peningkatan efisiensi mesin cnc milling di pt. twintect
TRANSCRIPT
i
PENINGKATAN EFISIENSI MESIN CNC
MILLING DI PT. TWINTECT PRECISION
Oleh
Hadi Surahman
NIM.004201205014
Diajukan untuk Memenuhi Persyaratan Akademik
Mencapai Gelar Strata Satu
Pada Fakultas Teknik
Program Studi Teknik Industri
2017

i
i
LEMBAR REKOMENDASI PEMBIMBING
Skripsi berjudul“MENINGKATKAN EFISIENSI MESIN CNC DI
PT. TWINTECT PRECISION” yang disusun dan diajukan oleh
Hadi Surahmansebagai salah satu persyaratan untuk mendapatkan
gelar Strata Satu (S1) pada Fakultas Teknik telah ditinjau dan
dianggap memenuhi persyaratan sebuah skripsi. Oleh karena itu, Saya
merekomendasikan skripsi ini untuk maju sidang.
Cikarang, Indonesia, 25Januari 2017
Anastasia Lidya Maukar, ST., Msc., MMT.
ii
LEMBAR PERNYATAAN ORISINALITAS
Saya menyatakan bahwa skripsi berjudul “MENINGKATKAN
EFISIENSI MESIN CNC DI PT. TWINTECT PRECISION 2”
adalah hasil dari pengetahuan terbaik Saya dan belum pernah diajukan
ke Universitas lain maupun diterbitkan baik sebagian maupun secara
keseluruhan.
Cikarang, Indonesia, 25Januari 2017
Hadi Surahman

iii
LEMBAR PENGESAHAN
MENINGKATKAN EFISIENSI MESIN CNC
DI PT. TWINTECT PRECISION
Oleh
Hadi Surahman
NIM. 004 2012 05 014
Disetujui Oleh,
Ineu Widaningsih, ST., MT.
Pembimbing Skripsi
Ir. Andira, MT.
Ketua Program Studi Teknik Industri
Anastasia Lidya Maukar, ST., Msc., MMT.
Pembimbing Skripsi
iv
KATA PENGANTAR
Pertama-tama penulis mengucapkan Puji syukur kehadirat Alloh SWT,yang atas
rahmat-Nya sehingga penulis dapat menyelesaikan Laporan Skripsi inidengan
baik. Penulisan laporan ini merupakan salah satu tugas danpersyaratan untuk
menyelesaikan program skripsi.
Dalam penulisan laporan ini penulis mengucapkan terima kasih kepadapihak-
pihak yang membantu dalam menyelesaikan penelitian ini, khususnyakepada:
1. Ibu Anastasia Lidya Maukar, ST., Msc., MMT., selaku dosen
pembimbingyang telah meluangkan waktu, tenaga dan pikiran dalam
pelaksanaanbimbingan selama ini, sertamemberikan pengarahan dan dorongan
dalampenyusunan laporan skripsi ini.
2. PT. Twintect Presicion, yang telah menyediakan tempat dan datasehingga
penulis dapat menyelesaikan program skripsi.
3.Rekan – rekan di Departemen Produksi PT.Twintech Presicionyang telah
banyak memberikan dukungandata serta bantuannya.
4. Keluarga tercinta yang telah memberikan semangat kepada penulis
selamaprosespenyusunan laporan skripsi ini.
Penulis menyadari masih banyak kekurangan dalam penyusunan laporan skripsi
ini, untuk itu penulis mengharapkan kritik dan saran yang membangununtuk
membantu dalam penyempurnaan dimasa yang akan datang.
Cikarang, 25 Januari 2017
Hadi Surahman

v
ABSTRAK
PT. Twintect Precision merupakan perusahaan manufaktur yang memproduksi
produk jig, pixture, dies, dan precision part. Masalah yang terjadi saat ini yaitu
tingginya waktu set-up yang berdampak pada tingginya waktu menganggur
mesin. Tingginya waktu set-up ini di akibatkan karena semua tahapan proses set-
up dilakukan ketika mesin sedang mati. Selain itu jarak tempuh operator ketika
set-up juga sangat tinggi. Operator harus melalui beberapa stasiun kerja ketika
melakukan proses set-up. Pada penelitian ini, yang menjadi objek perbaikan
adalah memisahkan kegiatan internal dan external pada proses set-up, metode
yang di pakai untuk menyelsaikan masalah ini adalah dengan menggunakan
metode SMED single minute exchanges of dies. Kegiatan externalset-up di
lakukan sebagai kegiatan persiapan sebelum melakukan aktivitas pergantian
model produk. Selain itu, di tambahkan alat bantu berupa meja yang berfungsi
untuk menyimpan benda kerja sebelum kegiatan internalset-up di lakukan.
Adapun hasil dari perbaikan ini adalah dapat mengurangi waktu set-upmesin
sebanyak 52% sehingga waktu set-up dapat lebih cepat, dengan berkurangnnya
waktu set-up, maka efisiensi mesin menjadi naik. Adapun arak tempuh yang di
butuhkan operator ketika set-up berkurang sangat drastis, hal itu di karenakan
semua benda kerja dan tool yang di butuhkan sudah tersedia di meja prepare
sebagai alat bantu kerja.
Kata kunci : SMED, internal set-up, external set-up, work instruction sheet,
downtime, set-up time, efisiensi mesin.
vi
DAFTAR ISI
LEMBAR REKOMENDASI PEMBIMBING ........................................................ i
LEMBAR PERNYATAAN ORISINALITAS ....................................................... ii
LEMBAR PENGESAHAN .......................................................................... iii
KATA PENGANTAR .......................................................................................... iv
ABSTRAK .............................................................................................................. v
DAFTAR ISI .......................................................................................................... vi
DAFTAR TABEL ................................................................................................ ix
DAFTAR GAMBAR ............................................................................................. xi
BAB 1 PENDAHULUAN ......................................................................................1
1.1 Latar Belakang ......................................................................................... 1
1.2 Rumusan Masalah .................................................................................... 2
1.3 Tujuan Penelitian ...................................................................................... 2
1.4 Batasan Masalah ....................................................................................... 2
1.5 Asumsi ...................................................................................................... 2
1.6 Sistematika Penulisan ............................................................................... 2
BAB II LANDASAN TOERI ................................................................................4
2.1. Pengertian SMED ..................................................................................... 4
2.1.1.Tahapan-Tahapan Sistem SMED ................................................................... 4
2.1.2.Keuntungan Dari Sistem SMED .................................................................... 7
2.1.3.Rumus SMED ................................................................................................ 8
2.2 Flow Diagram ........................................................................................... 8
2.3. Anthopometri dan Desain Kerja ............................................................. 10
2.4.1.Desain untuk ekstrem ................................................................................... 10
2.4.2.Desain untuk penyesuaian ............................................................................ 11
2.4.3.Desain Untuk Rata – Rata ............................................................................ 11
2.4.4.Memperhatikan Praktek ............................................................................... 11
2.3.5.Prinsip – Prinsip Rancangan Kerja Pada Area Kerja. .................................. 11
2.3.6.Prinsip – Prinsip Rancangan Kerja Pada Mesin Dan Peralatan ................... 14
2.3.7.Prinsip – Prinsip Rancangan Kerja Pada Alat .............................................. 15
2.4. Industrial Design .................................................................................... 15
2.4.1.Proses Desain Industri .................................................................................. 16
2.5. Mesin CNC Milling ................................................................................ 18
vii
2.5.1.Dasar Konstruksi Mesin Milling .................................................................. 18
2.5.2.Jenis – Jenis Drill ......................................................................................... 19
2.5.3.Microdrilling ................................................................................................ 20
2.5.4.Holder ........................................................................................................... 21
BAB IIIMETODOLOGI PENELITIAN ...........................................................23
3.1. Penelitian Pendahuluan .......................................................................... 25
3.2. Identifikasi Masalah ............................................................................... 25
3.3. Perumusan Masalah ................................................................................ 25
3.4. Studi Pustaka .......................................................................................... 25
3.5. Pengumpulan Data ................................................................................. 26
3.6. Kesimpulan dan Saran ............................................................................ 26
BAB IV DATA DAN ANALISIS ........................................................................27
4.1. Observasi Kondisi Awal ......................................................................... 27
4.1.1.Klasifikasi Produk PCB Tooling Dies ......................................................... 30
4.1.2.Data Waktu Set-up Sebelum Melakukan Perbaikan .................................... 31
4.1.3.Data Layout Antar Stasiun ........................................................................... 36
4.1.4.Kegiatan Operator Mesin CNC .................................................................... 41
4.2. Analisis Kondisi Saat Ini ........................................................................ 42
4.2.1.Elemen - Elemen Kerja Pada Tiap – Tiap Tahapan ..................................... 42
4.2.2.Data Pergerakan Operator Dengan Stasiun Kerja ........................................ 46
4.2.3.Ringkasan Masalah ...................................................................................... 50
4.2.4.Hasil Analisis ............................................................................................... 51
4.3. Usulan Perbaikan .................................................................................... 52
4.3.1.Pemisahaan Proses Operasi Internal Dan External ...................................... 53
4.3.2.Work Instruction Sheet ................................................................................ 58
4.3.3.Penambahan Alat Bantu Kerja ..................................................................... 63
4.3.4.Kegunaan MejaTerhadap Produk ................................................................. 63
4.3.5.Rancangan Pembuatan Alat Bantu ............................................................... 64
4.4. Perbandingan Sebelum Dan Sesudah Perbaikan .................................... 69
4.4.1. Analisis Perbaikan Waktu Set-up ............................................................... 69
4.4.2. Analisis Efisiensi Mesin .............................................................................. 70
4.4.3. Analisis Hasil Perbaikan Jarak .................................................................... 73
4.4.3. 4.4.5 Perbandingan efisiensi mesin CNC Milling .................................... 735
BAB V KESIMPULAN DAN SARAN ...............................................................76
viii
5.1. Kesimpulan ............................................................................................. 76
5.2. Saran ....................................................................................................... 76
Daftar Pustaka ....................................................................................................... 77
LAMPIRAN .......................................................................................................... 78
ix
DAFTAR TABEL
Tabel 2.1 Rumus SMED ......................................................................................... 8
Tabel 4.1 Jumlah Jam Menganggur Mesin CNC Priode Januari – Juli 2016 ..... 270
Tabel 4.2 Presentasi Pembagian Waktu Menganggur Mesin CNC ...................... 28
Tabel 4.3 Presentasi Lamanya Waktu Menganggur Mesin CNC Priode Januari –
Juli 2016 ................................................................................................................ 29
Tabel 4.4 Tingkat Efisiensi Mesin CNC ............................................................... 30
Tabel 4.5 Standard Work Instruction Saat ini ....................................................... 33
Tabel 4.6 Proses – Proses Untuk Set-up Tipe Hard Saai ini ................................. 34
Tabel 4.7 Proses – Proses Untuk Set-up Tipe Middle ......................................... 34
Tabel 4.7 Proses – Proses Untuk Set-up Tipe Simple .......................................... 34
Tabel 4.9 Operasi Kerja Pada Proses Pengecekan Awal Benda Kerja Secara
Umum .................................................................................................................... 43
Tabel 4.10 Elemen Kerja Tahapan Pemasangan Benda Kerja di Mesin CNC
Secara Umum ........................................................................................................ 43
Tabel 4.11 Operasi Pada Proses Pemasangan Tool Ke Holder ............................. 44
Tabel 4.12 Opearasi Pada Proses Pemasangan Holder Untuk Center Drill ke
Mesin CNC Secara Umum .................................................................................... 44
Tabel 4.13 Operasi Pada Aktivitas Memasangan Holder di Mesin CNC Secara
Umum .................................................................................................................... 45
Tabel 4.14 Jarak Perpindahan Operator Robotdrill Per Set-up ............................. 47
Tabel 4.15 Keterangan Layout .............................................................................. 47
Tabel 4.16 Daftar Jarak Perpindahan Operator Tiap Mesin ................................. 47
Tabel 4.17 Daftar Keterangan Layout ................................................................... 49
Tabel 4.17 (lanjutan) Daftar Keterangan Layout .................................................. 50
Tabel 4.18 Usulan Perbaikan ................................................................................ 52
Tabel 4.19 Pengerjaan Tahapan – Tahapan Set-up ............................................... 53
Tabel 4.20 Pemisahan External dan Internal Pada Tahapan Pengecekan Awal ... 53
Tabel 4. 21 Pemisahan External dan Internal Pada Tahapan Pemasangan Benda
Kerja Ke Mesin CNC ............................................................................................ 54
Tabel 4.22 Pemisahan External dan Internal Pada Tahapan Memasang Tool ke
Holder .................................................................................................................... 54
Tabel 4.23 Pemisahan External dan Internal Pada Tahapan Memasang Holder Ke
Mesin CNC Untuk Center Drill ............................................................................ 55
Tabel 4.24 Pemisahan External dan Internal Pada Tahapan Memasang Holder Ke
Mesin CNC ........................................................................................................... 55
x
Tabel 4.25 Pemisahan External dan Internal Pada Proses Setting Program ke
Mesin ..................................................................................................................... 56
Tabel 4.26 Proses Internal Ketika Set-up Setelah Perbaikan ................................ 57
Tabel 4.27 Proses External Ketika Set-up Setelah Perbaikan .............................. 58
Tabel 4.28 Rekomendasi WI Pengecekan Awal Benda Kerja .............................. 59
Tabel 4.29 WI Memasang drill ke Holder ............................................................ 60
Tabel 4.30 WI Pemasangan Benda Kerja Ke Mesin ............................................. 60
Tabel 4.31 WI Memasang Holder Ke Mesin Untuk Center Drill ......................... 61
Tabel 4.32 WI Memasang Holder Ke Mesin ........................................................ 61
Tabel 4.33 WI Set-up Sebelum Perbaikan ............................................................ 62
Tabel 4.34 Jangkauan Tangan Dan Tinggi Siku Operator .................................... 64
Tabel 4.35 Informasi Kebutuhan Material ............................................................ 66
Tabel 4.36 Informasi Biaya Material Untuk Pembuatan Meja Prepare ................ 68
Tabel 4.37 Total Biaya Investasi Perbaikan .......................................................... 69
Tabel 4.38 Perbandingan Waktu Mesin Mati Ketika Set-up Sebelum Dan Sesudah
Perbaikan ............................................................................................................... 70
Tabel 4.39 Jumlah PenurunanWaktu Set-up Hasil Perbaikan .............................. 70
Tabel 4.40 Total Waktu Idle Dan Tingkat Efisiensi Mesin Setelah Perbaikan .... 71
Tabel 4.41 Perbandingan Efisiensi Mesin Sebelum Dan Sesudah Perbaikan ....... 71
Tabel 4.42 Estimasi Nilai Uang Yang Diperoleh Per Bulan Pada Tiap Mesin..... 72
Tabel 4.43 Jarak Perpindahan Pergerakan Operator Setelah Perbaikan ............... 73
Tabel 4.44 Keterangan Gambar 4.20 .................................................................... 74
Tabel 4.45 Perbandingan Jarak Perpindahan Operator Ketika Set-up .................. 74
Tabel 4.46 Perbandigan Waktu Set-up/ Bulan Sebelum Dan Sesudah Perbaikan 75

xi
DAFTAR GAMBAR
Gambar 2.1 Contoh Flow Diagram ......................................................................... 9
Gambar 2.2 Contoh Ukuran Meja Perakitan ......................................................... 12
Gambar 2.3 Contoh Ukuran Jangkauan Tata Letak .............................................. 14
Gambar 2.4 Contoh Mesin Milling ....................................................................... 18
Gambar 2.5 Bagian - Bagian Mesin Milling ......................................................... 19
Gambar 2.6 Contoh Drill....................................................................................... 20
Gambar 2.7 Microidrill ......................................................................................... 20
Gambar 2.8 Bagian Chuck Holder ........................................................................ 21
Gambar 2.9 Drill Karbida ..................................................................................... 22
Gambar 4.1 Presentasi Pemabagian Waktu Menganggur Mesin CNC ................. 29
Gambar 4.2 Pola Pertama Urutan Tahapan – Tahapan Pada Set-up ..................... 31
Gambar 4.3 Pola Kedua Urutan Tahapan – Tahapan Pada Set-up ....................... 32
Gambar 4.4 Pola Ketiga Urutan Tahapan – Tahapan Pada Set-up ....................... 32
Gambar 4.6 Area Penyimpanan Material .............................................................. 36
Gambar 4.7 Tool Magazine................................................................................... 37
Gambar 4.8 Mesin Robotdrill ............................................................................... 38
Gambar 4.9 Area Set-up di Mesin CNC ............................................................... 39
Gambar 4.10 Area Penyimpanan Tool .................................................................. 40
Gambar 4.11 Area Pemerograman NC ................................................................. 40
Gambar 4.12 Area Pengecekan Benda Kerja ........................................................ 41
Gambar 4.14 Layout Produksi PT. Twintect Presicion....................................... 487
Gambar 4.16 Konsep Kerja Alat Bantu Set-up Yang Di Rekomendasikan .......... 65
Gambar 4.17 Rekomendasi Desain Evaluasi Akhir .............................................. 66
Gambar 4. 18 Meja Yang Di Rekomendasikan ................................................... 66
Gambar 4.19 Tampilan Tiga Sudut Pandang ........................................................ 67
Gambar 4.20 Pergerakan Operator Setelah Perbaikan .......................................... 73
Gambar 4.21 Grafik Perbandingan Waktu Set-up Dan Jarak Perpindahan Dari
Sebelum Dan Sesudah Perbaikan .......................................................................... 74
Gambar 4.21 Grafik Peningkatan Efisiensi 7 Mesin CNC Sebelum Dan Sesudah
Perbaikan ............................................................................................................... 74
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Salah satu kendala besar pada perusahaan job order adalah variasi produk yang
tinggi sehingga sering terjadi aktivitas pergantian tools, dan persiapan benda kerja
lainnya. PTTwintechmerupakan perusahaan yang bergerak di industri pembuatan
molding, dies, dan pixture, salah satu produk unggulan PT Twintech adalah PCB
tooling dies. Keadaan proses produksi yang ada di PT. Twintech Presicion saat ini
adalah rendahnya tingkat efisiensi pada mesin CNC. Mesin CNC di PT Twintech
sendiri berjumlah 7 mesin dimana tingkat efisiensi mesin CNC hanya mencapai
48% - 73%.
Minimnya efisiensi mesin CNC ini di akibatkan karena tingginya waktu
menganggur mesin pada mesin tersebut yaitu mencapai 30% - 50% terhadap jam
kerja yang tersedia setiap bulannya. Adapun tingginya jam menganggur ini di
sebabkan karena beberapa hal yaitu waktu set-up yang tinggi dan faktor lain
seperti kerusakan pada mesin, perawatan mesin, dan kegiatan lain yang tidak
terduga atau tidak terjadwalkan. Namun berdasarkan data produksi perusahaan
menunjukan bahwa kontribusi pada aktivitas set-upmemberikan pengaruh yang
sangat besar terhadap waktu menganggur mesin CNC yaitu secara rata – rata
mencapai 54,9%. Selain itu, jarak antar stasiun kerja ketka set-up dan model set-
up yang berbeda – beda masing – masing operator juga menjadi permasalahan lain
di perusahaan ini.
Kegiatan set-up di PT. Twintech rata – rata dilakukan sebanyak 3 – 4 kali set-up
dalam satu shift kerja. Proses setup merupakan sebuah aktivitas dimana hasilnya
sangat bergantung pada kualitas pekerja yang bersangkutan dan tahapan-tahapan
gerakan yang ada pada proses tersebut. Jika melihat kondisi seperti ini, maka
diperlukanperbaikanuntuk mengurangi waktu mengangur mesin CNC sehingga
jam kerja mesin mmenjadi lebih optimal.
2
1.2 Rumusan Masalah
Berdasarkan permasalahan yang telah di uraikan di latar belakang, maka rumusan
masalah dari penelitian ini adalah:
1. Bagaimana mengurangi waktu set-up dan meningkatkan efisiensi?
2. Bagaimana mengurangi jarak perpindahan antar stasiun?
3. Bagaimana tahapan set-up yang terbaik?
1.3 Tujuan Penelitian
Secara umum ini mempunyai tujuan sebagai berikut:
1. Memisahkan aktivitas internal dan aktivitas external.
2. Membuat alat bantu set-up untuk menyimpan benda kerja ketika set-up.
3. Mengstandarisasikan tahapanset-up
1.4 Batasan Masalah
Agar ruang lingkup penelitian ini tidak menyimpang dari permasalahan yang
ada,maka perlu adanya batasan masalah yaitu :
a. Data yang dianalisis hanya dataPCB tooling dies
b. Proses yang dianalisa hanya proses set-up di mesin CNC saja.
c. Spesifikasi tool tidak di bahas.
1.5 Asumsi
Asumsi yang digunakan dalam penelitian ini adalah :
a. Kondisi mesin diassumsikan normal
b. Peralatan dan fasilitas yang digunakan tersedia.
c. Tidak sedang memproduksi produk lain selain PCB tooling dies.
d. Kondisi tool semua baik
1.6 Sistematika Penulisan
Sistematika penulisan penelitian ini dibagi menjadi 6 bagian pembahasan,
yaitu:
3
BABI PENDAHULUAN
Bab ini menjelaskan mengenai pokok utama permasalahan, tujuan penelitian,
batasan-batasan masalah, assumsi dan sistematika penulisan laporan penelitian
secara keseluruhan.
BAB IITINJAUAN PUSTAKA
Bab ini menjelaskan tentang teori-teori yang mendukung penelitian yang
berkaitan dengan pemecahan masalah.
BAB III METODOLOGI PENELITIAN
Bab ini menjelaskan mengenai tahapan-tahapan yang terstruktur yang akan
dilakukan ketika penelitian, supaya memperoleh tujuan yang diinginkan.
BAB IV DATA DAN ANALISIS
Bagian ini memberikan data-data yang diperlukan untuk kemudian di analisisdan
dijadikan dasar pemecahan masalah.
BAB V KESIMPULAN DAN SARAN
Pada Bab ini akan diuraikan kesimpulan akhir dari analisa yang dilaksanakan dan
saran-saran yang dapat diberikan kepada PT. Twintech Presicion
Setelah melakukan paparan latar belakang pada bab I maka dibutuhkan teori-teori
untuk mendukung penelitian ini yang akan dilakukan pada bab II.
4
BAB II
LANDASAN TOERI
2.1. Pengertian SMED
Dalam bukuA Revolution in Manufacturing The SMED system press,karya
Shingeo Shingobahwa SMED merupakan suatu metode yang sangat simpel namun
sangat efektif dalam pada penerapannya sehingga dapat membantu seseorang
dalam menyelesaikan pekerjaannya. Tujuan inti dari pada sistem SMED ini yaitu
mengurangi waktu set-up menjadi sebesar 40% - 50%.(Satwikaningrum : 2006)
Konsep SMED (single minute exchange of dies) merupakan sebuah konsep yang
pertamakali dikembangkan dalam rangka penelitian untuk mengurangi
pemborosan waktu di Mitsubishi heavy Industries Hiroshima dan Toyota Motor
Company dalam melakukan proses set-up yang begitu lama pada saat mesin
dalam keadaan mati. Metode SMED sangat terbukti efektif untuk mengurangi
waktu persiapan dan menyederhanakan proses sehingga waktu proses menjadi
lebih singkat, hal itu telah dibuktikan oleh banyak perusahaan (A.P Dillon : 1985)
2.1.1. Tahapan-Tahapan Sistem SMED
Menurut A.P Dillon : 1985, dalam penerapan sistem SMED terdapat beberapa
tahapan yaitu:
1. Tahapan persiapan (pengukuran)
Melihat waktu proses dengan mengukur atau merekam video untuk melihat hasil
perbaikan. Hal yang harus dilakukan untuk melihat pengukuran yaitu mempelajari
aktual proses dengan mengunakan beberapa langkah antara lain:
a. Menganalisis produksi secara terus menerus.
b. Melakukan wawancara dengan pekerja
c. Merekam proses kerja dengan video supaya setiap gerakan dapat dipelajari
secara mendalam.
d. Work sampling study melakukan pengamatan secara acak yaitu pada
waktu-waktu tertentu.
5
2. Tahap pertama
Tahap pertama yaitu memisahkan aktivitas external dan internal. Aktivitas
external merupakan aktivitas yang dapat dilakukan ketika mesin sedang
berjalan. Contohnya mempersiapkan peralatan yang akan digunakan untuk
proses. Sedangkan aktivitas internal merupakan aktivitas yang tidak dapat
dilakukan ketika mesin sedang melakukan proses. Contohnya adalah
memasangkan benda kerja ke mesin. Metode pemisahan tiap-tiap aktivitas
tersebut bertujuan untuk meningkatkan jumlah aktivitas yang dapat dilakukan
ketika mesin sedang melakukan proses produksi. Untuk mengontrol
pengerjaan aktivitas external yang dilakukan sebelum aktivitas internal, maka
dapat dilakukan alat pengukur sebagai berikut:
- Checktable
Checktable merupakan gambar yang terdapat pada meja dimana gambar
tersebut merupakan sebuah tataletak untuk penyimpanan alat atau benda kerja
yang akan digunakan. Dengan checktable ini, akan mempermudah pekerja
dalam menyusun dan mempersiapkan peralatan atau benda kerja yang
diperlukan, dan memberikan informasi kepada karyawan mengenai
ketersediaan benda kerja yang akan diperlukan.
- Checklist
Checklist merupakan lembaran data yang berisi tentang nama, spesifikasi,
jumlah dan hal-hal lain yang berkaiatan dengan benda kerja maupun proses
kerja yang diperlukan.
3. Tahap kedua
Mengubah aktivitas internal ke external artinya sebelum proses produksi
berhenti peralatan yang akan digunakan harus di persiapkan. Langkah ini
sangat penting karena menentukan hal – hal yang akan dilakukan setelah
proses mesin berhenti dan apa saja yang harus dilakukan ketika mesin sedang
berjalan. Adapun tahapan yang harus dilaksanakan antara lain:
6
- Mencari aktivitas externalyang dapat di hilangkan atau dilakukan
improvisasi sehingga waktu yang di perlukan dalam melakukan aktivitas
external tersebut menjadi berkurang dengan cara mengevaluasi proses.
- Merubah tahapan kerja sehingga internal aktivitas menjadi external
aktivitas.
- Menghlangkan aktivitas external jika memungkinkan.
4. Tahap ketiga
Mengurangi waktu aktivitas internal, hal ini membutuhkan teknik dan
improvment desain area, pengadaan alat, dan perangkat lainnya.
Pada tahap ini, ada beberapa perbaikan untuk menerapkan sistem SMED yaitu
antara lain:
- Mengurangi waktu set-up sehingga waktuya berkurang.
- Menghilangkan kegian yang berulang-ulang, seperti pemasangan baut
berulir yang di ganti dengan model clamp sederhana agar pemasangan
lebih cepat.
- Mengerjakan kegiatan internal set up dalam satu waktu.
- Hilangkan kegiatan adjustment
- Operasi yang diperlukan harus di tiadakan
- Dengan menggunakan pendekantan berupa automasi
- Gunakan prinsip 5S yaitu (seiri, seiton, seiso, seiketsu, shitsuke)
- Buat standart operasi kerja
A.P Dillon : 1985 juga menambahkan, dalam melaksanakan SMED hal – hal yang
perlu untuk dipahami yaitu:
1. Struktur produksi
Dengan memahami struktur produksi kita dapat menegtahui aliran raw
material hingga menjadi barang jadi. Ada empat bagian dalam struktur
produksi antara lain proses, pemeriksaan, transportasi, dan penyimpanan atau
storage.
7
2. Analisa waktu set-up operasi dimasa lalu.
Pada proses analisa ini, yang harus di pahami adalah elemen-elemen yang ada
di dalamnya seperti mesin, tools, proses, dan hal lain yang berkaitan. Analisa
ini akan membantu menemukan letak permasalahan sehingga dapat dicari
strategi pemasarannya. Namun hal yang perlu di pertimbangkan sebelum
mencari strategi penyelesaian adalah pertama, mengurangi elemen kerja yang
tidak penting dan yang munkin untuk dikerjakan, kemudian kedua,
menyederhanakan elemen-elemen kerja.
Pergantian waktu setup yang effisien pada operasi manufaktur berhubungan
dengan 2 hal yaitu pertama, pengetahuan operator tentang mesin, peralatan, dies,
jig, blade, fungsi permesinan dan hal-hal lain yang berkaitan. Kedua ialah skill
operator dalam pengerjaan set-up seperti pengukuran, ccentering, pengaturan,
kalibrasi setelah melakukan percobaan.
2.1.2. Keuntungan Dari Sistem SMED
Ada beberapa keuntungan yang akan didapat dalam menerapkan sistem SMED
menurut Rivan dkk (2016) anatara lain:
1. Waktu set-up menjadi berkurang
2. Mengurangi persediaan
3. Mengurangi waktu tunggu produk (reduce lead time) yang diakibatkan
oleh aktivitas yang dikerjakan sebelum mesin selesai di set-up, dan waktu
tunggu yang dialami oleh suatu barang karena harus menunggu seluruh lot
produksi setelah proses sebelum dipindahkan ke mesin berikutnya.
4. Menghilangkan operasi yang tidak diperlukan.
5. Meringankan kapasitas pabrik
6. Meningkatkan fleksibilitas pabrik.
7. Meningkatkan kualitas.
8. Meningkatkan aliran uang melalui pengurangan persediaan.
9. Proses pengiriman yang cepat.
10. Pengeluaran yang lebih rendah.
11. Meningkatkan produktivitas
8
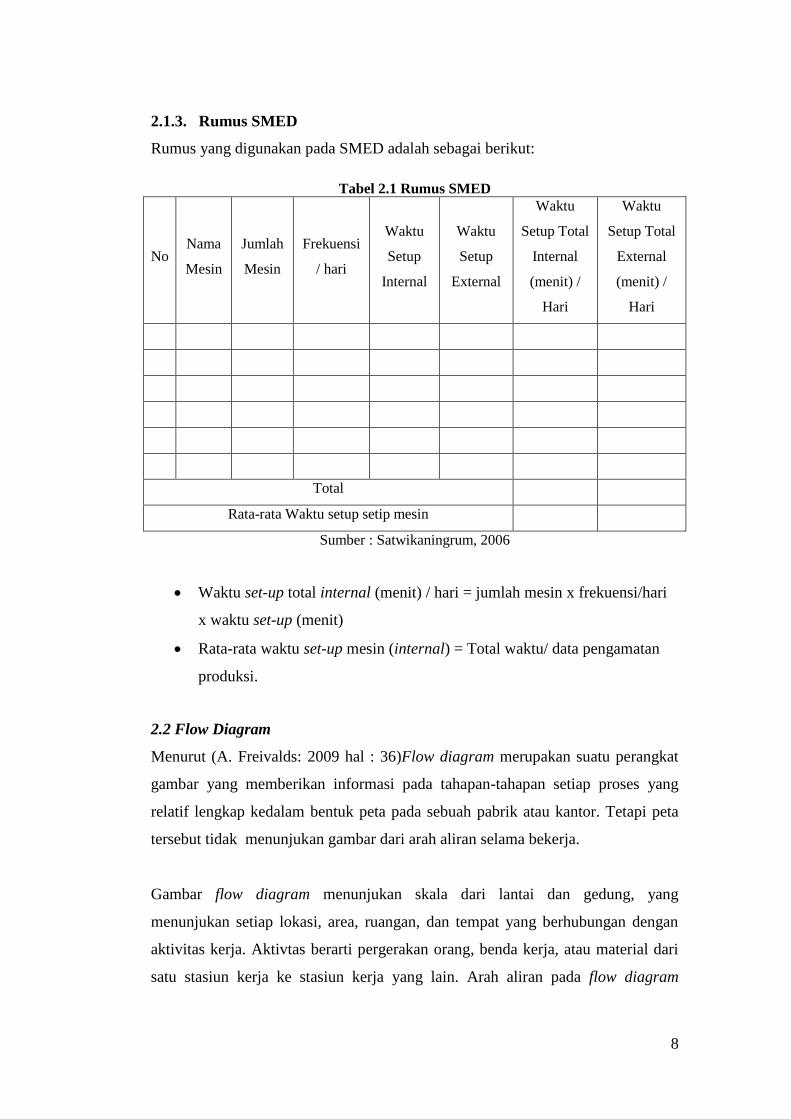
2.1.3. Rumus SMED
Rumus yang digunakan pada SMED adalah sebagai berikut:
Tabel 2.1 Rumus SMED
No Nama
Mesin
Jumlah
Mesin
Frekuensi
/ hari
Waktu
Setup
Internal
Waktu
Setup
External
Waktu
Setup Total
Internal
(menit) /
Hari
Waktu
Setup Total
External
(menit) /
Hari
Total
Rata-rata Waktu setup setip mesin
Sumber : Satwikaningrum, 2006
Waktu set-up total internal (menit) / hari = jumlah mesin x frekuensi/hari
x waktu set-up (menit)
Rata-rata waktu set-up mesin (internal) = Total waktu/ data pengamatan
produksi.
2.2 Flow Diagram
Menurut (A. Freivalds: 2009 hal : 36)Flow diagram merupakan suatu perangkat
gambar yang memberikan informasi pada tahapan-tahapan setiap proses yang
relatif lengkap kedalam bentuk peta pada sebuah pabrik atau kantor. Tetapi peta
tersebut tidak menunjukan gambar dari arah aliran selama bekerja.
Gambar flow diagram menunjukan skala dari lantai dan gedung, yang
menunjukan setiap lokasi, area, ruangan, dan tempat yang berhubungan dengan
aktivitas kerja. Aktivtas berarti pergerakan orang, benda kerja, atau material dari
satu stasiun kerja ke stasiun kerja yang lain. Arah aliran pada flow diagram
9
biasanya di tandai oleh panah kecil yang menunjukan alur dari setiap tahapan
proses. Adapun kegunaan dari flow diagram memberikan informasi lebih jelas
suatu aliran proses karena tataletak setiap stasiun kerja lebih jelas, karena tataletak
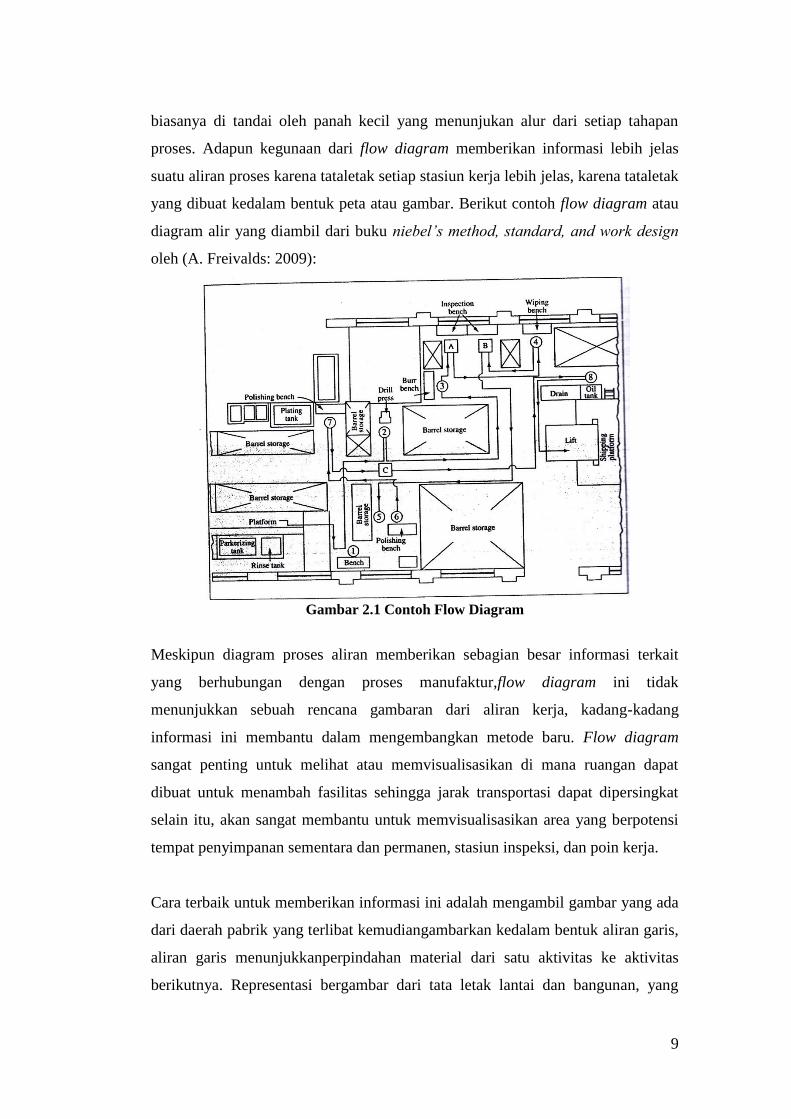
yang dibuat kedalam bentuk peta atau gambar. Berikut contoh flow diagram atau
diagram alir yang diambil dari buku niebel’s method, standard, and work design
oleh (A. Freivalds: 2009):
Gambar 2.1 Contoh Flow Diagram
Meskipun diagram proses aliran memberikan sebagian besar informasi terkait
yang berhubungan dengan proses manufaktur,flow diagram ini tidak
menunjukkan sebuah rencana gambaran dari aliran kerja, kadang-kadang
informasi ini membantu dalam mengembangkan metode baru. Flow diagram
sangat penting untuk melihat atau memvisualisasikan di mana ruangan dapat
dibuat untuk menambah fasilitas sehingga jarak transportasi dapat dipersingkat
selain itu, akan sangat membantu untuk memvisualisasikan area yang berpotensi
tempat penyimpanan sementara dan permanen, stasiun inspeksi, dan poin kerja.
Cara terbaik untuk memberikan informasi ini adalah mengambil gambar yang ada
dari daerah pabrik yang terlibat kemudiangambarkan kedalam bentuk aliran garis,
aliran garis menunjukkanperpindahan material dari satu aktivitas ke aktivitas
berikutnya. Representasi bergambar dari tata letak lantai dan bangunan, yang
10
menunjukkan lokasi dari semua aktivitas pada aliran diagram proses adalah
berupa flow diagram. Ketika membangun sebuahflow diagram dapat diidentifikasi
setiap aktivitas dengan simbol-simbol dan angka yang sesuai dengan orang-orang
yang muncul pada diagram proses aliran. Arah aliran ditunjukkan dengan
menempatkan panah kecil secara berkala di sepanjangaliran garis, warna yang
berbeda dapat digunakan untuk menunjukkan aliran garis selama lebih dari satu
part.
2.3. Anthopometri dan Desain Kerja
Aturan paling utama merancang tempat kerja untuk mengakomodasi sebagian
besar individu yang berkaitan dengan ukuran struktur tubuh manusia. Ilmu
tentang pengukuran tubuh manusia disebut anthopometri dan biasanya
memanfaatkan variaty caliper seperti perangkat untuk mengukur dimensi
struktural, misalnya tinggi badan yang panjang lengan (A. Freivalds: 2009 hal :
177).
Dalam merancang sistem kerja hal yang terpenting yang harus diperhatikan adalah
dengan merancang sistem kerja secara ergonomis. Ergonomis adalah kegiatan
merancangan tempat kerja, peralatan, perlengkapan, dan lingkungan agar sesuai
dengan operator atau manusia. Tujuannya adalah untuk meningkatkan produksi,
effisiensi operasi dan menekan resiko terjadinya kecelakaan atau cedra pada
pekerja (A. Freivalds: 2009)
Ada terdapat beberapa rancangan yang disesuaikan untuk kondisi aman dalam
bekerja disediakan dengan ukuran dan keterbatasan dalam rentang gerak atau
visibilitas (A. Freivalds: 2009 hal : 180 – 181).
2.3.1. Desain untuk ekstrem
Desain untuk sebagian besar individu dalam pendekatan yang melibatkan
penggunaan salah satu dari tiga prinsip desain tertentu lain, sebagaimana
ditentukan oleh jenis masalah desain. Desain untuk ekstrem menyiratkan bahwa
fitur desain tertentu merupakan faktor pembatas dalam menentukan baik
maksimum atau nilai minimum dari variabel populasi yang akan diakomodasi.
11
2.3.2. Desain untuk penyesuaian
Desain untuk penyesuaian biasanya digunakan untuk peralatan atau fasilitas yang
dapat disesuaikan agar sesuai dengan jangkauan yang lebih luas untuk orang.
Kursi, meja, meja, kursi kendaraan, stir kemudi, dan alat-alat pendukung adalah
perangkat yang satu biasanya disesuaikan untuk mengakomodasi populasi pekerja
mulai dari wanita.
2.3.3. Desain Untuk Rata – Rata
Desain untuk rata-rata merupakan rancangan yang termurah tetapi setidaknya
pendekatan ini lebih disukai. Tidak ada individu yang seluruh dimensinya sama,
ada situasi tertentu di mana akan tidak praktis atau terlalu mahal untuk
memasukkan penyesuaian untuk semua fitur. Misalnya, sebagian besar alat mesin
industri yang terlalu berat untuk memasukkan ketinggian penyesuaian untuk
operator. Merancang ketinggian operasi di persentil ke-50 untuk ketinggian siku
untuk wanita gabungan dan populasi pria (kira-kira rata-rata laki-laki dan nilai-
nilai persentil ke-50 perempuan) namun bahwa kebanyakan orang tidak akan
terlalu terganggu dengan ukuran atau dimensi yang dibuat.
2.3.4. Memperhatikan Praktek
Terakhir, rancangan industri juga mempertimbangkan konsekuensi hukum untuk
pekerjaan desain. Upaya yang wajar harus dilakukan untuk menampung individu
yang memiliki semua kemampuan.
2.3.5. Prinsip – Prinsip Rancangan Kerja Pada Area Kerja.
Ada beberapa prinsip – prinsip dalam merancang area kerja (A. Freivalds: 2009
hal : 181 - 191) berikut Prinsip – prinsipnya:
a. Menentukan ketinggian permukaan kerja dengan tinggi siku
Ketinggian permukaan kerja apakah pekerja tersebut duduk atau berdiri harus
ditentukan oleh keadaan kerja yang nyaman bagi operator. Biasanya, lengan atas
yang menggantung ke bawah secara alami dan siku dilipat di 90drajat sehingga
lengan sejajar dengan tanah. Ketinggian siku menjadi operasi yang tepat dari
ketinggian permukaan kerja.Jika permukaan kerja terlalu tinggi, lengan atas yang
12
diculik, yang mengarah ke bahu kelelahan. Jika permukaan kerja terlalu rendah,
leher atau punggung tertekuk ke depan, yang mengarah ke belakang juga akan
berkakibat kelelahan pada operator.
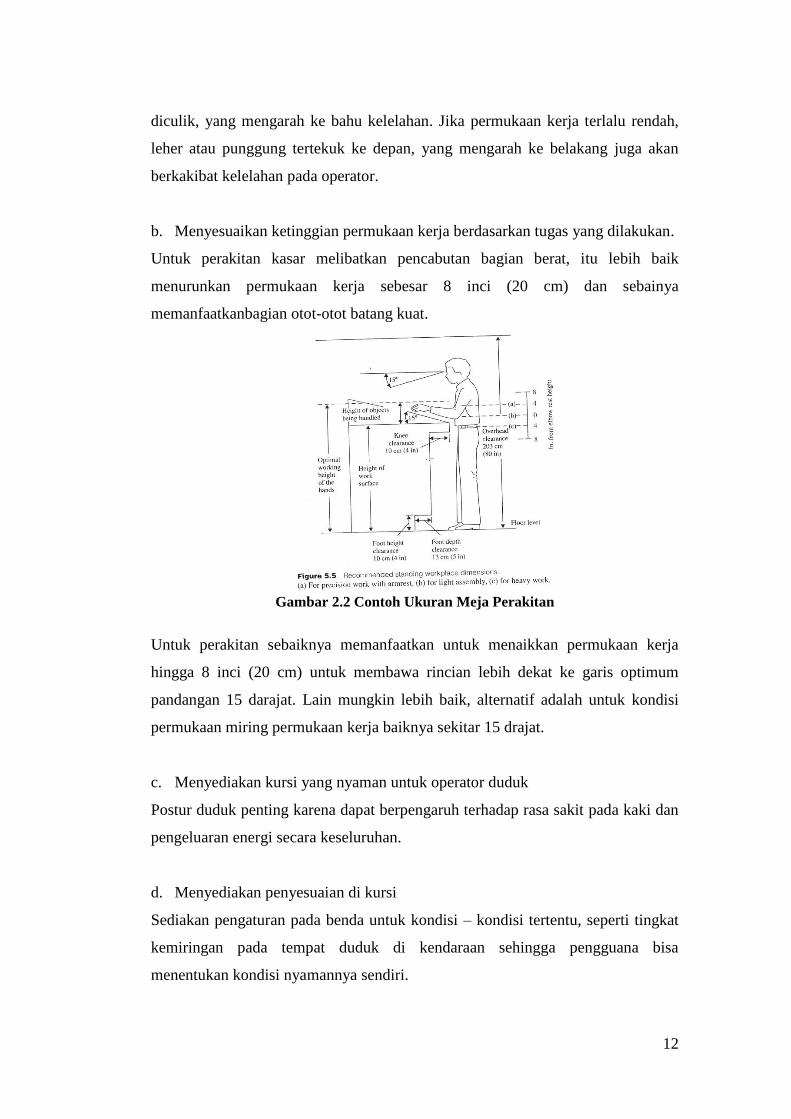
b. Menyesuaikan ketinggian permukaan kerja berdasarkan tugas yang dilakukan.
Untuk perakitan kasar melibatkan pencabutan bagian berat, itu lebih baik
menurunkan permukaan kerja sebesar 8 inci (20 cm) dan sebainya
memanfaatkanbagian otot-otot batang kuat.
Gambar 2.2 Contoh Ukuran Meja Perakitan
Untuk perakitan sebaiknya memanfaatkan untuk menaikkan permukaan kerja
hingga 8 inci (20 cm) untuk membawa rincian lebih dekat ke garis optimum
pandangan 15 darajat. Lain mungkin lebih baik, alternatif adalah untuk kondisi
permukaan miring permukaan kerja baiknya sekitar 15 drajat.
c. Menyediakan kursi yang nyaman untuk operator duduk
Postur duduk penting karena dapat berpengaruh terhadap rasa sakit pada kaki dan
pengeluaran energi secara keseluruhan.
d. Menyediakan penyesuaian di kursi
Sediakan pengaturan pada benda untuk kondisi – kondisi tertentu, seperti tingkat
kemiringan pada tempat duduk di kendaraan sehingga pengguana bisa
menentukan kondisi nyamannya sendiri.
13
e. Mendorong fleksibilitas postural atau postur yang flexibel
Ketinggian stasiun kerja harus disesuaikan sehingga pekerjaan dapat dilakukan
secara efisien baik berdiri atau duduk. Tubuh manusia tidak dirancang hanya
untuk berdiri atau duduk.
f. Menyediakan bantalan anti kelelahan untuk operator berdiri
Berdiri untuk waktu yang lama di lantai semen melelahkan. Operator harus
disediakan tikar anti kelelahan. bantalan memungkinkan dalam membantu
mengurangi kontraksi otot kecil di kaki, memaksa darah untuk bergerak dan
menjaga dari cenderung berkumpul di ekstremitas bawah.
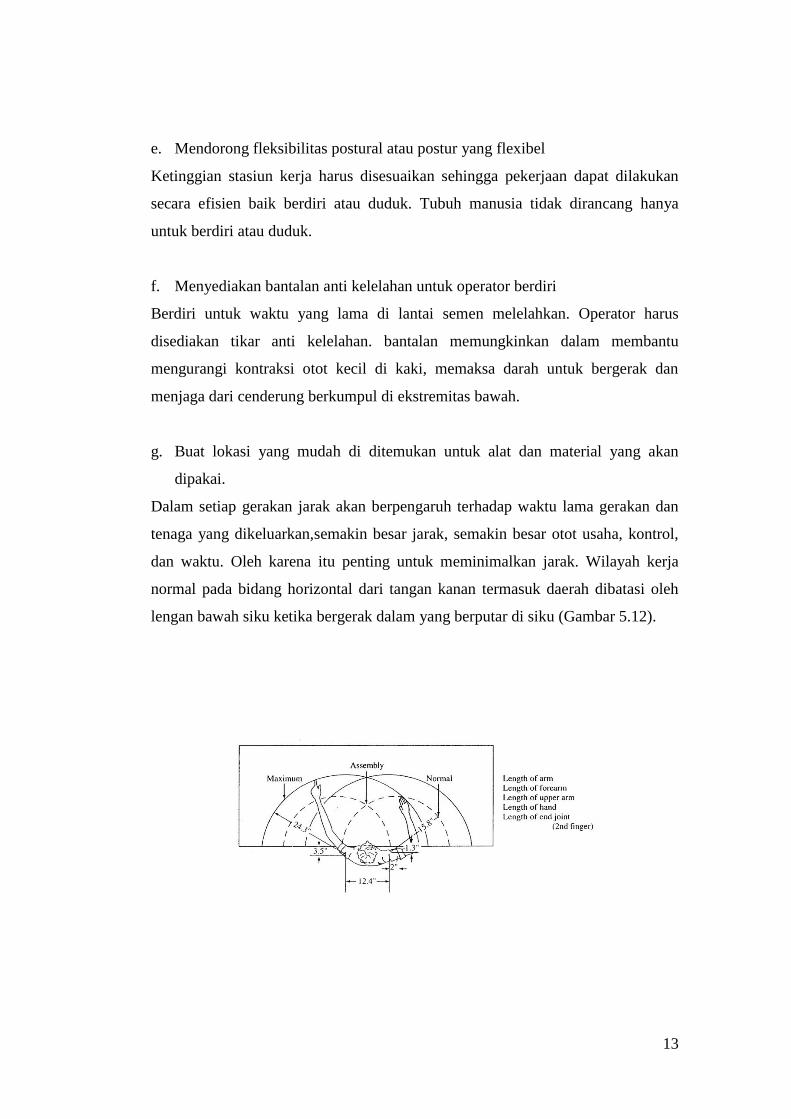
g. Buat lokasi yang mudah di ditemukan untuk alat dan material yang akan
dipakai.
Dalam setiap gerakan jarak akan berpengaruh terhadap waktu lama gerakan dan
tenaga yang dikeluarkan,semakin besar jarak, semakin besar otot usaha, kontrol,
dan waktu. Oleh karena itu penting untuk meminimalkan jarak. Wilayah kerja
normal pada bidang horizontal dari tangan kanan termasuk daerah dibatasi oleh
lengan bawah siku ketika bergerak dalam yang berputar di siku (Gambar 5.12).
14
Gambar 2.3 Contoh Ukuran Jangkauan Tata Letak
Daerah ini merupakan zona paling nyaman di mana gerakan dapat dibuat dengan
tangan bahwa dengan energi yang dikeluarkan normal.
h. Gunakan gaya gravitasi dan jatuhkan pengiriman untuk mengurangi dijangkau
dan berpindah waktu.
Pada aktivitas menjangkau atau berpindah sebaiknya memanfaatkan gaya
gravitasi untuk melakukan kedua hal tersebut, karena dapat mengurangi tenaga
usaha.
i. Mengatur alat, kontrol, dan komponen lainnya secara optimal untuk
meminimalkan gerakan
Susunan yang optimum bergantung pada banyak karakteristik, baik manusia
(kekuatan, mencapai, sensorik) dan tugas (beban, pengulangan, orientasi). Tentu,
tidak semua faktor dapat dioptimalkan. Perancang harus menetapkan prioritas dan
membuat trade-off dalam tata letak tempat kerja.
j. Tetapkan lokasi untuk alat dan material secara berurutan
Penempatan benda kerja yang baik dan berurutan sangatlah penting terutama pada
proses perakitan, hal ini tentu akan memudahkan pengguna dalam melakukan
aktivitasnnya.
2.3.6. Prinsip – Prinsip Rancangan Kerja Pada Mesin Dan Peralatan
1. Buat menjadi satu kelompok untuk alat-alat yang digunakan lebih dari
satu.
2. Gunakan perlengkapan seperti fixture untuk kegiatan menahan atau
memegang tanpa memakai (holding).
3. Buatkan pada setiap bentuk atau tekstur dan kode sebagai alat kontrol.
4. Gunakan ukuran, perpindahan, dan resistan yang sewajarnya.
5. Pastikan kecocokan antara control dengan tampilan.
15
2.3.7. Prinsip – Prinsip Rancangan Kerja Pada Alat
1. Gunakan pegangan dan daya untuk kegiatan-kegiatan yang membutuhkan
kekuatan.
2. Gunakan pegangan untuk kegiatan yang membutuhkan tingkat kepresisian
yang tinggi.
3. Hindari pembebanan lama pada otot statis
4. Lakukan gerakan memutar dengan membungkukan siku lengan.
5. Dalam menggunakan tool kondisi pergelangan tangan harus lurus dengan
lengan.
6. Hindari tekanan pada jaringan otot.
7. Alat desain dapat digunakan oleh kedua tangan dan dapat digunakan orang
secara umum.
8. Desain tool harus menggunakan jari yang kuat seperti jari tengah dan ibu
jari dalam penggunaanya.
9. Desain pegangan dengan diameter 1-5 inc pada peralatan yang
mengandung listrik.
10. Desain rentang pegangan 3 inc pada alat yang memiliki dua pegangan.
11. Desain bentuk pegangan secara tepat dan cocok.
12. Desain permukaan pegangan menjadi lebih rapat dengan tangan.
13. Berat alat tidak lebih dari 5 lb.
14. Penggunaan sarung tangan lebih baik.
15. Gunakan alat-alat yang menggunakan tenaga listrik seperti screwdriver
dalam memasang baut.
16. Mematuhi aturan cara pemakaian dalam menggunakan alat-alat listrik.
17. Gunakan alat karakteristik listrik yang tepat dengan pekerjaan yang
dilakukan.
2.4. Industrial Design
Industrial Designer Society of American(IDSA) mendefinisikan industrial
designer sebagai layanan propessional dalam menciptakan dan mengembangkan
konsep dan spesifikasi yang mengoptimalkan fungsi utama, nilai, dan penampilan
produk dan sistem untuk saling menguntungkan dari kedua pengguna dan
produsen. (Ulrich dan Eppinger : 2012, hal : 210)

16
2.4.1. Proses Desain Industri
Banyak perusahaan besar memiliki department desain industri internal.
Perusahaan kecil cenderung menggunakan layanan Indutrial Designer dengan
membuat kontrak yang diberikan oleh perusahaan konsultan. Desainer industri
harus berpartisipasi penuh pada tim pengembangan produk lintas
fungsional.Sebagian desainer industri mengikuti proses untuk merancang estetika
dan ergonomi suatu produk. Walaupun pendekatan ini mungkin sangat tergantung
pada perusahaan-perusahaan yang sifat proyek, desainer industri juga
menghasilkan beberapa konsep dan kemudian bekerja dengan insinyur untuk
mempersempit pilihan – pilihan yang di buatmelalui serangkaian langkah-langkah
evaluasi.
Tahapan Proses industrial desain ADA terdiri Dari 6 pase yatu sebagai berikut
Menurut Ulrich Dan Eppinger (2012) hal : 217:
1. Investigasi Kebutuhan Pengguna
Walaupun beberapa produk yang lebih baik daripada yang lain, namun
masing-masing memiliki beberapa kekurangan dan membuat pelanggan
keberatan dengan fitur yang ditawarkan. Hal ini cukup membingungkan
perusahaan karena perusahaan telah melakukan pembuatan produk dengan
modal waktu dan biaya yang banyak. Maka dari itu perancang harus
melakukan investigasi mengenai kebutuhan calon pengguna produk ang akan
kita buat, supaya produk ini dapat di gunakan dan memuaskan pengguna.
2. Konseptualisasi
Setelah kebutuhan pelanggan dan kendala dipahami, para desainer industri
membuat konsep produk. Tahapan ini memusatkan perhatian mereka setelah
menemukan solusi untuk fungsi yang lain mengenai teknis produk.
Perangcang harus berkonsentrasi untuk menciptakan bentuk produk dan
antarmuka pengguna. Awalnya , membuat sketsa sederhana, sketsa ini berupa
media yang cepat dan murah untuk mengekspresikan ide-ide dan selanjutnya
di evaluasi.
3. Perbaikan Awal
17
Pada tahap penyempurnaan awal, desainer industri membangun model konsep
yang paling menjanjikan. Model yang halus biasanya dibuat dalam skala
penuh menggunakan busa atau papan busa-core. Mereka adalah metode
tercepat kedua hanya sedikit lebih lambat dari sketsa - digunakan untuk
mengevaluasi konsep.
Walaupun umumnya cukup kasar, model ini sangat berharga karena
memungkinkan tim pengembangan untuk mengekspresikan dan
memvisualisasikan konsep produk dalam tiga dimensi. Konsep dievaluasi oleh
desainer industri, insinyur, personel pemasaran, dan pelanggan potensial
melalui proses menyentuh, mengisi, dan memodifikasi model. Biasanya
desainer akan membangun sebanyak model mungkin tergantung pada waktu
dan keterbatasan keuangan.
4. Penyempurnaan lebih lanjut dan pemilihan konsep akhir
Pada tahap ini, desainer industri sering beralih dari model yang lembut dan
sketsa model keras dan intensives informasi menggambar dikenal sebagai
rendering. Rendering menunjukkan rincian desain dan sering menggambarkan
produk digunakan, kemudian di buat ke dalam tiga dimensi, dan
menyampaikan banyak informasi tentang produk. Rendering sering digunakan
untuk studi warna dan untuk mencicipi penerimaan pelanggan untuk fitur
produk yang diusulkan dan fungsinya.
5. Kontrol gambar atau model
Desainer industri menyelesaikan proses pembangunan mereka dengan
membuat kontrol gambar atau kontrol model konsep akhir. Kontrol
menggambar atau model fungsi dokumen, fitur, ukuran, warna, permukaan
selesai, dan dimensi kunci. Meskipun tidak rinci ke bagian gambar (dikenal
sebagai gambar teknik), mereka dapat digunakan untuk febrikasi model desain
akhir dan prototipe lainnya. Biasanya, gambar ini atau model yang diberikan
kepada tim engineering untuk desain rinci bagian-bagian benda.
6. Koordinasi dengan rekayasa, manufaktur, dan vendor eksternal.
18
Para desainer industri harus terus bekerja sama dengan rekayasa dan
manufaktur pribadi selama proses pengembangan produk selanjutnya.
Beberapa desain industri perusahaan konsultan menawarkan jasa
pengembangan produk cukup komprehensif, termasuk desain teknik rinci dan
seleksi dan manajemen vendor luar bahan, perkakas, komponen, dan jasa
perakitan.
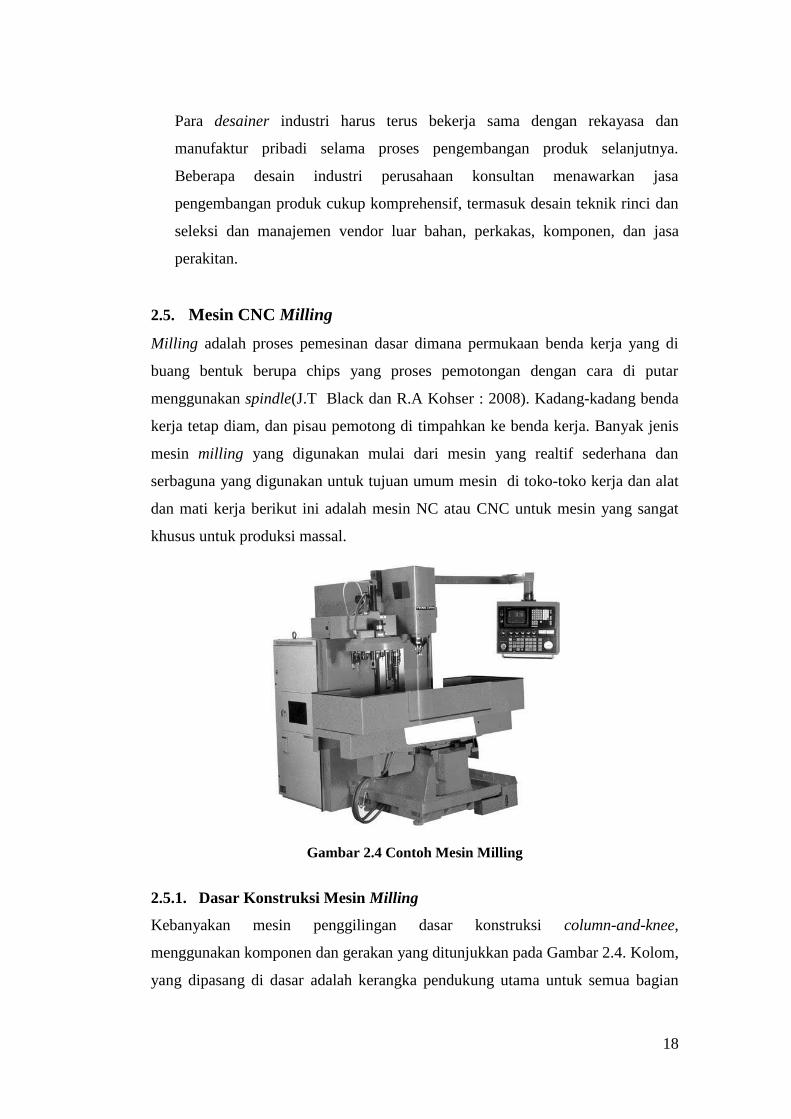
2.5. Mesin CNC Milling
Milling adalah proses pemesinan dasar dimana permukaan benda kerja yang di
buang bentuk berupa chips yang proses pemotongan dengan cara di putar
menggunakan spindle(J.T Black dan R.A Kohser : 2008). Kadang-kadang benda
kerja tetap diam, dan pisau pemotong di timpahkan ke benda kerja. Banyak jenis
mesin milling yang digunakan mulai dari mesin yang realtif sederhana dan
serbaguna yang digunakan untuk tujuan umum mesin di toko-toko kerja dan alat
dan mati kerja berikut ini adalah mesin NC atau CNC untuk mesin yang sangat
khusus untuk produksi massal.
Gambar 2.4 Contoh Mesin Milling
2.5.1. Dasar Konstruksi Mesin Milling
Kebanyakan mesin penggilingan dasar konstruksi column-and-knee,
menggunakan komponen dan gerakan yang ditunjukkan pada Gambar 2.4. Kolom,
yang dipasang di dasar adalah kerangka pendukung utama untuk semua bagian
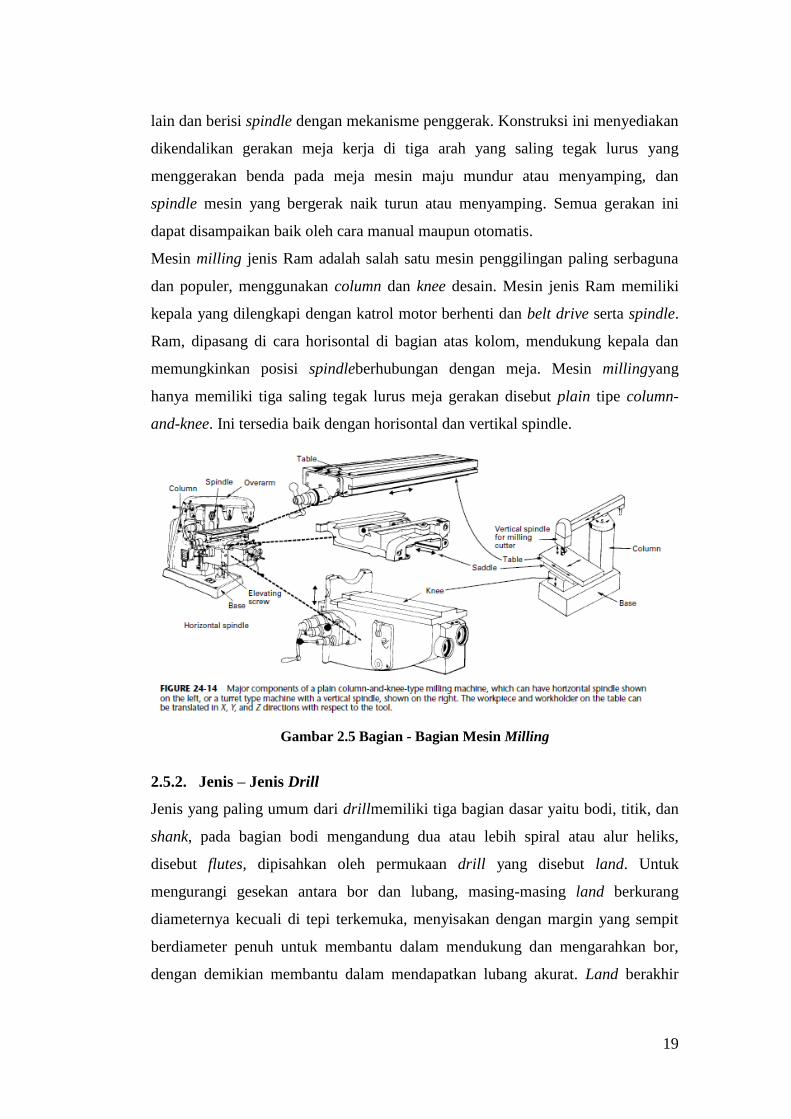
19
lain dan berisi spindle dengan mekanisme penggerak. Konstruksi ini menyediakan
dikendalikan gerakan meja kerja di tiga arah yang saling tegak lurus yang
menggerakan benda pada meja mesin maju mundur atau menyamping, dan
spindle mesin yang bergerak naik turun atau menyamping. Semua gerakan ini
dapat disampaikan baik oleh cara manual maupun otomatis.
Mesin milling jenis Ram adalah salah satu mesin penggilingan paling serbaguna
dan populer, menggunakan column dan knee desain. Mesin jenis Ram memiliki
kepala yang dilengkapi dengan katrol motor berhenti dan belt drive serta spindle.
Ram, dipasang di cara horisontal di bagian atas kolom, mendukung kepala dan
memungkinkan posisi spindleberhubungan dengan meja. Mesin millingyang
hanya memiliki tiga saling tegak lurus meja gerakan disebut plain tipe column-
and-knee. Ini tersedia baik dengan horisontal dan vertikal spindle.
Gambar 2.5 Bagian - Bagian Mesin Milling
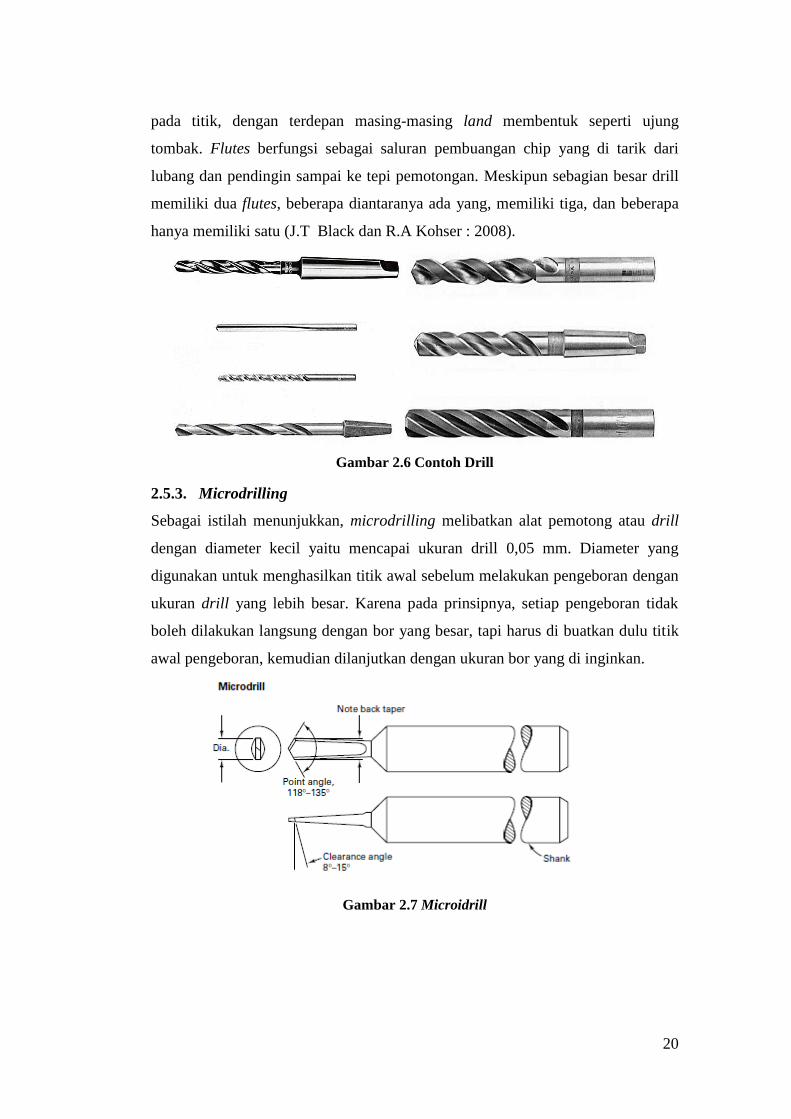
2.5.2. Jenis – Jenis Drill
Jenis yang paling umum dari drillmemiliki tiga bagian dasar yaitu bodi, titik, dan
shank, pada bagian bodi mengandung dua atau lebih spiral atau alur heliks,
disebut flutes, dipisahkan oleh permukaan drill yang disebut land. Untuk
mengurangi gesekan antara bor dan lubang, masing-masing land berkurang
diameternya kecuali di tepi terkemuka, menyisakan dengan margin yang sempit
berdiameter penuh untuk membantu dalam mendukung dan mengarahkan bor,
dengan demikian membantu dalam mendapatkan lubang akurat. Land berakhir
20
pada titik, dengan terdepan masing-masing land membentuk seperti ujung
tombak. Flutes berfungsi sebagai saluran pembuangan chip yang di tarik dari
lubang dan pendingin sampai ke tepi pemotongan. Meskipun sebagian besar drill
memiliki dua flutes, beberapa diantaranya ada yang, memiliki tiga, dan beberapa
hanya memiliki satu (J.T Black dan R.A Kohser : 2008).
Gambar 2.6 Contoh Drill
2.5.3. Microdrilling
Sebagai istilah menunjukkan, microdrilling melibatkan alat pemotong atau drill
dengan diameter kecil yaitu mencapai ukuran drill 0,05 mm. Diameter yang
digunakan untuk menghasilkan titik awal sebelum melakukan pengeboran dengan
ukuran drill yang lebih besar. Karena pada prinsipnya, setiap pengeboran tidak
boleh dilakukan langsung dengan bor yang besar, tapi harus di buatkan dulu titik
awal pengeboran, kemudian dilanjutkan dengan ukuran bor yang di inginkan.
Gambar 2.7 Microidrill
21
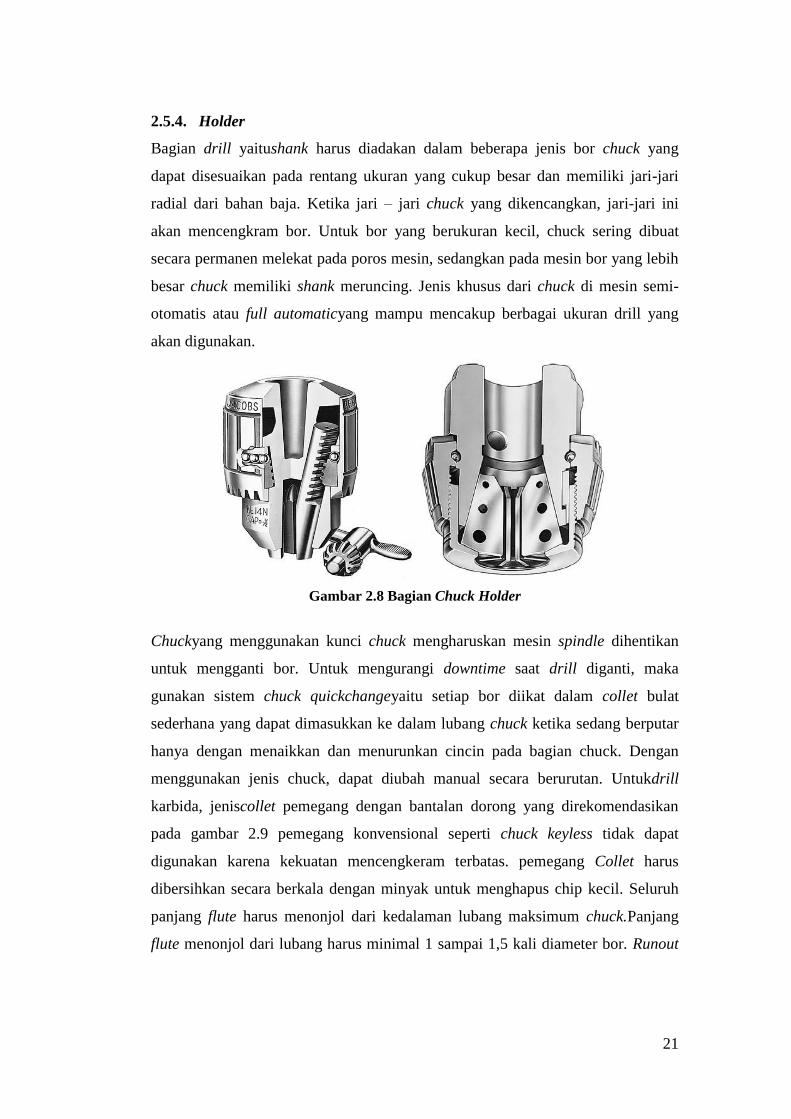
2.5.4. Holder
Bagian drill yaitushank harus diadakan dalam beberapa jenis bor chuck yang
dapat disesuaikan pada rentang ukuran yang cukup besar dan memiliki jari-jari
radial dari bahan baja. Ketika jari – jari chuck yang dikencangkan, jari-jari ini
akan mencengkram bor. Untuk bor yang berukuran kecil, chuck sering dibuat
secara permanen melekat pada poros mesin, sedangkan pada mesin bor yang lebih
besar chuck memiliki shank meruncing. Jenis khusus dari chuck di mesin semi-
otomatis atau full automaticyang mampu mencakup berbagai ukuran drill yang
akan digunakan.
Gambar 2.8 Bagian Chuck Holder
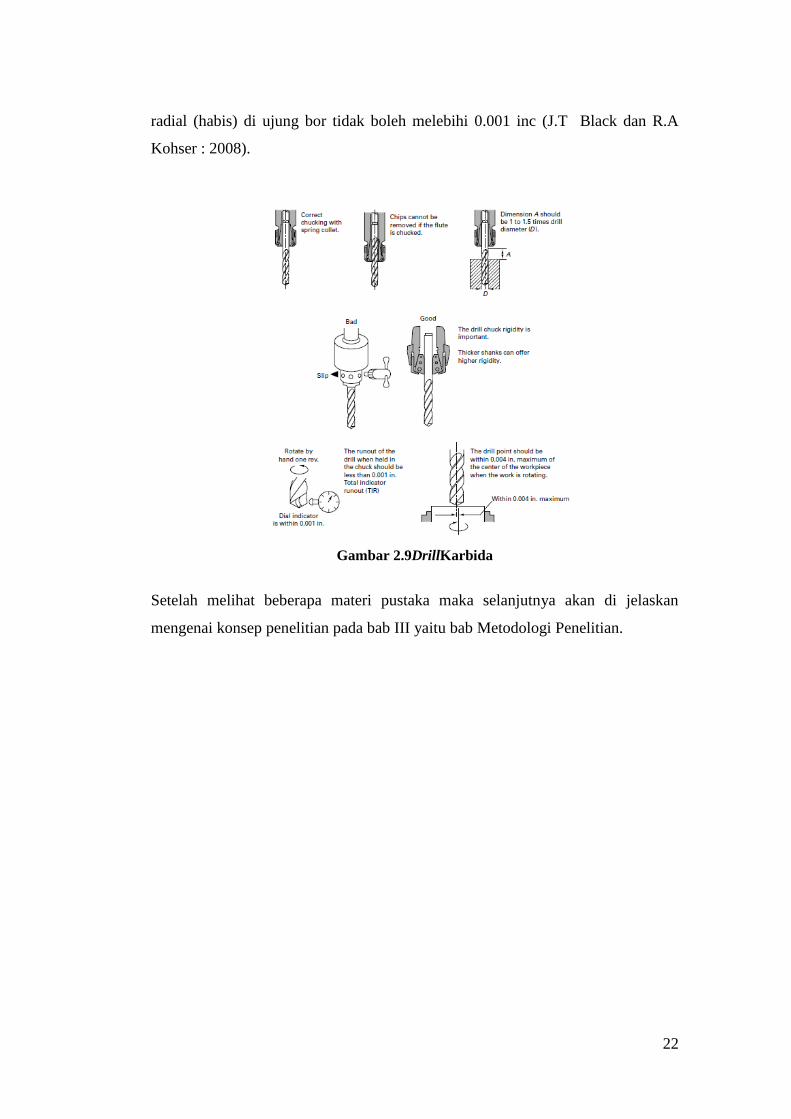
Chuckyang menggunakan kunci chuck mengharuskan mesin spindle dihentikan
untuk mengganti bor. Untuk mengurangi downtime saat drill diganti, maka
gunakan sistem chuck quickchangeyaitu setiap bor diikat dalam collet bulat
sederhana yang dapat dimasukkan ke dalam lubang chuck ketika sedang berputar
hanya dengan menaikkan dan menurunkan cincin pada bagian chuck. Dengan
menggunakan jenis chuck, dapat diubah manual secara berurutan. Untukdrill
karbida, jeniscollet pemegang dengan bantalan dorong yang direkomendasikan
pada gambar 2.9 pemegang konvensional seperti chuck keyless tidak dapat
digunakan karena kekuatan mencengkeram terbatas. pemegang Collet harus
dibersihkan secara berkala dengan minyak untuk menghapus chip kecil. Seluruh
panjang flute harus menonjol dari kedalaman lubang maksimum chuck.Panjang
flute menonjol dari lubang harus minimal 1 sampai 1,5 kali diameter bor. Runout
22
radial (habis) di ujung bor tidak boleh melebihi 0.001 inc (J.T Black dan R.A
Kohser : 2008).
Gambar 2.9DrillKarbida
Setelah melihat beberapa materi pustaka maka selanjutnya akan di jelaskan
mengenai konsep penelitian pada bab III yaitu bab Metodologi Penelitian.
23
BAB III
METODOLOGI PENELITIAN
Metodologi penelitian adalah tahapan-tahapan dalam melakuan penelitian yang
dirancang secara terstruktur dalam menanalisis, dan membuat pemecahan
masalah.
Langkah-langkah yang dilakukan dalam memecahkan permasalahan
dalampengamatan pada penelitian ini adalah sebagai berikut:
1. Melakukan analisa terhadap masalah yang yang terjadi kemudian
menentukan topik permasalahan untuk dilakukan analisa lebih lanjut.
2. Mencari studi literatur mengenai sumber-sumber pustaka yang akan
dijadikan referensi untuk pemecahan masalah tersebut.
3. Mengumpulkan data-data yang berkaitan dengan objek penelitian dengan
cara melakukan pengamatan langsung dilapangan sehingga didapatkan
data-data yang akurat.
4. Menganalisis kegiatan setiap tahapan pada aktivitas – aktivitas kerja yang
ada sehingga dapat diketahui permasalahan-permasalahan secara
terperinci.
5. Membuat perumusan masalah supaya alur perbaikan bisa lebih terarah.
6. Melakukan rencana perbaikan kemudian disimulasikan kepada objek
permasalahan, jika rencana perbaikan tersebut kurang baik terhadap
penyelesaian masalah, maka dilakukan peninjauan kembali rencana
perbaikan tersebut, jika rencana perbaikan tersebut baik terhadap objek
permasalahan dan dapat diterima, maka rencana perbaikan tersebut akan
dijadikan sebagai standart baku kerja.
7. Membuat metodekerja yang baik sehingga waktu menganggur mesin
berkurang, dan penataan benda kerja menjadi rapih untuk memudahkan
operator dalam bekerja.
24
8. Melakukan verifikasi dan validasi dari hasil perbaikan kemudian
bandingkan dengan kondisi sebelum perbaikan dari metode kerja, dan
rancangan area kerja kemudian mengambil kesimpulan.
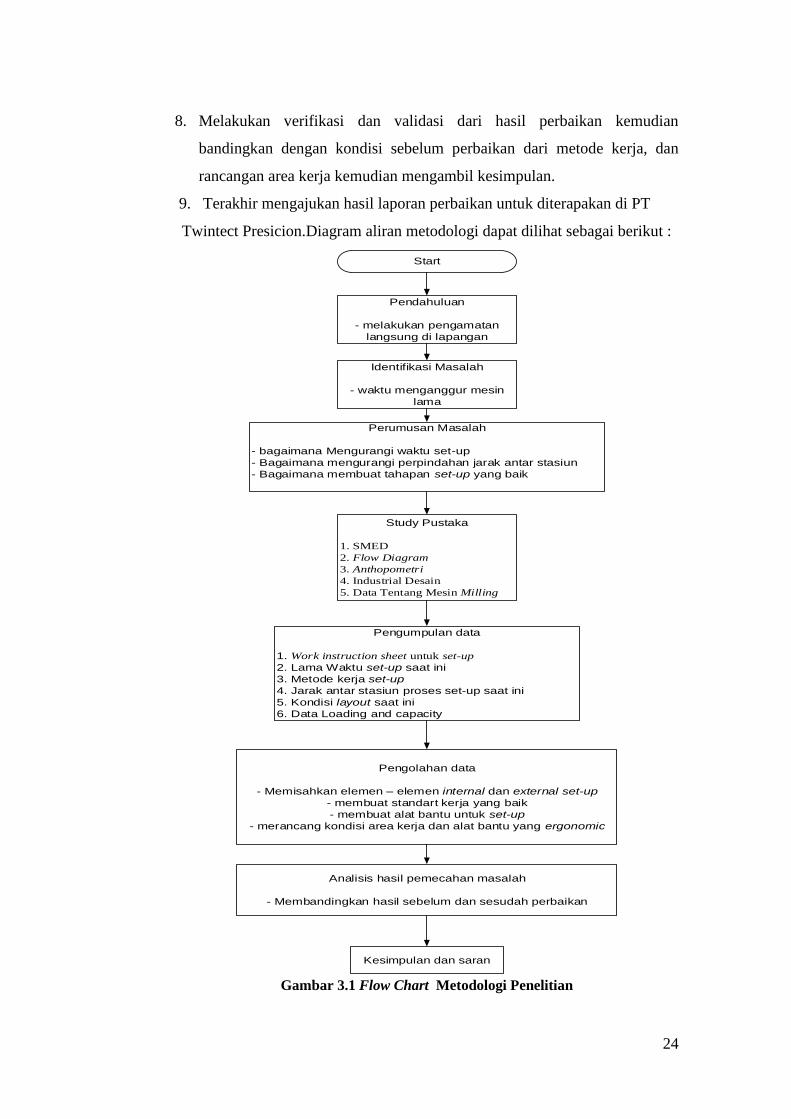
9. Terakhir mengajukan hasil laporan perbaikan untuk diterapakan di PT
Twintect Presicion.Diagram aliran metodologi dapat dilihat sebagai berikut :
Start
Pendahuluan
- melakukan pengamatan
langsung di lapangan
Perumusan Masalah
- bagaimana Mengurangi waktu set-up
- Bagaimana mengurangi perpindahan jarak antar stasiun
- Bagaimana membuat tahapan set-up yang baik
Study Pustaka
1. SMED
2. Flow Diagram
3. Anthopometri
4. Industrial Desain
5. Data Tentang Mesin Milling
Identifikasi Masalah
- waktu menganggur mesin
lama
Pengumpulan data
1. Work instruction sheet untuk set-up
2. Lama Waktu set-up saat ini
3. Metode kerja set-up
4. Jarak antar stasiun proses set-up saat ini
5. Kondisi layout saat ini
6. Data Loading and capacity
Pengolahan data
- Memisahkan elemen – elemen internal dan external set-up
- membuat standart kerja yang baik
- membuat alat bantu untuk set-up
- merancang kondisi area kerja dan alat bantu yang ergonomic
Analisis hasil pemecahan masalah
- Membandingkan hasil sebelum dan sesudah perbaikan
Kesimpulan dan saran
Gambar 3.1 Flow Chart Metodologi Penelitian
25
3.1. Penelitian Pendahuluan
Penelitian pendahuluan merupakan tahapan pertama untuk memulai penelitian.
Tahapan ini dilakukan untuk menidentifikasi permasalahan yang terjadi yang
kemudian dijadikan sebagai objek permasalahan. Penelitian dilakukan di PT
Twintect Presicion, perusahaan ini merupakan perusahaan job order yang
memproduksi produk mold, dies, dan part presicions. Adapun objek yang akan di
teliti yaitu mengenai lamanya waktu set-up saat ini yang menyebabkan tingginya
jam menganggurmesin CNC. Hal itu terjadi diakibatkan oleh beberapa faktor
anatara lain elemen – elemen kerja di lakukan pada saat mesin mati,penempatan
benda kerja juga saling berjauhan dan tidak sesuai tempat penyimpanannya dan
planing proses produksi yang kurang baik sehingga proses produksi menjadi
sering terhambat dikarenakan waktu menunggu mesin.Maka dari itu diperlukan
sebuah improvement dalam tahapan prosedur proses kerja, dan penataan benda
kerja dengan mempetakan setiap tahapan proses.
3.2. Identifikasi Masalah
Tingginya lost time atau waktu menganggur mesin yang diaakibatkan oleh faktor
metode, dan tataletak setiap benda kerja yang kurang baikmenjadi faktor-faktor
yang sangatberpengaruh besar dalam permasalahan ini. Diperlukan data-data
mengenai setiap tahapan proses secara terperinci dan peta setiap benda kerja untuk
menunjang peneliti dalam melakukan perbaikan.
3.3. Perumusan Masalah
Fokus masalah yang harus di perbaiki, sehingga perbaikan pada permasalahan
menjadi terarah.
3.4. Studi Pustaka
Pada tahapan ini dilakukan studi mengenai teori-teori pendukung yang digunakan
untuk referensi dalam pemecahan masalah mengenai SMED, rancangan mengenai
area kerja dan desain alat, dan prosedur kerja. Referensi ini dapat dicari dari buku,
jurnal, laporan penelitian dan situs iternet.

26
3.5. Pengumpulan Data
Pengumpulan data pada penelitian ini dilakukan dengan melakukan observasi
langsung dilapangan yaitu dengan mengukur waktu proses setting dan tahapan-
tahapannya dengan merekam dalam bentuk video sehingga didapatkan tahapan
proses secara aktual dan terperinci. Selain dengan video peneliti juga menproleh
data dari hasil pengukuran secara langsung jarak antar benda kerja dan interview
langsung dengan pihak perusahaan. Adapun data yang didaptkan peneliti yaitu:
1. Work instruction sheet untuk set-up
2. Lama waktu set-up saat ini
3. Metode kerja set-up
4. Jarak antar stasiun proses set-up saat ini
5. Kondisi layout saat ini.
6. Data loading and capacity machine CNC
3.6. Kesimpulan dan Saran
Kesimpulan dan saran berisi tentang poin-poin dari hasil penelitian yang nantinya
akan dijadikan pertimbangan dalam bentuk saran oleh perusahaan apakah hasil
penelitian tersebut layak untuk realisasikan di PT Twintect Presicion. Saran yang
diberiakan lebih bersifat membangun.
Setelah melakukan metodologi penelitian pada bab III maka selanjutnya
dilakukan analisis data pada bab IV yaitu bab data dan analisis.
27
BAB IV
DATA DAN ANALISIS
4.1. Observasi Kondisi Awal
PT.Twintech merupakan perusahaan yang bergerak di bidang manufaktur dies,
fixture, product tool, dan jig dengan tipe produksi job order. Permasalahan yang
kini dialami oleh perusahaan adalah lamanya mesin CNC menganggur sehigga
jam kerja mesin menjadi tidak maksimal. Kondisi mesin menganggur merupakan
salah satu waste atau pemborosan yang tidak memberikan nilai tambah untuk
perusahaan. Berdasarkan data loading and capacity CNC machine tahun dari
priode Januari sampai Juni 2016 di dapatkan data sebagai berikut:
Tabel 4.1 Jumlah Jam Menganggur Mesin CNC Priode Januari – Juli 2016
Jumlah Jam Menganggur Mesin Priode Januari 2016 - Juni 2016
Mesin Bulan Total
(Jam) Rata –
rataIdle
time(Jam) Januari Februari Maret April Mei Juni Juli
Jam
Quasher 1 290 159 152 112 27 50 130 920 131
Quasher 2 390 127 42 201 760 190
Quasher 3 390 127 42 201 760 190
Akira 43 196 181 215 78 60 160 933 133
Robotdrill 440 212 198 216 187 120 144 1517 217
Supermax 1 117 140 284 400 256 258 302 1757 251
Supermax 2 21 207 394 328 240 174 335 1699 243
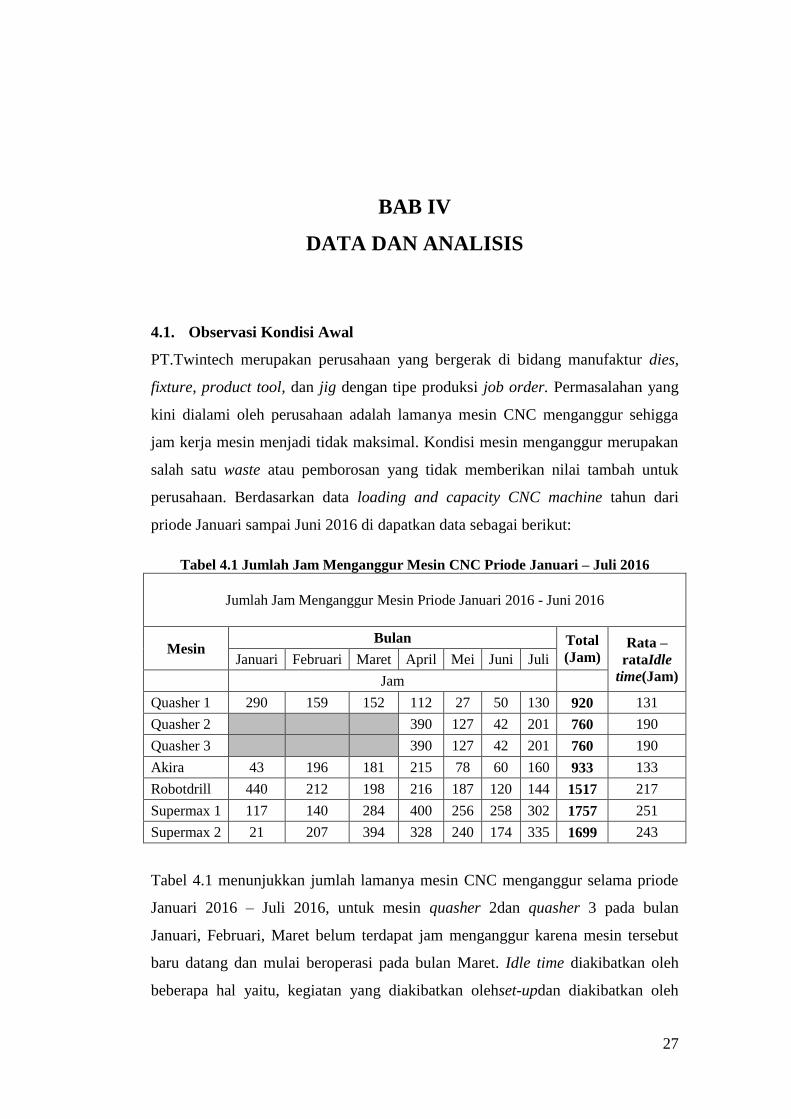
Tabel 4.1 menunjukkan jumlah lamanya mesin CNC menganggur selama priode
Januari 2016 – Juli 2016, untuk mesin quasher 2dan quasher 3 pada bulan
Januari, Februari, Maret belum terdapat jam menganggur karena mesin tersebut
baru datang dan mulai beroperasi pada bulan Maret. Idle time diakibatkan oleh
beberapa hal yaitu, kegiatan yang diakibatkan olehset-updan diakibatkan oleh
28
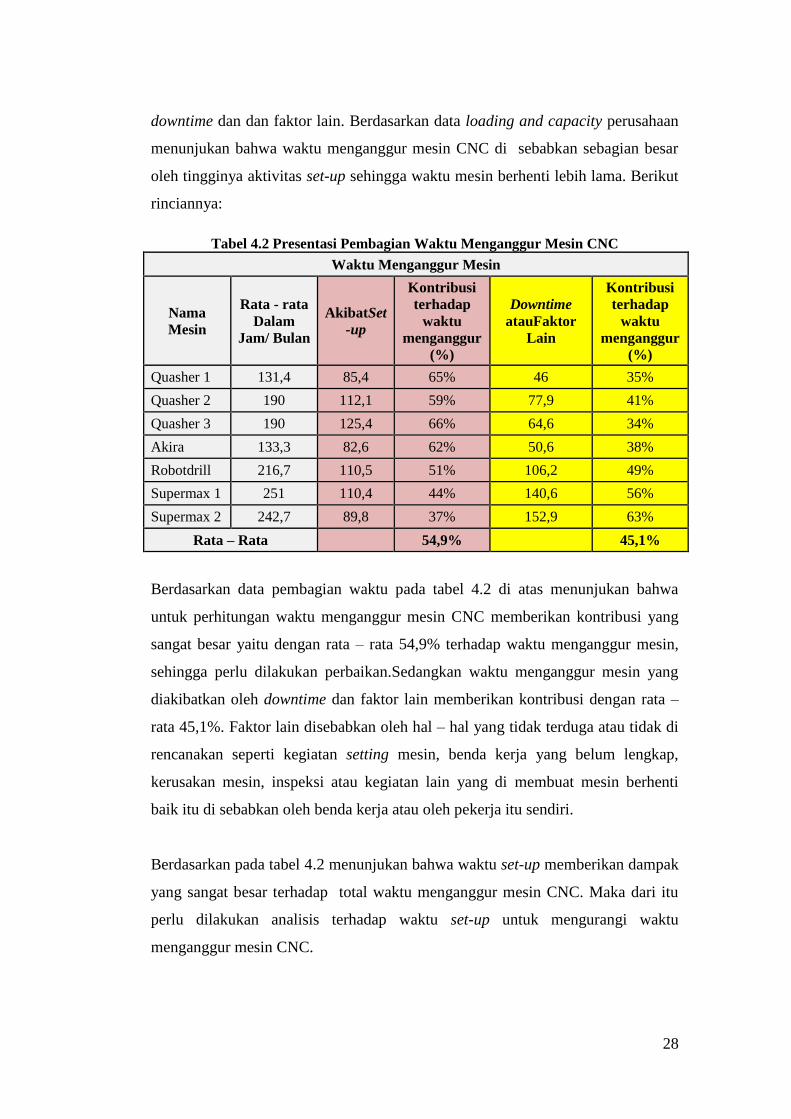
downtime dan dan faktor lain. Berdasarkan data loading and capacity perusahaan
menunjukan bahwa waktu menganggur mesin CNC di sebabkan sebagian besar
oleh tingginya aktivitas set-up sehingga waktu mesin berhenti lebih lama. Berikut
rinciannya:
Tabel 4.2 Presentasi Pembagian Waktu Menganggur Mesin CNC
Waktu Menganggur Mesin
Nama
Mesin
Rata - rata
Dalam
Jam/ Bulan
AkibatSet
-up
Kontribusi
terhadap
waktu
menganggur
(%)
Downtime
atauFaktor
Lain
Kontribusi
terhadap
waktu
menganggur
(%)
Quasher 1 131,4 85,4 65% 46 35%
Quasher 2 190 112,1 59% 77,9 41%
Quasher 3 190 125,4 66% 64,6 34%
Akira 133,3 82,6 62% 50,6 38%
Robotdrill 216,7 110,5 51% 106,2 49%
Supermax 1 251 110,4 44% 140,6 56%
Supermax 2 242,7 89,8 37% 152,9 63%
Rata – Rata 54,9% 45,1%
Berdasarkan data pembagian waktu pada tabel 4.2 di atas menunjukan bahwa
untuk perhitungan waktu menganggur mesin CNC memberikan kontribusi yang
sangat besar yaitu dengan rata – rata 54,9% terhadap waktu menganggur mesin,
sehingga perlu dilakukan perbaikan.Sedangkan waktu menganggur mesin yang
diakibatkan oleh downtime dan faktor lain memberikan kontribusi dengan rata –
rata 45,1%. Faktor lain disebabkan oleh hal – hal yang tidak terduga atau tidak di
rencanakan seperti kegiatan setting mesin, benda kerja yang belum lengkap,
kerusakan mesin, inspeksi atau kegiatan lain yang di membuat mesin berhenti
baik itu di sebabkan oleh benda kerja atau oleh pekerja itu sendiri.
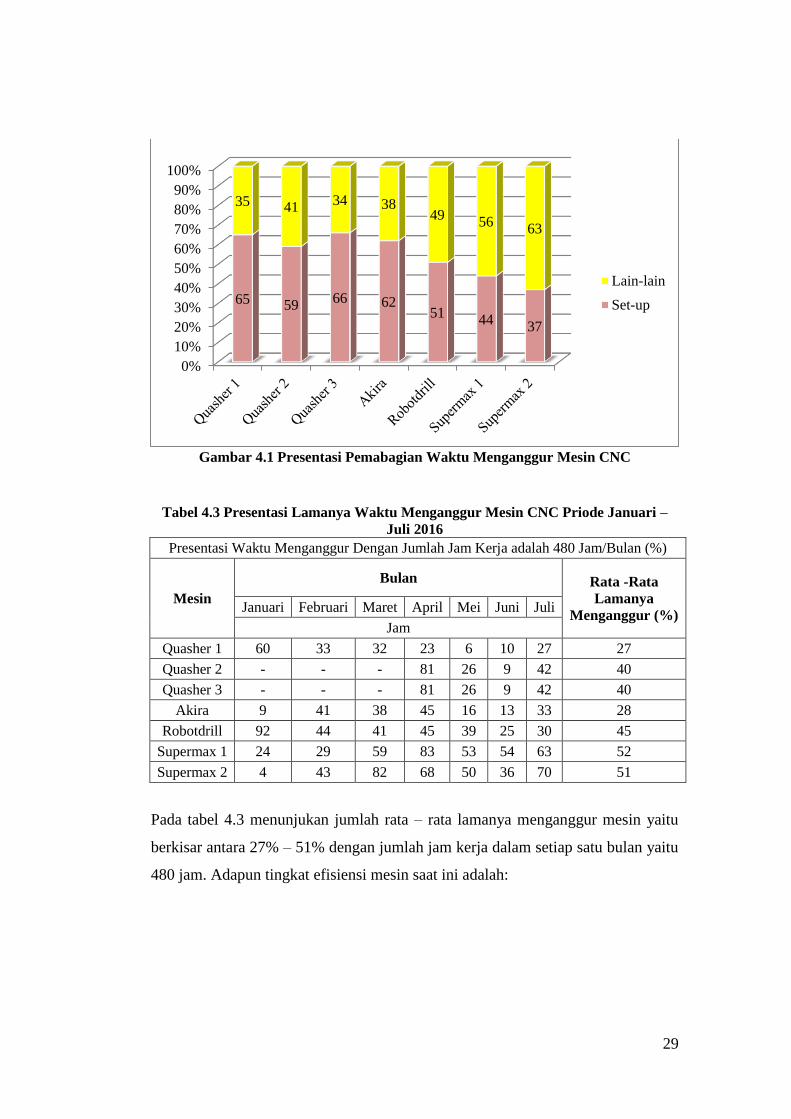
Berdasarkan pada tabel 4.2 menunjukan bahwa waktu set-up memberikan dampak
yang sangat besar terhadap total waktu menganggur mesin CNC. Maka dari itu
perlu dilakukan analisis terhadap waktu set-up untuk mengurangi waktu
menganggur mesin CNC.
29
Gambar 4.1 Presentasi Pemabagian Waktu Menganggur Mesin CNC
Tabel 4.3 Presentasi Lamanya Waktu Menganggur Mesin CNC Priode Januari –
Juli 2016
Presentasi Waktu Menganggur Dengan Jumlah Jam Kerja adalah 480 Jam/Bulan (%)
Mesin
Bulan Rata -Rata
Lamanya
Menganggur (%) Januari Februari Maret April Mei Juni Juli
Jam
Quasher 1 60 33 32 23 6 10 27 27
Quasher 2 - - - 81 26 9 42 40
Quasher 3 - - - 81 26 9 42 40
Akira 9 41 38 45 16 13 33 28
Robotdrill 92 44 41 45 39 25 30 45
Supermax 1 24 29 59 83 53 54 63 52
Supermax 2 4 43 82 68 50 36 70 51
Pada tabel 4.3 menunjukan jumlah rata – rata lamanya menganggur mesin yaitu
berkisar antara 27% – 51% dengan jumlah jam kerja dalam setiap satu bulan yaitu
480 jam. Adapun tingkat efisiensi mesin saat ini adalah:
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
65 5966 62
5144
37
35 4134 38
4956
63
Lain-lain
Set-up
30
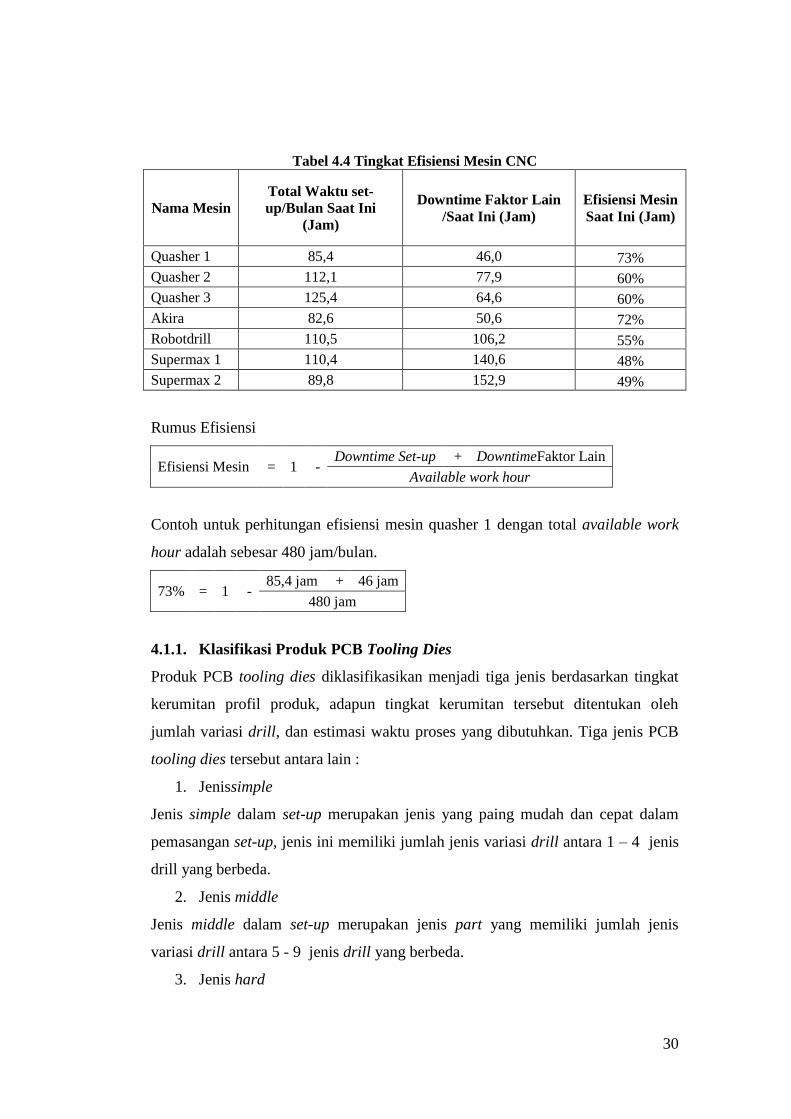
Tabel 4.4 Tingkat Efisiensi Mesin CNC
Nama Mesin Total Waktu set-
up/Bulan Saat Ini
(Jam)
Downtime Faktor Lain
/Saat Ini (Jam) Efisiensi Mesin
Saat Ini (Jam)
Quasher 1 85,4 46,0 73%
Quasher 2 112,1 77,9 60%
Quasher 3 125,4 64,6 60%
Akira 82,6 50,6 72%
Robotdrill 110,5 106,2 55%
Supermax 1 110,4 140,6 48%
Supermax 2 89,8 152,9 49%
Rumus Efisiensi
Efisiensi Mesin = 1 - Downtime Set-up + DowntimeFaktor Lain
Available work hour
Contoh untuk perhitungan efisiensi mesin quasher 1 dengan total available work
hour adalah sebesar 480 jam/bulan.
73% = 1 - 85,4 jam + 46 jam
480 jam
4.1.1. Klasifikasi Produk PCB Tooling Dies
Produk PCB tooling dies diklasifikasikan menjadi tiga jenis berdasarkan tingkat
kerumitan profil produk, adapun tingkat kerumitan tersebut ditentukan oleh
jumlah variasi drill, dan estimasi waktu proses yang dibutuhkan. Tiga jenis PCB
tooling dies tersebut antara lain :
1. Jenissimple
Jenis simple dalam set-up merupakan jenis yang paing mudah dan cepat dalam
pemasangan set-up, jenis ini memiliki jumlah jenis variasi drill antara 1 – 4 jenis
drill yang berbeda.
2. Jenis middle
Jenis middle dalam set-up merupakan jenis part yang memiliki jumlah jenis
variasi drill antara 5 - 9 jenis drill yang berbeda.
3. Jenis hard
31
Jenis hard dalam set-up merupakan jenis yang paing sulit dan lama dalam
pemasangan set-up, jenis ini memiliki jumlah jenis variasi drill lebih dari 9 jenis
drill yang berbeda.
4.1.2. Data Waktu Set-up Sebelum Melakukan Perbaikan
Waktu set-up merupakan waktu persiapan yang diperlukan untuk melakukan
operasi / kerja (Satwikaningrum: 2006). Pada perusahaan manufaktur model job
order, kegiatan set-up akan sering terjadi karena jumlah variasi produk sangat
tinggi dan hal ini menjadi salah satu konsekuensi yang harus diterima oleh
perusahaan job order.
Dari data yang telah dianalisis bahwa gerakan set-up pada proses pembuatan part
PCB tooling dies yang dilakukan pada mesin CNC manapun tahapannya sama,
namun yang membedakan adalah dari ukuran drill yang akan digunakan karena
variasi produk dibedakan oleh jumlah drill dan desain yang diminta.
4.1.2.1. Urutan Tahapan Set-up
Urutan tahapan – tahapan set-up yang ada pada saat ini cukup beragam, hal ini
terjadi karena belum adannya standard mengenai urutan tahapan set-up. Berikut
macam – macam pola urutan set-up yang ada selama pengamatan:
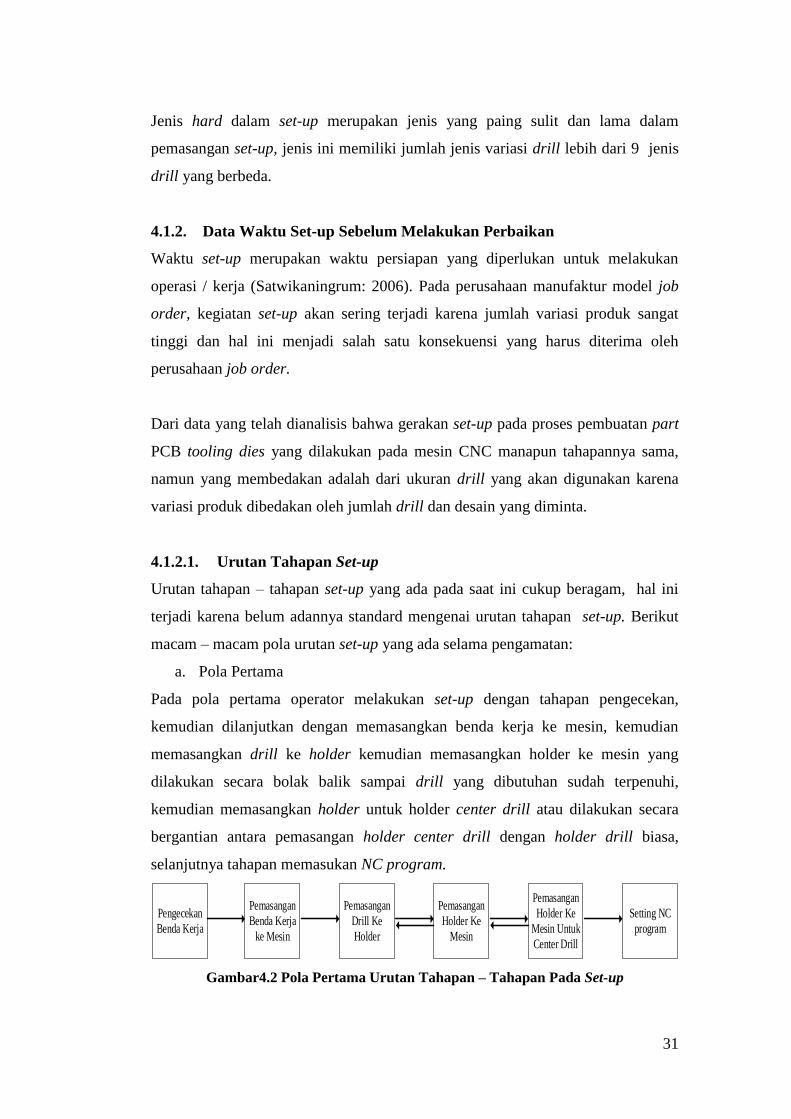
a. Pola Pertama
Pada pola pertama operator melakukan set-up dengan tahapan pengecekan,
kemudian dilanjutkan dengan memasangkan benda kerja ke mesin, kemudian
memasangkan drill ke holder kemudian memasangkan holder ke mesin yang
dilakukan secara bolak balik sampai drill yang dibutuhan sudah terpenuhi,
kemudian memasangkan holder untuk holder center drill atau dilakukan secara
bergantian antara pemasangan holder center drill dengan holder drill biasa,
selanjutnya tahapan memasukan NC program.
Pengecekan
Benda Kerja
Pemasangan
Drill Ke
Holder
Pemasangan
Holder Ke
Mesin
Pemasangan
Holder Ke
Mesin Untuk
Center Drill
Pemasangan
Benda Kerja
ke Mesin
Setting NC
program
Gambar4.2 Pola Pertama Urutan Tahapan – Tahapan Pada Set-up
32
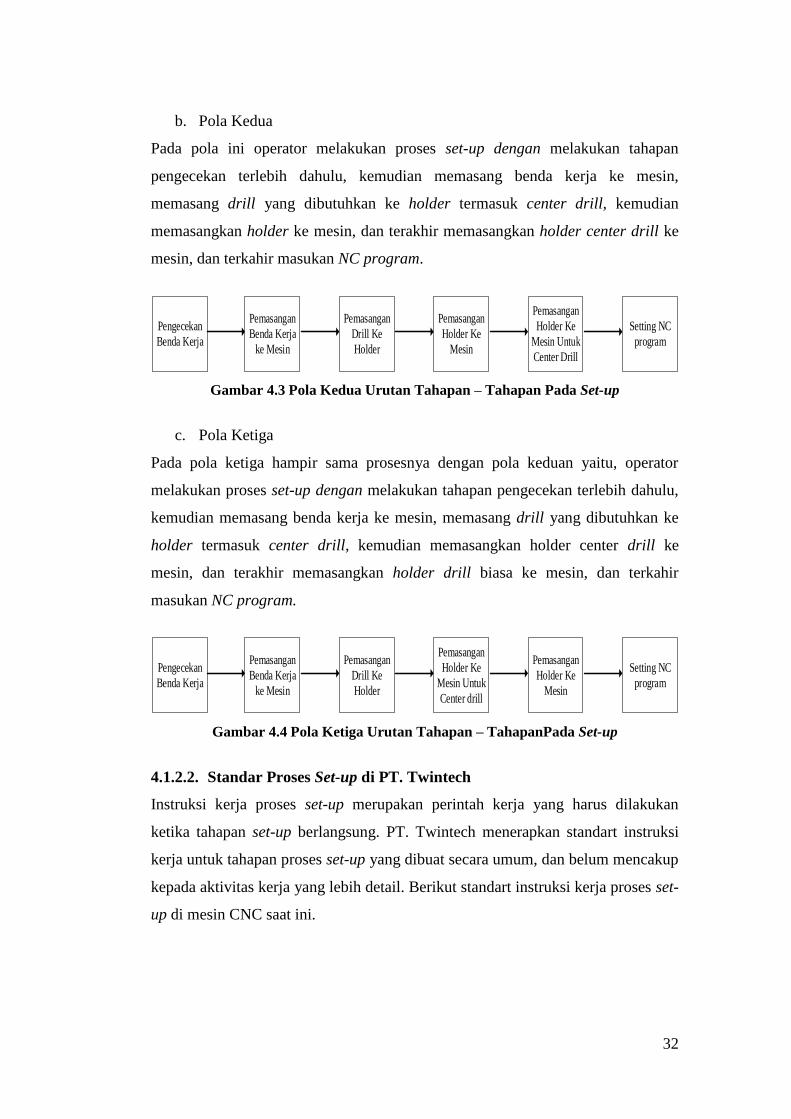
b. Pola Kedua
Pada pola ini operator melakukan proses set-up dengan melakukan tahapan
pengecekan terlebih dahulu, kemudian memasang benda kerja ke mesin,
memasang drill yang dibutuhkan ke holder termasuk center drill, kemudian
memasangkan holder ke mesin, dan terakhir memasangkan holder center drill ke
mesin, dan terkahir masukan NC program.
Pengecekan
Benda Kerja
Pemasangan
Drill Ke
Holder
Pemasangan
Holder Ke
Mesin
Pemasangan
Holder Ke
Mesin Untuk
Center Drill
Pemasangan
Benda Kerja
ke Mesin
Setting NC
program
Gambar 4.3 Pola Kedua Urutan Tahapan – Tahapan Pada Set-up
c. Pola Ketiga
Pada pola ketiga hampir sama prosesnya dengan pola keduan yaitu, operator
melakukan proses set-up dengan melakukan tahapan pengecekan terlebih dahulu,
kemudian memasang benda kerja ke mesin, memasang drill yang dibutuhkan ke
holder termasuk center drill, kemudian memasangkan holder center drill ke
mesin, dan terakhir memasangkan holder drill biasa ke mesin, dan terkahir
masukan NC program.
Pengecekan
Benda Kerja
Pemasangan
Drill Ke
Holder
Pemasangan
Holder Ke
Mesin Untuk
Center drill
Pemasangan
Holder Ke
Mesin
Pemasangan
Benda Kerja
ke Mesin
Setting NC
program
Gambar 4.4 Pola Ketiga Urutan Tahapan – TahapanPada Set-up
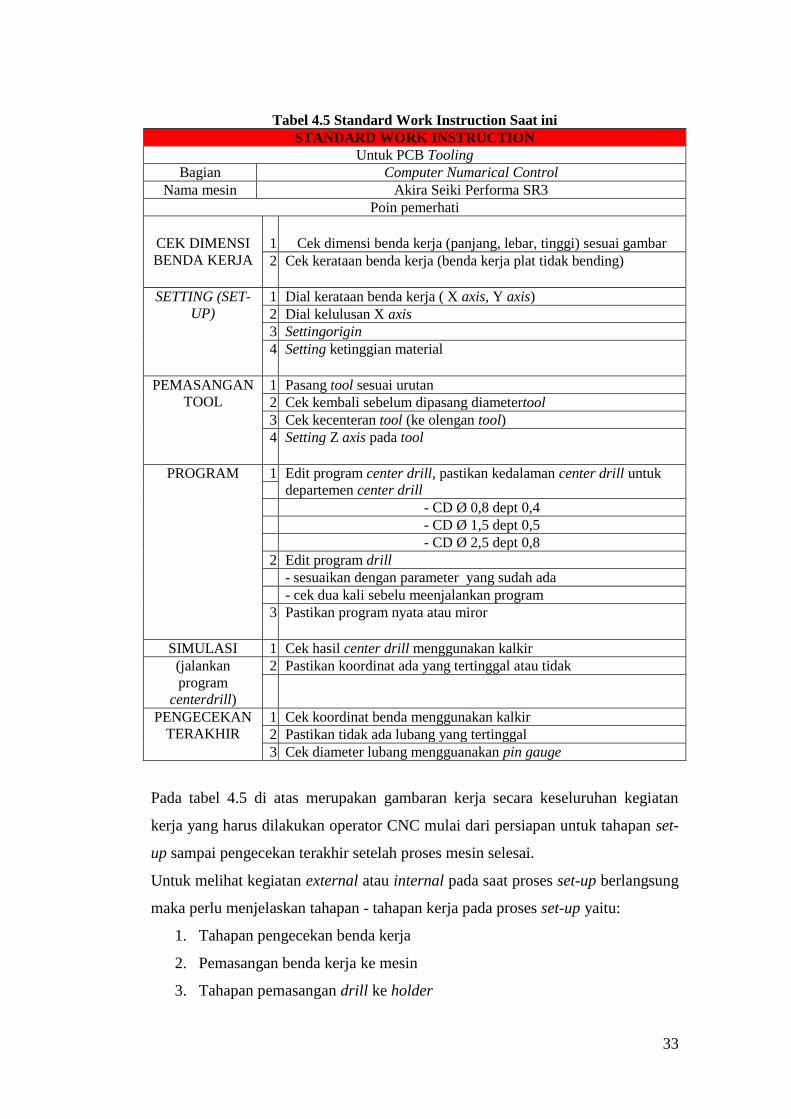
4.1.2.2. Standar Proses Set-up di PT. Twintech
Instruksi kerja proses set-up merupakan perintah kerja yang harus dilakukan
ketika tahapan set-up berlangsung. PT. Twintech menerapkan standart instruksi
kerja untuk tahapan proses set-up yang dibuat secara umum, dan belum mencakup
kepada aktivitas kerja yang lebih detail. Berikut standart instruksi kerja proses set-
up di mesin CNC saat ini.
33
Tabel 4.5 Standard Work Instruction Saat ini
STANDARD WORK INSTRUCTION Untuk PCB Tooling
Bagian Computer Numarical Control Nama mesin Akira Seiki Performa SR3
Poin pemerhati
CEK DIMENSI
BENDA KERJA
1
Cek dimensi benda kerja (panjang, lebar, tinggi) sesuai gambar
2 Cek kerataan benda kerja (benda kerja plat tidak bending)
SETTING (SET-
UP) 1 Dial kerataan benda kerja ( X axis, Y axis) 2 Dial kelulusan X axis 3 Settingorigin 4 Setting ketinggian material
PEMASANGAN
TOOL 1 Pasang tool sesuai urutan 2 Cek kembali sebelum dipasang diametertool 3 Cek kecenteran tool (ke olengan tool) 4 Setting Z axis pada tool
PROGRAM 1 Edit program center drill, pastikan kedalaman center drill untuk
departemen center drill - CD Ø 0,8 dept 0,4
- CD Ø 1,5 dept 0,5
- CD Ø 2,5 dept 0,8 2 Edit program drill
- sesuaikan dengan parameter yang sudah ada
- cek dua kali sebelu meenjalankan program 3 Pastikan program nyata atau miror
SIMULASI 1 Cek hasil center drill menggunakan kalkir (jalankan
program
centerdrill)
2 Pastikan koordinat ada yang tertinggal atau tidak
PENGECEKAN
TERAKHIR 1 Cek koordinat benda menggunakan kalkir 2 Pastikan tidak ada lubang yang tertinggal 3 Cek diameter lubang mengguanakan pin gauge
Pada tabel 4.5 di atas merupakan gambaran kerja secara keseluruhan kegiatan
kerja yang harus dilakukan operator CNC mulai dari persiapan untuk tahapan set-
up sampai pengecekan terakhir setelah proses mesin selesai.
Untuk melihat kegiatan external atau internal pada saat proses set-up berlangsung
maka perlu menjelaskan tahapan - tahapan kerja pada proses set-up yaitu:
1. Tahapan pengecekan benda kerja
2. Pemasangan benda kerja ke mesin
3. Tahapan pemasangan drill ke holder
34
4. Tahapan pemasangan center drill ke holder
5. Tahapan pemasangan holder ke mesin
6. Setting NC program
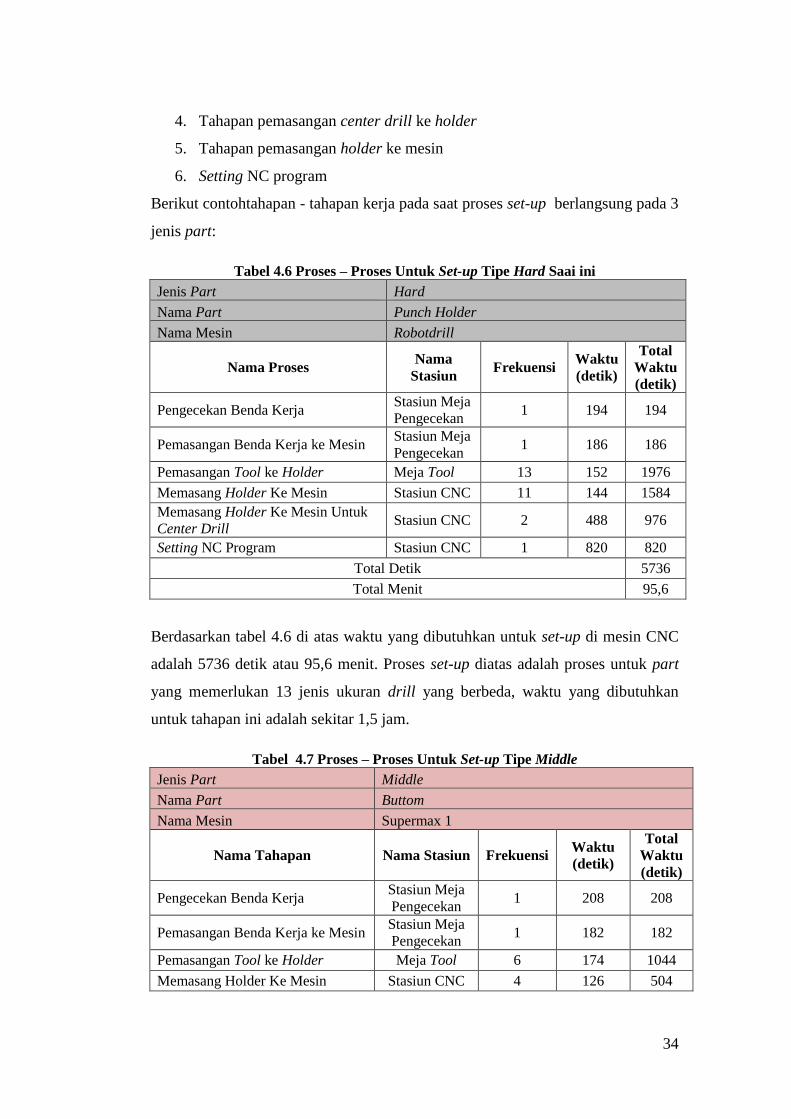
Berikut contohtahapan - tahapan kerja pada saat proses set-up berlangsung pada 3
jenis part:
Tabel 4.6 Proses – Proses Untuk Set-up Tipe Hard Saai ini
Jenis Part Hard
Nama Part Punch Holder
Nama Mesin Robotdrill
Nama Proses Nama
Stasiun Frekuensi
Waktu
(detik)
Total
Waktu
(detik)
Pengecekan Benda Kerja Stasiun Meja
Pengecekan 1 194 194
Pemasangan Benda Kerja ke Mesin Stasiun Meja
Pengecekan 1 186 186
Pemasangan Tool ke Holder Meja Tool 13 152 1976
Memasang Holder Ke Mesin Stasiun CNC 11 144 1584
Memasang Holder Ke Mesin Untuk
Center Drill Stasiun CNC 2 488 976
Setting NC Program Stasiun CNC 1 820 820
Total Detik 5736
Total Menit 95,6
Berdasarkan tabel 4.6 di atas waktu yang dibutuhkan untuk set-up di mesin CNC
adalah 5736 detik atau 95,6 menit. Proses set-up diatas adalah proses untuk part
yang memerlukan 13 jenis ukuran drill yang berbeda, waktu yang dibutuhkan
untuk tahapan ini adalah sekitar 1,5 jam.
Tabel 4.7 Proses – Proses Untuk Set-up Tipe Middle
Jenis Part Middle
Nama Part Buttom
Nama Mesin Supermax 1
Nama Tahapan Nama Stasiun Frekuensi Waktu
(detik)
Total
Waktu
(detik)
Pengecekan Benda Kerja Stasiun Meja
Pengecekan 1 208 208
Pemasangan Benda Kerja ke Mesin Stasiun Meja
Pengecekan 1 182 182
Pemasangan Tool ke Holder Meja Tool 6 174 1044
Memasang Holder Ke Mesin Stasiun CNC 4 126 504
35
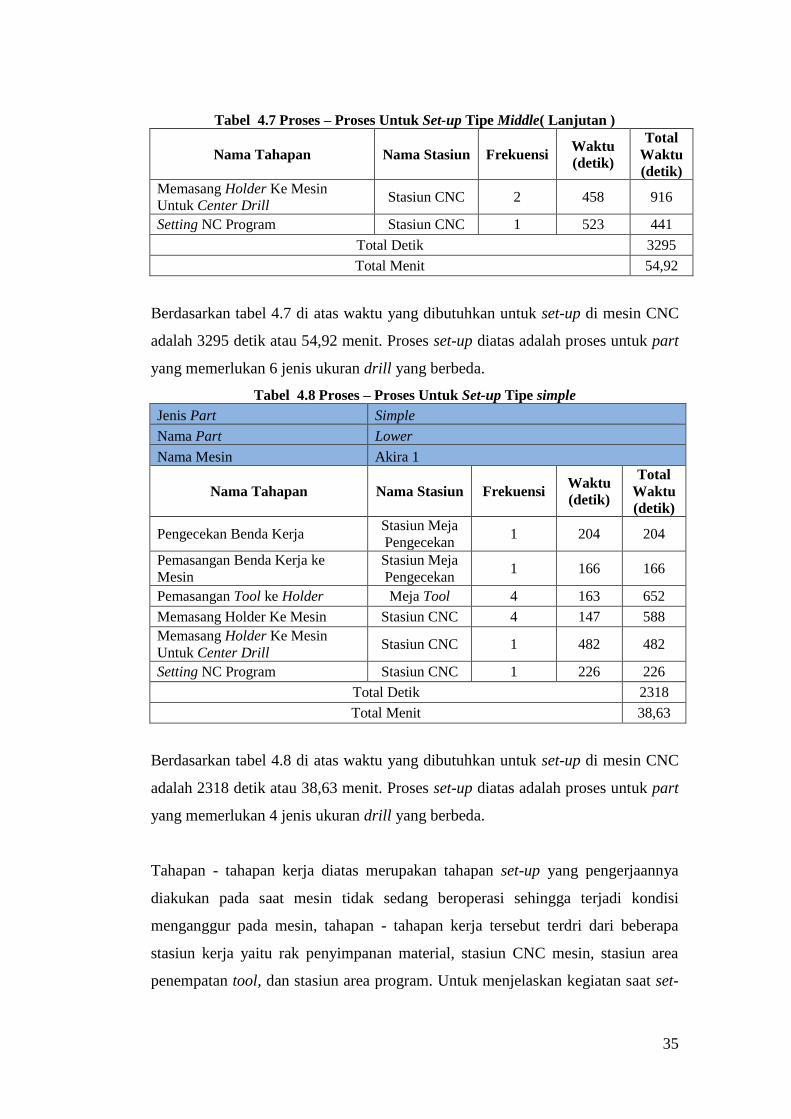
Tabel 4.7 Proses – Proses Untuk Set-up Tipe Middle( Lanjutan )
Nama Tahapan Nama Stasiun Frekuensi Waktu
(detik)
Total
Waktu
(detik) Memasang Holder Ke Mesin
Untuk Center Drill Stasiun CNC 2 458 916
Setting NC Program Stasiun CNC 1 523 441
Total Detik 3295
Total Menit 54,92
Berdasarkan tabel 4.7 di atas waktu yang dibutuhkan untuk set-up di mesin CNC
adalah 3295 detik atau 54,92 menit. Proses set-up diatas adalah proses untuk part
yang memerlukan 6 jenis ukuran drill yang berbeda.
Tabel 4.8 Proses – Proses Untuk Set-up Tipe simple
Jenis Part Simple
Nama Part Lower
Nama Mesin Akira 1
Nama Tahapan Nama Stasiun Frekuensi Waktu
(detik)
Total
Waktu
(detik)
Pengecekan Benda Kerja Stasiun Meja
Pengecekan 1 204 204
Pemasangan Benda Kerja ke
Mesin Stasiun Meja
Pengecekan 1 166 166
Pemasangan Tool ke Holder Meja Tool 4 163 652
Memasang Holder Ke Mesin Stasiun CNC 4 147 588
Memasang Holder Ke Mesin
Untuk Center Drill Stasiun CNC 1 482 482
Setting NC Program Stasiun CNC 1 226 226
Total Detik 2318
Total Menit 38,63
Berdasarkan tabel 4.8 di atas waktu yang dibutuhkan untuk set-up di mesin CNC
adalah 2318 detik atau 38,63 menit. Proses set-up diatas adalah proses untuk part
yang memerlukan 4 jenis ukuran drill yang berbeda.
Tahapan - tahapan kerja diatas merupakan tahapan set-up yang pengerjaannya
diakukan pada saat mesin tidak sedang beroperasi sehingga terjadi kondisi
menganggur pada mesin, tahapan - tahapan kerja tersebut terdri dari beberapa
stasiun kerja yaitu rak penyimpanan material, stasiun CNC mesin, stasiun area
penempatan tool, dan stasiun area program. Untuk menjelaskan kegiatan saat set-
36
up berlangsung maka dapat digambarkan alur proses mesin dari mulai berhenti
sampai running kembali berikut gambaran alur proses pergantian part dari produk
satu ke part yang lainnya:
Mesin berhenti Proses set-up Mesin dijalankanInspeksi
Gambar 4.5 Alur Proses Pergantian part
Pada saat mesin selesai mengerjakan proses part maka mesin berhenti kemudian
dilanjutkan dengan tahapan inspeksi selama 10 – 20 menit tergantung dari jumlah
tipe produknya, kemudian operator melakukan aktivitas set-up untuk memproses
part selanjutnya dan kemudian mesin kembali dijalankan, proses pada mesin
sendiri bisa bermacam – macam tergantung pada jenis dan tingkat kesulitan
produk itu sendiri, bisa mencapai waktu berjam – jam.
4.1.3. Data Layout Antar Stasiun
Stasiun kerja yang digunakan dalam proses tahapan set-up terdiri dari 3 stasiun
kerja, yang menjadi area – area operator dalam melakukan kegitan – kegiatan set-
up diantaranya:
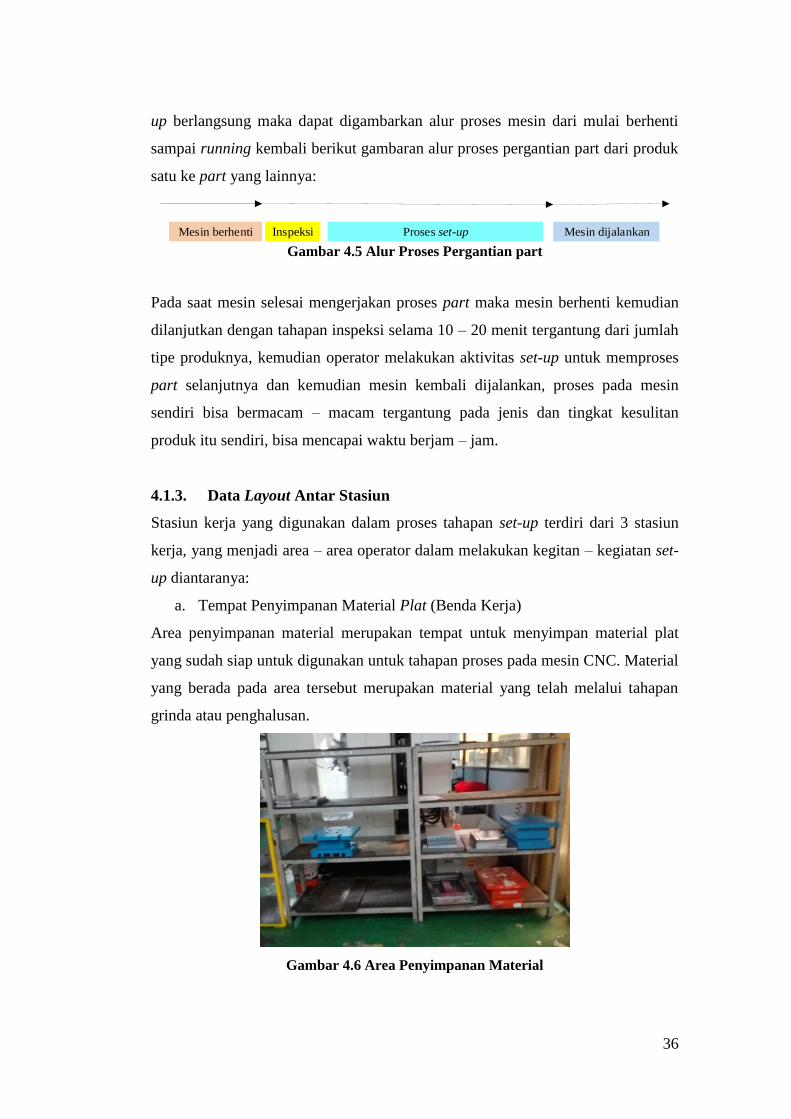
a. Tempat Penyimpanan Material Plat (Benda Kerja)
Area penyimpanan material merupakan tempat untuk menyimpan material plat
yang sudah siap untuk digunakan untuk tahapan proses pada mesin CNC. Material
yang berada pada area tersebut merupakan material yang telah melalui tahapan
grinda atau penghalusan.
Gambar 4.6 Area Penyimpanan Material
37
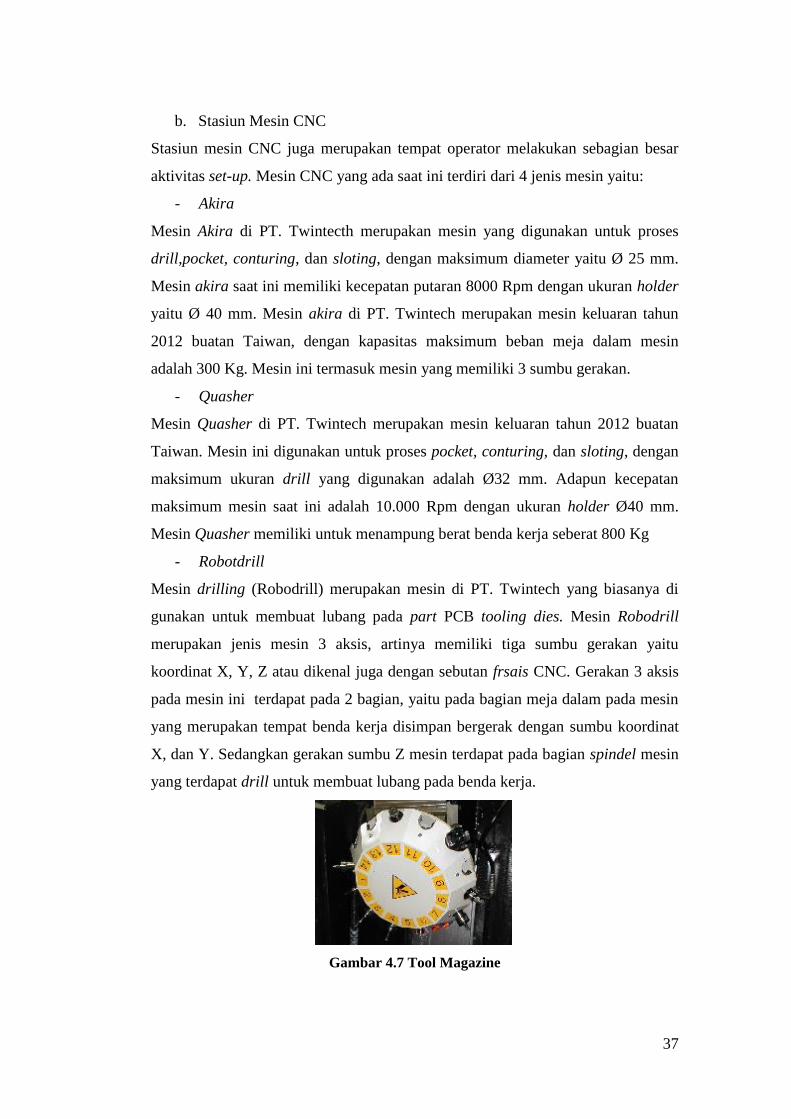
b. Stasiun Mesin CNC
Stasiun mesin CNC juga merupakan tempat operator melakukan sebagian besar
aktivitas set-up. Mesin CNC yang ada saat ini terdiri dari 4 jenis mesin yaitu:
- Akira
Mesin Akira di PT. Twintecth merupakan mesin yang digunakan untuk proses
drill,pocket, conturing, dan sloting, dengan maksimum diameter yaitu Ø 25 mm.
Mesin akira saat ini memiliki kecepatan putaran 8000 Rpm dengan ukuran holder
yaitu Ø 40 mm. Mesin akira di PT. Twintech merupakan mesin keluaran tahun
2012 buatan Taiwan, dengan kapasitas maksimum beban meja dalam mesin
adalah 300 Kg. Mesin ini termasuk mesin yang memiliki 3 sumbu gerakan.
- Quasher
Mesin Quasher di PT. Twintech merupakan mesin keluaran tahun 2012 buatan
Taiwan. Mesin ini digunakan untuk proses pocket, conturing, dan sloting, dengan
maksimum ukuran drill yang digunakan adalah Ø32 mm. Adapun kecepatan
maksimum mesin saat ini adalah 10.000 Rpm dengan ukuran holder Ø40 mm.
Mesin Quasher memiliki untuk menampung berat benda kerja seberat 800 Kg
- Robotdrill
Mesin drilling (Robodrill) merupakan mesin di PT. Twintech yang biasanya di
gunakan untuk membuat lubang pada part PCB tooling dies. Mesin Robodrill
merupakan jenis mesin 3 aksis, artinya memiliki tiga sumbu gerakan yaitu
koordinat X, Y, Z atau dikenal juga dengan sebutan frsais CNC. Gerakan 3 aksis
pada mesin ini terdapat pada 2 bagian, yaitu pada bagian meja dalam pada mesin
yang merupakan tempat benda kerja disimpan bergerak dengan sumbu koordinat
X, dan Y. Sedangkan gerakan sumbu Z mesin terdapat pada bagian spindel mesin
yang terdapat drill untuk membuat lubang pada benda kerja.
Gambar 4.7 Tool Magazine
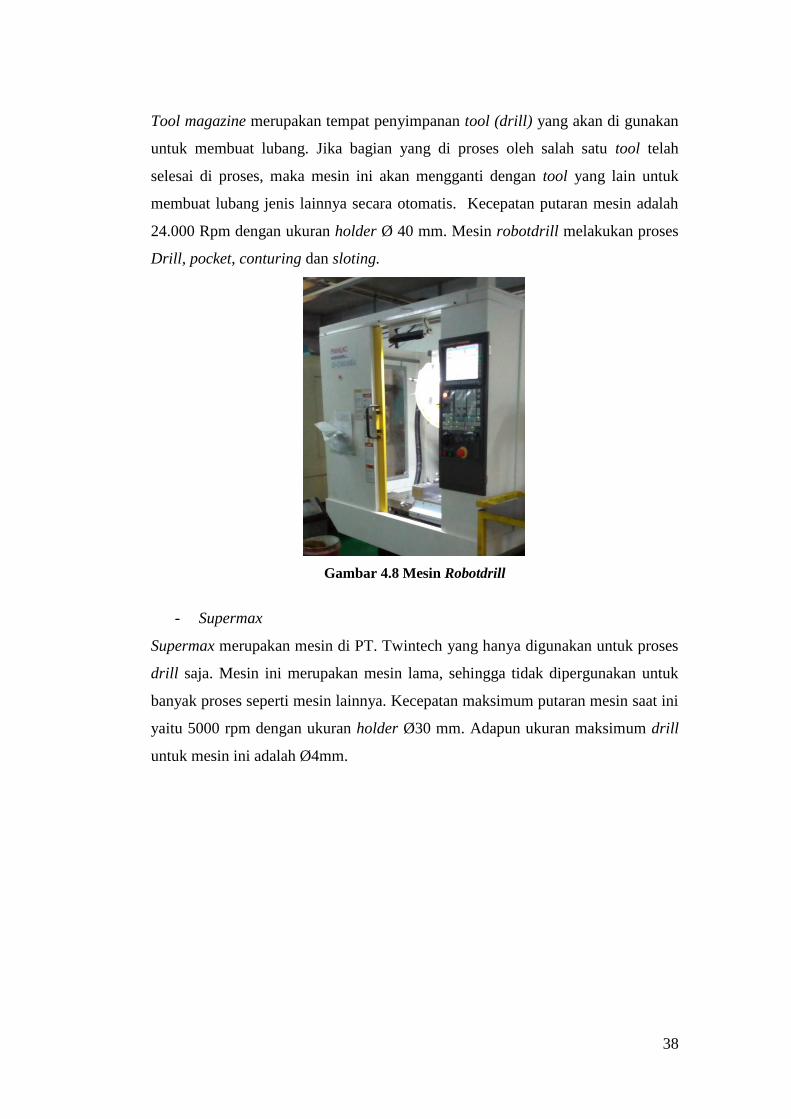
38
Tool magazine merupakan tempat penyimpanan tool (drill) yang akan di gunakan
untuk membuat lubang. Jika bagian yang di proses oleh salah satu tool telah
selesai di proses, maka mesin ini akan mengganti dengan tool yang lain untuk
membuat lubang jenis lainnya secara otomatis. Kecepatan putaran mesin adalah
24.000 Rpm dengan ukuran holder Ø 40 mm. Mesin robotdrill melakukan proses
Drill, pocket, conturing dan sloting.
Gambar 4.8 Mesin Robotdrill
- Supermax
Supermax merupakan mesin di PT. Twintech yang hanya digunakan untuk proses
drill saja. Mesin ini merupakan mesin lama, sehingga tidak dipergunakan untuk
banyak proses seperti mesin lainnya. Kecepatan maksimum putaran mesin saat ini
yaitu 5000 rpm dengan ukuran holder Ø30 mm. Adapun ukuran maksimum drill
untuk mesin ini adalah Ø4mm.

39
Gambar 4.9 Area Set-up di Mesin CNC
c. Stasiun peyimpanan tool
Stasiun area penyimpanan tool di adalah area untuk operator dalam melakukan
aktivitas pemasangan drill ke jig, area ini juga sebagai tempat penyimpanan drill
–drill yang akan digunakan untuk proses CNC. Penyimpanan area tool menjadi
area yang harus diperbaiki karena tempat penyimpanan tidak tertata dengan baik
sehingga operator kesulitan dalam mencari tool yang akan digunakan.
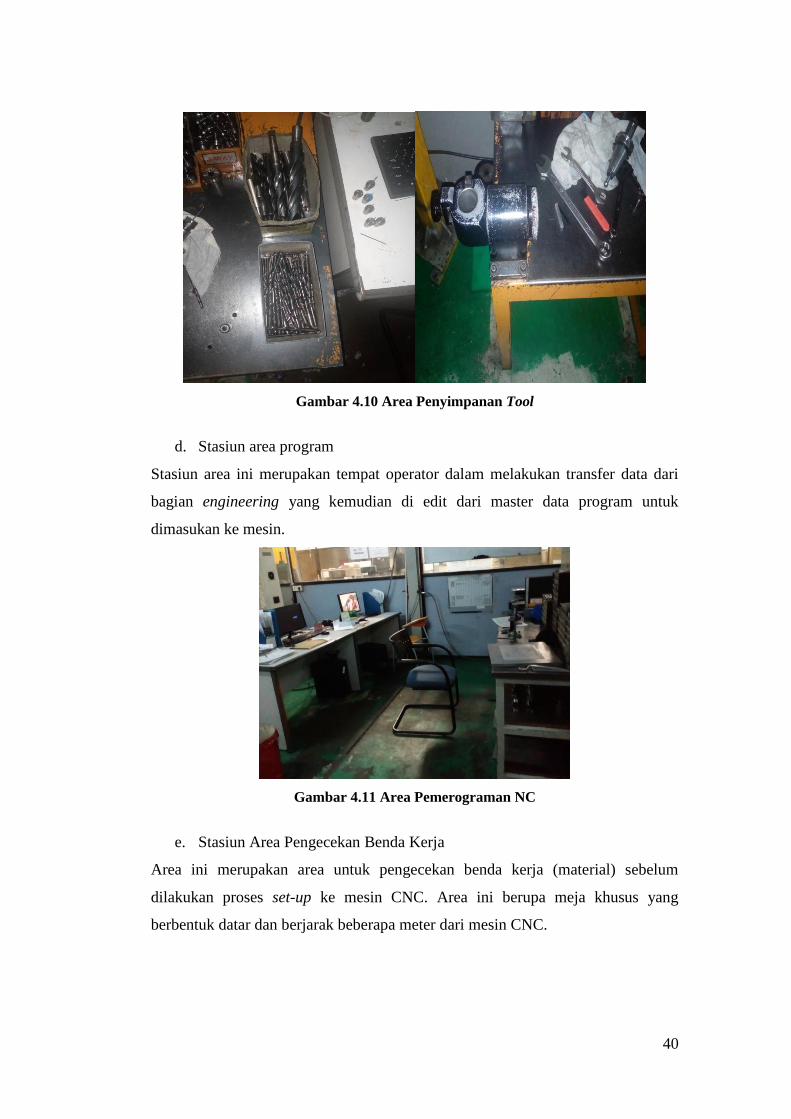
40
Gambar 4.10 Area Penyimpanan Tool
d. Stasiun area program
Stasiun area ini merupakan tempat operator dalam melakukan transfer data dari
bagian engineering yang kemudian di edit dari master data program untuk
dimasukan ke mesin.
Gambar 4.11 Area Pemerograman NC
e. Stasiun Area Pengecekan Benda Kerja
Area ini merupakan area untuk pengecekan benda kerja (material) sebelum
dilakukan proses set-up ke mesin CNC. Area ini berupa meja khusus yang
berbentuk datar dan berjarak beberapa meter dari mesin CNC.

41
Gambar 4.12 Area Pengecekan Benda Kerja
4.1.4. Kegiatan Operator Mesin CNC
Jumlah operator CNC saat ini berjumlah 8 orang, terdiri dari 4 orang dalam satu
shiftnya dengan waktu kerja yaitu 8 jam. Kegiatan operator mesin CNC selama
bekerja antara lain:
- Melakukan proses set-up
Kegiatan set-up untuk part PCB tooling dies dilakukan oleh operator rata – rata
sebanyak 4 kali set-up dalam satu shift.
- Melakukan inspeksi
Inspeksi dilakukan setelah proses pada mesin CNC selesai. Proses inspeksi rata –
rata dilakukan selama 30 menit untuk produk yang jenis hard atau produk yang
membutuhkan jumlah drill yang banyak. Proses inspeksi dilakukan dengan
mengambil bebrapa contoh dari masing masing jenis ukuran drill.
- Melakukan kegiatan perawatan mesin
Perawatan mesin merupakan kegiatan yang harus dilakukan oleh operator ketika
mesin sedang proses, adapun kegiatan – kegiatan lain yang berkaitan dengan
perawatan seperti melakukan kegiatan bersih – bersih area kerja, pengegcekan
kondisi tool namun aktualnya kegiatan ini jarang dilakukan.
- Melakukan repair pada part

42
Kegiatan repair part merupakan kegiatan memperbaiki part yang telah di proses
CNC, kegiatan repair ini biasanya dilakukan pada lubang part yang tidak sesuai
spesifikasi yang diakibatkan oleh tool yang tumpul.
4.2. Analisis Kondisi Saat Ini
PT. Twintect merupakan perusahaan job order yang memproduksi jig, fixture,
dies dan tool presicon lainnya. Permasalahan yang ada pada saat ini ialah jumlah
waktu set-up yang lama yaitu dapat mencapai 2 kali lipat dari jumlah waktu set-up
yang di targetkan. Hal ini tentu akan berpengaruh terhadap jumlah downtime
mesin, mengingat jumlah set-up rata – rata terjadi sebanyak 3 – 4 kali dalam satu
sift kerja. Selain itu jarak tempuh yang di butuhkan dalam melakukan proses set-
up juga sangat tinggi, hal ini tentu akan berdampak pula terhadap lamanya waktu
set-up karena perpindahan operator dari stasiun ke stasiun lainnya dalam
melakukan set-up di lakukan ketika mesin sedang dalam keadaan berhenti.
4.2.1. Elemen - Elemen Kerja Pada Tiap – Tiap Tahapan
Pada tahapan – tahapan proses set-up, terdapat 6 tahapan kerja pada proses set-up
dimana dari semua tahapan tersebut secara umum urutan pengerjaannya sama
pada semua tipe produk. Diantara tahapan – tahapan yang secara umum sama
pengerjaannya pada semua tipe produk antara lain:
1. Tahapan pengecekan awal benda kerja
2. Tahapan pemasangan benda kerja ke mesin
3. Tahapan memasang drill ke holder
4. Tahapan Memasang holder ke mesin untuk centre drill
5. Tahapan pemasangan holderke mesin
6. Pemerograman NC program
Sedangkan tahapan yang berbeda antara setiap produk yaitu tahapan
pemerograman program NC. Untuk memisahkan aktivitas inernal dan external
maka perlu melihat tiap – tiap elemen kerja pada setiap tahapan proses set-up.
Berikut elemen – elemen kerja beserta waktu rata – rata dari tiap tahapan proses
set-up dari beberapa jenis part simple, middle, dan hard:
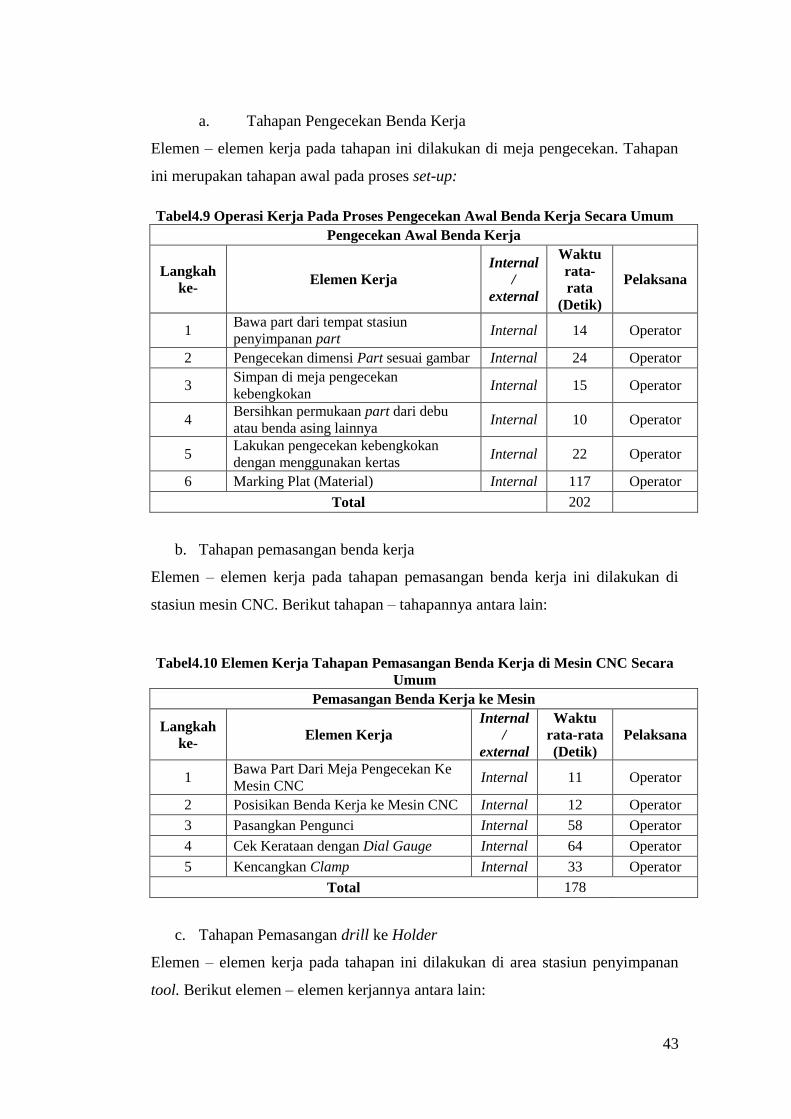
43
a. Tahapan Pengecekan Benda Kerja
Elemen – elemen kerja pada tahapan ini dilakukan di meja pengecekan. Tahapan
ini merupakan tahapan awal pada proses set-up:
Tabel4.9 Operasi Kerja Pada Proses Pengecekan Awal Benda Kerja Secara Umum
Pengecekan Awal Benda Kerja
Langkah
ke- Elemen Kerja
Internal
/
external
Waktu
rata-
rata
(Detik)
Pelaksana
1 Bawa part dari tempat stasiun
penyimpanan part Internal 14 Operator
2 Pengecekan dimensi Part sesuai gambar Internal 24 Operator
3 Simpan di meja pengecekan
kebengkokan Internal 15 Operator
4 Bersihkan permukaan part dari debu
atau benda asing lainnya Internal 10 Operator
5 Lakukan pengecekan kebengkokan
dengan menggunakan kertas Internal 22 Operator
6 Marking Plat (Material) Internal 117 Operator
Total 202
b. Tahapan pemasangan benda kerja
Elemen – elemen kerja pada tahapan pemasangan benda kerja ini dilakukan di
stasiun mesin CNC. Berikut tahapan – tahapannya antara lain:
Tabel4.10 Elemen Kerja Tahapan Pemasangan Benda Kerja di Mesin CNC Secara
Umum
Pemasangan Benda Kerja ke Mesin
Langkah
ke- Elemen Kerja
Internal
/
external
Waktu
rata-rata
(Detik) Pelaksana
1 Bawa Part Dari Meja Pengecekan Ke
Mesin CNC Internal 11 Operator
2 Posisikan Benda Kerja ke Mesin CNC Internal 12 Operator
3 Pasangkan Pengunci Internal 58 Operator
4 Cek Kerataan dengan Dial Gauge Internal 64 Operator
5 Kencangkan Clamp Internal 33 Operator
Total 178
c. Tahapan Pemasangan drill ke Holder
Elemen – elemen kerja pada tahapan ini dilakukan di area stasiun penyimpanan
tool. Berikut elemen – elemen kerjannya antara lain:
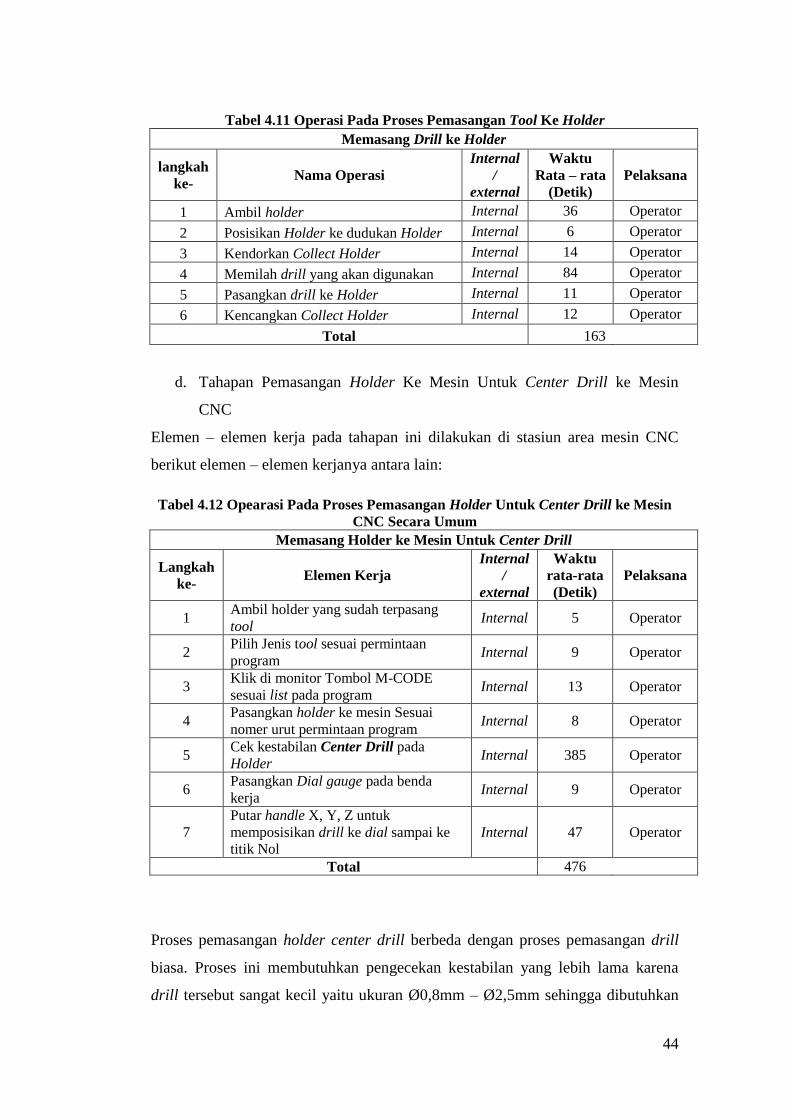
44
Tabel 4.11 Operasi Pada Proses Pemasangan Tool Ke Holder
Memasang Drill ke Holder
langkah
ke- Nama Operasi
Internal
/
external
Waktu Rata – rata
(Detik) Pelaksana
1 Ambil holder Internal 36 Operator
2 Posisikan Holder ke dudukan Holder Internal 6 Operator
3 Kendorkan Collect Holder Internal 14 Operator
4 Memilah drill yang akan digunakan Internal 84 Operator
5 Pasangkan drill ke Holder Internal 11 Operator
6 Kencangkan Collect Holder Internal 12 Operator
Total 163
d. Tahapan Pemasangan Holder Ke Mesin Untuk Center Drill ke Mesin
CNC
Elemen – elemen kerja pada tahapan ini dilakukan di stasiun area mesin CNC
berikut elemen – elemen kerjanya antara lain:
Tabel 4.12 Opearasi Pada Proses Pemasangan Holder Untuk Center Drill ke Mesin
CNC Secara Umum
Memasang Holder ke Mesin Untuk Center Drill
Langkah
ke- Elemen Kerja
Internal
/
external
Waktu
rata-rata
(Detik) Pelaksana
1 Ambil holder yang sudah terpasang
tool Internal 5 Operator
2 Pilih Jenis tool sesuai permintaan
program Internal 9 Operator
3 Klik di monitor Tombol M-CODE
sesuai list pada program Internal 13 Operator
4 Pasangkan holder ke mesin Sesuai
nomer urut permintaan program Internal 8 Operator
5 Cek kestabilan Center Drill pada
Holder Internal 385 Operator
6 Pasangkan Dial gauge pada benda
kerja Internal 9 Operator
7 Putar handle X, Y, Z untuk
memposisikan drill ke dial sampai ke
titik Nol Internal 47 Operator
Total 476
Proses pemasangan holder center drill berbeda dengan proses pemasangan drill
biasa. Proses ini membutuhkan pengecekan kestabilan yang lebih lama karena
drill tersebut sangat kecil yaitu ukuran Ø0,8mm – Ø2,5mm sehingga dibutuhkan
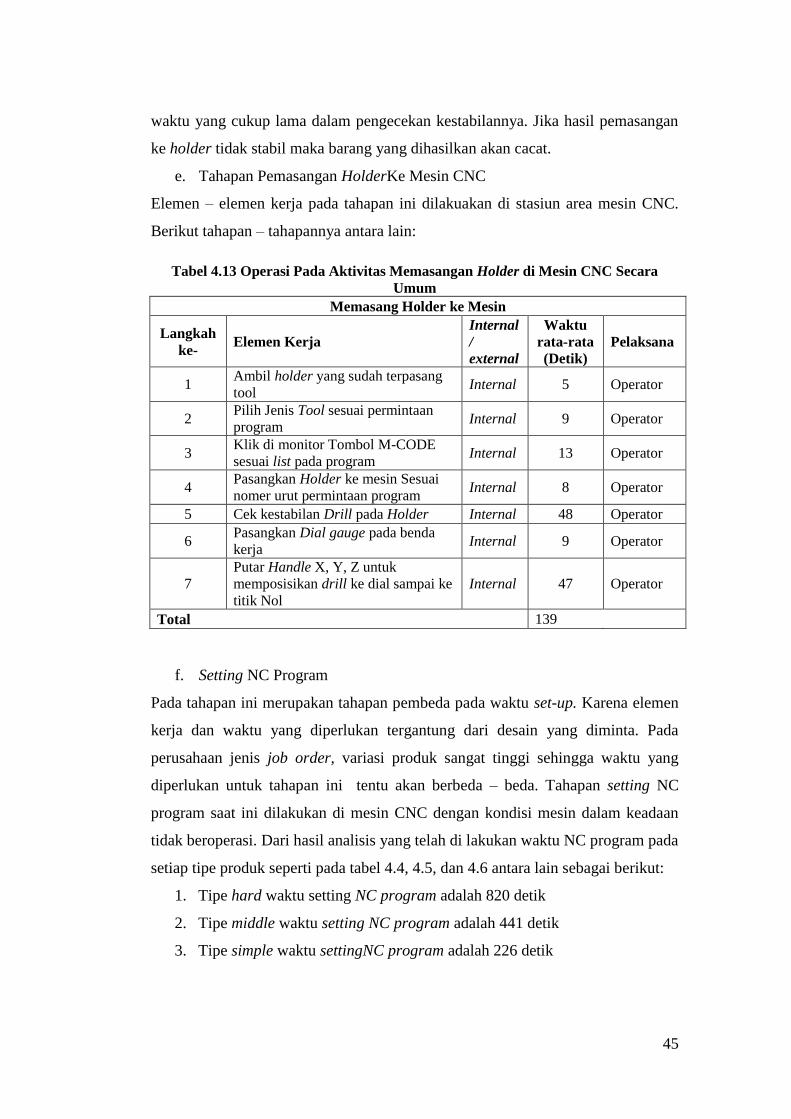
45
waktu yang cukup lama dalam pengecekan kestabilannya. Jika hasil pemasangan
ke holder tidak stabil maka barang yang dihasilkan akan cacat.
e. Tahapan Pemasangan HolderKe Mesin CNC
Elemen – elemen kerja pada tahapan ini dilakuakan di stasiun area mesin CNC.
Berikut tahapan – tahapannya antara lain:
Tabel 4.13 Operasi Pada Aktivitas Memasangan Holder di Mesin CNC Secara
Umum
Memasang Holder ke Mesin
Langkah
ke- Elemen Kerja
Internal
/
external
Waktu
rata-rata
(Detik) Pelaksana
1 Ambil holder yang sudah terpasang
tool Internal 5 Operator
2 Pilih Jenis Tool sesuai permintaan
program Internal 9 Operator
3 Klik di monitor Tombol M-CODE
sesuai list pada program Internal 13 Operator
4 Pasangkan Holder ke mesin Sesuai
nomer urut permintaan program Internal 8 Operator
5 Cek kestabilan Drill pada Holder Internal 48 Operator
6 Pasangkan Dial gauge pada benda
kerja Internal 9 Operator
7 Putar Handle X, Y, Z untuk
memposisikan drill ke dial sampai ke
titik Nol Internal 47 Operator
Total 139
f. Setting NC Program
Pada tahapan ini merupakan tahapan pembeda pada waktu set-up. Karena elemen
kerja dan waktu yang diperlukan tergantung dari desain yang diminta. Pada
perusahaan jenis job order, variasi produk sangat tinggi sehingga waktu yang
diperlukan untuk tahapan ini tentu akan berbeda – beda. Tahapan setting NC
program saat ini dilakukan di mesin CNC dengan kondisi mesin dalam keadaan
tidak beroperasi. Dari hasil analisis yang telah di lakukan waktu NC program pada
setiap tipe produk seperti pada tabel 4.4, 4.5, dan 4.6 antara lain sebagai berikut:
1. Tipe hard waktu setting NC program adalah 820 detik
2. Tipe middle waktu setting NC program adalah 441 detik
3. Tipe simple waktu settingNC program adalah 226 detik
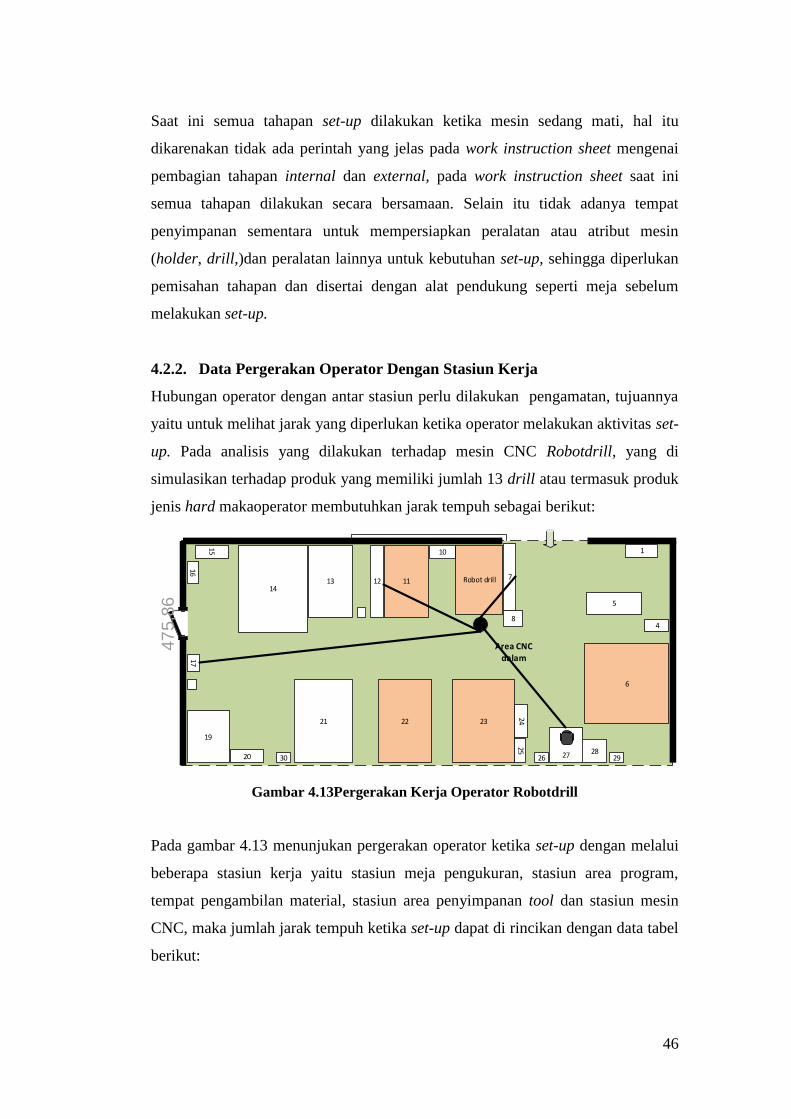
46
Saat ini semua tahapan set-up dilakukan ketika mesin sedang mati, hal itu
dikarenakan tidak ada perintah yang jelas pada work instruction sheet mengenai
pembagian tahapan internal dan external, pada work instruction sheet saat ini
semua tahapan dilakukan secara bersamaan. Selain itu tidak adanya tempat
penyimpanan sementara untuk mempersiapkan peralatan atau atribut mesin
(holder, drill,)dan peralatan lainnya untuk kebutuhan set-up, sehingga diperlukan
pemisahan tahapan dan disertai dengan alat pendukung seperti meja sebelum
melakukan set-up.
4.2.2. Data Pergerakan Operator Dengan Stasiun Kerja
Hubungan operator dengan antar stasiun perlu dilakukan pengamatan, tujuannya
yaitu untuk melihat jarak yang diperlukan ketika operator melakukan aktivitas set-
up. Pada analisis yang dilakukan terhadap mesin CNC Robotdrill, yang di
simulasikan terhadap produk yang memiliki jumlah 13 drill atau termasuk produk
jenis hard makaoperator membutuhkan jarak tempuh sebagai berikut:
1
Area CNC dalam
1
5
4
6
7
8
Robot drill
10
11121314
15
1617
47
5,8
6
20
19
21 22 23
2425
26 27 282930
2
Gambar 4.13Pergerakan Kerja Operator Robotdrill
Pada gambar 4.13 menunjukan pergerakan operator ketika set-up dengan melalui
beberapa stasiun kerja yaitu stasiun meja pengukuran, stasiun area program,
tempat pengambilan material, stasiun area penyimpanan tool dan stasiun mesin
CNC, maka jumlah jarak tempuh ketika set-up dapat di rincikan dengan data tabel
berikut:
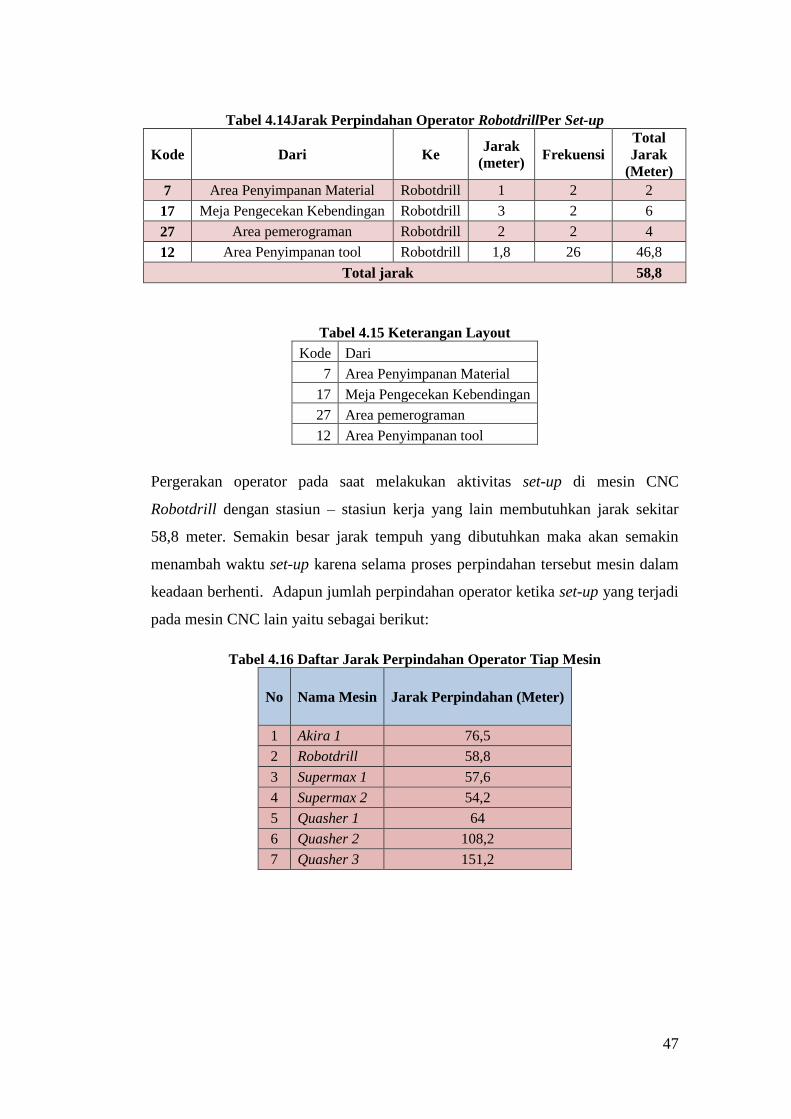
47
Tabel 4.14Jarak Perpindahan Operator RobotdrillPer Set-up
Kode Dari Ke Jarak
(meter) Frekuensi
Total
Jarak
(Meter)
7 Area Penyimpanan Material Robotdrill 1 2 2
17 Meja Pengecekan Kebendingan Robotdrill 3 2 6
27 Area pemerograman Robotdrill 2 2 4
12 Area Penyimpanan tool Robotdrill 1,8 26 46,8
Total jarak 58,8
Tabel 4.15 Keterangan Layout
Kode Dari
7 Area Penyimpanan Material
17 Meja Pengecekan Kebendingan
27 Area pemerograman
12 Area Penyimpanan tool
Pergerakan operator pada saat melakukan aktivitas set-up di mesin CNC
Robotdrill dengan stasiun – stasiun kerja yang lain membutuhkan jarak sekitar
58,8 meter. Semakin besar jarak tempuh yang dibutuhkan maka akan semakin
menambah waktu set-up karena selama proses perpindahan tersebut mesin dalam
keadaan berhenti. Adapun jumlah perpindahan operator ketika set-up yang terjadi
pada mesin CNC lain yaitu sebagai berikut:
Tabel 4.16 Daftar Jarak Perpindahan Operator Tiap Mesin
No Nama Mesin Jarak Perpindahan (Meter)
1 Akira 1 76,5
2 Robotdrill 58,8
3 Supermax 1 57,6
4 Supermax 2 54,2
5 Quasher 1 64
6 Quasher 2 108,2
7 Quasher 3 151,2
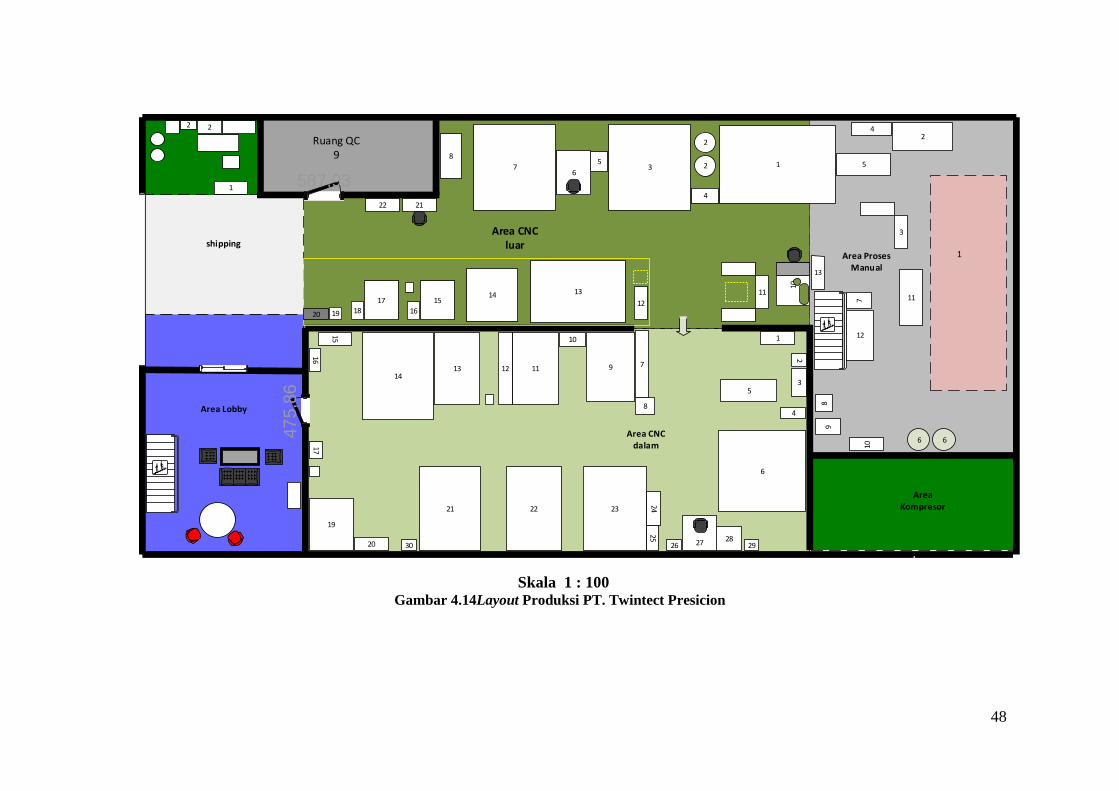
48
11
1
Area CNC luar
1
1
Area Kompresor
Area CNC dalam
Area Proses Manual
1
141517
20
12
13
161819
1
2
3 2
4
5
67
1
2
35
4
6
7
8
9
10
11121314
15
1617
47
5,8
6
20
19
21 22 23
2425
26 27 282930
8
2122
11
10
587,93
2
3
4
5
66
7
98
10
11
12
Ruang QC9
Area Lobby
shipping
1
22
Skala 1 : 100 Gambar 4.14Layout Produksi PT. Twintect Presicion
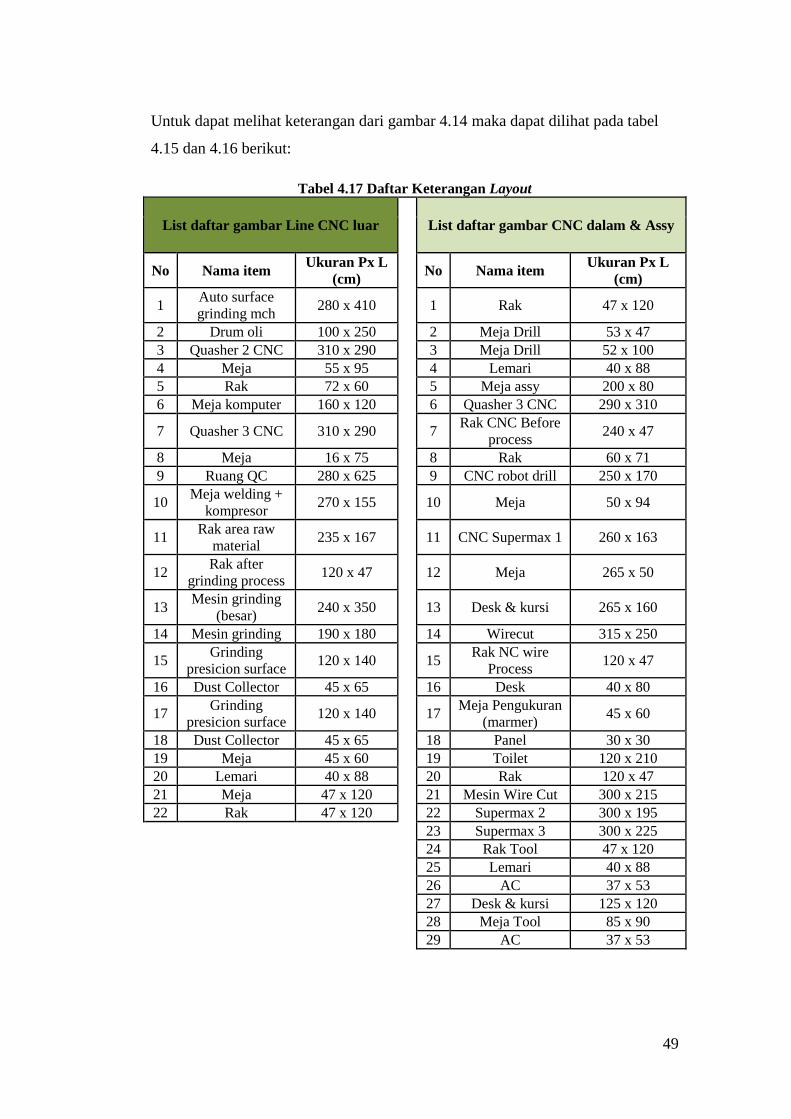
49
Untuk dapat melihat keterangan dari gambar 4.14 maka dapat dilihat pada tabel
4.15 dan 4.16 berikut:
Tabel 4.17 Daftar Keterangan Layout
List daftar gambar Line CNC luar
List daftar gambar CNC dalam & Assy
No Nama item Ukuran Px L
(cm) No Nama item
Ukuran Px L
(cm)
1 Auto surface
grinding mch 280 x 410 1 Rak 47 x 120
2 Drum oli 100 x 250 2 Meja Drill 53 x 47
3 Quasher 2 CNC 310 x 290 3 Meja Drill 52 x 100
4 Meja 55 x 95 4 Lemari 40 x 88 5 Rak 72 x 60 5 Meja assy 200 x 80
6 Meja komputer 160 x 120 6 Quasher 3 CNC 290 x 310
7 Quasher 3 CNC 310 x 290 7 Rak CNC Before
process 240 x 47
8 Meja 16 x 75 8 Rak 60 x 71
9 Ruang QC 280 x 625 9 CNC robot drill 250 x 170
10 Meja welding +
kompresor 270 x 155 10 Meja 50 x 94
11 Rak area raw
material 235 x 167 11 CNC Supermax 1 260 x 163
12 Rak after
grinding process 120 x 47 12 Meja 265 x 50
13 Mesin grinding
(besar) 240 x 350 13 Desk & kursi 265 x 160
14 Mesin grinding 190 x 180 14 Wirecut 315 x 250
15 Grinding
presicion surface 120 x 140 15
Rak NC wire
Process 120 x 47
16 Dust Collector 45 x 65 16 Desk 40 x 80
17 Grinding
presicion surface 120 x 140 17
Meja Pengukuran
(marmer) 45 x 60
18 Dust Collector 45 x 65 18 Panel 30 x 30
19 Meja 45 x 60 19 Toilet 120 x 210 20 Lemari 40 x 88 20 Rak 120 x 47
21 Meja 47 x 120 21 Mesin Wire Cut 300 x 215
22 Rak 47 x 120 22 Supermax 2 300 x 195
23 Supermax 3 300 x 225
24 Rak Tool 47 x 120
25 Lemari 40 x 88
26 AC 37 x 53
27 Desk & kursi 125 x 120
28 Meja Tool 85 x 90
29 AC 37 x 53
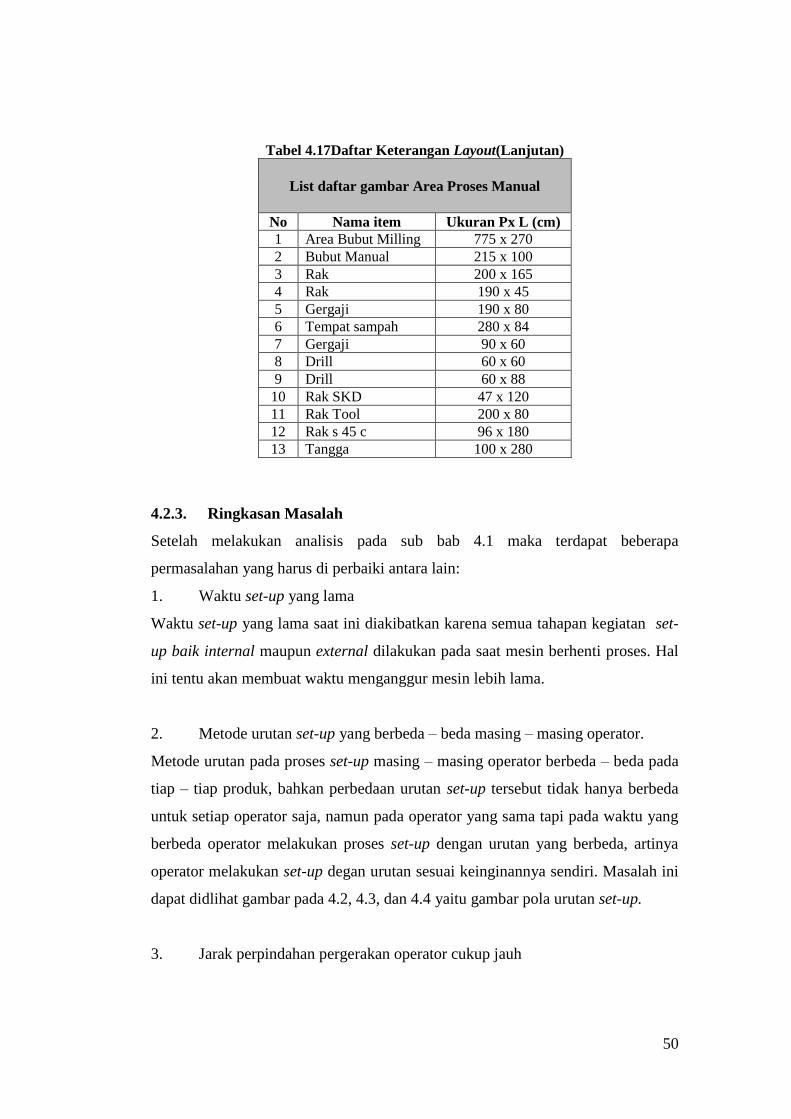
50
Tabel 4.17Daftar Keterangan Layout(Lanjutan)
List daftar gambar Area Proses Manual
No Nama item Ukuran Px L (cm) 1 Area Bubut Milling 775 x 270 2 Bubut Manual 215 x 100 3 Rak 200 x 165 4 Rak 190 x 45 5 Gergaji 190 x 80 6 Tempat sampah 280 x 84 7 Gergaji 90 x 60 8 Drill 60 x 60 9 Drill 60 x 88 10 Rak SKD 47 x 120 11 Rak Tool 200 x 80 12 Rak s 45 c 96 x 180 13 Tangga 100 x 280
4.2.3. Ringkasan Masalah
Setelah melakukan analisis pada sub bab 4.1 maka terdapat beberapa
permasalahan yang harus di perbaiki antara lain:
1. Waktu set-up yang lama
Waktu set-up yang lama saat ini diakibatkan karena semua tahapan kegiatan set-
up baik internal maupun external dilakukan pada saat mesin berhenti proses. Hal
ini tentu akan membuat waktu menganggur mesin lebih lama.
2. Metode urutan set-up yang berbeda – beda masing – masing operator.
Metode urutan pada proses set-up masing – masing operator berbeda – beda pada
tiap – tiap produk, bahkan perbedaan urutan set-up tersebut tidak hanya berbeda
untuk setiap operator saja, namun pada operator yang sama tapi pada waktu yang
berbeda operator melakukan proses set-up dengan urutan yang berbeda, artinya
operator melakukan set-up degan urutan sesuai keinginannya sendiri. Masalah ini
dapat didlihat gambar pada 4.2, 4.3, dan 4.4 yaitu gambar pola urutan set-up.
3. Jarak perpindahan pergerakan operator cukup jauh
51
Jarak perindahan pergerakan operator yang jauh saat ini dapat dilihat pada gambar
4.13 hal ini diakibatkan karena penyimpanan benda kerja yang diperlukan untuk
set-up terpisah secara berjauhan sehingga operator perlu melakukan perpindahan
untuk mengambil setiap benda kerja yang diperlukan.
4. Tidak ada tempat untuk menampung benda kerja ketika set-up
Tidak adanya alat bantu yang dapat menamapung benda kerja sebagai tempat
penyimpanan sementara ketika akan melakukan proses set-up. Hal ini akan
mendorong operator untuk melakukan gerakan berpindah yang menyebabkan
waktu set-up menjadi lama dan akan mendorong operator melakukan aktivitas
internal dan external dalam keadaan mesin tidak sedang beroperasi.
4.2.4. Hasil Analisis
Setelah melakukan analisis pada sub bab 4.1 mengenai kondisi yang terjadi saat
ini, terdapat beberapa hal yang harus dilakukan dan nantinya menjadi bahan
usulan perbaikan. Adapun hasil analisis masalah saat ini adalah:
1. Memisahkan kegiatan internal set-up dan external set-up
Dengan memisahkan kegiatan set-up menjadi 2 bagian yaitu kegiatan internal set-
up dan kegiatan external set-up untuk mengurangi aktivitas yang ada pada
kegiatan set-up saat ini, sehingga waktu downtime mesin menjadi berkurang.
2. Membuat standard kerja (work instruction)
Tahapan pada proses set-up yang di lakukan operator saat ini berbeda – beda,
walalupun tipe produknya sama, atau operator sama namun dalam lain waktu
tahapannya berbeda. Maka dari itu perlu di lakukan penyeragaman tahapan
proses, dengan cara membuat standart kerja tahapan – tahapan set-up.
3. Mengurangi jarak perpindahan operator ketika set-up
Jarak perpindahan operator ketika set-up cukup tinggi, hal ini tentu akan
berpengaru juga terhadap waktu set-up. Hal ini perlu di lakukan perbaikan degan
mengurangi jarak tempuh operator ketika set-up.
4. Membuat alat bantu kerja
Salah satu langkah yang harus di lakukan untuk mengurangi waktu set-up dan
mengurangi jarak perpindahan operator adalah dengan membuat alat bantu kerja.
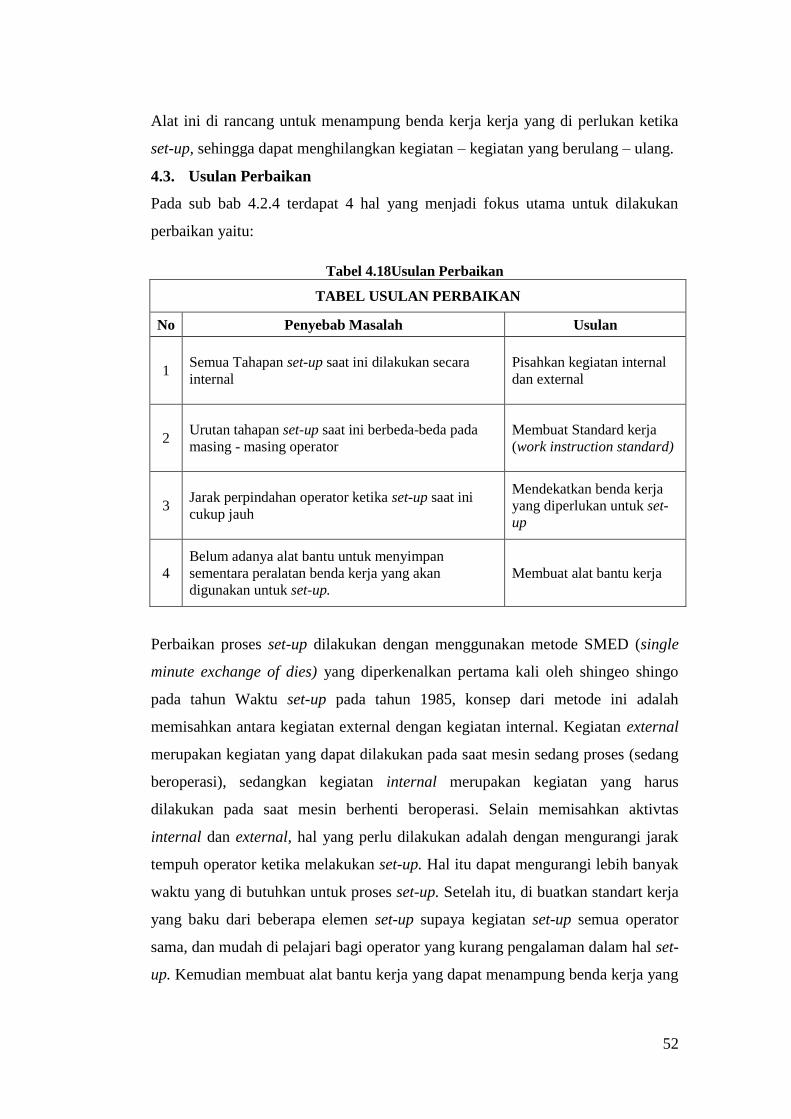
52
Alat ini di rancang untuk menampung benda kerja kerja yang di perlukan ketika
set-up, sehingga dapat menghilangkan kegiatan – kegiatan yang berulang – ulang.
4.3. Usulan Perbaikan
Pada sub bab 4.2.4 terdapat 4 hal yang menjadi fokus utama untuk dilakukan
perbaikan yaitu:
Tabel 4.18Usulan Perbaikan
TABEL USULAN PERBAIKAN
No Penyebab Masalah Usulan
1 Semua Tahapan set-up saat ini dilakukan secara
internal Pisahkan kegiatan internal
dan external
2 Urutan tahapan set-up saat ini berbeda-beda pada
masing - masing operator Membuat Standard kerja
(work instruction standard)
3 Jarak perpindahan operator ketika set-up saat ini
cukup jauh
Mendekatkan benda kerja
yang diperlukan untuk set-
up
4 Belum adanya alat bantu untuk menyimpan
sementara peralatan benda kerja yang akan
digunakan untuk set-up. Membuat alat bantu kerja
Perbaikan proses set-up dilakukan dengan menggunakan metode SMED (single
minute exchange of dies) yang diperkenalkan pertama kali oleh shingeo shingo
pada tahun Waktu set-up pada tahun 1985, konsep dari metode ini adalah
memisahkan antara kegiatan external dengan kegiatan internal. Kegiatan external
merupakan kegiatan yang dapat dilakukan pada saat mesin sedang proses (sedang
beroperasi), sedangkan kegiatan internal merupakan kegiatan yang harus
dilakukan pada saat mesin berhenti beroperasi. Selain memisahkan aktivtas
internal dan external, hal yang perlu dilakukan adalah dengan mengurangi jarak
tempuh operator ketika melakukan set-up. Hal itu dapat mengurangi lebih banyak
waktu yang di butuhkan untuk proses set-up. Setelah itu, di buatkan standart kerja
yang baku dari beberapa elemen set-up supaya kegiatan set-up semua operator
sama, dan mudah di pelajari bagi operator yang kurang pengalaman dalam hal set-
up. Kemudian membuat alat bantu kerja yang dapat menampung benda kerja yang

53
di perlukan atau sebagai alat penyimpanan benda kerja sepert holderyang telah
ditelah di siapkan untuk digunakan.
4.3.1. Pemisahaan Proses Operasi Internal Dan External
Pada tahapan – tahapan kerja ketika set-up secara umum sama, baik produk tipe
hard, middle, atau simple. Namun yang membedakan antara semua tipe produk
yaitu pada tahapan pemerograman NC program. Berikut tahapan – tahapan kerja
yang sama secara umum pada semua tipe produk:
Tabel 4.19 Pengerjaan Tahapan – Tahapan Set-up
No Nama Tahapan Pengerjaan
1 Pengecekan benda awal ke mesin Sama umum
2 Pemasangan benda kerja ke mesin Sama umum
3 Memasang drill ke holder Sama umum
4 Memasang holder ke mesin (untuk center drill) Sama umum
5 Memasang holder ke mesin Sama umum
6 Setting NC program Tidak sama
Dari beberapa elemen kerja pada proses pengecekan awal benda kerja, maka
setelah dilakukan pengolahan data yaitu dengan cara memisahkan aktivitas –
aktivitas internal dengan external maka hasilnya adalah sebagai berikut:
Tabel 4.20 Pemisahan External dan Internal Pada Tahapan Pengecekan Awal
Pengecekan Awal Benda Kerja
langkah
ke- Elemen Kerja
Internal/
external Internal/
external Waktu
(Detik) Pelaksana
1 Bawa part dari tempat stasiun
penyimpanan part External 14 Operator
2 Pengecekan dimensi part sesuai gambar
External 24 Operator
3 Simpan di meja pengecekan kebengkokan
External 15 Operator
4 Bersihkan permukaan part dari debu atau
benda asing lainnya External 10 Operator
5 Lakukan pengecekan ke bengkokan
dengan menggunakan kertas External 22 Operator
6 Marking plat (Material)
External 117 Operator
Total 0 202
Dari beberapa elemen kerja pada proses pemasangan benda kerja ke mesin CNC,
maka setelah dilakukan pengolahan data yaitu dengan cara memisahkan aktivitas
– aktivitas internal dengan external maka hasilnya adalah sebagai berikut:
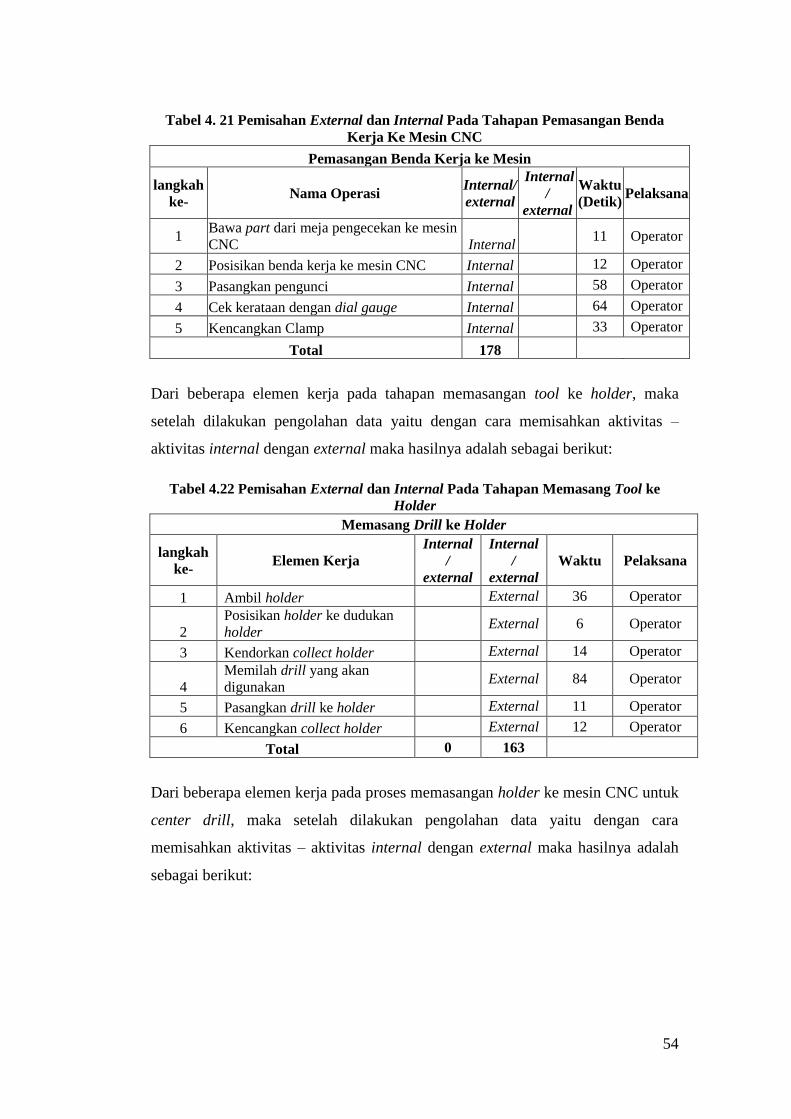
54
Tabel 4. 21 Pemisahan External dan Internal Pada Tahapan Pemasangan Benda
Kerja Ke Mesin CNC
Pemasangan Benda Kerja ke Mesin
langkah
ke- Nama Operasi
Internal/
external
Internal
/
external
Waktu
(Detik) Pelaksana
1 Bawa part dari meja pengecekan ke mesin
CNC Internal
11 Operator
2 Posisikan benda kerja ke mesin CNC Internal 12 Operator
3 Pasangkan pengunci Internal 58 Operator
4 Cek kerataan dengan dial gauge Internal 64 Operator
5 Kencangkan Clamp Internal 33 Operator
Total 178
Dari beberapa elemen kerja pada tahapan memasangan tool ke holder, maka
setelah dilakukan pengolahan data yaitu dengan cara memisahkan aktivitas –
aktivitas internal dengan external maka hasilnya adalah sebagai berikut:
Tabel 4.22 Pemisahan External dan Internal Pada Tahapan Memasang Tool ke
Holder
Memasang Drill ke Holder
langkah
ke- Elemen Kerja
Internal
/
external
Internal
/
external Waktu Pelaksana
1 Ambil holder External 36 Operator
2 Posisikan holder ke dudukan
holder External 6 Operator
3 Kendorkan collect holder External 14 Operator
4 Memilah drill yang akan
digunakan External 84 Operator
5 Pasangkan drill ke holder External 11 Operator
6 Kencangkan collect holder External 12 Operator
Total 0 163
Dari beberapa elemen kerja pada proses memasangan holder ke mesin CNC untuk
center drill, maka setelah dilakukan pengolahan data yaitu dengan cara
memisahkan aktivitas – aktivitas internal dengan external maka hasilnya adalah
sebagai berikut:
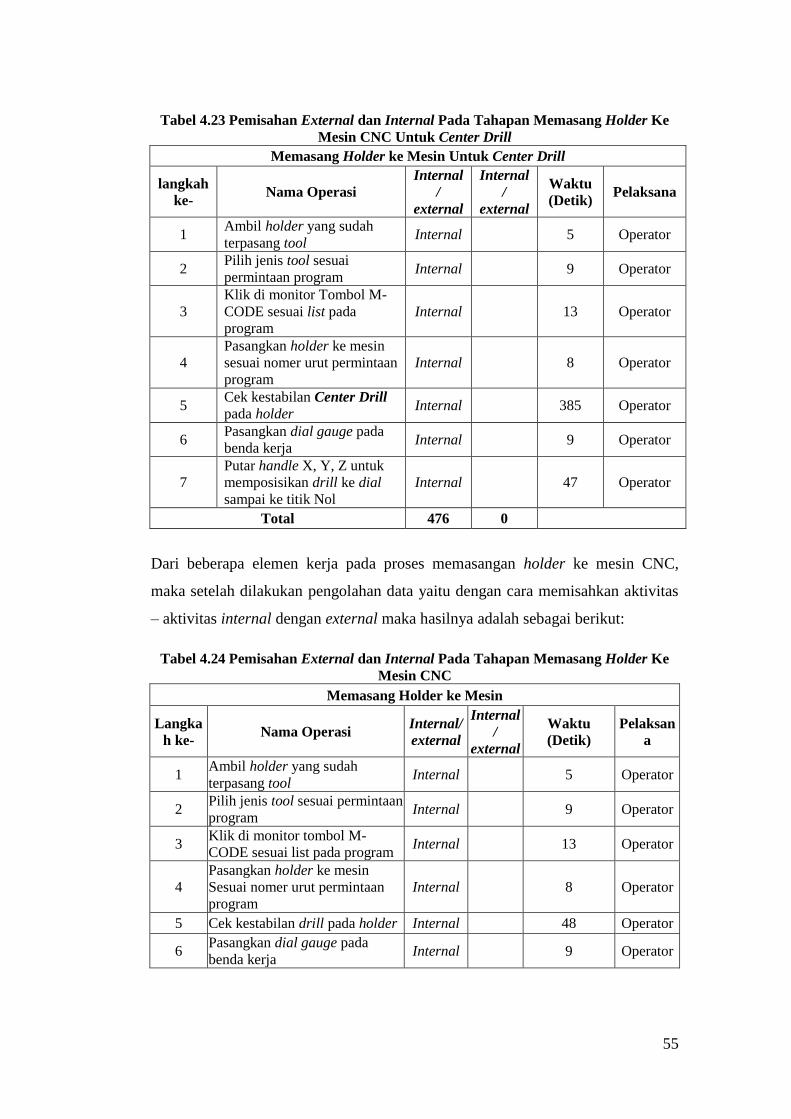
55
Tabel 4.23 Pemisahan External dan Internal Pada Tahapan Memasang Holder Ke
Mesin CNC Untuk Center Drill
Memasang Holder ke Mesin Untuk Center Drill
langkah
ke- Nama Operasi
Internal
/
external
Internal
/
external
Waktu
(Detik) Pelaksana
1 Ambil holder yang sudah
terpasang tool Internal 5 Operator
2 Pilih jenis tool sesuai
permintaan program Internal 9 Operator
3 Klik di monitor Tombol M-
CODE sesuai list pada
program Internal 13 Operator
4 Pasangkan holder ke mesin
sesuai nomer urut permintaan
program Internal 8 Operator
5 Cek kestabilan Center Drill
pada holder Internal 385 Operator
6 Pasangkan dial gauge pada
benda kerja Internal 9 Operator
7 Putar handle X, Y, Z untuk
memposisikan drill ke dial
sampai ke titik Nol Internal 47 Operator
Total 476 0
Dari beberapa elemen kerja pada proses memasangan holder ke mesin CNC,
maka setelah dilakukan pengolahan data yaitu dengan cara memisahkan aktivitas
– aktivitas internal dengan external maka hasilnya adalah sebagai berikut:
Tabel 4.24 Pemisahan External dan Internal Pada Tahapan Memasang Holder Ke
Mesin CNC
Memasang Holder ke Mesin
Langka
h ke- Nama Operasi
Internal/
external
Internal
/
external
Waktu
(Detik) Pelaksan
a
1 Ambil holder yang sudah
terpasang tool Internal 5 Operator
2 Pilih jenis tool sesuai permintaan
program Internal 9 Operator
3 Klik di monitor tombol M-
CODE sesuai list pada program Internal 13 Operator
4 Pasangkan holder ke mesin
Sesuai nomer urut permintaan
program Internal 8 Operator
5 Cek kestabilan drill pada holder Internal 48 Operator
6 Pasangkan dial gauge pada
benda kerja Internal 9 Operator
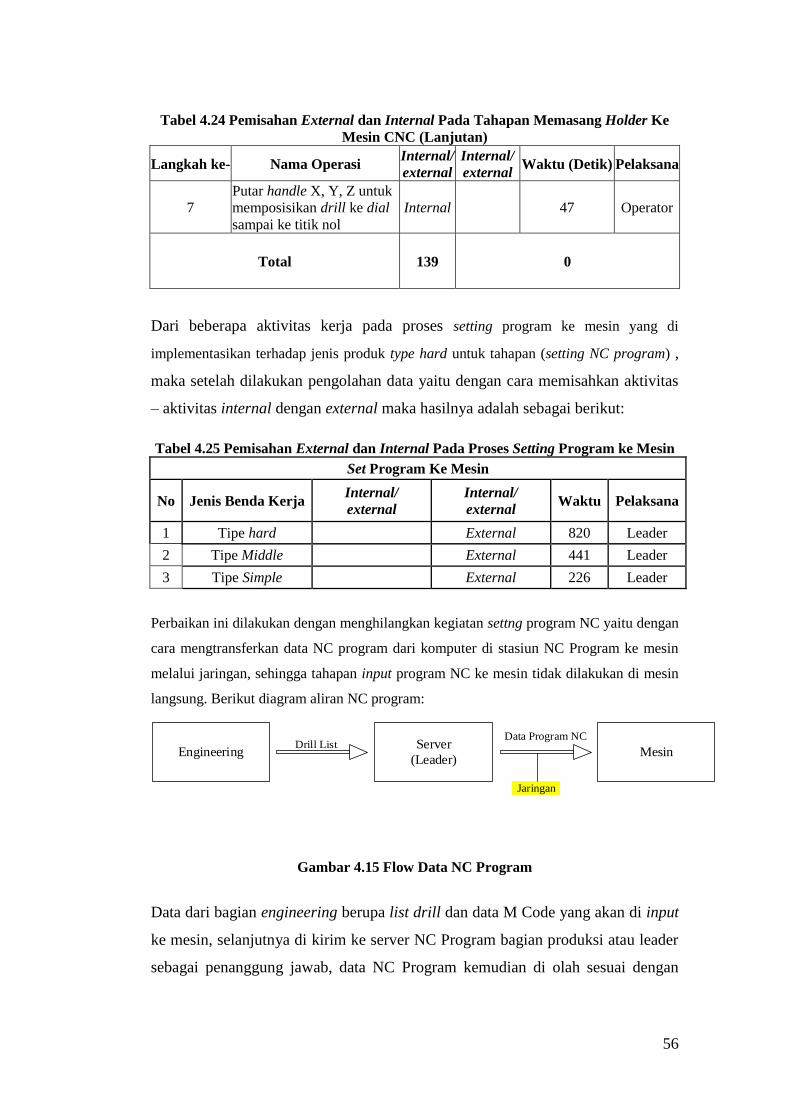
56
Tabel 4.24 Pemisahan External dan Internal Pada Tahapan Memasang Holder Ke
Mesin CNC (Lanjutan)
Langkah ke- Nama Operasi Internal/
external Internal/
external Waktu (Detik) Pelaksana
7 Putar handle X, Y, Z untuk
memposisikan drill ke dial
sampai ke titik nol Internal 47 Operator
Total 139
0
Dari beberapa aktivitas kerja pada proses setting program ke mesin yang di
implementasikan terhadap jenis produk type hard untuk tahapan (setting NC program) ,
maka setelah dilakukan pengolahan data yaitu dengan cara memisahkan aktivitas
– aktivitas internal dengan external maka hasilnya adalah sebagai berikut:
Tabel 4.25 Pemisahan External dan Internal Pada Proses Setting Program ke Mesin
Set Program Ke Mesin
No Jenis Benda Kerja Internal/
external Internal/
external Waktu Pelaksana
1 Tipe hard External 820 Leader
2 Tipe Middle External 441 Leader
3 Tipe Simple External 226 Leader
Perbaikan ini dilakukan dengan menghilangkan kegiatan settng program NC yaitu dengan
cara mengtransferkan data NC program dari komputer di stasiun NC Program ke mesin
melalui jaringan, sehingga tahapan input program NC ke mesin tidak dilakukan di mesin
langsung. Berikut diagram aliran NC program:
Engineering Server
(Leader)Mesin
Drill ListData Program NC
Jaringan
Gambar 4.15 Flow Data NC Program
Data dari bagian engineering berupa list drill dan data M Code yang akan di input
ke mesin, selanjutnya di kirim ke server NC Program bagian produksi atau leader
sebagai penanggung jawab, data NC Program kemudian di olah sesuai dengan
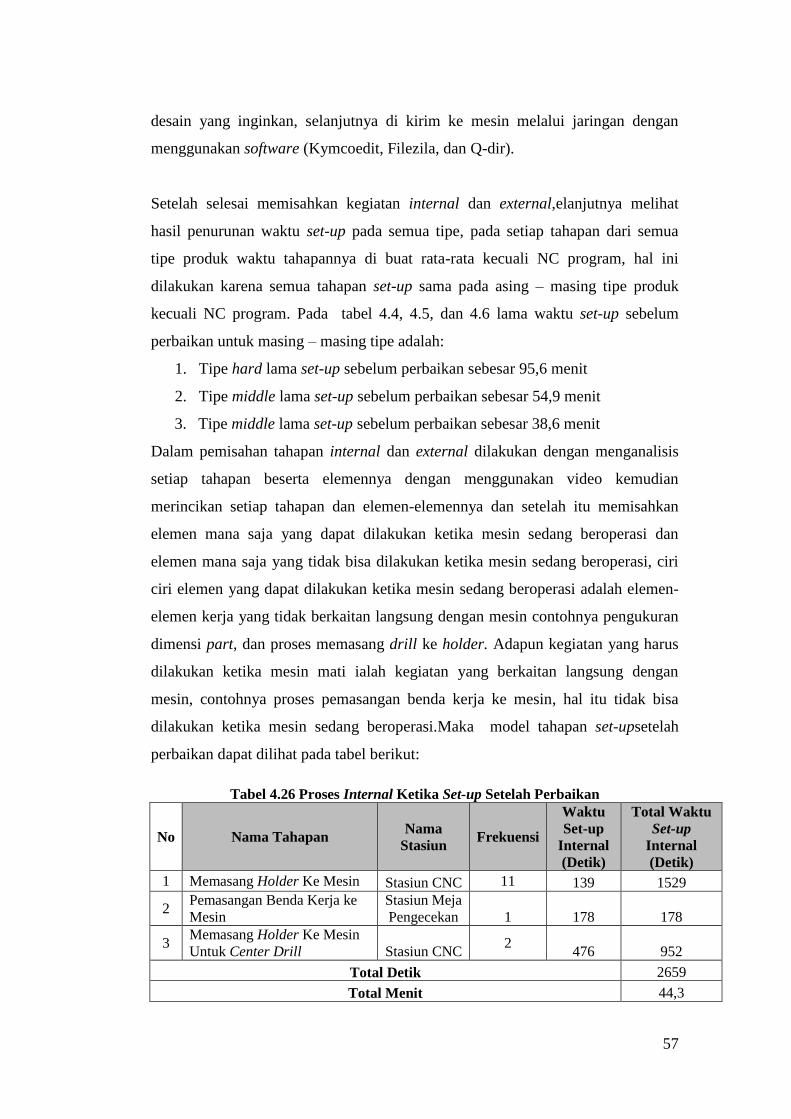
57
desain yang inginkan, selanjutnya di kirim ke mesin melalui jaringan dengan
menggunakan software (Kymcoedit, Filezila, dan Q-dir).
Setelah selesai memisahkan kegiatan internal dan external,elanjutnya melihat
hasil penurunan waktu set-up pada semua tipe, pada setiap tahapan dari semua
tipe produk waktu tahapannya di buat rata-rata kecuali NC program, hal ini
dilakukan karena semua tahapan set-up sama pada asing – masing tipe produk
kecuali NC program. Pada tabel 4.4, 4.5, dan 4.6 lama waktu set-up sebelum
perbaikan untuk masing – masing tipe adalah:
1. Tipe hard lama set-up sebelum perbaikan sebesar 95,6 menit
2. Tipe middle lama set-up sebelum perbaikan sebesar 54,9 menit
3. Tipe middle lama set-up sebelum perbaikan sebesar 38,6 menit
Dalam pemisahan tahapan internal dan external dilakukan dengan menganalisis
setiap tahapan beserta elemennya dengan menggunakan video kemudian
merincikan setiap tahapan dan elemen-elemennya dan setelah itu memisahkan
elemen mana saja yang dapat dilakukan ketika mesin sedang beroperasi dan
elemen mana saja yang tidak bisa dilakukan ketika mesin sedang beroperasi, ciri
ciri elemen yang dapat dilakukan ketika mesin sedang beroperasi adalah elemen-
elemen kerja yang tidak berkaitan langsung dengan mesin contohnya pengukuran
dimensi part, dan proses memasang drill ke holder. Adapun kegiatan yang harus
dilakukan ketika mesin mati ialah kegiatan yang berkaitan langsung dengan
mesin, contohnya proses pemasangan benda kerja ke mesin, hal itu tidak bisa
dilakukan ketika mesin sedang beroperasi.Maka model tahapan set-upsetelah
perbaikan dapat dilihat pada tabel berikut:
Tabel 4.26 Proses Internal Ketika Set-up Setelah Perbaikan
No Nama Tahapan Nama
Stasiun Frekuensi
Waktu
Set-up
Internal
(Detik)
Total Waktu
Set-up
Internal
(Detik)
1 Memasang Holder Ke Mesin Stasiun CNC 11 139 1529
2 Pemasangan Benda Kerja ke
Mesin Stasiun Meja
Pengecekan 1 178 178
3 Memasang Holder Ke Mesin
Untuk Center Drill Stasiun CNC 2
476 952
Total Detik 2659
Total Menit 44,3

58
Tabel 4.27 Proses External Ketika Set-up Setelah Perbaikan
No Nama Proses Nama
Stasiun Frekuensi
Waktu
Set-up
External
(Detik)
Waktu Set-up
External
(Detik)
1 Pengecekan Benda Kerja Stasiun Meja
Pengecekan 1 202 202
2 Pemasangan Tool ke Holder Meja Tool 13 163 2119
3 setting NC Program Tipe
Hard Stasiun CNC 1 820 820
Total Detik 3152
Total Menit 52,5
Untuk tipe simple jika efisiensinya adalah 54,2% maka waktu set-up yang
di butuhkan adalah 38,6 x 54,2% = 20,7 menit.
Untuk tipe middle jika efisiensinya adalah 54,2% maka waktu set-up yang
dibutuhkan adalah 54,9 x 54,2% = 29,7 menit.
Setelah dilakukan pengolahan data maka di dapat data aktivitas external yaitu
selama 52,5 menit, dan waktu pada aktivitas internal adalah 44,3 menit untuk part
yang membutuhkan jumlah 13 drill. Sehingga total waktu set-up yang semula
dilakukan selama 96,6 menit yang dilakukan ketika mesin tidak berproses kini
hanya 44,3 menit, dengan hasil perbaikan ini, downtime mesin berkurang hingga
54,3%.
4.3.2. Work Instruction Sheet
Setelah dipisahkan aktivitas external dan internal, maka secara otomatis akan ada
2 jenis pekerjaan yang dilakukan oleh operator yaitu pekerjaan set-up yang
diterdiri dari aktivitas internalset-up dan aktivitas pesiapan sebelum set-up yang
terdiri dari aktivitas externalset-up. Maka dari itu diperlukan juga 2 standard
instruksi kerja atau sheet WI yang terdiri dari WI set-up dan WI prepare. WI set-
up merupakan standar instruksi kerja untuk kegiatan internalset-up dan WI
prepare merupakan standard instruksi kerja kegiatan external.
Dalam melakukan proses set-up ada beberapa aktivitas kerja yang dapat di
standarisasi yaitu aktivitas kerja yang setiap tahapan pengerjaannya hampir sama
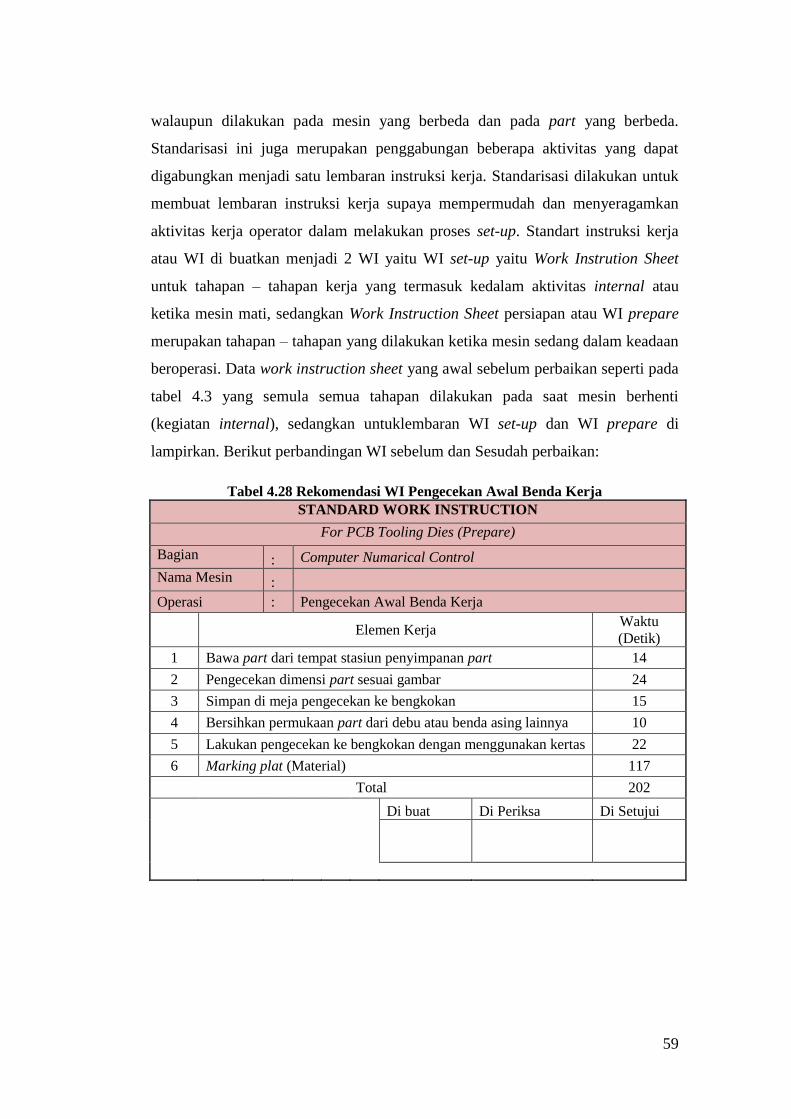
59
walaupun dilakukan pada mesin yang berbeda dan pada part yang berbeda.
Standarisasi ini juga merupakan penggabungan beberapa aktivitas yang dapat
digabungkan menjadi satu lembaran instruksi kerja. Standarisasi dilakukan untuk
membuat lembaran instruksi kerja supaya mempermudah dan menyeragamkan
aktivitas kerja operator dalam melakukan proses set-up. Standart instruksi kerja
atau WI di buatkan menjadi 2 WI yaitu WI set-up yaitu Work Instrution Sheet
untuk tahapan – tahapan kerja yang termasuk kedalam aktivitas internal atau
ketika mesin mati, sedangkan Work Instruction Sheet persiapan atau WI prepare
merupakan tahapan – tahapan yang dilakukan ketika mesin sedang dalam keadaan
beroperasi. Data work instruction sheet yang awal sebelum perbaikan seperti pada
tabel 4.3 yang semula semua tahapan dilakukan pada saat mesin berhenti
(kegiatan internal), sedangkan untuklembaran WI set-up dan WI prepare di
lampirkan. Berikut perbandingan WI sebelum dan Sesudah perbaikan:
Tabel 4.28 Rekomendasi WI Pengecekan Awal Benda Kerja
STANDARD WORK INSTRUCTION
For PCB Tooling Dies (Prepare)
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Pengecekan Awal Benda Kerja
Elemen Kerja Waktu
(Detik)
1 Bawa part dari tempat stasiun penyimpanan part 14
2 Pengecekan dimensi part sesuai gambar 24
3 Simpan di meja pengecekan ke bengkokan 15
4 Bersihkan permukaan part dari debu atau benda asing lainnya 10
5 Lakukan pengecekan ke bengkokan dengan menggunakan kertas 22
6 Marking plat (Material) 117
Total 202
Di buat Di Periksa Di Setujui

60
Tabel 4.29 WI Memasang drill ke Holder
STANDARD WORK INSTRUCTION
For PCB Tooling Dies
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Memasang Drill Ke Holder
Elemen Kerja
Waktu
(Detik)
1 Ambil holder 36
2 Posisikan holder ke dudukan holder 6
3 Kendorkan collect holder 14
4 Memilah drill yang akan digunakan 84
5 Pasangkan drill ke holder 11
6 Kencangkan collect holder 12
Total 163
Di buat Di Periksa Di Setujui
Tabel 4.30 WI Pemasangan Benda Kerja Ke Mesin
STANDARD WORK INSTRUCTION
For PCB Tooling Dies (Setting)
Bagian :Computer Numarical Control Nama Mesin :
Operasi :Pemasangan Benda Kerja Ke Mesin
Elemen Kerja Waktu
(Detik)
1 Bawa part dari meja pengecekan ke mesin CNC 11
2 Posisikan benda kerja ke mesin CNC 12
3 Pasangkan pengunci 58
4 Cek kerataan dengan dial gauge 64
5 Kencangkan clamp 33
Total 178
Di buat Di Periksa Di Setujui
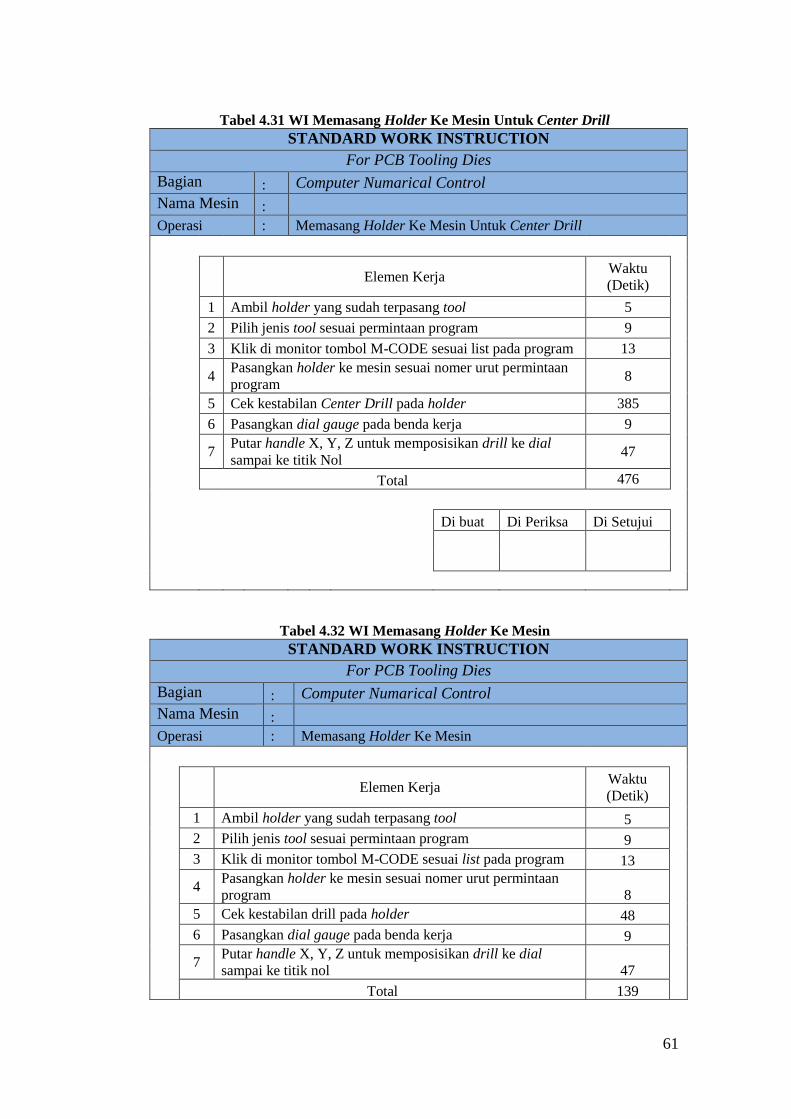
61
Tabel 4.31 WI Memasang Holder Ke Mesin Untuk Center Drill
STANDARD WORK INSTRUCTION
For PCB Tooling Dies
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Memasang Holder Ke Mesin Untuk Center Drill
Elemen Kerja
Waktu
(Detik)
1 Ambil holder yang sudah terpasang tool 5
2 Pilih jenis tool sesuai permintaan program 9
3 Klik di monitor tombol M-CODE sesuai list pada program 13
4
Pasangkan holder ke mesin sesuai nomer urut permintaan
program 8
5 Cek kestabilan Center Drill pada holder 385
6 Pasangkan dial gauge pada benda kerja 9
7
Putar handle X, Y, Z untuk memposisikan drill ke dial
sampai ke titik Nol 47
Total 476
Di buat Di Periksa Di Setujui
Tabel 4.32 WI Memasang Holder Ke Mesin
STANDARD WORK INSTRUCTION
For PCB Tooling Dies
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Memasang Holder Ke Mesin
Elemen Kerja
Waktu
(Detik)
1 Ambil holder yang sudah terpasang tool 5
2 Pilih jenis tool sesuai permintaan program 9
3 Klik di monitor tombol M-CODE sesuai list pada program 13
4
Pasangkan holder ke mesin sesuai nomer urut permintaan
program 8
5 Cek kestabilan drill pada holder 48
6 Pasangkan dial gauge pada benda kerja 9
7
Putar handle X, Y, Z untuk memposisikan drill ke dial
sampai ke titik nol 47
Total 139

62
Tabel 4.32 WI Memasang Holder Ke Mesin (Lanjutan)
Di buat Di Periksa Di Setujui
Tabel 4.33 WI Set-up Sebelum Perbaikan
STANDARD WORK INSTRUCTION
Untuk PCB Tooling
Bagian Computer Numarical Control
Nama mesin Akira Seiki Performa SR3
Poin pemerhati
CEK DIMENSI
BENDA KERJA
1 Cek dimensi benda kerja (panjang, lebar, tinggi) sesuai gambar
2 Cek kerataan benda kerja (benda kerja plat tidak bending)
SETTING (SET-UP)
1 Dial kerataan benda kerja ( X axis, Y axis)
2 Dial kelulusan X axis
3 Settingorigin
4 Setting ketinggian material
PEMASANGAN
TOOL
1 Pasang tool sesuai urutan
2 Cek kembali sebelum dipasang diameter tool
3 Cek kecenteran tool (ke olengan tool)
4 Setting Z axis pada tool
PROGRAM
1 Edit program center drill, pastikan kedalaman center drill
untuk departemen center drill
- CD Ø 0,8 dept 0,4
- CD Ø 1,5 dept 0,5
- CD Ø 2,5 dept 0,8
2 Edit program drill
- sesuaikan dengan parameter yang sudah ada
- cek dua kali sebelu meenjalankan program
3 Pastikan program nyata atau miror
SIMULASI (jalankan program
centerdrill)
1 Cek hasil center drill menggunakan kalkir
2
Pastikan koordinat ada yang tertinggal atau tidak
PENGECEKAN
TERAKHIR
1 Cek koordinat benda menggunakan kalkir
2 Pastikan tidak ada lubang yang tertinggal
3 Cek diameter lubang mengguanakan pin gauge
63
4.3.3. Penambahan Alat Bantu Kerja
Dengan adanya kegiatan pekerjaan prepare yaitu dengan mempersiapkan segala
peralatan dan benda kerja yang dibutuhkan tempat penyimpanan sementara
peralatan dan benda kerja sebelum melakukan kegiatan set-up. Tujuannya adalah
untuk mengurangi gerakan perpindahan operator ketika melakukan kegiatan set-
up sehingga waktu yang set-up menjadi lebih effisien. Adaapun alat bantu yang di
rekomendasikan adalah alat bantu berupa meja yang di rancang untuk mampu
menampung semua benda kerja yang di butuhkan untuk set-up. Benda kerja yang
dibutuhkan untuk tahapan proses set-up ini antara lain:
1. Master NC program
Master NC program merupakan data program yang nantinya akan menentukan
proses pengerjaan pada mesin, baik bentuk produk maupun lama produk yang
diproses. Data ini berupa kertas A4 yang dibuat oleh pihak engineering yang
kemudian di input ke mesin oleh operator.
2. Drawing part
Drawing part merupakan gambar dari spesifikasi part yang akan dibuat sesuai
dengan permitaan pelanggan. Drawing ini di berikan ke operator tujuannya untuk
memberikan informasi terkait spesifikasi produk yang akan dibuat baik ukuran
dan jenis material. Drawing ini berbentuk kertas A3 atau A4 dibuat oleh pihak
engineering
3. Tools yang digunakan
Tools atau peralatan yang digunakan untuk proses set-up antara lain, drill, holder ,
kunci 26 ring atau pas dan dial gauge.
4.3.4. Kegunaan MejaTerhadap Produk
Produk di PT. Twintech terdiri dari 2 macam produk yaitu PCB tooling dies
sebagai produk unggulan dan produk JO (Job Order). Semua produk yang di
proses di PT.Twintech di proses dengan proses yang sesuai dengan kapasitas
mesin CNC seperti proses pocket, conturing, sloting, dan drilling, dimana semua
proses tersebut menggunakan drill. Sehingga meja ini akan flexibel di gunakan
oleh produk apapun selama proses produk tersebut melalui proses
pocket,cnturing, sloting, dan drilling. Untuk melihat rancangan pembuatn alat
bantu tersebut maka dapat dilihat pada poin selanjutnya di 4.3.5.
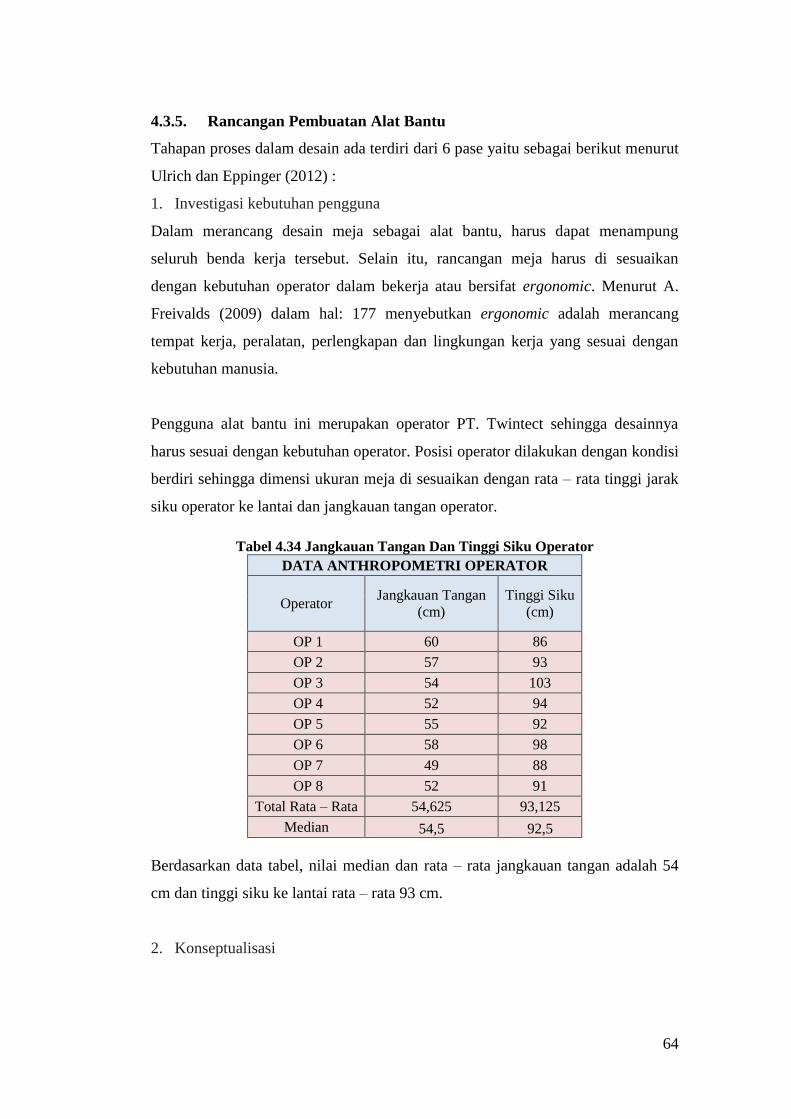
64
4.3.5. Rancangan Pembuatan Alat Bantu
Tahapan proses dalam desain ada terdiri dari 6 pase yaitu sebagai berikut menurut
Ulrich dan Eppinger (2012) :
1. Investigasi kebutuhan pengguna
Dalam merancang desain meja sebagai alat bantu, harus dapat menampung
seluruh benda kerja tersebut. Selain itu, rancangan meja harus di sesuaikan
dengan kebutuhan operator dalam bekerja atau bersifat ergonomic. Menurut A.
Freivalds (2009) dalam hal: 177 menyebutkan ergonomic adalah merancang
tempat kerja, peralatan, perlengkapan dan lingkungan kerja yang sesuai dengan
kebutuhan manusia.
Pengguna alat bantu ini merupakan operator PT. Twintect sehingga desainnya
harus sesuai dengan kebutuhan operator. Posisi operator dilakukan dengan kondisi
berdiri sehingga dimensi ukuran meja di sesuaikan dengan rata – rata tinggi jarak
siku operator ke lantai dan jangkauan tangan operator.
Tabel 4.34 Jangkauan Tangan Dan Tinggi Siku Operator
DATA ANTHROPOMETRI OPERATOR
Operator Jangkauan Tangan
(cm) Tinggi Siku
(cm)
OP 1 60 86
OP 2 57 93
OP 3 54 103
OP 4 52 94
OP 5 55 92
OP 6 58 98
OP 7 49 88
OP 8 52 91
Total Rata – Rata 54,625 93,125
Median 54,5 92,5
Berdasarkan data tabel, nilai median dan rata – rata jangkauan tangan adalah 54
cm dan tinggi siku ke lantai rata – rata 93 cm.
2. Konseptualisasi
65
Setelah kebutuhan pelanggan dan kendala dipahami, para desainer industri
membuat konsep produk. Tahapan ini memusatkan perhatian mereka setelah
menemukan solusi untuk fungsi yang lain mengenai teknis produk. Perangcang
harus berkonsentrasi untuk menciptakan bentuk produk dan antarmuka pengguna.
Awalnya , membuat sketsa sederhana, sketsa ini berupa media yang cepat dan
murah untuk mengekspresikan ide-ide dan selanjutnya di evaluasi. Berikut
gambar konsep awal kerja alat bantu ketika set-up yang dipasang di area mesin
CNC.
Gambar 4.16 Konsep Kerja Alat Bantu Set-up Yang Di Rekomendasikan
3. Perbaikan awal
Pada tahap ini, konsep dievaluasi oleh desainer industri, insinyur, personel
pemasaran, dan pelanggan potensial melalui proses menyentuh, mengisi, dan
memodifikasi model. Untuk tahap ini, rekomendasi alat bantu meneruskan konsep
awal yaitu dengan tetap mengambil gambar di poin konseptualitas, namun dibuat
dalam bentuk tiga dimensi. Berikut gambar tiga dimensi alat yang di
rekomendasikan:
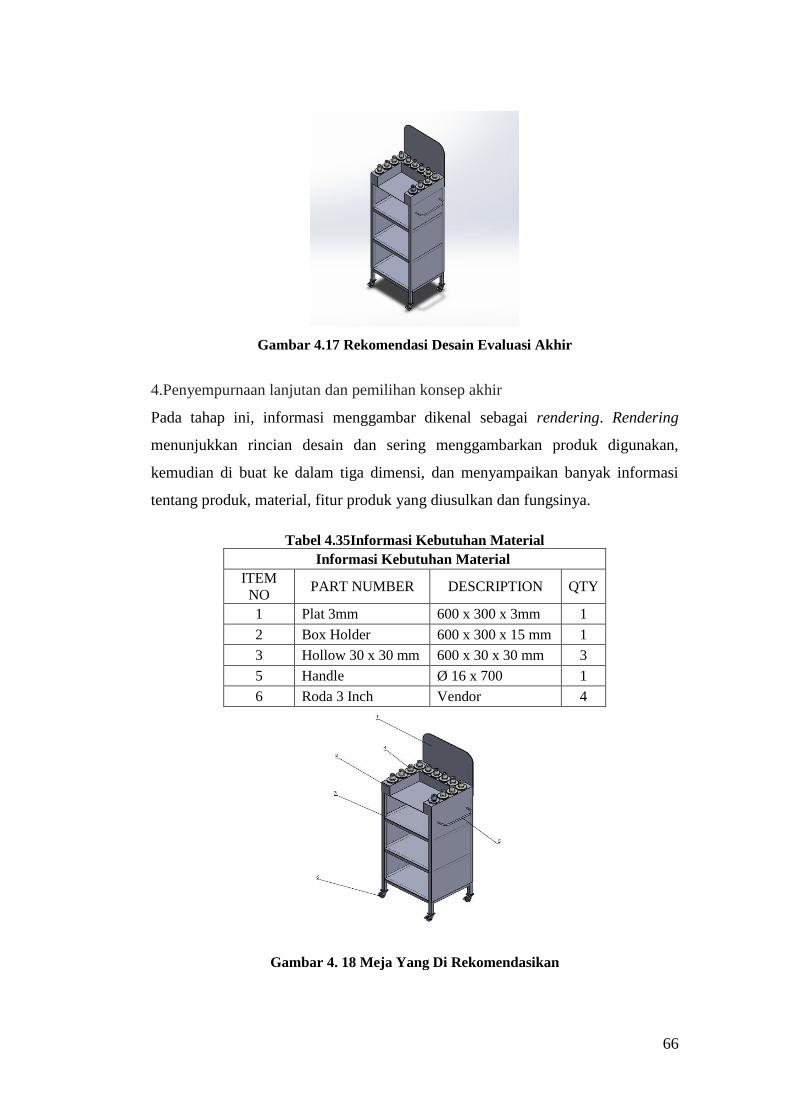
66
Gambar 4.17 Rekomendasi Desain Evaluasi Akhir
4.Penyempurnaan lanjutan dan pemilihan konsep akhir
Pada tahap ini, informasi menggambar dikenal sebagai rendering. Rendering
menunjukkan rincian desain dan sering menggambarkan produk digunakan,
kemudian di buat ke dalam tiga dimensi, dan menyampaikan banyak informasi
tentang produk, material, fitur produk yang diusulkan dan fungsinya.
Tabel 4.35Informasi Kebutuhan Material
Informasi Kebutuhan Material
ITEM
NO PART NUMBER DESCRIPTION QTY
1 Plat 3mm 600 x 300 x 3mm 1
2 Box Holder 600 x 300 x 15 mm 1
3 Hollow 30 x 30 mm 600 x 30 x 30 mm 3
5 Handle Ø 16 x 700 1
6 Roda 3 Inch Vendor 4
Gambar 4. 18 Meja Yang Di Rekomendasikan
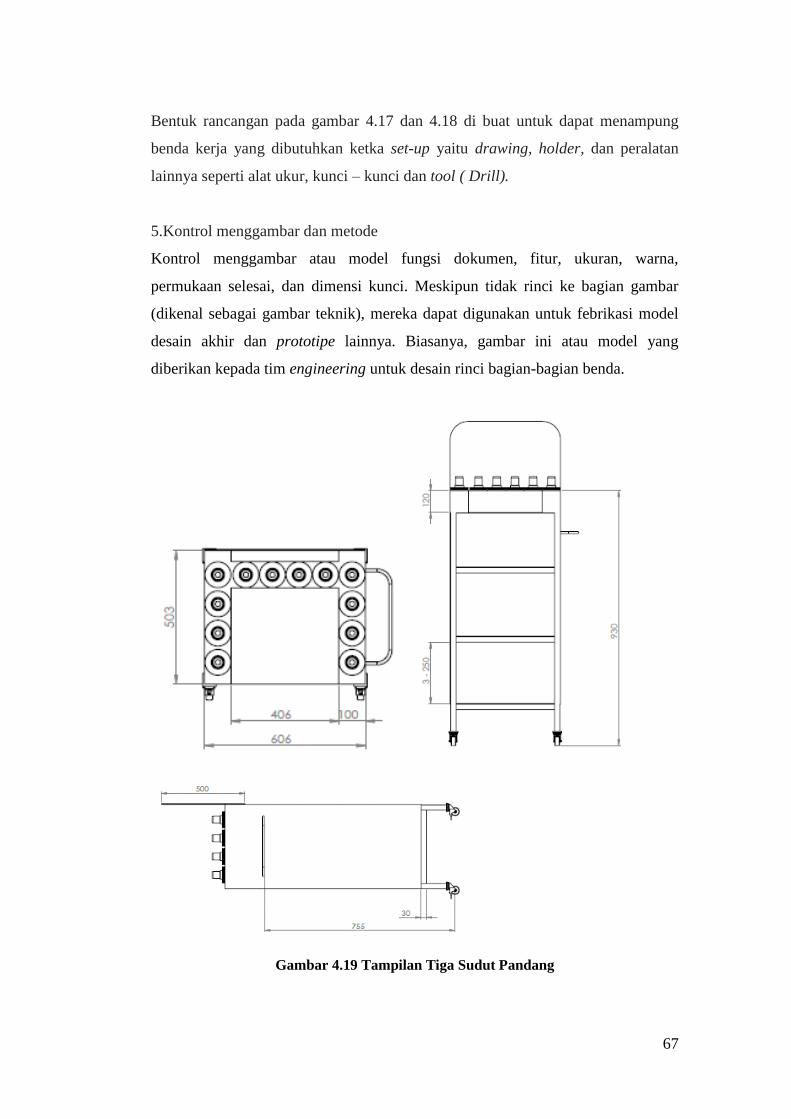
67
Bentuk rancangan pada gambar 4.17 dan 4.18 di buat untuk dapat menampung
benda kerja yang dibutuhkan ketka set-up yaitu drawing, holder, dan peralatan
lainnya seperti alat ukur, kunci – kunci dan tool ( Drill).
5.Kontrol menggambar dan metode
Kontrol menggambar atau model fungsi dokumen, fitur, ukuran, warna,
permukaan selesai, dan dimensi kunci. Meskipun tidak rinci ke bagian gambar
(dikenal sebagai gambar teknik), mereka dapat digunakan untuk febrikasi model
desain akhir dan prototipe lainnya. Biasanya, gambar ini atau model yang
diberikan kepada tim engineering untuk desain rinci bagian-bagian benda.
Gambar 4.19 Tampilan Tiga Sudut Pandang
68
6.Koordinasi dengan Engineering atau vendor
Pada tahapan ini, menentukan apakan produk tersebut di buat di luar dengan
menggunakan jasa vendor atau dapat di buat sendiri. Adapun hal – hal yang
menjadi pertimbangan adalah dengan melihat biaya, proses,dan waktu pembuatan
alat bantu tersebut. Untuk proses pembuatan alat bantu ini dilakukan di PT.
Twintect sendiri dengan memanfaatkan peralatan yang tersedia seperti mesin las,
bor, gergaji pemotong dan grinda. Pembuatan meja prepare ini terdiri dari
beberapa proses antara lain:
- Proses Pemotongan
- Proses penghalusan
- Proses Pengelasan (welding )
- Proses pengeboran
- Proses perakitan
Adapun biaya material, pekerja dan proses pembuatan alat ini dapat dilihat pada
rinsian tabel berikut:
Tabel 4.36 Informasi Biaya Material Untuk Pembuatan Meja Prepare
Informasi Kebutuhan Material ITEM
NO PART NUMBER DESCRIPTION QTY
HARGA/PCS
(Rp) TOTAL
1 Plat 3mm 600 x 300 x 3mm 1 1.700.000 1.700.000
2 Box Holder Triplek kayu tebal
600 x 300 x 15
mm 1 45.000 45.000
3 Hollow 30 x 30 mm Besi hollow (600
x 30 x 30 mm) 3 180.000 540.000
4 Handle Besi (Ø 16 x 700) 1 45.000 45.000
5 Roda 3 Inch Vendor 4 148.000 592.000
Total Biaya Kebutuhan Material 2.922.000
Estimasi biaya pembuatan meja adalah Rp. 2.922.000 / unit, sehingga cost
production unit untuk pembuatan meja untuk 7 mesin adalah Rp. 2.922.000 x 7 =
Rp.16.093.000 di tambah dengan biaya pekerja Rp. 200.000/hari dengan
pengerjaan meja selama 3 hari maka biaya investasi pembuatan meja ini adalah
Rp. 16.693.000. Berikut rincian biayanya:
69
Tabel 4.37 Total Biaya Investasi Perbaikan
JENIS BIAYA BIAYA (Rp) QTY TOTAL (Rp) Material 2.299.000 7 Unit 16.093.000
Tukang (pekerja) Dan Proses 200.000 3 Hari 600.000
Total 16.693.000
Harga untuk satu produk tipe simple adalah Rp. 50.000.000 dan tipe hard
mencapai harga Rp. 130.000.000/ unit dengan nilai profit yaitu 10% dari harga
jual, maka break event point (BEP) dalam unit untuk produk tipe simple adalah:
Biaya investasi = Rp. 16.693.000
Harga jual = Rp. 50.000.000
Profit/unit = Rp. 50.000.000 x 10% = Rp. 5.000.000
Total biaya/unit = Rp. 50.000.000 – 5.000.000 = Rp. 45.000.000
BEP (unit) = Biaya Investasi
Harga jual/unit - Biaya/unit
16.693.000 = 3,3 ≈ 4
50.000.000 - 45.000.000
Berdasarkan perhitungan BEP untuk contoh produk tipe simple maka jumlah
produk yang harus di jual untuk pengembalian biaya investasi perbaikan adalah 4
unit.
4.4. Perbandingan Sebelum Dan Sesudah Perbaikan
Setelah melakukan pengolahan data untuk usulan perbaikan, selanjutnya
membandingkan hasil perbaikan dengan hasil sebelum perbaikan. Hal ini
bertujuan untuk melihat apakan usulan perbaikan tersebut dapat di jadikan sebagai
bahan pertimbangan untuk di terima atau tidak.
4.4.1 Analisis Perbaikan Waktu Set-up
Hasil analisis perbaikan waktu set-up yang semula sebelum perbaikan adalah 96,6
menit kini menjadi 44,3 menit, hal itu di karenakan adanya pemisahan kegiatan
internal dan external pada tahapan set-up sebelumnya, dengan adanya pemisahan
aktivitas internal dan external maka waktu mesin berhenti adalah 44,3 menit atau
mengalami efisiensi waktu set-up sebesar 54,3%, analisis ini dilakukan terhadap
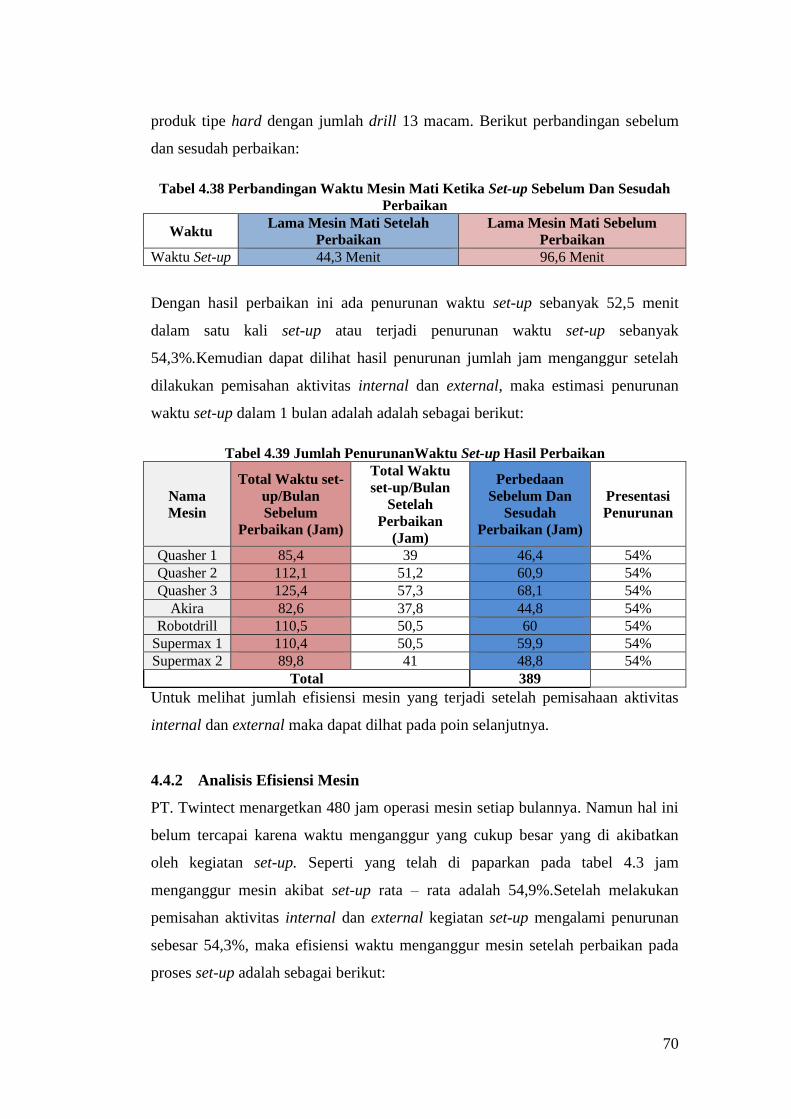
70
produk tipe hard dengan jumlah drill 13 macam. Berikut perbandingan sebelum
dan sesudah perbaikan:
Tabel 4.38 Perbandingan Waktu Mesin Mati Ketika Set-up Sebelum Dan Sesudah
Perbaikan
Waktu Lama Mesin Mati Setelah
Perbaikan Lama Mesin Mati Sebelum
Perbaikan Waktu Set-up 44,3 Menit 96,6 Menit
Dengan hasil perbaikan ini ada penurunan waktu set-up sebanyak 52,5 menit
dalam satu kali set-up atau terjadi penurunan waktu set-up sebanyak
54,3%.Kemudian dapat dilihat hasil penurunan jumlah jam menganggur setelah
dilakukan pemisahan aktivitas internal dan external, maka estimasi penurunan
waktu set-up dalam 1 bulan adalah adalah sebagai berikut:
Tabel 4.39 Jumlah PenurunanWaktu Set-up Hasil Perbaikan
Nama
Mesin
Total Waktu set-
up/Bulan
Sebelum
Perbaikan (Jam)
Total Waktu
set-up/Bulan
Setelah
Perbaikan
(Jam)
Perbedaan
Sebelum Dan
Sesudah
Perbaikan (Jam)
Presentasi
Penurunan
Quasher 1 85,4 39 46,4 54% Quasher 2 112,1 51,2 60,9 54% Quasher 3 125,4 57,3 68,1 54%
Akira 82,6 37,8 44,8 54% Robotdrill 110,5 50,5 60 54%
Supermax 1 110,4 50,5 59,9 54% Supermax 2 89,8 41 48,8 54%
Total 389
Untuk melihat jumlah efisiensi mesin yang terjadi setelah pemisahaan aktivitas
internal dan external maka dapat dilhat pada poin selanjutnya.
4.4.2 Analisis Efisiensi Mesin
PT. Twintect menargetkan 480 jam operasi mesin setiap bulannya. Namun hal ini
belum tercapai karena waktu menganggur yang cukup besar yang di akibatkan
oleh kegiatan set-up. Seperti yang telah di paparkan pada tabel 4.3 jam
menganggur mesin akibat set-up rata – rata adalah 54,9%.Setelah melakukan
pemisahan aktivitas internal dan external kegiatan set-up mengalami penurunan
sebesar 54,3%, maka efisiensi waktu menganggur mesin setelah perbaikan pada
proses set-up adalah sebagai berikut:
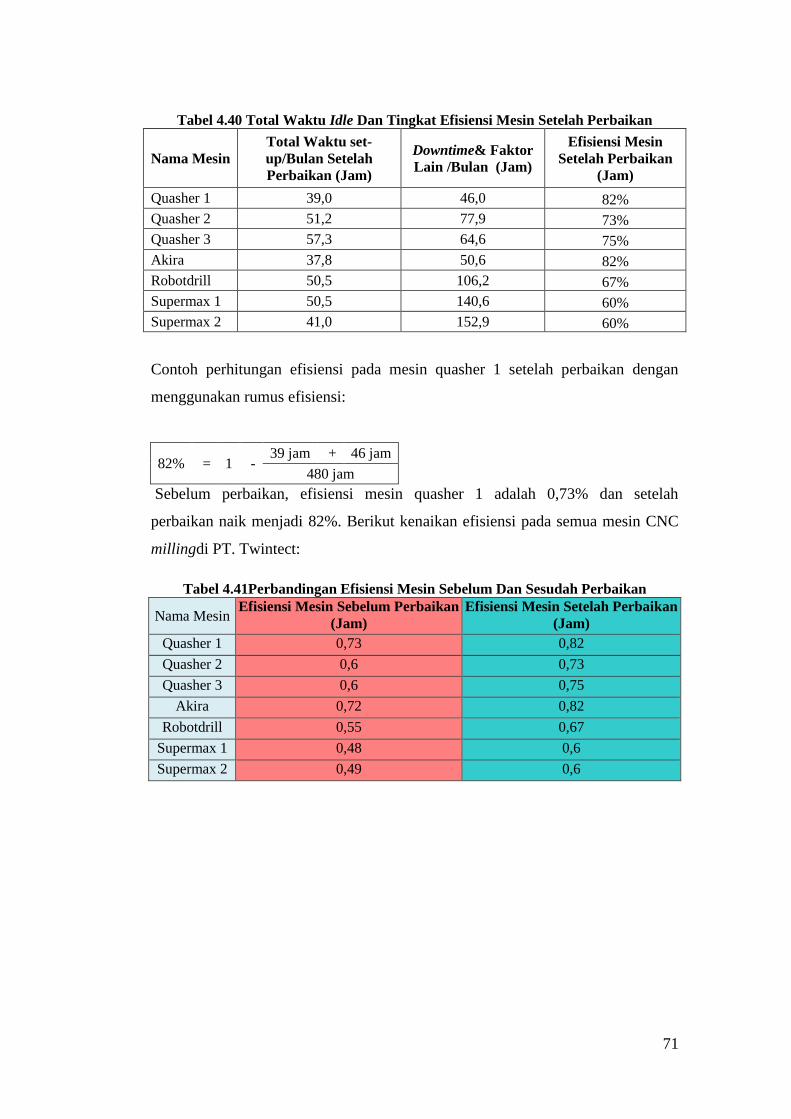
71
Tabel 4.40 Total Waktu Idle Dan Tingkat Efisiensi Mesin Setelah Perbaikan
Nama Mesin Total Waktu set-
up/Bulan Setelah
Perbaikan (Jam)
Downtime& Faktor
Lain /Bulan (Jam)
Efisiensi Mesin
Setelah Perbaikan
(Jam)
Quasher 1 39,0 46,0 82%
Quasher 2 51,2 77,9 73%
Quasher 3 57,3 64,6 75%
Akira 37,8 50,6 82%
Robotdrill 50,5 106,2 67%
Supermax 1 50,5 140,6 60%
Supermax 2 41,0 152,9 60%
Contoh perhitungan efisiensi pada mesin quasher 1 setelah perbaikan dengan
menggunakan rumus efisiensi:
82% = 1 - 39 jam + 46 jam
480 jam
Sebelum perbaikan, efisiensi mesin quasher 1 adalah 0,73% dan setelah
perbaikan naik menjadi 82%. Berikut kenaikan efisiensi pada semua mesin CNC
millingdi PT. Twintect:
Tabel 4.41Perbandingan Efisiensi Mesin Sebelum Dan Sesudah Perbaikan
Nama Mesin Efisiensi Mesin Sebelum Perbaikan
(Jam) Efisiensi Mesin Setelah Perbaikan
(Jam)
Quasher 1 0,73 0,82
Quasher 2 0,6 0,73
Quasher 3 0,6 0,75
Akira 0,72 0,82
Robotdrill 0,55 0,67
Supermax 1 0,48 0,6
Supermax 2 0,49 0,6
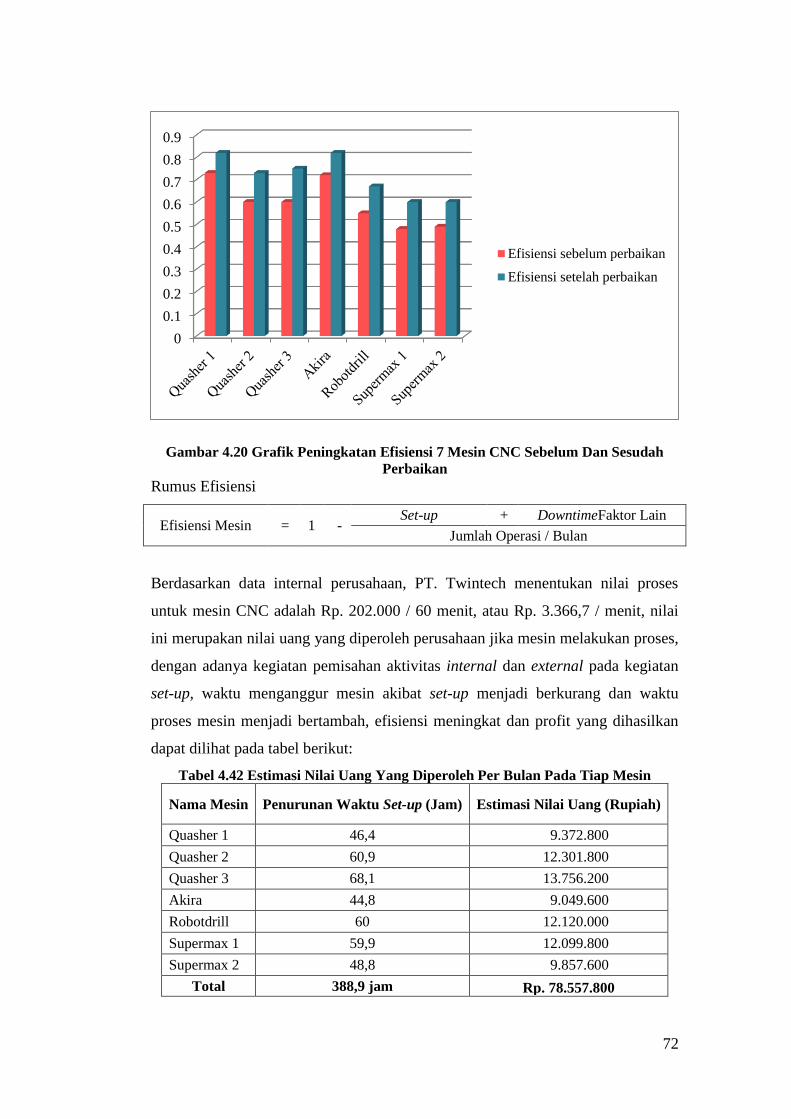
72
Gambar 4.20 Grafik Peningkatan Efisiensi 7 Mesin CNC Sebelum Dan Sesudah
Perbaikan
Rumus Efisiensi
Efisiensi Mesin = 1 - Set-up + DowntimeFaktor Lain
Jumlah Operasi / Bulan
Berdasarkan data internal perusahaan, PT. Twintech menentukan nilai proses
untuk mesin CNC adalah Rp. 202.000 / 60 menit, atau Rp. 3.366,7 / menit, nilai
ini merupakan nilai uang yang diperoleh perusahaan jika mesin melakukan proses,
dengan adanya kegiatan pemisahan aktivitas internal dan external pada kegiatan
set-up, waktu menganggur mesin akibat set-up menjadi berkurang dan waktu
proses mesin menjadi bertambah, efisiensi meningkat dan profit yang dihasilkan
dapat dilihat pada tabel berikut:
Tabel 4.42 Estimasi Nilai Uang Yang Diperoleh Per Bulan Pada Tiap Mesin
Nama Mesin Penurunan Waktu Set-up (Jam) Estimasi Nilai Uang (Rupiah)
Quasher 1 46,4 9.372.800
Quasher 2 60,9 12.301.800
Quasher 3 68,1 13.756.200
Akira 44,8 9.049.600
Robotdrill 60 12.120.000
Supermax 1 59,9 12.099.800
Supermax 2 48,8 9.857.600
Total 388,9 jam Rp. 78.557.800
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
Efisiensi sebelum perbaikan
Efisiensi setelah perbaikan
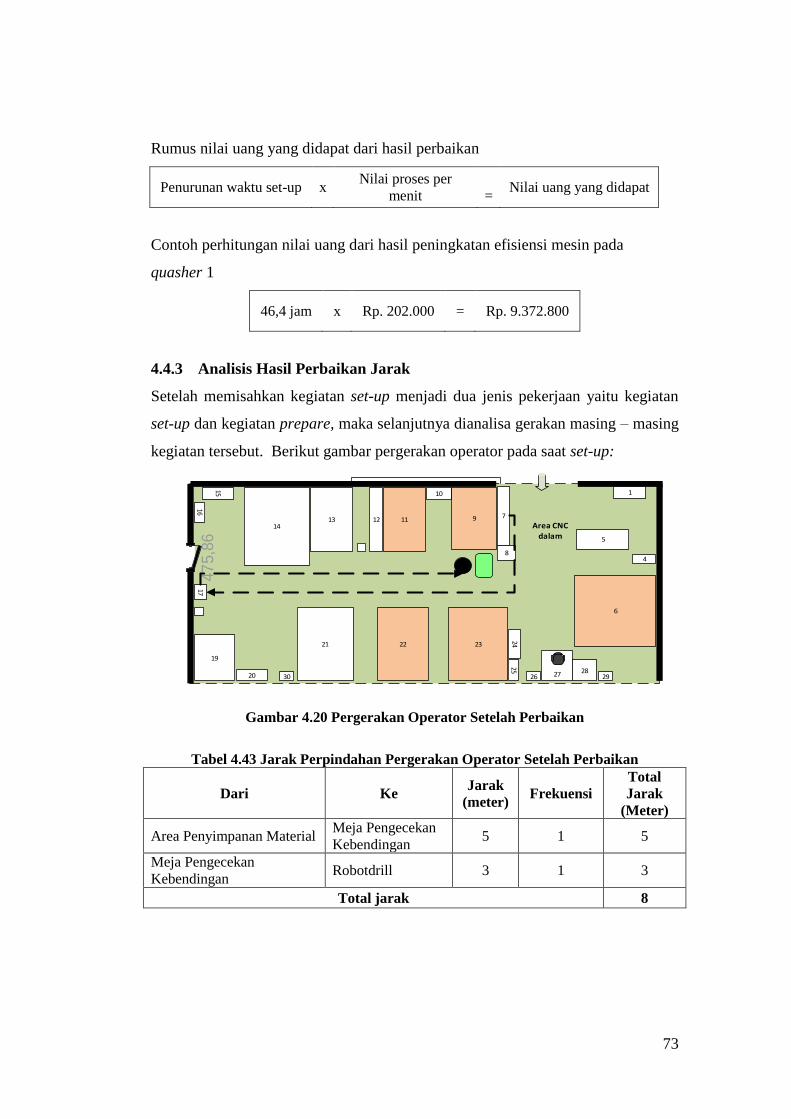
73
Rumus nilai uang yang didapat dari hasil perbaikan
Penurunan waktu set-up x Nilai proses per
menit
= Nilai uang yang didapat
Contoh perhitungan nilai uang dari hasil peningkatan efisiensi mesin pada
quasher 1
46,4 jam x Rp. 202.000 = Rp. 9.372.800
4.4.3 Analisis Hasil Perbaikan Jarak
Setelah memisahkan kegiatan set-up menjadi dua jenis pekerjaan yaitu kegiatan
set-up dan kegiatan prepare, maka selanjutnya dianalisa gerakan masing – masing
kegiatan tersebut. Berikut gambar pergerakan operator pada saat set-up:
1
Area CNC dalam
1
5
4
6
7
8
9
10
11121314
15
1617
47
5,8
6
20
19
21 22 23
2425
26 27 282930
2
Gambar 4.20 Pergerakan Operator Setelah Perbaikan
Tabel 4.43 Jarak Perpindahan Pergerakan Operator Setelah Perbaikan
Dari Ke Jarak
(meter) Frekuensi
Total
Jarak
(Meter)
Area Penyimpanan Material Meja Pengecekan
Kebendingan 5 1 5
Meja Pengecekan
Kebendingan Robotdrill 3 1 3
Total jarak 8
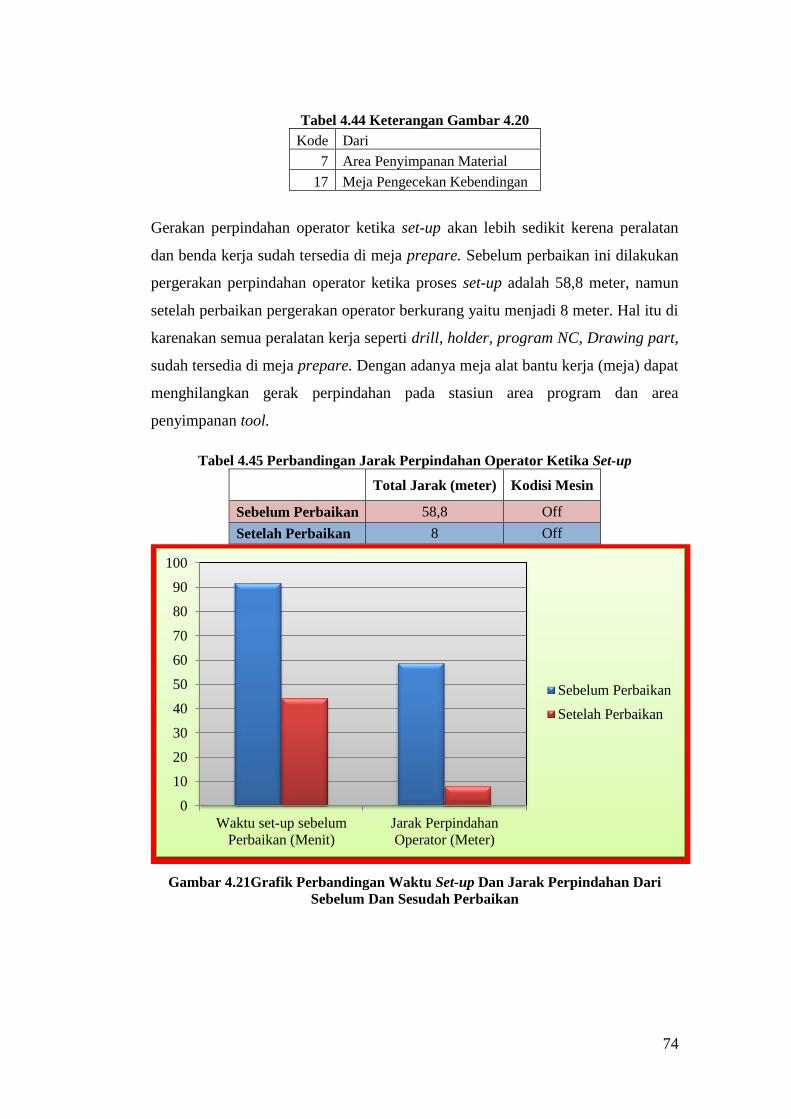
74
Tabel 4.44 Keterangan Gambar 4.20
Kode Dari
7 Area Penyimpanan Material
17 Meja Pengecekan Kebendingan
Gerakan perpindahan operator ketika set-up akan lebih sedikit kerena peralatan
dan benda kerja sudah tersedia di meja prepare. Sebelum perbaikan ini dilakukan
pergerakan perpindahan operator ketika proses set-up adalah 58,8 meter, namun
setelah perbaikan pergerakan operator berkurang yaitu menjadi 8 meter. Hal itu di
karenakan semua peralatan kerja seperti drill, holder, program NC, Drawing part,
sudah tersedia di meja prepare. Dengan adanya meja alat bantu kerja (meja) dapat
menghilangkan gerak perpindahan pada stasiun area program dan area
penyimpanan tool.
Tabel 4.45 Perbandingan Jarak Perpindahan Operator Ketika Set-up
Total Jarak (meter) Kodisi Mesin
Sebelum Perbaikan 58,8 Off
Setelah Perbaikan 8 Off
Gambar 4.21Grafik Perbandingan Waktu Set-up Dan Jarak Perpindahan Dari
Sebelum Dan Sesudah Perbaikan
0
10
20
30
40
50
60
70
80
90
100
Waktu set-up sebelum
Perbaikan (Menit)
Jarak Perpindahan
Operator (Meter)
Sebelum Perbaikan
Setelah Perbaikan
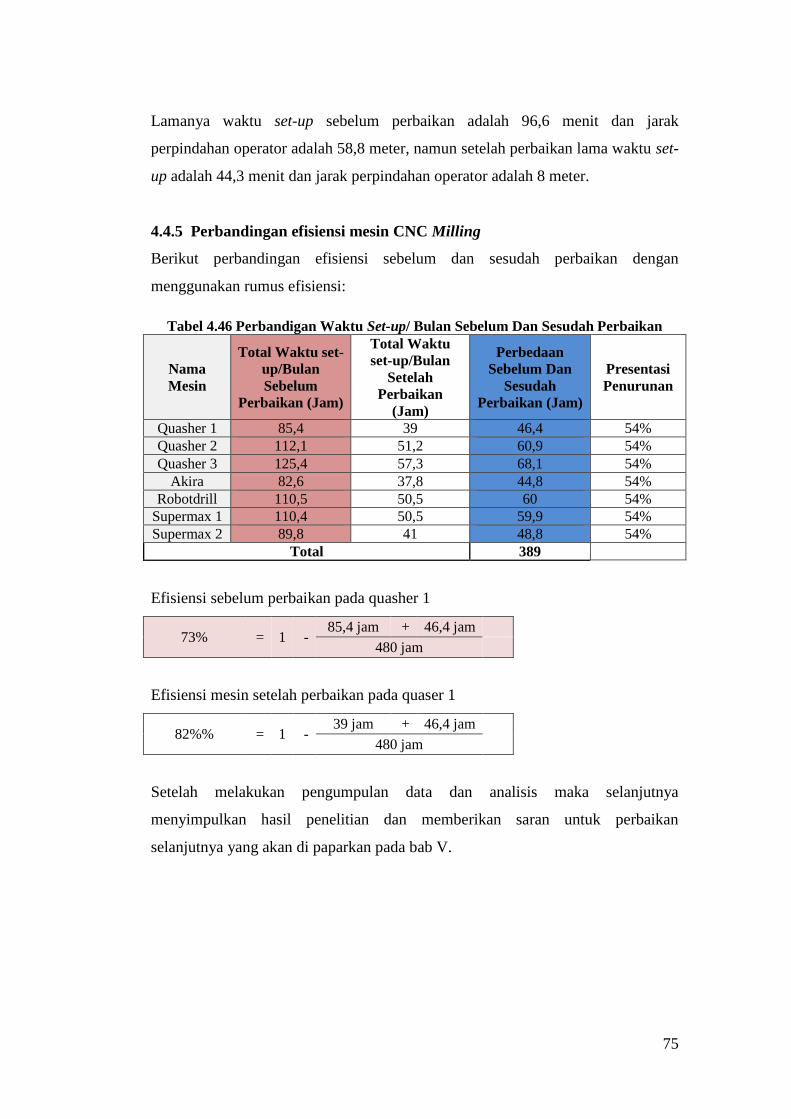
75
Lamanya waktu set-up sebelum perbaikan adalah 96,6 menit dan jarak
perpindahan operator adalah 58,8 meter, namun setelah perbaikan lama waktu set-
up adalah 44,3 menit dan jarak perpindahan operator adalah 8 meter.
4.4.5 Perbandingan efisiensi mesin CNC Milling
Berikut perbandingan efisiensi sebelum dan sesudah perbaikan dengan
menggunakan rumus efisiensi:
Tabel 4.46 Perbandigan Waktu Set-up/ Bulan Sebelum Dan Sesudah Perbaikan
Nama
Mesin
Total Waktu set-
up/Bulan
Sebelum
Perbaikan (Jam)
Total Waktu
set-up/Bulan
Setelah
Perbaikan
(Jam)
Perbedaan
Sebelum Dan
Sesudah
Perbaikan (Jam)
Presentasi
Penurunan
Quasher 1 85,4 39 46,4 54% Quasher 2 112,1 51,2 60,9 54% Quasher 3 125,4 57,3 68,1 54%
Akira 82,6 37,8 44,8 54% Robotdrill 110,5 50,5 60 54%
Supermax 1 110,4 50,5 59,9 54% Supermax 2 89,8 41 48,8 54%
Total 389
Efisiensi sebelum perbaikan pada quasher 1
73% = 1 - 85,4 jam + 46,4 jam
480 jam
Efisiensi mesin setelah perbaikan pada quaser 1
82%% = 1 - 39 jam + 46,4 jam
480 jam
Setelah melakukan pengumpulan data dan analisis maka selanjutnya
menyimpulkan hasil penelitian dan memberikan saran untuk perbaikan
selanjutnya yang akan di paparkan pada bab V.
76
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Setelah melakukan pengolahan data, hasil dari penelitian ini jika disimpulkan
maka hasilnya sebagai berikut:
1. Memisahkan aktivitas internal dan aktivitas external pada setiap tahapan
set-up, diantaranya:
a. Tahapan external
- Tahapan pengecekan benda kerja
- Tahapan pemasangan drill ke holder
- Tahapan pemerograman NC program
b. Tahapan internal
- Tahapan pemasangan benda kerja ke mesin
- Tahapan pemasangan holder ke mesin
- Tahapan pemasangn holder ke mesin (Untuk center drill)
2. Dengan jarak tempuh yang saat ini jauh, maka untuk mengurangi jarak
tempuh operator ketika set-up perlu di tambahkan alat bantu yaitu meja
prepare sebagai penyimpanan benda kerja yang akan digunakan untuk set-
up
3. Membuat standarisasi tahpan set-up dengan membuat work instruction
sheet yang baku, sehingga urutan tahapan set-up semua operator sama.
5.2. Saran
Dari hasil analisis, sebagai saran untuk perbaikan selanjutnya adalah membuat
standarisasi pada tool (drill) yang digunakan untuk proses set-up. Hal ini
bertujuan untuk mengurangi waktu proses, sehingga proses pada mesin menjadi
lebih cepat, dalam proses milling kualitas tool sangat menentukan waktu produksi,
jika tool baru akan lebih cepat memproses produk dibandingkan tool yang sudah
lama.
77
Daftar Pustaka
Saputra, R., Arianto, H., Irianti, L., Usulan Minimasi Waktu Set-up Dengan
Menggunakan Metode Single Minute Exchange Of Die (SMED) di Perusahaan
X,Jurnal Online Institut Teknologi Nasional, 2016, pp. 2338-5081.
Satwikaningrum, D. (2006), Perbaikan Waktu Set-up Dengan
MenggunakanMetode SMED (Study Kasus PT. Niaga Bhuana Aneka Pirant),
Skripsi, Jurusan Teknik Industri, Universitas Sebelas Maret, Surakarta, 2006.
J.T. Black J.T, dan Kohser. R.A.,Materials And Process In ManufactureTenth
Edition, John Willey & Sons., New York, 2007.
Freivalds. A., Nibel’s Methode, Standard, And Work Design, Mc Graw-Hill Inc,
New York, 2009.
Ulrich, K.T., Eppinger, S.D., Product Design And Development Fifth Edition, Mc
Graw-Hill Inc, New York, 2012.
Dillon, A.P, A Revolution In Manufacturing: A SMED System EnglishTranslation,
Productivity Inc, Stamford, 1985.

78
LAMPIRAN
Lampiran 1 Work Instruction Sheet Pengecekan Benda Kerja Awal
Lampiran 2 Work Instruction Sheet Pemasangan Benda Kerja Ke Mesin
Lampiran 3 Work Instruction Sheet Memasang Holder Ke Mesin Untuk Center
Drill
Lampiran 4 Work Instruction SheetMemasang Holder Ke Mesin
Lampiran 5 Work Instruction SheetMemasang Drill Ke Holder
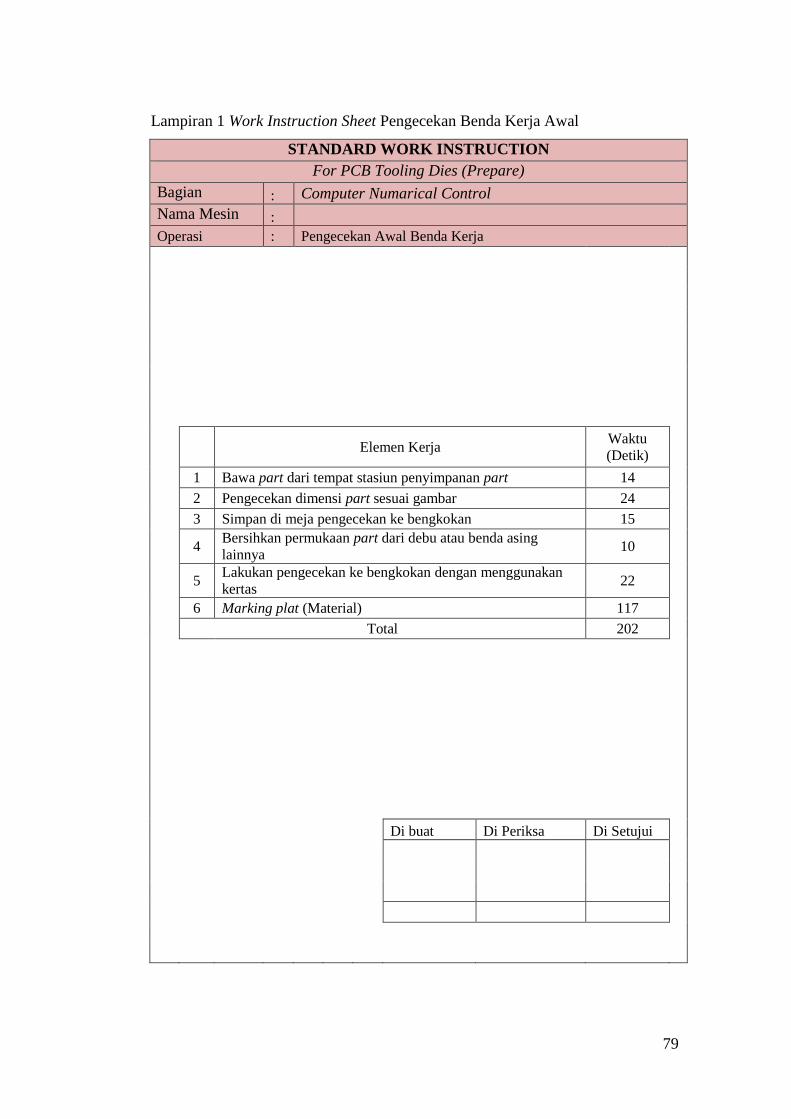
79
Lampiran 1 Work Instruction Sheet Pengecekan Benda Kerja Awal
STANDARD WORK INSTRUCTION
For PCB Tooling Dies (Prepare)
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Pengecekan Awal Benda Kerja
Elemen Kerja
Waktu
(Detik)
1 Bawa part dari tempat stasiun penyimpanan part 14
2 Pengecekan dimensi part sesuai gambar 24
3 Simpan di meja pengecekan ke bengkokan 15
4
Bersihkan permukaan part dari debu atau benda asing
lainnya 10
5
Lakukan pengecekan ke bengkokan dengan menggunakan
kertas 22
6 Marking plat (Material) 117
Total 202
Di buat Di Periksa Di Setujui
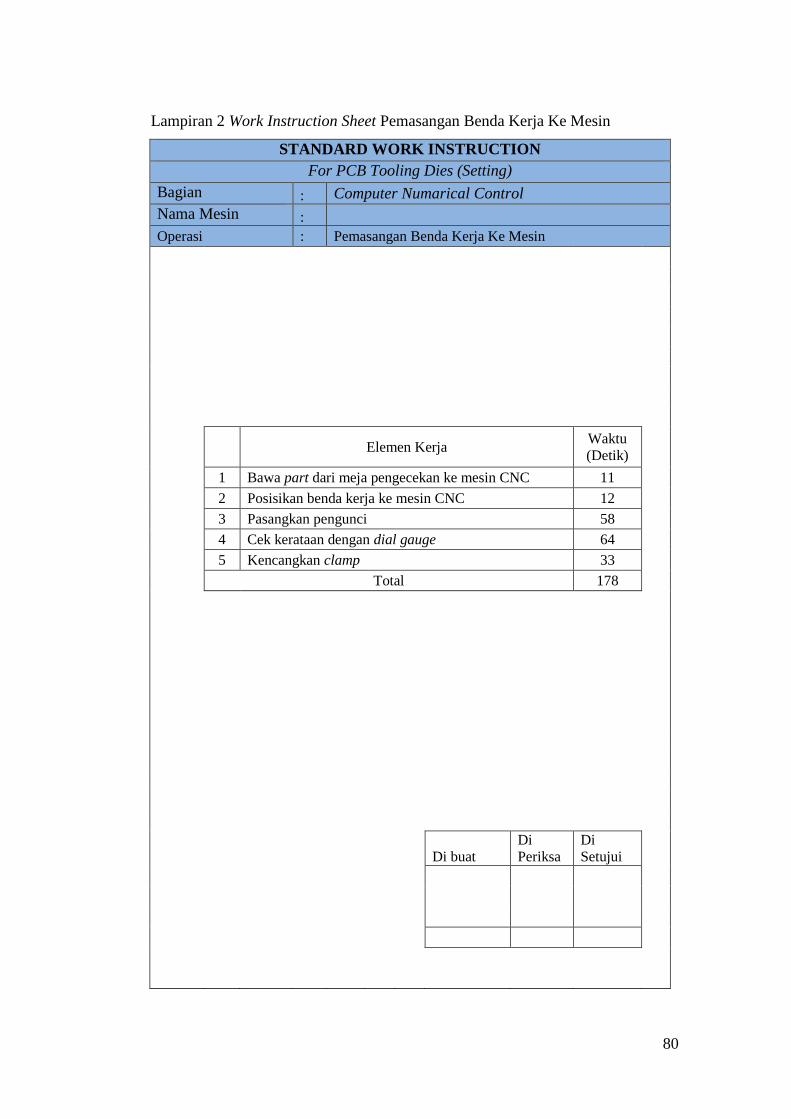
80
Lampiran 2 Work Instruction Sheet Pemasangan Benda Kerja Ke Mesin
STANDARD WORK INSTRUCTION
For PCB Tooling Dies (Setting)
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Pemasangan Benda Kerja Ke Mesin
Elemen Kerja
Waktu
(Detik)
1 Bawa part dari meja pengecekan ke mesin CNC 11
2 Posisikan benda kerja ke mesin CNC 12
3 Pasangkan pengunci 58
4 Cek kerataan dengan dial gauge 64
5 Kencangkan clamp 33
Total 178
Di buat Di
Periksa Di
Setujui

81
Lampiran 3Work Instruction SheetMemasang Holder Ke Mesin Untuk Center
Drill
STANDARD WORK INSTRUCTION
For PCB Tooling Dies
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Memasang Holder Ke Mesin Untuk Center Drill
Elemen Kerja
Waktu
(Detik)
1 Ambil holder yang sudah terpasang tool 5
2 Pilih jenis tool sesuai permintaan program 9
3 Klik di monitor tombol M-CODE sesuai list pada program 13
4
Pasangkan holder ke mesin sesuai nomer urut permintaan
program 8
5 Cek kestabilan Center Drill pada holder 385
6 Pasangkan dial gauge pada benda kerja 9
7
Putar handle X, Y, Z untuk memposisikan drill ke dial
sampai ke titik Nol 47
Total 476
Di buat Di Periksa Di Setujui
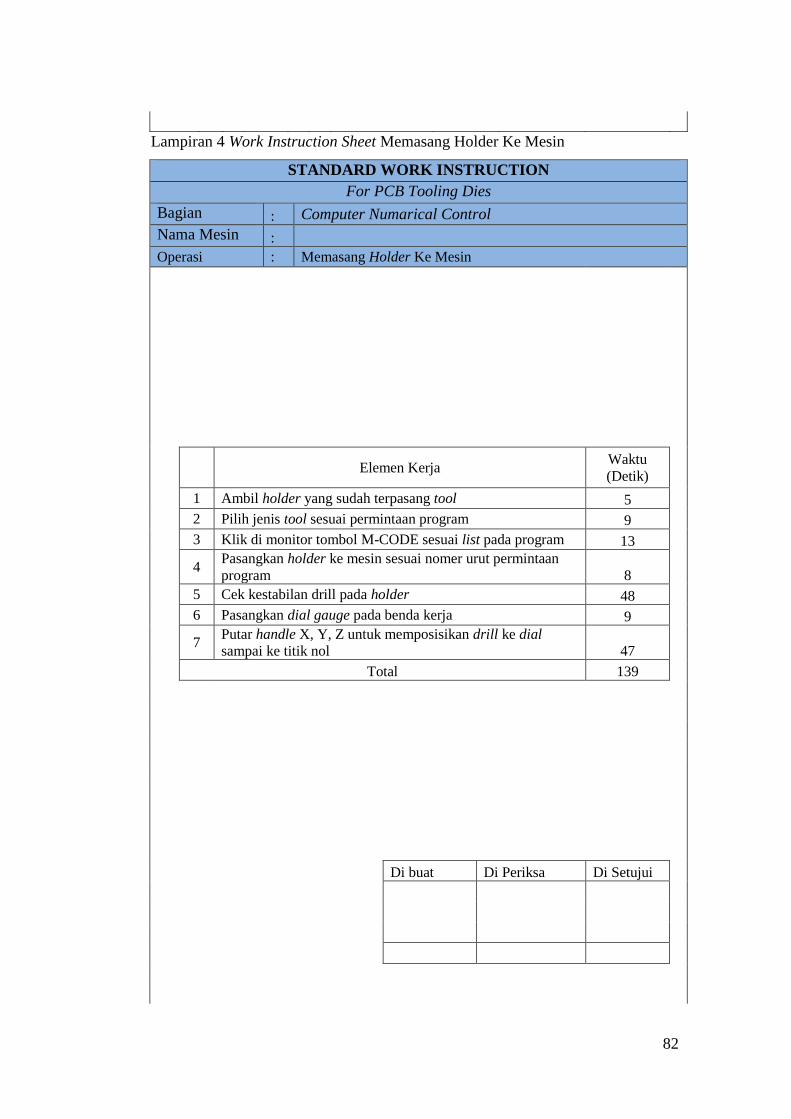
82
Lampiran 4 Work Instruction Sheet Memasang Holder Ke Mesin
STANDARD WORK INSTRUCTION
For PCB Tooling Dies
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Memasang Holder Ke Mesin
Elemen Kerja
Waktu
(Detik)
1 Ambil holder yang sudah terpasang tool 5
2 Pilih jenis tool sesuai permintaan program 9
3 Klik di monitor tombol M-CODE sesuai list pada program 13
4
Pasangkan holder ke mesin sesuai nomer urut permintaan
program 8
5 Cek kestabilan drill pada holder 48
6 Pasangkan dial gauge pada benda kerja 9
7
Putar handle X, Y, Z untuk memposisikan drill ke dial
sampai ke titik nol 47
Total 139
Di buat Di Periksa Di Setujui

83
Lampiran 5 Work Instruction Sheet Memasang Drill Ke Holder
STANDARD WORK INSTRUCTION
For PCB Tooling Dies
Bagian : Computer Numarical Control
Nama Mesin :
Operasi : Memasang Drill Ke Holder
Elemen Kerja
Waktu
(Detik)
1 Ambil holder 36
2 Posisikan holder ke dudukan holder 6
3 Kendorkan collect holder 14
4 Memilah drill yang akan digunakan 84
5 Pasangkan drill ke holder 11
6 Kencangkan collect holder 12
Total 163
Di buat Di Periksa Di Setujui

84