pengembangan perangkat lunak komputasi untuk … · gambar 3.1 menunjukkan piranti spc yang...
TRANSCRIPT

Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
172
Pengembangan Perangkat Lunak Komputasi untuk Pemantauan Kinerja Plant Secara REAL TIME
dengan Metoda Statistical Process Control
M. Rasyid Aqmar, Deddy Kurniadi & Sony Yuliar
Departemen Teknik Fisika – Institut Teknologi Bandung Jalan Ganesha 10, Bandung 40132
Email : [email protected]
Abstrak Di dalam proses produksi industri, aspek Quality Control menjadi hal yang
sangat penting. Namun, pada kenyataannya, senantiasa terjadi keragaman yang dapat menurunkan performansi dan kualitas proses produksi. Sehingga perlu diadakan pemantauan terhadap keragaman yang terjadi dalam proses. Statistical Process Control (SPC) merupakan salah satu metoda yang digunakan untuk memantau keragaman yang terjadi di dalam proses. SPC merupakan perangkat yang berdasarkan perhitungan statistik digunakan untuk memantau dan menganalisis kondisi proses produksi sesuai kebutuhan dan jenisnya.
Dalam studi ini dibuat suatu perangkat lunak SPC menggunakan Microsoft Visual Basic 6.0. Perangkat lunak SPC ini mengolah data masukan baik process variable (PV) dan manipulated variable (MV) secara online dan offline serta menampilkan hasilnya dalam bentuk karta kontrol. Perangkat SPC yang ditampilkan dalam perangkat lunak ini adalah karta kontrol X-bar, Range, Standar Deviasi, Individual, Moving Range, Cumulative of Sum (Cusum), Histogram Distribusi Frekuensi dan Kapabilitas Proses, serta karta Status Batas Deviasi. Karta kontrol yang dibuat merupakan karta kontrol untuk jenis subgrup. Data masukan online diambil dari Sistem Kontrol Terdistribusi, dan data masukan offline diambil dari tabel data Excel. Perangkat lunak SPC ini mampu menampilkan parameter-parameter statistik yang diperlukan dalam membuat analisis kondisi proses.
Kata kunci Keragaman, Statistical Process Control, karta kontrol, kapabilitas proses, Centum OLE Control Module, online, offline
1. PENDAHULUAN
Dalam dunia industri, peningkatan kualitas produksi senantiasa menjadi isu utama. Faktor-faktor yang berpengaruh dalam peningkatan kualitas ini adalah kondisi kestabilan proses itu sendiri serta seluruh individu yang terlibat dalam proses (operator, insinyur, manajemen) untuk secara berkelanjutan meningkatkan performansi dan mengurangi keragaman pada proses. Terdapat beberapa jenis kondisi yang dapat terjadi berkaitan dengan jenis proses itu serta kebutuhan pengamatannya. Kebutuhan tersebut bergantung pada penentuan lamanya waktu sampling, jumlah data yang diolah, serta seberapa besar ketelitian terhadap pemantauan. Selain itu, berkaitan dengan pengolahan dan pengamatan data proses secara statistik, terdapat beberapa pola kesalahan yang perlu
dikenali selain dari pola kesalahan yang paling umum, yakni batas 3σ. Pengenalan pola ini dapat membantu dalam pengambilan keputusan bagi operator untuk melakukan aksi ke lapangan ataukah tidak.
Pengamatan dengan menggunakan SPC akan memudahkan operator dan pihak manajemen untuk segera melakukan aksi perbaikan yang diperlukan di lapangan demi meningkatkan kualitas produksi berdasarkan variabel data proses. Namun yang perlu diperhatikan adalah, saat terjadinya kondisi out-of-control, penyebabnya bisa beragam, beberapa diantaranya adalah masuknya material baru, pergantian operator, jadwal perawatan, serta rusaknya instrumen. SPC dalam hal ini, memiliki peluang untuk secara lebih cepat memutuskan apakah kesalahan terjadi akibat kondisi instrumen yang direpresentasikan oleh

Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
173
manipulated variable ataukah akibat perubahan yang lainnya [2].
Pemilihan pengamatan baik secara off-line berdasarkan data terekam maupun pengamatan secara on-line langsung dari Sistem Kontrol Terdistribusi (DCS) menjadi kebutuhan yang penting. Selain itu, dibutuhkan pula perangkat perekaman yang memuat data hasil pengolahan secara statistik untuk kebutuhan dokumentasi basis data yang lengkap.
Pada studi ini dikembangkan suatu perangkat lunak SPC dengan menggunakan bahasa pemrograman Visual Basic untuk pemantauan dan evaluasi kinerja plant. Perangkat lunak ini berfungsi melakukan pengambilan data baik secara offline dari data tabel excel maupun on-line dari DCS, melakukan perhitungan statistik dan menampilkannya dalam bentuk karta kontrol, serta melakukan logging data kembali ke dalam format tabel excel. Proses pengambilan data, pengolahannya dan menampilkan karta kontrol dilakukan secara otomatis dan realtime. Metoda batas standar deviasi digunakan untuk membantu interpretasi pengambilan keputusan terhadap kondisi Out of Control. 2. STATISTICAL PROCESS CONTROL
SPC adalah suatu metoda untuk pemantauan proses berdasarkan teknik-teknik statistik. Tujuan utama SPC adalah menentukan apakah suatu sistem berada pada kondisi terkontrol secara statistik atau tidak. Jika tidak, kondisi tersebut harus dicapai dengan mengeliminasi variasi sebab khusus. SPC tidak melakukan aksi langsung terhadap proses. Oleh karena itu, proses harus dimonitor dan penanganan harus dilakukan sesegera mungkin jika proses terdeteksi bergerak ke kondisi tidak terkontrol secara statistik.
Terdapat dua variasi pada proses, yaitu variasi alami atau sering disebut sebagai penyebab acak atau penyebab sistem, merupakan faktor-faktor di dalam sistem dan melekat pada proses yang menyebabkan timbulnya variasi dalam sistem tersebut. Variasi alami sulit dihindarkan, untuk mereduksinya memerlukan biaya yang besar, sehingga tidak ekonomis. Variasi alami dapat dikurangi dengan merubah desain produk atau desain proses. Variasi lainnya adalah variasi khusus (Special Causes Variation) adalah kejadian-kejadian di luar sistem yang mempengaruhi variasi dalam sistem tersebut. Penyebab khusus dapat bersumber dari faktor-faktor antara lain: manusia, mesin dan peralatan, material, lingkungan, metode kerja. Penyebab khusus mengambil pola-
pola non-acak sehingga dapat diidentifikasi. Pola-pola non-acak tidak selalu aktif dalam proses tetapi memiliki pengaruh yang kuat pada proses, sehingga menimbulkan variasi.
Alat statistik yang biasa digunakan SPC untuk mendeteksi adanya keragaman adalah karta kontrol Shewhart. Karta kontrol Shewhart yang pertama kali dikembangkan oleh Dr. Walter Andrew Shewhart pada tahun 1920-an dilengkapi dengan limit kontrol atas (UCL) dan limit kontrol bawah (LCL). Limit kontrol berfungsi sebagai batas untuk menunjukkan adanya gejala variasi penyebab non acak atau tidak. Karta kontrol merupakan suatu alat statistik sederhana tapi efektif yang mampu mengindikasikan kejadian yang berurutan atau berbasis waktu. Hal tersebut merupakan kelebihan karta kontrol bila dibandingkan dengan alat statistik yang digunakan SPC lainnya seperti : histogram dan kurva distribusi frekuensi, dimana keluaran suatu proses yang ditampilkan tidak mengindikasikan kejadian yang berurutan atau berbasis waktu.
Pada perangkat lunak yang dikembangkan, perangkat utama SPC yang digunakan adalah karta kontrol seperti karta kontrol-X bar, Range, standar deviasi dan karta kontrol CUSUM, Histogram, selain itu juga sifat-sifat statistik lainnya seprti ukuran tendensi sentral, ukuran dispersi serta indeks kapabilitas proses. 3. RANCANGAN PERANGKAT LUNAK SPC
Gambaran Umum Perangkat lunak SPC yang dibuat
menggunakan bahasa pemrograman Visual Basic. Gambar 3.1 menunjukkan piranti SPC yang meliputi X-bar control chart, range control chart, standar deviation chart, Individual control chart, moving range control chart, cumulative of sum chart, histogram distribusi frekuensi, kapabilitas proses, dan status chart. Aplikasi yang dibuat ini diharapkan mampu menampilkan perangkat SPC yang dapat digunakan untuk memantau dan menganalisa adanya fluktuasi yang terjadi dalam proses secara real time. Data masukan diperoleh dari dua sumber yang dapat dipilih oleh pengguna, yakni data offline yang berasal dari file Microsoft Excel (*.xls), dan data secara online dari DCS. Data yang diperoleh dari kedua pilihan masukan ini kemudian diolah dalam suatu algoritma perhitungan statistik di dalam program, dan ditampilkan dalam bentuk karta – karta kontrol SPC, yang disesuaikan dengan kebutuhan pengguna, berdasarkan jenis waktu sampling, banyaknya sampel dalam subgrup, dan kecepatan responnya terhadap kondisi out-of-control.

Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
174
Algoritma Pemrograman Real-Time SPC Dalam rancangan pembuatan perangkat
lunak Real-Time SPC ini, digunakan algoritma pemrograman sebagai berikut : 1. Melakukan pemilihan koneksi secara on-line
ataukah offline 2. Jika yang dipilih on-line maka langkah
selanjutnya adalah melakukan koneksi dengan Human Interface Station DCS, dan memasukkan label variabel proses (PV) dan variabel manipulasi (MV).
3. Jika yang dipilih adalah off-line, maka langkah selanjutnya adalah membuka file data Excel dan memilih kolom yang akan diolah datanya
4. Memasukkan nilai variabel interval waktu sampling dan jumlah sampel per subgroup.
5. Memasukkan nilai target dan nilai limit spesifikasi proses
6. Melakukan start timer. 7. Mengoleksi data dari DCS dalam variabel
array. 8. Melakukan Pengolahan Data SPC. 9. Menampilkan data dan/atau meng-update
karta X bar, Range, Standar Deviasi,
Individual, Moving Range, CUSUM, Kapabilitas Proses, dan Histrogram.
Pemrograman Real-Time-SPC
Projek yang dibuat merupakan user interface berupa aplikasi Multiple Document Interface. Untuk mendukung projek yang dibuat, perlu ditambahkan Microsoft Excel 9.0 Object Library ke dalam daftar referensi projek. Selain itu perlu ditambahkan pula komponen Centum OLE Control module dan Microsoft Chart Control 6.0 ke dalam daftar komponen kontrol. Kemudian dibuat form – form meliputi: form MDI-SPC, form koneksi off-line/on-line, form Connect to HIS, form setting, form X-bar Control Chart, form Range Control Chart, form Standard Deviation Chart, form Individual dan Moving Range Chart, form CUSUM Chart, form Setting Spesifikasi Limit, form Histogram Distribusi Frekuensi. Form-form peta kontrol tersebut dilengkapi oleh dua karta untuk menampilkan hasil pengolahan variabel proses (PV) dan variabel manipulasi (MV).
PROGRAM PERHITUNGAN
SPC
DATA MASUKAN On-line
X-bar Control Chart & Range Control Chart, Individu, MR, S, CuSum Chart untuk PV
Histogram Distribusi Frekuensi & Kapabilitas Proses
Logging Data ke Microsoft Excel
DATA MASUKAN Off-line
Status Chart
X-bar Control Chart & Range Control Chart, Individu, MR, S, CuSum Chart untuk MV
Gambar 3.1 Konsep rancangan program Real Time – SPC
Start
Koneksi Online
Koneksi Ke HIS
Setting time sampling&Subgrup
Buka File excel & pilih kolom data
a
Jumlah subgrup n>=10
a
Jumlah subgrup n=1 dan Sampling Time Besar
Jumlah subgrup 1<n<10
X bar dan Range Chart
Moving Range & Individual Chart
Standard Deviation Chart
b
Masukan dari DCS
Masukan dari Excel
Ya Tidak

Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
175
Form MDI-SPC Dalam pemrograman ini menggunakan aplikasi Multiple Document Interface (MDI). MDI adalah salah satu fasilitas yang disediakan oleh Visual Basic, yang memungkinkan pemrogram untuk membuat sejumlah form di sebuah sebuah form induk. Form MDI-SPC merupakan form induk yang dibuat dalam projek ini. Fungsi form MDI-SPC ini adalah untuk mengontrol tampilan form-form lain saat aplikasi dijalankan. Pada studi ini ditambahkan toolbar unduk mempermudah pengguna dalam mengakses program. Form Control Chart
Form Control Chart merupakan obyek yang dibuat untuk menampilkan karta proses yang diolah secara statistik dan ditampilkan dengan menggunakan MS Chart tipe VtChChartType2dLine. Obyek ini dilengkapi dengan timer yang dieksekusi untuk meng-update data masukan chart. Interval waktu eksekusi timer diset sebesar 1000 ms dikali setting waktu dan jumlah sampling. Data masukan chart berasal dari data hasil algoritma Real Time– SPC yang dieksekusi oleh timer pada form Real Time Control Chart. Gambar 3.4 sampai dengan Gambar 3.10 menunjukkan bentuk formnya.
b
CuSum
Setting Limit Spesifikasi
Histogram dan Indeks Kapabilitas
Start Timer
c
c
Pengolahan Data SPC
Tampilan Data dan Update chart
Status Chart
Online
Logging Data ke Excel
Selesai
Keluar
TidakYa
Gambar 3.2 Diagram alir pemrograman
Gambar 3.3 Form MDI-SPC

Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
176
Gambar 3.4 Form Karta X-Bar Gambar 3.5 Form Karta Range
Gambar 3.6 Form Karta S Gambar 3.7 Form Karta I dan MR
Gambar 3.8 Histogram dan Kapabilitas Proses
Gambar 3.9 Karta Cusum Gambar 3.10 Karta Status Batas Deviasi
Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
177
Modul Standar Modul standar yang ditambahkan ke dalam
projek ini berfungsi untuk mendefinisikan variabel publik dan konstanta publik. Variabel publik dan konstanta publik merupakan variabel dan konstanta yang dapat dipanggil dari form manapun yang dibuat.
Data Logger
Perangkat lunak SPC ini dirancang agar mampu merekam data dalam file MS Excel untuk hampir seluruh data yang diolahnya. Gambar 3.11 menunjukkan bentuk data logger.
4. UJI COBA a. Pengujian Off-Line Menggunakan
Generator Data Buatan dan Data Real Plant Pengujian Offline ini bertujuan untuk
melihat aplikasi dari setiap karta kontrol yang dibuat dan kekhususan penggunaannya dalam kondisi-kondisi proses tertentu.
a. Pengujian Karta Kontrol X-Bar Pengujian karta kontrol X-Bar dilakukan
dengan memberikan data yang terdistribusi secara normal yang kemudian data tersebut direkam dan diberikan bias sebesar 3σ dengan σ=1,77347 (nilai standar deviasi dari sampel data terdistribusi normal) sebagai bentuk penyebab keragaman khusus. Bias diberikan pada data subgrup ke-15 dan seterusnya. Hasilnya, karta kontrol X-Bar mampu mendeteksi pergeseran sebesar 3σ sebagai Out of Control Limit. Hasil pengujian tampak pada Gambar 4.1 di bawah ini.
b. Pengujian karta Kontrol Range Pada pengujian ini, karta kontrol Range
diharapkan mampu mendeteksi jenis rentang keragaman yang cukup besar pada subgrup data, namun tidak terlampau memengaruhi pergeseran nilai tendensi rata-rata.
Langkah pengujian pertama adalah
Gambar 3.11 Data Logger
Gambar 4.1 Pengujian karta kontrol X-Bar dengan bias sebesar 3σ

Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
178
dengan memberikan data acak terdistribusi normal yang diberi bias sebesar 3σ sejak data ke-75 pada subgrup ke-15. Hasil yang didapatkan adalah karta kontrol Range masih mendeteksinya berada dalam batas kontrol. Kemudian dilakukan pengujian selanjutnya di mana beberapa anggota subrup data diberikan bias sebesar nilai Upper Control Limit (UCL). Pengujian pun dilakukan terhadap karta kontrol X-Bar. Hasilnya adalah data yang dianalogikan penyebab keragaman khusus ini tidak dapat terdeteksi oleh karta kontrol X-Bar, namun karta kontrol Range mampu mendeteksinya tidak terkontrol dalam batas kontrol yang telah ditentukan. Gambar 4.2 menampilkan hasil pengujiannya.
c. Pengujian pada Karta Kontrol Standar Deviasi
Pengujian dengan menggunakan karta kontrol Standar Deviasi dilakukan untuk subgrup yang berjumlah besar n>10. Pengujian dilakukan untuk jumlah anggota subgrup=12. Hasil dari pengujian tampak dari Gambar 4.3.
d. Pengujian pada Karta Kontrol Individual dan Moving Range
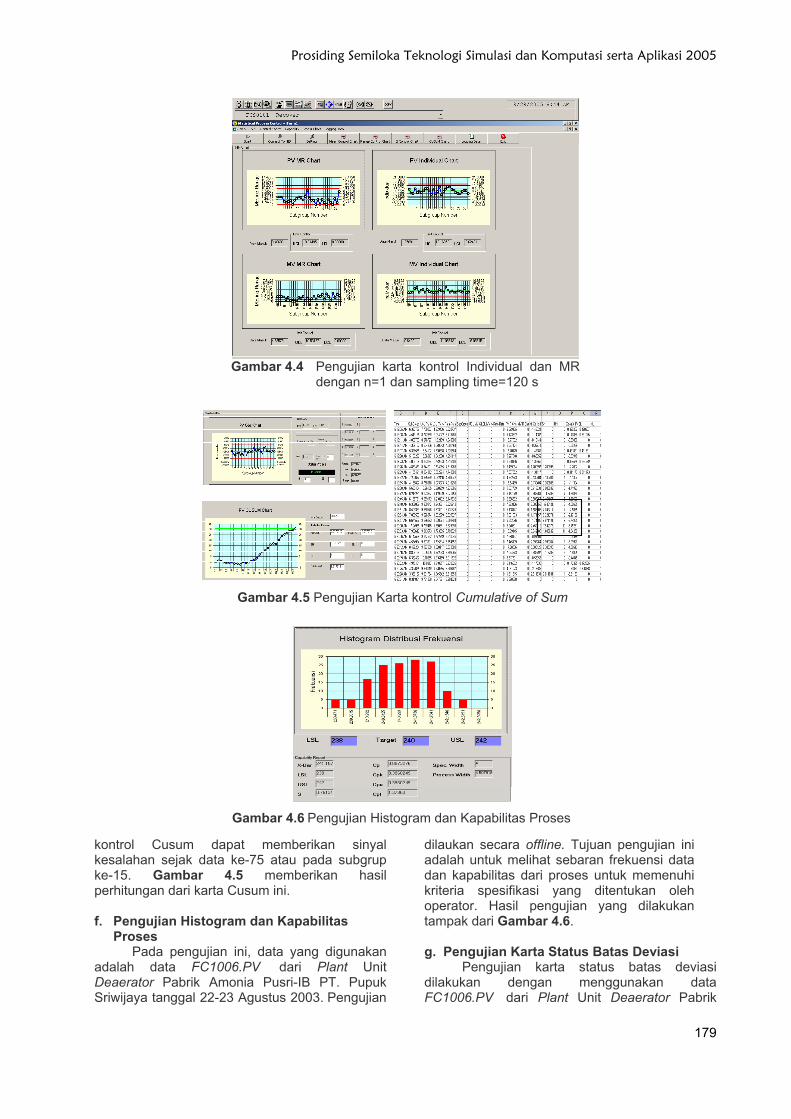
Pengujian karta MR dan individual dilakukan dengan menggunakan data yang tidak terlalu bervariasi sehingga sampling time yang digunakan cukup besar. Jumlah anggota subgrup n=1. Pengujian untuk sampling time = 120 detik. Gambar 4.4 memberikan contoh hasil perhitungannya.
e. Pengujian pada Karta Kontrol Cumulative
of Sum Pengujian pada karta kontrol Cumulative of
Sum (Cusum) ini dilakukan dengan melakukan assign pada data proses menjadi µo+σ, atau pergeseran pada tendensi rata-rata sebesar 1σ
pada data ke-75 atau subgrup data ke-15. Tahap pertama pengujian adalah dengan memberikan data ini pada karta kontrol X-Bar untuk diolah. Hasilnya adalah karta kontrol X-Bar tidak mampu mendeteksi pergeseran sebesar 1σ ini. Setelah itu, data ini kembali diberikan untuk diolah oleh karta kontrol Cusum. Hasilnya adalah karta
Gambar 4.2 Pengujian Karta kontrol Range untuk Pendeteksian Keragaman Data (Data+UCL)
Gambar 4.3 Pengujian karta kontrol Standar Deviasi dengan n=12
Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
179
kontrol Cusum dapat memberikan sinyal kesalahan sejak data ke-75 atau pada subgrup ke-15. Gambar 4.5 memberikan hasil perhitungan dari karta Cusum ini.
f. Pengujian Histogram dan Kapabilitas
Proses Pada pengujian ini, data yang digunakan
adalah data FC1006.PV dari Plant Unit Deaerator Pabrik Amonia Pusri-IB PT. Pupuk Sriwijaya tanggal 22-23 Agustus 2003. Pengujian
dilaukan secara offline. Tujuan pengujian ini adalah untuk melihat sebaran frekuensi data dan kapabilitas dari proses untuk memenuhi kriteria spesifikasi yang ditentukan oleh operator. Hasil pengujian yang dilakukan tampak dari Gambar 4.6.
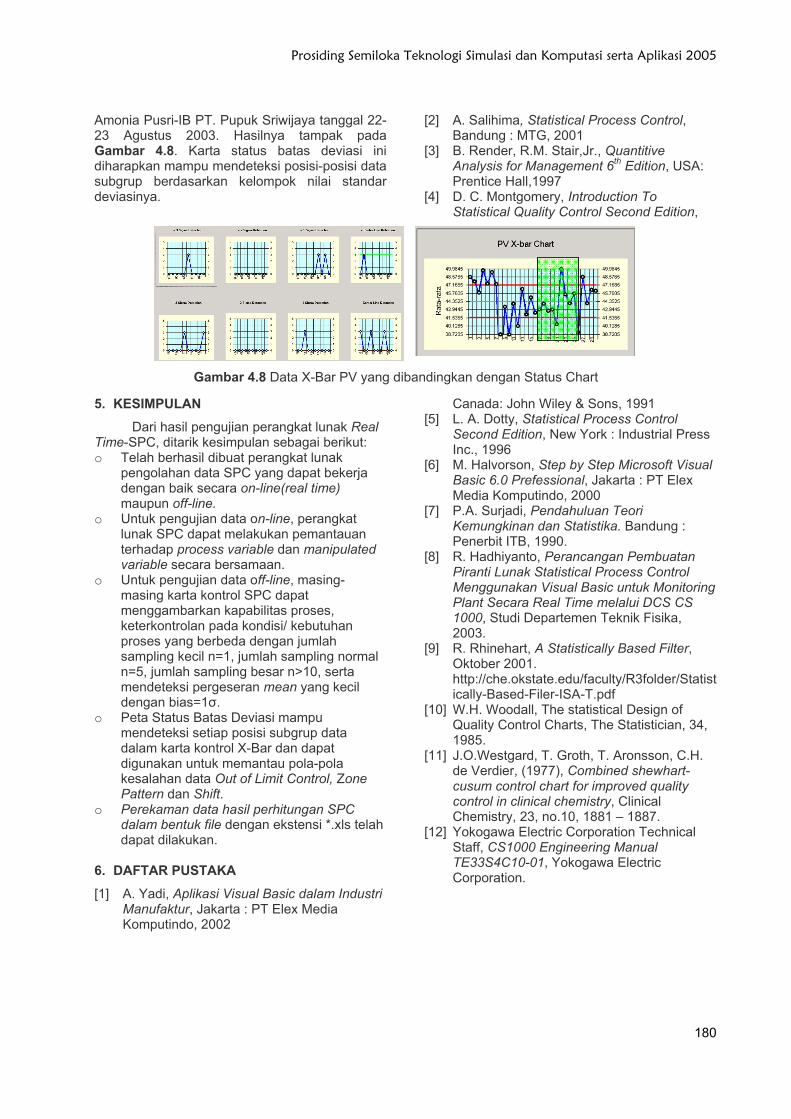
g. Pengujian Karta Status Batas Deviasi
Pengujian karta status batas deviasi dilakukan dengan menggunakan data FC1006.PV dari Plant Unit Deaerator Pabrik
Gambar 4.4 Pengujian karta kontrol Individual dan MR
dengan n=1 dan sampling time=120 s
Gambar 4.5 Pengujian Karta kontrol Cumulative of Sum
Gambar 4.6 Pengujian Histogram dan Kapabilitas Proses
Prosiding Semiloka Teknologi Simulasi dan Komputasi serta Aplikasi 2005
180
Amonia Pusri-IB PT. Pupuk Sriwijaya tanggal 22-23 Agustus 2003. Hasilnya tampak pada Gambar 4.8. Karta status batas deviasi ini diharapkan mampu mendeteksi posisi-posisi data subgrup berdasarkan kelompok nilai standar deviasinya.
5. KESIMPULAN
Dari hasil pengujian perangkat lunak Real Time-SPC, ditarik kesimpulan sebagai berikut: o Telah berhasil dibuat perangkat lunak
pengolahan data SPC yang dapat bekerja dengan baik secara on-line(real time) maupun off-line.
o Untuk pengujian data on-line, perangkat lunak SPC dapat melakukan pemantauan terhadap process variable dan manipulated variable secara bersamaan.
o Untuk pengujian data off-line, masing-masing karta kontrol SPC dapat menggambarkan kapabilitas proses, keterkontrolan pada kondisi/ kebutuhan proses yang berbeda dengan jumlah sampling kecil n=1, jumlah sampling normal n=5, jumlah sampling besar n>10, serta mendeteksi pergeseran mean yang kecil dengan bias=1σ.
o Peta Status Batas Deviasi mampu mendeteksi setiap posisi subgrup data dalam karta kontrol X-Bar dan dapat digunakan untuk memantau pola-pola kesalahan data Out of Limit Control, Zone Pattern dan Shift.
o Perekaman data hasil perhitungan SPC dalam bentuk file dengan ekstensi *.xls telah dapat dilakukan.
6. DAFTAR PUSTAKA
[1] A. Yadi, Aplikasi Visual Basic dalam Industri Manufaktur, Jakarta : PT Elex Media Komputindo, 2002
[2] A. Salihima, Statistical Process Control, Bandung : MTG, 2001
[3] B. Render, R.M. Stair,Jr., Quantitive Analysis for Management 6th Edition, USA: Prentice Hall,1997
[4] D. C. Montgomery, Introduction To Statistical Quality Control Second Edition,
Canada: John Wiley & Sons, 1991 [5] L. A. Dotty, Statistical Process Control
Second Edition, New York : Industrial Press Inc., 1996
[6] M. Halvorson, Step by Step Microsoft Visual Basic 6.0 Prefessional, Jakarta : PT Elex Media Komputindo, 2000
[7] P.A. Surjadi, Pendahuluan Teori Kemungkinan dan Statistika. Bandung : Penerbit ITB, 1990.
[8] R. Hadhiyanto, Perancangan Pembuatan Piranti Lunak Statistical Process Control Menggunakan Visual Basic untuk Monitoring Plant Secara Real Time melalui DCS CS 1000, Studi Departemen Teknik Fisika, 2003.
[9] R. Rhinehart, A Statistically Based Filter, Oktober 2001. http://che.okstate.edu/faculty/R3folder/Statistically-Based-Filer-ISA-T.pdf
[10] W.H. Woodall, The statistical Design of Quality Control Charts, The Statistician, 34, 1985.
[11] J.O.Westgard, T. Groth, T. Aronsson, C.H. de Verdier, (1977), Combined shewhart-cusum control chart for improved quality control in clinical chemistry, Clinical Chemistry, 23, no.10, 1881 – 1887.
[12] Yokogawa Electric Corporation Technical Staff, CS1000 Engineering Manual TE33S4C10-01, Yokogawa Electric Corporation.
Gambar 4.8 Data X-Bar PV yang dibandingkan dengan Status Chart