?engumpulan Data
3.2 . Hetode Analisis Data
...................... ................ ... .. .....................
BAB IV . ANALISIS DATA DAN PE'.MBAHASAN
4 . 1 . Hubungan Antara Karakt eristik Kualitas
4 . 2 . l?engendalian Pro'ies Sld tistik untuk Produksi
Frame ...........................
l.
ii
iii
i v
vi
vii
viii
1
1
3
4
5
5
6
8
a 21
31
43
50
50
56
58
58
65
4. 3. Penjadwalan Persediaan Bahan Baku Frame •. ... 64
BAB V. Kesimpulan Dan Saran
5 . 1. Kas ]mpu lan
. .............. . . ... . ...................... . ...
5 . 2 . Saran
Dllt~l'I\R PUS'l'I\Kll
..................................
LAM I? IRAN
vi
93
93
96
DAFTAR GAMBAR
DAFTAA GAMBAR
1. Gambar 2.1. Elljps pengendaJi oua vari~be l indepP-ndr.nt 24
2 . Gambar 2 . 2 . Ellips pengendali dua variabel dependent 24
3 . Gambar 2 . 3 . Peta kendali Holteling T2 untuk p=2
karakteristik kualitas 26
4. Gambar 3 .1. Proses Pembuatan Frame Forkli!L Type BX-C 51
5 . Gambar 3. 2. Kebutuhnn Kompomm Forkl ift 52
6 . Gambar 3.3 . Peta Proses Pengelasan 53
7. Gambar 3. 4. variabel Jarak Yang Diukur 55
B. Gambar 3 . o . Variabel Pengelasan Ya ng Diukur 55
vii
DAFTAR TABEL
\

DAFTAR TABEL
1. Tabel 2.1 Fungsi autokorelasi dan fungsi
2 . Tabel 2 . 2. Contoh Peodekatao Tanggal/Jumlah
3. Tabel 2 . 3 . Contoh l?endekalao Paket ~iaktu
4. Tabel 2.4. Contoh Status Pcrsediaan
5. Tabel 2 . 5 . Contoh Kebutuhan Kotor setiap Periode
6 . Tabel 2. 6. Contoh Pembuatan O([e LLing
7. Tabel 4.1. Nilai Akar Ciri dan Keragaman
8 . 'l'abel 4, 2. Nllui Akar Cj r l dan Keragaman
9 . Tabet 4. 3. Spesifikasi Kernarnpuan Proses
lO.Tabcl 4 . 4. Keragaman Proses
ll .Tabel 4.5. Nilai KapabiliLas Proses
12 .Tabel 4.6. Estimasi Model ARJMA (O,J,J)
l3 . 'l'abel 4.7 . Estirnasi 1\RIMA (2 ,1,0 )
l4. Tabel 1. 9 . Nilai perarnalan perrnintaan forklift
15.Tabel 4.9. Penjadwalan Clamp
16 . 'l'abel 4.10 . Penjadwalan Seat
17 . Tabel 4 . 11. l?enjadwalan Clip
19 . Tabel 4.12. Penjadwalan Plate
19 . Tabel 4.13. Penjadwalan Boss
viii
47
47
48
49
49
59
62
81
82
93
95
86
99
99
90
90
91
91
BABI
PENDAHULUAN
1.1. Latar Salakanq
BAB I
PENDAHULUAN
Salah satu tujuan jangka panjang pembangunan
ekonomi di Indonesia adalah merubah secara fundamental
struktur ekonomi Indonesia , sehingga produksi nasional
di luar pertanian akan merupa kan bagi an yang berperan
besar dan sektor industri menjadi sangat penting, agar
bisa menjadi tulang punggung ekonomi .
Pada era pasar bebas yang rnerupakan era baru
perekonomian dunia dalam wujudnya yang nyala sebagai
liberalism!' perdagangan internasional . J:;ra pasar bebas
ini berpengaruh terhadap dunia bisnis, j ika ditinjau
dari sudut ekonomi mikro akan dapat meningkatkan
persaingan duni a usaha, dari tingkat domestik ke
t i ngkat global dan juga membuka peluang sekaligus
ancaman bagi dunia usaha.
Oleh karena j tu dalam menghadapi era pasar bebas
maka sektor industri perlu memperhatikan faktor-faktor
yang menyebabkan perubahan baik dari luar yang meliputi
persaingan yang ketat, keunggulan-keunggulan teknologi
1
baru, standar mutu dan pelayanan meningkat, tuntutan
pelanggan meningkat sedangkan margin menw:w1. Muupun
fakLor dari dillam yaitu pentingnya peningkatan P.f i ~,d
ensi, efektivitas, produktivitas, adanya penemuan meta
de baru, pemanfaatan kesempatan usaha . Sehingga arus
informasi yang bermutu, bermakna dan berguna mem i 1 i k i
per a nan pentj nq agar Stldlu perusahaan dapa t mencilpd i
keunggulan dalam persainqan.
Dalam lingkungan bisnis yang kompetitif Lelah me
ngubah hukum pasar pcmbel.i menjadi hukwn pasar penjuol,
schinqqa hanya ada dua perusahaan yang bakal ber1.ailan
hidup : (l)pcrusahaan yang secara total melakukan kendali
muLu (total quality company) dan (2)perusahaan bert·ir· i
dan beturientasi sccaLd total pada kualitas .
Sehinqqa dapat d1s1mpulkan bahwa Lak ada salu pe
rusahaan pun yang mengantongi jaminan sukses seumur h i
dup, karena kualitas atau mulu berkuasa mencabut nyo:~wr~
perusahaan dan juga mampu menjupkan napas kehidup;;u p+>
rusahaan . lo!engingat bahwa sebagian besar kcbangkrutan
suatu perusahaan disebabkan karena kcsalahan yang oapat
dicegah dengan manaj emen mut.u at. au melakukan ht~l-hH 1
secara benar dan pada saat yang tepat .
PT. United Tractors memproduksi kendara;;n peng4n<.J
kut unLuk baranq berkapasjtas besar, saJah satu jeniH
2

kendaraan yartg diprodukslnya adalah f o rklift . Pada masa
sekarang ini forklift yang ban yak dipesan adalah TypP
BX-C yang merupakan model terbaru dan ,.;ebagaJ P<~llgt>rr•
banqan teknoloqi dari type ZB3-USA, yang Lersusun ddri
beberapa komponcn, yaitu :
1. Me sin (Engine) 6 . Steering
2 . Muffler dan F.xhaust 7 - Frame
3 . Radiator 8 . Fasilitas operator
4 . Tangki 9 . ga r pu
5 . Power 'l'ril i n dan F'ront 10 . Si s tem J j strj k dl J .
illxlc
Dalam rnemenuhi perrnintaan l<onsurnen maka P1' . united
tractors berusnha membed kan j a.minan kuaJ .i tas fork1 i ft
lersebut , sehingga komponen yang perl u dl perhdU kon
adalah frame forklift, yaitu body dari fo~ k lifL. Karcna
pentingnya frame forklift sebagai daya tari k pcrldmil
bagi konsumen untuk membel i nya maka kual i tasnya harus
ter jamin dan memenuhi spe:-;i fikasi yang tPl ah rll tPI apJ....,n
oleh KES (Koma:su F.ngineering Standard) .
1.2. Permasal ahan
Sclama ini , kont r ol kuali t as yang dilakukan da lam
produk:si fotkl.i CL c u kup baik , namun informosl yong di-
3
peroleh dari kontrol kualitas tersebut wasih dirasa ku
rang dimanfoatkan sehi ngg<l kadang menimbul kan ma::;a 1 1h :
1. Pad a proses assembling, terdapat pen i ngka tan •llc.Ju
pcngurangan ukuran spesifikasi komponen forkJjfL.
2 . Waktu untuk memeriksa satu unit frame terlalu lama
(± 2 jam), sehi ngga diupayakan untuk pengurang:tn
•.-~aktu pcmed ksaan .
3 . Selain itu b]aya produksi yang semakin tinggi.
1.3. Hipotesis
Sejalan dengan semakin kritisnya konsumen rlan s~
makin banyaknya pesaj ng baik darj dalam moupun 1 u,.; r , .... _
geri, maka didugd :
1 . Adanya hubungan d1antara spesifikasi kual i tas yang
telah ditcrapkan PT. Unlted Tractors .
2 . Proses produksi sudah sesuai dengan standart ydn<J
d1tetapkan PT . United Tractors .
3 . Biaya produksi bisa ditekan jika terdapal penjad
walan persediaan bahan baku frame forklift.
4

1.4. Tujuan pene1itian
Penelitian ini dilakukan untuk mencari dan mem;<>
Lahui informasi tentang Corkl i ft type RX-C berdasarkan
komponen-komponennya, yaitu :
1 . Mengetahui hubungan antara kara kteristik kuali~as .
2 . Melihat stabil i tas dan sumber- sumber varias · kompo
nen frame forklift dari karakteri sti k leu a 1 i tdsny<l
secara bersama .
3 . Memperki rakan kemampuan proses produksi f r ame fork
lift lni dan menentukan hasi J pengukuran 1 ebj h bPbdl"
atau lcbil1 keci l dari spesif i kasi yang dltctapkan.
4. Menentukan bcsarnya/banyaknya persediaan bah an baku
frame for kl j ft type BX-C yang ekonomis agar dap<J t
menghemaL bloya .
1.5. Manfaat penelitian
Manfaal penelitian ini adalah :
::.. PT . United Tractors dapat menegelompokkan kara kte
ristik kualitas yang ada menjadi beberapa faktor yang
dapal d'pakai sebagai pedoman dalam anaJisis pengen
dalian kualitas, sehingga dapal mengurdngi waktu
pemeriksaan.
5
2 . Denqan terbentuknya peta kont rol , akan dapat diketa-
hul penyimpangan proses <ian dapat mengellminas i pt>-
nyimpanqan tersebut dengan mencari sebah- ,;ehahny;;.
3 . Selain i tu yang terpenting adalah adanya j nform<>~ i
ten tang kcccnderungan hasil pengul<.uran ( kapabi 1 it as
proses dalam 1 semester[6 bulan]), sehingga dapat
mengantisipa::d pengurangan a tau ke 1 ebi han ha,; i 1
pengukuran dari spesifikasi yang akan menjadi mas~luh
pada proses assembling .
4 . Dapat mcncntukan besarnya persediaan yany opLlmaJ.
1 . 6 . Batasan Penelitian
Karena keterbatasan waktu, fasi 1 i tas cJ,.,n kemi\rropu!Hl
yang dimil1kl peneliti, maka penelitian inl <.llbc.L"1'i
pada hal-hal sebagai berikut :
l.Penelitian hanya difokuskan pada P'="oduksi salah satu
jenis fork!i fl type 3X- C dengan mengambil saldh satu
komponeP Yclltu frame {3EB- 42-A511121) .
2 . ProduJ( yang diamati diproduksi pada bulan Jcmuar i
1997 sampa1 dengan Juni 1997 .
J.DaLa Pen)adwalan produksi yang diambi 1 mulai ,Januari
1993 sampai dengnn Juli 1997
l - u(R

4 . Data yanq digunakan adalah data 5ekunder yang dlambil
oleh Quality Assurance Section PT. United Tractors.
5 . Penelitian dcnqan menggunakan metode Quality Control
Multivariate dan pembahasannya dilakukan pada peta
kendali multivariate, analisa kemampuan proses, serta
penjadwalan produksi frame forklift .
7

BABII
TINJAUAN PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1. Analisis Multivariate
Di dalarn penelitian ini terdapat sekuropulan obyek
yang rnernpunyai karakteri stik yang berbeda-beda pada
setiap individunya, data yang dihasilkan disebut data
multi variat. Data multi variate tidak bisa diana lis is
secara Lerpisah-pisah sebab data mullivariat tersebut
menj e.laskan persoalan secara terpadu sehingga per I u
suaLu rnet.ode analisis yang mampu menjelaskan hubungnn
antara obyek penelitian . Jika data rnultivarlat
mempunyai dimensi yang cukup besar maka permasalahan
akan semakin rumit , maka diperiukan penyederhanaan
struktur sert a dlmensi yang mendasari data multivariat
tersebut dengan tujuan untuk mempermudah dalam rner.g
intepretasikan data tersebut tanpa harus kehilangan
banyak informasi .
Suatu metodc statistik yang dapat digunakan untuk
mencari peubah baru yang jumlahnya lebih sedikit teLapi
marnpu membed kan penjelasan tentang variasi dari peubah
8
yang jumlahnya lebih ban yak adalah Anal isis
Multivar iat .
Dida lam analisis multivariat terdapaL beberapa
metode yang dapat diguna kan, yai t u analisis komponen
utama (principle component analysis) , analisls raklor
(factor analysis), analisis kelo~pok (cluster analysis)
dan analisis diskriminan (discriminant analysis).
D~sini hanya akan di]elaskan analisis kornponen
utama dan analisis faktor beserta kegunaan dan tujuan
dari anal i s is tersebu l secara sing kat .
2.1.1. Analisis Komponen Utama
Sal at satu ana 1 isis multi varia t yang d i gunakan
untu k menyederhanakan ukuran dari peubah- peubah yang
korelasi liniernya selaras adalah analisis komponen
utama, s e hingga jika tcrdapat p peubah maka dapat di
scderhanakan me njadi q pcubah d i mana ( q~p) yanq dapat
mewakill ke ragaman ( variabil i tas ) peubah- peubnh ya ng
ada.
Sehingga dengan analisis komponen utama didapatkan
susutnya ukuran (dimensi) peubah atau menyederhanakar.
struktur hubungan peubah sehingga dengan d1mensj yang
lebih kecil akan lebih mudah untuk melakukan
9
intepretasi tanpa kehilangan banyak infor~asi dari
data .
Secara aljabar, komponen utama merupakan komhlno~;j
lin i er dari p peubah acak X1 1 X2 1 ••••••••• 1 Xv sebaga i
sumbu koordinat. . Transformasi untu.k mendapatkan peuhiih
baru yang disebut komponen utama (Y11 Y;.1 ••••• • •• 1 Y"l}
merupakan sistem koordinat baru yang memaksimumkan
keragaman total .
Jika dilakukan pengamat.an terhadap N individu dan
setiap i ndi vidu dicirikan dalam p peubah, rnclka orga-
nisas l data pengamaLan <.lapa L d l Lulls ~:>ebaga'l b•~ntuk
matriks berukuran N x p
.r!l .ru .rl,
X;:t .l'n .r,,
X = ...... .. . .•• . • (? . 1)
x Nl XN2 .r "'
A tau d apat dinyatakan sebagai vektor X= (X11 X, , •.•.• Xp)
dimana X diasumstkan bcrdistribusi tcrtcntu (biasanya
Normal Multivariat} dengan vektor rataan f.! dan matr:i ks
rag&~ peragam r .
Dar1 peubah asal dibentuk peubah baru sebagai
berikut :
10
Yt y
Yo =
a t au
« t 'X a._' X
<lp ' X
y (pxl)
=
-
=
=
O.uXt + O.:.n X1 'T
Ctt.X .. + a~:X~ +
a •• x, + a.,pXr
<X ' X (pxp) (pxl)
.. ( 2 . 2)
.. ..... +o.rrX~
•..••.••.• (2 . 3)
dimana ex adalah malrik transformasi yang mengubah
peubah asal X menjadi Y yang disebut komponen utama.
Syarat membentuk komponen utarna yang rnerupakan
kombinasi linier· dari peubah a sal agar mempuny<t i
kcragarnan yang besar adalah memiliki a' k (a,a, , . .. ,a~)
sedemikian h1ngga var(YJ= <X' L<X ma ks1rnum dengan kenda:a
a' a = 1 . ?ersoalan ini diselesaikan dengan menggund~an
metode pengganda Langrange dengan fungsi Langrange
sebaqai berikuL :
~ ( a.,l.. ) = cx'!cx - l.. (a'cx - 1 ) .......•..• ( 2 . 4)
Fungsi i ni akan mn ksimum jika memenuhi syaraL :
1 . Tur~.:nan parsial pertama ¢ (a., A) terhadap ex dan 1..
sama denqan nol , maka
&/{ a.P) - 2La - 2Ao a:x ........... ( 2 . 5)
11
="(2: - Alia • o ........... ( 2. 6)
ql(a,J.) -'-.!....-'.....:.. :a •a - 1 = 0
8).. • . •••••..•. (2.7)
a'a : 1
2. L definit positif .
Jika persamaan (2.5) digandakan dengan vektor a,
maka
2a'Ia - 2).a'a = 0
'A. = a'La. .....•••...•• (2 . 8)
Var {Y) = Var(a' X)
.•••••.•••. (2.9)
Selanjutnya a ditentukan dari persamaan
(L - Ail a ... 0 ..........•• (2 . 10)
Komponen utama ke-j adalah komb1nasi lin1er
berbobot dari peubah asal yang menerangkan keragaman
data tersebut dan dalam analisis selanjutnya disajikan
dalam bentuk persamaan sebagai berikut:
= a l 'X
.. (2.11)
j : 1, 2, .......... , p
dan Var (Y; ... (2 . 12)
= AJ
12
dimana A1 dan a adalah akar- akar karaktP.ristik sPrta
vektor- vektor karakteristik dar) matrik rc.HJi.lm-perac;,;m
I:. Dari persamaan (2 . 12) dan diketahui a , • ll,, .. 0 mal<a :
Cov { Y 1 Y, ) = 0 .... {? . 13)
Inl menunj ukan be~hwa komponen utdtlld L i di!k sr~l i tHJ
berkorelasi dan mcmlllki keragaman sama dPngan akar:
kara.cterisl:ik dari I:, sehingga jurnlah r<><J''"' 1'~-'llboh dS-'1
akan sarr~ dengan jumlah komponen utarna, yaitu:
p
a 11 + aL.- + ...... + crpp = L var {X;) i•l
p
= L Var (Yd i-1
,,,,,,(2,14)
Dengan demikian prosent<~se ke~agaman yang b;s<>
diterangkan oleh kornponen utama ke-j oleh rnasinq-masing
pcubah adalah;
A - -' - x 100%
J} .... ,,.,,,, .• (2 .1 5)
L)-~ ;=I
Ur.tuk meli hat keeratiln hubungan ( korelas i) ilnta ra
komponen utama ke-j (Y1 ) dengan peubc.h a:>d I kc- i (Xtl
digunakan r umus flY; Xi .. .•......... (2 . 16)
13
2.1.2. Analisis Faktor
Analisis faktor menggambarkan
beberapa peubah dalam jumlah kecil
hubungan dari
faktor . Peubah-
peubah i ni dapat di kelompokkan menja.di beber~pa fakto r
dimana peubah-peubclh didalam suatu faktor mempunyai
kore l asi yang tinggi sedangkan dengan peubah- peubah
pada faktor lain korelasinya relati f rcndah .
Ana.:sis taktor oapat dipandang sebagdJ. per' uasan
dari ana lis is komponen utama . Pada dasarnya analisis
faktor bertujuan untuk mendapatkan scjumlah kecil
faktor dar i scjumlah pcubah dimana jumlah fakto r- a kan
lebih kecil dari jumlah peubah tersebut. Ana lisi s
faktor memiliki slfdt sebagal berikut:
! .Mampu menerangkan semaksimal mungkin keragaman data
2 .Anta r faktor saling bebas
3 ,Tjap faktor dapat diinterpretasikan
Vektor peubah acak X yang diamati dengan p
komponen mempunyai vektor r ataan p. dan matri k ragam
peragam I, secara lini er bergantung atas sejumlah
peubah acak yang t'dak teramatl F: , F7 , ... , Fq (common
faktor) dan ~:_ , & , ••• ,c~ (specific faktor), d'mana q<p .
Model faktor ter:sebut dapat dlgcmbarkan seudgal
berikut;
14

a tau X - J.1 (pxl )
= L F + E . ............ (2 . 17) (pxql (qxll ( p xl)
dimana
J.l; =: rata-rata dari peubah ke- i
E1 = specific faktor. ke-i
Fi = com.'tlon faktor ke-j
e') = l oading dari peubah ke-i faktor
i = 1 , 2 , ........ , p
j =- 1 . 2 , ... . .... , q
Dari model (2.17) diasurnsikan ;
E (F) ~ 0
Cov ( F) = E ( F"F ' ) - 1
E (e) = 0
Cov(&) ~ E(&& ' ) ~ o/
= D( o/ ) • speci f i c va r ians
-0
0
o/2
0
F dan e saling bebas sehingga ;
Cov(E, F) = E(&F ' ) = 0
15
0 0
ke-j
Dari asumsi di8tas ma ka untuk model (2 .17) diperolah ;
Var (X) = L = E (X - J.l ) (X-J.i ) '
= E (LF + &) (LF +&) ' ....... (2 . 18)
= LE(FF' )L ' +E(EF')L ' +:.E(F& ' )+ E(c&')
= LL ' + '¥
Cov (X , F) = E(X J.i )F ' = :.E(FF' ) + E(eF')
= L
ini berarti pula bahwa ;
var tx, l = e~, + e;2 + ......... .... +e~ + Cf/,
a tau ;
Var tXt! = crt, = h12 + Cf/1
di mana
... . ... (2 . 19)
.... (2 . 20)
..... (2 . 21)
..... (2 . 22)
Dari persamaan (2 . 21) tampak bahwa ragam dari
pcubah respons x, di terangkan oleh dua komponen ya i tu
komponen h:' dan komponen Cfl~ · Komponen h,· disebut
sebagai komunalitas (communality) yang mcnunjukkan
proporsi ragam dari peubah respons X1 yang diterangkan
oleh m bersama ( secara bersama), sedangkan komponen Cf/l
merupakan rag am dari respons X" yang dj sebabkan ol eh
fakto.c spesifik atau gdlaL (error) dan dlsebut.. sebagai
ragam spesifik (specific variance) .
16

Tampok dari persamaan (2 . 22) bahwa komunalitas h. 2
mcrupakan jumlah kuadrat bobot (loadings) dari peubah
respons X, pada rn faktor bersarna.
Peragam untuk peubah respons X, dan xk, i.<k ( i,
k• 1.2, ... p) ditentukan sebagai berikut
... (2.23)
Unluk mel ihat besarnya peragam (covari em) antara
peubah respons Xt dengan faktor ke-j (F1l , dapat di
tcntukan dcngan menggunakan rumus scpcrti tertu lis
dibawah ini;
i = 1 , 2, .. p ....... (2 . 24)
j= 1 , 2 , .. m
Pada dasarnya terdapat dua metode pendug<Jan
parameter dalarn mode: analisis ~aktor yaitu rnetode
komponen utama (principle component method) dan metode
kemungkinan maksimum (maximum likelihood method), dalam
penelitian inl analisis faktor diduga berdasarl..an
metode komponen utarna .
Sesuai dengan lconsep analjsis komponen uLamu, rnaku
model anallsls faktor dapat diturunkan darl m~;~triks
peragam !: yang diduga ber·dasarkan matriks peragum s
17
apabila semua peubah X1 yang diama~:i mempunyc1i saludn
pengukuran yang sama, atau dapa ~ diturunkan dari
matriks korelasi p yang diduga berdasarkan matriks
korclasi sampcl R apabila peubah - veciabcl l<t lidak di
u kur dalam s n tuan yAng ~nma.
Berdasarkan penye1esa1an komponen utan•a, dapat di-
tentukan banyaknya fa ktor yang per lu diliba t kan da 1 am
ana:.isis lanJUtdn, misal hanya dipilih m buah faktor
dari p buah faktor yang mungkin dihasilkan (m<p) . ?e-
nentuan ban yaknya faktor dalam ana lisl.s lanjutan
tergantung pada 11truktur data, serupa dengan ponentuan
banyaknya komponen utama ya ng perlu di.llbe~tk<:~n dd l am
analisis lanjutan berdasarkan model analisis komponen
utama .
Apabi la analisis faktor didasarkan padc1 mal• i ks
peragam S, rnaka besarnya keragaman yang dapa~ dit~r.~ng-
kan o leh fak tor ke-j (j w 1 , 2 , ... , m) ditentukan betda-
sarkan persamaan (2 . 23) , sedangkan apabila didasa rkun
pada matriks korelasi R, rnaka ditentukan menggunakan
persarnaan (2 . 24).
Peranan F .. r;, + t;, + .. + t~
= X 1 00"/o S11 +S:1 + ... is,
=
p
l:'! -' -
1 - xiOO% tr(S)
di mana t r( S) • teras dart rnatriks peragam S
J.S

, ~)!
Peranan F~ : _'.':!__. x 100"/o tr(R)
: _.:_1_
p X 100% •.•......• (2 . 25)
di mana tr(R) ~ teras dari matriks korelasi R
P : banyaknya peubah X: yang diamati
tr(R) ~ p
Besarnya keragaman dari peubah X1r var (X1) yang
diterangkan oleh faktor. ke-j (j:l,2 , ... , m) ditentukan
berdasarkan persama.an (2.26)
Var(X,) yang diterangkan
e F· : _ Y_
X 100% p
••........ (2 . 26)
~)! ,..,..
Dalam situasi tertentu apabila m buah faktor ber-
sama yang melibatkan dalam analisis cukup banyak, kata-
kanlah m>2, maka kadang-kadang terdapat kesuliLan dalam
roeng.interpre tasikan faktor-faktor tersebu t , karena ada-
nya tumpang tindih peubah-peubah Xt yang diterangkan
oleh m buah faktor bersama itu . Untuk mengatasi hal
ini, maka dilakukan rotas1 yang d1kenal sebaga i rotasi
faktor (factor Rotation) . Rotasi faktor tidak lain
ad<Jlah merupakan transformasi ortogonal dari faktor-
19
~a~tor. Jika ~ adalah matriks dugaan untuk bobot faktor
(factor loadings), maka rotasi faktor akan menghasilvan
matriks bobot "rotasi " faktor L*, sebagai berikut :
L* = LT .......... (2 . 27)
d i mana TT' = T ' T I
Matriks T dalam persamaan C2 . 27) disebut sebagal
matriks t r ansformasi 1 dimana matriks T yang mclakukan
transforrnasi ortogonal dari faktor - faktor . Matriks T
bersi tat ortogonal sehingga dapat disebut juga sebaga i
matrlks transformasi ortogonal.
Salah satu bentuk transformasi yang dapat
d i pergunakan adalah bcrdasarkan kriteria rotasi varimax
yanq diperkenalkan oleh Kaiser (1 958) . Kriteria varimax
sering disebut juga sebagai kriteria varimax normal.
Prosedur varimax adalah memilih natriks transformasi
ortogonal T yang memaksimumkan Varians (V) 1 dimana V
didefinisikan sebagai [1):
0 0 0 0 0 0 (2 . 28) p
Untuk tujuan analis1s lanJutan, misa4nya analisis
kelcmpokl maka d h i tung skor faktor (SFJ . J1ka anal isis
faktor diturunkan dari matriks peragam S1 maka skor
faktor dihi tung bcrdasarkan formula (2 . 29) 1 scdanqkan --r' 20 I \
\.'-'"'"/ I
apabila diturunkan dari matri ks korelasi R, maka sko:::
faktor dihitung menggunakan formula (2 . 30)
.• ....... .• (? . 29)
j = 1, 2 , ... , n
dimana
F = matri ks skor fa ktor (diturunkan dari S)
L = matriks bobot fakcor (di ~urunkan dari S)
s·· = invers dari matriks peragam s
Xl = Vektor pen9amatan individu ke-j
-X = vekLor nilcd rata-rata dari peubdh X
n = ukuran sampel
F = L ' •. R-1ZJ ,· J·-1 2 n - ' ' ... ' ...... (2.30)
dimana
F = matriks skor faktor (diturunkan dari R)
L_ = matriks bobot faktor (diturunkan dari R)
R-1 - invers dari matriks korelasi R
ZJ = vektor s kor baku pengamatan i nd ividu ke -j
n = ukuran sampel
2.2. Pengendalian P~oses Statistik
2.2.1. Peta Kendali Multivariat
Ban yak keadaan yang memerlukan pengendalian
bersama-sarna dua atau lebjh karakteristik kualitas yang
21
berhubungan. Pengenda 1 ian kualitas deng.1n beberapa
variabel yang berhubungan <.linama kan pengPnda linn
kualitas multivctrlot. Mengenda l ikan dua atau lPbih
kilrakteri s tik kualit.cis secara independen dapat. sdnqat
menyesatkan . Dcngan mcngguna kan pengendalian secitra
independen, proses dapat diHnggap terkendali jik~ mPan
sampel x, , x;, ... , x, jatuh di oalam batas p<inqendall.
Pada umumnya, j ka adl! p karakteristik kuctlilas yang
statistik indep~nden bagi suiltu produk dan jika h11gi
masing-masing karaktcristik kualitas yang staLl$Llk
i ndependen bagi suatu produk d a n jika bagi masing -
masing karakLer cstik dlbuat gra f ik x dan P[kesalahan
t.:.pe I] = a, maka probablliLas kesalahiln tipe I yang
benar bagi prosedur pengendalian bersama adalah :
a 1 = 1 - ( 1 - a ) '"' . .... ( 2 . 3: )
dan probabiJ j tas bahwa semua p mean akan bersama-sama
jatuh di da l am batas pengenda l i masing - masing apabila
pcoses Le~kenddli adalah
P[semua p mean jatuh terkcndali] = (1-a)P ... (? . 32)
Jika p karakterist.i.k kualitas tidak independen, lnai<.l
persamaan (2 . 31) dan (2 . 32) tidak berlaku.
Misalkan adct dua ka.rakteristik kualitas x: d.:1n x.'
berdistr:ibusi ber:Hlll"l'l. menurut norw'll biv<lcial. MLs"l~d!1
22
- -Xr dan Xz nilai mean nominal karakter i stik kualltas
tersebut , dan misalkan variansi x 1 dan x masjng - rnasing
d::.taks ir dengan variansi sarnpel S12 dan s;. Kovariansi
antara >< 1 dan x_ adalah ukuran dependl:l rl!.li ilnLat'd dua
kara kte ri stik k••al i taR tersebut dan ditulis sebagAi
S ' · Jika x, dan xz mean sampel kedua kacakteristik
kuali::as yang dihltung dari himpunan b<1gJan berul<urr~n
n , rnaka statisti~
T1 n [s'f- -\2 s,,(- =\2 s., f-,2 z , 2 \:rl - XJ} i 1 \X> - Xz} -2 12 \XJ s, s, - S12
mengiku ti distribusi Hotteling dengetn derajat bPbi1s 2
dan (n- 1) . J i ka T• '[' > ,,~:,,,. I I maka pallng ~edikit satu
da ri karakteristik kualitas itu ta k terkendali, dengan
adalah titik pcrsentase a al;as di.srribusi
HotteLing T0 dengan derajal bebas 2 dan (n-1) .
Prosedur pPngendalian dapat dilakukan dengan
grafik. Pandang kcudaan dengan rr dan Xz independen ,
ya1tu S1· = 0 , sehingga persamaan (2 .33) mendefinisikan
-ellips berpusat ( Xr , X:) dengan sumbu utama !!<.!jdje~r
dengiln sumbu- sumb~:< x1 ,x~ , seperti ditunjuld:nn o<)]am
gamoar 2.1. Deng<~n mengambil T2 dalam pers<!m<1c1n (2 . 33)
Sarna dengan [:.l.• 1 berc1rti bahwa sepasa n9 ITJElilll SSlllpe }
23

- -yang diama:i ( x, , x1l jatuh didalam ell ips menunj ukka:~
keadaan t:erken<.la l.!. sLat is L i k, sedangkan sepasang rr.ean
sampel yany dlamati jatuh dHuar ell ips menunjukkon
proses tidak terkendali.
Gambar 2 . 1 . Ellips pengendali dua variabel independen(1J
Oleh karena itu, j ika dua karakteristik kualitas
dependen, s -rO, dan ell ips pengendal i nya
ditl.injukkan pacta gambar. Terlihat bahwa apabila dua
variabe!. dependcn, sumbu utama ellips tl.dak laqi
sejajar dengan sumbu-sumbu x,, X1.
Garnbar 2 . 2 . Ellips pcngcndali dua variabel dcpcndenl[3 )
24
Aaa dua kekurangan yang ber:kaitan dcngan cllips
pengendali . Yang pertama, urutan waktu titik-titik yang
digarnbarkan hilang. Ak i batnya , uj i gil iran dan prosedu r
yang berkai tan 1 a i nnya tidak dapat diterapkan dcngan
mudah. Kekuranqan yang kedua adalah sulit membuat
ell ips dengan lebih dari dua karakteristi k kuali tas.
Unluk menghindari kesulitan ini, b_asanycs denga!t
menqgambarkan nilai-nilai r- yang dihitung dari
persamaan bagi tiap sampel pada grafik pengendali
dengan batas pengendalian atas r:.2"' 1 seperti yang
dltunJukkan g c11!lb<:u: • Graflk pengendali ini
dirtti!llakan graflk pengendali Hotteling r . Ter.lih«t
bahwa U!"L.tan waktu data itu r:erpelihara dengan graflk
pengendali ini, sehingga giliran atau pola tak random
lainnya dapat di~elidiki.
Laqipula, g!o:1flk ini mcmpunyai keunggulon Lo:illilJcJh<~n
bahwa keadaan proses dikarakLerisasi dl"ngan satu
bilangan (nilai slaListik T2 ). Hal ini berguna apabila
dua atau lebih karakLeristik kualitas yang di~rnali.
Dari pengendalian dua karakterist.i k kual i Las ber
sama ini dapat nipPrluas sampai p karakteristik kuali
tns dependen yang dikendalikan bersama-sami'l rll'nCJi'ln
25
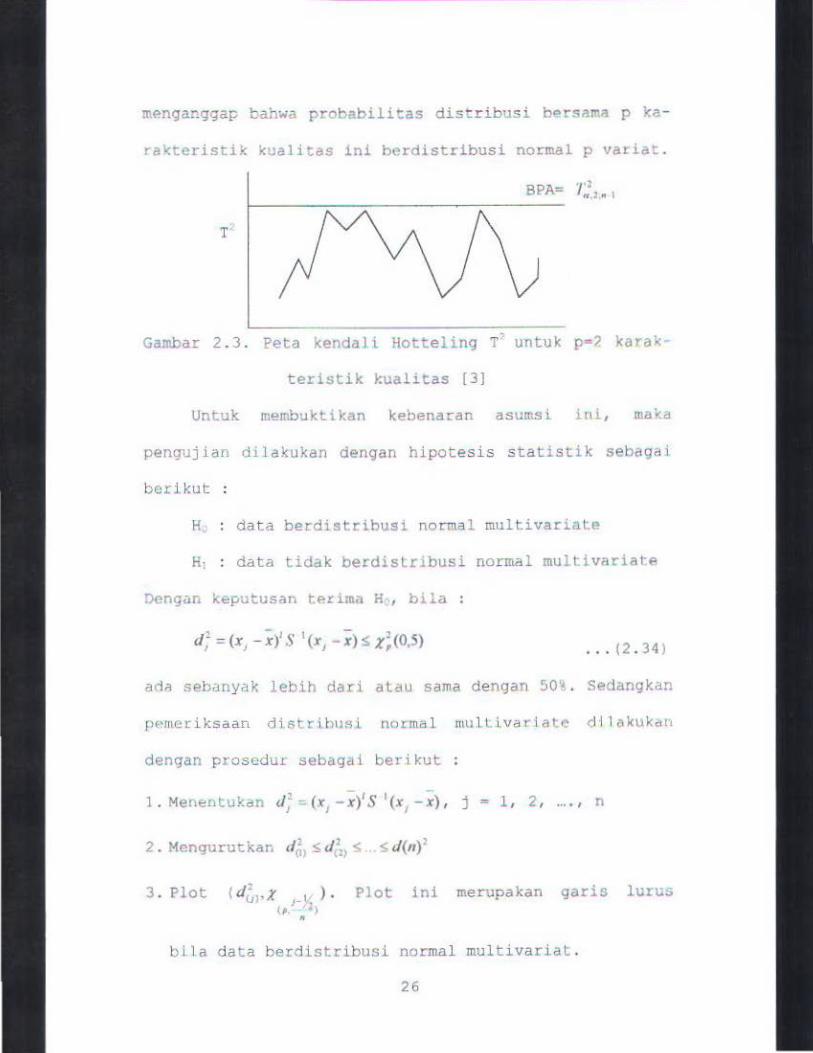
menga~ggap bahwa prohabili~as distribusi bPrsama p ka-
ra<teristi.< kualitas ini bcrdist.ribus i normal p varia!: .
Gambar 2 . 3 . Peta kendal i Hotteling T" untuk p• ;l kara)(-
teristik ~ualitas [3)
Untuk membuktikan kebenaran asumsi ini , maka
pengujian dilakukan dengan hipotesis statistik sebilgd i
ber ikut
H~ data berdistribusl no cma l mul t ivariate
Ht data tida k berdislr·busi normal multivariatP
Dengan keputusan terima H , bila
... (2 . 34)
ad~ sebanyak lebih dari atau s ama dengan 50~ . Sedangkan
pE'IrLcri ks aan distr ihufll normal mu l l. i vcul al!"! rJil ,•kuk .. n
d engan p rosedur sebagai berikut
2 M k d • d ! . engurut. an <h -!> , <;
3 . Plot ( d<',., X , ) . Plot ini merup akan gar is lun;:. } J- 2
(p. ) n
b il a da t a berdistribusl normal mu l tiva riat .
26
Prosedur pengendalian p karakteristlk kual1tas
ini memerlukan perhitungan mean sampel yang bl.!cukuran
n tiap p karakterist i k kualitas yang d .:.saj ikan dn 1 nn1
vektor pxl .
X - ----- (2 . 3!>)
x.
Statistlk peng uj i yang digambarkan pada peLd
pcngendali baqi maslnq-masing sampel adalah
- - -Dengan x=[xi,Xl, ... ,xp] ada l ah vektor nilai nominal bagi
tiap karakteristik kuali tas dan S adalah matrik
kovariansi p karaktcristik kualj tas x1, x2, ___ , xv . Gra f i k
pengendali mempunya i batas pengendali atas Ta~,--1 • Nila i
T• dipe~olch dari distribusi r melalui hubungan
Tl - p(n :_!2 F a.,.,..., "·'·- ' n-p
•••..... (2 . 37)
2.2.2. Analisis Kemampuan Proses
Teknik sLatisllka dapat bergu.na sepanjang putaran
produk, t~rmasuk aktivitas pengembangan sebelum produk-
si , untuk kuantifikasi varlabilitas proses, anal is is
27

variabilitas relatit terhadap persyaratan alau spesi
fikasi prod.1k dan untuk membantu pengembangan produksi
dalam rnenghil angkan alau mengurangi variabililltas
proses . Aktivitas umum ini dinamakan analisis kemrunpuan
proses . Sudah menj adi kebiasaan mengambil penycbaran
6o- dalam dislrlbusi karakteristik kualltas sebagai
ukuran kemampuan pro>Sf'S. Proses yang k<~ro3kteristik
kualitasnya berdistribusi normal den<;)an mean p dan
deviasi standar o- mempunyal balas alami toleransl atas
dan bawah proses tersebul masing- masing jatuh pada
p t3u dan tt-3o-.
Analisis kemampuan proses adalah suatu st.udi
k~leY~ikan untuk menaksir kemampuan proses . Studi
kemampuan proses adalah benar jika dapat diamati secara
I c:mgsung dan dapal dikendal ikan serta dapat memantau
akll vitas p~nqumpulan data, scbab dengan pengenda U an
pengumpulan data dan rnenqetahui urutan data tersebut
maka dapat dilakukan inier ensi mengenai stabilitas
proses terhadap waktu sehingga dipero 1 eh tak:siran
kemampuan proses lerhadap outputnya . [3]
Suar.u proses dikatakan tidak kapabel jika proses
tidak tericendali, proses terpus<tt lerlal.u dekat dcngan
batas spesifikasi dan variasi proses lerlalu besar.
7.8

Jika suatu proses dalarn keadaan terkendali secarR
statistik belum tcncu proses kapabel . Suatu proses
dikatakan kapabel bila memenuhi batas-batas spesifikasi
serta t~ngkat presisi dan akurasinya tingg:, atau bisa
dikatakan variasinya sekecil mungkin dan target yanc;
di inginkan Lercapai. Pre:;isi adalah ukuran kedekatan
satu pengarnatan dengan pengamatan lain yang ditunjukkan
oleh variabilitas ( o-) dan akurasi adalah ukuran
kedekatan hasil pPngama tan dengan niJ a i target .
Untuk mempertahankan proses yang kapabel adalah
dengan melakuf:an Lindakan koreksi atas tanda-tanda out
<.>( t.:onLrol pada pela konLrol dan rnenghilangkan penyebab
khususnya. Cn ra untuk menaksir stabi 1i tas pro:;e::;
hanyalah dengan peta kendali . Hal i ni berguna unLuk
mengetahui lokus: dari variabilitas .
Untuk mengukur kemampuan dari suatu proses yang
stabil dalam menghasilkan bagian-bagian dalam bata~
spesifikDsi terdapat beberapa petunjuk, antara lain:
1. Cp J.ndeks kernampuan proses
2 . Cpu indeks per forma a~as
3 . Cpl indeks per forma bawah
4. k indeks pemusatan proses
5 . Cpk indeks performansi proses
29
lo Indeks Kemampu,m Proses
lndek:; kemumpu-'ln proses (Cpl sering juga di sehtJ~
lnde.<s potcr.sial proses yang nilai.nya tergantung pada
variabilitus proses aktual o N1lai Cp merupakan rasio
an lara penyebaran proses yang dllj 1r.kan dengan
penyebaran proses yang aktual (tingkat presisi proses) o
Secara matcmalis dapat ditulis sebagai berikut:
dillllln<l
r HSA X I Pll -
3cr
r lJSA-lJSB ~P - -
6cr
C'p! "' x - lJSB 3cr
RSA • batas spesif1kasi alas
BSU - batas spcsifikasi bawah
cr :>Ldndar devlasl proses akLual
Interpretasl dar! indeks Cp ada lah [~J
oo( 2 o40)
l o Cp<l; proses ti<i«k k"lpahel karena variabillt;~sny-'1
bcsar <in"l hrtrus dilakul<an tindakan perbaikan
2 o IS Cp.:; I 33; proses kapabel tecapi harus hati-hali
karena proses dapat menjadi tidak kapaoel
3 o (iJ ">:I 33; proses kapabe: dan tingkat presisinya
cukup tinggi karena variabilitas pro:ses kecil o
2o lndcks P~rformansi Proses
,J i ka indeks Cp diguna kan untuk menya ta kan tingka t
presi si , maka indHkt> perfot·mansj proses (Cpk) <.Ligunakan
30
untuk menyatakan tingkat akurasi dan presisi sekal igus,
karena nilai Cpk dipengaruhi oleh ukuran lokasi dan
variabilitas proses, dar: persarnaan berikut : [6)
Cpk "' min (Cpu,Cpll ......... (2.41)
2.3. Analisa T~me Series.
2.3.1. Konsep Dasar Peramalan
Deret berkala (time series) adalah serangkaian
pengamatan terhadap suatu variabel yang diambi l daci
waktu ke waktu dan dicatat menurut urutan- urutan terja
dinya kemudi an disusun sebagai data. Nilal pengdmcl
tannya mempunyai pola yang saling bergantung yang arti
nya nilai pengamatan sua tu w<J ktu te t"gantung dar i peng<J
matan sebelumnya . Dcret waktu tersebut dapat dipandang
sebagai rcallsasi dari suatu proses s tokastlk artinya
setiap nilai dari suatu variabel random yang mempunyai
fungsi distribusi tertentu.
Secara urnum deret waktu pada saat t1 , t2, ···1tn da
pat digambarkan sebagai variabel acak z11z2 , ... 1Zn de
ngan fungsi distriousi gabungan P(z: 1 z2 1 ··1 Znl .
2. 3. 2. KESTASIONERAN DERET WAKTU
Deret waktu dikatakan stasioner jlka ben tuk fur1gs l
distribust gabungan Zt, ltrl• ... , Zt+m pada waktu ke-
31
t, t+l, ... , t+rn sam<t dengan bentuk fungsi distribusi
gabungan dari pengamatan. Zt+k, Zt- k+l, .. . , Zt+k+m·
Dcngan kata lain :
P!Zt,Zt•l, ... ,Zt+ml~P(Zt_,.k,Zt+k+l• . .. ,Zt+Y.+ml ... (2.42)
untuk sernbarang nilai t, k, dan m. Deret waktu yang
memenuhi syc~rc~t ini dikatai<:an bersifat
(strictly stasioner). [8]
stasioner
Ji.ka suatu deret waktu bersifat slasioner dalarn
mean dan V<JI:ians, maka mean dan variansnya tidak
dipengaruhi oleh waktu pengamatan, sehingga :
E(Ztl =E( Zt+kl = ~ •..... • (2 . J!3}
E(Zt-lll?. "'E(Zt+k- p)2"' o2 ... ... . (2 . 41\)
E( (Zt-IJl (Zt+k-JJ) ]=E( (Zt+m-~l (Zt+k+m-Jll ]"'fk· (2 . 45}
untuk scmbarang nilai t, k, dan m. Selanjutnya r k
disebut aulokovarians sebagai fungsj drlri k.
Jika tim~\ scri es mcmpunyai variabel random dengan
distribusi norma.!. dapat dikatakan stasioner (strictly
stasioner) j ika mempunyai mean, varians dan
autokovarians
peng<.una lar.. [ 8)
yang sarna
32
untuk sernbarang waktu
2 . 3. 3. STASIONERITAS DAN NON STASIONERITAS
Apab~la terjadi non stasioner itas, harus distas~o-
nerkan dengan pembedaan (different) alau transformasi
dengan cara coba-coba (trial and error) .
Proses pembedaan jika datanya tidak stasior.er ia-
lalt\ mea~., sedangkan pros.;,s transformasi dilakukan }ika
De ret Haktu yar!g bersifat stas 1 oner bentu~
aucokorelasinya menurun menuju nol secara linier
se)alan dengan bertamb~hnya l ag (pola sinus Leredam) .
Dengan menghitung autokorelasi dapat dilakul:an
pengukuran derajat ketergantungan dari unsur-u~s~•
deret w~ktu dengun oelio~h w~ktu (l~g) k. {8]
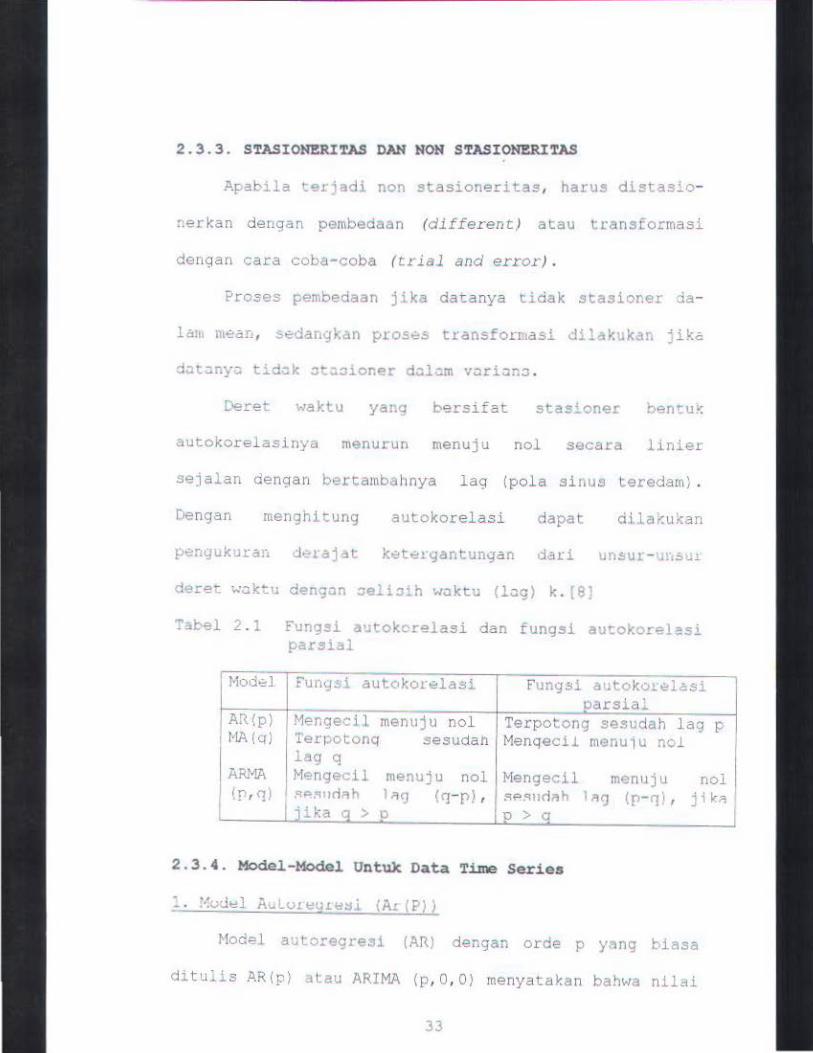
~abel 2 . 1 fungsi autokcrelasi dan fungsi autokorelasi par sial
Hod8l Fungsi autl~kor,;,lasi Fungsi autokor.;,lasi parsia:
AR (p) Mengecil menuju nol Terpotong sesudah l ag 1 HA(q) Terpotonq sesudah Menqecil menulU ncl
lag q
p
AR."'A Mengecil menuju nol Hengecil menuju nol I (!',<j) .'lP."illrl!'lh li9<J (CJ- p) I ."iP."illti!'lh 119<) (p- f!\ I j i kA I I iika q > p D > q
2.3. 4. Mode1-Model Untuk Data Time Series
~1odel autoregresi (AR) der.gan orde p yang biasa
ditu: is .l>,R(p) a~au ARIMA (p, 0, 0) menyatakan bahwa nilai
33
per.g~~oton podo woktu ke t merupokon hooi! regreoi d~~i
nilai-nilai Z pada pengamatan sebelumnya.
persamaan dar~ model AR(p) adal ah
.. (2 . 46)
Syarat i.<:!:i.a::l.i.Ull'=!all c.Jar.i. po:r;;amddll AR(p) adalala
cp (D) • 0
(: - hill - <Jl2B2 - · · · - <JlpBp ) = 0
Dari persarnaan t<arsebut akar- akar persamaan harus
lebih besar dari 1 supaya cp (3) konvergen rnaka l cp l < 1
atau -l<cp< 1.
Concoh :
- i.iuLu>. p = 1 alau AR (lj
:·laka a!:ar-ai:ar dari persamaan 0
akan mernenuhi syarat stasioner apabila IBI.>1 . Supaya
(1)(8) konvergen maka syarat dari koefisien AR ha.rus
memenuh.:. ; (8]
I $ I < 1 oan -1 < $1 < 1
Funqsi Autokore~asi Pada Mode1 AR(p)
Bila persarr.aan diatas dikalikan den3an Zttk•
maka : [8]
Zt Zt-k = <Jl lZt-1Zt-k+ <Jl 2Zt-2Zt- k+ ... + cp pZt-pZt-k+atZt- k
34
Sehingga ekspektasinya adalah : [8]
E!ZtZt-kl = ~1 E(Zt-lZt-kl+ cb E(Zt- 2Zt-k l• ... + ~p
E !Zt-pZt.-kl • E !atZt- kl ...... (2 . 47)
Bila persamaan (2 . 47) dibagi dengan
di.pero1eh : [8 J
P k = ~:P •.-: +4>.P •• + ... +~pP k-p
Bent~k persamaan (2 0 43)
perscmaan Yule walker. Dengan
(varians) maka
. .. (2.48)
disebut juqa
l 1 21
31 .. • , p akan didapatkan ,-;ekumpulan persi'lmaar. linier.
dengan parameler : [8]
Pl = ch
P2 = <l>1P1
+ hPl
I 4> 2
+ + 4> p P p-l
·I ••• + 4> pPp- 2
2. Model Movin9. Aver~~e (Mn(Oll
0 0 0 (/. 0 49)
Model autoregresi dalam keadaan tertentu tidak
dapa t menj e 1 askan hubungan da ri. data time series dan
apabild proses pt.II.bentukan datanya adalah HA bukannya
AR1 maka autokorelasi parsial tidak ak;m menunjukknn
orde proses ~A tersebut~ karana nilai tersebut dibentuk
untuk mencocokkan proses AR . Apabi la auLokorel asi
parsicil tidak menunjukkan penurunan nilai secc~.ra random
35
se~udah p time lag, mela1nkan menurun sampai nol secara
e:<:sponcnsial ha: ini dap11t diasumsikan bahwa genpratir:g
proses yang scbenarnya adalah pros e s yang sebenarnya
adalah p r oses movi ng averdg~ (MAl .
Model HA diperoleh j i ka q perlama da rl b obot
q> l berni lai tid.:lk no I dan selebihnya bernilai nol .
. Tadi mndel MA (q) ada lith
- a qat- q .. (2 . 50 >
zl = 9 (B) at ... (?. . !>lJ
dengan e (B) sebagai op,~rator moving average dan <1 t
ddalah whi t e noise OL dan o- l(B) har us konvcrgcn . Jadi
ilt e -!(BlZt akan konvcrgen bila per sarnaan 9 {8) • 0
dimana aka::: persaw.aan kcnakteristi knya
luar l 1ngkaraP sat~an atau IBI > 1 .
Contoh :
• Untuk model MA('J
Zt - at - e l a t-1
at- (l- 9 t B)-1 Zt
terlf'tok di
Model ~(1 ) akan m~menuhi sya::-at invertibPl
bila persamaan (1 81Bl = 0, dimana akar-akar
persarnaannya lPhih besar da ri satu . supay.:1 q> (Rl
36
konvergen maka syaral dari koefi:;ien MA harus
memenuhi: [8]
el < 1 dan -1 < el < 1
Fungsi Autokorelasi Pada Proses MA(q)
Dari persamaan (2 .50 ) dapat diperoleh fungsi
autokovarians, yaitu: [8]
karena E(ai aj) = 0 untuk i~j
maka: [8]
1-e. +e,e •• , + .. +eqe •.•
p,= (t+e:+e: + ... +e!) 0
... (2 . 52)
Pk untuk k > q artinya f ungsi aul okorelasi dari
proses ini t erpoteng pada lag q .
3. Model Campuran Autoregresi dan Moving Average (ARMA)
Model camputan autoregtesi dan moving avcrc~qe alau
disebut juga ARMA(p, q) atau ARIMA(p , O,q) merupakan
37
gabungan dari model AR{p) dan model MA(q) dengan bentuk
persamaannya scbagai berikut : [BJ
Zt • •hZt-1 1 4>2Zt-2 t · · . +cl>pZt- p+ac - 9 1at-1- 82at-r · · . +
-eq at-q ... (2.53)
Fungsi Autokorela s1 Dari Pr oses ARMA(p, q)
Dari persomaan (2.53) dapat djpero1eh fungsl
autokorelasinya, yajtu : [8]
p, ~ ~ 1 PH + ~ ·P--z + • • . + ~PP <-p ... (2 . 54)
dimana k ? qt 1
2.3.5. Perumusan Model
Perumusan model dapat dibuat dengan langkah
langkah sebagai berikut
1 . Identifi kasi Model
HaJ. pertama yang perlu diperhatikan adalah bahwa
kebanyakan deret berkala bersifat non-stasioner dan
bahwa aspek-aspek AR dan MA dari model ARIMA hanya
berkenaan dcngan derct bcrkala yang stasioner[9]. Untuk
itu sebagai langkah awal perumusan model adai<Jh
mengidenlifi kas ikan model dengan menentukan secara
kasar suatu model yang mewakili da t a dimana nanti akan
djgunakan untuk peramalan dengan tujuan utamanya adalah
38
menenLukon orcter p, d, q yang diperlukan dalam proses
1\RlAA [7] .
Pada taha.p ident i fikasi selalu menyangkuL nil a i
dari funq::.i autoko:relasj {AC•l dan autokorelasi parsial
(PACF). Dimana fungsi autokorelasi untuk lag ke k
adalah ukuran korelasi antara Yt dan Yt+k untuk lag k,
dengan var\an$ dieslimasi oleh seluruh pengamatan (n)
dan kovar] ans dicstimasi oleh {n- kl pengamatan.
sedangkan ~rngsi autokorelasi parsial adalah ukuran
ko~elasi antaLa pengamaLmr1 t ime series unit ke-k
sete l ah kore 1 as1 pengamatan lag k tersebut di kendal1 kan
r 11 .
Dcngan mel ihat: pol a dari fungsi autokorelasi r.i<Jll
autokorclas i pars ial dar i de ret waktu stasioner yang
dapat mcnunjukkan proses AR, ~. da~ ~~
ditentul-:an modP1 lL'l.IMA {li':lat t:abel 2.1.).
2. Penaksiran Dan PenguJian Pa~~ter
dapat
Setelah bcrhasil menetapkan identifikasi model
sementara selanjuLnya parameter- parameter AR dan MJ\,
mu:Hllldll dan t ida!< mu:;iman harus di tetapkan dengan car a
yang terbaik [9] . Sej alan dengan tuj uan dari pena ksixar'
parameter yaiLu menentukan estimasi terbaik untuk
39
parc.meler yang ada pada gagasan model yang tcloh
diitlentifik<lsikan.
pad a tungsi autol:orelasi . Penaksiran awa! U..'1tUK
parameter model dapat d1peroleh dari hubungan tersebut.
?enduqa daii dUtokorclasi adalah [8] :
t I
• L: <Z Z)' '·'
Untuk Scilnp<~l yang cukup besar, rk mendekati dis l r i busi
normill dcnq<.ln rata-rata nol dan s tandart errornya
adalah [ 81 :
• I ·; ' - [1/n{l ; 2,'2),2 ) ]" • .. (2 . 56)
j l
Setclah diketahui maka penduga autokorelasi
parsic.lnya dapat dikctahui dengan r·umus :
.. . (2 . 57)
Penduqo dULokorelasJ parsial untuk sompel cukup
besar akan mt'!ndekatl distribusi normal dengan rata-rata
nol dan sLandard errornya adalah [8):
.. (2. 58)
40
Selanjutnya dilakukan pengujian terhadnp paramf'l er·
model dcngan hipotesa sebagai berikut (7] :
Penqu)iar. hipotesa ini dila~<:ukan dengan menggunakan
Thitunq -
Estimasi parameter
~td. err. parameter
Maka kep~tusannya
Ho ditolc:~k, berarti
signifikan .
3. Pemeriksaan Oiagnostik
SeLelah ber-hasil menaksir nilai-nilni pari'lmPtPr
dari model ARIMA yang dite tapkan sementara, sclanjutnya
pcrlu dilakukan pemeriksaan diagnosti. k terhadap ni 1 ;li
residualny'l unluk membuktikan bahwa model lt,!r.sebut
cukup mcmad" i .
Suatu model dikatakan sesuai jika residual ynng
dihasilkan oersifat independen (tidak berkor.elasi).
Ujj hipotesanya adalah [7):
H1 Salah satu Pi (a) tidak sama dengan nol
Pemo r iksaan si fat residual Lersebut rli 1 i!lwkiln rieng.m
uji statisUk Q Box-Pie c(';··ic"l'tc]t-::-...o _ _ (
c 41 1
0..&-J-" . •
.. • (2 . 59)
dimana m = lag m~ximum
n N - d (d=differencing)
N • jumlah pengamatan data asli
r. • autokorelasi residual yang didefinisikan
sebagai beriku~ [8]:
cov(a,.a,.,)
Jvar(a, >Fa;( a, .• ; ... (2 . 60)
Karena data ZL diasumsikan stasioner maka begi Lu
ptll a clengan at . Jadi nilai tengah dan varians at dan
at+k diasum:sikan ber:nilai sama sehingga p€r:samu.an
(2 . 60) menjadi
; k = l, 2 , ... , m ... (2 . 61)
Karena Q• mempunyai c:.stribusi Chi- Square der,gan
derajat: bebas (m-p-q) maka Ho ditolak j.:.ka Q•>x~ .. -n'
bcrarti residuul versifat dependen .
Untuk menguj i kenormalan dari suat.u residual
diqunakan plot normal dengan langkah- l angkah sebagai
berikuL :
1. Diurutkan dari kecil sampai yang Ler besar.
42
2 . Diplot ter hadap probabilitas Pt, denqan Pt adalah
Pt = (lOO(t-0 . 5 )) /n
dirnana n banyaknya res idua l a, dalam model .
3 . Apabila plo l residual menun jukkan kecenderungan
membent uk garis lurus diagonal maka diasumsikil n <lt
ber dis t r ibusi normal dipenuhi .
2.4 . Ana lisa Sistem Persed~aan
Persoa l a n persediaan akan Limbul bilamand d i per-
1 ukan tanggung j awab a tas Lersediana ya sua l u b<J ranq
dalam waktu dan j umJah ter l e ntu, mul a i dari persediaan
bahan ba ku, bahan penun jang Sdmpai bahan jadi. Pertgen
da l ian pe r sediaan ada lah sua Lu kegiatan yang di lakukan
untuk mer.gawas.i bahan baku, barang dalam proses dan
barang jadi pada tl ngkat dan komposisi yang dikehendaki
serta pada biaya serendah mungkin .
,Tika ada keterganlungan anta ra sa t u hi!rang ddn
barang l ain, pe nye l es<J i an pengendalian persediaannya
denga n sis tem MRP (Materi al Requirement elamd.ng) at.au
Material r equirement p l anning (RKB) .
2 .4 .1. Mat eri a l Requirement Planning (MRP)
Mater ial requirement planning (MRPJ adaJan
merupakan bagia n dari proses manajemen pcrsed iaan guna
43

mendapat~a~ sua~u tlow material yanq efekttf da~
effisien, kebutuh~n matPrtal dalam perusahaan sangatlah
bermacom- milcam jen i snya, dimana ada ketergantungan
an tara kornponen Sd Lu denqon yang lain yang dlpenqd.ruhi
kebu Luhan dari struktur produk. Tujuan dari sislem
planning ialah menghasilkan mc~tetidl
informasi
requirement
persediaan yang mampu digunakan untuk
mendukung dalam melakukan tindakan secara ::epat . Ada
empat tindaKan yang menji1di ciri utarna, yaitu: [10]
1. Marnpu menentukiln kebutuhan pada S.:lat yang
tepat. Menentukan secara tepat kapan sudtu
pekerjaan sclcsal (material harus tersedia) un
tuk rnemenuhi pe.tmlntdan produk akhir yang sudah
direnc.anakan dolam jadwal induk produk!<t.
::>. ~~enen;:u-::an kebutuhan minimal setiap kompon<:>n.
Dengan diketahuinya kebut uhan produk akhu·,maka
dapat menentukdn secara tepat sistem
walan (prioril:ns) un l.uk memenuhi scmua kebu
tuhan minimal sctlap komponen/item .
3. Mer.entukan pelaksanaan rene ana pemesanan. Mem
berikan indikasi knpan pernesanan atau pen~ata
lan atas pemesanan harus dilakukan.
4 . Menentukan penjadwalan ulang atau pembatalan r~
tas suatu jactwal yang sudah direncallakan. Apa-
44
bila kapas i tas yang ada t idak dapat di.penuh i
maka perlu dibuat suatu rencana penjadwa'on
ulang (jika mungkin)dengan menentukan prlor!
tas pesanan yang realistik . Jika penjadwalan
ulang ini masih tidal< mung kin untuk memenuh 1
pesanan maka pembatalan atas suatu pesanan 1~<~
rus dila:.Cukan .
Adapun maksud dari sistem material requirement
planning terutama dalam hal-hal s ebagai berikut :
- Investasi persedlaan dapat dibuat minimum .
• Sistem berpandangan jauh ke depan (mencakup bc
berapa periode kedepan) dan pende kalannya bel:'da
sarkan item per i t em .
Material requirement planning lebih
berorientasi pada pengontrolan persediaan yang
akan memberikan indikasi bagaimana sebaiknyn
tindakan diawbil .
2 . 4 . 2 . I nput Sistem Material requirement p lanning
Ada tiga input utama yang dibutuhkan ol.eh sistem
Material rl?'qui rt>mf'nl plonnitlg, yai lu :
1 . Jadwal Induk Produksi .
2 . Catatan keadaan persediaan.
3 . Struktur Produksl .
45
Strukt~r I~duk Produksi didasarkan pada peraroalan
atas barang independen dar' seliap pr·od..tk t~klli r yilrHJ
akan dibuat , dan akan mcrupakan p roses alokasi unlnk
membuat sejuml ah produk yang akan diinginkan dengan
memperhatikan kapasitas yang dlpunyai.
Catatan keadaan persediaan menggambarkan stat11~>
semua i tem yang ada dalam persediaan . PencaL<JLon ini
harus dalam situas1. yang terbaru, yait:u dengan selalu
mela.cu Kan pencatatan tentang transaksi - transaks · yang
terjadi, seperti penerjmaan, pengeluaran , dan l ain- Jajn,
Serta berisi catatan tentang waktu tunggu pemesanan
alau peraki tan .
Struktur produ ksi berisi informasi tentang hubu
ngan am:ar komponeP dalam sudlu peraki tan . Informdsl
in1. sangat penting dalam penentuan kebutuhan kotor dan
kebutuhan ber sih . Lebih jauh lagi , strukLut produk
memberikan informasi semua item seperti : nomf>r i tern ,
jumlah yang dibuluhkan pada setiap peral<l tan , jumlah
produk akhir yang dibuat .
2.4.3. Prinsip-Prinsip Oasar Metode MRP
MRP mempunyai asumsi tertent:u terhadap karakte
ristik produk sert:a proses yang digunakan dalam sislcm
manufakturnya .
46
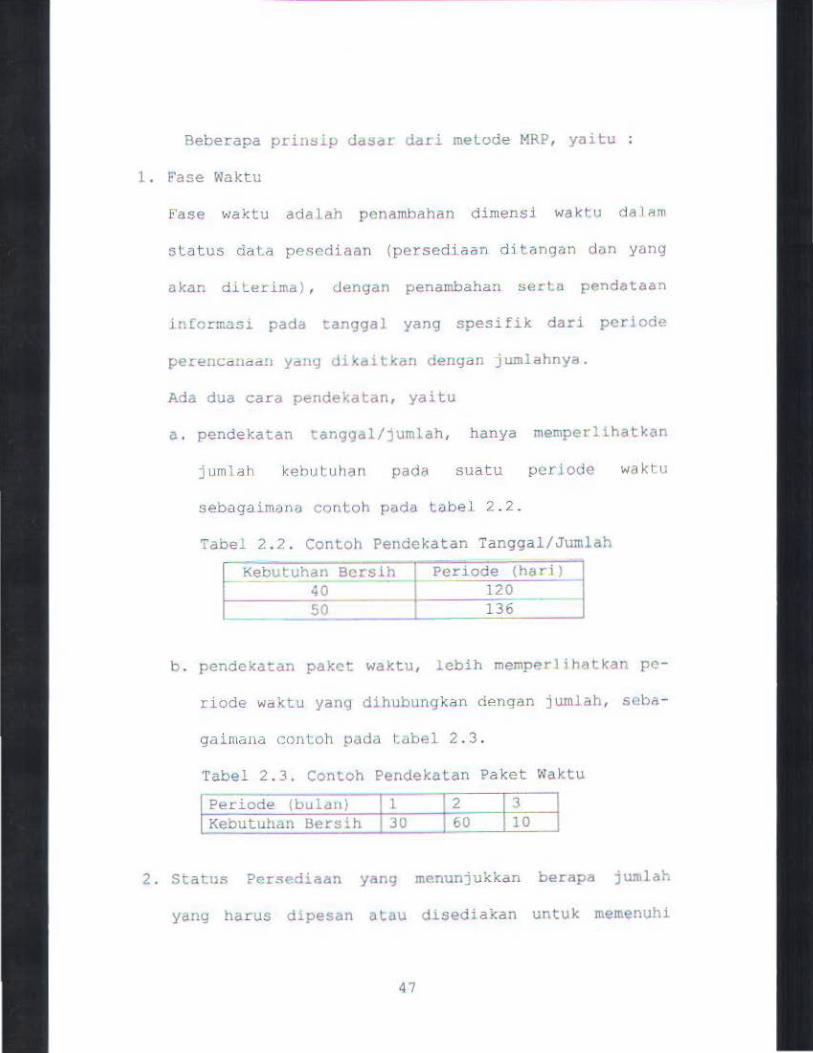
Beberapa prin::;ip dd:;ot dari melode MRP, yaitu
1 . Fase Waktu
F"ase '"aktu ada 1 ah pcnambahan dimensi wakr u d;; 1 ... w
slatus data pescdiaan (perscdiaan ditangun d~n yang
<l kan dller lma) , <.lengan penambahan :;e r t;a pendataan
lnformasl pada tanggal yang spesifik dari pcriode
peLe:lCaaaa:• yong di ~<oi tkan dengan jumlahnya.
Ada dua cara pendekatan, yaitu
a. pendekatan tanggal/jumlah, hanya memperlihaLkan
jumlah keht;Luhan padi'l suatu ~eriode waktu
sebagaim;;~rw conloh pad a l.<Jbel 2 . 2 .
Tabel 2 . 2 . Contoh Pendekatan Tanggal/Jumlah
Keb~tuhan Bcrsih 40 50
Periode (hari J 120
j 136
b. pende~<a;:an pakct waktu, lebih memperl i hatkan pc-
riode waktu yang dihubungkan dengan jumlah , Sf'bi!-
gaimana conloh pada L,tbel 2 . 3.
Tabel 2 . 3. Contoh Pendekatan Paket l·laktu r- . Per Lode (bulau) 1 l2 3
Keoutuhan Bersih 30 I 60 10
2. Status ?ersediaan yang m~nunjukkan berapa jumlah
yang harus dipesan at:au disediakan untuk memenuhi
47

kebutuhan, contoh status persediaan bisa
pacta tabel 2. 4 .
Tabel 2 . 4 . Contoh Status Persediaan
Periode (minggu) 1 2 3
Persediaan ditangan 30
i?enerimaan dar.~. pesanan 0 0 25
Jumlah kcbu tuhan 20 0 35
Yang tersedia 10 10 0
Sedanqkan asumsj ddti roetode MRP, adalah :
l . adanya data file yang terintegrasi
2 . lead time untuk semua komponen diketahui
dilihar
3 . semua komponen untuk suatu perakj tan dapat
dlsediakan pada saat perakitan akan dilakukdn
4. pengadaan dan pemakaian kompone n bersifat diskrit
5 . proses pembuatan satu kornponen tidak tergantung
terhadap proses pembuatan komponen lainnya
2.4.4. Langkah-Langkah Proses Metoda MRP
1 . Netting (perhit:ungan kebutuhan bers ihl , yang
rnerupaka11 selisih antara kebutuhan kotor (jumlah
dari produk akhir yang dikonsumsi) dan keadaan
persediaan .
48
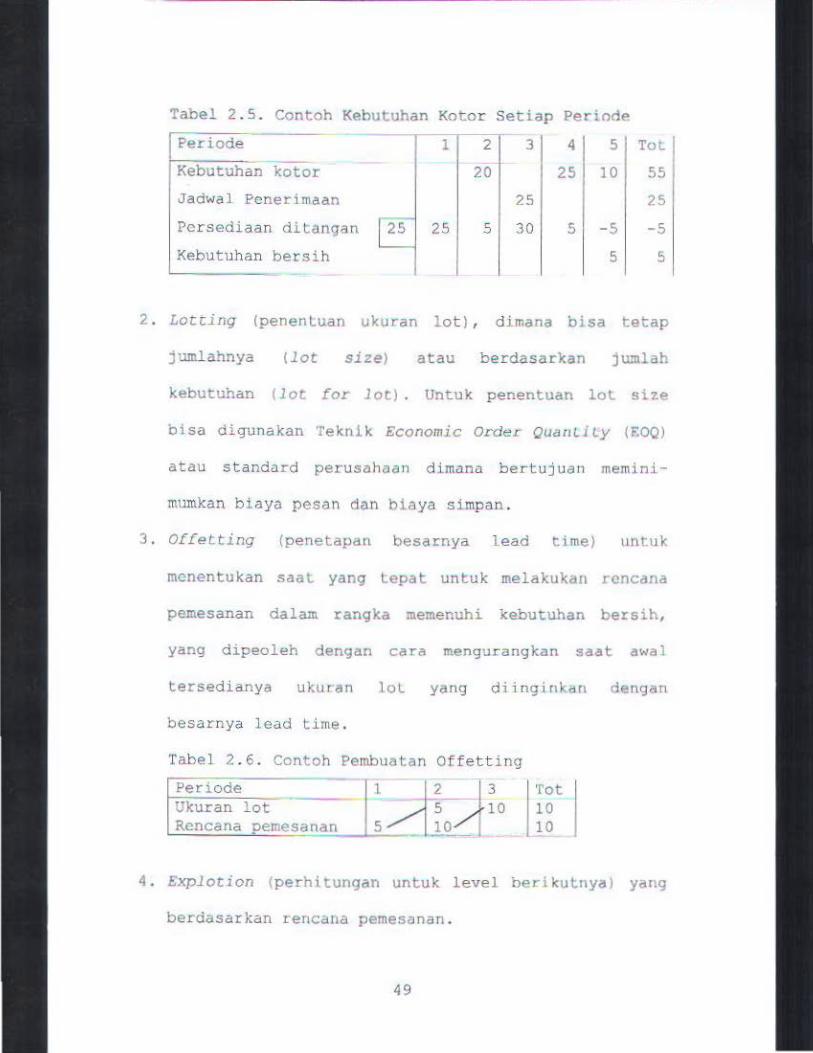
Tabel 2.5. Contoh Kebutuhan Kotor Setiap Peri ode
Peri ode 1 2 3 4 5 Tot
Kebutuhan kotor 20 25 10 55
Jadwal Penerimaan 25 25
Pcrsedi aan dilangan 25 5 30 5 -5 -5
Kebutuhan bersih 5 5
2 . Lor:cing Cpenentuan ukuran lot ) , dimana bisa tetap
J :.unlahnya (lot size) atau berdasarkan j u;nlah
kebutuhan (lot tor lot) . Um:uk penentuan lot size
bi sa digunakan Teknik Economic Order Quantity (F.OQJ
atau standard perusahaan dirnana bertujua n rnemini-
rnumkan biaya pesan dan biaya simpan .
3 . Offetting (penetapan besarnya lead time) untuk
mcnentukan saat yang Lepat untuk melakukan rcncana
pemesanan dalam rangka mernenuhi kebutuhan bersih,
yang dipeoleh dengan cara mengurangkan saat awal
lersedianya ukuran 1 ot yang di ingi nkdrt dengan
besarnya lead t ime .
Tabel 2 . 6 . Contoh Pembuatan Offetting
ll }-H.~o s/'ll_o~
Peri ode Ukuran lot Rencana pemesanan
Tot 10 10
4. Explor:ion (perhitungan untuk level berikutnya) yang
berdasarkan rencc.ua pemesanan .
49
BABIII
METODOLOGI PENELITIAN

Vendor
Ye s , La n)utkdn Proses
... Bending Cutting Welding Process/ Process/ Melipat Memotong
Process/
Plate Plate Pengelasan
II
Subkont.rak
~ Diperbaiki I No~ Dibuang
Produ k:si
I ay OuV Painting/
I Pemcnksa Pengecal an an
-j_ I ~ roses outqoinq
I
I ... Assem l bling
-~-
• Final Test
Perfor l nla nce
Gambar 3 . 1 . ProsPS ?Pmhuatan F'rame Forklift Type BX - C
Pr oses Pembuatan Frame F'orklif t ada lah proses pc1<1-
kiLan komponen- komponen, dimana komponen i ni ada yang di-
pcsan dari perusahaan la i n maupun yang di bua l sendiri o-
leh PT . Unltt!tl Tracto r ::> .
Tahapon- tahapan yang harus dila lui dalam proses
pcmbuatan forY.l~ft ada l ah :
1 . Pr oses Awal
Dalam pr oses pembuatan forklift ini , langkah pertama
yang dilakukan .. ctalrih menyiapkan semua bc1han ba ku
51

(bahan material) bail<: yang dipesan (sub kontrak) roau-
pun yang dil.>uaL St!Od!ri (vendor) oleh PT . United Trac-
tors. Setiap bahan baku yang datang sudah dj seleksi
(diperikso ) terlebih dahulu apakah telah meroenuhi
spPsifikasi yang telah di~e~apkan. Banan material yang
digunakan dalam proses pembuatan frame
adalAh :
r ChH'I"!p(1) 1 l..i•~bln
lot •l.r:• • eoo ~I? -10(), .
So'i\t (1} LT • 2 bin
lol •11"• • 5,Q Rp 705,-
Frame P:orkfift
Clip (2) LT;?bln
lot •Ire .. 1100 Rp 12£1,
P la te (9) I..T &.2 bln
IPt .. illl'4t " EIOOO l R r1 480~
Garobar 3 . 2 . Kcbutuh;:m Koroponcn Forklift
2. P[v~t!S Produksi
a. Bending Process (Mclipat Plate)
forklift
80•5 (12) LT •? b lrl
lot atll'., • '70(.10 Rp 1850,
Lempenqan Plate dilipat membentuk bagian-bagian
da::-1 frame forklift, um:uk kernudian dilanjutkan
pada proses selanjutnya .
b . Memotong Plat.e
Sctelah dibcnttlk dan dilipat roaka dipotong seperti
model (pattern) yang sudah ditetapkan . Setclah d.i-
potong, maka plate-plate tersebut digabungkan.
c. Welding Process (Pengelasan)
Parla proses pengelasan inl ada 5 pes , d i mana tiap
pos roP.mi1ild mesin las bese.rta sattJ opP.rntornyil.
52
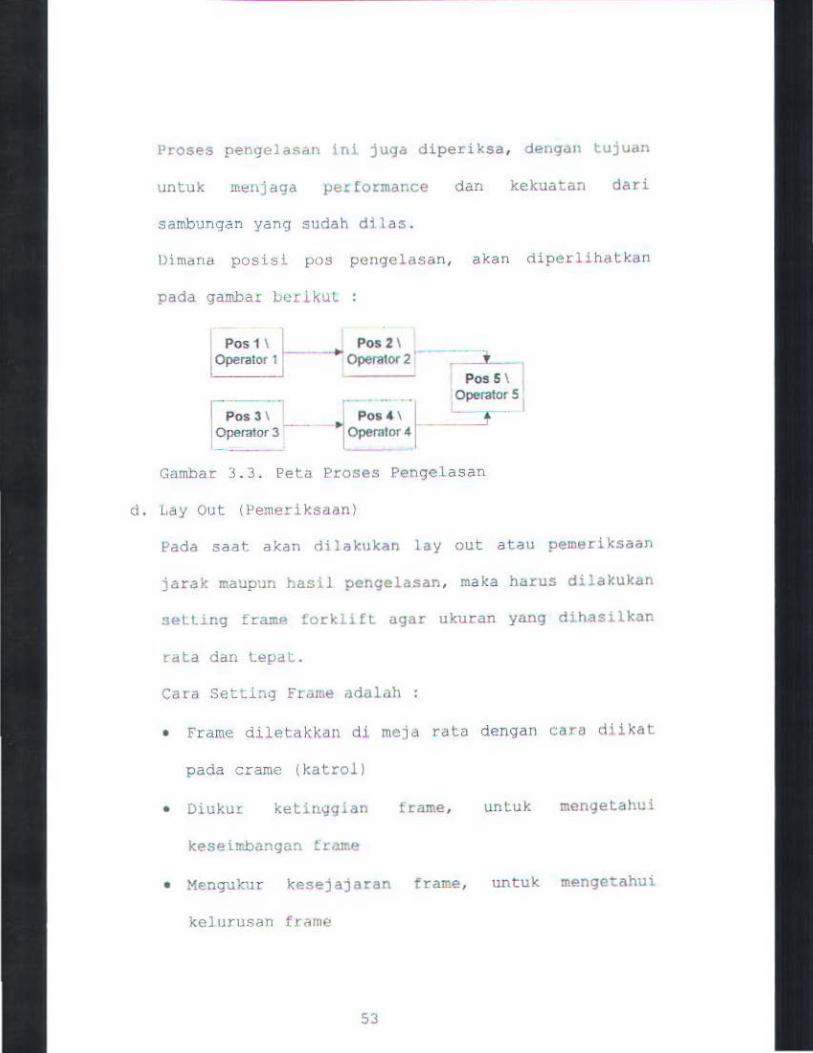
Proses pengelasan ini juga diperiksa , dengan tujuan
untuk menj aga performance dan kekuatan dari
sambungan yang sudah dilas .
l.Hmana posisi pos pengelasan, akan diperlihatka n
pada gambar be!lkut
Pos 1 \ ~ Pos 2 \ I Operator 1 I -Operator 2
Jc--· . Pos 3 \
~perator 3 - • J Pos 4 1
1 Operator 4 -
~--"'-Pos5 \
Operator s1 ~ ...
--'
Gamba~ 3 . 3 . Peta Proses Pengelasan
d . way Out (Pemeriksaan)
!:'ada saat akan dilakukan lay out atau pemeriksaan
jarak maupun hasil pengelasan, maka harus dilakukan
selling frame forklifl agar ulcuran yang di.hasLlkan
rdta dan tepat .
Cara SetLing Frame adalah :
• Frame diletakkan di meja rata dengan cara ctiikat
pada crame (katrol)
• Diukur ketinggian t rame, untuk mengetahui
keseimbangan t·rame
• Mengukur kesejajaran frame, untuk menge-::.ahui
kelurusan frame
53
Setelat• setting di atas sudah tepat , mai< ..
pengukuran pun dapat dilakukan .
e . Painting (PPngecntan)
Proses lerakhi r dari pembuatan frame forklift ada-
lah prosPs fin ish' ng, yai tu dengan mengecat frame
yang sudah diperiksa .
3 . Proses Outgoing
d. Proses A::;::;t?mbling
Pacta proses inl dilakukan pernasangan scmua pera-
latan penyusun Forkl i fL yang lain .
b. Final Test
Setelah terbent.uk forklift , dilakukan pernerikSd<lll
terhadap forkli[L secara keseluruhan, yaitu dengan
melihal kclcngkapan peralatannya.
c . Performance
Yang dimuksud pe~formance disini adalah bentuk dan
kema.or.puan a tau kekuatan forklift rnengangkat
barang, sehingga harus diperi ksa apakan sudah
tepat . Semua ini untuk menghindari kekecewaan
konswncn karena pesanan forkli ft yang di.i.nginkan
tidak scsuai .
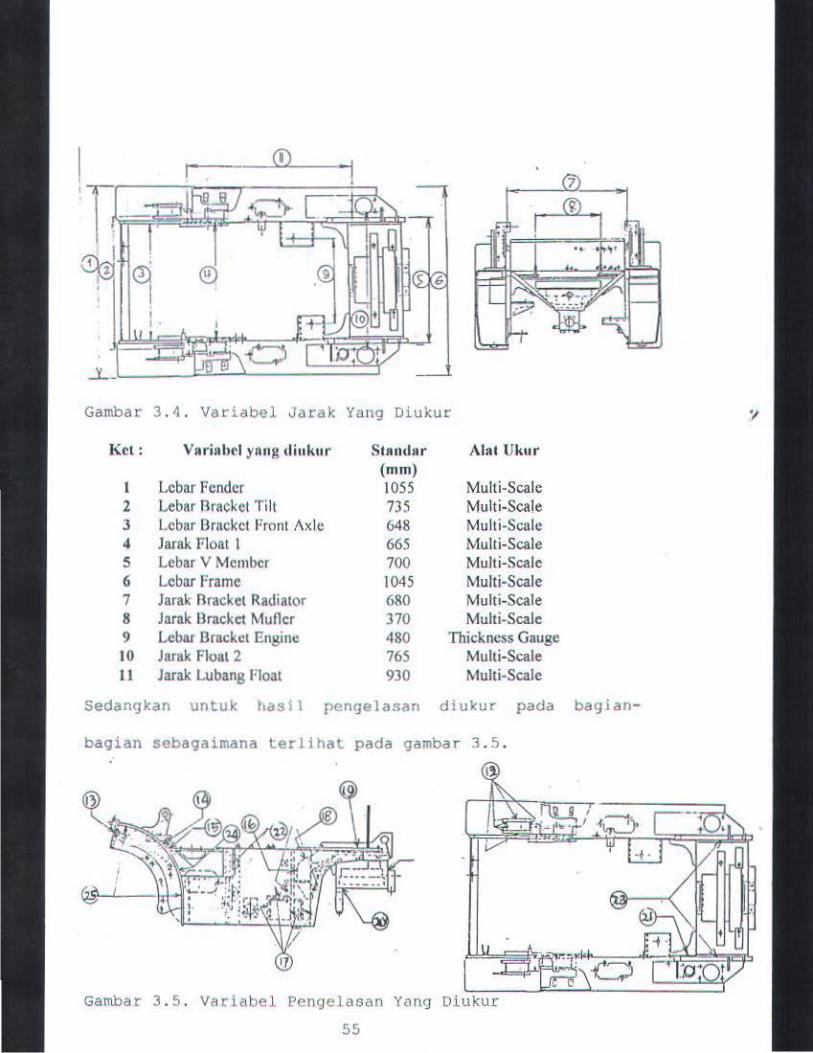
Pacta peneJ iLJdrl i ni , yang di.amati adalah proses Jay
out, denqan karakl:eri sLi k yang diama t i dari pengukuran
jarak, yaitu scpcrl:i terlihat pada gambar 3 . 4 .
54
s 6
I I •
--~
Gambar 3 . 4 . Variabel J a r a k Yang Diukur
Kct : Variabt'l ynng diukur
1 Lebar F cndcr 2 Lebar nrackct Tilt 3 Lebar Bracket Front Axle 4 Jarak Float I 5 Lebar V Member 6 Lebar Frame 7 Jarak nracket Radiator 8 Jarak Bracket Muller 9 Lebar Drackct Engine 10 Jarak Float 2 11 Jarak Lubang Float
Scnmlltr (mm) 1055 735 648 665 700 1045 680 370 480 765 930
Alai Ukur
Multi-Scale Multi-Scale Mult i-Scale Multi-Scale Multi-Scale Multi-Scale Multi-Scale Multi-Scale
Thickness Gauge Multi-Scale Multi-Scale
Sedangkan untuk hasil pengelasan diukur pada bagjan-
bagian sebagaimana terlihat pada gambar 3 . 5 .
Gambar 3 . 5 . varlabel l?engelasan Yang Diukur
55

Ket: Varia btl yang diukur Stan dar Alat Ukur
12 Pengelasan Bracket Tilt I (m m)
12 Multi-Scale J3 Pengelasan Steering Bracket 8 Multi-Scale 14 Pengelasan Fender 12 Multi-Scale IS Pengelasan Bracket Tilt 2 5 Multi-Scale 16 Pengelasan Plate I 6 Multi-Scale 17 Pengelasan Bracket Engine 6 Multi-Scale 18 Pengelasan Plate 2 8 Multi-Scale 19 Pengelasan Float 6 Multi-Scale 20 Pengelasan Rear Suppot 10 Multi-Seale 21 Pengelasan plate 3 10 Multi-Scale 22 Pcngelasan Side Plate 6 Multi-Scale 23 Pngelasam V Member 10 Multi-Scale 24 Pengelasan Fender bag alas 6 Multi-Scale 25 Pengelasan Fender bag bawah 8 Multi-Scale
3.2. Metode Analisis Data
Untuk mencapai tujuan panelitian, maka la ngkah- l~ng-
kah yang dll akukan setelah terkumpul data produksi dnn
permintaan frame forklift adaldh :
• Untuk mengetahul hubungan anta~ karakteris~ik m~k~ rli-
lakukcJn anahsls multivariat yaitu anali~is ftJkl.or dt--
ngan dasar i<omponen utama untuk menyederhanakan dimensi
){araktcristik kualltas yang saling dependen dan dttpc>t
di)adii<an landdsan untuk membuat peta kendali mult-i-
variabel .
• UnLuk melihat stabilitas dan sumber variasi ~~c~ra b~r-
sama-sama rnaka ditampilkan peta ken.dal:i- multivariahel.
Apab'ila dati petil kendali multivariabel t.ertlapat Lilik-
t i t i k yang out of control , maka dicari nil a i Rtandci r·t
56

•
•
( Z = (x,sJ ; })dnrl tiap ti tik pada tiap variahPl yang
diperiksa dimuna variabel sumber variasi adalah yang
mem1 1 i k1 nilc~j standart ... er'l>esar .
Melakukan dllcllisis kemampuan proses
Untuk mcnyusu11 penjaciwalan , dilakukan penc>ntuan modpl
serta peramalan permintaan t erlebih dahulu dengan
analisis time ser:ies . Ba ru kernud ian di laktJkan cHid 1 i sa
kebutuhan bc-~han dengan rnetode MRP .
57
BABIV
ANALISIS DATA DAN PEMBAHASAN
BAB IV
ANALISIS DATA DAN PEMBAHASAN
4.1 Hubungan Antara Karakter~stik Ku ali tas
Banya~nya kar~kteristik kualitas yang ~ar~s diama
ti pada proses produksi frame for klift menyebabx~n
pcngintcrprctasiannya sulit, oleh karena itu dianalisa
dengan mcnggunakan met ode multivariate. Yaitu ana lisis
faktor yang berd~s~rkan komponen utanta , analisis inJ
berf\1ngs i un l uk menyederhanakan d imensi variabel Y•lll9
dic.maU LCJnpa mt!nqurangi i nformasi dan ber t uj uan unt uk
memberikan pendapat a tau argumen ya ng nanti ny a a kan
mendukung 11tan bahk;;n melerr.ahkan pecseps i ctar .i sE:!gi
tekni k manufaktur yang menyatakan bahwa karakt~risti k
kualltas y~nq mernbeutuk suar.u benda adalah scling ter
kaiL (dependent) sprra sebagai per timbangan apa kah !a
yak j iKa kita qunakan petd kendali secara bersama-samo
scrta dapat memberikcn argumen jika timbul kasus-kasus
dalam ~naljsjs peto kendali.
Pada penelitian ini , ada 25 variabel pPngamat;an
yang memiliki satuan pcngukuran yang sama (mml don
dibagl rucn jadl 2 (dua l kelompok, yailu 11 variabel
karakteristik kual it as j a r ak, yang diu kur dengar1 t11j uan
untuk memba nl u proses peraki Lan (assembLing). Serta J 4
58
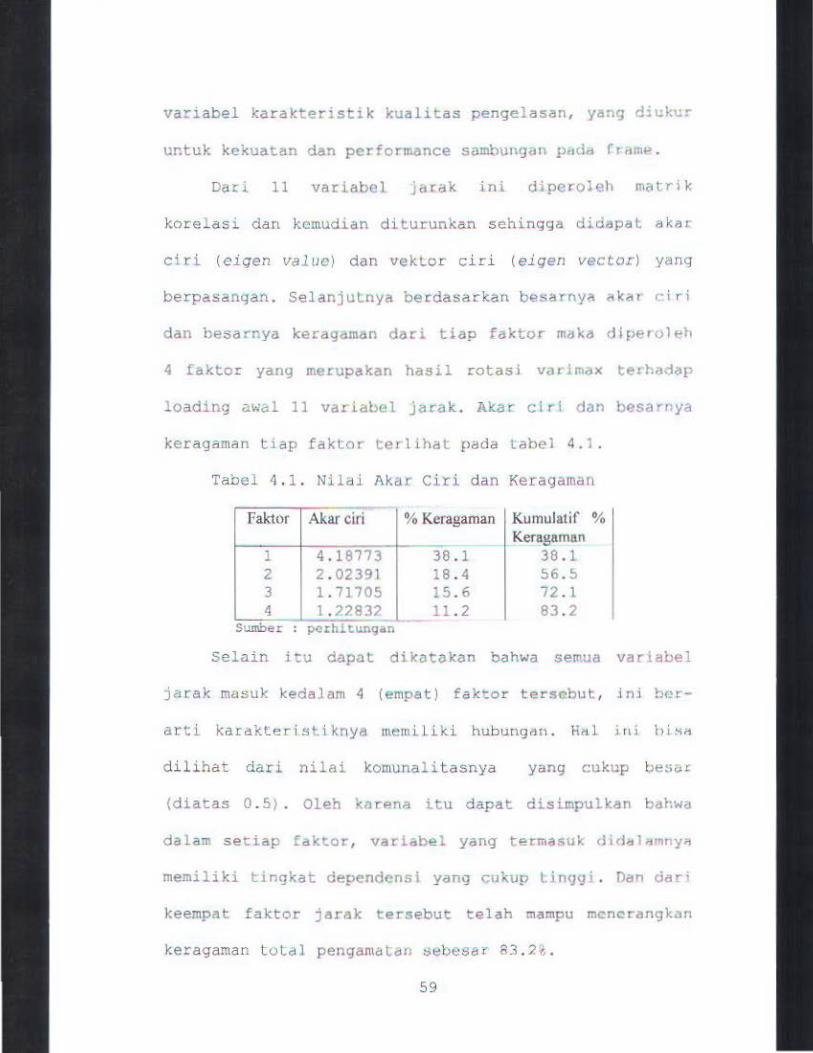
va~iabel karakteristik kualitas pengelasan, yang di~kur
ur.tuk kekuatan dan performance sambungan pnd<~ fr;unP.
Dari 11 variabel jacak ini dipcroleh matri k
korelasi dan kcmudian diturunkan sehingga diaapaL akar
ci r i (eigen valve) dan vekLor ciri teigen vect".c) yang
berpasangal'l . Selanjulnyt~ becdasackan besarny;; .-;k...r (·i ri
dan besarr.ya keragaman dari tiap faktor mi;lkil diperoleh
4 faktor yang merupilkan hasil rotasi vad max ter h;,dap
loading a\.;.,1 11 variabel jarak. Akar ci ri dan besa~nya
keragaman tiap faktor terl ihat pada label 4.1.
Tabel 4.1. Nilai Akar Ciri dan Kerayaman
Faktor Akar ciri %Keragaman Kumulatif % Keragaman
1 4.18773 38 . 1 38 . 1 2 2 . 02391 18 . 4 56 . 5 3 1. 71705 15.6 72.1 4 1 . 22832 11.2 83 . 2
Sumb:er pcrhitunq<~n
Selain i::u dapilt dikDtakan bahwa semua variabel
jarak masuk kedalam 4 (empat) faktor terscbut , j ni bf!!:'-
arti kardkteristiknya melniliki hubungi'll1. Htil i rd hi:-;;;
dilihat. dari nilai komunalitasnya yang cukup be:;<>!
(diatas 0 . 5) . Oleh ka r~>na i.tu dapat disi.mpu lkan bahwa
dalam setiap faktor, variabe>. yang termal>uk dHJ-.tl,.mny;;
memiliki tir.gkat dependensi yang cu\up tirHJgi . DCin dnri
keempat faktor jarak tersebut telah mampu mcncrangkan
keragaman totdl pengamatan ~ebesar 83.7i.
59
Berdasarkan hasil rotasi varimax pada lampiran Bl
dap~:~L diinL~rp~ctasikan sPbagai berikut:
1. Faktor I
Faktor yang pertama ini merupakan faktot yang paling
dominan yang melnberikan sulllbangan terble~<l' Lcrhad.•fJ
pemb~ntukan faktor, yailu sebesar 38.1%. F~ktor
pertc.ma ini tersusun atas 4 variabe1 yaitu 1Ph.r
fender, lebar bracket front axle , lebar frame, darr
lebar hr<1cket engine, keempat variabel lnJ Sd- Tl9-'i
erat hllhungannya karena diukur pada satn a l at. y~:~ng
sama dan juga saling mempengaruhi atau sangat er1:1L
hubungannya secara teknik manufaktur, sebagai-mana
bisa dillhal pada gambar 3 . 4, yaitu lebar fendPr
t.:ergantunq pado lebar frame, sedany lebar r r d""~
terqantunq pada lebar bracket front axle ddn brdckel
engine, schingga jika ukuran salah satu vesric.hel
berubah lllokct ukuran variabel yang lainnya juga i kul
ber.Jbah.
2. Fal<tor II
Faktor kedua ini memil i k i keragaman sebes<Jr l 8. 4 ',
tP.rdi r i dari 2 variabel , yaitu l ebar hrncket. I i 11
dan jarak floaL . Kedua variabel ini secara teknik
manufakluL saJinq berhubungan erat , yaitu jarak
antar Cloat ha<.JiatL kiri clan k.anan ten;onlurHJ fliHll:l
60
lebar bracket tilt, karena float ini menempel pacta
sisi bracket tilt sebagaimana pacta gambar 3.4. Apa
bila ctimens satu variabel berubah, maka variabel
yang lainnya juga akan berubah.
3. Fak::or Ir I
Faktor ketiga ini terdiri darl 2 variabel dengan
keragaman 15. 6%, yai tu jarak bracket radiator kiri
dan kanan dan jarak bracket mufler sisi k i ri dan
kanan. Kedua variabel ini diapit oleh tanki kiri dan
kanan, sehingga secara manufaktur sangat erat
berhubungan ( scbaga.imana gambar 3 . 4) , yaitu karena
jarak brackcl muflcr akan mempengaruhi jarak bracket
radiator. Jlka jarak bracket mufler bertambah maka
akan mcmpengaruhi jarak brackeL radiator .
4 . li'aktor IV
Pembentuk faktor kecmpat ini ada 3 variabcl dengan
keragamanan 11 .2%, yaitu lebar v-member, jarak float
dan jarak lubang float. Ketiga variabel ini
merupakan proses yang terakhir dimana jarak float
kiri dan kanan tergantung pacta lebar V- member. Pan
lotak float mempenqaruhi jarak float depan dan
belakang, scmua lni bisa dilihat pada gambar 3 . 4,
yaltu hubungan secara Leknik manufaktur.
61
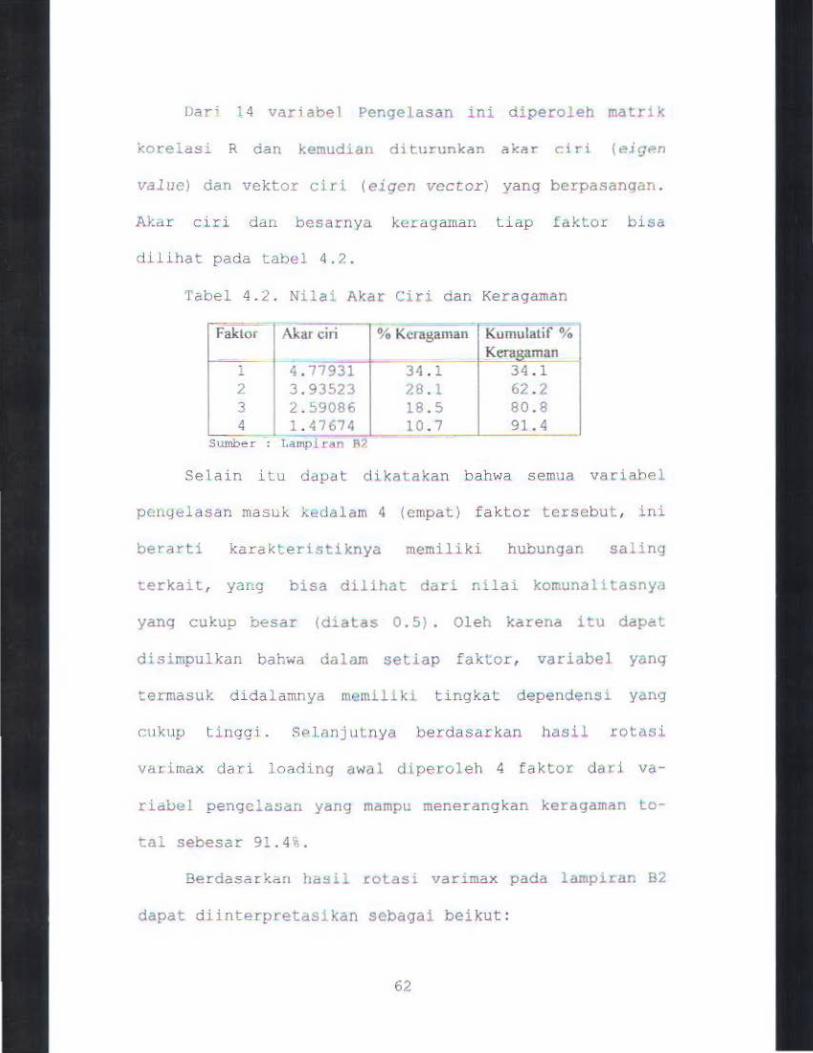
Dari 14 vanabel Pengelasan ini diperoleh matrik
i<or.elas_ R can kemudian di turunkan akar d ri (~j<J"'n
value) dan vektor ciri {eigen vector) yang berpasanqan .
Al:ar ciri dan besarnya kcragaman t i ap fakt.or bisa
dlllhat pacta tabel 4.2 .
Tabel 4 . 2 . ~ilai Akar Ciri dan Keragaman
Faktor Akar ciri % Kcragaman Kumulatif % I Kera aman
4 . 77931 34 . 1 34 . 1 2 3 . 93523 ?.8.1 62 . 2 3 2 . 59086 18 . 5 80.8 4 1.47674 10.7 91.4
Sumber Lampi rM' 11::>
Selain itu ddput dikatakan bahwa semua variahel
p(;ltgelasan masuk kedalam 4 (cmpat) faktor tersebut , ini
berarti karakteristiknya memiliki hubungan sa1ing
terkai t, yar.g bisa dilihat dari r.ilai komuna li tasnya
yanq cukup besar (dialas 0.5 ) . Oleh karena itu d.:tpc.t
disimpulkan bahwa dalam setlap faktor , variabel yang
termasuk didalamnya memiliki tingkat d.ependensi yang
rn1kup t i nggi. SAlanjuLnya berdasarkan hasil rotasi
varimax dari loading awul diperoleh 4 faktor daJi Vo-
riat.Jel pengela::;an yang mampu menerangkan keragaman to-
cal sebesar 91.4
Berdasarkan ha!l.i.l rotasi varimax pada lampirar. 82
dapat diinterpretasikan scbagai beikut :
62
1 . E'akt:or I
Faktor yang pertama ini merupakan faktor yang p,;hng
dominan, dimana membcrikan sumbangan tcrbcsar
terhadap pembentukan f<.~ktor, yai tu scbcsar 3~ . 16 .
Faktor pertarna inl tersusun a tas 5 variabcJ ya i tu
pengelasan steering bracket, pengelasan fender,
pengelasan bracko>t tilt, pcngelasan fender bagian
atas dan pengelasan fender bagian bawah. Kclima
variabe1 jni sangal o>rat hubungannya karena diukur
pad a satu alat yang sama dan juga :sal i ng urelu[H~roq..,
ruhi a t au sangat erat hubungannya secara l:eknik
manufaktur, scbagaimana qambar 3 . 5, sehingga jika
ukuran salah ~dtU variabcl pengelasan ters~but ber
ubah maka uxuran vac.iabel pengelasan yang lainnya
Juga i~u~ berubah. Selatn itu pengelasan pada kclirna
bagian tersebu,. dilakukan oleh satu operator yang
sama (operator A) r>ada pos pengelasan 1 (welding l).
2 . Fakl or II
E'aktor kedua ini mPmiliki keragaman sebesar /.8 . 1'6,
terdi~i dari 4 variabel, yaitu penqelasan pada
bracket tilt, pengelasan place 1, yengelasan brackc:
engine , pengelasan float. Keempat variabel ini seca
ra tcknik manufaktur sallng berhubungan erat, seba
qdilrldlla garobar 3 . 5 . Apdb.J.la ukucan kelebalc1n scr Lu
63
variabel pengelasan berubah, maka lebar penge l asan
yang lainnya juga akan berubah . Dimana keempal bdg i
an ini di l as oleh operaLor B pada pes pcngelasan 2
(Welding 2 ) .
:.l. Faktor Ill
Faktor ketiga ini terdiri dar i 3 variabel dengan
keragaman 18 . 5%, yailu pengelasan rear support,
pengelasan p l ate 2 dan pengelasan V-member. Yang
secara teknik manufaktur (gambar 3 . 5), menun j ukkan
hubungan y,wg ;;dngiJl ei ut dntara penge lasan V-member
d an p l ate 2 . Proses penge l asan ke t iga bagion i 11 i
dilakukan pada satu pes pengelasan (welding 3)
dengan satu operator C yang sama .
4 . rakto.r rv
Pernbentuk faktor keempat ini ada 2 variabe l dengar
keragamanan ~0.7 % , yaitu pengelasan plate 3 dan side
plate . kedUii Vdriabel lnl ruetupa kan proses pt!ngeld
san ya ng Lerakhir yang dil akukan olch opcrt~lor n
pacta pos pengelasan terakhi r (welding 4 ) .
64
4.2. Pengendal ian Proses Stati s tik unt uk Produksi Frame
4. 2. 1 . St abi l i t a s Proses Produksi Frame dengan Peta Pengendali Multiva r iate
Forklift
forklift dan sumber- surnber vari asi ya~g terjml i ,
digunakan peta kendali .
Berdasarkan analisis fakto.r diatas yang
menyebaokan adanya penyusutan dimensi , mak~ his~ dji i -
hat adanya kelerkaitan atau dependensi yang eukup uesar
antar varibel-variabel karakteristik jarax maupu11 p.--
ngel asan daJ am sa h 1 faktor , serta adanya korelasj yang
rc:latif keci l an tar variabel yang berh<"da f11klot. 01 <'h
karena i tu dlqunakan peta kendail rnulli variate sehab
sangat rlskan apnbila digunakan peta kendall univdriHtc•
sementara terjad l kecerkaitan anLar karakLerlstik .
4.2.1.1 . Stabi l i tas Proses Faktor I
Berdasarkan analisis faktor, faklor pert;;unil i n 1
tersusun atas lebar fender, lebar bracket: front ax.e,
lebar frame dan lcbar bracket engine . Pertama-tama
dilakukan penqujian dan pemeriksaan asums i distribus i
normal mullivarial dilakukan dengan hipotesis sebd<Ja l
berikul
Ho data berdistribusi normal rnultivar i at
H· data tidak berdistribusi normal multivarial
65
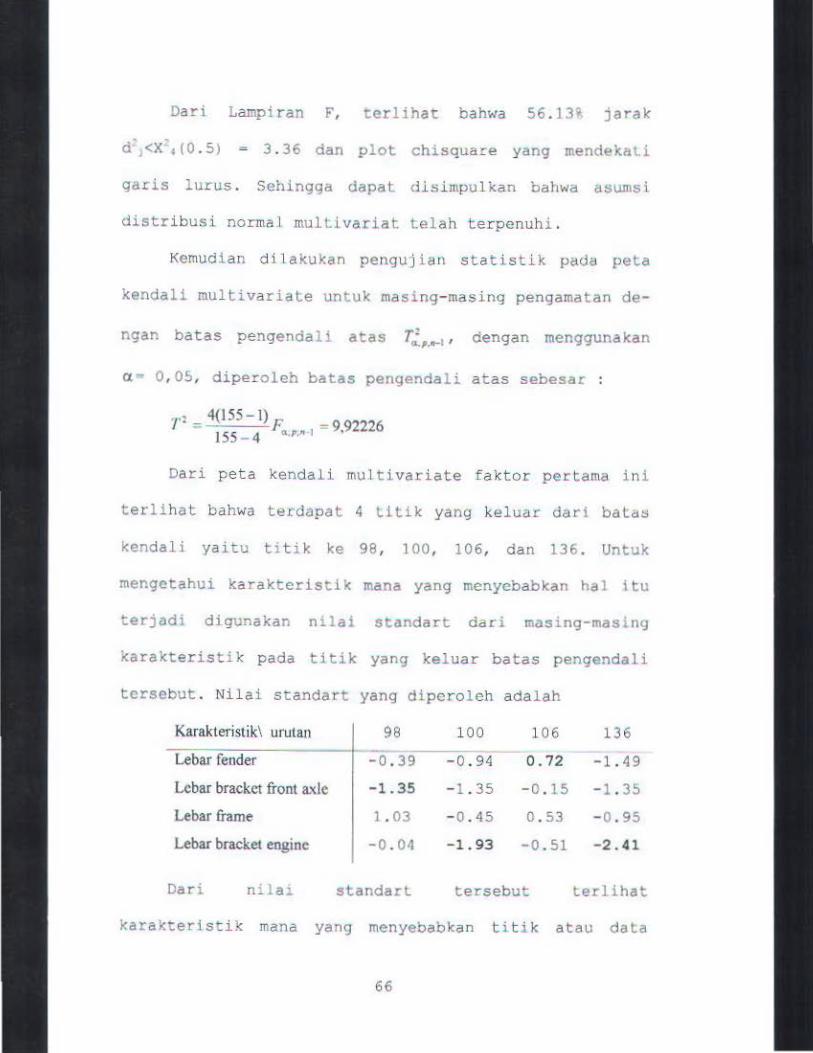
Dari Lampiran F, terlihat bahwa 56 . 13% jarak
d'1<X'• (0 . 5) : 3 . 36 dan plot chi square yang mendekali
gads lurus . Sehingga dapat dlsl mpulkan bahwa asumsi
distribusi norma l multivariat Lelah terpenuhi.
Kemudian dilakukan penguj ian statistik pad<! peta
kendall multivariate untuk masing- masing pengamatan de-
ngan batas pengendali atas r:, . .-1 , dengan menggunakan
a - 0, 05, diperoleh batas pengendali atas sebesar :
r~ =- 4<155 - I) F = 9 92226 J55 - 4 ~.p;n I '
Dari peta kendali multivariate faktor pertama i ni
terlihat bahwa terdapat 4 litik yang keluar dari balas
kendali yaitu tltik ke 98, 100 , 106, dan 136 . Untuk
mengetahui karakteristik mana yang menyebabkan hal itu
terjadi digunakan nilai standart dari masing-mas ng
karakteristik pada titik yang keluar batas pengendali
tcrsebut . Nilai standart yang diperol eh adalah
Karakteristik\ urutan 98 100 106 136
Lebar fender - 0 . 39 -0 . 94 0.72 -1.49
Lebar bracket front axle -1.35 - 1 . 35 -0 . 15 -1.35
Lebar frame 1.03 - 0 . 45 0 . 53 - 0 . 95
Lebar bracket engine -0.04 -1.93 -0 . 51 - 2. 4 1
Dari standart tersebut terlihat
karakterjsti k mana yang menyebabkan t i tik atau data
66

kcluar dari batas pcngcndali
yang sangat besar) yaitu :
(dengan mengambil nilai
• Untuk data ke 98,karakteris~ik leoar bkt front ax le
• Untuk data ke 100, karakteristik lebar bkt engine
• Untuk data ke 106, karakteristik lebar fender
• Untuk data ke 136, karakteristik lebar bkt engine
Untuk itu dibuat peta kendali rnultivariat yang
baru dengan mengcluarkan data ke 98, 100, 106, dan 136
dari data awal dan diperoleh peta kendali penycsuaian .
Dimana pet a kenda I i penyesuaian ini dilakukan sampa i
tiga kali penyesua i an .
Dengan cara yang sama diperoleh nilai balas
pengendali atas sebcsar 9.93423 (surnber lampiran Cl) .
Dar.i pel a kendall multivariate penyesuaian
terlihat bahwa masih ada 2 (dua) titik data yang berada
di luar batas kcnda l i, yaitu data ke 52 dan 65, hal ini
disebabkan olen karakteristik lebar fender dan lebar
bracket front axle. Nilai standartnya diperoleh sebagai
beriimt
karakteristik\ urutan 52 65
I ebar fender 1.27 - 0 . 94
Iebar bracket front axle 1.15 -1. 35
Iebar frame 0 .53 0 . 53
Lebar bracket engine 0.44 - 0 . 51
67
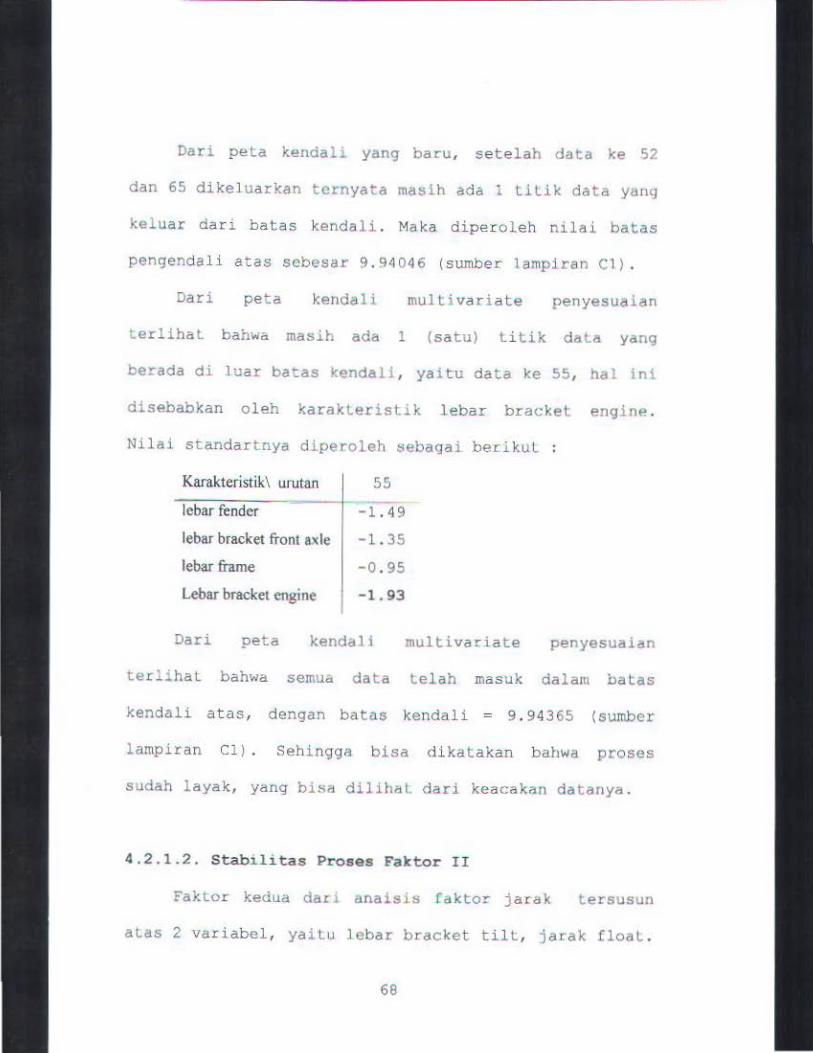
Dari peta kendall yang baru, setelah data ke 52
dan 65 dikeluarkan ternyata masih ada 1 tltik data yang
keluar dari batas kendalL Maka diperoleh nila.i. batas
pengendali atas sebesar 9 . 94046 (sumber lampiran C1).
Dari pet a kendali multivar-iate penyesuaian
t erlihat bahwa masih ada 1 (satu) titik data yang
berada di luar ba~as kendali , yaitu data ke 55, ha~ in i
disebabkan oleh karakLerist1k lebar bracket engine .
Nilai standartnya diperoleh sebagai berikuL :
Karakteristik\ urutan 55
Iebar fender -1. 49
Iebar bracket rront axle -1.35
Iebar frame -0.95
Lebar bracket engine -1.93
Dari pet a kendaU multivariate penyesuaian
te!!.ihal bahwa semua data telah masuk dalam balas
kendali atas, dengan batas kendali = 9. 94365 (sumbcr
lampiran Cl). Sehingga bisa dikatakan bahwa proses
sudah layak, yang bisa dilihal. dari keacakan dat anya.
4 .2.1.2. Stabilitas Proses Faktor II
Faktor kedua dar. anai sis faktor jarak tersusun
alas 2 variabel , yaitu lebar bracket tilt, jarak float.
68
Kedua variabel ini saling dependen baik secara teknlk
rnanufaktur rnaupun ser.ard stati sti ~~ oJ eh kllrenl} i lu
pengenda~ian kualitasnya dilakukan sccaro bc>n;ama
dengan peta kendali multlvariate .
Penguj i an dan pemeriksaan asumsi distribusi normal
multivariat dilakltk<tn dengan hipoLe::;i:; s<!bag.:d b..,rikut:
H., data berdistr ibusi normal mull i var i dt
H: da~a tidak berdistribusi normal ml.llivo! i;,t
Dari Lampi ran F', terlihat bahwa 55.4 Bt
ct ';<x ,(o . s: ~ 1.39 dan plot chisquare yang mendekati
gar is lurus . Schingga dapat disimpul kan bahwa aSU!Tt::;i
distribusi normal mu l tivariat telah terpenuh 1 .
Pengujian peta kendali multivariate unt.uk masing-
masing pengamatan denqan batas pengenduli <Jtas 1.?.,. ,,
dengan menggunakan a = 0, 03, diper oleh batas pcngen-
daJ i a1:as sebesar : T2 = 2(lSS- t) F: = 6.18621 ISS 2 ~-•·-'
Berdasarkan lampiran C2 terlihat bahwa sl'miJil t i t i k
data berada di dalam b<~tas kendali atas. Sehingga d.lp.>l
dikaLakan bahwo. proses ini sudah terkendali dcm layak
untuk dilihac kemCimpuan prosesnya yang dip11cbh.at kRil
dar' keacakan datanya .
69

4.2.1 . 3. Stabilitas Proses Faktor III
Faktor ketiga dari variabel jarak ini Lerd i r i dari
2 vari abel yang sa ling berhubungan (depend en l , Y<' llu
jarak bracket radiator dan jarak bracket rnu fler .
Pengujian dan pemeriksaan asumsi dislribusi normal
multivariat dilakukan dengan hipotesis beb"CJhi be-r lkul:
He. ddta berdistribusi normal mul tivariat
H; data tidak berdistribusi normal mult i variat
Dari Lampiran F, terliha t bahwa 60~ jarak d <X 1:(0.5 ) =
1 . 39 da.E plot chlsquare yang mendekati CJilri s 1urus.
Sehingga dapat dl simpul kan bahwa asumsi d .tstribusi
normal multivari uL Lelah tcrpenuhi .
Karena kedua variabel Lecsebut dependen maka peta
kendalinya juga harus peta kendali bersama, dengan
batas atas peta kendali 7;., ... , dengan mt>nggunakan n
0 , 05, d1peroleh balas pengendali atas sebesar :
Tz"'Z(ISS- I)F . = 6.18621 155 -2 ""'·"I
Untuk menguj i apakali s~mua pengamatan masuk da 1 am
bat as kendali maka d i 1 i hat dari pet a kenda llnya pe~<i<•
lampiran C2 terlihat bahwa semua Lilik dulu bec-adil 0 1
da l am batas kendali atas tersebut . Maka dapat dikatokan
bahwa proses produksi bag ian bracket radiator d<m br <><.:-
ket muflcr sudah dal am kondisi terkendal i dan 1 a yak,
70
tetap1 pada :i~ik-titik tertentu yang memuncak ini
harus diperhatikan sebab-sebabnya apakah kareno hal-hal
yanq dapat dikendalikan atau karena faktor lain y<:mq
tidak bisa dideteksi.
4. 2.1. 4 . Stabilita s Proses f akt or I V
Variabel jarak yang termasuk dalam faktor IV ada-
lah lcbar v- membcr, Jarak float dan jarak lubang float .
Dimana ketiga faktor ini saling terkait (dependen) baik
secara statisLik maupun secara non sLatistlk, oleh
karena itu pe La kendall multivaria te yang paling tepat
diqunakan jika akan melakukan pengendalian kualitas
secara bersama terhadap ketiga variabel tecsebut.
Pengujian dan pemeriksaan asumsi distribusi normal
multivariat dilakukan dengan hipotesis sebagai berikul:
Hn data berdistribusi normal multivariat
Ht data tidak berdistribusi normal multivariat
Dari Lampi r an F, Lerlihat bahwa 58 . 06% jarak
d~·<X2 3 (0 . 5) = 2 . 37 dan plot chisquar e yang mendckati
gads lurus . Sehingga dapat disimpulkan bahwa asumsi
distribusi normal mu'tivariat telah terpenuhi .
Untuk menguji peta kendali multivariate ketiga va-
riabel ini secara statislik, maka didapal batas kendali
• 71 •
~;) ' .._ __ _
atas peta kenoali multivaraite- nya adolilh r.;,._,, dengan
mengg1.;nakan a=O, 05, diperoleh batas pengendali at.~s
, 3(155- I) , sebesar : r-= /• ' : 8.10773 155 - J u.p.• 1
Ternya ta berdasclrkan pet a kendal j nyi'l pilda 1 arnpi nw
C3 terlihat bahwa ada satu tltlk yang keluar dari balas
kendali atas, yai tu pada data kP. 44, rnoka untuk
memeriksa vari<tbel yang mePyeb<tbkan prose:; in.i menjndi
tidak te::kendali maka dil!.hat nilai standartnya sepr,or:..j
di bawah ini :
Karakteristik
Jarak float
Jarak lubang noat
\ 44
-1.63
1. ?9
Dari nlia i standar diatas maka dapat dik;;takan
bahwa jarak float yc1ng tidak Lepat, sehingga meuyeb.;Jl;-
kan peta kendall bcrsamanya ada yang kcluar hatas attis .
Untuk ana lisa selnnjuLnya, rnaka da ta k<" ilil d i iJllclii<J
dan dibuat peL .. kendalinya lagl sebc.gai pPta ken<Ja l i
penyesuaia'1 dengan kn teria yang sama sepert L di at as,
sehingga didapa tkan bat as at as pet a kendal i untuk rna-
sing- masing pengamat:at' sebesdr
T 1 - J(l55 -t) F. - 8.10963 . !55-3 ~.p.o I
72
l'ern:r·::~· :1 :::etel::~h pengo.n::~c::~n berku>ung rr.enjodi 154
o~n batas ~enda:! ~z - &. :0963, seperti ditunj tkkar
paoa lamp~ran C3 bahwa semua cici~ data berada di dalsm
~atas kendal! ~tas . Se~ingga dapat diKacakan bahwa
proses ini sudan terkendali dar: yang
jiperlihat~an dari keacakan aatanya .
4 . 2 . 1 . 5 . Stabilitas Proses faktor I Pengelasan
Berdasc.~rkan analisis faktor untuk 14 variabal
nenqelas<tn , ternyata faktor pertama terdiri darl S
variabel, yaitu pengelasan pada bagian sr.e.,r.i.ng
brc.<:.i\·~t, fend.;,r, L>racket tilt , fender bagian atas Jan
fender b~ginn bu•.:;::h. Penguji;:m dun pemeri k:::oon ::~:::urr.:::i
distribusi 'lormal multivariat dilakukan dengc.~n
hipocesis seoagai oerikut :
Ho aata berdistribusi nor~al multrvar~at
Ht data titiaK berdis~ribusi normal multivariat
Dari Lampi ran F, terlihat bahwa 61.94\
d1 _,.,2 (0 ~) j , •• 5 • ..1 - 4. 35 dar. plot chisquarc yang mcndclta':.i
qaris l•Jrus. Sehingga dapat disimpull(an ban"''a a~UPlSi
distribusi no1·mal mul tl variat telah terpenuhi .
Penqelasan pada kelima baqian ini dilakukan paoa
satu pos pengelasan maka sudah jelas terlihat acianya
dependensi satu sama lain , oleh karena itu untuk
73
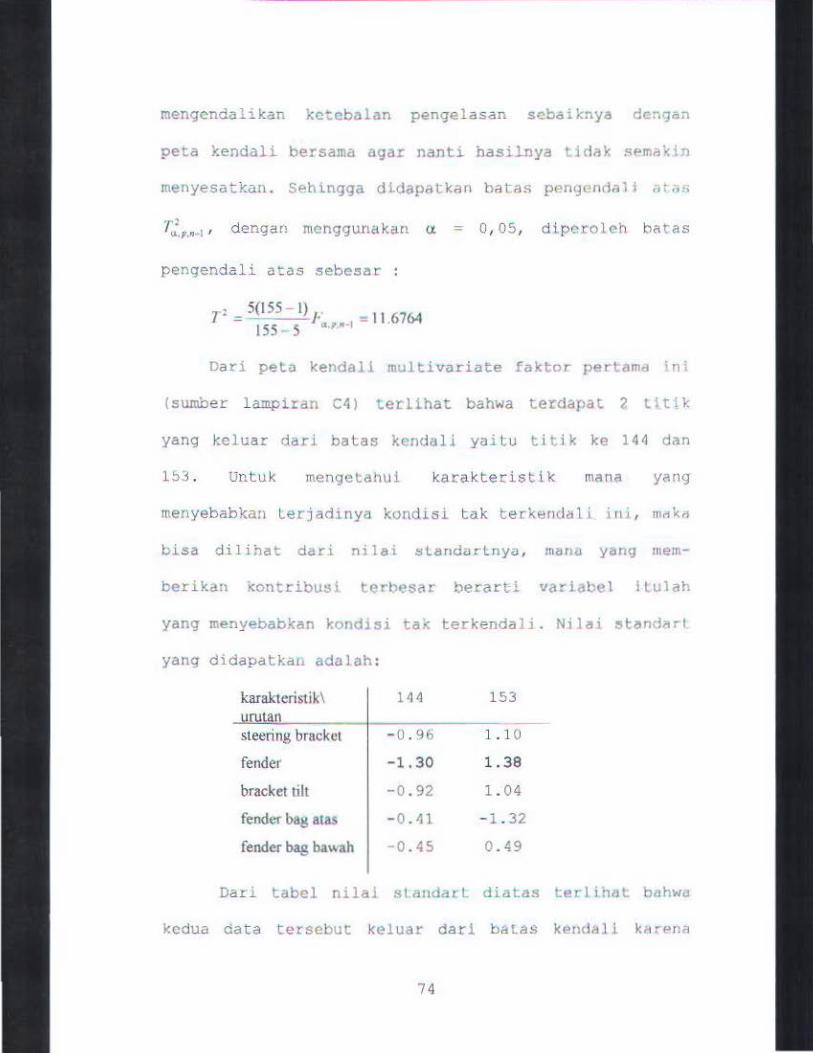
rnengcndalikan ;cctcbalan pengelasan sebaiknya dcnga.o~
peta kendali bersama agar nanti hasilnya tid~k ~Pmn~in
menyesatkan . Sehingga didapatkan batas pPngc!ndnl i at''"
T' u.p,n·l ' dengan mcnggunakan (l = 0, 05, dipcro lc-h b<t t 11s
pengendali atas ~ebcsar :
T' = 5(155 - 1) F = 11 6764 155 5 a.pn- l
Dari peta kendall multivariate faktor pertamd i n i
(sumber lampi.ran C4J terlihat bahwa terdapat ;> ttt t k
yang keluar dari batas kcndalj yaitu titik ke 144 dan
1!>3. Untuk mengetclhui karakteristi k mana yang
menyebabkan terjadinya kondisi tak terkendlll i i 11 i, mr~kn
bisa dilihat dari ni lai :standart:nya , ml!fi<J yang mem-
berikan kontribusi t<:'rhesar berartl variabel i lulah
yang menyebabkan kondisi taK terkendali. Ni lai ~tando:-1
yang didapatkau adalah:
karakteristik\ 144 153 urn tan steering bracket -0.96 1.10
fender -1.30 1.38
bracket tilt -0 . 92 1.04
fender bag atas -0.41 -1. 32
fender bag bawah -0.45 0 . .; 9
Dari label nilai standatt diatas ter:l ihat bahwa
kedua aata tersel>ut kl!luar ctari batas kendal i k;;rE>na
74
r.e::.:1l.:1h<:~n d.:llmn penge 1 <:~o~n b<:~gian :en de.::, '<emun:;ki:::: :-.
aisebabkan ~arena operatornya sudah lelah ataup~~
~arena mesin lasnya sudah aus .
Uncuk dnalisa selanjutnya maka kedua pengarnatar.
~·rsebut dikeluarkan sehingga hanya ada 153 pengamaran .
?.emudi.c.n dila!:u~an penqujian secara statistH:, m<tka
multi.variatenya sebesar T2 • 11 . 6848.
Dengan bacas kendali atas tersebut ternyata semua
pengamatan yang tersisa masuk dalam batas kendall dan
prosesnya masih layak yang terlihat dar, kea•;;akan
Jat..:anya .
4 . 2.1.6 . Stabilitas Proses Faktor II Penqelasan
?3cia faktor kedua ini ada 4 bagian pengelasan,
yaitu peDqelasan di baqian oracket tilt , pia~e, bracket
engine dan float:. !?engujian dan pemeriksaan asumsi
:!istribusi rnultivar-iat dengan
hipot~sis scbag~~ bcrikut :
Ho aa:a berdistribusi normal multivariat
H, aa:a tidak oerdistribusi normal multivariat
Lampi.::an F, terli~at bahwa iarak
d 2 2 '0 :<X 4 , • 5) - 3. 36 dan pJ ot chi square yang mendekati
75
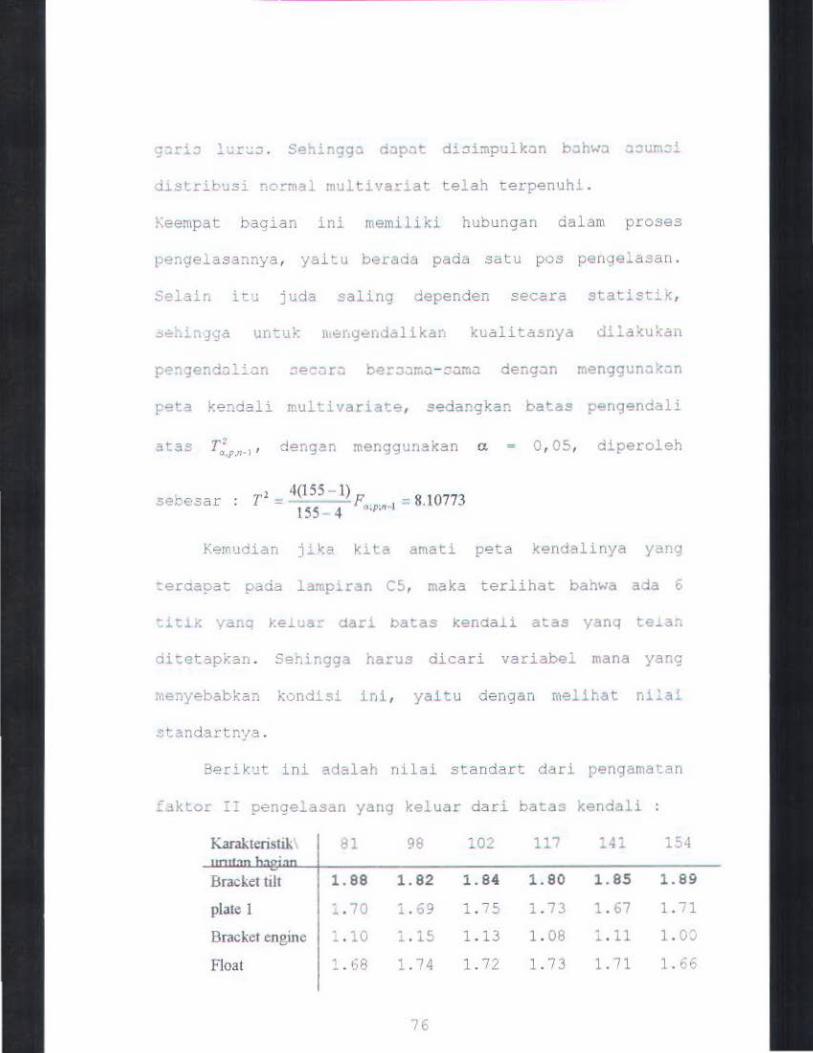
d1stribusi ~ormal multivariat te!ah terpenuhi.
Keempat baqian ini memiliki hubungan dalam proses
pengelasannya, yal t.u bl3rada pada satu pos penge ... asan .
Sela~~ it~ juda saling dependen secara statistik ,
::s.o-.• in;~ga un:u>: noar.g .. r.dalikar
j:.,.ta ker.d~li multlvarii'lt'", seda!"gkan batas p.,ngendali
dengan menggunakan (X, - 0 , 05, diperoleh
' l 4(155 - 1) seoesar : T = F,·p·• 1 - 8.10773 !55 4 ...
Kerr.ucian j.!. I< c. kit a amati pet a kendalinya yang
teraa!)a-: pa:.io Lunp1ran CS, maka terlihat bahwa ada 6
-1-:1~ vana kelcar dari batas kenaa11 atas vanq te.a~
di tetapkan . Sgr.ingga harus dicari variabel mana yang
meny.:.babkan kondisi 1 rd , yai -::u dengan m-eli hat nll :~i
ztandart nya .
berikut ini adalah nllai standart dari pengamaLan
fakt:or -- pengelasan yang keluar dari bat as kendall --
Karakteristik 81 9fl :.02 1:!..., ••• -~ 15-t
Bracket tilt 1. 88 1.82 l. 84 1.80 1.85 l. 89
plate 1 • . 70 : . 69 1. 75 1. 73 1. 67 1. "'1
Bracket engine . . • 0 1 . 15-· 1 . 13 1. 08 1.11 1. o:. Float : . 68 1. 74 1. 72 1. 73 1. 71 1.66
76
V"'-U~r t&.di ( 6 data) yang kesemuanya disot>ab~an o 1 c.h
hesalahan O!)erator pada saat mengelas bagian bre:H.:,;;H:
t~:t . J leh karena ltu untuk penyesuai an dibuat pe~a
kenaa.:..i lagi dengan m~mt uang semua dat::~ yang k"'lunr
Y.~ntrol yoitu e . i195 14'3
P"'ngamatan . Dan hasil psta kendalinya terlihat paaa
.... am;:>iran C5, yang menun~ ukkan bahwa semua dala masu~
<.b.!.am batas k~ndali , yang beran:i bahwa pr·oses s udah
:ayak dan terkendali .
4 .2 . 1 . 7 . Stabilitas Proses Faktor III Pengclas~
~aaa t:rosr:?s peng..,lasan ini faktor ketiga terdiri
atas 3 variabel oagian pengelasan , yaitu bagian r .. ctr
~upoort , plale 3 dan V-member Penquiian dan pemeri~sctan
a:>umsi dist ribusi normal multi variat dilakukan dengan
h~potesis seoag~i berikut
P.o data bcrd1stribus1 normal ~~ltivariat
Ht data tid~k ~erd1~tri~usi normal multivariat
Dari Lar~pi.::-an F, terlihat bahwa 53 . 55ti jara.~
' ' <:l"j<X•3 {U . ::>) • ~ . 3r dan plot chisqt.:are yanq wenae,:a'i
;a:-is :urua . .Sehingga dapal disimpulkan bahwa asumsi
iistribus! normal multivariat telah terpenuhi .
77
!:li.mwn.:: Ketigo oogion ini dil.:t.:; ?.:teo .:;otu pc.:; :,::Jn:;
.ean a da!J a-=ngan operator yang sama, sehingga ha.•u l
pPngelasan paaa satu bagian ter kai t dengan bagio n yang
ai n . Selain itu ba1.1ian i ni juga perl u diuji socara
s~atistik, apakah benar pada pengelasan di bagian rear
s t:purt, 1=-:a.t~: ' dan V-m~·mb~r sudah !J.::rada da .. am ba;:as
.-=-nd~li ~:as T1 = 3(155 1) F - 9.92226 dengan
155-3 >.r;•l a. 0,05 .
Iernyata berdasar peta J<endali pada lampiran Co
terli ilat bar,•.-~a Proses sudah terke:1da.l.i , seh~nqqa dapat
dikatakan bahwa operator pada pos 3 ini sudah baik dan
~ehingg:~ hasi l peng-=-lasannya juga
bcrk~~litas. S~lain pc~gar~h opcra:or ~~ga karcna ~c~in
pe~ge:~snya y~ng taru se:esa! diperbaik~.
4 .2. 1 . 8. stabilitas Proses Faktor IV Pengelasan
Unt ~k pengeia.:;an bagian pla~e da n side plate, yang
Dasu~ dalam fa~tor IV berdasar a nalisis faktor ternyata
mcmiliki dcpcndcnsi ( s.s.!.ing :cr kait) bail< sccar:.
statl..st2.k m;;~.op•.n nt;on stat~stik (pos p~ngelasau),
_ehingga .:r.t .i< memer i .:~a per.genda:ian kuali tasnya
aiqun:'lt<an peta kenctali rnulti.var_ate secara bers~me~ .
Fenguji.an dan remeriksaan asumsi distribusi normal
m•Jltivariat di laku~an dengan hipotesis sebagai berikut:
18
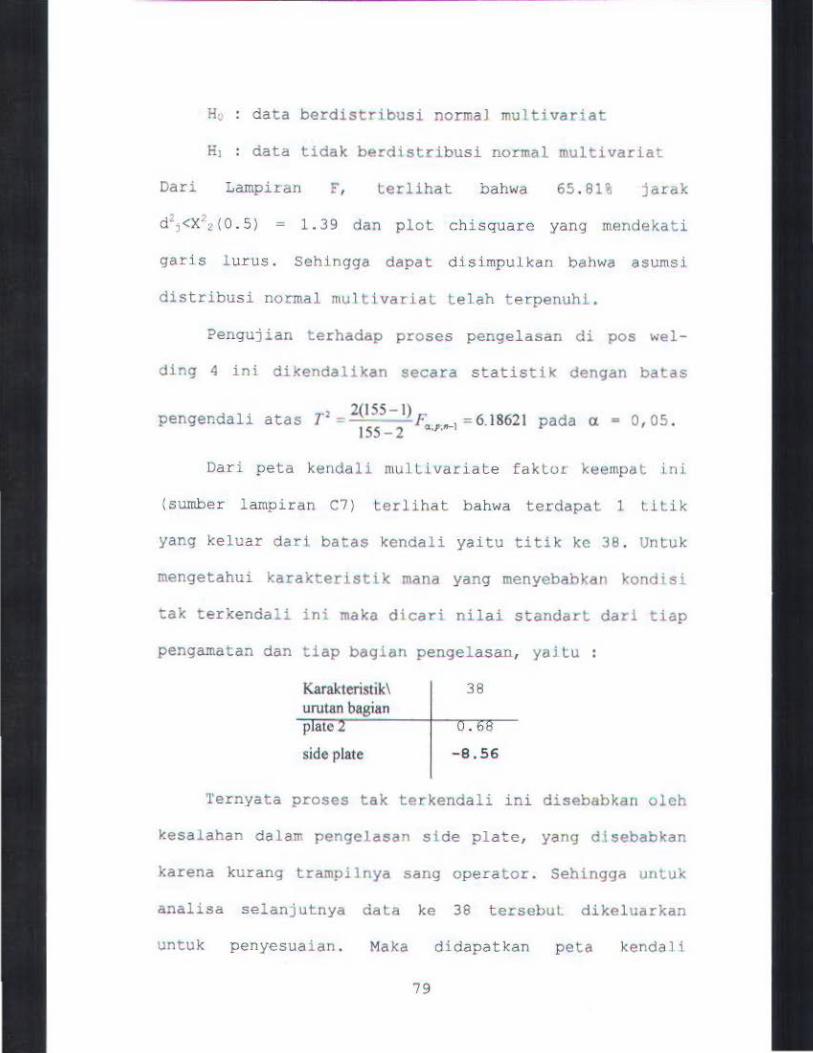
H~ data berdistribusi normal multivari at
Ht data tidak berdistribusi normal multivariat
Dari Lampi ran F, t;erlihat bahwa 65 . 81% jarak
dzj<X22 (0 .5 ) = 1.39 dan plot chisquare yang mendekati
garis l urus. Schingga dapat disimpulkan bahwa asumsi
distribusi normal multivariat telah te rpenuhi.
Pengujian terhadap proses pengelasan di pos wel-
ding 4 ini dikendalikan secara statistik dengan batas
' 2(155-1) pengendall atas T 2 = - - --F-p.,_1 = 6.18621 pada a. • 0,05 . 155-2 ~ ..
Dari peta kendali mulLivariate faktor keempat ini
(sumber l ampiran C7) terlihat bahwa terdapat 1 titik
yang keluar dari batas kendali yaitu titik kc 38 . Untuk
mengetahui karakteristik mana yang menyebabkan kondisi
tak terkendali ini maka dicari nilai standarl dari tiap
pengamatan dan tiap bagian pengelasan, yaiLu :
Karakteristik\ urutan bagian
38
-8.56
Ternyata proses tak terkendali ini disebabkan oleh
kesalahan dalam pengelasan side plate, yang d i sebabkan
karena kurang trampilnya sang operator . Sehingga unt uk
analisa selanjutnya data ke 38 tersebul dikeluarkan
untuk penyesuaian . Maka didapatkan peta kendali
79
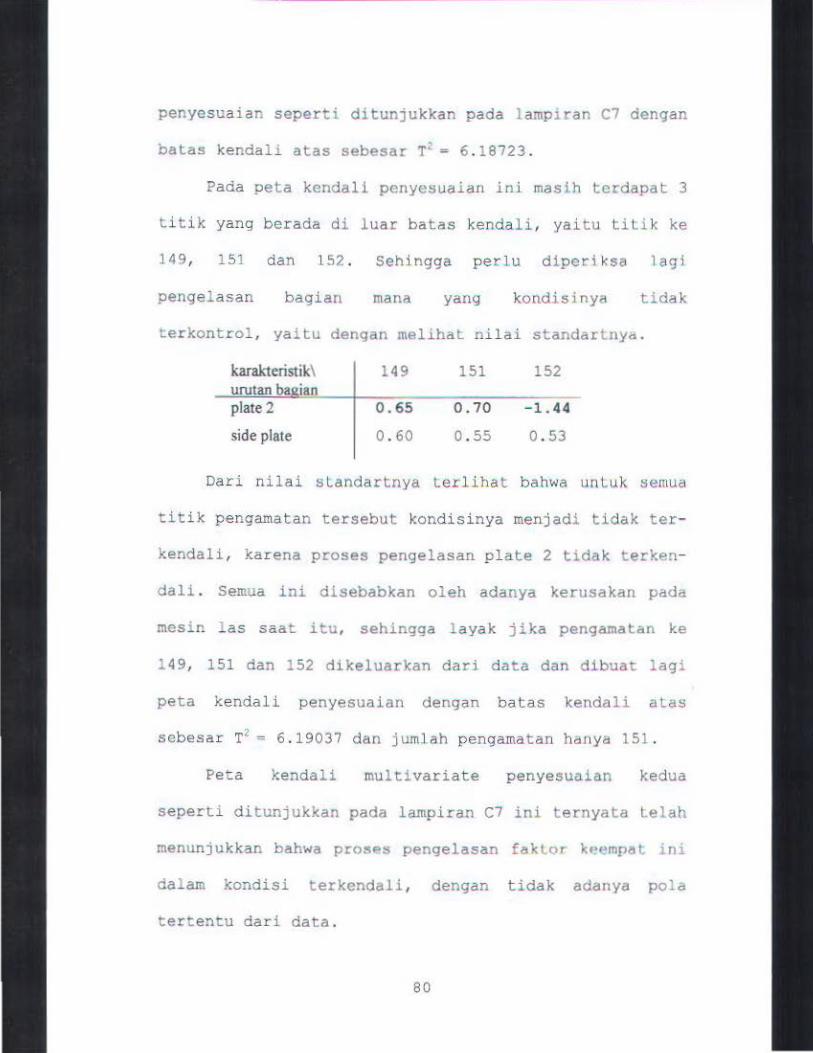
penyes~aian seperti ditunjukkan pada lampiran C7 dengan
batas kendali atas sebesar T2 = 6 . 18723 .
Pada peta kcndali penycsuaian ini masih terdapat 3
t i tik yang berada di luar batas kendali , yaitu tiLik ke
J49 , 151 dan 152. Sehingga perlu diperiksa lagi
pengelasan bag ian mana yang kondisinya tidak
terkontrol, yaitu dengan melihat nilai standartnya.
karakteristik\ urutan ba ian plate 2
side plate
149
0.65
0 . 60
151
0.70
0 . 55
152
- 1.44
0 . 53
Dari nilai sLandartnya ter lihat bahwa unLuk semua
titik pengamatan tersebut kondisinya menjadi tidak ter-
kendali , karena proses pengelasan plate 2 tidak terken-
dali. semua ini disebabkan oleh adanya kerusakan pada
mesin :as saat itu, sehingga l ayak jika pengamatan ke
149, 151 dan 152 dikeluarkan dari data dan dibuat 1agi
peta kendali penyesuaian dengan batas kendali alas
sebesar T2 = 6 .19037 dan jumlah pengarnatan hanya 151 .
Pet a kendali multivariate penyesuaian kedua
seperti ditunjukkan pada lampiran C7 ini ternyata telah
menunjukkan bahwa prosPs pengelasan faklor kePmpat ini
dalam kondisi terkendali, dengan tidak adanya pola
tertentu dari data.
80
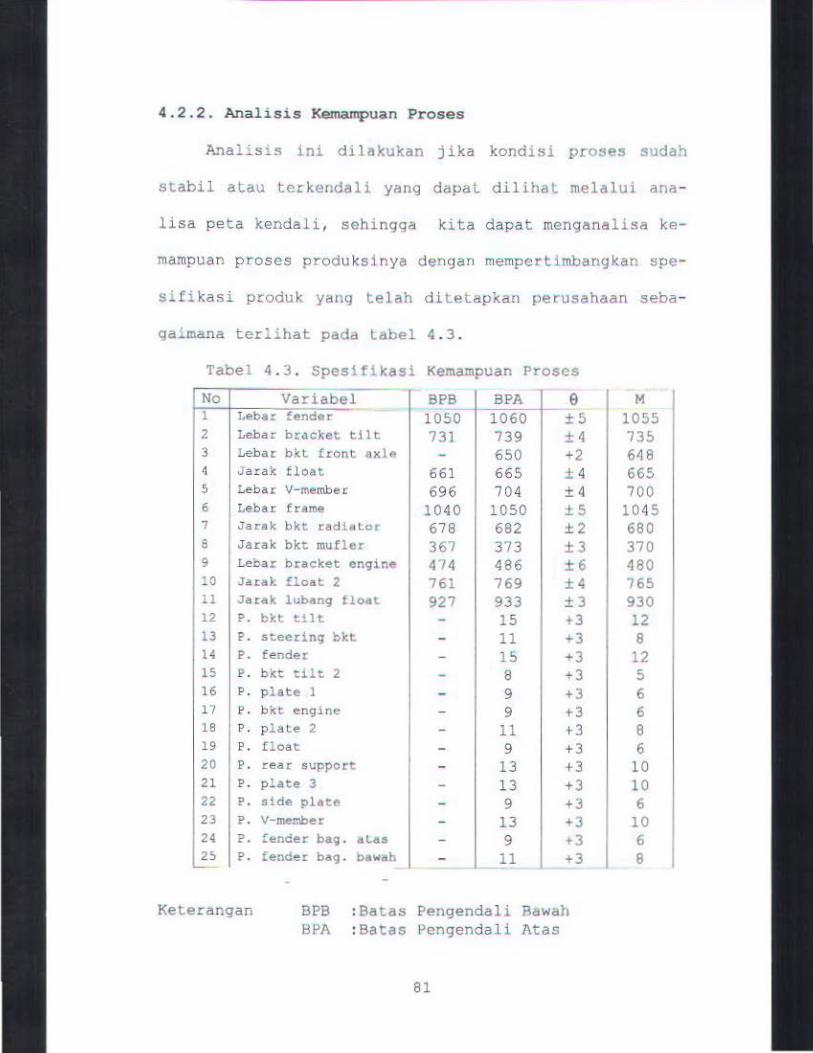
4 .2.2 . Analis is Kemampuan Pr oses
Ana lis is ini dilakukan j i ka kondisi prosE's sudah
stabil a tau ter kendali yang dapal dllihat melalui ana-
lisa pet a kendal i , sehi ngga ki ta dapat menganalisa ke-
mampuan proses produ ksinya dengan mempertimbang kan spe-
sifikasi produk yong tel ah d itetapkan perusahaan seba-
qaimana ter~ihat pada label 4 .3 .
Tabe l 4 . 3 . Spesifikasi Kem~~puan Proses
No Vadabel 1 Lebar fender 2 Lebar bracket tllt 3 Leba r bkt !rent axl~ 4 J a r a k fl oat 5 Lebar V-member 6 Lebar frame 7 Jarak bkt radiato r
8 Jarak bkt mufler 9 Leba r bracket enqine 10 J a rak float 2 11 J a ralc lubanq float 12 P . bkt tilt 13 P . s teerinq bkt H P . fender 15 P . bkt "t:ilt 2 16 P. plat e 1 17 P. bkt engine 18 P. p l ate 2 19 P. floa t
20 P . r ea r support 2 1 P . pla t e 3 22 P. s ide plate 23 P. V- member
24 ?. fender baq . alas 25 P . fender bag . oawa h
BPB 1 050 73 1
661 696
1040 678 367 474 761 927
BPA 9 _1,::.0;.;,6~0-+-± 5
739 ±4 650 +2 665 :i: 4 704 ± 4 1050 ..1: 5 682 .± 2 373 ±3 486 ± 6 769 :i: 4 933 ±3 15 +3 11 +3 15 +3 8 +3 9 +3 9 +3
11 13 9 + 3
13 + 3 13 + 3 9 +3
1 3 +3 9 +3
11 +3
Keterangan BPB :Batas Pengendal i Rawah BPA :Batas Pengendal i Atas
81
M
1055 735 618 665 700
1045 680 370 480 765 930 12 8
12 s 6 6 8 6
10 10 6
10 6 8
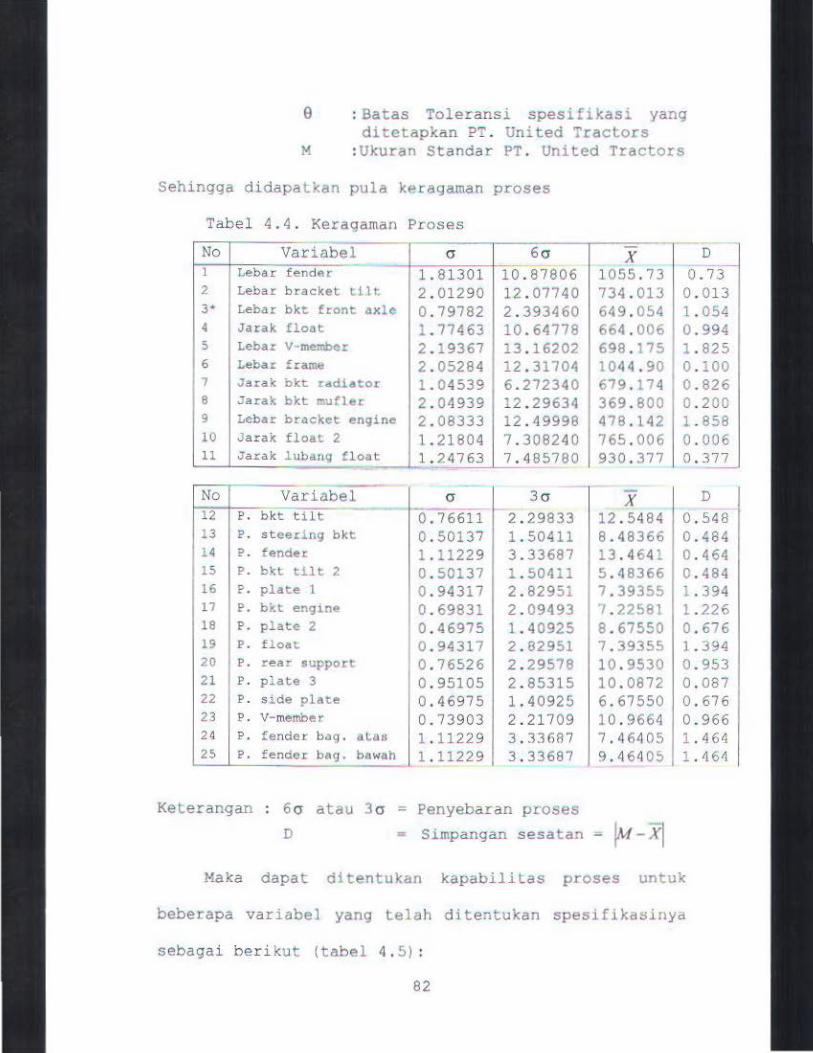
9 : Batas Toleransi spesif i kasi yang ditctapkan P~. United Tractors
M :Ukuran Standar PT . Uni ted Tractors
Sehingga didapatkan pula k~ragaman proses
Tabel 4 . 4 . Keragaman Proses
No Variabel 1 Lebar fender 2 Lebar bracket t I 1
3* Lebar bkt front a 4 Jarak float 5 Lebar V member 6 Lebar frame 7 Jarak bkt r~diato 8 Jarak bkt ~ufler 9 Lebar bracket eng 10 Jarak floaL 2 11 Jarak lubang floa
t
x1e
r
ine
t
-No Variabel 12 p. bkt tllt 13 P. steering bkt 14 ?. fender 15 !' . bkt tilt 2 16 p . plaee 1
17 P. bkt enqJ.ne 18 P. plate 2 19 P . float 20 P. r ea r support 21 P. plate 3 22 P. side plat.e 23 P . v- member 24 P. fender bag . a Las 25 P. fender bag. bawah
cr 1.81301 2 . 01290 0 . 79782 1.77463 2 . 19367 2 . 05284 1.04539 2 . 04939 2 . 08333 1. 21804 1. 24763
cr 0 .76611 0 . 50137 1.11229 0 . 50137 0 . 94317 0 . 69831 0 . 46975 0 . 94317 0 . 76526 0 .95105 0 . 46975 0 .73903 1 . 11229 1.11229
6cr 10 . 87806 12 . 07740 2 . 3934 60 10 . 64778 13 . 16202 12 . 31704 6 . 272340 12.29634 12 . 49998 7 . 308240 7 . 485780
3cr 2 . 29833 1. 50411 3 . 33687 1. 50411 2 . 82951 2 . 09493 1. 40925 2 . 82951 2.29578 2 . 85315 1. 40925 2 . 21709 3 . 33687 3 . 33687
Keterangan 6cr atau 3cr = Penyebaran proses
X 1055 . 73 73<l.013 649 . 054 664 . 006 698 . 175 1044 . 90 679 . 174 369.800 478 . 142 765 . 006 930 . 377
X 12 . 5484 8 . 48366 13 .4 64 1 5 . 48366 7 . 39355 7 . 22581 8 . 67550 7 . 39355 10 . 9530 10 . 0872 6 . 67550 10 . 9664 7 . 46405 9 . 46405
D Simpangan sesatan - jM -XI
D 0 .7 3
0 . 013 1 . 054 0 . 994 1 . 825 0 . 100 0 . 826 0 . 200 1 . 858 0 . 006 0 . 377
D
0 .548 0 .484 0 . 464 0 . 484 1 . 394 1 . 226 0 . 676 1 . 394 0 . 953 0 . 087 0 . 676 0.966 1. 464 1 . 464
Maka dapat ditentukan kapabililas proses untuk
beberapa variabel yang telah ditentukan spesifikaslnya
sebagai beri kut (tabel 4. 5) :
82
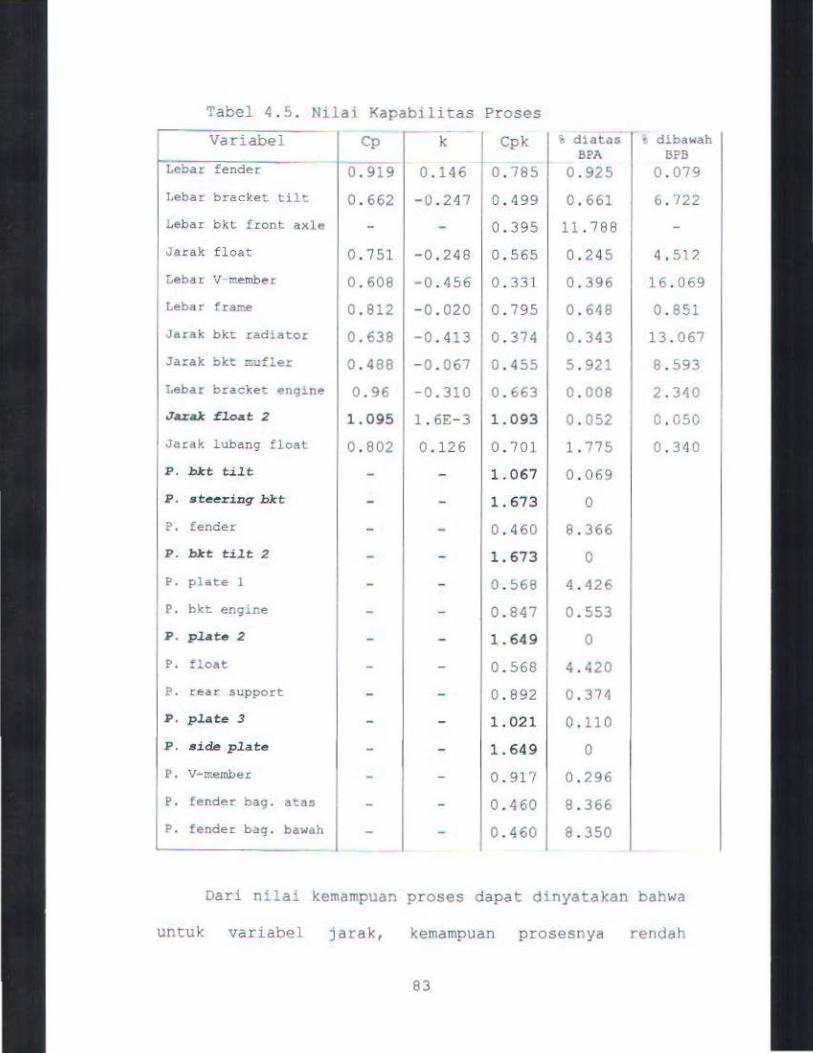
Tabel 4 . 5. Nilai Kapabilit:as Proses
Variabel Cp k I Cpk > diatas dil>awah BPA BPB
Lebar fender 0 . 919 0 . 146 0 . 785 0 . 925 0 . 079
Lebar bra eke~ tilt: 0 . 662 -0.247 0 . 499 0 . 661 6 . 722
Lebar bkt front a><le 0 . 395 11 . 788
Jarak float 0.751 -0.248 0.565 0.245 4. 512
Lebar v member 0 .608 -0 . 456 0.331 0 . 396 16 . 069
Lebar frame 0 . 812 - 0 . 020 0.795 0 . 648 0 . 851
Jarak bkc radiator 0 . 638 -0 .4 13 0 . 374 0 . 343 13.067
Jarak b kt mu!ler 0 . 488 -0.067 0 .4 55 5 . 92 1 8 . 593
I.ebar bracket engine 0 . 96 -0.310 0 . 663 0 . 008 2 . 340
.T~ak £~oat 2 1.095 1. 6E-3 1.093 0 . 052 0 . 050
Jarak lubang flo~>t 0 . 802 0 .1 26 0.701 1. 775 0 . 340
P. b.lct t.i~t 1.067 0.069
P. • tee ring b.lct 1.673 0
P. fender 0 .4 60 8 . 366
P. b.lct tiU 2 1.673 0
P. plate 1 0 . 568 4 . 426
P. bkt engine 0 . 847 0.553
P. p~ate 2 1. 649 0
P. float 0 . 568 4 . 420
P. rear support 0 . 892 0 . 371
P. plate 3 1 .021 0 . 110
P. •ide p~a te 1.649 0
P. V- merober 0.917 0 . 296
P. fender bag . atas 0 . .: 60 8 . 366
P . fender bag. bawah 0 .4 60 8 . 350
Dari niial kemampuan proses dapat dinyatakan bahwa
untuk variabel jarak, kemampuan prosesnya rendah
83
( ~ura~g dari 1) kecuall untuk jarak float / y~ng
memiliki kemarnpuan proses cukup tinggi .
Sedangkan untuk varjobel pengelasan ada 6 var abel
yanq kernampuan prosesnya tinggi (l ebih dari J) , dan si -
s anya memili ki kernampuan proses yang r endah (< 1 ) .
4.3. Pen j adwalan Persediaan Bahan Baku Frame
4.3.1. Peramalan Permintaan Frame denqan Anal isis Ti me Series
Sebagai penyusunan model ARIMA, t entuny11 plot dala
dari ti me series harus merncnuhj s yar c. t stas ioner . Un l uk
it u pe r l u melihat ploL ser i e s dar i da t a pf~ rrn i nt.ilil ll
f r ame f orklift ynng dapat diJ ihat pada I a lllpi l'dll F ..
Dar i hasil plot pada lamp iran E t e rlihat bahwa
series belUll' stasioner dal<JIII varians ::H:11.1ngga perlu
dir.rans::crmasL dan jenis t r ansformasi yang tepat
adal ah transforrnas1 1 n . Setelah di t ransfor:na i terny;,t;,
pl o L ser iesnya belum berada diseki tar r ata-ratanya yang
menunj ukkan bahwa data bc l um da lam keadaan st.ll::de>rlPr·,
sehi ngga per l u adanya pembedaan data orde satu
(di ffe rencing 1) . SeLela h dilakukan pembed!!i!n nrdP li<'~tu
terliha t bahwa plot series sudah berada d1sekitar rata-
rata yang menunjukk.ln bahwa data sudah stasioncc .
Un~uk rnernperoleh r.al<si ran model sementara dapat
dilihat melalui plol dUtokorelasi dan plot panda!
autokorelas i nya . Dari plot parsial autokorel":;>
84
terlihat memili~i pola cut of lag pada lag 2, sedanqk~n
pada 9lot autokorelasinya terlihat pada lag 1.
Model sementara dapat dlduga adal<th ARTMT1(0,l,l);
ARIMA(2 , l,O) . SeLelah mcndapatkan model sementara ,
kemudian menghiLung esLimasi parametcrnya. TJnLuk
pengujian masing-masinq pendugaan model odnlrlh ~Ph~qni
berikut :
1. Model AR1MA (0,1,1)
Dari output diperol eh nilai cstimasi par;~m1•ter yang
dapat dilihat pada Label 4 .6.
Tabel 4 . 6 . Bstimasi Model ARI MA (0,1 , 1)
o~r~mo+-or C'~,.;~n~;
MA( 1) 0 . 66665 ~ - s td Error
0 .1 0564 t-ratio 6 . 31060
P-valuP. 0.0000
Estimasi varian:si while Probabilitas white noise
noise = 0 . 214878 df = ~3 - 0 . 767819
Surnl:>er : perhitun9an
Dari tabel 4 . 6 . terlihat bahwa P- value < (a~s~) . Ini
menunjukkan pcHdmeLer l erRebut signi fi kon. tJnl.uk mP-
yakinkan dapat diuji dengan memakai uj i t-stat is llk
dengan hipotesis sebagai bcrikut :
H () : 0
H: () 7' 0
Dengan lt.,..-rJ ~ 6. 31060 dan ::-.t~• = 2 . 00525 .
85
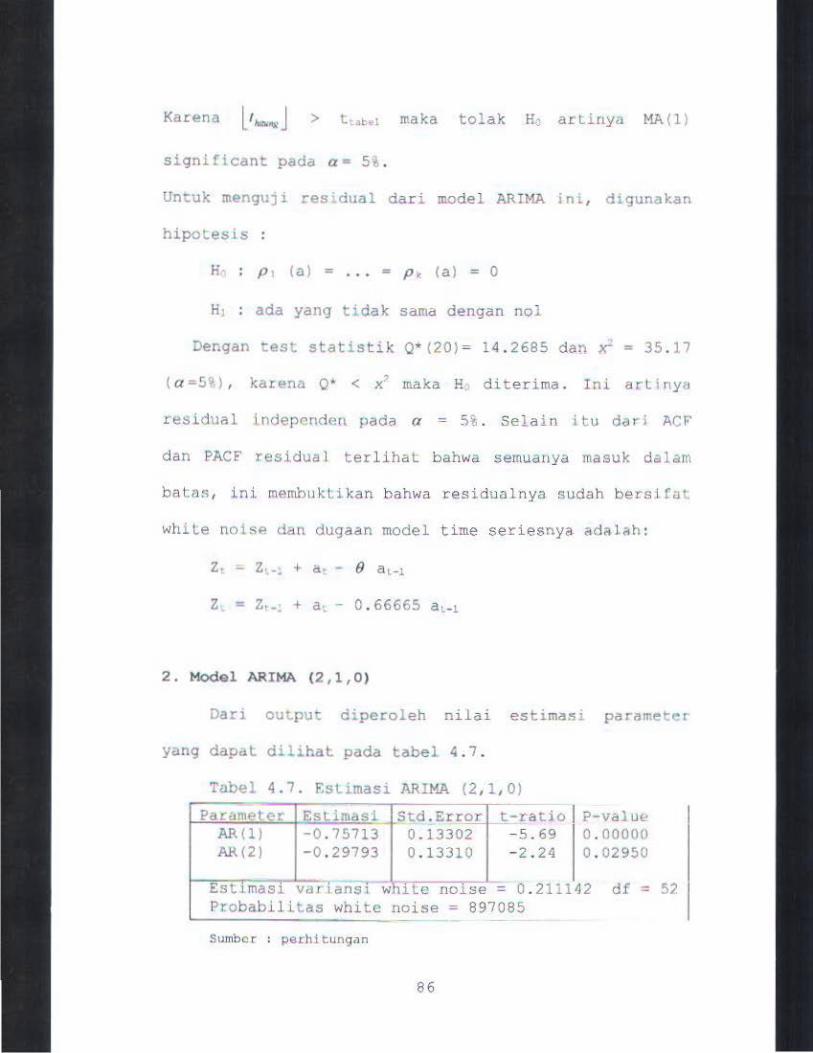
Karena lt J ......... > t t ob t maka tol ak Ho artinya MA(l)
significant pada a ; 5% .
Untuk menguJi res1dual dari model ARIMA in. , digunakan
hipotesis
P (a) ; ; p, (a) = 0
H1 ada yang tidak sama dengan nol
• Dengan test statistik Q~(20)= 14 . 2685 dan x- = 35 . 17
( a :5%) , kaLena 0* < x7 maka !-! , diterima. Ini arti nyil
residual i ndepcndcn pada a = :'>% . Sel a i n i tu d(lr i ACF
dan PACF residual t erlihat bahwa semuanya masuk dalam
batas, ini membukLikan bahwa residua.lnya sudah bers i fac
whiLe nolsP dan dugaan model time seriesnya adillah:
z = z, __ + a - o. 66665 a ,. 1
2. Model ARIMA (2,1,0)
Dari Ou pu- diperoleh nilai es timasi parameter
yang dapdl d i lihat pada tabe l 4.7 .
Tabel 4 . 7 . F.slimasi AR!~~ (2, 1 , 0)
Parilmeter Estirn;,si AR(l) -0 . 75713 M(2) -0 . 29793
Estlmasl Vd r lansi Probabilitas white
Sum be r petlti t ung.1n
Std.ErrQr t -ra tj o I P-val ue 0 . 13302 - 5.69 0 . 00000 0 . 13310 - 2 . 24 0 . 02950
white nolse - 0 . 211142 es
df = noise = 8970 - -
86
Dari taoel 4 . 7. terlihat bahwa nilai P-value para
me~er AR!ll lebih kecil dari (a=S%). Ini menunjukk<.~n
parameter lersebut signifikan tidaic nol . UnLuk meyakin
kan dapat diuj i dengan memakai uj i t-stati st i k dengon
hipotesis sebagai bcrikuL :
Ho rP t = 0
H ¢: '~" 0
Dengan lt, .•• ., J = 5 . 69 dan lur..e: = 2 . 00525.
Karena maka tolak He artinya AH.(l)
significant pado a= 5% .
Selain itu dari tabel 4.7. terlihat bahwc1 nilc1i P
val ue untuk parameter AR (2) lebih kecil dari (a =5'> J •
Ini menunjukkon parameter tersebut signi fiknn brink
nol. Untuk meyak1nkan dapat diuji dengan memakal uji t
statistik dengan h i potesis sebagai berikut :
Ho ¢ 2 ~ 0
Dengan l'""'''•J = 2 . 24 dan tnh•· = 2.00525.
Karena maka tolak H artinya AR ( 2 )
significant pada a= St .
Untuk menguji residual dari model AR!MA 1ni,
digunakan hlpotPsis
87
H P Cal "' = p (a) = 0
H1 ada yang tidak sama dengan nol
Dengan Lest statislik Q• (20) = 10.9352 dan xZ = 36 .4 1
( a ~S%) , ka rena Q* < x 2 maka Ho di terima . Tni art i nyil
residual independen puda a "' 5%, dari ploL ACF dan
PACE' r esidual yang semuanya masuk dalam batasnya juga
dapat membul<tikan bahwa residunl model
ARTI".A(2 , 1 , 0) bersife~t white noise .
Dari nembandinqan kedua model diatas ternyata yang
terbaik adalah model ARTMA (2 , 1,0 ) . Pemilih;m rPrh;,dap
model ini dika renakan probabilitas wh ite no i se model
ARIMA {2 , 1, 0) lebih kcc.Ll, sehingqa b.isa d.i:;.impulkan
bahwa model ini lebih lepc:lt . Hal ini diperkual juga
pada ACF dan PACF res~dual, tidak ada lag yang keluar
dari batas sehingga dinyatakan bahwa model ini adalnll
model terbaik dengar. persamaan :
ln z, = 0 . 24?87 lnz._,- 0 .6684 lnZt-. •
Hasl" Rama~an kebutuhan forklift untuk cn<tm bulan
kedepan ada~ah l:!ebagai berikut :
88
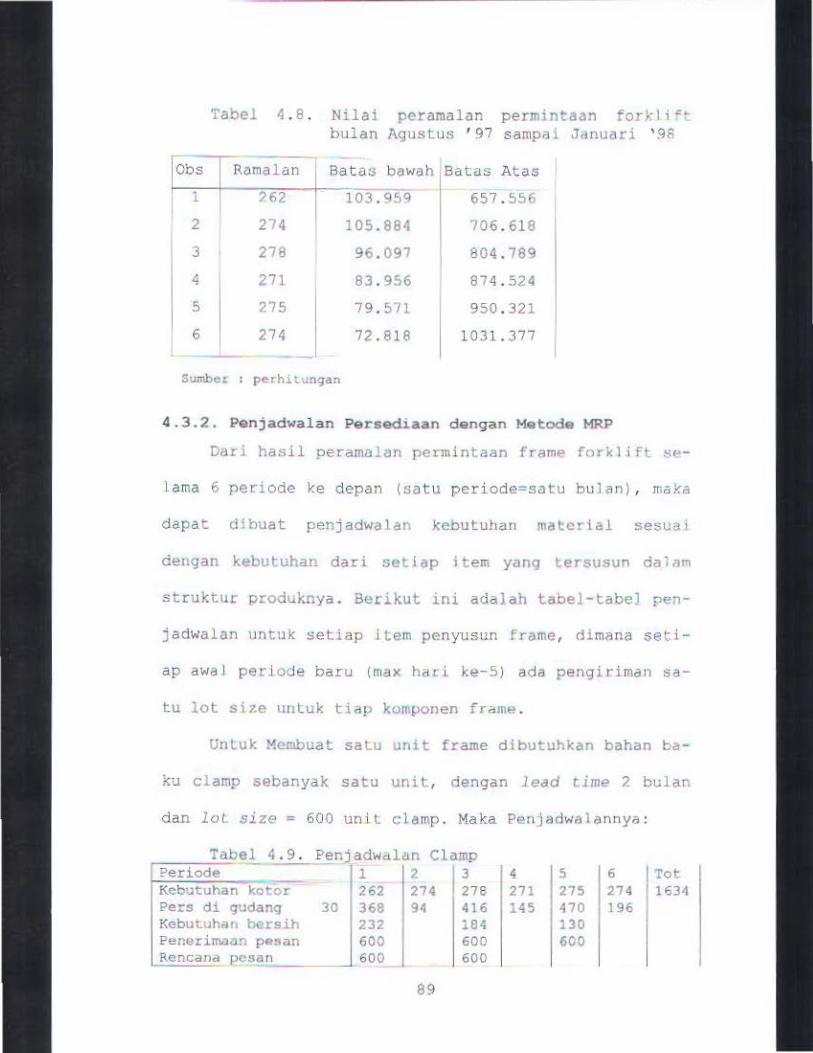
Tabel 4 . 8 . Nilaj peramalan permintaan ~orkti~
bulan Agustus '97 sampai Jdnuari ' 98
Obs
1
2
3
4
5
6
RamalC!n
?62
274
278
271
275
274
Batas bawah Batas Atas
103.95q
105.884
96.097
83 . 956
79.5/1
72.818
657.556
706 . 618
804 . 789
874 . 524
950 . 321
1031.377
Sumber : pe<hitungan
4 . 3.2. Penjadwalan Pers~aan dengan Metoda MRP
Darl hasll peramalan permintaan fram~ forklift ~e-
lama 6 periode ke depan (satu periode=satu bulan) , maka
dapat dibuat penjadwalan kcbutuhan malcrial sesuai
dengan kebutuhan dari setiap icem yang tersusun da·am
struktur produknya. Berikut ini ad.alah tabe.l-tabe) pen-
jadwalan untuk setiap item penyusun frame , dimana seti -
ap awa l periode baru (max harL ke-5) ada pengiriman sa-
tu lot size untuk tiap komponen frame .
Untuk Membuat satJ unit frame djbutuhkan bahan ba-
~u clamp sebanyak satu unit, dengan lead time 2 bulan
dan loL size= 600 un i t clamp . Maka Penjadwalannya:
Tabel 4.9 . Penjadwalan Clamp i?eriode -- jl 2 3 4 5 6 Tot Kebutuhan kotor 262 274 278 271 275 274 1634 Pers di gudanq 30 368 94 416 145 470 196 Kebutuhan bcrsih 232 184 130 Fenarimaan pPs~n 600 600 600 Rencana pcsiln 600 600
89

TIC ~ ongkos simpan + ongkos pesan
= (6x400x0.005) + (2xO . l5x400)
= 12 + 120 = Rp 132 , -
Jadi TIC per unit clamp sebe~dr Rp 132,-.
Untuk Membuat satu unit frame dibutuhY.on bahan ba-
ku seat sebanyak salu unit dengan lead time/ bulan dan
lot size 550 unit seat. Maka Penjadwal~nny~:
Tabel 4.10 . Penjadwalan Seat
- - -Peri ode 1 2 3 4 5 6 '!'ot Kebutuhan kotor 262 2-/4 278 271 ?.75 274 1634 Pers di gudang 30 318 44 316 45 320 46 Kebutuhan bersih 232 234 230 Penerirnaan pesan 550 550 550 Re ncano _ECnan _ _ 550 550
TIC : ongkos simpan + ongkos pes an
= (6x785x0 . 005) + (2x 0 . 15x785)
= 23,55 + 235 , 50 = Rp 259,05
Jadi TIC per unit seat sebesar Rp 259 , 05.
Untuk Membudt satu unit ft"ame dibutuhk<1n bah<~n btl -
ku clip sebanyak dua unit dengan lead time 2 bula:-~ dan
lot size - 1100 unit clip . Maka Penjadwalannya:
Tabel 4 . 11 . Penjadwalan Clip
Peri ode l 2 3 4 5 6 Tot Kebutu:han kotor 521 548 556 542 550 548 3268 Pers d.i gudang 60 636 A8 632 90 640 92 Kebutuhan bersih 464 468 460 Penerimddn pesdn aoo 1100 • 100 Rencana pesan 1100 1100 I
90
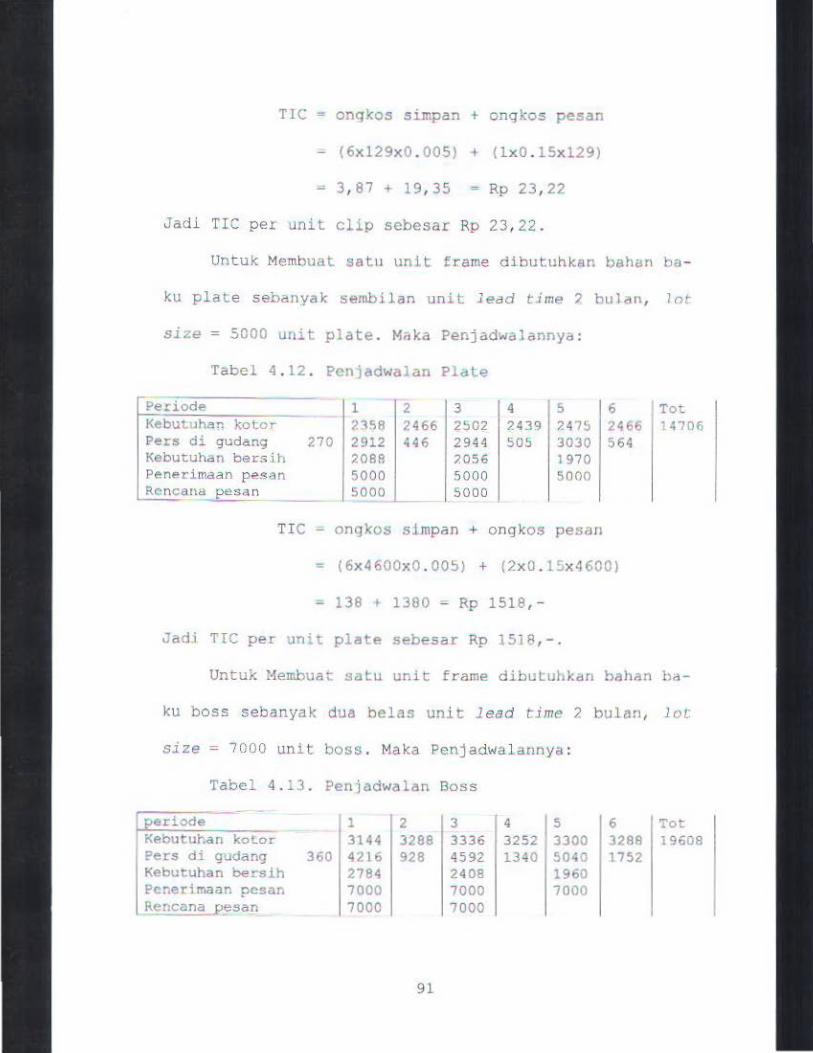
TIC • ongkos simpan + ongkos pesan
- (6x129x0 . 005} + (lx0 .15xl29}
~ 3, 87 + 19 ,35 Rp 23,22
Jadi TIC per unit clip sebesar Rp 23,22 .
Untuk Membuat satu unit frame dibutuhkan bahan ba-
ku plate sebdnya k sembl lan unit 1 edd time ? hul <1 n, lot
size = 5000 unit plate. Maka Penjadwalannya:
Tabel 4 . 12 . Penjadwalan Pl ate
Peri ode 1 2 3 4 5 6 I Tot Kebutuhan kolo,. ?'\!'if! 2466 2502 2439 247!> 2466 14706 Pers di gudang 270 2912 446 2944 505 3030 564 Kebutuhan bersih ;108R ?.056 1970 PenPrimaan pes~n 5000 5000 5000 Rcncana pesan 5000 5000
TIC - ongkos simpan + ongkos pesan
• (6x4600x0 . 005) + (2x0 . 1Sx4600)
- 138 + 1380 - Rp 1518, -
Jadi TIC per unit plate sebesar Rp 1518,- .
Untu~ Mernbuat salu unit frame dibutuhkan hahan ba-
ku boss sebanyak dua belas unit lead time 2 bulan, Jot:
size = 7000 unit boss. Maka Pcnjadwalannya:
Tabel 4.13. Penjadwalan Boss
I 2eriodE> 1 2 3 4 I 5 6 Tot 4
3288 Kebutuhan kolor 3144 3288 3336 3252 3300 19608 Pers di gudang 360 4216 928 4592 1340 5040 1752 Kebutuhan bersih 2784 2408 1960 Pcnerimaan pesan 7000 7000 7000 Rencan~esan 7000 7000
91
TIC ongkos simpan + ongkos pcsan
~ (6xl650x0 . 005) ~ (2x0 . 15x1650)
49,50 t 495 = Rp 544 , 50
Jadi TIC per unll Boss sebesar Rp 544 , 50 .
Seh'ngga total increment cost seluruh kow.ponen
lmtui( sa tu framP forkll (t sete tah menggund kan metock
MRP scbesar Rp 2476,77 , padahal sebelum dlgunakan melo
de MRP total increment cost- nya sebesar Rp 3050, 00 .
92

BABY
KESIMPULAN DAN SARAN

BAB V
KESIMPULAN DAN SARAN
5 -l. Kesimpula n
aerdasarkan hasil analisa dan pembahasan di Bab IV
dapat diambil kcsimpulan bahwa:
l . Dari 11 variabel karakteristik kualitas jarak pada
proses pembuatan !:rame forklift terdapat 4 fakt:or
yang mampu mcnerangkan keragaman data sebesar 93 . 2% .
Faktor yang pertama adalah faktor lebar sisi kanan
dan ki r i bag ian dalam dan lua r yang terd i ri dari
lebar fender, leba~ bracket front axle, lebar frame
dan lebar bracket engine. Faktor kedua tcrdiri dari
2 variabel yang berada pad a si si kiri , yai tu lebar
bracket tilt dan jarak CloaL 1. Untuk faktor ketiga
merupakan ja:rak bracket pada sisi kiri dan kanan,
yang terdiri dari 2 variabel juga, yaitu Jara~
bracket radiator dan j arak bracket rnufler . Faktor 4
merupakan jarak float 2, terdiri dari 3 variabel,
yaitu l ebDr V-member, )arak float dan jarak lubang
float.
-.... I
- ~I
Un=~k 14 variabcl karakteriscik kualitas pengelasan
juga te=diri dari 4 faktor, yang lelah mampu
rnenerangkan keragaman data sebesar 91.4%. Dimcwa
b'aktor 1 merupakan baqian pada pas welding 1 yang
t crdiri dar i pengelasan steering bracket, fender,
bracket tilt 2, fender bagian atas dan fender bagian
bawah. Faktor 2 adalah bagian pada pas welding 2
yang terdiri dari pengelasan bracket tilt 1 , platel,
bracket engine dan float . Bagian yang dilas pada pos
welding 3 ber:ada pada fakLor 3 yaiLu bc.gian rea'
support , plate 2 dan v-member . Sedangkan faktor 4 ,
yaitu pengelasan plate 3 dan side plate yang di 1 as
pada pos welding 4.
2 . Berdasarkan analisa faktor, dibuat peta kendali
bersama (nu:t:.variatel tiap faktor . Ternyala untuk
karakter~stik jarak, kondisi proses tidak terkcndali
pada faktor pertama dan fakLor keempat. Sehingyd dl
buat peta kendali penycsuaian dengan membuanq tlat.r~
yang kel~ar dari batas kendali . Sedangkan untuk
karakteristik pengelasan, kondisi proses tidnk
terkendali pada faktor pertama, faktor kedua, ~al<tor
keempat.
3 . Dari anal isis kemampuan proses, maka dapat di l ihaL
bahwa proses produksi secara umum kurang baik karend
91<
dari 11 karakteristik kualitas jarak, harya sat~
yang kapabel yai tu jarak float 2 . Sedangkan untuk
kemampuan proses pcngelasan cukup baJ k karena dari
14 karakteristik kua l i tas penge l asan ada 6 p.co:;~s
yang kapabel yaitu proses pengelasan pada bagian
bracket tilL, steering bracket, bracket tilt 2,
plate 2, plate 3, dan side plate .
4 . ~engan menggunakan metode time series pcrmintaan
fr~~e :or~lif~ untuk 6 periode (6 bulan) dapat
di ramal kan . Sehi ngyo dapat di susun pPnj <H.lwa 1 d n
pembelian bahan baku untuk pembuatan frame dcngan
mecode MRP (Material Requjrement Planning). Sehingqa
diperoleh infoLII;a:;i. kapan har u.s melak.ukan pemcsanan.
Selain 1.tu total increment cost(TIC) untuk pembcl i an
semua bahan baku unluk satu buah frame fo~:kl i fl Clua
lah Hp 2476.77, padahal total increment cost (71C)
awal yang ditentukan PT . United Tractors sebesar Rp
3050 , 00 .
5 .2 . Saran
Dengan rnclihi:iL pcta kendall rnul tivar l atr> dan dlld
ll.sis icemampuan proses yang rendah, maka perlu perbd i
kan produksi dan pcmeriksaan yang l ebih intensif untuk
lebar fende r dan bri:icket tilt , jarak bracket mufler dan
95
:loa~ 2 . Serta penqelasan pada fender atas, plate 1, V
member, dan side plate.
Untuk menghemat. total increment cost (TIC = bi aya
simpan dan biaya pesan) maka sistem pcngadc!<lTlnyd se
baiknya digunakan mctodc MRP .
96
DAFT AR PUSTAKA
1. Johnson, R.A. dan Statistics Analysis, Jersey, 1992 .
DAFTAR PUSTAKA
D.W. Wichern, Applied Multivariate edisi ketiga, Prentice Hall Inc, New
2. Karson,M.J, Multivariate Statistical Methods, The !owa State University Press, 1987 .
3. Montgomerry, Douglas C. , Statistik (terjemahanl, ~995.
Pengantar Pengendalian Kuali tas Gajah Mada University Press,
4 . Kume, H., Metode Statistik Untuk Peningkatan Mutu (terjcmahan), Mcdyatama Sarana Perkasa , Jakarta , 1988 .
5 . Haryono , Pengendalian KuaJitas Statistik , Surabaya , 1984.
6 . ShirJ and , Larry E ., Stat i stica.l Qua.li ty Control with Microcomputer Application .
7 . William W. S . Wei , Time Ser ies Analysis Univariate and Multi variate Methods , Addi son-Wesley Publishing Company, Inc.
8. G.E . P.Box dan Forecasting and 1976 .
C. W.M. Jenkins , Time Series Analysis Control, Revised Edition, Holden Day.Inc,
9. Makridarkis S dan Me . Gee V. E, Forecasting Methods and Applications, Second Edition, John Willey and Sons. Inc, 1983 .
10 . Arman Hakim Nasulion, Perencanaan dan Pengendalian Persediaan, TI ITS, Surabaya .
11. Freddy Rangkuti, Manajemen Persediaan, Raja Grafindo Persada , Jakarta, 1996 .
12 . Richard J. Tersine, Principles of Inventory and Material Management , Second F.dition , New York Nort Holland, 1982.

LAMP IRAN
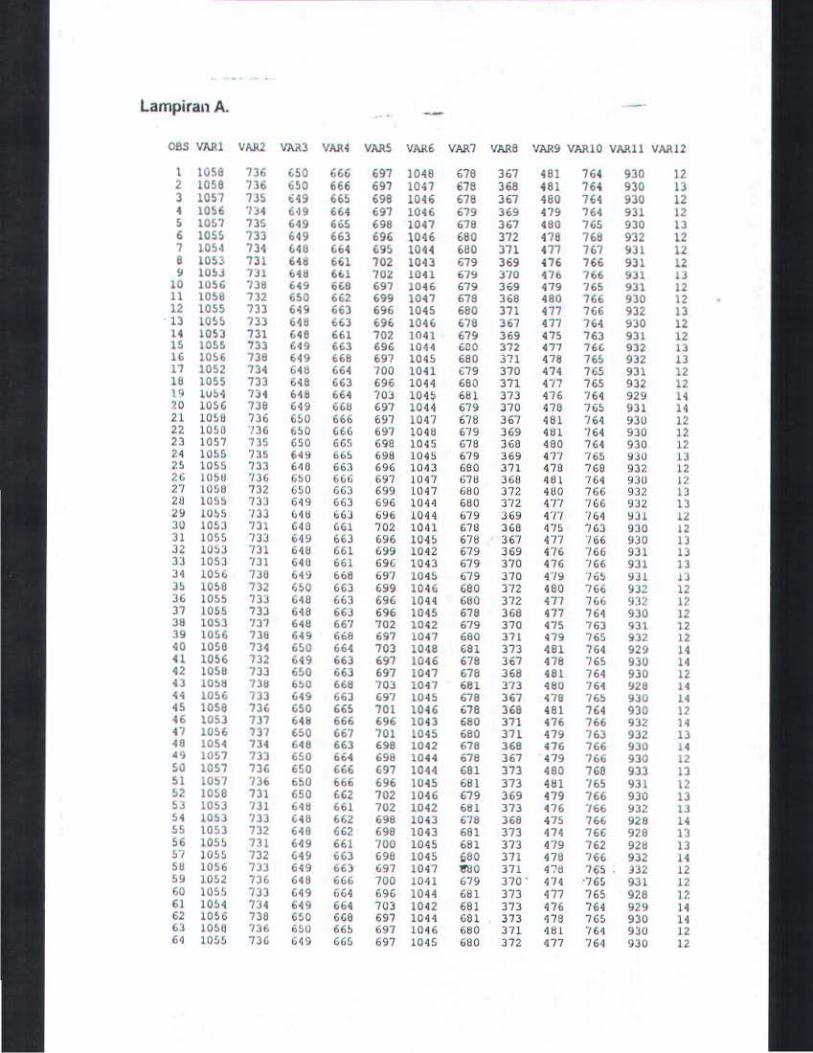
Lampi ran A.
OBS VAAl VAR2 Vllll3 VAR4 Vl\RS VM6 VAf/.7 VAf/.8 VAf/.9 VAR!O VARll VAf/.!2
l 1058 736 tSO 666 697 10~8 678 367 481 764 930 12 2 1058 736 650 666 697 1047 678 368 481 764 930 13 3 1057 7JS o49 665 698 1046 678 367 480 764 930 12 4 1056 134 6·19 664 691 1046 679 369 479 164 931 12 s 10!17 73S 649 665 698 1041 678 367 480 765 930 13 6 lOSS 133 649 663 696 1046 680 312 478 168 932 12 1 1054 734 648 664 695 1044 680 371 471 767 931 12 8 1053 731 648 661 702 1043 679 369 06 766 931 12 !I 10~J 731 648 661 702 !041 679 370 476 766 9J1 13
10 10SG 738 649 6t8 697 1046 679 369 419 765 931 12 11 1058 732 650 6(,2 699 1041 678 368 480 766 930 12 12 1055 733 649 663 696 1045 680 311 471 766 932 13 13 10~5 733 648 663 696 1046 678 367 471 764 930 12 14 1053 731 648 661 702 1041 679 369 415 763 931 12 15 lOSS 733 649 663 696 1044 600 372 471 76(, 932 13 16 1056 738 649 668 697 1045 680 371 478 765 932 13 17 1052 734 648 664 '100 1041 C79 370 474 765 931 12 18 1055 733 648 663 696 1044 680 371 4"17 765 932 12 IQ 111!>4 734 648 664 'JO~ 104~ 681 313 416 764 929 14 ~0 1056 136 649 66U 697 1044 679 370 478 7Go 931 l4 21 10~8 736 650 666 697 1047 678 367 481 .164 930 12 2Z 10~0 '/36 6~0 666 697 1048 679 369 401 764 930 12 23 1057 735 G50 665 690 10 45 678 368 480 764 930 12 24 lOSS .. /:IS 649 66~ 698 1045 679 369 477 765 930 1:1 ?.5 lOSS 733 6~ 0 663 696 1043 680 371 470 768 932 12 26 10511 '136 6~0 666 697 1047 676 368 481 764 930 12 27 IOSO 732 &!>0 663 699 1047 680 372 400 766 932 13 28 10&5 733 649 663 696 1044 680 372 417 766 932 13 29 lObS '133 646 663 696 1044 &79 369 4T/ "/64 931 12 30 lO!>J 731 640 661 702 lOU 67U 368 47& 763 930 12 31 lOSS 733 649 663 696 104S 678 367 47'7 .166 9)0 13 J2 10~3 731 640 661 699 1042 679 369 476 766 931 13 3J 1053 731 640 661 696 1043 679 370 476 '166 93l 13 34 !0~6 7JO 64') 668 697 1045 679 370 479 '/6~ 93! 13 3~ 10~0 732 650 663 699 1046 680 372 480 766 932 12 36 1055 733 648 663 696 1044 680 372 47"1 766 932 12 37 lOSS 733 648 663 696 1045 678 368 477 761 930 12 38 1053 '137 648 667 702 1042 679 370 475 763 931 12 39 10!.6 738 649 668 697 1047 680 371 479 765 932 l2 ~0 !058 734 HO 664 703 1048 681 373 481 764 929 14 4l 10~6 732 649 663 697 1046 678 367 478 765 930 14 42 10~8 733 650 663 697 1047 678 368 481 764 930 12 43 1o~a 738 6~0 668 703 1047 681 373 480 764 928 14 44 10~6 133 £,49 663 697 1045 678 367 478 76~ 930 14 45 1058 736 650 665 701 1046 678 368 481 764 930 12 46 1053 737 648 666 696 1043 680 371 476 766 932 14 41 1056 737 650 667 701 1045 680 371 419 163 932 13 48 1054 734 648 663 698 1042 678 368 476 766 930 14 49 1057 733 650 664 698 1044 678 367 479 766 930 12 so 1051 736 650 666 697 1044 681 373 480 768 933 13 51 10~1 736 650 666 696 1045 681 373 481 '/65 931 12 n 1058 731 650 662 702 1046 679 369 479 766 930 13 SJ 1053 '/Jl 648 661 702 1042 681 373 476 766 932 lJ 54 10~3 733 Gi8 662 698 1043 678 368 475 166 928 14 55 1053 732 648 662 698 1043 681 373 474 766 928 13 56 105~ 731 649 661 700 1045 681 373 479 762 928 13 .., 1055 732 649 663 698 1045 580 371 478 766 932 14 su 1056 7J3 649 663 697 1047 ~0 371 478 765 3.12 !2 59 10!,2 736 648 666 700 1041 679 370' 474 •765 931 !2 60 1055 733 649 664 696 1044 681 373 477 765 928 12 61 1054 734 649 664 703 1042 681 373 476 764 929 14 62 1056 738 650 6G8 697 1044 661 373 178 765 930 1i 63 1050 7J6 650 66~ 697 1046 660 371 481 '164 930 12 64 10~!. 736 649 GG5 697 1045 680 372 477 "164 930 12
OBS VAAL VAR2 VAAJ VAR4 Vl\M VAR6 VAR-1 VAR8 VAR9 VAJ\10 VARll VFU\12
6~ 10~4 735 648 664 698 1046 680 371 411 764 928 12 66 10~1 73~ 650 6G4 698 1046 680 372 479 76~ 930 13 67 lOSS 733 649 664 696 1041 680 372 478 766 931 12 68 10S8 732 6SO 662 697 1048 680 372 481 764 930 12 69 IOS8 132 650 663 699 1041 679 370 480 766 930 13 70 10~5 733 649 66J 697 1043 679 370 4TI -/6!> 929 lJ 71 lO!f~ 735 G4U 66S 696 1043 680 372 477 .164 931 13 72 lO~J '131 640 6C.1 702 1041 680 372 475 ./63 1J1 12 73 1055 733 649 664 698 1044 619 370. 477 766 930 12 74 10~1 731 649 662 -/01 1042 678 368 476 766 931 12 75 1053 731 649 661 702 1042 678 368 176 767 932 12 76 10~6 738 649 608 697 1048 678 368 479 76~ 930 12 11 1058 7)2 650 663 699 1018 679 369 480 766 931 12 78 10!16 738 649 668 697 1041 678 367 410 765 930 12 79 1052 732 648 662 700 1042 680 371 474 765 932 12
. 80 1055 733 648 664 696 1046 600 372 477 765 932 12 81 10S4 737 649 666 703 104S 678 367 476 764 929 14 82 IOSG 733 64B 663 697 1016 679 370 478 765 930 14 83 IOSU 736 650 665 697 1048 678 367 481 764 929 12 84 10Sij ., J6 6~0 665 697 1048 6·1u 367 40 1 764 ~JO ll 85 1056 735 649 664 690 1046 678 360 477 7G4 930 12 86 10$7 73$ 619 664 698 1046 678 367 480 765 930 13 87 lOSS 733 619 661 696 1044 680 372 478 768 931 12 88 1056 734 650 66S 697 1047 678 367 481 761 930 12 09 LOSU 732 650 663 699 1047 676 368 480 766 930 13 90 lOS~ 733 649 663 696 1044 600 371 471 766 9J2 12 91 lOS$ 737 640 667 696 1044 678 368 471 7G4 931 12 92 10~3 13~ 649 66 4 702 1041 678 367 475 763 931 12 93 10~5 733 649 664 696 1045 601 373 477 766 930 12 Y4 10~3 "I:! I 649 662 .102 1012 679 370 476 .,66 93 1 t2 95 i OS.l .. n1 649 661 70~ ~0-12 679 370 476 76b 9J'I 12 96 l Q!j 6 73fl 649 660 697 1046 679 369 479 1GS 93 1 13 97 IO !>H '/ 32 650 663 699 1049 680 3"/2 480 766 932 !:1 98 10 ~5 737 640 666 700 10'1'1- 681 373 470 763 929 '14 99 10 ~ 1 n :. 648 1\64 ./0 1 1045 681 373 4'16 763 Y29 l?.
100 10~4 IJ'/ 648 oG6 700 1044 680 372 474 762 930 12 101 10&5 ., J., 619 667 697 1046 678 368 177 764 929 12 102 10~3 '/34 64ij 6G4 702 1043 ,;so 372 474 161 931 14 103 105& 731 650 663 703 1048 680 372 401 766 932 14 104 10~6 7J2 649 663 701 1046 680 372 477 766 933 H lOS 1050 7J!.i 650 665 701 1018 680 371 401 766 929 11 106 1os·1 "/3 4 649 664 697 1046 680 371 477 764 927 13 107 10~U 734 GSO 664 701 1041 680 372 400 766 930 13 108 1056 733 650 663 697 1045 680 372 478 765 930 H 10~ 10~C "131 619 66~ 697 1047 678 36./ 461 ./64 Y2Y 12 110 IO~b ./32 649 662 697 1047 G79 369 4U1 764 930 12 Ill 1057 735 6~0 664 698 1045 678 368 480 764 920 12 112 1057 735 649 664 698 1045 678 367 480 765 928 13 113 lOSS 732 648 663 698 1043 678 368 478 766 928 14 114 1056 132 649 663 697 1044 680 371 478 765 932 12 115 1052 734 648 664 700 1041 679 369 474 76!. 931 12 116 1055 7H 64d 664 696 1041 680 371 477 765 932 12 11"/ 10~4 734 648 664 703 104~ 6., .. 369 476 764 929 H 118 1056 732 649 663 fi?7 1046 680 311 478 765 930 14 119 1058 136 650 665 697 1047 678 368 481 764 92~ 12 120 10~8 736 6~0 665 G97 1047 680 371 481 764 930 12 lU lUS7 1J!J 6~0 664 698 1045 678 367 480 764 928 12 122 10~7 /35 650 664 698 104S 678 367 480 765 928 lJ 123 lOSS 733 649 664 696 1044 680 371 478 768 931 12 124 1058 ./36 650 66~ 697 1048 678 368 481 764 930 12 125 1050 7 32 6:;0 663 699 1047 678 367 480 766 930 12 126 lOSS 733 648 663 696 1045 680 371 477 766 932 12 127 1058 736 650 665 697 1047 678 368 481 764 930 12 120 10&8 736 650 66& 697 1046 678 368 481 764 930 12 129 1057 '/3& 650 664 699 1045 678 367 480 764 930 12 130 1057 '735 650 66 4 698 1044 670 367 480 ~/65 930 13 lJ l 1055 /33 u•l9 664 696 1041 680 3"/2 q·tu 'J6ij 931 .12
O()S VAAl VIU\2 Vl\113 VAR4 VAllS VAR6 VAAl VAR8 VA119 VAA10 Vl\Jlll VAA12
132 10~8 736 650 665 69'1 1049 678 368 4 81 764 930 12 l33 1058 732 650 663 699 1048 680 311 480 766 931 12 134 1055 733 649 663 696 1045 681 373 477 766 932 12 lJS 1053 133 6~8 663 696 1042 678 367 414 764 931 12 136 1053 731 648 661 702 1043 678 368 413 763 931 12 13"1 1055 733 649 664 696 104"/ 680 '372 477 766 932 12 138 1056 732 6~9 662 697 1047 680 371 418 765 932 12 139 10S2 735 648 665 700 1042 679 370 474 765 931 12 140 1055 733 648 664 696 1044 678 367 477 765 928 12 141 1054 "/34 648 664 703 1043 680 312 416 764 929 l4 142 1056 730 649 668 697 1045 680 312 n8 765 930 14 143 1058 736 650 665 697 1047 678 367 481 764 929 12 144 1058 736 650 665 697 1046 679 370 481 764 930 12 145 1W7 ./JS 650 664 698 1044 678 368 480 764 926 lZ 146 1057 735 650 664 698 1045 678 368 480 765 928 13 147 1055 "133 649 664 696 1042 680 371 478 768 931 12 118 1058 736 650 665 697 1046 670 367 481 764 930 12 149 l05H '/J2 6~0 ~63 699 1046 67U 367 480 766 930 12 150 IO~S 133 618 6C3 696 1044 680 371 477 766 932 12 J~l 10~~ 'IJ3 648 663 696 lOH 678 368 H1 "164 931 12 1~2 10~5 733 619 GG2 69G 104i 681 373 ( "r/ 76S 930 12 H3 10S4 731 648 664 703 1043 679 370 476 765 932 12 154 10~7 731 649 661 698 1047 67a 368 418 764 931 14 ISS lOf•S "/33 648 663 696 1041 680 371 4"1 6 766 933 L2
JtUJ~\hor of Cd~tU l'6<.ld: 155 N'unlbeJ: of ca:~es l isted~ 1~5
OU3. VI\1\J :1 VML4 Vl\l\l5 V/\R\G V/\HP V/\R18 V/\Rl9 VAR20 V/\R21 VAJ\22 Vl\.1\2) VI\1\Zot VJ\1(2!t
I ij 11. ,, 6 6 0 6 10 9 " 10 6 u 2 H L! " u u u a 11 10 G II " u J 'J 1<1 " I 'I u 'I 11 10 6 J I $ JO
' ~ I< u "I 'I 9 I 10 9 I 1<) u 10 ~ u lJ ~ u 0 u 0 11 lu 6 ll 'I • G u \:! , ,, G 9 & 10 9 'I 10 G a I ~ I< • " & • 0 11 u 6 17 u 0
• 9 1> • b " 9 " 10 9 'I 10 9 Ll 9 • 1J !> u u 9 6 10 9 ., 10 1 • 10 9 1<1 b 6 " 9 6 ll 10 "I 11 8 10
11 ~ \' G l l 9 1 ll ll ' 12 a 10 1l 9 14 " • • " " 12 12 " 12 u 10 1J 9 I'> " I I 9 "I 12 12 I 1l 9 ll 14 9 ~~ " ' 1 ' 1 12 12 'I 12 » u 1!> 9 11 6 • ~ • • 10 9 6 10 • 10 \(, ., 14 • • u 9 8 1\ 10 1 II • 10 11 9 L1 " " G 9 6 10 9 I 10 u 10 1¥ • L4 b 6 6 9 G 12 tz 12 ¥ 10 I> ¥ - lJ • ~ ¥ 9 9 12 l2 I I< 1 )
<U • lJ , ~ ¥ 9 9 IL II 7 l:! .I 'I 2L 8 11. ~ I 1 9 'I 10 9 7 IU ·-· u n • 11 6 6 6 9 --4 to 9 I 10 • .~ 2) $ 12 s 6 G 9 6 12 l1 1 IZ G 8 2• u !l ~ • 8 u a 11 10 6 11 6 ij 2> d 13 , ' 1 9 1 10 9 1 lU 'I • ~u • ,, G 'I I ¥ .I 11 1Q 6 11 9 11 17 H 12 • 8 9 8 I I 11 '/ l?. 6 8 ~0 i ~~ ,, 0 8 9 0 II tO 6 II 9 II 29 9 1~ " 6 6 9 6 II tO 1 II 9 lL JO t\ J} & 6 6 9 • 11 12 1 \? 1 9 31 'I 14 • 0 d 6 6 10 9 • 10 tl 10 J2 'I 15 b B 9 9 B to 9 1 to 9 I I lJ II I J 5 e 0 9 0 \0 9 1 \0 1 9 "14 ,,
H b II 8 9 n II \I 1 I? u 10 '\f~ q 1. G (, •• ? 6 11. 10 'I 11 u Ill 36 1 15 b G b 8 b 12 12 b 12 9 II :n ~ I 1 5 "I 1 9 7 12 1? 'I 11 ., 1 JO I) IJ 5 1 l 9 1 12 11 1 12 1 9 39 1/ I 1 r. 6 6 9 6 11 10 1 11 7 9 •o 9 14 6 9 0 9 9 12 12 1 l:• 0 10
OHS, VIIMU VAk14 Vi\k15 VAKib VAk l'l VARIO VAR1 ~ VARZO VAA21 VAR2.! VAH1 1 VAA24 VA~;~!)
41 e 11 r. 9 8 9 9 I I 10 1 II 6 A ., <) 14 6 'I 1 11 7 ll 10 6 11 8 II) • J 9 I~ .. 9 8 9 9 12 12 1 1?. 9 11 H u I I ~ ') u 9 9 10 9 'I 10 I ., ·~ 6 )/. ~ • ti 0 6 10 9 6 10 • b •• II 11 r. ,, n 9 9 10 9 1 10 6 II 4'1 u I I ~ ,, 6 9 0 10 9 1 10 1 ., •• 9 H L • 0 9 9 12 12 1 ll d "' <9 n 12 r. 6 6 9 6 11 12 1 12 G If ~0 • 12 r. R 8 9 0 10 9 7 10 G u ~I 9 H • • 0 8 6 10 9 b 10 8 10 ~= • :3 ~ 0 0 9 0 10 9 7 10 7 9 5J 9 ·~ 6 • '8 q 8 10 9 1 10 9 1l
~· 9 I< • 9 d 9 9 10 9 7 1.0 8 10 !,!, 9 \~ (, u 8 0 8 17 \?. 6 12 9 II :.c. 8 I$ ., II 0 9 0 II 10 I II l 'I r • ., 8 12 ~ 9 • 8 9 II 10 6 11 G u ~8 9 14 • ., I 9 7 II II 7 I ' • IU S9 9 IS ~ 1 7 9 7 II l1 1 11 9 11 60 9 ll r. 7 7 9 1 12 12 1 12 1 ' Ll 9 ,. 6 • ~ 9 ? 12 12 7 12 IJ 10 62 .,
" • ? 0 ~ 9 11 10 7 II u 10 63 ,, 11 ,, , 7 8 7 11 II 6 1 1 • " G< ~ ~~ ~ I , <l , ll ll G 1 2 G u ah II 13 ., I 1 a 7 JJ 10 6 I I ' 9 I'W 9 "
,, 0 8 ., 0 1 1 10 1 1l n '" (o) n 13 " 7 1 ? ' 10 9 7 10 7 9 6u 9 14 • 'I 7 8 'I 11 l1 6 12 0 \I>
·~ u ll ~ u ll 9 u l\ 10 'I 11 (, u ·1u & IJ > II • u 8 ll ll 6 1 :~ 'I ~ 11 ~ 1> • ,, • 9 u 1t 10 , ll 9 ll I? !) ~~ " I I 9 'I 1% 12 ., 1?. 9 Jl ., :t 9 1 ., ~ I 'I 8 I 10 9 • 1.0 9 I I
" • l:t ., I 'I • 1 10 ~ ' 10 I ~ I!> ~ I ~ (o I I • 'I 10 9
., I V ~ [0)
16 " I< • 'I ) 9 I 11 10 7 l l a LV "J'i " II. ~ I I 9 'I 1 I \l 'I 1~ " " 7>1 • \? > 7 , 9 7 12 ) 2 1 12 G io ., iJ 9 .. l ~ " 'I • 1 10 9 'I l u ~ l l uu • 11 ' I 9 I 1! ll I 1l I ') Ul • IJ !> • • 9 9 12 10 'I 12 1 9 tl~ • 1J !> 9 ~ -- 9 - .A- ll 10 ., 11 'I I ., 9 1 ~~ G I I • 'I 12 10 " 1\ 9 11
·~ y 11 • I I • 7 12 10 6 11 ti 1u
~, v 1·1 6 I I u 'I 11 10 6 1\ • 10 Uu • J ~ , u u 9 • 10 10 'I 1 1 .. • Ol 9 l< • ,
' 9 1 10 9 1 10 • lu •• 9 1' b I 1 8 'I ll 10 6 H 9 II b9 • 1 ., 6 " • 9 e 10 9 'I 10 9 11 90 9 14 • 1 7 9 , 10 10 7 ll 0 10 VI • IJ • ., I 9 I 12 10 I ll I ') 9: • ~~ 6 .. b 9 6 11 10 'I II 9 ll YJ • ~~ • I I 9 'I :o 9 I 10 9 I! •• . , It • I 1 ') 'I 10 9 10 • 111 ,., II l J ' I 'I 9 I 10 • IU 'I ., •• • '" " • • 9 ij 11 10 ll • 11 91 • I! • • • 9 8 ll g 10 .. ~ •• • lZ • g • 9 9 l? lO 'I " • • >9 • IJ ' b • • 6 12 11 6 ll 7 • 100 9 14 .. • • • • II) 9 6 10 u 10
101 • I" • I I 9 I 12 )) I ll 9 ll 102 9 ~~ 6 • 6 • 9 1.? 10 1 12 9 ll LOJ • 1 J ~ 1 • • , 12 11 'I 1l I 9 LO< • 1, • • • • • I? 10 I ll 9 ll lO~ • " • ' b • 9 1l 9 'I 10 • 10 14'b • ~~ • • " 9 8 !1 9 'I lO " • un 9 14 • 8 • u 8 L 10 " 11 ~ 1~ 1 ,J ~ IJ ~ ~ u 9 9 l:.! 10 I ll 'I • 1 U9 • l 2 ; I I 8 ,
11 10 G 11 6 a 110 u ~~ • b 'I 12 10 6 II • d ll1 • t.' • I I 8 1 10 II) b 1l • • 1) ?. y " G ~ u 9 " 10 lfl .,
II 9 II ltJ u l o " 9 u • • 1U 1U b 1\ I ~ n• 6 IZ ~ 1 ) 9 1 11 10 1 II G a ll!) II LJ '> 7 ~ 'I 1 1 10 I I 'I 9
OlKl . Wlkl.l VAX\·1 VA,\1 r, Vlll< I L VA~ I"/ V/\t<\11 VA(<l'l Vlll<?O VAf<71 VAK?l VAk'll V/ll<l4 VAh/~J
II G 'J 1; 6 ., 1 9 1 12 11 1 12 9 l I 111 (I tl '• ~ 0 9 q 12 10 1 I 7 1 9 I 10 ? 1!. 6 9 8 q 9 II 10 1 I I ? I I J t •J ? 14 b 1 1 a 1 11 10 6 I I ~ IV 120 • 12 ~ ' 1 8 1 II 10 6 It 6 e 121 • ll ~ '/ 1 8 1 10 10 6 I I 6 u 1n 0 H ~ 8 8 9 8 11 10 1 1 I 1 ? 12l ~ 1 ~. 6 ' 1 9 1 10 9 ' ,Q 9 I I 1?4 0 11 ~ 1 ' 0 1 II 10 • II 1 ? 125 9 l!. b 6 6 ? 6 11 9 7 tJ 9 1 I 126 8 17 ~ 1 1 9 1 t I tO 1 t I • II l21 0 :3 ~ 1 1 0 1 11 10 6 11 1 9 l:.d 9 l'o 6 1 1 8 1 11 10 6 t I 9 II 119 8 17 ~ 1 ' 8 1 t? 10 6 II • II llO ? t< 6 0 0 ? 0 t2 10 1 II u 10 Ill a IJ ~ ., I 9 7 10 ?
., tO l ')
I)? 0 II ~ 1 1 0 7 It 10 6 I I 6 8 I J.l u I I ~ 6 • 9 6 II 'l 7 10 7 9 l :\4 n ~~ ,,
' 1 n 1 11 10 6 II 6 • , 't !J • 1 I ,, 1 1 9 ., I? 10 7 II 7 • "~ 0 1 I 5 1 1 ? 1 12 10 1 11 7 ? Ill d 1.1 ,, ., 1 0 7 10 ,, ,, ltl
,, 1 ;I) 'I l 'o ,, 1 1 ,, 7 II 10 ,. I I 'I II 139 ? 1; 0 1 1 9 1 t o 10 1 ll 9 Jl 1<0 • 1 :• !. ., .,
? 1 1? II 1 ~~ 6 " '" II I I ,, ? n ? ? 1?. 10 1 17 , 9
I it ;t 'I l !J L ? II • • l l 10 7 II 9 ll 10 ? I> 6 '
., 0 ., 10 10 6 II 9 II H4 u 12 " ij ., 10 10 (I ll I • l<t '\ • I< 6 I 'I 8 'I 10 10 6 I I • 10 Hb • 1:.: , d II y II II 10 I II ,, u 10 u I :1 , I 'I 9 I 10 9 I 10 I • 1411 ~ 1 ;> " 'I 'I II .,
ll 10 " ll 6 II H~ ~ IO 6 6 6 " G ll • I 10 • J1 1>0 • I 4 (, I 'I • 'I 11 10 (, 11 • 10 1~ 1 u 12 , 'I 'I y 'I 1l 10 I ll 6 u lol " 1?. • I I • 'I 12 to I It b u 1~3 ~ l 'J G 'I 1 9 .,
ll 10 9 ll a 10 J ~4 ~ 14 (, ~ u ~ 9 12 10 7 Li.: u lU \:')") " II h (, h II ,, 12 ll (I l 2 b "
tlumbt:c ,,, \,,Hh''J I \1,1• 1: l !•'J ~\.l l'lill• !l ul C'.l:U.Hl I i:1l ..... d: ~ ~~
0.&\ . .,1 h.:U•Uhl,h•h
'J '" U I l;:' " 1>u •• t!>U ••v 60 IUU (,Q 10 )0 t~() GO 120 1<0 19~ 120 60 120
'" 114 '" lJI.) 1>0 120 .ull 60 2 40 120 140 uu Z'IU l"tf. 1•o "" 'llU J~O 1.d 2'10 210 1,0 JOO JJO l9.! IH ~00 l~O 206 2H 210 V< •10
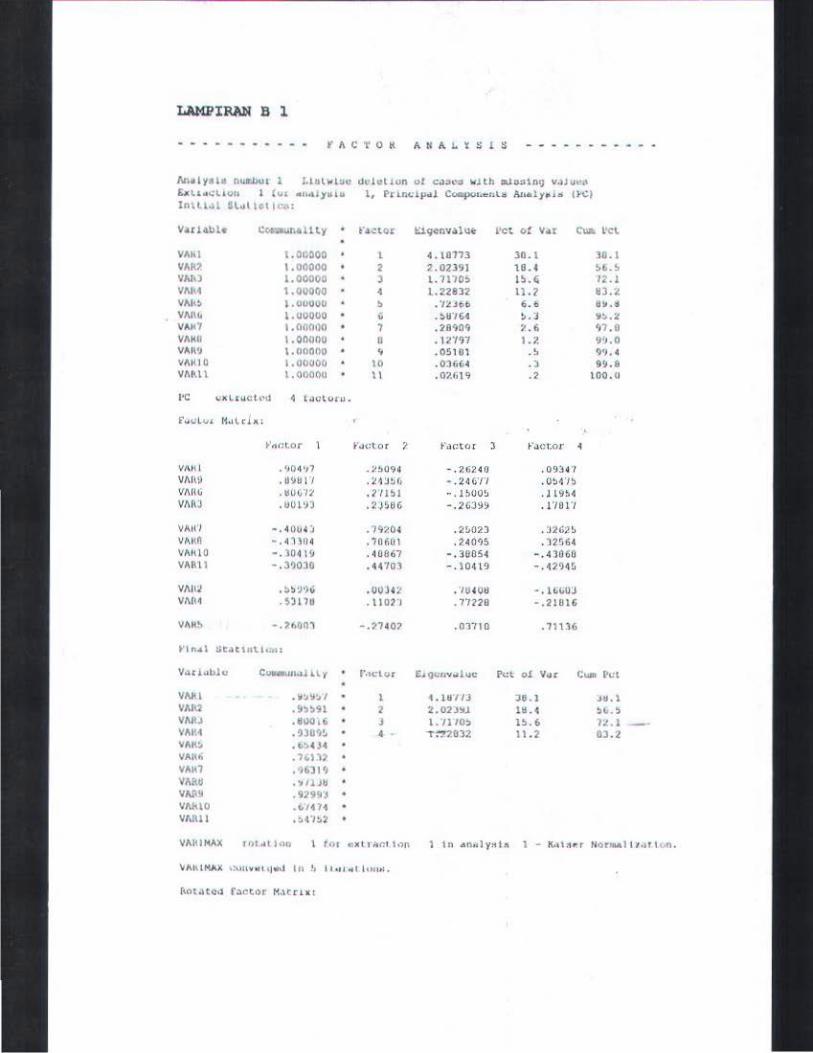
LAMPIRAN B l
f A C T 0 ~ A H A L l ~ l $ - - - - - - - - • - •
/\rhtly•ttt nu..but l t.tolwLuc dl:tul1on of Co13-.~a wah m.1un1n9 V.lJUt~<t
tJC I.&•C.:U~m 1 (ul .m.uyulu l, Pl·inclpotl Coapos.cnla At1oly•..ia (}'G) 1_,\ll..il St.\Jl \Cit If'.-•:
v.;u1•bl• CO«::.m4lltty i'actor t:tqenvalYt- t>ct of Vat C..:.. l'Cl
YAK I t.OUOOO l •. 1011.1 30. I 30.1 VAR? 1.00000 2 2.02391 lS . l ~~.~ VAhJ 1.00000 ) L.1110~ .~.6 12 .I VI\Jt4 1.00000 • l.228l2 ll.? Ul.~ VA.h:> 1 • CJttOUU • .'nJtb 6 . b tl5f.ti VN\1.1 •. ouooo " . =>u·,~· ~.:J ~!,.:t
VAJ~'7 I. 0110~0 1 . 2R'IO<'J ~.6 '17 .o VAKU 1 .oooou 0 • 12"197 1.1, 9-J.O VA!t9 I. oooou ~ .OS 10 1 . ~~ ')9.4 VAKIO \ • 00000 10 . 03664 . J 99.& VM\1 1 • ()0000 I I .OZ619 .2 100.0
I•C -..H t. l 1H.: I \'d 4 l.,Cl(l,u.
r ... t.:Lvt 1-i.ll. l'i)(:
1-'nfli.Ot' )',wt.o r 7 t'<l(!H J r ) 1-'I)CI:or
VAk l • •104'11 .;.~094 -.?. 6240 . 0 9:':14'1 V/\J\9 .lHHH I . :i1 :J~(. - . 24 6"/"1 . 0!>4"1> VI\IUo~ .~(Hj'lj' . 2"11~1 - . lMJO~ . Jl9!>4 VM J .uo1~1 .:nsa6 -. 2GJ9~ .1"/0 1"1
\lA if I •. 40tH) • 1~?.0l . 2!102) • :'J2G2~ VAKI'I -.41111 4 . 10 nlll . 24 0'15 . J2~6· VAIUO ... 104 ~~ • .,0 867 -. 36654 -. •3060 VAR"ll -.3?030 . H 70l - . IOH 9 -.<\?94!:1
VIlli~ .~~')·)~ .UOHl , IU 40 ll - .1000~ VA!l4 .~)110 .\101"1 .77220 -.21016
V/\M"- •• ?h001 -. ?1401 . 01"/lO .71136
••tn.&t Utolt\n\.1•·•11
Vdt HJ111u C (IIU'II.IU.d 1. \. y r.u:lor £uJ~llVo.l1 uc Pet oi VoJr C'-'111: Pet
V/\1<1 ·")~:,/ L ". ltl'/1 J J8.) Jtl. 1 VJ\Il2 .9~!>91 2 2.02)~J 18 . 4 )tl.) VAitJ • BU01b J 1. '/1 JO; 1~.6 1:l. 1 VAit<l .9)0('1!.. . - "T-::"2832 11.2 03.1 VAK:t • t.'.>4 )4
VAHh . ,.,1 '\? VAM1 • •)6)19 VAkU • ., /1 J" VIU\9 .9299J VAklO . t. 'l•fH VI\RlJ .:.-\'J!l2
VAIOHAX fflt.tll,,ll ror ,,xt nu·:1 h>o 1 1n •nnly:-th l - Ko11:1., r NQfrtlA l t 1olf 1 r.n.
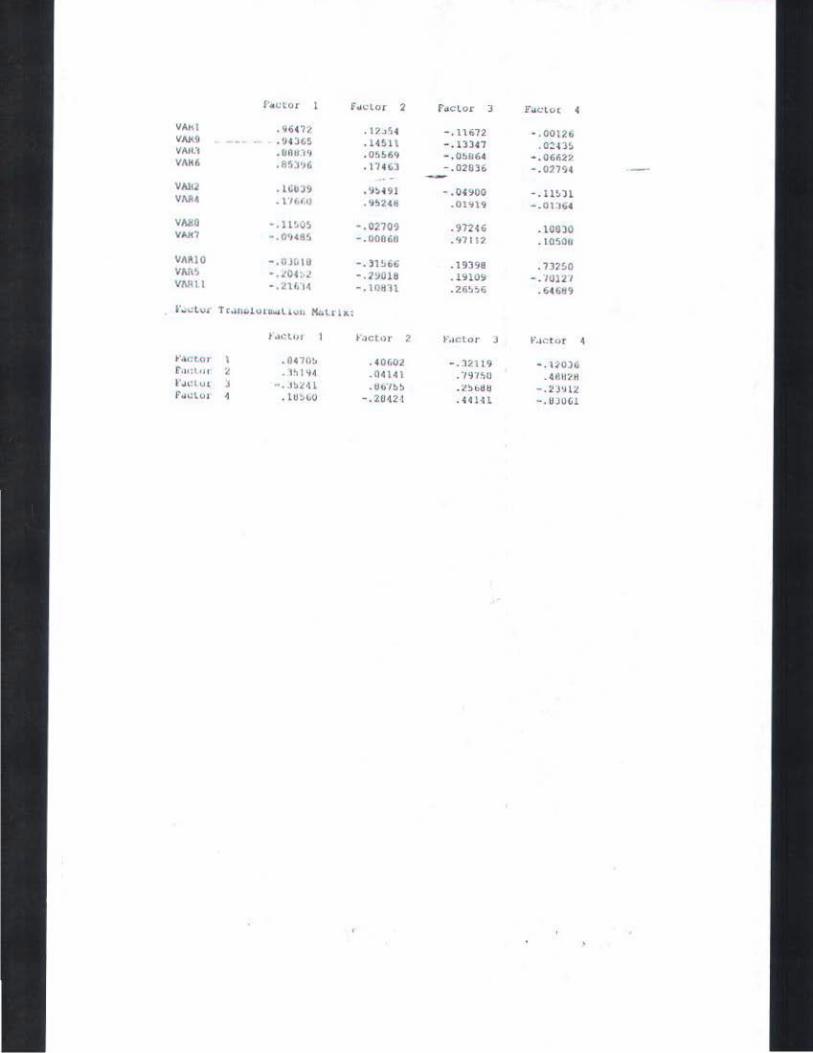
l•<.:Lor ~·~clor 2 r"'c l c>c J F"-<.:Lot.
VAKl .~6471 . l?.>'J4 -. l\672 • . 001?.0 VAA9 . !.1 43'5 . 145 1\ - . 13347 • 020S 1/A.t!o.'t .un,; tr, . 05~69 - . ObU64. ... . 066~::0 VJ\K6 • A !I ·s·~~~ .1'14tJ -. 02031) - .02794
YAW • hUJ~ .9:.49) - .04 ~00 - . ll~H VI\U • \'lt.fl) . Q!I248 .01'119 - . 01164
VAllO -.ll~V~ -.0210? . 91246 . 10030 VAA'I .... o~, .. ar. -.00060 .~'Ill? , LO!IOU
VAMO ·.OJ~IO -. )1!166 . 19398 .1J7SO VN'\~ - .<04" •.1~018 . 19109 -.-101JI VN\ll -.211414 •.IOijll .26~;6 .64&•9
l'.,.~lU! 1 c ... u ... 1 u111,..l hm ~\.' lx:
) •• •~tUI ~-.lC. t)f 2 F.H'!lor 3 ~·. 1cf ,,r 4
t 'J.t:ror dlt70~ • 40601 .. . 3?.1 1.9 - . 1.-'0)6 E'.u :to n z • t"ll '*" . 04141 , '/'H"lO .46Hi'H r..~,:t v ~ J - •. H1l<il . uo'/tJ~ . l~btll$ - .~JIJ l l l~.o ..:tc.u • • tu :>(..0 -. 2 0<2·1 .44 111 • . U JO ~l
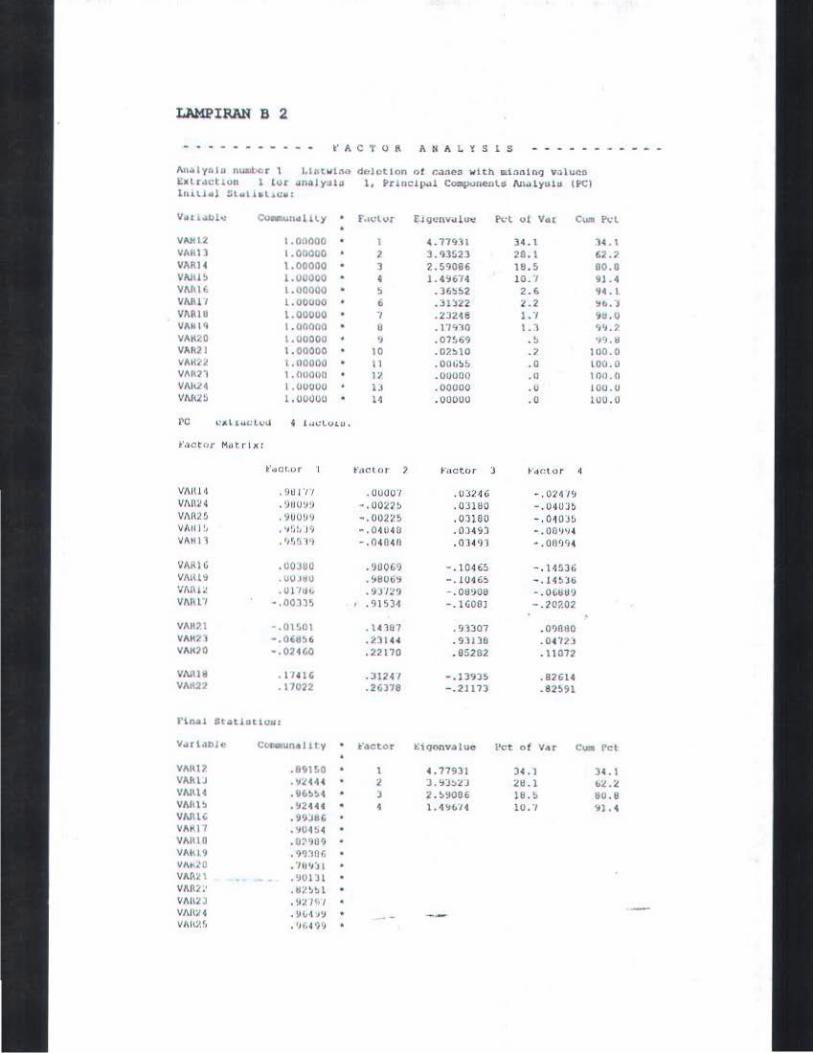
LAMPIRAN B 2
r A C T 0 ~ A N A L Y S 1 S - - - • • - • • - • •
Ano.aynlu nua1l-tlr I 1.1 RtWll'\0 dalctton ot caaen with ai~nlnq v~luco l:Xl!dClh>n I \Q< <inilty.J1" I, frlnctpul Componenl<!i l'l.n.lL)'JJh (PC I ltu&. .hl f;Lel1•l4Cii:
v .. , '""bh: Cu-.urhtl l\Y r •• ..:lor tJQt:UV..tlU~~: P\:l ul Vat c" .. P\.:t
VAKU l.OllOOO 4.11~,, 34.1 l<. I VARll I. 011000 7 3.4'13523 28. I 62.7 VIIR14 \.00000 ] 2.59086 18.~ 00.0 VAJtJ ~ \.00000 • 1. 4~6'/4 10."/ 91.• V/11\IL I .ooooo ~ .36~~2 2.6 114. l VMl/ l. O(IUUO 6 .31~22 l.2 ~b. J VARIU \. oouuo ., • 232.o18 ) .. , ~•.o VAHiq I .(JOOOO 0 • 114''0 \.1 t;Cj. 'J VMZO I .00000 ,, . 01~~9 -~ 'I'J. tl VAH21 I. 00000 10 • 02::t\0 .7 100.0 VAIUl I. ClOOO~ 11 , OOii~~ • 0 LOO.O VM\?1 1 .ououo 1? .ouooo .u 1 nn.n VAhl4 1 • (JU(JOO lJ .ooooo . u 100.0 VNt.l~ 1.00000 ~~ . QOOUO . 0 lUU . O
rc ~·A t & -'C 1.\!U • l .. nH.VUI,
t',1ct or M..lt.ri)f:
t',l(:l, l,)r r.uH or 7 ~·nctur ) 1-'M:Io.H
V/\IU <1 • !JU 1'1/ .ooou·, . ll:s4!•JU -. 0~4/~ VM~ 4 .l)t.JOU') - . 0027~ . 03180 -.040)~ VM2~ • 9UO!J•~ -.002~~ .03180 - . 01 0J~ Vf\lil'l ... ,~. !, J"l -.0404(1 .0)49) • . OOI.J•I4 VAH11 . •,r.r. l') -.040<11 . OJ< ?1 •• 00'J{)4
VA~IG . UOJUO • 9006') - .1046!> - .1 4536 VJ\Itl 'I .IJUJWU .~80b~ -. HJ46~ --14 ~)1) 'h\Ri ~ . u l'lllf., ,\)J/29 -.08908 - . Ot.Uti'J VI\R ll - .00))5 • . 9 15 34 - . IGOOJ - .20?.02
VAH?l · .01!10\ . 14101 .93301 .o?nao VAH~1 -.o£u56 .23t H .911)0 .04'12.~ VA.K10 -.02Hi0 • 22110 .85202 • 11072
VA.lUI • l/4 u; .~H2·CI ... J 393S • 82614 VAJ\21 .11072 • 2Gl18 - .2JI1) . 82591
nnoJ lt,)t1auou:
Yo~~rl.lbJC C~unollly t'aetor t:iqa.nv .. luo Pet o( Var C\ft Pel
YAitl? • 091!10 I •• 71931 )C.l 3< .I VAI<IJ .'.12444 2 J.93:.1J 2ij.l bl.2 VAJ\14 .96~54 ) 2.~9006 18., uu.u VAHh .~24U • 1.4~(./4 10 • . ,
~·· · VM.l.~ • 99:.18& VAtU I ,'J04~4 VAJ\1 0 .0~9U9 VAkl9 • 99'f0(j Vl\t'lO ,''ltlli"JI VAR~l .!JOl 'H Vl\1\~.· .tti'!J~l IJI\1\2 J • !I:.! I'· I VJ\J\:.14 • \ll.tof .J') 1/A I~r, .•u.49CJ
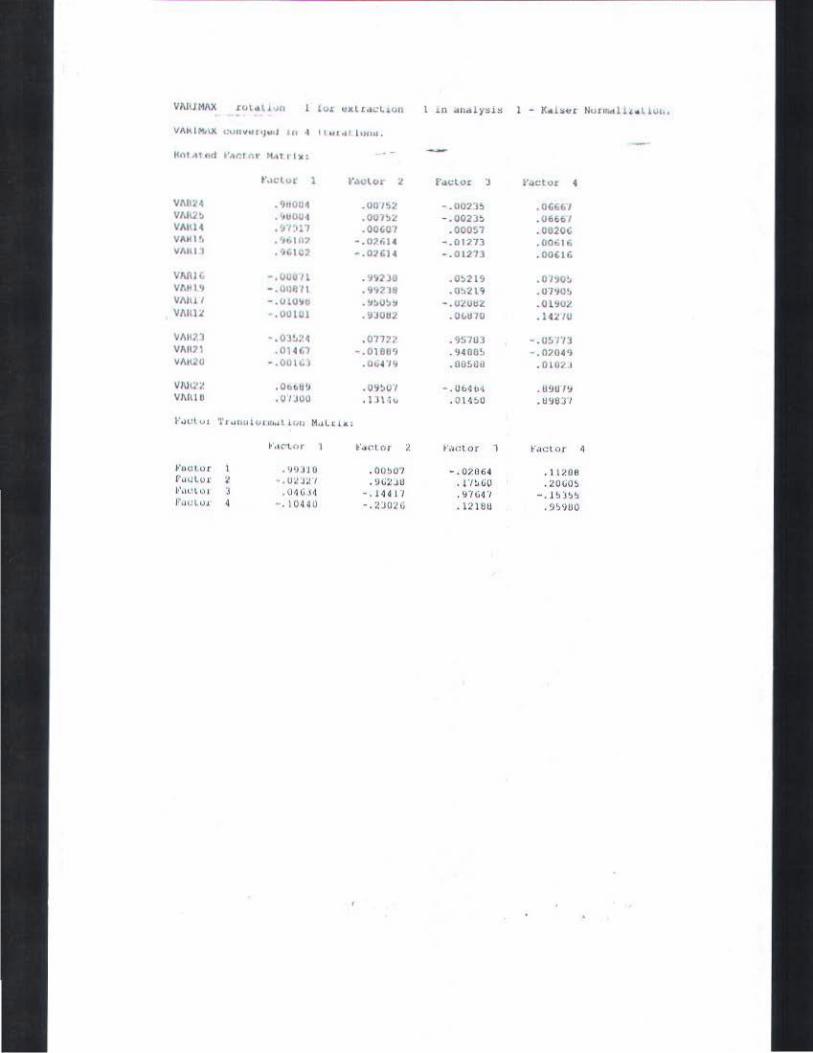
VA£\JMI\X
t',u.:lut 1 t\,uloc 2 t· • .u.:luc 1 t'actc>r 4
Vt\ll~4 .C)H004 ~OUI!J"l - .002'1S .06661 Vt-1(.2~ • 1UUUt .007~2 - .0023~ . 06btal VAtU4 • '.1'1:•11 .OOG07 .00057 .0020G VAM l '• • 'I" lll? -.0?614 -.01?7) . 00bl6 VAIU"I • ·lGIC' -.01£)4 ... 012'13 .OOGl6
V/1111<. ·.UU0/1 .:l'i?lil .O!.o-219 . o·,~o!, Vl\ttllf .... OIHHI .9nte . O,ll~ .0'1'10~ VI\JU I -.UlU'1tJ .~)0~~ -.U~IJt;Z .01.':107 V/\1111 .UUlUJ .9:JOti2 • 0(..\J1U .14~ lU
V/\1\?.1 .. . OJ~:'4 .01117 .95103 - .osn:s VAUi'l .Ol H •1 -.0180? . •uno!> -.0104? VAK20 •.OUI~.o) . Ob4 '1!f .Otl!JtlO . ()L02J
VI\Hll • Ottt~t:l !.1 .O~!.lO/ • .064b·i .U9U I~ Vl\hltl .0 IJOO • lJ\ 1v . 0 14:~0 .UY8 :S I
l'.wlt.~J Tto~UiilCJ I lrooJ t i c111 M.~l.a. t lil:
l-'.1 ~"'1.or r.,ot t~r ?. ~'.H!tOr 1 1-'oiC!I \ If • t-' h ( !l u r I . '''HJO .00!)0'] .. . 02064 .l l~Wfl F,I\Jl.U l' 1 ... O:lJ~ I .!H;:uu , 1"/~.:iU . lOCO> "'·' l'\l\ 1 •J .{14t..H -.1 4411 • 91(;4 ., -. J !) 'J!)& l:'uct.uA • 10410 -.2302.; .121UU .9!>900

I.JIMPIAAN Cl
16 ~··············!'·· .. ··········-:·········· .. ··· ............. . t
. . I .
12 : .......•....•.. : •.............. ~ ...•.• 1.L .. L .. j ......... :.
: ; ; I ; l : . . .. . . y : ............... : .............. : .......•. , .... : ...... , ....... : '92724
s ~ ~ 11 ~ ~} ~ 11 : • : e ~ ........ , .... f .. · lr4·t~ .... 'W T :-· h ........ ~ ~ : I : J1 ~ 11[ ~.tlf/ : f~ : '" j 111 I j (~1~, 1
' 'uJ', ~j~~~ j .'1(, : 1
• Jll~\\l~~l ·, I~·t,t~~~.,~,:· \l;oi·f :, 1 11 rll~~·r ',, I : l1 ,,N,,' ~~i : · \I'' 11 1 I · [; jl f l I · · I .I I I : I : 1 I : 6 ............... ............ .................................... ..
11 J.;-..... N.N.; ... :I ... ;: ... ; .............. ; ............... :·iUJ(
e . 8 169 8 48 1111 1:19 168
dlstmtion
-··
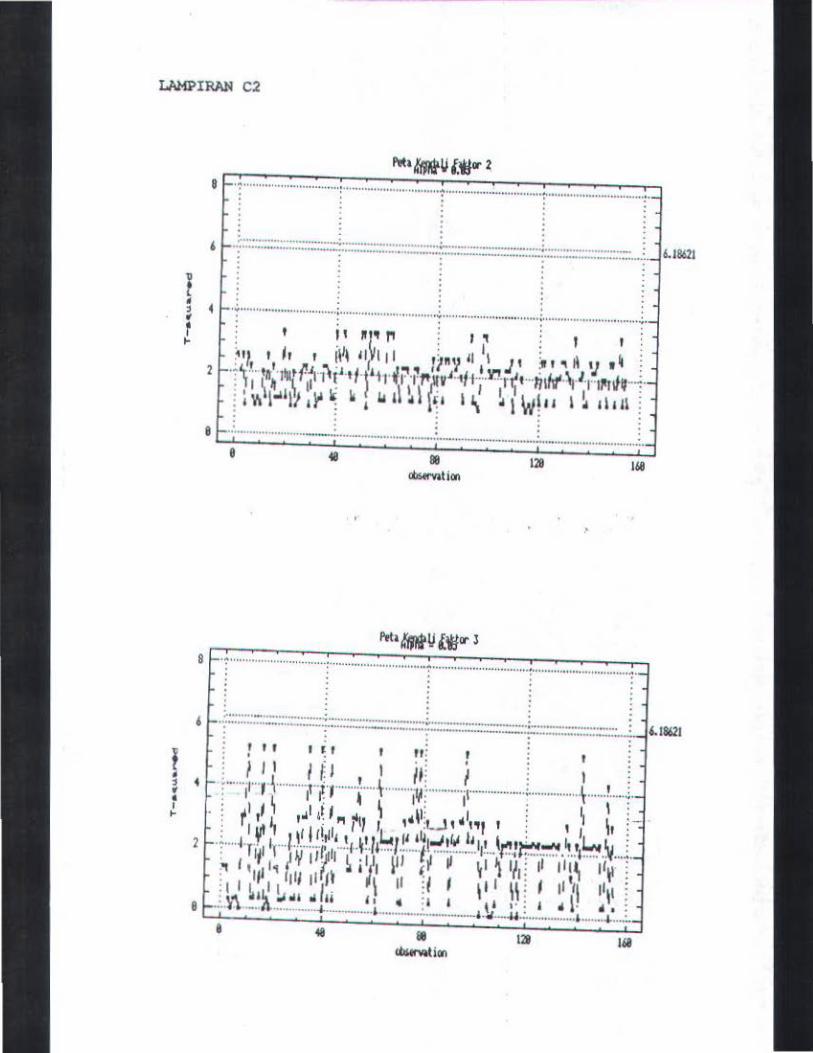
LAMPI RAN C2
t . . . . ; • r-·~···· ··· ······ · ······· ·· ·· ·· ·· · ·:·· · ················ · ···········~········ ·· ····· ·· ····· .. · · ·· ·· ·~············· · ··· · ······ · ···· ··~·-" r ..
8 r-·~ ............................... , ............................... ~ ....................... ........ : ................................ ,._ I" i : i i : .
0 • • • . . . . . . . . . . . . . ' r +: ::::::::::::::::::::::: :::::+:::: :::::::::::::: ::::::::::: +: :::::::::::::::::::::: :::::::t: :::::::::::::::::::::::: .... : . _ 6.18621
. . . . . . . . . • • • 0 . . . . . . . . . . . . . . . .
I I I IIJ' f'l I , f I :
r- -~'1 1 lr 1 il'l 11VI t1 rjny 11 11 J 1 ~ 1 '\II 'J 1 ~ i _
2 r· ?\ L •tr' · ,fll!fJr-~ iJ., f ·( ' 11· tf'·~tt )fvA .. If i -~.lnTt • ... n,ftV·nl'! ~~ .. ·?·-i i~~ ~~~ ~~:'l"~ k lwll ~lf~• I~ ~~W!" I~ 11111 ! -
. . . . ,.. : : ; : : 8 r-.. · ................................ : ............................... : ................................ : .............................. j·-
8 • • ~ ~
s r·:··········· ···· ············ ····:··························· .... :······················ ·········:········· ....................... :·-. . . . . . . . . . . . . . . . . . . . . . . . . . . . . ' r.!:::: ::::::::::::::::::::: :::::::! :::::::::::::: ~::::: ::::::::::.:::::::::::::: :::~:::::: :::::: ::i:: :::::::::::::::::::::::::: .... ~.- &.18621 . . . . .
• • 0 •
t ., : ! I I I ~ I 11: :. :, I ; ' ' '
• : 1 I I I tl I II ' ~ : I . f • r- i ...... i: .. ·: ~ .......... ,;T! ....... ~ ... t .. .. · .. ·w,/ .......... i: ..... ........... ; ................ t ...... ;\ ..... '1= · >- • ; r I ~ tol
1:
1 PI til 1 14 ;L.J1 4 ,,, I ; I J I ; •
2 r·f .... :·~-~ :l · ·· f ·~ .. l·{·~::: .. ·(·~H:~-r-~-!~~-~~ ... ~~-~i .. ·0)j1-G·,i·~~-~ .... > '"r , .,,, ,, ,,,1 "t '1 " ~ ~ ' I' ' 1H , ,, .,1 ,,,, i
e ~ .. :. h -~ -~~-~-~ ~ ... ~1~~ ........... '.L ..... ~ .... j~ ...... ' ........ dL .. ul ... ~ ...... ~ .. ~~ ..... ~+' .. l-• ~ . ~ ~
~ticrl
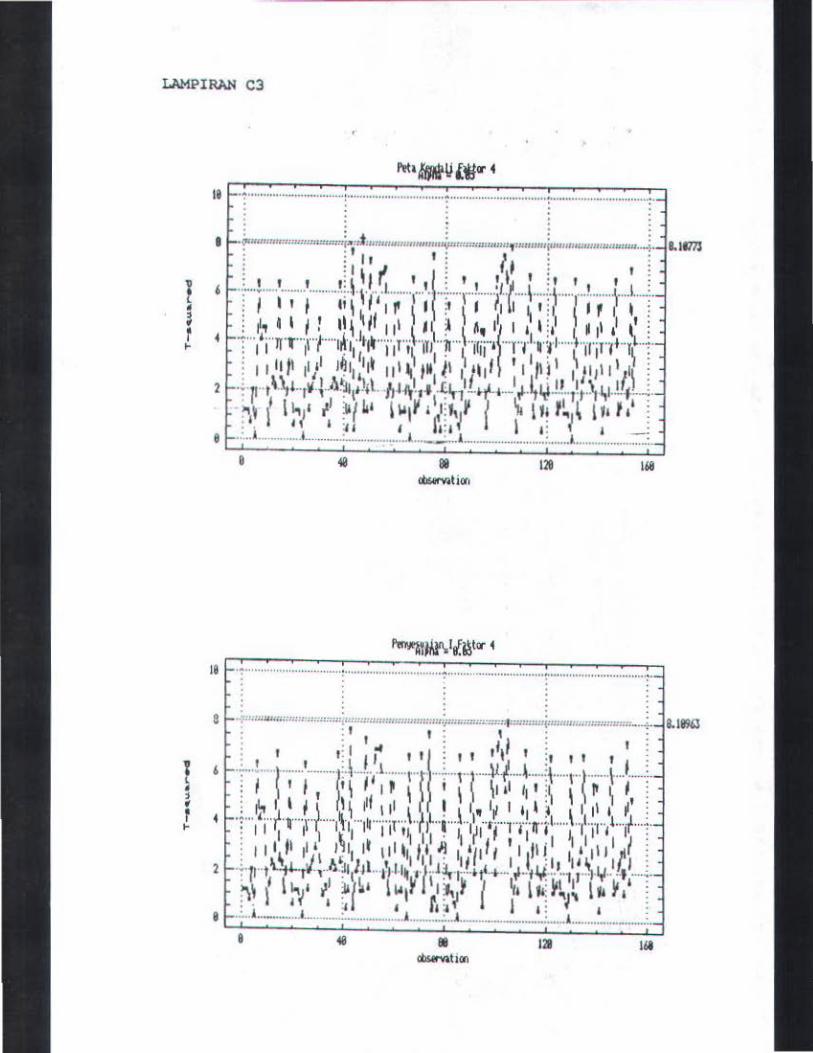
LAMPIAAN C3
t I
~ r
1-
•
19 ·~······ ·· ···· ····· · .. ····· · ·····~· ······ .. ···········"····· .. ··':'························ ·· .. ···:····················· .. ·········:· . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I . ~till :u: uz::::u: u :;: :::u:::i:.:: :f :u un ut :uu uuttuui,u: :: :::::r::ut :::: f UUilUII (uu 111111 :u: :t: u:: u :t u: .• u;. 8.1 fl1l
i ; : I I (. ! ; 'I' I i I i 6
.. ~ .... : .. ···; .. ·;·· ;·· ·· ·····~il,·h·:··r····:···:·~· ··~~···:·· · :··· ·k~···· l ··dJ···· ;···:··,···J···:· + • .t ... ~~~ .. ~.~··t··~·· ···,~·~ .~:~· · ·1•• 1 ~ •.• t .. ~11 ··~ .•. t .. ~~ .. :f' · ··~···'~ .:.~~: .. J .. ~,.!~·l'~ . .::..i. : I I I . it II 11 I 11 . I I if I . l I I 1
1 :
: I llljl II ,I 1~ 11 l it "' ~1 1M J.l " '' II 1
1 Iii I 1111111 1111 : : \\
1 1 1t, 1l·l I I ( If .1 I I' · II 11 \ I . : 2 ·~-p-- t .. .,l .. r~-r'l'~l,•·• · /1J-It-f\ :lr1···•r+·· f ·'tl,.i·····Tn.l,l·····fl ···:·
~~ !' '"''' ,.~ ~~ L1 1 ~,v, r,,,~ J ~ 1 '! ~~~ ~ 1 ,, r, ~ : ' . If I H I ll :lf I I 1: f I _;
8 .: ... ! ............. I.. .......... : .............. , ..... L .__:. ... L ........................ : ....... L ..................... :.
e 128 168
18 ·-:- ········ ···· · ··· · ···· ·· · · · ·····: ·· · ·· ·· ··· · ····················~··········· · ····· · .. · ······ ·· ··~··· ·· ······· .. ··················: · . . . . . . . . . . . . . . . . . . . 8 .. -;:l,:::w:;;;::::::::::::::::::i::::::::::r::::::::::::::::::::~::::::::::::o::::::.1:::::::::::i::::u:::;;.::::;::::::::::-•. ~.
· · I I ' I ' ' : : ' .. : II : I : : 1 1: I I 1 1 1 : 1 1 1 I 1 :1 1 1 1 I : . I I 'I . \) ·~ I . . 6 "(1 "··r; .... ,. ;· "Ii'i ... ,., . ~ .. ; .... \"'{ ... i ... l .. r .. ·pi ... ~ .. ; .. j~ .... ·rp, ... ~ ... ( .. :
• ·f ... ~ .. ~.: .. t.t .. ·A ~ ... :': ... ~ .!~ ... \ .. f1 ... : .. ..1.:1• .. !1!...~ .. 't!.\ .... \ .. :r.!.: .. 1! ... ~ .. ..;. : I I I I l t I 11 111 II . 11 ~I # I 'I ~I 11 11 11 I : : ,,,1,, rll !'IIIIi '' "' I'~ I 'I''' 'II'! I I Ill Jl : · \."' " h' Jl 1 1111. II I · IJI'r 1/.1 . 2 ·Rr•
1, ~~~~. ,~, ·~,{~. · .. ~r~~~··tr 1 ~·:tr{+· ~: .. 1~·~~~~ .. 1·~ .. ~·: ..... 1.
= . " 1 =~ , r~ ~f 1 1 = f 1 = B .: ... L.-......... I... ......... : ................... L ........ : ... J ........................... : ...... L ...................... :.
e 128 168
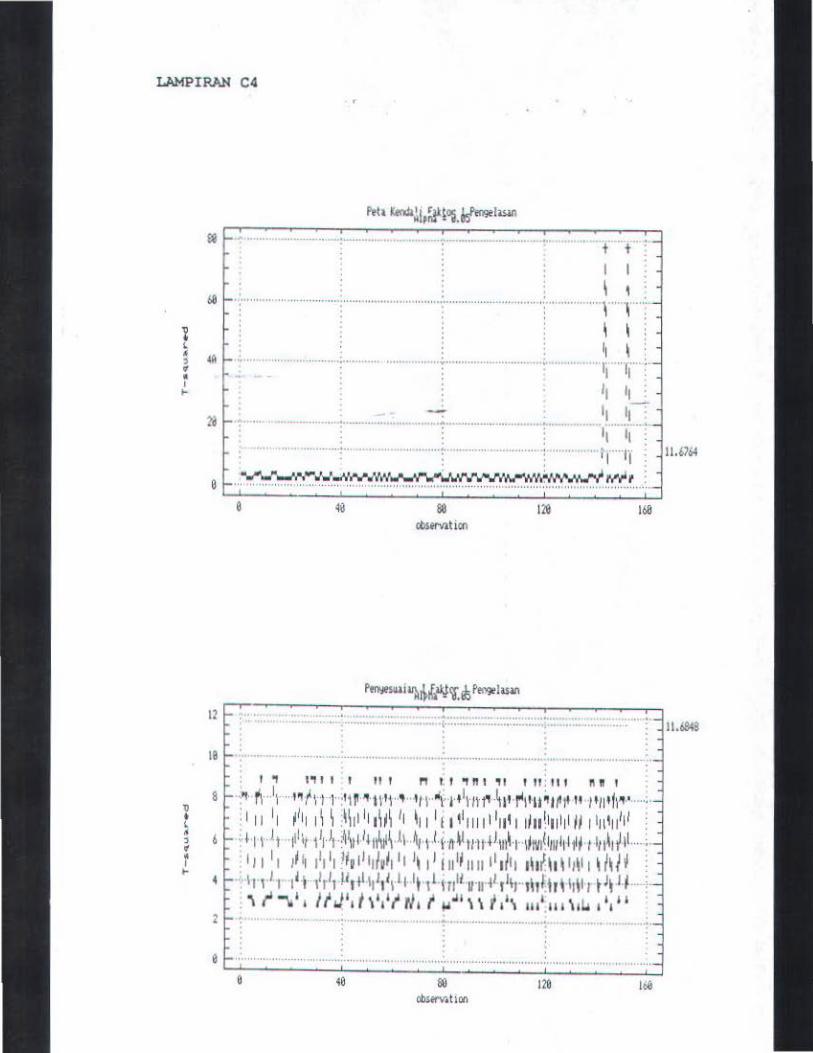
LAMPIRAN C4
~ <
~ ........................ , ............. . .......... ~ ........................ -··· .. "f' ""+" 'I I :
. \ I : 68 f- : ............................... , .............. ............... ... ; ....... ....................... : ................ , ..... r ... :·-
: \ I j ~ ~Af- ............... . : II I : ...j ............................ t".............. .... · : .......... ''lj "'Tj'" :·-• • I ..
~ < • j
• • I ..
; : 'I II : : ~ : II 11-:
~ - ....... .. ........................... _ ................................................................................ _ : : : ,, ,, :
: ··· ... · · ..... ~- · ............ · · .. ~ .... · ................. ; ... .. · ... i'J" Ti ~ 11.6764
0 f- . .'~~~~~~~~~-~'- -~·-e 4~ S& m 168
11 f- ..... ::.:: .... ·: :::. ·.::: .. :: ... ::.:·.:: ::::::· .... : .... ::(.::· .. :::.: ... :::.:::::::::.:·_. .... _:: ....... : ...... :·· .:: ........ r- 11.6848 . . . . .
18 1- . . ........ . ......... : .......................... ; ............................ ,"' ..................... ·<·-. . . . : 1'1 1'111 I Il l "ll 'l nl'll 111 : 111 ~ ~I . ' I . I I. .
8 f- .. ;'1. fl · t .. l~fl t .. 1 ·:11 ~ ·'1 t\ I \ ·HJ·\"0H·+ \ Ji t" ·1 1~·r11'U~I~~ II l 'll 'fl '~· ' ..... ;._
j11 1 '' 1'''' \ I :l\1t''•lll '' \11 '1 1t' 1111 1'11t 11111!1111111J 11u111111 : 6 f- ~ I·J 1· 1t ·JI1<t 1 'J!J·~~tl 1+nii~~J1 4,., .li .. lttf tli J+lml t ·lll'lt(J/1/IJ I ~1· 1 11111 ~ 11 .. ;._
' IIII I JI II JII ll llti11J /vli 11111 1iu 11uui11/Jt lll f h \ IJIII\IIJ4 ; • f- ;, I 1 r 1 ,. .. , 1h1 r1,11 , ti.IJ 1t 1t 1 t.lt 1Lin11..g·~r~1 r1\nh~h\ ,,,,, I JIJ.~ ... i--
.' r " '' 11'~',1\ ', ' t r1, ; ..,••"; ,., u•'"' , ,Li •'•" 2 1- ~· . . ....... .. ...... ,. ....... ....... . ...... ~ .............................. ,... . ... . . ........... :._ . . . . . ~ : : : .
8 J- . .' ............................ : ............................... : ................ ..... ......... : ............. ............. .... _
9 • 00 1W I~ ob>I!V; h on
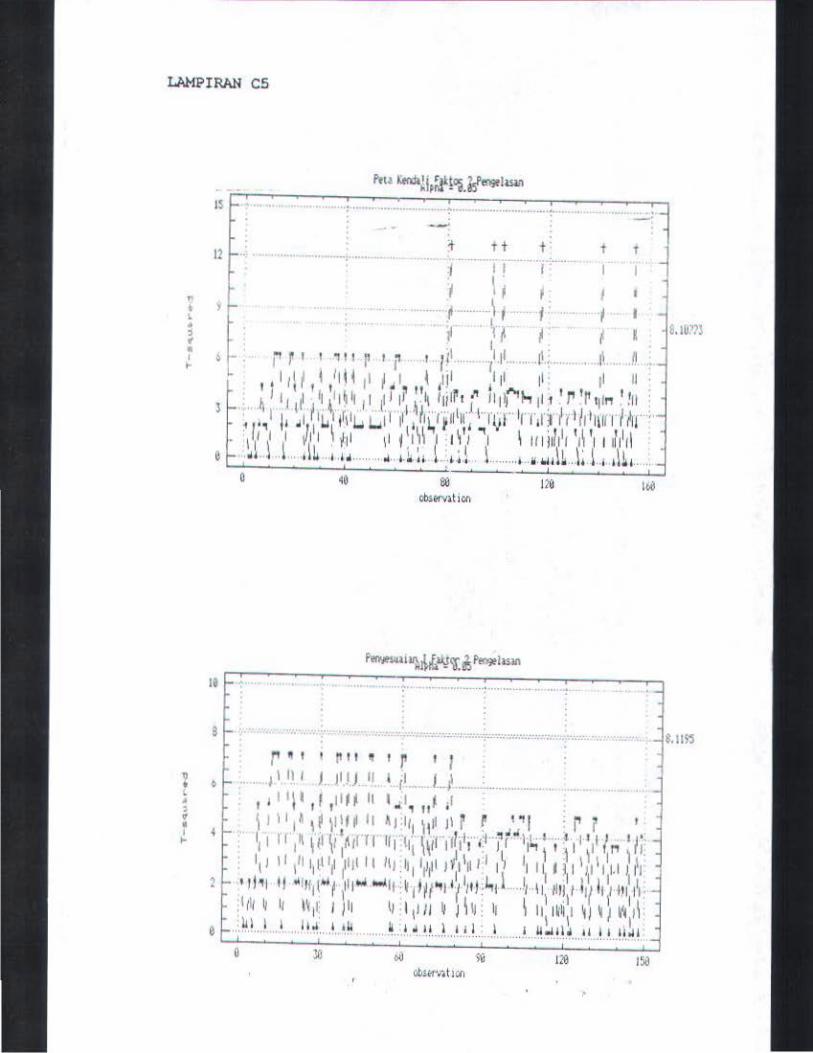
LAMPIRAN C5
1)
• • • ~ ~
• I ~
v • • )
• • I ..
IS -
12 1-
18
8
.. ···•· '! •. ..•• .•. ........... . . :····· ·· ·····-···· ······· .... •••-!• -..... ... '"-··:· ...... .
40 12ii
...... ··-··· -··· . ···•··············
.. ::: . .. · . .-: .-: ·::.::: ... : ;.;::":: ·:;,· , ......... ::.·.-.··:. . . .
.•
_: -
t T -
106
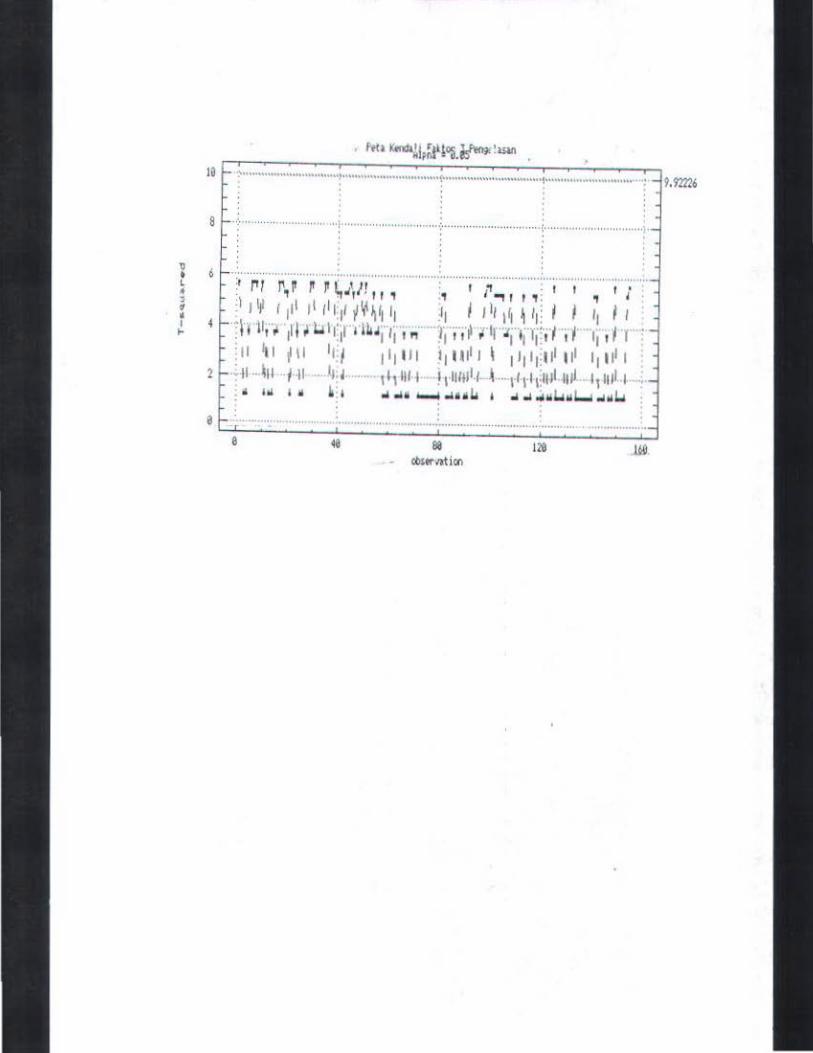
~ l • , • ' I 1-
JO J- ·~ ............................... :···· .. ••····"'""''"''"'"':"· ............................ ,: ......... , .................. ··~ - "9.92'226 . . . . . . . . 9 f- ·~· · · ········ .. ............... ; ... ........... .... .... ... ..... ; ....................... ......... ( ............. ... .... .... ........ !·-
. . . . . . . . . . . 6 ~".;· · ~-; · · ·~~·~- ·~ ·~·~~\ii·;·; .. ~· . ""'""·:~... i '"~:j~ ;" ·, "~· :· · · i · "j"'''~" ' 'i"i ' ··;·-
: 1 ,1~ 1 ,,, ,, 1''·'' ~~~'' r1 _r1 1 , 1, IH 11: I I 11 I 1 · 4 ~-:11 '11, ·, ··11lll.l l (r dli~j· tj i .; .. ... J'i"i·i·~ i tr·:tj' tj lj"i·f 'i'l' ' tj" , l ·y : -
:11 ~ ~ 111 lrl 111111 i 1w't I 11111;11'11' 1111'1 2 f- -.:.~t-.. \11 .. 1-IJ . IJ, J 111 111 ~ . 41Ut1f1.t .. -1 ... 1'1 1.t1;tt-JI ltV .. t1 1111 .J .. , __
: ol Ill I ~ • : I ol ol~ ~ o11111li I ol oi.;&"l.o"l...i o111i.o · . . . . . . . . a t-,i ...................... : ............ ............. : ............................. ............................. :·-
e 4i sa 128 t~.
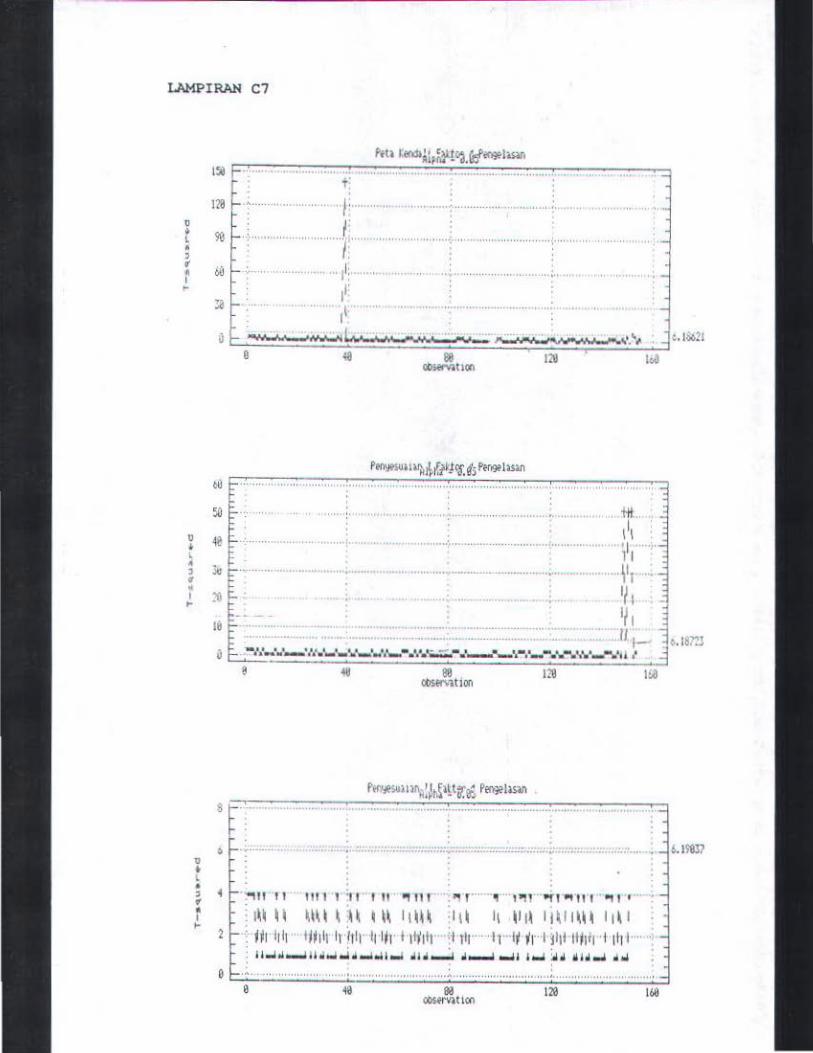
LAMPI RAN C7
0
t • , " t ,.
u • l • , • • l ...
0 • t •
Pth J:«di'l '''t"" I...J'i1'1901<w. Alln<"··o. UO' 1:0 !-··· · .......... ..
r · t . ... .... ...... .............. .................. ", .............. . ·' -
. . . 128 t- :· ........... ..... ·1: .................. .. .... :. . .... ................. ....... .. ... ~--
: I' : w t- .. ; .... ....... .................. , ............................... : .... ........................ ... : ..... .................. ·-: /: :
w - ~- ..................... , ~: . .... .. . ... ... .. .. . ~ .. .... ... ... . ~ .... . ,r
38 ,... .... . .• .. .. . . \ I
. --:-
..... .... .. ................... "' ..... ·-0 ~ ...... ~ -· ,~k.,._;;v..~~..:::,:._-~,.....y:,....;.. .. •.'-,. ... (.16621
0 • ~ I~ w ~tton
PMYtSUat"'l!Mfl'l~~)Pir~lmn 6u c::' ... ::: ... ::: .. -::-... -::-... -::-... -. . -::-... -::-... -::-... -::-. -~·:·:--.... :--.. :--... :--.-.. -... -... ::.: ... !: ... =c ... ;.._. .. :: ... ::: ... -... -.... -... -... -... -.. -.. . ~ ........... -... -... -.. -.. -... -.. -... -... -.• .. ·-, . . . . . . . ... . ""'':' " .................... _ .......... ........ ........ .... ........ .. 50 ...... .
. . 48 " . .. .. ........ .. ....... ;. .. ... .. . .. ............................ ............... ; ......... .
.. +H .... · .• ,,, : . ' I .... ; .. 1 I
lc f ... · .................... : .. ...... ..... .. ........ :............. ... .. ........ j.. .... ..... .. ·1
\1r .. . :'itt • . .. .. ............... . • II
. . 'I - . . I ~ I& ... . .. ... .. . .......... ...... ........... .. • II
0 :_:~~;;_,.\'._: .... ;_~.:;_:~,.~.~~~;;:;;.:·.~=::.:.~~.~'..::._-.,._:_,._.u !.-· . · .1~n1 ~ • . M, I~ ~
OO£!Ni t 1 on
8 ........................................................................................................... ..
. . (I ................. . ::: .. ::: :·::::.::: .. : .::.-::: ;;: .. :::::::::::::::::::::. ::::.:. ~.' ·.:: ::::· .:: :; ... ::.:: .... 6. 11'937
" i ' :"'ll ' '
: r\1 n Il l I 1 'II I II "'ll i' .... 'H ....... ~ ... ,.,r""''l '"' ll 'l . ., 1 1
" • I
f- 2 ~l\1 I :11 I l\ l t iH I t I It II 11 II' I I Ill I 1\ I
. . . : Jl,.j.l......i ll .loJ ..i ~ ...lol l ...l <1 1.1-.j .__. ... u I ...I :,jJ ~ · ·""" """
& ...... .... ... .............. ..... ....... .... ....... .... ......... , ..... ......................................................... .
6 129
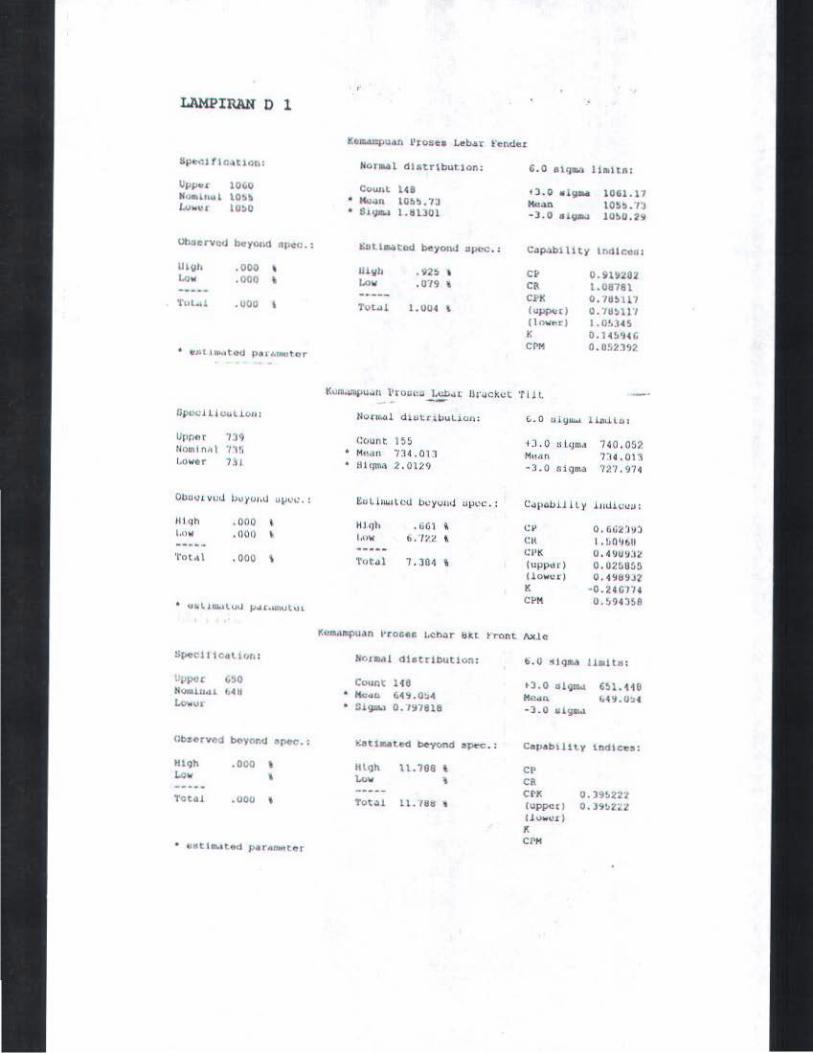
IJ\Mi>IRAN 0 1
UIJSJ•r lO'U N{•w .. & \Obb W'-"'' lO>O
.000 '
.000 '
.uoo I
fipu<.:.ILJcut.ion:
1Jr'r1nt "13~ tl ()Ill n-. 1 "/'l'i t...ow•r ,., 01>U\JJ. Vl.:tJ buyo .. tJ uv~o'l.:. :
ti i (Jh .ooo \ tow .ooo \
'l'Old\ .ooo \
SpecJ tieat. um:
t:vpec .,,o No.tlboU. Mitt LO.,I.U
Observed boyond apcc.:
TOtAl
.ooo ' \
.UO(I l
Kel:IAepuan Proses !Aeba:r t'ender
Nor~l distr\but.)on;
CQt.Utl l48 .W.an lObb. 'IJ Slua.t l.IJlJOl
k:uLla.:.tOd bf:yonlf
Uiyh • 9"2!:1 ' """ ,0'/9 ' Totul 1.0U4 \
Up(."¢.:
tl.o •lvaa MQan
IOGl.ll IO>b. "/l l0~0.2':i -l.O 8iy,aJ
C~pabllity \ndlr.c~;
c~ 0.91~202 c~ 1.08781 CPK 0. IUHl1 (upp<:r ) 0."/Ublrl ()cw'"'r) I.O .. d 45 K 0. J.4!14HG C~M 0.05239,
Kt,;tn.$pu.m l)ro~~::. lN.b" 1: Hr<Jck~t ·r I J l. -~ --
C(..ount, l~S Mt:an 734 .on
• 9 1qm;\ 2.0129
Eul h w,l<:tl b!.!)'Vlld
Hlqh . 661 ' IM'W b, ' l?:l \
'l'Ot41 1 . 381 '
U LJCC. :
H~r~l Olatributto~:
Count He M.c•n 64.9.0~4
!Hym.t 0. 19'/81.8
lll?h 11.188 t Low l
TOtAl 11. 188 ~
0.0 tli9i~W 11-po,Ht,l;
o .o !i i.(jlnll 740 . 052 Mw1n 7'14 .01'l -~LO aiqma 72'/ , 974
C.lp4l>l1 i l y 1wJh:llu:
"" (). ()(.2 'JIJ:J tat I .~,QilbU (;11K 0 • • ~.llJ!J)~ tupp,ta') 0.0261)~:> Clow~..:t) 0.4!1169J1 K ·O.HG'I1' C~tl 0.~94]~8
•3.0 •19~ 6~1.118 HC41\ t.41J.U)f. ·l.U "'i.ga.J.
Cl' CR crx o.39~22? {Yppef) 0.)~~2~Z
CJ .... '-""') I{
CPH

Spectrtcatl.cn:
Uf-'f)U 669 NO<IIJ riV! J. G6S L<.IW(;I= 66J
.01}0 '
.ooo ' Ttl I,)' .000 \
S.,ocJ L l~llon:
u,~r: /U1 llwn1 n •. ll 'IUO LOio'O I ti1)6
otJ!>Or\ <:d he) yond t :SIIW. :
ll.iqh .ouu Low . ,., .. ••
·tot:;• I . 64• '
l'>Jwt·l t Lc-.. t" I on :
Uf.11•0 t 1 O!JO NuuurMI 104~ LU\oCI 1040
'I Ot.l\
.ooo \
.uou ..
.ooo '
Cou.hl 1!J!J ttuo~n GG<. OUfi ~Jyu-. l."r/HJ
i::IJ Lluull:.t:d b~yond
lll•Jh .2 4S \ l.uW 4 . :H 2 \
Tnt:• l ~. , ... , '
Count t )4 Kv •. u1 6:.H.I ,l/':J ~ hJ 11\.'1 ~ • ]C)'t 1;'7
, :PIG t H~oOG!i l
'I'C•I "I
apec . :
N<lnM1 d1ftt rlhttl hm:
(:,)UIIL 140 111t1'11l IUH.~ D~(JIIIJ l.U~2~ 1
EulJ JtMlult buynuU UJlUt.: .:
IU\Ih • 61\U \ I ,()W • lltll • 'l'Ot .l \ l. ·~~ '
6.0 slqao llal~o:
(l.O l;t lll)i.J H9.1J l'l~clU GGO.UUG -J . O uJ..y•o~~-' G~h. GtiJ
C~pUIJJ.Uty LU<JJ.C:VIl ~
C: P o, 7!. 1.~1.'U
c" I . :• l O•J'/ C!•K O.:tu.tl! 'uppm') o.«n"1._~2 (lc.tW-.t t ) (L!IG'IJ\
~ ·U. ~4ttJtfl C:I•M U.tJ'•Mrl'
t),O U19JI!Lil ICJ4,'I!)t,~
Kc~n t,~IJ.l'/)
-:1.0 Bli'JI'IIII (,f}l,•,•J4
cv Gl\ Cl•K (llfJP~ r ) (\nwt!r)
K CNt.
lJ.O ll tqJw.' HU<in -J .O :J j tJil.oo,l
u . oO·IuU9 1.~4~1~
0. IJO~~!)
n .• w:.o 1).
o. 'l'Hl'iC'• ... o .• ~t) 169
0.4GG663
1m.1.06 IUH.~ lUI~. 14
C'..ttp .t.liJ I l l y Jmu~·uu :
Cl' 0.0\ 1004 l:H. I ,1, .J I I Ci~K (), '1 1i~4 '' (uppar) o.n~n~H ( i~o.hor Vt' I o. 1'1;,4'1 J K -0 . U102.JO J Cl'H o.•10n9
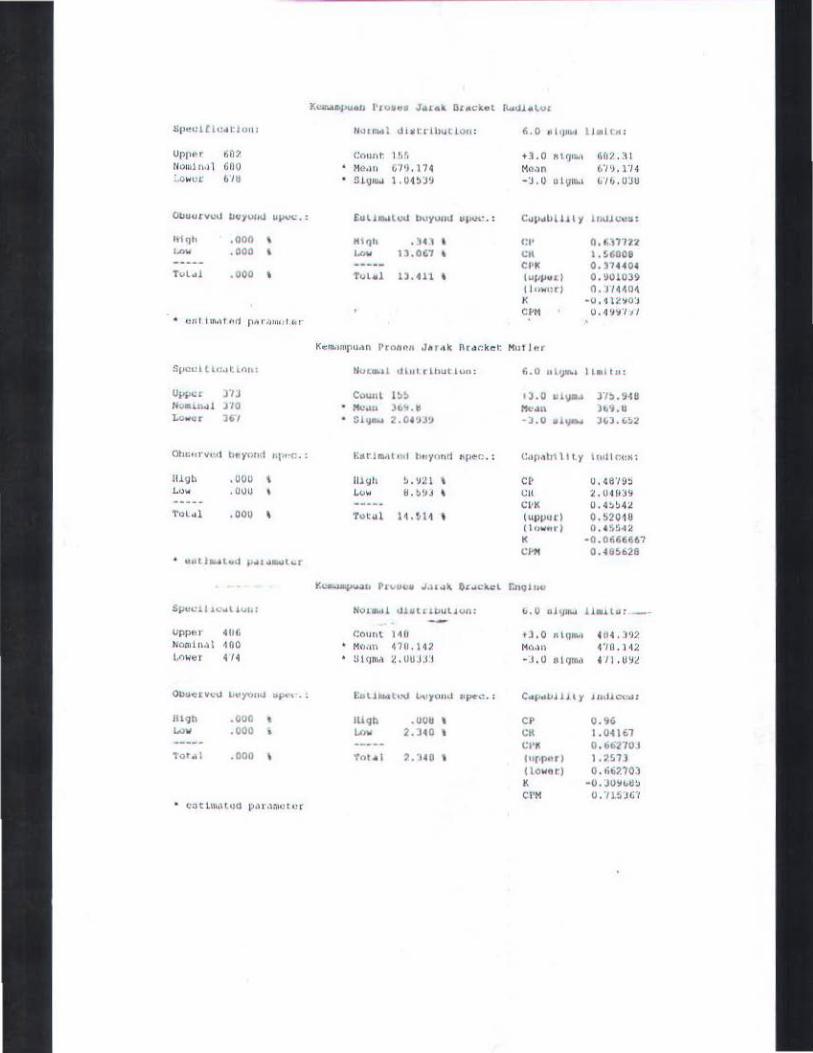
Ur>f'l """ r.in:i' N•>lalt~< l 1 GOO t..owct b 'Itt
Tut .. J
.oon •
.ooo '
.ooo '
Uv~cc J'/J Ho•Ln.al JIO LOW4:f 361
Upp~l
Nomin.l\ t,.owtr
lllgh w >l
1ot .J1
.ooo '
.ouu '
.oou \
.ouo ~
.ooo 1o
.000 \
•
Nor,t!ld 1 dl~ r rlhucion :
<:ounr. Hirl -Mc.u• 1,/IJ , 17 4 S L" IU.I 1 .01))~
tul ,...,.hiU lh.IYUII\.1 " JN-.:. :
Htqh ,,.n ' l.tiW 11,0" ' 1'ul•l 1).411 '
Nur;(J.I,l.J 1Hu 1 rlhut tuJl :
Cuunl ~~~ Kc: • .ua )b~ ••
!ilqnw 2.0• ~U~
IJJ.yh ~ .~:.! 1 \ Low El. ~!U \
C:oun \ M(Jo l \l
l;i 1 (lnWI
ltiqh LOw
'ft'Jt .& 1
l .UI 4711 .10 ~
l . UUJ.I:J
.UOti \ 2 .l40 '
1. •tu '
6.0 tl I4JIIIrl lJull t~t:
t l. O f\1.1'JI1.1ol 6(1?. . :1 1 f'l,o.ln 6'/9 .1'14 - J .O Ul 'IJIM €1'1 fJ . O:JU
c .. ~.~utt .H y llldJc\!a:
c:t• o. ,,n112 OK 1. ~6008 Cl'k o. )1440 4 hA{JfJVL) 0.901039 I IHWilfl O.'li H IH K ·0.1 l?'JIO:J CPM 0 .4 1PJ'I 11
jj,Q llltJWio• ll•it tl:
1).0 u I \Ill» Y/).948 "4.·.m Jb9,U -) . 0 o.~i.v-u Jfll. G~:l
(;,JrMh1 1 It y \cul l t':w•; :
C(• U, ol8'/ 9ti l!tt I:. U-4[1)9 C L1K U.4 !>)4l ("PI.>u l ) 0 . 52018 ( l t~Wn l') o. 4 'i~l·l ~ K -O.Ofi66667 Cf'"l1 0.405b26
(1,0 UJCJJIW 1hUl lU! --
·t.l . 0 H l (JM11 4114. J92 Hl'hh \ .no. H :t: -J .O o i (Jt.,. +11. U~l
c .. p •• uJ J J t" J lhl JC\..:d :
CP 0.96 CK 1.04161 t:l'f( o. tib7./0J turif'mr) 1. ?S1l tlow~r) 0 . 1;6?.10) K -O.JU~t~e:J
crM 0. '115 .Hi'f
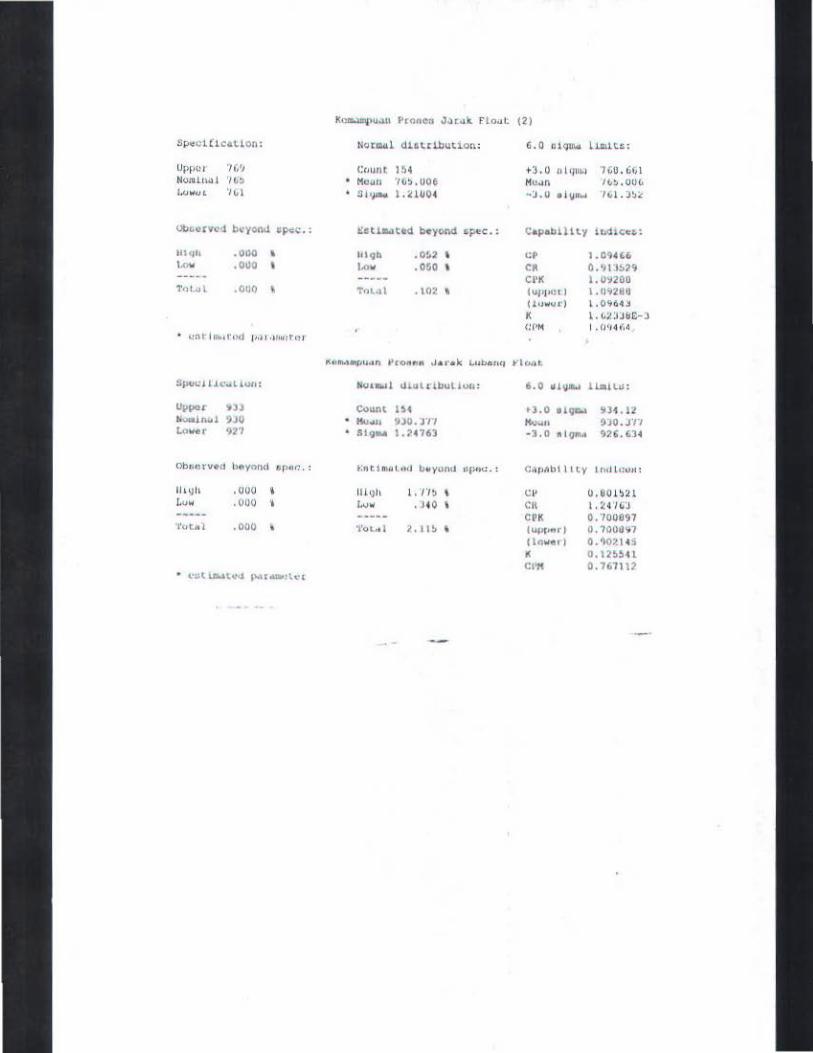
UpJIC t '/(,t)
NO<ul.n<J I 'I b:> lot..IWI..I t 'It.. 1
.ouo '
.000 '
.ooo ,,
• t.:nt'ln••ll'lld ll•ll ·lhlllfO J
Uppoc Y)J h~Lr-, •• tl 9JU Ll\W4!if' 92'/
lllyh r.uw
1'otaJ
.ooo ' • ()00 '
.000 '
Nor~l d1G~ctb~tion;
<:cmnt )!>4 M"41U '/1.1~ , 006 S ltpu l. 4UU04
~ct1&dteQ beyond Gpec.:
ttlqb l.ow
.0!#2 '
.O!jO \
• 1 ()2 "'
No &.llld l t.huln4ull.vn :
Count 1~4 &t..u1 9JO.J'II 51911\.e 1 • .?4763
llt~h Lv w
'l'oL-.J
1.'1'1 ~ 1
• HO \
J. ll!. '
6.0 OiQ11MI li:t1l~:
+:1. 0 u 1•1111>1 'tf.0 .6M Mu<Jn 1L~.OUL
·•:J.O ui\111""' /i.o l. :J~:t
<.:apobll h.y it.-du:~:; ~
<:P CM Cl,K (Upj lt:l) (1UWo,ll' )
K
1. Qq4(i0 (LfJH5:?9 l.U~lOO 1.U92HB 1 .0904) \. ~~:·~~£-3
tl.O OlQD.l ~..~ .. 9)4 .12
9JO.JT/ 926.634 -3.0 "'01'1\jf
G<tr1Ablll LV lfl\l Lc:oH~
<.: l• en CPK ( uprmr t (lt»wer) K CI'H
0.00 1~2( 1.~ 4 '"~ o. '100097 0.1000~7
O.~O?.l 4 S
0.12S~H 0.76711?

LAMPIRAN 0 2
UVO\.:'i r IC.tl L\HH
U)JVUI ·~ Nr)al,.n.\1 l2 l.u"'Ut
Obot.rrvnrl hftytoh•t ftJtet"' . I
lllqh .000 l.oow
T~o~l..al . ouo
Upper I J N<lllt 1\ltl 0 l_.()WIH'
• •
.uoo ' \
. 000 '
uw ... , 1:1 H~•ll'lltMl I 1 l.Ov C'!r
Ht•~h
Low .01/0 •
' . 000 '
tfu1uwt •Hula Ht~JLhm:
Cowtl ~:.au
:; i.CJ..,
TUloil
l~!J
\?.~C8(
U.l6ol1J
.069 '
thuuwl ...tiulcilJuUon:
C.:oun t. Mu<tn t~ t r1111tl
l !i:J U. 4016fl O.!lOJ J74
£:.1 L i u .... , Lt.1d bi.•yvtu.t :Jj)I.:C: . :
lflqh Low
Tul.al
.000 \ \
.ooo '
l~J
lJ.464l 1. 11229
~.Jbb
'
n .o •hJiad
"""" - ).Q lH9md
cv Ck CFK J Oo-()'1 (U.i-'~4.:1") l ,IJ\.CiU~
( lOtikrJ
K CPH
-
+J . () s•qw,~~
M~.Jn
tJ. '}I)T1tJ
ll. 40 t6b ·~ . 0 Hl(}nt.t
C.: I> CK Ct•t< 1. 67l!16 (Up!Jvd 1. \i'J2fJ() ( L\)ooi(J C)
K Cl>M
6.0 ai9a.;a llaJ.L~:
U.U •l'J.., lb.UOU'i HI..,..JU 1).464\ •3. 0 •• glll.l
Capa.blli t.y lndir.fl.a:
CP crt CPK
tuvvu•J (low-er) K CI'K
U. <~Ol9~ 0. 4 G029Ci
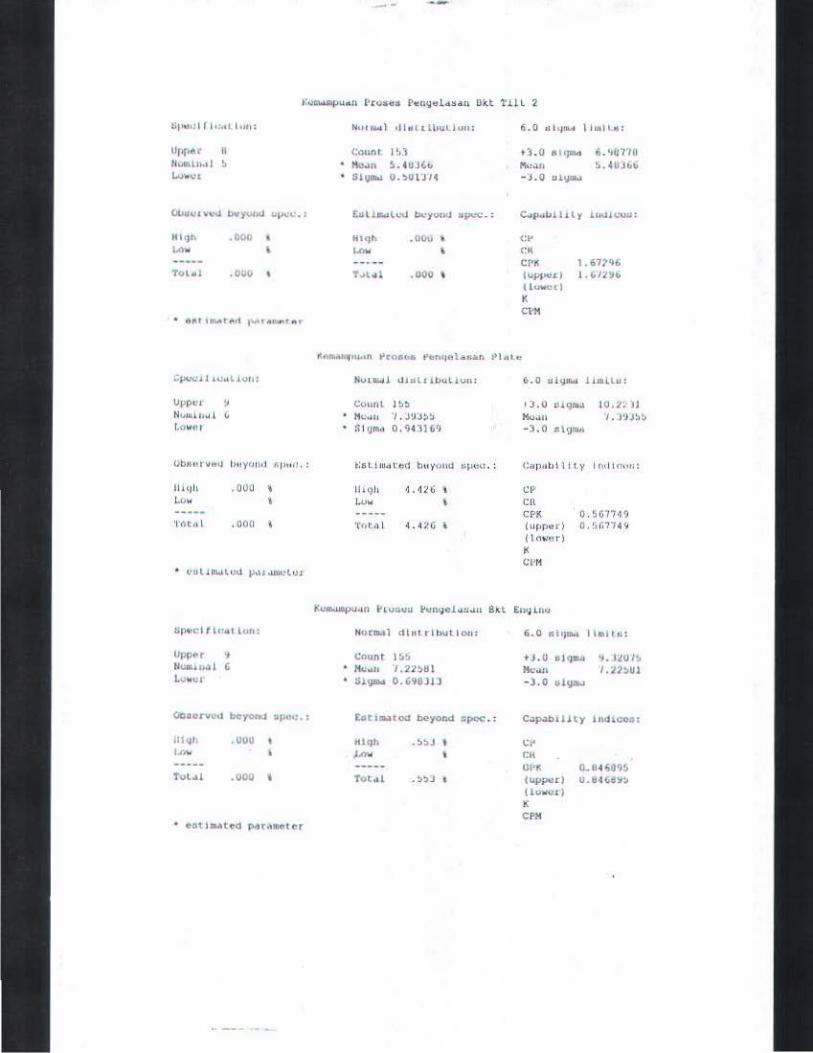
UpftfU' ll HUIILU<.~I :t Lu• \.'t
.ooo ' \
. ouu '
UJ>Pl' t !i N c,;lll.l. ll.; 1 lo r.owur
ObtWt \lltl' huytmd Aput:.!
ll iqh Low
'I Ot·• I
Upp.tor 'I th;al1•-ll G Lvwt.:l
Tol.al
.000 \ \
. 00(1 t
.ouu ' '
.uou \
--
Nut~W~Jl
(:,·mnr M~Mn
s tv .....
HH)t ,..,..
d l .. l t lUuth~~t :
1'-11 ~. 4UJ£b U . ~Ut:JH
.oou .. •
.000 '
Nvuo<Jl l.l !tllc J tJ.ul. .&vn :
Co~ul t
Hc wu ~I (Jm~t
ll &qh Lo w
'l'f• t.•1 1
J ~~ 'I, J!IJ~~ 0, (j4]} 61'J
Nornwtl d l Ht r' lbu ll o u:
Count l!l!a l'k.·.m I. 22=>B l :i.h;m..a 0. U98l1J
Eotia.Jtca beyond :peoc . :
Hiqh M w
TOtd l
. ))J '
' .'J'JJ ..
6 . 0 tlhjt~ l holi td:
t 'L O "''JIIItt 6. •tffi"/U f'{(!,;lfl ~ • .C UJb\1 - "J . O ulv.uw
c ... p..~Ull.a. ly luuh.:v:.~:
Cl' CK CrK 1.6J?q6 (YPVf,!CJ l.(,o/l!:JO
U•>Wct.J K CtH
1),0 UlQtll..)
Mu..tn - 3 . 0 $\9111t l
l O.:t:.. JJ I . J•JJ !I !J
(;ap uhlll l.y l ndl c:u u:
CP Cl\ CPK O . ~ G7719 (uppet· ) O .~i li?H'il
(\ <'l .. 'f:lr)
~ Ct•M.
t J .U sJ<JIIl<~
Me .An - J.O t.Jlg.:w
Ct' Cit
lJ. JlOI!,. / . l2~Ul
OVK 0... 8-4 ,09~ (uppoc) U.d4 6g~~
(!UW'~l )
K CPH

llp('1,, , II lnlllll\ IIJ 1 0 l.A..~~H.tt
.(JI'IO '
• • 00\1 '
Of'J"-'t !i Nv~tdti.J l (J
I.OW(tt
11 ll11t Lo w
'1'01.11
.oou • ~
, ()clO
:ipucl f lcAtlon:
uvp.,t lJ NO.IUI1'-'.1 10 Lowe a
hlqh ...... .ouu • •
.uoo •
'
Nouwl ditll c Unu..hm:
C!nunl I\ 1 H,1Jt• U, b JS!J Siya.. U, C b'J 14 I
HIC}h
"''" Tf.l'\.• l
COUIIl
l<l t;..tu
Sl 9ru ••
.000 '
• .000 '
1:.!) 7 . J9J~~
0. 9431 69
1-:H ll fl\il LC!d btl yo nd RPf:C. :
IIi gl1 Low
Nor.al di~Lcibut Jon:
c~unr H':f Hc~tJ 10. 9~.J S19.., 0. 76!1.2§5
r.:stt•"lted beyond :spec. :
Hlqh lo~.)W
Tot.al
.. n c ' \
. J/4 '
+l.o RilJIM •n.ouc1 "'Mn U. 6/!,!.f -:Lu :slo-.a
Cl• CM
CI'K J. 44q41 Cuppv~;) l. G-494 / (lOW'tt:)
K C IH
I :t , 0 ~l«,J ll.otl
li~•UI - ]. 0 !i H.JIII.o l
1,0 . ~2') 1 'I, J!.IJ!I:,.
C P CR CJ-'K I Uf!(lt I') (l OW\!r)
(),!,,i'/ I HI O.Mt'1'1<1 1i
• <;I•H
rJ .O sJq...,, Mco.lll
-J . O s.l91W
IJ . 24UU 10 . 9~J
C..lp.lbl h ty HKh CCU:
Cl1
Ck crx Cuppcc) ClowQr) K CI,M
0.8916)] o . • 'Jl~JJ
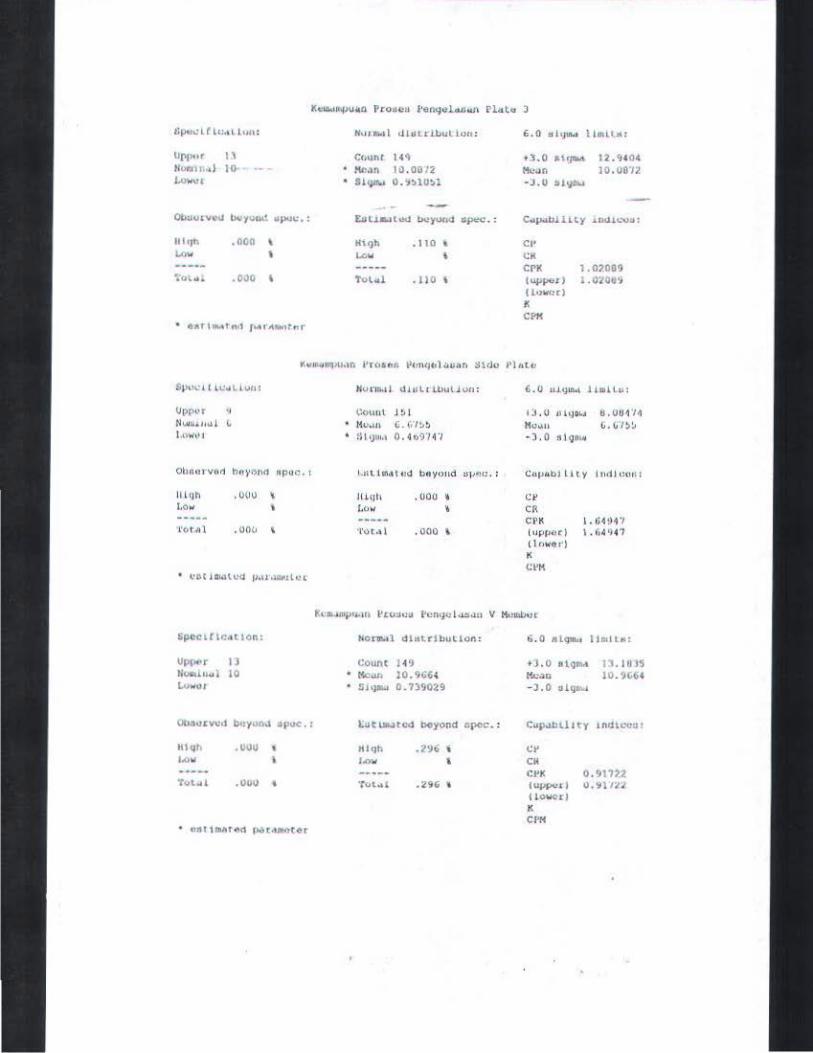
tlrtH•r l't tfUCJltl.J) I 0 I.OWIJC
.000 \
Upru.or •t th..;ro.wo.&l t. l.mll'l
' .OJO I
OllllOl v orl tHtVQJU"f rtpQr,, :
l'Otlll
. ouu "
' .00~ '
t;pcct.Oc.it1on:
U~lWf IJ tiw.wo.~l 10 l.uWUI
.Ut.)U ' l
Tol ... l .uou •
Ktc)h Low
'tol.-..1
t~ount
Mvo.~n ~~I •)tM
l4q 10 .00/2 0.~)\Q)}
.110 t.
I
.110 I
.1 !1 1 G.(, I!J~
0. 4o?7 0
l.tl t.lct\,\ 1t:d bftyO ttd U J.! ,JC , :
' 1'0 [ ,·\ 1
, 000 • ~
.ooo \
No~l d1at.rlbut 1on :
count c<c .. n StqiLl
H? 10.%64 0.1390?.9
l.ut&AJtcd boyood spec . :
Hlcah l.ov
. 2')~ '
' .296 \
t3 . 0 ~\~ M<:.lO •J .U 3l'i1AW
Cl• CR
J2.<.1 C04 JO.UG'/2
CPK 1. 0?089 (upP"tl 1.010U~ (lmruc)
K CPK
6.0 IU.~JIA-..1 Jtwl.lu:
I:; , 0 L~ 1C.J.OI..I
Mco.&u - ) .0 B 19 111N
ts.OfJ'i '/11 (1 , {//)~
Cl.l.p l.l.bJ t ' t y l url J ocn: :
ce en CPK L. tj 49 4'/ (ur.tf•~c) \.(,A9 4i (l OiWO I')
• Cl,M
6 . 0 alqna.-J IJCIIILH:
•J .o U9•" Mcuu - 3.0 olg...,
c~ CK
J3.1U15 lO.?tb<
cex o.9J7~2 (Uf.¥:1 ) U.IJlll:.l ( 10WCt')
K CPH
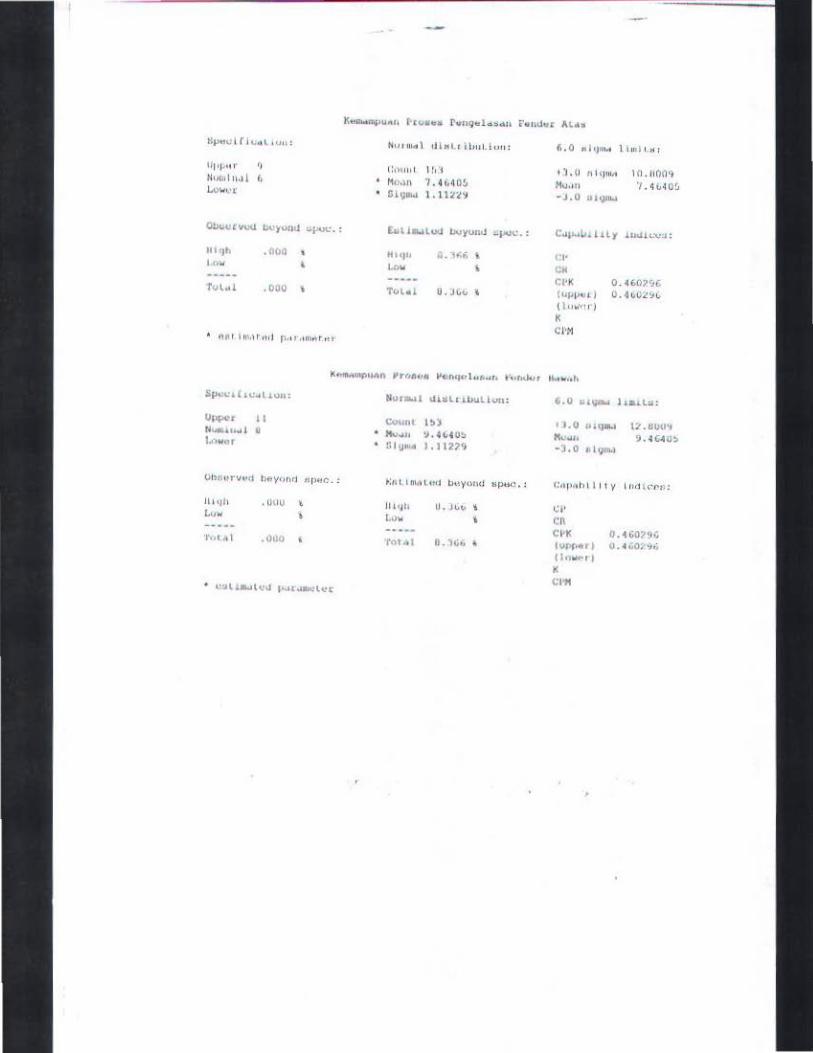
u,., ... ,. 'J
Nu;·d uJI (, LUWI.' l
.non
Tul ... .L .000 '
Sf.ll!C.:l C &C .. lll.ln:
U~t II
.t)UO 'i.
•
t :l)lll! '
H~Mil
S1Q1t•.i
TUld
I !I 'i 1.H~ O!I
1. 1 1"/.'''J
n. to'itj 'i
• IL Jt..~.o \
Nur-..l t.h~L&lbuliuu :
C4J\Int I!»)
.....,""'' ~. 4(1t0~ !JJ1)i!lo1 .),)\;;!?(}
J'(ll I 1 0.166 ..
l '1, (I ~i I 'Jilin
MY.I Il
•J,O U1'Jllkl
10. fi O(J•';
'l. 'l iAO~
~ I• CH CJ•K ( UJJJ;\1J J ( • • llr>'' II )
K
0 . 4(..07<;C 0 . I) l.l>LSit..
CN1
t t.Q IH<I.... l:t .ttbU .. K..:.,.&h •:.t, 0 l+lt;rn.l
Cl• Cl\ CH( 0. 4 &0:>~C ftJr·r~~tn o . .aGo;. ':I,; • nWt•ll K CI•H
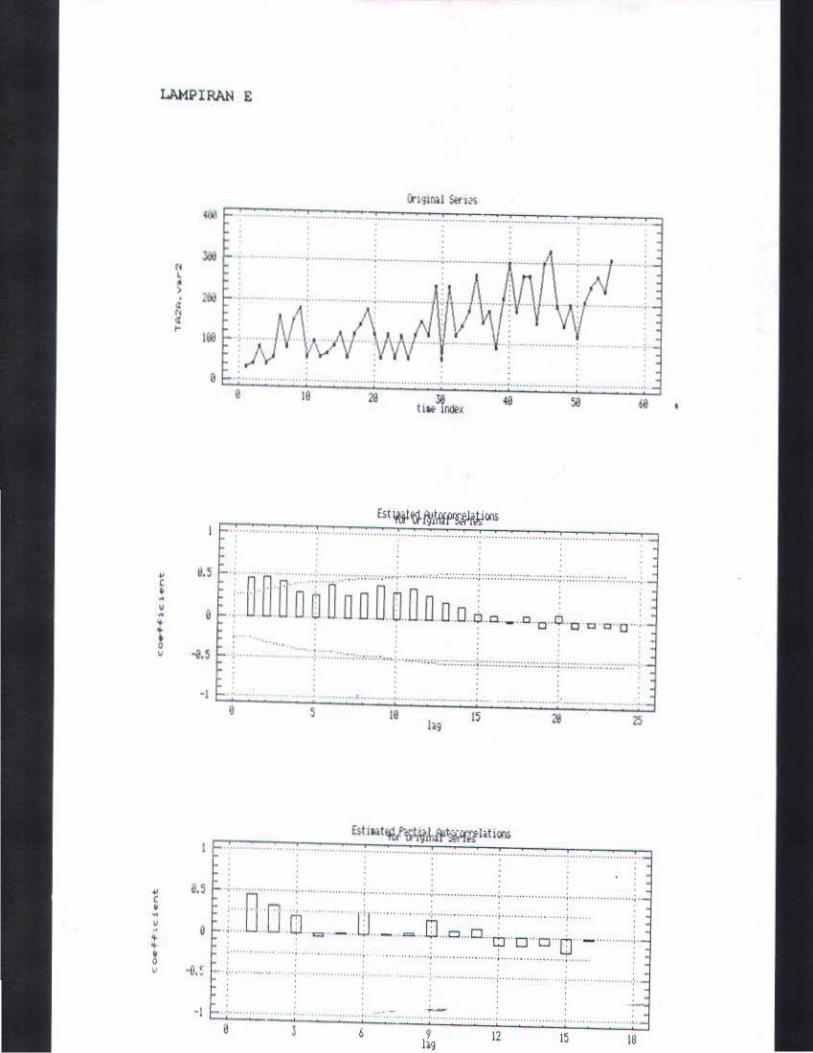
LAMPI RAN E
u " .. l u
" ~ )
~ 4 ...
400
lclll
26il
100
8 ....... e
.................... . ·•···················· '''"':········-·· ········ : . . . .
...............•.................... .;. .................... ........ . . .
.... ~ ........... ,
....... :.;J .... A( .
. . ...... ............................................................. ... ······ 19 48
·· ································ ······························ . .
....
. .
·: •:·· ~nno mnuo·ooon~·~r:~·::r:::: : . ' ........ .
'• ··· .. ;·:·.; ;;,,,,.,,,, ___ ., ... ~ .......... "''' '.:::::::.!:::.::::::::::·::: .. :::::!::::::::.:·.::··.:::::"·
. . ···'· . .... . .. ....... ........ . ..................... .. -~~~~~~--~~~18~~~~1~5~~--l~e-----~~~ s h~
. ... ' ······· .. ... ... .. ....................... : .. ········· .......... :·· .......... ..... .. . . . . . . . . a.s
. . . .
, DO ·b ·········o 06 ~ ~T: : o:r. .. ·_-.: .. ·::::::::·:I 8 ·~· ... ... . . ·= .. - .... .. - ... . : ..,.. : :
........ ... " ... .. ................. ....... : ...... . .... ... : ... . : .. 0.~ ·\·"· ·- ... •·, " " ............ . i ...... .. .. , ...... ............. ; .. ............ ..
--- . . -l~ .. ~- .. ~···~" ~"-~"~·~"~·- ~ .. ~···~-.. ~ ... ~"·f"'~"·~--~-~-- .. ~· ~ .. ;~···~ .. ~- .. ~ .. ~---~-.. ~·l;,·~ ... _ .. _ ... _ ... _ ... ~;~-"·-··_ .... _ ... _ .. : .. 1~·~~ a 3 • hg
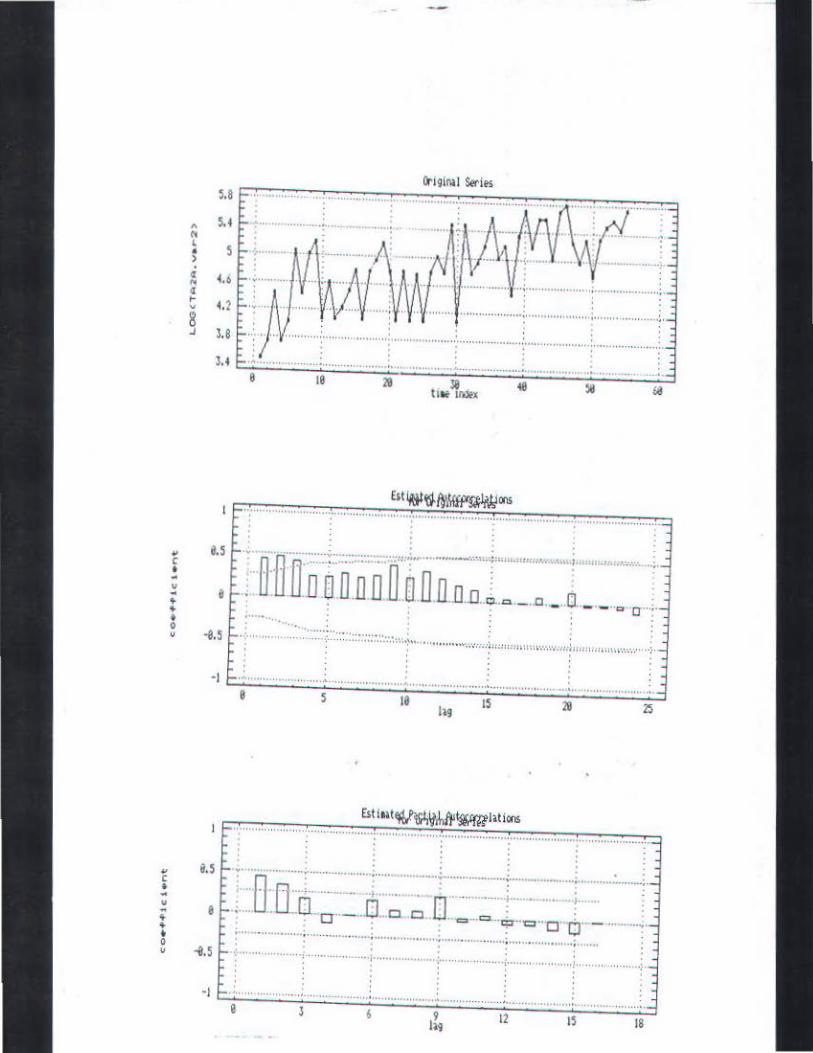
., c • ~ u
~ ~ • 0 u
., c • ~ u ~
~ ~ • 0 u
~
" l
• )
q ... a ... v
8 .J
5.8
5.4
5
4.6
4.2
3.8
3.4
ll't9iNI Seril'S ..................
. . ........ ············!'····· ............. : ..
... ........... : .................... ~ ...................... ; .................... j' .................... ; ..................... :. : . . ................................ ........................................
18 29 38 h oo tllilx
I t-"."""' ....... .......... ,. ........................ ,. ................. ........ ,. ................... ."" ..................... ,.. . . ~ : : : . : :
iJ 5 f"- .,;.,,.,. ... , .,,,,, .. , ..... ; ...... ,,,,,,,,,,.,,.'::::,;•••·•··•••••••-·,-.·.:~.~i::;:::,::u::t.•.·o.·,,\,1\.!.II"U J;o::t.•.-.•o.· •.•.. :·-
0 ~ ' ~fillifirillri nannun . G-0 - ~ -- 0 0 '
. : : : . -f.S t"":·.· ... :.::·:.":.·_ . .'.'.'' . .'.'.'.'.:.::·:.:;;;;::;;;;;;•:;,,•,,) ............... -. .-.-".L'"""'"'·"""'·' .. u,·!"""'"'·"··•·.-.·.-....... ; .. -
~ : . : : : . ,.. ; ··················f ....................... ~ ........................ ~ ........ ................ :.--J r . .:........ ....... ............... p
B 5 18 IS 29 2S
. : ::········· I~I:.~::.•••••••• .I. ~ I _ : ~ .8 ~ ~ .. H D"ri ........... n .. ~ -~ rr ~-.:·.-~:::1;..~ .... 0 ..... o; ... ~ .......... :._
I :· " ·• " ; • Q "- " ; ... , ; ' ;
., ~ ,::: ; : j : T : L - T : ........... ,_ -t t--·;,,,, .............. ; ......... ............................. .... ~ ....... ............ : ... "'""··~······· ......... ... .... ~
6 J 6 9 ~ IS 18 1<9

~
" <
-) q
~ .. ~
8 J
1.6 ......................................................................................................... ························-. . -. . •.•. "!' .................. ..................... • .......... · ·····: ..................... : ........ ~---.. •.
. . . u ..... "•
. . . . . -· .. ..•• -:· ••••••.......• • ................. ·!· .••........•.•..•• ;. . . . .
8.1 . .
-&.4 . . . .. ........ . ...... . ..•. .... .... ... .. ..............•. . . . . -&.9 .................................... : .. --........................................................ ................... .... :
-I . 4 . . . . . ' . . . ........................................ .................................................... .... .........................
9 19 49
I ""'".'' ......................... ... ......... ........... ".'" ....... ... .... ......... : ....... .... ....... .... . ":· ....... ... . ....... " ": ·-;
: : : ; : : . 8.5 t:. .; ........................ : ............... .......... i ... ...................... ~ ......................... ~ ......................... ;-
i ...................... -: ................. " .. •": ........................ ; .......... ............. ·: .. · ...... " ..... "" :
.: : , ~ .• ~ •. ~···~··i.~ •. ~ .. ~ o ro .~ ~ ~1~ ~ ~.U. !. ~-~ .n ~ I: 5 15
... 1. ....... .. ,,. ............................................ ....................... ~·-25 18
1 r .. ,. ...................................... : ..................... ,. .................... : .... ................. : ........... ....... .--. . . . . . . . . . : : . : : : -
e.s ,_. . .;. ........ ............ ~ .. ................... ~ .................... ~ .. .................. ~ ..................... : .......... : .. ........ ~ -~ . . . . . . .
! ........... ..... .; . ............. ...... ; ..... .............. ; ...... ............... : ...... .............. ;.. .... : t- . : : : . 0 : :
9 r " ... 8" o .. .._ ... D .. O""" .. - ... 0 .. -.;, .. D ... _ ... = .. o... " ' D '"c:;J .......... . . ; ._
~ : .... - . .. .. : ...... ....... .... : ............. .... ~........ . ..... L ... ............ :.... ... : . -~.51--:-......... ... i . ............ , ................... ; .... .. .... ;....... ... .. .. i . ............. ; .. _
. . . ,_ : . : --;. f- : . ;. --+
·l 1--·"''"'''''""'" ''"'"'''"'"" ' """ '' ' '''" ' " . ...... .... ~ ... ... . ... . ..... ... . .... ... ...... .. . . ... : .. .... . ........... ~--
9 3 6 9 12 IS 18 l<i
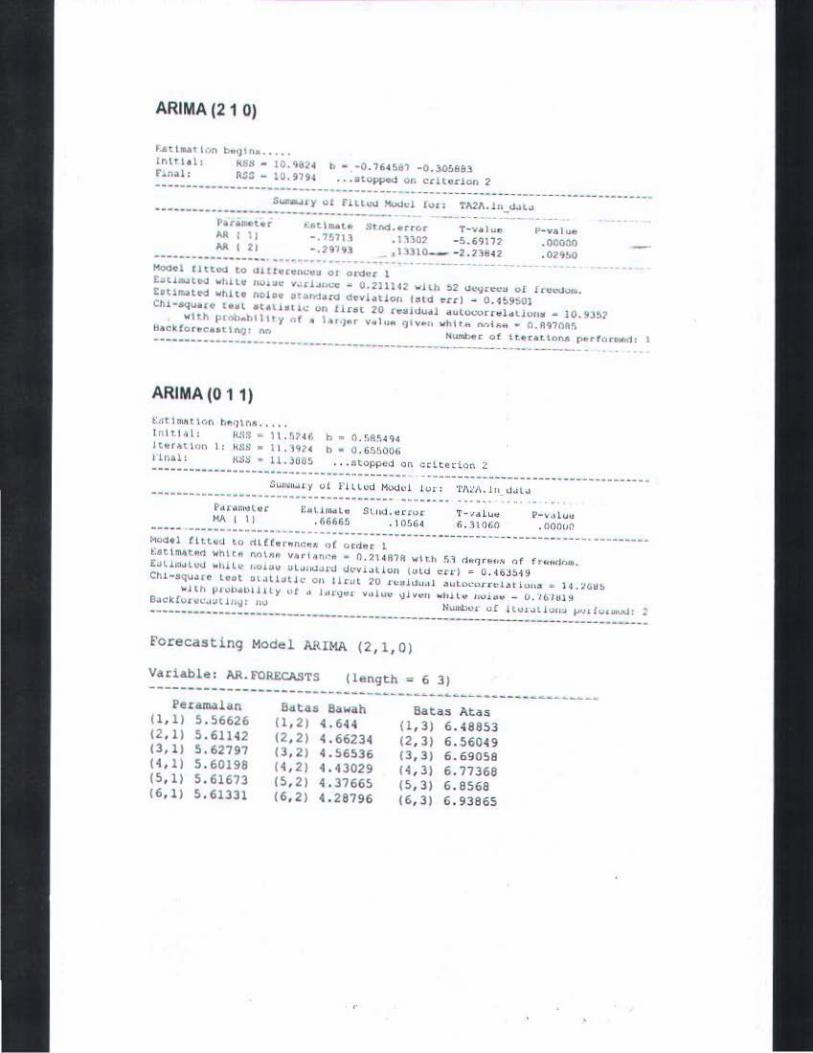
ARIMA (21 0)
F.stlNt l>m btnJtnA. o •••
lnifl•l: HSM • LO.~dl4 b - -0.164~81 •0.305883 F ... nd: R!i!l- l:Jo9194 o o o stopped on ccll~ciott 2
SW'411.uy <>t Fli.L\."CJ MrJcJcl ru,; TJ\21\.ln_c..l.al.o~
PanMt4Jr AR I II AA I 21
t.tit\M.illt.~
•. 1~111 -.29193
St~.error T-•alue .1130? -5.6?172 't 3310- - 2.23842
P-value .ocooo .029~0
Hocsc:l tJ th.<U to IJI tt-ec.:nc-=a or ordur l
C ... tl~t..N \olh& l.v rw' <1~ v.., tl.su\.:-e - Uo 21114 2 wlth !>2 O.:cJU."C~ o[ f t .:WtJnJ. £et.tr:.Jt.C'd ~hh.e noloe .:ltarr<Jaro ch:vl.ltJon C:.td cocrl - 0.4:>9~01 Chi•a<;u•t~ uan •ut.ht 1c on Ll L"¥t 20 c c-~idu.J dUt<>corr-t~tl.:~~lion¥ • l 0 . !tJ~?
1ottfl\ pc.-,b.Mlity <J( • \itt•)flr- V•1uft t)iv~'<r. whilft nn;,..,. ... n.RC)10R~. UAickror .. e••t\nq: nn NUll'lt>ec of 1toeca.L1tn\a ptrl'"ft',rll'lf!d: 1 ................................... .......................... .................... -------------------------
ARIMA (0 11)
t:rlthAH\(11"1 h1'117ln11,,, ,, Jn ltl,.t: I<Wi .. 1 1.fl?'46 Jtwl&t1tm 1: IUlS • 1 1. H~4 t1nal: t~$S • LJ. .loa~
h • Q. flA~494 h - Q . 6f)!i006 •.. etopped on ~citertor. Z
Pct.Urnl.it..Vr MA I II
E•l\.illlc6to SLn(.i.ll!t'tvc T-vdlu~
f'L 3\060 .6666~ . 1 0~64 P-... _. luu
.001)(1{1
Modtl Clt.tv~ to <"llf.f•c· .. n\-;.,,. r1C oc:i'lflc l t:4ttmAtftd whttt~t nl'l\11-. VAl'! An•"~ • 0.~148'18 ~lt.h f).l dA'JI'"~M< nf frfft~drom, £.Jt..lcn.,l~,..~ '"hilt.: IIOl.UI.t :Jlut~U.H"<.I c.h.•vi..allon (~ld eu·• = 0 .-J();$549 Chl•aqu.ue loc.t l'HJllutJ<• on tlrut 20 t~=rJdu.d .:autocurn:LHi.'-)n;t. c. 14.;.>6ll~
wJth pt\JU,.UHJlly (.It <l J,IC'\J~l Y<lll.l~.t \JJV\!11 wl!Jly HUJ/oi• - 0,'/(dtll9 o~c:kfvHH.:.Hit..iH'II: JIU NUJnb\"!.1. g( Hl,)l.JtlUII~ y•.H ft.~&.lllo......S: ~ ---.... ----.. ---- ............ ------... ---- .... --------------- ---·-------------- .... ----- ....
Forecasting Model ARIMA (2,1,0)
Variable: AA.FORECAsTS (length ; 6 3)
------------------------------~----~--~~~---~-----'-------Peramalc~n
(1,1) 5.56626 (2, 1) 5. 61142 (3,1) 5.62797 (4,1) 5.60198 (5 , 1) 5. 61673 (6,1) 5 . 61331
8dtas Bawah (1, 2) 4. 644 (2,2) 4.66234 (3,2) 4.56536 (4,2) 4.43029 (5,2) 4.37665 (6 , 2) 4. 28796
,.
Batas Atas (1, 3) 6 . 48853 (2 , 3) 6. 56049 (3,3) 6.69058 (4,3) 6.77368 (5,3) 6 . 8568 (6,3) 6 . 93865

.. •• .. .. ; .. .. .. .. .. . . • -•• ..
" .. .. ' ' ... ...
l_
.. ~ ~ .. .. .. .. .. .. • .. .. .. ~ .. .. .. .. ..
..• --···"--···· · ..
•• .. •• .. ...
. . .. . . • • . . .. . .
•
• •
.......... . ....... _ ...... '···· ·-.. -~
•• . .. .• .. . . .. ~ .. " .. •• .. " .. ... . .. .• ~ ..
,~·· ~
~/ ••• I
··----·--..J II II ' '
............ _, ... ··-·'"" .- ....
... ... ... ... .. . . .. ... '"'
-~ ....... ________ ·---
-·· t otl
' " : .. .. .. • • ... ---·"
~ ~ .. . "' .. . .. ... ... ,, .. .. .. . * " ..
.. .. . " •• ; .. •• ... " • • " .. .. " .. ..
---· - · --··
•
-·..... ,_ .. _ ..
..•. ., ·-· . ./
~·I ~ ,.
----·-----__ .__._ ·-··J'I
.. .. "
.. • • .. --· .. .. .. ..
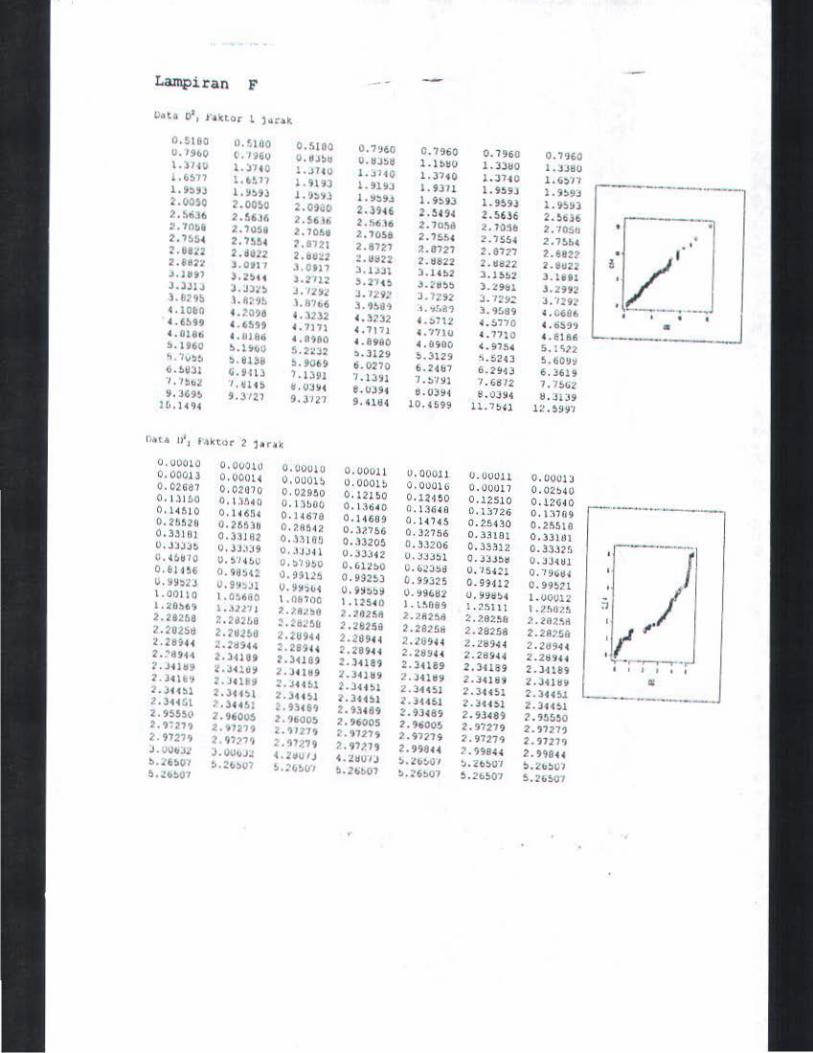
Lampi ran F --O.at1.1 0
21 t '•kt.or L )":~It
O.S\60 o. !.100 0.5100 0."1~60 0.1960 0.7960 0.1960 u. 1940 t. 1"16U U.UJ!>• 0. ijJ)U 1.)bij0 1. lJijO l.JJUO I.JI~O I.~HO l.JHU LJHO l. YltO ).3740 1.6~n ----·---L. 6~71 l.6!.1'1 l. 919J I.U9J 1.9311 I. ·~·J l. 9~9J 1.9)9J I. 9>9) l.9>9J 1 . 9!)9., I. 9>93 I. 9~9) 1.9;9) ~-00~0 2.00~0 2.09•0 2.3946 2. ~C94 2.;6)6 2.~636 ,,!lOJb ?.~616 2.S61o 2.~616 2. 1o~a 2. 7058 2. 'IOSU
• 2.10:..8 2.NS8 1. 7060 2.'7058 2. 7SS-4 2.7SS4 2 .7Sbt • 2.1!154 2.7~~ · 1.0721 2.8727 ?..8727 2.8727 2.682?
a ./ .. _ 2. eea 2 .sen 2.11U~2 2.0822 2.0822 2. dll22 2.1ht27 2.8U2 J.0111 J Otl7 3,1 Jll 3.1Cb2 l . J ~~2 J.1titl .J.lat) ).2 ... J . .!/12 ).2H~ J.2B>> ). 29~1 .l . .l992 J.JJIJ J.JJIS J. I2'Jl J. 1292 3.7292 3 . .,'29: J. '129'1 3.8?9; \. 8:>~)!~ l. ll"lo6 J. 9S8·l .1. 'J!tit? 3. 9!,89 <. C686 • • 4.10&0 4. 10?8 4. l:!l2 4. 3?32 '->712 4.!>7"10 • • ,~!)') '" 4. 6S99 C.6~9t c. '1)71 L 717J 4.'171() 4.1110 4 .ets6 4 0 018b 4 .IU &6 4.8980 •- 8980 4. 0900 4. 97S.G s. tC0,72 >.1960 >.t9bO 5. 2232 !),Jl29 • . 3129 .'l.524J 5 . 60'J~ 't.'lv:.!> •• 81!8 ~.9069 •. 0270 6. 2487 6. 2913 6. 3619 ·-~~31 6. 9 Ill 7.1:\~l 7.1391 'l.!l'/Yl '1 .681Z 7. 'ISGl '1, l~b2 I, tH4:) ~. 03>4 e. OJ94 8 .0394 8 . 0394 8.Jl)g 9.369~ 9.3127 9.Jin 9. 4184 10. <599 U.7~U 1 2 .~99"1 1&. 1494
D1.1u n' 1 f<lktot 2 j .t rlfk
0.00010 U.00010 O.~OUIO 0.00011 0.00011 0 . 00011 0 .00013 0.00013 o. ooou 0.0001!> O. OOOl!i O.OUOIG 0 .000 11 o . o2o40 0.02687 0 . 02070 0.029&0 0.121~0 O. U1 50 0.12510 0 . 12G40 -·~-·-···
0. 13 150 0. 1.l5HJ 0. l l!.IOCJ 0. 13ti 40 0. 1 ~640 0 . 137~6 0 . D 789 0.14MO 0 .1;65• O.l4ti70 0. 1>1609 0 . 104b 0.25430 0.2~510 0.2M,zo o. nRJ& 0. 28542 O. l?,"/56 0 . ll156 0. 3310 1 0 . 33101 ------O.JllOl 0.3.1)62 o . . t1 165 0 .• 13205 0 . 3.1206 0 .3331 2 o. 33J2fJ
/ o. J3l~· o . JJ.>J9 I), J:JJH O.J3J42 0.3JJ~I O.J)J!)lf O. :.tJ4tl1 O.~te..IPO I) • ')'I <i !lt.i o. )'19~0 0.612o0 O.b.:J~il 0.'154 21 o. '19GcH 0.61,56 0. 98><2 \).99l~5 0. 99253 0. 99325 0. 99HZ 0. 99521 0.99.2J 0.9Y>JI 0.9~>~4 0 .9~,~~ 0.99~82 0 . ~98~4 t. OOQlZ 7j ,.I 1.00110 1 • 0~6$0 l. 08700 1.1?540 l.l~R89 l. 15111 '. 2~0l!t 1. 20~69 l..U.nt 7.lfJl)0 2.?82~· 2.2&258 2.?.02!S6 :?.20?.58 2.28268 ?. • 2~21·0 !! . :&:1!!1(1 2.28259 2. 282S~ 2.28258 2.28:?~8 :I 2.~025ij 2.1~1~0 ~.2Uh 4 2.209H 2 .ltl9H 2.2894 4 2 . 2ij944 z.a ... 2.?d94< ~. 289u 2 .2~9 .. 2.21:'1.9 ( 4 2.28944 2.2ti!IH
-..-~._..,.... 2 .:'8944 2.34189 2.34189 2 0 34189 2. )4189 2.34189 2.3<189 ' • ' ' . • ?.J<IJt19 2. JH~~ l.JUtf9 2.J4lti9 2.J<U9 2.)4 189 2.34JU9 .. 2.341&• 2.J416~ 2, JU~l 2 .)44!>1 2.34451 2.34451 2.3445.1 -··-·-·---2 .J H :tl ?.344>1 2. )USI 2.3<451 2.34461 2.3H~l 2.344;1 1. . 344!il ?.)U~I 2. "489 2.93489 2. 93489 2.9)489 2 . 9~!1~0 2.9555<) 2.960US 2.?6005 2.96005 2.96005 2. 97279 2.?721? 2.9i>ll) 2-9127? 2.4)1279 2 .91279 2.97?19 2.972H 2.97279 2. 97279 2.91?79 ~-917.19 1. 977.79 2.99844 7.?984< 2.99844 J .1/\l.J/ J,c;QfJJ.t 4.2d0/J 4. ~UOIJ :,. 2b!,l,) I !1. zo~o·1 ~. 2b!HI1 •• 14>0'1 ).~C..!»07 ) . :"6!1,(,., ~-2bt0l •. 26>0"1 5.2650"1 5.26~7 S.l.~O>
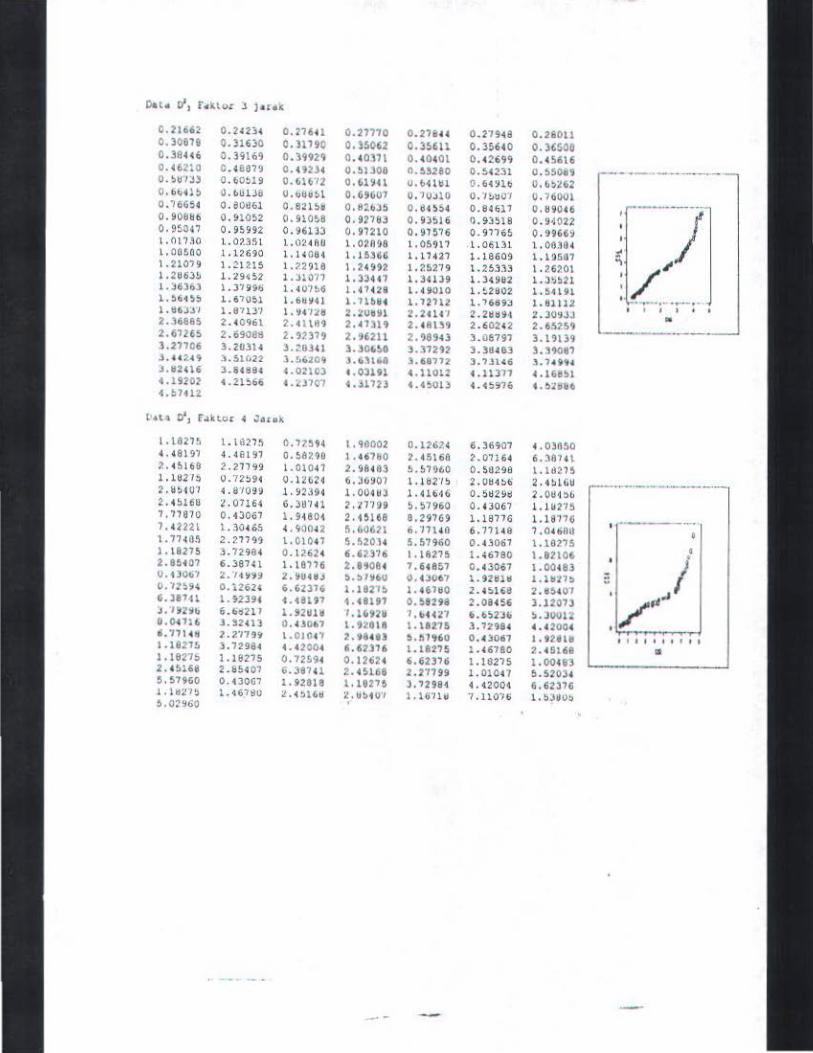
O.lt1 o') f d. lor ) )U"4l.K
0 . 21662 0.24234 0.27641 0 .21770 0.2l6 U 0.21948 o. 280ll 0 . 30818 0. 31630 O.llHO o. 3$062 0.3$611 0. 3$640 0.36SOO 0.3AH6 0.39169 o. 39929 0.40171 0. <0 401 0. <2699 0.<5616 o . 462:0 o . ag19 0. <9234 0.~1300 0.~5280 0.$4231 0.~5089 --·- .. _ . ~- ~- ·---··-0. ~till :u 0. 60~19 0. (11(111 o.~t9n U.bH~I 0.649lb O.b~~b2 o.obclo ~-6UIJ8 u.uuvol 0. 69C07 0.10J10 o. "/:JuO'J 0.76001 0.16654 0.808&1 0.82 1 ~~ o.~lttJ!S
0. 64 ~·· 0.84617 O.ti904b -~---··-~·-
' ) ' 0 . 90886 O.H052 0.91058 0. 92783 0.93516 0. 93518 0.9•1022 0.950,7 0 . 95992 0 . 96133 o. 91210 0.97576 0. 9 716!l 0 . 99669 1.nn.1o 1.. 0?.351 t.02 4AO LO?.A98 !.0~9 11 l. 0613 1 t. 00384 r l. 00$00 .1.12690 l.HOE1 <1 l.U366 1, 11 421 1.18 609 l. 1~51.11 ... /; 1 .21079 1 .217.15 t.n?IO l.H992 1. 25219 I. 25333 l. ?.6?.01 1. 2t16l!l 1.294S2 l.JI0'/7 l. 3:i44 '1 1. 34139 l. l<9ti2 1. 3~521 1. ~6363 1.379913 1.40'/bG 1.41421 1.49010 1. ~2902 1.54191 1.56455 1.6l(lbl 1. btl !loti l. 'Hb8t 1.72112 1. 1689) 1.81112 ..... -····....--· ·
0 0 0 • 1.9b)JJ 1.8.11.3'1 1. !14'/~tl 2.20091 2.2414 '1 2. 2~ti9•1 2.JO,JJ .. ~.36885 2.4096\ 2. 41\A9 2. 41319 2.481~9 2.60~ 4 2 2. 65259 - ·-----2. 61265 2.69088 2.9?319 2.96211 2. ?8943 3.08797 3.19139 3.21706 l. 20314 3.20341 3.30~~0 3.37292 3.30403 3.39081 J.H 2·U 3.5LG22 l. !.i.lOti l. b"68 l. 60112 3. "J.lU6 l. 7 4 9 • • J.ti2HEi 3.84884 4 .021Cl •• 03191 4.11012 4.11311 4 .168~1 4.19202 4.21~66 •. ~) "101 '. Sl123 4.45013 • . 4~976 4. e.1tUH> 4.!>7 412
L• .. l1. 0 1, E'.akt.oc 4 Joro.l;.
1. \021~ 1. Hl21 ~ G. '2~94 I • 90002 0.1267.4 6 . 36907 4. Ol~~o 4. 481?1 4.48t9J 0.58?.90 l .40780 2.45160 2.07164 6 . 3A1H ?.. 4 ~169 2 . 21199 \.01041 2.98403 5.!>79~0 o . 58298 1.1627S 1. 1a21~ 0. '12!>94 0.1~62 4 6. ~6901 1 . 182'1> 2 . oa• •~ 2 .4~ lbU --·-~· .. ·- ________ .. _ 2 .6!>40'1 4.ti'i099 1. n:194 1.004 ~ 3 1. 4H46 0 . 5629<l 2 . 064>6 2. 4!>160 ~ . 07164 6.l67H 2 . 71'198 ~. 57960 0. 43067 I. 162'15 1.71010 0 . 43067 I. 94801 2. ·~168 8.29769 1.1 8176 1 .18776
.... _____ ___ 7. 42221 1.3046'> 4. 900• 2 5.fo06?1 6. 77140 6.17148 1 .ou;ou 1.71, 05 2.?.719? l. 01047 5.5201 4 5. ~7960 0.4.1067 1.10275 • L 1827S 3 .72984 0. 12624 '. 6 2316 1.18275 !. 46780 1.82106
0 • 2.85407 6.387(1 1.187'6 2.U084 1. 6<857 0.43067 1.00483 .,I U.i306'1 % •• , .. ~,!~! 2.~.4~J ),!)1!16\1 o. 43067 l. 9Zttld l.lt121~ ~ o. '11$94 0.1262, 6.62316 1.182 7 ~ 1. 467d0 2 . • 5168 2.¥5<01 6.38111 t.n394 4.48197 •. <1197 o. 58298 2.08456 ).12013 / It J, 'l92:ib 6.6d2l, 1. ~2Ul¥ 1.16~2· I .bU2'1 6.6$236 !».JOUU 0.04116 3.32<13 0 .4l0bl L9lOU I. 18275 J. 12984 4. 42004 .S.'lll 48 1. 2'119~ t.oton 7.98<U 5.hl960 0. -A l061 t.92Uti I f t I 0 0. 0 0 0 I .1821!. J.729tl4 L42004 6.61316 1.18275 l.C6780 ,,45160 II 1. 182'15 l . 1821S 0.72594 0.12~24 6.62316 1.10275 I. 00<83 2. t 5108 2.85401 G. 38741 2.4Sl68 2.27799 I. 01041 5.52034 5.57960 0. 430Gi 1.92818 1.18275 3.7299-t 4. 42004 6.6237G l.1d2?5 l. 46_7~0 2 . 4 ~14tt 2, tlb4U'I l.l071W 7 .ll07tl l.!)J"I)!) 5.02~60 •
-· -

o.u c/1 !"•Hor l P\tfl-.}l"l•~•ll
~. ~10Z l . 21CZ I .. 2'JC2 l.l101 1. 2101 1 . 2102 I. 2102 l.Z102 1.27C2 1.2'02 1. 2'02 I.U02 1.~102 l. 2102 I. 2l02 l . 2102 l.l10? l. 2102 I. 2702 t. ~102 1. 2702 I. 2102 2.1011 2.1011 2.1 on 2.1017 2.1077 2.1071 l.lUI'I :?: .101, Z.1011 z .101/ :t.lOll 2.1011 2.1017 2.10"1"1 2 . 1071 2.1or1 i! . lU'/'1 2 . 1<.111 2.107"1 2 . 210< '1.2104 2. 2104 2. 2"104 2.:!?04 2. 2104 2.2104 2 . 2704 2. 2704 2 . 2704 2. 2"104 2. 2"104 2. 2704 z.·u;;n 2.?~31 2 . 7531 2. . 1 Sll 2. '7~J I 2 ."1531 2 , 1!,)~\ 2.1~31 2 .7&J1 0
l . 2~~-, :l . 2691 ~ . '. ntJ1 II . ?~?1 .1 . )60 .L .~fi4'/ .\. 364 7 .,.o' ~· I 3 . ~6.;1 3.36~1 ~ - 3647 l . 36<7 3.6235 3 . 5235 3 . 5236 1.,,/ 3 . 52:J !) 3 . &23~ 3.tt2.% :i. 6?.35 .\ , 5235 3. ~~~as 3. M~:i5
J . ~2Jb 3 . ~2J5 J.>v~ J.t~lJb J.S2J~ 3 . (>43 '1 J. 64J4 J . 9929 <. J39l 4.. :t31Jt 4 . 3391 4. 3J9t 4 . 6142 4.6/42 I . 4 .6H2 •1.614.2 1.a;,u~ ",tiJO~ 4. 9032 4.9032 4.90l2 •I , 90:l2 •i . 90)2 !:J.1PI b.\4'1"1 b.l-41'1 5.1 1 1'1 ~.l.PI .. 5.l 4l7 6 . l cl'l !,. \4'71 &.1461 6. i461 6. 4890 6.4690 6.6059 7.123"1 1 . 12J7 u. 4224 6.42H 0.4224 8.4224 U.6619 0.667(J 9.~76~ '·"0~ 9.9483 'i . 96U'I 9.9607
10.21?6 .o .. vno \0.1920 10.1~10 I 0.:-19211 10.3920 U). 911 ti 1~.9116 :t.96b2 12.0~09 1:.!.0!)Ut 1:!.0:,09 12.0~09 12.0!>09 l::.\)!:J09 :J.dO"Il H.L>n 1!).0:4~1 16.2~UI 17 .2>80 11. !'Jtslj() l.:f.l~Yl
0-.lJ ot, F.u:to:- 2 puntj)l!l<~.s.Jn
0.01309 0 . (18 1.10 o.oo•no 1).09400 o.124ilt O.l.(Z:fl 4 o. 11590 0.10980 (},189'){ 0.?.3613 0.27406 0.31!~41 0.30934 0 . 4 ())~4 O . .t0A04 0 . 409;"9 0.(83 10 0.~7.16? 0 .~01 4 6 ~ .o:U66 0 . 6.16&b .. -·· .... ___ ~.G6G.13 0. 69>JI 0 . U062J o .u 2l~J 0. 82uO"I 0 . 914~·, 0 . 92122 0.~2 4 1 1 o .gaJl 4 1. 01~4 6 1 . ouu<> 1. o•ooo 1.1ono l. )49'11 l. .<b041 l. I HU02 1. )!,1)22 I . l~,,- JIJ I. JuO~l 1.. 4.426'/ 1.4 9046 1.516GG !.709!5 L00730 1.01~06 1.88203 l. 0311J l . 924~;0 ·- ~ ......
• I. 976H 2.o ' e ' 9 ? .o.ua 1 1.04"119 ?..()G?.Jcl ~ . 06?09 ?.0"1109 • 2 . 07AH 2 .09546 2.214•U ~.\ 1 0!2 l.20203 2.21806 2.22092 2-22691 2 -25611 2 .'-!Pt :1 2.29}.17 1.. 3270.1 2. 40-4 99 2 .U 8~l 2 . 4~4GfJ 2 . 46 434 2.52179 2.63121 2.68991 2 .61037 2 .64 11{, 2.1:>431~ 2. 6!)1J0~ 2..&&&ft4 %, 6.,91J 2. IObJO 2,'19E»13 2. 'lllbtl .. '·'H9Z!t 2. 9:).!~1 2. 9G!>.C9 2. 91161 2.911221 3.01?11 3.011~4 J. 069i2 3.09'792 J.IOS98 3.11004 3.11024 3 . 2"959 3.2947~ l.J9~)~ .).o(~J: IJ .J.H/4~ J.)WJU<I J.bUOO J.b0984e ~ J. IUiit~ 1.11131 -:;, ,3168 l. 9$280 4.058041 .. . 00011 4. 0&1!>6 4.1140) •. :.5(j61 4.315&2 4.l~~~6 4 . . \729"1 4 .45739 .. . 464.18 4.58176 , . • ·- ,-, -· 4.62111 •. 63335 4.7136$ •• 83400 4. 99246 &. 01111 !.. 0~2::,2 I I I I ' I ' I 5 . 14892 5.200<0 5.2Jll2 ~-44346 5.57429 5. S99"14 5. "12b5~ 01 5. 7&5n 6.027~3 ~.lodlO ,.l/103 6.17256 6. 27606 &.3600& . ,___........,.-6.36021 6.39509 ~ . • 181G 6.54060 u. 561<~> ~- 75~93 '· 84259 6. U>Jo; 6.92111 6.~~6U~ f.J,\!119U(I f.I.!Hih:i!t / . 02!102 '· U!)l ~u J.t2:J91
-·-
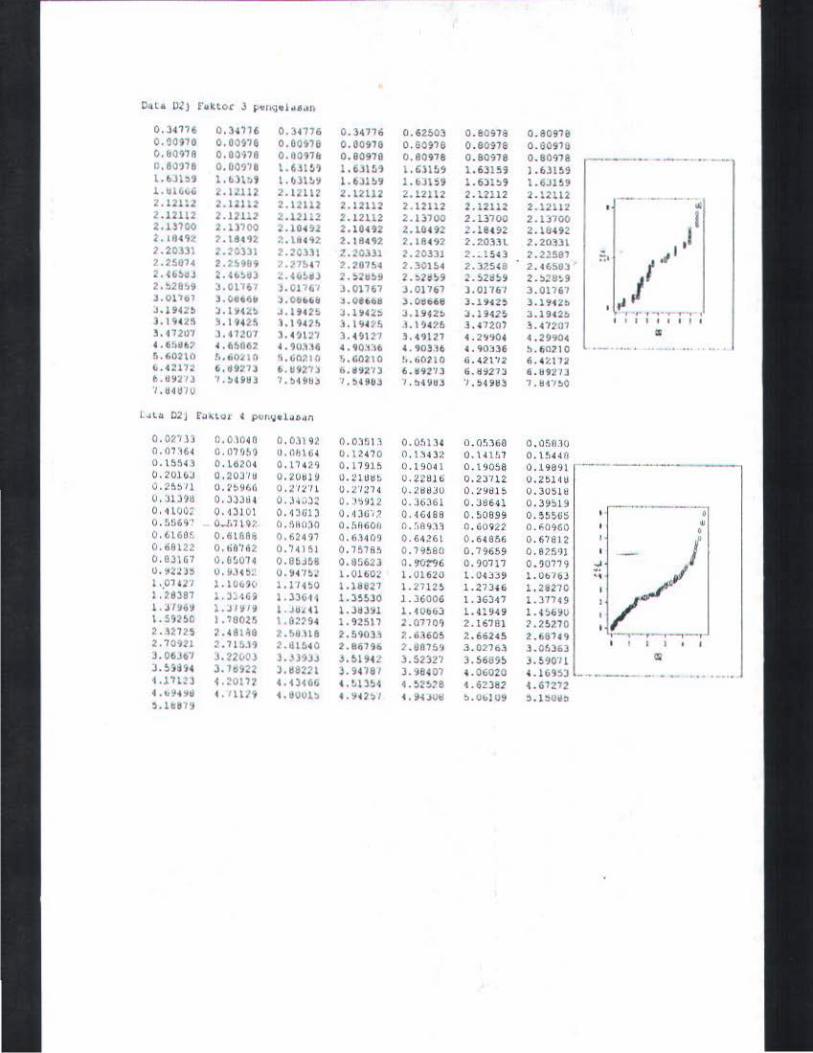
O..<o Oll F.-kt.Ot' J ~I:HiQitltiii.U)
o. 3~176 0.34116 0.3<1176 0.34176 0.62503 0.80~78 0.80978 0.?0970 0. OOS76 0.0097& 0.00979 0. &0970 0 . 80916 0.00910 o.ao?7a o. 00>78 0.8097& 0.80970 0. 80978 0.80978 0.80978 ----·- -·-- .... - ~ .. 0.8J~l8 0.00?18 1.611~? l.6Jl~9 1.631~? 1.63159 ].6.)1~9 l.bJio9 1. b.l\>9 t. ~)1!19 I. bJlb9 1. b31 )9 l. 631 ,, 1.6JH9 Lbl6uG 2 .l..!ll2 2.121\2 2.12112 2.12112 2 .l?ll? 2.t2J.U 2.121!2 2.121:2 2.12112 2.12112 2.12112 2.12112 2.12112 .. 2.12112 2.121~2 Z.l21_..2 2.121.12 2.13700 2.13700 2 . \)700 I 2.1)700 2. 1)700 2.104 91 2.10492 2.10492 2.18492 2 . 10<92 ,I 2.18492 ?.te4n ?.. U t ct7 2.184'91, ?. 184?2 2.2033L 2.20331 2.20331 2.20331 2. 2CHI z. 2G331 2. 20331 2 .-:5•3 2. 22581 ::• .... 2. 2St114 2.2~9U9 :r.;,Jhn ,,?07!)4 ?.3GI54 2.325<8 2. 46583 t 2. <b~dJ 2.4t~~d3 ~.((~~d.) 2.5?ijb9 ?.>?il>9 2. ~28S9 2 .!»28:..9
11 i 2. ~28'J4J J.Ol'l61 ).01161 J.Oll67 J.Gil6l ).0116'1 3.01161 J.Ol1bl J.Odi6o J .08Eitl& J.08•68 3.08668 J.l9-t2~ 3 . 174 2b J.1942) ).t vu:~ .1.1942!.1 J,l!U~:.O J.1942:. .J.l94Z$ 3.19 .. 2~ •• ·~ '" ., .. ,
• ' I I ' ' I I J.19U~ l.19U~ l.194?~ 1.1~4 ?~ l. 1 ~~?h .1.0?.0l l . 414'07
" S. 412U7 J. 41201 3. 491.2'1 l.Hn~·t 3.<9121 4.2'1904 4.2!1904 4 .6~db,. 4. 6~0&2 •.'>o.n6 "'. 90:t:16 4.903i0 4 . 90:i36 ~.b0110 ·- ...• !L 602\0 f;,OOL10 1\. tiO?.t 0 'i. (i0~1 0 ~ •• t10110 6. 42t'J2 6. 4~P2 ~.4:!1'12 • . ~~21l b. ~921J 6.4192'/3 6. j92'/.3 6.~921:1 6. ~9~'1J b. tJ~21J 'I, !J49ijJ ., . ~" 9b.,: I. ~49tiJ l.b4!iltt3 '1, ~49t!3 7.1H'I!.O '1 , ij4ij70
l.alt~ 02j Foo~UCH t j)f.IIU.Jeloi401t'\
0.0?"1\J 0.01040 o. 0.1192 0 . 0]51:1 0 . 0!113 , 0 . 0~1360 0 . 058.10 0.0716~ 0. 07'Jb? l).n1Hb4 0.\?410 O, L'H3?. 0.\.1157 0 . \!, 44 A 0. 1 ~~0 0.1620< 0.17429 0 . 1 79 1~ 0 .190 41 O. t90S8 0.!9091 ---·----..-..-...... ---o. 20l6J 0.203'10 0 .20019 o.21uo~ 0.2281~ o. 23'112 0 .2!>l< U 0.2~>11 0. ?~g6(i 0. 2'1~'1l 0.2'12 H o. 28830 0 . Z!:lill ~ 0.30518 O.JD96 o.JJJe ~ (J.)~..l.)Z 0.)';912 0.36361 O. J B641 0 . 39~19 o.Hou; O. <J I 01 O.<JGIJ O.Ol.:rr." 0. ·16 488 0 . 50999 0.~5~65
w 0. !,ti&~·~ O..f,1\ 9? O.~HCIJO O.MltiOll 0. ;,Q9:1"1 0.60922 o.•MGO 0 0.6\60!. 0.6168& Q.624?1 0. 61409 o. 6426l 0 . 6 4666 0 .678 12 I
- I 0.6912?. o. ti0'162 o. ,, 1 ~· 0. ?5795 0.79~80 0 . 79659 o. 8251Jl 0 . 03167 0 . 8~074 0.86J~8 0.85623 0.%~6 0.?0717 0 . ?0179 ;;!
/ 0 •• ~~)~ tJ. '-J4 tl:' o. 9<1'1~J 1.0160? I .01 620 \. Q<jJ9 l. Ob "I b.J ,, 1..014l/ 1. l Ob9\• 1.1/4~0 1.18827 I. 2'112~ l.27 3t6 I. 28270 I. 28387 1.3.469 l.JJGH I. 3~~30 l. J6006 1. 36341 1.377<9 1.J/ ~o9 ).JI~/~ \.JijH) l.JijJ91 1. 40b6J 1.41949 I. ·~·90 1.59BO I. ?002.~ I. 02194 I. 92511 2.0710? 2.16781 ~-2~1.10 2 •. ~2125 2. <8 .. 18 2.~8)18 2.590ll ?.6360!1 ?. . 662.&~ 2.687<9 ,--, _, .. • -.-1
I I I I ' I 2.70921 z .1 t:a.l1 ).tl\!J40 :l. 86796 2 . 88759 3.G276l J.O~l6J 3. 06Jb'/ J. nv~J l.H?JJ .l.~I94Z j.5232'1 3.5689~ 3. ~90'11 a/ J. ~?~94 3. 18~~2 J.ts82:'1 3.94181 ).98407 4 .06020 ' .16953 -··---- - - .......... <t • .L7U3 4. Z0\7? 4.43<66 4. ~135:4 4.52528 4. 62382 4.67272 • . "~ .. ~d 4. 111/9 4.8001> .. 9 41>1 t. 9-iJUts !lo.UblU~ ~ . 1~0~· ).lbb'19
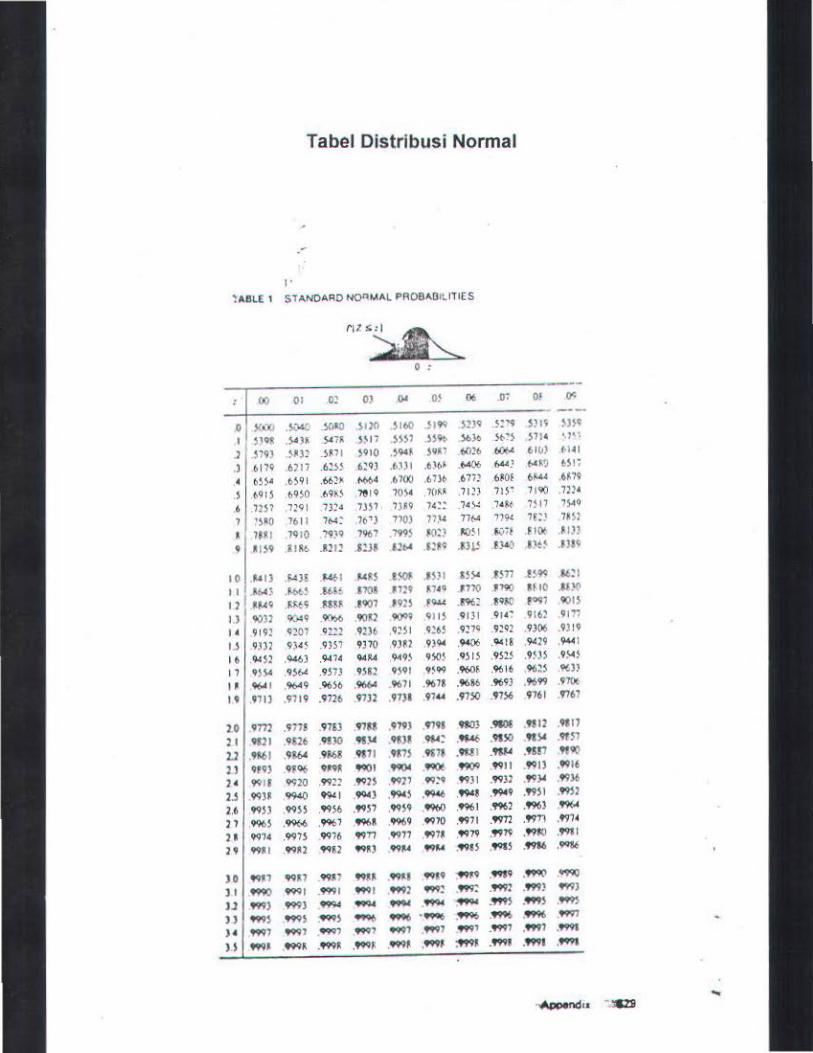
Tabel Distribusi Normal
~ .
I •
" ABLE 1 SlANDARO NO~MAL PROBABILITIES
fll"'l ~ ':l.
0
00 01 OJ 0) ()< 0~ 06 .Of 0! o<
0 l<OO .SV4(; . l(J'll ~1 )0 .~ 160 ~ I" ):!39 ~:"'9 ~)II ~)~·
I ~10~ .~)· .S-'1~ )~11 ~~~7 ~~"" ).bjb ~.~~ ~7 1• •, )\ .. .l sm ~~)? .5PI )910 -~~s ~··7 60!6 600< 61(1~ 1-141
.) 6179 .6:? 1i .6~5~ 6~<1) .~))I .6lb~ .W>O ,.., t-4Ml M!7
•• bHA .059 1 .662"- .1><>64 .6700 .on• .6172 6~01 6~44 .6P9
.) .691 ~ .69)0 .69.) .?el9 70S• .1M~ .'H~) 1W 7190 .121'
.6 72~7 .7~91 73:'4 .1H1 7)!9 1•C: 14}.: idt> 1~17 7).<9
7 ~sa.o 76 11 , .. : 1~') 170) 77~4 11(.4 'n9~ ·n:~ 1~ ~1
• 711 1 7910 ,.9)q 1%1 ,799~ JO:) ~~I i('·if .fl~ , I)~
9 ! 1)9 .&I~ .~11 2 .I~J~ t lb' S2'q .Ill! .t J.Q .I)~~ .UI'
10 .~I) .FAJS F-41> I ~~~ ~~ !HI I SlA 1)77 .!)9'1 am II I'MO; .~6t) 16&5 UO! U29 ~1-'0 ! 710 ' JW Sf 10 &f)('
I) !~9 -~~~· ~SSR .1907 nH t~ .896: !9!-0 !"'17 901S
I) 90Jl 9".J.49 -~ .90!) 909? ,OilS .91 )1 .914'i 916) 917i .. 9192 9207 9222 9))6 ,q2Sl ,q~6S .9270 .92Q1 .9306 .9) 19
l.l 9Jll 9J4~ .935i 9)70 .9m ,9)9' .9406 .~IS .9'19 .944 1
16 .9'Sl ,046) .94 74 .... ,949) 9S0l ,9)1) .9525 ,9))) ,9).4)
I 1 9))4 ,9)1>< .9l7l .9582 9)91 .9~~ .960~ .%1 6 ,96:) ,0(.))
I! 9(.0 I ,96'19 ... ~ . ..... 9671 .9678 .9616 .969) .96'19 .9-ro. I 9 971) .97 19 .9Jl6 .97)) .9731 ·""' .97SO .97~ 9761 9761
20 '1772 .9711 .97ll .911$ .919) .9191 9Sal .W06 .tS! 2 .9117
21 9121 .9826 .9130 91}-< 91n 914: ·- .91SO 9154 .9H'I
u .n61 .986-< ,9~ .9171 9~7~ .917~ .911 1 -~ .91!1 9f90
ll 919) .9~~ 9~9R 9901 9900 .9906 9900 .9911 .99ll .9916
2 • 9'118 9920 .9922 .9925 .9927 ":'0 99)1 .99ll ,99.)4 .99}6
l.S .99}1 9940 99<1 .904} .t9'l .0946 .t9'8 .t9'9 .99)1 .m 2
2.6 9'1)) .9'1S5 .'1'1l6 .9957 .'1'159 .'%0 .9961 .9'962 .t96l ,t9(.0
l1 .996) .9%6 .9961 996~ .9969 9970 ,99 71 .t97l .9911 .t974
H 9914 .9'175 .9916 9911 9977 .9911 ,9979 .9979 .99110 .9911
H 9911 .99!2 t9S2 991) ..... .99'-' .998 S .t91l .9916 .99U
)0 99~7 9917 .99n filii .9911 991' ..... .1'9!9 .99'1(1 41990
) I 9990 - I .9991 .,.I 999) -~ .999: .wn ·"'' ffll
ll 999) 999} ..... - .... - ..... .9995 --~ .tm ) l .,.~ . ..OS ~s - -·-----·- t99'l ,. '1'191 ""'
_.,., - 1 9991 ·""' .9991 .'t997 .9991 .9991
l .S t991 _....,, .999R .t99~ .9991 ,9991 :99'11 .9991 .9991 .-.
...

T~b~l Di stribusi Student - t
· Tube I ,· Nll~i kritis distribusi 1
0 '·
• • 0,10 0,05 0,025·. 0,01 0,005 - . - ~.:: -· I 3,07~ ~.31~ I '!,70V 31,g21 63,6S7 2 I,~SG 2,920 ~.J03
' 6,965 9,925 J 1 ,6J~ 2,35.3 3 , 1 ~2 4,541 5,~41 .·I. I ,533 (2.132• ,1J1{1_ 3,747 •1,60·1 5 1.-176 2,015 I 2,57 I 3,365 •I,OJ2
6 1,440 1,943 '· 2,447 3:.1.13 3,707 . 7 1, 415 1,895 2,365. ~:l 3,499 s I,Jn 1,860 2,306 . ' ' 6 3,355 9 I,JHJ • 11',833 •. • · 2,2u2 ' ~_I ., 3,250 10 1,372 I,HI2 2,228 . -·2,7~4. 3,169 . .
..
II I,J(i3 1,796 2,201 2,718 l,IOG. 12 1,35G 1.18i 2,179 2,681 ,.-3,055' 13 1,350 1,771 2,160 2,650 . 3,012 14 I ,3-15 1,761 2,145 2,624 . 2,977 IS 1,341 1,753 2.131 2,602 2,947 . . ,.. . . 16 1,337 1,746 2,120 . 2)83 2,921 17 1,))3 1,740 2,110 2,567 .. 2,898 18 1,))0 1,734 2,101· ·2.m. 2,878' 19 1,3~8 1,729 2,093 2,539 2,861 2U' 1,325 1,725 2,086 2,528 . 2.845 21 1,3~3 1,721 2,ogo 2,518 2,831 2:! 1,321 I ,717 2,074· 2,508, 2,1UY 23 1,)19 1,714 2,06!1 • :!,SOO . 2,g07 2-1 1,3 I g I ,711 2,()6.1 2,492 2,7Y? 25 I ,316 1,708 2,060 .· .. 2.485 2.787 -·'~ 26 1,315 1,706 2,056 2.479 . 2,779 27 1,)1~ 1,70:; 2,05~ 2;473 2,771 28 1,313 I, 701 2,048, 2,4~7 2,763 . 29 1,)11 1,699 2,045.' 2,462 ·. 2,756 inr. 1,282 1,645 1,%? 2,326 : 2,576
t Dari Tnbel 4 R. A. Fisher, Siutil'liculltfr:thods [or Rw:arclt IVorkers, <litcrl>i t· k;u1 olch Oliver & lloyd, lldinburgh, seizin pcnsarang chn pcncrbit.
·--· ........ ·--·---· .. ---- - ------·-· --·-- ___ ,, __ -- ·-