perbaikan kesentrisan pencekam mesin bubut …digilib.batan.go.id/e-prosiding/file...
TRANSCRIPT
PROSIDING SEMINARPENELITIAN DAN PENGELOLAAN PERANGKAT NUKLIR
Pusat Teknologi Akselerator don Proses BahanYogyakarta, 28 Agustus 2008
PERBAIKAN KESENTRISAN PENCEKAM MESIN BUBUT ALPINDI PTRKN-BA TAN
Edy Karyanta, Abdul Hafid, Dedy HaryantoPusat Teknologi Reaktor dan Keselamatan Nuklir-BATAN
ABSTRAK
PERBAIKAN KESENTRISAN PENCEKAM MESIN BUBUT ALPIN 01 PTRKNBA TAN. Telah dilakukan perbaikan kesentrisan pencekam pada mesin bubut Alpin diPTRKN-BA TAN. Mesin bubut ini merupakan salah satu mesin perkakas dilaboratorium mekanik di Bidang Operasi Fasilitas. Mesin bubut tersebut digunakanuntuk membuat komponen-komponen mekanik untuk kebutuhan penelitian danpengembangan. Kesentrisan pencekam sebesar 0,02 mm menyebabkan hasil kerjabubut tidak silindris. Oleh karena itu perbaikan terhadap pencekam mesin bubutdilakukan dengan membubutulang flens pencekam. Dari hasil perbaikan diperolehkesentrisan pencekam mesin bubut menjadi 0,005 mm. Dengan nilai ini kesentrisangerak pencekam telah masuk kategori dapat diterima.Kata Kunc; : Mesin bubut, pencekam, perbaikan.
ABSTRACT
CHUCK CENTRICITY REPAIRING OF ALPIN LA THE IN PTRKN-BA TAN. The
chuck centricity of the Alpin lathe in PTRKN-BA TAN was repaired. The lathe machineis one of the tool machines in mechanical laboratory at Operating Facility Division. Themachine is used to make mechanical components needed for research anddevelopment activities. The result of lathe work is not cylindrical since the chuckcentricity is 0,02 mm. The chuck on the machine should then be repaired bysmoothing the cross section of the chuck flange. After repairing, the lathe chuckcentricity become 0,005 mm. This value is acceptable.Keyword: Lathe, chuck, repairing.
PENDAHULUAN
Pusat Teknologi Reaktor dan Keselamatan Nuklir(PTRKN) mempunyai beberapa fasilitas untukmelakukan penelitian dan pengembangan teknologireaktor dan keselamatan nuklir. Salah satu fasilitas
pendukung yaitu bengkel mekanik yang didalamnya terdapat mesin bubut. Mesin bubut dapatdigunakan untuk membuat komponen mekanikterutama komponen-komponen yang berbentuksilinder seperti poros, tlens dan ulir. Mesin bubutharus dapat dioperasikan dengan baik agar didapathasil pembubutan yang sesuai dengan gambarperencanaan. Hal yang paling penting dalammenilai hasil pembubutan adalah ketepatan ukuran,karena ketepatan ukuran hasil pembubutan akanmempengaruhi unjuk kerja susunan komponenmekanik apabila telah dirakit.
Terdapat ketidaktelitian hasil pembubutandengan mesin bubut Alpin di laboratorium mekanik
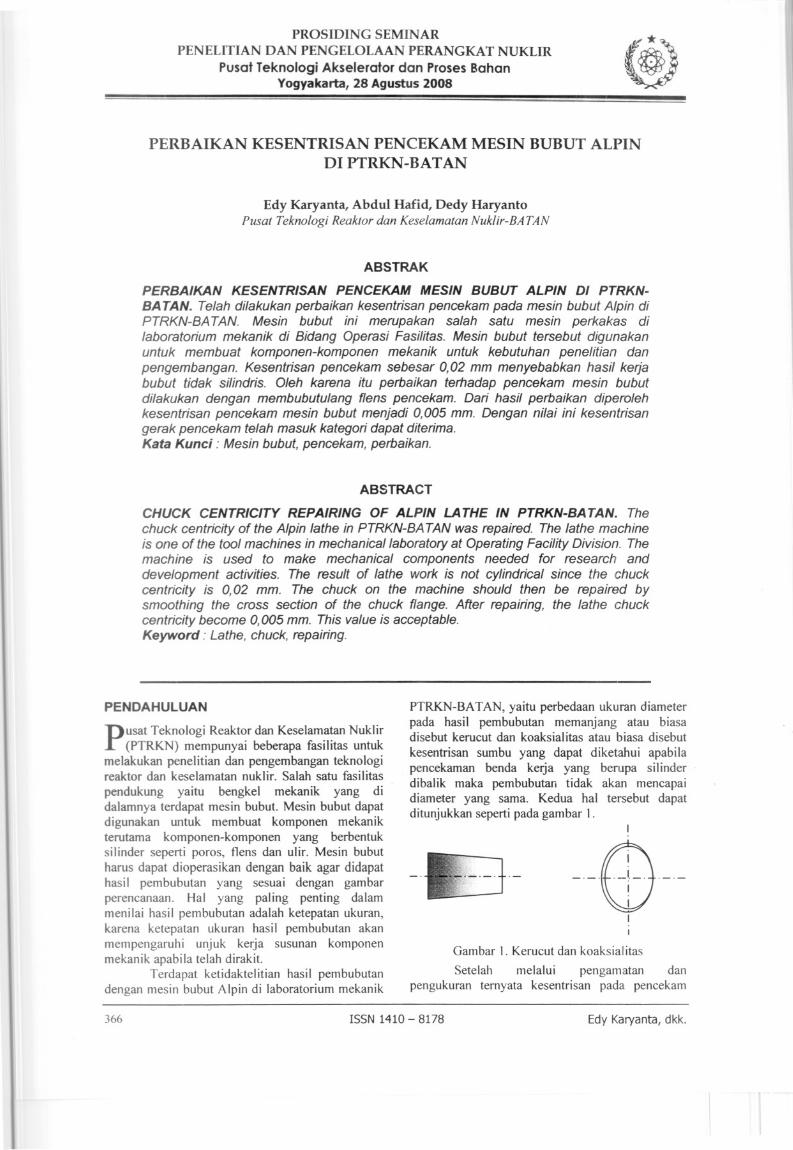
PTRKN-BA TAN, yaitu perbedaan ukuran diameterpada hasil pembubutan memanjang atau biasadisebutkerucut dan koaksialitas atau biasa disebut
kesentrisan sumbu yang dapat diketahui apabilapencekaman benda kerja yang berupa silinderdibalik maka pembubutan tidak akan mencapaidiameter yang sarna. Kedua hal tersebut dapatditunjukkan seperti pada gambar I.
Gambar I. Kerucut dan koaksialitas
Setelah melalui pengamatan danpengukuran temyata kesentrisan pada pencekam
366 ISSN 1410 - 8178 Edy Karyanta, dkk.
PROSIDING SEMINARPENELITIAN DAN PENGELOLAAN PERANGKAT NUKLIR
Pusat Teknologi Akselerator dan Proses BahanYogyakarta, 28 Agustus 2008
mencapai 0,02 mm. Sehingga perlu dilakukanperbaikan kesentrisan pencekam mesin bubut.
TEORI
Kerja bubut merupakan suatu prosespemakanan benda kerja yang sayatannya dilakukandengan cara memutar benda kerja kemudiandikenakan pada pahat yang digerakkan secaratranslasi sejajar dengan sumbu putar dari bendakerja. Gerakan putar dari benda ketja disebut gerakpotong relatif dan gerakkan translasi dari pahatdisebut gerak umpan (feeding).
Poros spindel akan memutar benda kerjamelalui pencekam. Melalui roda gigi penghubung didalam kepala tetap, putaran akan disampaikan keroda gigi poros uHr. Oleh klem berulir, putaranporos ulir tersebut diubah menjadi gerak translasipad a eretan yang membawa pahat. Akibatnya padabenda kerja akan terjadi sayatan. Gerak translasipada eretan pembawa pahat juga dapat dilakukansecara manual dengan memutar engkol.
Mesin bubut terdiri dari meja (bed) dankepala tetap (head stock). Oi dalam kepala tetapterdapat roda-roda gigi transmisi penukar putaranyang akan memutar poros spindel. Spindelmenyalurkan daya gerak motor sebagai daya sayatpada benda kerja [I]. Poros spindel akan memutarbenda kerja melalui pencekam (chuck). Sebuahtlens menghubungkan an tara spindel dan pencekam.Eretan utama (appron) akan bergerak sepanjangmeja sambil membawa eretan Iintang (cross slide)dan eretan atas (upper cross slide) dan dudukanpahat. Sumber utama dari semua gerakkan tersebutberasal dari motor listrik untuk memutar pulimelalui sabuk (belt).
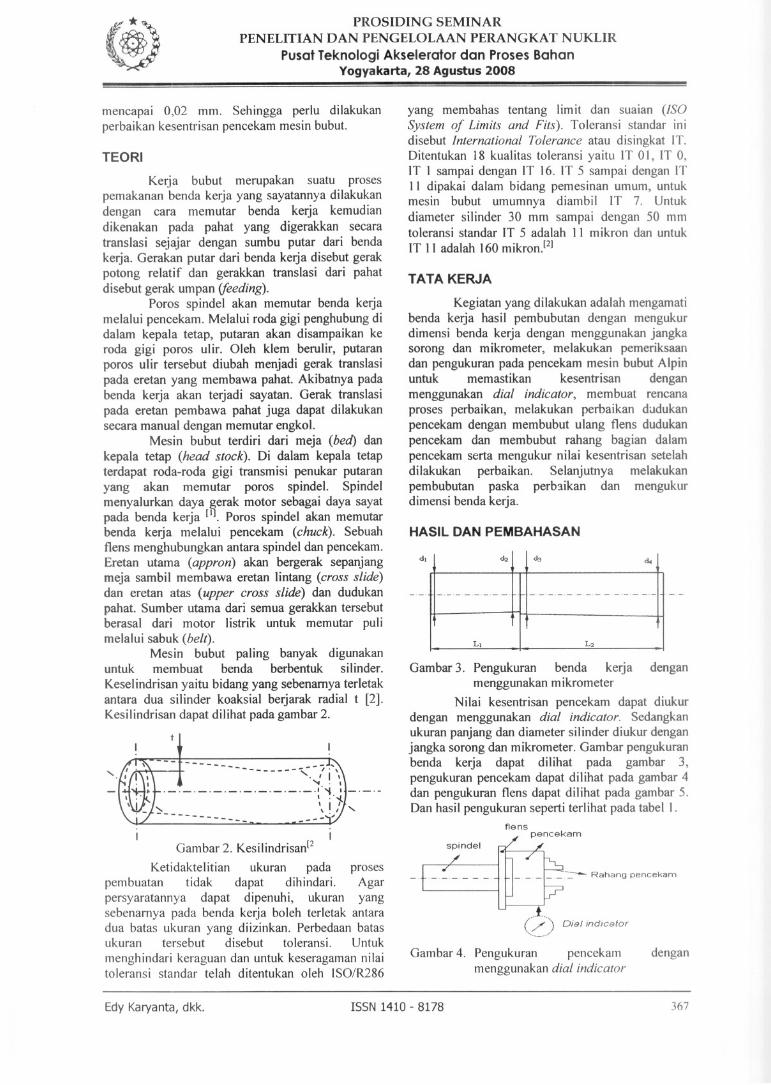
Mesin bubut paling banyak digunakanuntuk membuat benda berbentuk silinder.
Keselindrisan yaitu bidang yang sebenamya terletakan tara dua silinder koaksial betjarak radial t [2].Kesilindrisan dapat dilihat pada gambar 2.
yang membahas tentang limit dan suaian (ISOSystem of Limits and Fits). Toleransi standar inidisebut International Tolerance atau disingkat IT.Oitentukan 18 kualitas toleransi yaitu IT 0 I, IT 0,IT I sampai dengan IT 16. IT 5 sampai dengan ITII dipakai dalam bidang pemesinan umum, untukmesin bubut umumnya diambil IT 7. Untukdiameter silinder 30 mm sampai dengan 50 mmtoleransi standar IT 5 adalah 11 mikron dan untukIT 11 adalah 160 mikronP]
TAT A KERJA
Kegiatan yang dilakukan adalah mengamatibenda kerja hasil pembubutan dengan mengukurdimensi benda kerja dengan menggunakan jangkasorong dan mikrometer, melakukan pemeriksaandan pengukuran pad a pencekam mesin bubut Alpinuntuk memastikan kesentrisan denganmenggunakan dial indicator, membuat rencanaproses perbaikan, melakukan perbaikan dadukanpencekam dengan membubut ulang flens dudukanpencekam dan membubut rahang bagian dalampencekam serta mengukur nilai kesentrisan setelahdilakukan perbaikan. Selanjutnya melakukanpembubutan paska perb3ikan dan mengukurdimensi benda kerja.
HASIL DAN PEMBAHASAN
.
d2d,<i<
_._._._._._.- _.
--'-'-.-'- -.- -.-.-.- _.-
L,
L2
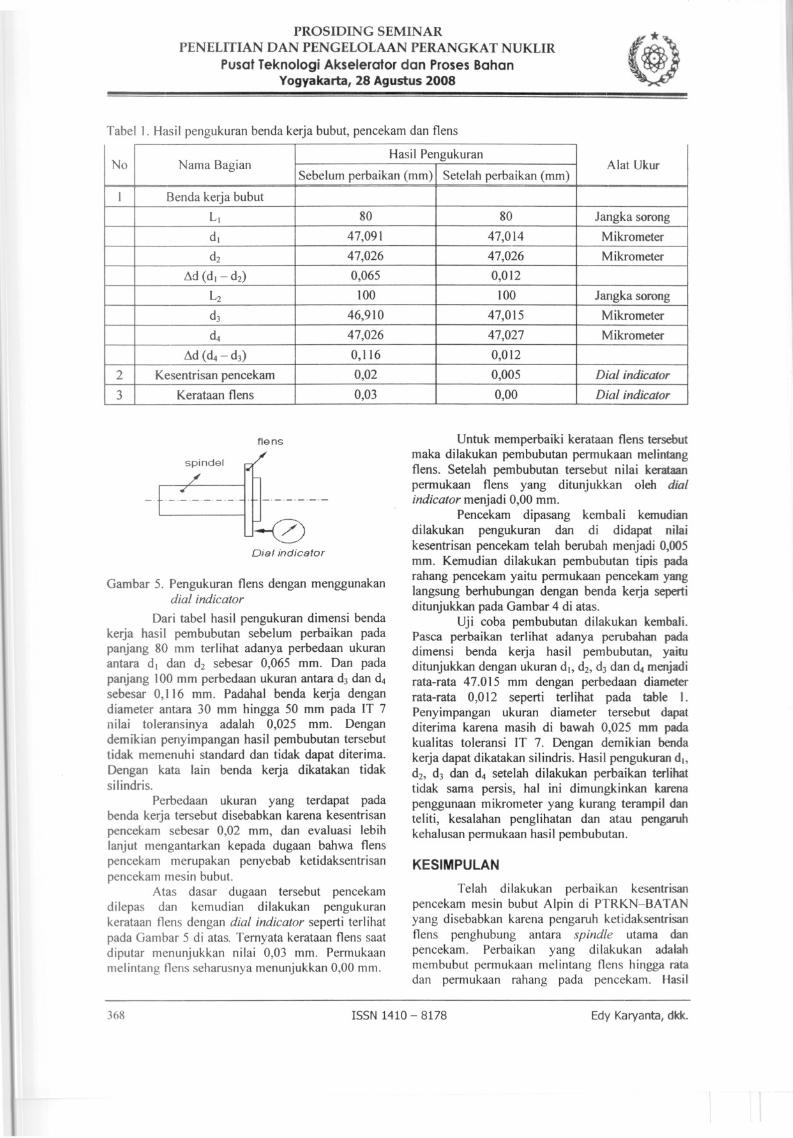
Gambar 3. Pengukuran benda kerja denganmenggunakan mikrometer
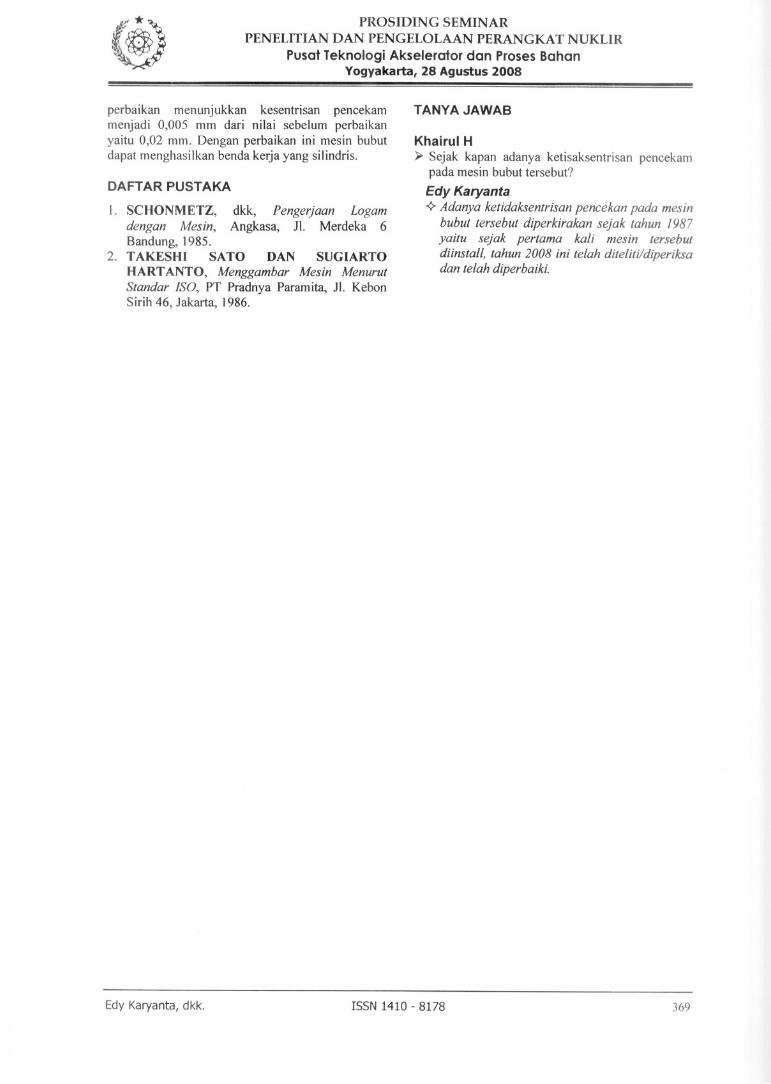
Nilai kesentrisan pencekam dapat diukurdengan menggunakan dial indicator. Sedangkanukuran panjang dan diameter silinder diukur denganjangka sorong dan mikrometer. Gambar pengukuranbenda kerja dapat dilihat pada gambar 3,pengukuran pencekam dapat dilihat pada gambar 4dan pengukuran tlens dapat dilihat pada gambar 5.Dan hasil pengukuran seperti terlihat pada tabel I.
___ .__ ::---- Rahang pencekam
Gambar 2. Kesilindrisan[2
Ketidaktelitian ukuran pada prosespembuatan tidak dapat dihindari. Agarpersyaratannya dapat dipenuhi, ukuran yangsebenarnya pada benda kerja boleh terletak antaradua batas ukuran yang diizinkan. Perbedaan batasukuran tersebut disebut toleransi. Untuk
menghindari keraguan dan untuk keseragaman nilaitoleransi standar telah ditentukan oleh ISO/R286
oia/ indica/or
Gambar 4. Pengukuran pencekammenggunakan dial indicator
dengan
Edy Karyanta, dkk. ISSN 1410 - 8178 367
PROSIDING SEMINARPENELITIAN DAN PENGELOLAAN PERANGKAT NUKLIR
Pusat Teknologi Akselerator don Proses BahanYogyakarta, 28 Agustus 2008
Tabel I. Hasil pengukuran benda kerja bubut, pencekam dan flens
NoNama Bagian
Hasil Pengukuran
Alat UkurSebelum perbaikan (mm)Setelah perbaikan (mm)
1
Benda kerja bubut
LI
8080Jangka sorong
dl
47,09147,014Mikrometer
d2
47,02647,026Mikrometer
~d (d. - d2)
0,0650,012
L2
100100Jangka sorong
d)
46,91047,015Mikrometer
d4
47,02647,027Mikrometer
~d (d4 - d))
0,1160,012
2
Kesentrisan pencekam 0,020,005Dial indicator
3
Kerataan flens 0,030,00Dial indicator
flens
spindel
Dial indicator
Gambar 5. Pengukuran flens dengan menggunakandial indicator
Dari tabel hasil pengukuran dimensi bendakerja hasil pembubutan sebelum perbaikan pad apanjang 80 mm terlihat adanya perbedaan ukuranantara dl dan d2 sebesar 0,065 mm. Dan pad apanjang 100 mm perbedaan ukuran antara d) dan d4
sebesar 0,116 mm. Padahal benda kerja dengandiameter antara 30 mm hingga 50 mm pada IT 7nilai toleransinya adalah 0,025 mm. Dengandemikian penyimpangan hasil pembubutan terse buttidak memenuhi standard dan tidak dapat diterima.Dengan kata lain benda kerja dikatakan tidaksilindris.
Perbedaan ukuran yang terdapat padabenda kerja tersebut disebabkan karena kesentrisanpencekam sebesar 0,02 mm, dan evaluasi lebihlanjut mengantarkan kepada dugaan bahwa flenspencekam merupakan penyebab ketidaksentrisanpencekam mesin bubut.
Atas dasar dugaan tersebut pencekamdilepas dan kemudian dilakukan pengukurankerataan flens dengan dial indicator seperti terlihatpada Gambar 5 di atas. Temyata kerataan flens saatdiputar menunjukkan nilai 0,03 mm. Permukaanmelintang flens seharusnya menunjukkan 0,00 mm.
Untuk memperbaiki kerataan flens tersebutmaka dilakukan pembubutan permukaan melintangflens. Setelah pembubutan tersebut nilai kerataanpermukaan flens yang ditunjukkan oleh dialindicator menjadi 0,00 mm.
Pencekam dipasang kembali kemudiandilakukan pengukuran dan di didapat nilaikesentrisan pencekam telah berubah menjadi 0,005mm. Kemudian dilakukan pembubutan tipis padarahang pencekam yaitu permukaan pencekam yanglangsung berhubungan dengan benda kerja sepertiditunjukkan pada Gambar 4 di atas.
Uji coba pembubutan dilakukan kembaJi.Pasca perbaikan terlihat adanya perubahan padadimensi benda kerja hasil pembubutan, yaituditunjukkan dengan ukuran dI, d2, d) dan d4 menjadirata-rata 47.015 mm dengan perbedaan diameterrata-rata 0,012 seperti terlihat pada table 1.Penyimpangan ukuran diameter tersebut dapatditerima karena masih di bawah 0,025 mm padakualitas toleransi IT 7. Dengan demikian bendakerja dapat dikatakan silindris. Hasil pengukuran dI,d2, d) dan d4 setelah dilakukan perbaikan terJihattidak sarna persis, hal ini dimungkinkan karenapenggunaan m ikrometer yang kurang terampil danteliti, kesalahan penglihatan dan atau pengaruhkehalusan permukaan hasil pembubutan.
KESIMPULAN
Telah dilakukan perbaikan kesentrisanpencekam mesin bubut Alpin di PTRKN-BATANyang disebabkan karena pengaruh ketidaksentrisanflens penghubung antara spindle utama danpencekam. Perbaikan yang dilakukan adalahmembubut permukaan melintang flens hingga ratadan permukaan rahang pada pencekam. Hasil
368 ISSN 1410 - 8178 Edy Karyanta, did<.
PROSIDING SEMINARPENELITIAN DAN PENGELOLAAN PERANGKAT NUKLIR
Pusat Teknologi Akselerator dan Proses BahanYogyakarta, 28 Agustus 2008
perbaikan menunjukkan kesentrisan pencekammenjadi 0,005 mm dari nilai sebelum perbaikanyaitu 0,02 mm. Dengan perbaikan ini mesin bubutdapat menghasilkan benda kerja yang silindris.
DAFT AR PUST AKA
I. SCHONMETZ, dkk, Pengerjaan Logamdengan Mesin, Angkasa, JI. Merdeka 6Bandung, 1985.
2. TAKESHI SATO DAN SUGIARTO
HART ANTO, Menggambar Mesin MenurutStandar ISO, PT Pradnya Paramita, JI. KebonSirih 46, Jakarta, 1986.
TANYA JAWAB
Khairul H>- Sejak kapan adanya ketisaksentrisan pencekam
pada mesin bubut terse but?
Edy Karyanta~ Adanya ketidaksentrisan pencekan pada mesin
bubut tersebut diperkirakan sejak tahun 1987yaitu sejak pertama kaIi mesin tersebutdiinsta/l, tahun 2008 ini telah diteIiti/diperiksadan telah diperbaiki.
Edy Karyanta, dkk. ISSN 1410 - 8178 369