pengaruh variasi kekentalan media pendingin oli pada …digilib.unila.ac.id/61251/14/skripsi tanpa...
TRANSCRIPT

i
PENGARUH VARIASI KEKENTALAN MEDIA PENDINGIN OLI PADA PROSES QUENCHING BAJA AISI 1045
TERHADAP SIFAT MEKANIS KEKERASAN KETANGGUHAN DAN STRUKTUR MIKRO
(Skripsi)
Oleh
Bani Ahmad
TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS LAMPUNG
2019

i
ABSTRAK
PENGARUH VARIASI KEKENTALAN MEDIA PENDINGIN OLI PADA PROSES QUENCHING BAJA AISI 1045 TERHADAP SIFAT MEKANIS
KEKERASAN, KETANGGUHAN DAN STRUKTUR MIKRO
Oleh:
BANI AHMAD
Baja adalah sebuah senyawa antara besi (Fe) dan carbon (C), dimana sering juga ditambahkan unsur lain untuk mendapatkan sifat-sifat tertentu yang dikehendaki. Baja AISI 1045 merupakan salah satu produk jenis baja paduan sedang, pada baja AISI 1045 ini banyak digunakan pada komponen permesinan dan juga pada konstruksi, sebagai dasar bahan pembuatan rangka mesin, bahan dasar gear, dan batang penghubung piston pada kendaraan. Tujuan dari penelitian antara lain adalah Untuk mengetahui karakteristik sifat mekanis kekerasan dan ketangguhan baja AISI 1045 medium carbon steel akibat proses heat treatment dengan proses quenching. Quenching dengan media pendinginan oli SAE 20W-40, 40W, 90W dan hidro karbon (oli bekas). Untuk mengetahui sifat mekanis kekuatan impact, kekerasan dan struktur mikro. Metode penelitian yang dilakukan dengan preparasi spesimen sesui standar ASTM, lalu tahapan proses Heat Treatment dengan holding time 30 menit, lalu ke proses pendinginan secara cepat (Quenching) dengan variasi viscosity media oli. Selanjutnya untuk mengetahui sifat mekanis uji kekerasan Rockwell, Impact (charpy), dan Struktur Mikro.
Hasil dari pengujian baja AISI 1045 yang telah dilakukan terdapat perubahan sifat mekanis pada proses heat treatment dengan temperatur 850oC dan holding time 30 menit lalu di proses quenching dengan variasi viscosity oli yaitu nilai kekerasan rata-rata tertinggi sebesar 80,8 HRB pada media oli bekas, dimana pada oli bekas yang digunakan adalah oli bekas kendaraan mobil dengan tingkat kekentalan awalnya 40W dengan jangka pakai 2 bulan, lalu pada ketangguhan nya terbilang getas dengan harga impak sebesar 0,276 j/mm2. Tingkat ketangguhan tertinggi atau sifat dari spesimen(ulet) dengan kekentalan media oli SAE 90W didapat rata-rata harga impak sebesar 0,783 j/mm2. Pada oli bekas struktur mikro terdapat fasa bainit dan mendominasi fasa martensit sehingga pengujian kekerasa nya sangat tinggi. Dan pada struktur mikro pada oli SAE 90W terdapat fasa bainit, fasa martensit dan mendominasi terdapat fasa pearlit sehingga membuat spesimen yang telah di uji impact (charpy) bersifat ulet.
Kata kunci : quenching, AISI 1045, kekerasan, impak, dan struktur mikro.

ii
ABSTRACT
THE EFFECT OF VOCATIONAL VOCATIONALITY OF OIL COOLING MEDIA ON QUENCHING PROCESS OF AISI 1045 STEEL ON THE MECHANICAL HARDNESS, RESISTANCE IMPACT AND MICRO
STRUCTURE
By: BANI AHMAD
Steel is a compound between iron (Fe) and carbon (C), where often other elements are also added to obtain certain desired characteristics. AISI 1045 steel is one of the types of medium alloy steel, the AISI 1045 steel is widely used in machining components and also in construction, as a basis for making engine frames, basic gear, and connecting rods for pistons in vehicles. The purpose of the study, among others, is to determine the mechanical characteristics of the hardness and toughness of AISI 1045 steel carbon steel medium due to the heat treatment process with the quenching process. Quenching with SAE 20W-40, 40W, 90W and hydro carbon oil cooling media (used oil). To find out the mechanical properties of impact strength, hardness and microstructure. The research method was carried out by specimen preparation according to ASTM standards, then the stages of the Heat Treatment process with a holding time of 30 minutes, then to the cooling process quickly (Quenching) with a variation of oil media viscosity. Next to find out the mechanical properties of the Rockwell hardness test, Impact (charpy), and Micro Structure.
The results of AISI 1045 steel testing that have been carried out there are changes in mechanical properties in the heat treatment process with temperature 850oC and holding time 30 minutes. then in the process of quenching with variations in oil viscosity which is the highest average hardness value of 80.8 HRB on used oil media, where used oil is used oil used by vehicles with an initial viscosity level of 40W with a life span of 2 months, then the toughness is fairly brittle with an impact price of 0,276 j/mm2. The highest level of toughness or the nature of the specimen (ductile) with a viscosity of SAE 90W oil media obtained an average impact price of 0,783 j/mm2. In micro structure used oil there is a bainite phase and dominates the martensite phase so that the hardness testing is very high. And in the micro structure in SAE 90W oil there is bainite phase, martensitic phase and dominates there is pearlite phase so that making the specimens that have been tested for impact (charpy) is resilient. Keywords: quenching, AISI 1045, hardness, impact, and microstructure.
iii
PENGARUH VARIASI KEKENTALAN MEDIA PENDINGIN
OLI PADA PROSES QUENCHING BAJA AISI 1045 TERHADAP SIFAT MEKANIS KEKERASAN, KETANGGUHAN DAN STRUKTUR MIKRO
Oleh
Bani Ahmad
Skripsi
Sebagai Salah Satu Syarat untuk Mencapai Gelar
SARJANA TEKNIK
Pada
Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG BANDAR LAMPUNG
2019

iv
v

vi
vii
RIWAYAT HIDUP
Penulis dilahirkan di Kota Bandar Lampung, Provinsi
Lampung pada tanggal 25 November 1992, yang
merupakan anak pertama dari tiga bersaudara , dari
pasangan Kasim, S.E dan Sarni. Penulis menyelesaikan
pendidikan Sekolah Dasar Negeri 2 Kampung baru pada
tahun 2006, kemudian pendidikan Sekolah Menengah
Pertama (SMP Al- Azhar) 3 Bandar Lampung yang
diselesaikanpada tahun 2009 dankemudian penulis
melanjutkan pendidikan pada Sekolah Menengah Kejuruan Negeri (SMKN) 2
Bandar Lampung dan diselesaikan pada tahun 2012. Pada tahun 2012, penulis
terdaftar sebagai mahasiswa Jurusan Teknik Mesin, Fakultas Teknik, Universitas
Lampung melalui jalur Penerimaan Mahasiswa Perluasan Akses Pendidikan
(SNMPTN).
Selama menjadi mahasiswa, penulis aktif dalam organisasi Himpunan Mahasiswa
Teknik Mesin (HIMATEM) sebagai Anggota Penelitian dan Pengembangan
periode 2013 s.d. 2014 dan Anggota Bidang Hubungan Masyarakat periode 2014
s.d. 2015. Pada tahun 2017, penulis melakukan kerja praktek di PT. Gunung
Madu Plantations (GMP), Lampung Tengah, dengan topik bahasan yaitu
Perhitungan Nilai Efesiensi High Pressure Boiler Type TAKUMA (80ton/jam)
Ketika Menggunakan Bahan Bakar Baggase basah dan Baggase kering. Penulis
melakukan penelitian tugas akhir dengan judul Pengaruh Variasi Kekentalan
Media Pendingin Oli Pada Proses Quenching Baja Aisi 1045 Terhadap Sifat
Mekanis Kekerasan, Ketangguhan Impak Dan Struktur Mikro.
viii
Persembahan Ini Penulis Tunjukkan Kepada
Ibu Tercinta Sarni
Bapak Tercinta Kasim, S.E.
Adik – Adik Tersayang Khairunnisa Dan Taufik Hidayat
Pujaan Hati Tercinta Roro Listia Nurhasanah
Dosen Teknik Mesin Universitas Lampung
Pak Zulhanif Dan Selaku Dosen Pembimbing Penulis
Pak Gusri Akhiar Selaku Pembimbing Akademik Penulis
Pak Sugiyanto Selaku Penguji Penulis
Teman Seperjuangan Teknik Mesin 2012
Teman Sekampung Baru

ix
Motto
Perjuangan Dan Jerihpayah Itu Tidak Akan Mengkhiati
Hasil Nya.
Hidup itu penuh dengan tantangan, keraguan,
perjuangan, siasia, capai ilmu boleh tinggi namun selalu
ingat kepada sang Khaliq yang memberi akal dan hal
itu selalu kembali kan lagi pada sang khaliq kepada
Tuhan Yang Maha Esa ALLAH SUBHANAHUWATA’ALA
Karena sesungguhnya sesudah kesulitan itu ada
kemudahan (5) sesungguhnya sesudah kesulitan itu ada
kemudahan (6) (QS. Asy Syarh [94]: 5 ; 6)
Lebih baik diasingkan dari pada menyerah pada
kemunafikan (Doe Hok Gie)

x
SANWACANA
Assalamu’alaikum Wr. Wb.
Alhamdulillahi rabbil’alamin, puji syukur penulis panjatkan kehadirat Allah SWT,
yang senantiasa mencurahkan nikmat, rahmat dan hidayah-Nya sehingga penulis
dapat menyelesaikan skripsi ini yang berjudul “Pengaruh Variasi Kekentalan
Media Pendingin Oli Pada Proses Quenching Baja Aisi 1045 Terhadap Sifat
Mekanis Kekerasan, Ketangguhan Impak Dan Struktur Mikro.” dengan
sebaik-baiknya. Skripsi ini merupakan salah satu syarat untuk memperoleh gelar
Sarjana Teknik di Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung.
Selama pelaksanaan dan penyusunan skripsi ini, penulis banyak menerima
bantuan, baik berupa moril maupun materil dan bimbingan dari semua pihak. Oleh
karena itu penulis mengucapkan terimakasih kepada:
1. Bapak Zulhanif, S.T., M.T. sebagai dosen pembimbing utama atas
kesediaannya membimbing dan memberi masukkan dalam penyelesaian
Tugas Akhir ini, serta memberikan banyak motivasi dan semangat kepada
penulis.
2. Bapak Dr. Sugiyanto, M.T. Sebagai dosen pembimbing pendamping Tugas
Akhir, atas kesediaan dan keikhlasannya untuk berbagi ilmu, memberi
dukungan, membimbing, memberi kritik maupun saran yang membangun
sehingga penulis dapat menyelesaikan Tugas Akhir dengan sebaik-baiknya.
3. Bapak Harnowo Supriadi, S.T., M.T. Selaku dosen pembahas dalam
pelaksanaan Tugas Akhir ini, yang telah memberikan kritik dan saran yang
bermanfaat bagi penulis.
xi
4. Bapak Dr. Gusri Akhyar Ibrahim, S.T, M.T. Selaku pembimbing akademik
yang saya banggakan, yang telah memberi harapan, motivasi baik moral dan
keritik yang sangat membantu saya dalam perkuliahan sampai mendapatkan
gelar sarjana.
5. Bapak Ahmad Su’udi, S.T., M.T. sebagai Ketua Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung, yang selalu memberikan semangat
motivasi dan nasihat kepada penulis selama menjalani perkuliahan di Teknik
Mesin Universitas Lampung.
6. Seluruh dosen pengajar Jurusan Teknik Mesin yang banyak memberikan ilmu
selama penulis melaksanakan studi, baik berupa materi perkuliahan maupun
teladan dan motivasi sehingga dapat dijadikan bekal untuk terjun ke tengah
masyarakat.
7. Keluarga tercinta, terutama untuk dua orang terhebat dalam hidup penulis,
Bapak (Kasim, S.E.) dan Ibu (Sarni Yusuf) serta adik tercinta Khairunnisa
dan Taufik Hidayat yang telah memberikan dukungan semangat, moril
maupun materil serta selalu mendoakan yang terbaik untuk penulis.
8. Tak kan lupa pada istri tercinta Roro Listia Nurhasanah, yang selalu memberi
semangat dan mewarnai hari-hari saya serta sebagai motivasi terbesar, dan
membantu dengan segenap jiwa terimakasiku sayang, dalam menyelesaikan
studi sarjana.
9. Teman-teman dari Tanjung Senang Military Base (HAW, Christian, M Nur,
dan Ncam) dan the bast grup DILUAR LINGKUP (Adit, Pungki, Maikel si
papua gerot, beny benduso, satrio satjem dan yaser sanak kobum).
10. Teman Seperjuangan Teknik Mesin Angkatan 2012.

xii
11. Rekan-rekan Teknik Mesin yang tidak bisa saya tuliskan satu persatu, terima
kasih telah memberikan dukungan dan semangatnya.
12. Semua pihak yang secara langsung maupun tidak langsung telah membantu
dalam penyelesaian Tugas Akhir.
Penulis menyadari bahwa dalam penulisan skripsi ini masih banyak terdapat
kesalahan serta kekurangan. Menyadari hal tersebut dengan segala kerendahan
hati penulis akan menerima segala kritik dan saran yang bersifat membangun dari
pembaca untuk kesempurnaan skripsi ini, yang tentunya akan lebih mendorong
kemajuan penulis dikemudian hari.
Semoga skripsi ini dapat berguna bagi penulis khususnya dan pembaca pada
umumnya. Akhir kata penulis ucapkan termakasih.
Wassalamu’alaikum Wr. Wb.
Bandar Lampung, 17 Desember 2019 Penulis,
Bani Ahmad
xiii
DAFTAR ISI
Halaman
ABSTRAK ................................................................................................................ i ABSTRACT .............................................................................................................. ii HALAMAN JUDUL ................................................................................................ iii LEMBAR PERSETUJUAN .................................................................................... iv LEMBAR PENGESAHAN ..................................................................................... v PERNYATAAN PENULIS ..................................................................................... vi RIWAYAT HIDUP .................................................................................................. vii PERSEMBAHAN ..................................................................................................... viii MOTTO .................................................................................................................... ix SANWACANA ......................................................................................................... x DAFTAR ISI ............................................................................................................. xiii DAFTAR TABEL .................................................................................................... xvi DAFTAR GAMBAR ................................................................................................ xvii I. PENDAHULUAN
A. Latar Belakang ............................................................................................ 1
B. Tujuan Penelitian ........................................................................................ 5
C. Batasan Masalah ......................................................................................... 5
D. Sistematika Penulisan ................................................................................. 6
II. TINJAUAN PUSTAKA
A. Baja AISI 1045 .......................................................................................... 7
B. Heat Treatment (Perlakuan Panas) ............................................................ 9
C. Quenching .................................................................................................. 9
D. Anneling ..................................................................................................... 11
E. Normalizing ............................................................................................... 11
F. Tempering .................................................................................................. 12
G. Gambaran Umum Pelumas Oli .................................................................. 12
H. Kekentalan (Viskositas) Oli ...................................................................... 13

xiv
I. Karakteristik Oli Bekas ............................................................................. 14
1. Proses refinery .................................................................................... 14
2. Fuel oil................................................................................................ 14
J. Pelumas Oli Society Of Automotive Engineers (SAE) .............................. 15
K. Oil Top One 40Wsynthetic Blend Oil Api Sm ........................................... 16
L. Uji Impak/Ketangguhan Baja .................................................................... 16
M. Metode Charpy .......................................................................................... 17
N. Metode Izot ................................................................................................ 18
O. Uji Kekerasan ............................................................................................ 19
P. Uji Kekerasan RockWell ............................................................................ 21
Q. Uji Kekerasan Brinell ................................................................................ 21
R. Struktur Mikro ........................................................................................... 22
S. Proses Pengerasan (Hardening)................................................................. 24
1. Prosedur Proses Pengerasan ............................................................... 25
2. Proses pemanasan mula (pre-heating)................................................ 26
3. Austenisasi .......................................................................................... 26
4. Proses Tahapan Waktu Pengerasan Dan Suhu Temperature ............. 26
T. Dampak Pengerasan Terhadap Sifat-Sifat Baja......................................... 28
III. METODOLOGI PENELITIAN
A. Tempat dan Waktu Penelitian ................................................................... 29
B. Alat dan Bahan Penelitian ......................................................................... 29
C. Bahan Penelitian ........................................................................................ 31
D. Prosedur Penelitian .................................................................................... 32
E. Diagram Alir Pengambilan Data ............................................................... 43
xv
IV. HASIL DAN PEMBAHASAN
A. Hasil Penelitian .......................................................................................... 44
1. Komposisi Baja AISI 1045 ................................................................. 44
2. Hasil Pengujian RockWell .................................................................. 45
3. Hasil Pengujian Impak Charpy .......................................................... 48
4. Hasil Analisis Patahan Impak Charpy ................................................ 50
5. Hasil Analisis Struktur Mikro (O.M) ................................................. 53
B. Pembahasan ............................................................................................... 56
V. KESIMPULAN DAN SARAN
A. Kesimpulan ................................................................................................ 60
B. Saran .......................................................................................................... 61
DAFTAR PUSTAKA
LAMPIRAN

xvi
DAFTAR TABEL
Halaman
Tabel 2.1. Sifat-sifat mekanis baja karbon AISI 1045 .............................................. 8
Tabel 2.2. komposisi kimia AISI 1045 ...................................................................... 8
Tabel 2.3. Skala Rockwell indentor yang digunakan ................................................. 20
Tabel 2.4. Laju pendinginan ...................................................................................... 27
Table 4.1 komposisi baja AISI 1045 ......................................................................... 48
Tabel 4.2. Hasil data pengujian kekerasan RockWell raw material ………... ........... 49
Tabel 4.3. hasil data pengujian kekerasan RockWell ................................................. 49
Tabel hasil 4.4. Data pengujian Impact .................................................................... 52

xvii
DAFTAR GAMBAR
Halaman
Gambar. 2.1. Ilustrasi Skematis Pengujian Impak ................................................... 17
Gambar. 2.2.Spesimen Uji Impak Metode Charpy .................................................. 18
Gambar. 2.3.Peletakan Spesimen Metode Charpy ................................................... 18
Gambar. 2.4. Ukuran Spesimen Uji Metode Izod .................................................... 19
Gambar.2.5.Peletakan Spesimen Berdasarkan Metode Izod .................................... 19
Gambar.2.6. Diagram Fe-Fe3C ................................................................................ 25
Gamabar 3.1. Furnace .............................................................................................. 29
Gamabar 3.2. Cutting tool ....................................................................................... 30
Gamabar 3.3. Rockwell Hardness Tester ................................................................. 30
Gamabar 3.4. Batang impak charpy ......................................................................... 28
Gamabar 3.5. Mikroskop optic ................................................................................. 31
Gamabar 3.6. baja AISI 1045 ................................................................................... 31
Gamabar 3.7. oli SAE 20W-50, SAE40W, SAE 90W dan oli bekas ....................... 32
Gambar 3.8. Bentuk spesimen uji kekerasan ............................................................ 33
Gambar 3.9. Bentuk spesimen uji impak .................................................................. 34
Gambar 3.10. Spesimen uji impak standar ASTM E-23Spesimen Setelah .............. 35
Gambar 3.11. Alat Uji Kekerasan Rockwell ............................................................. 37
Gambar 3.12. Spesimen pengujian impact charpy ................................................... 40
Gambar 3.13. Efek temperatur terhadap ketangguhan impak .................................. 42
Gambar 3.14. Alir Penelitian .................................................................................... 44
Gambar 4.1. Grafik hasil pengujian kekerasan RockWell ........................................ 50
Gambar 4.2. grafik rata-rata impak J/mm2............................................................... 53

xviii
Gambar 4.7. Pembesaran 20X dan Pembesaran 100X, (a) dan (b) patahan raw material (getas), (c) dan (d) oli SAE 90W (ulet), (e) dan (f) oli SAE 40W (getas), (g) dan (h) oli SAE 20W (getas), (i) dan (j) oli bekas (getas) .................................... 54
Gambar 4.12. pembesaran 200X dan Pembesaran 500X. (a) dan (a) raw material, (b) dan (b) oli SAE 40W (butiran halus), (c) dan (c) oli SAE 90W (butiran kasar), (d) dan (d) oli SAE 20W (butiran halus), (e) dan (e) oli bekas .................................. 57
Gambar 4.13. stuktur baja AISI 1045 raw material .................................................. 58
1
BAB I. PENDAHULUAN
A. Latar Belakang
Dengan perkembangan dunia industri yang semakin maju, dan mendorong
para perusahaan dunia industri untuk meningkatkan kebutuhan penggunaan
dari hasil pengerasan baja yang dibutuhkan konsumen. Hingga saat ini
terdapat jenis bahan yang dapat digunakan sebagai bahan baku industri
pemakaian baja paduan, penggunaannya dalam pembuatan seperti poros,
roda gigi, dan komponen alat berat lainnya, dalam industri saat ini baja
merupakan material yang banyak digunakan dalam bidang teknik untuk
penggunaan tertentu, baja memiliki sifat yang tidak dapat dibandingkan
dengan material lainnya terutama sifat-sifat seperti kekuatan, kekerasan,
ketangguhan, keuletan, tahan panas, tahan aus dan sebagainya (Gunawan. D.
H, 2010).
Baja adalah sebuah senyawa antara besi (Fe) dan carbon (C), dimana sering
juga ditambahkan unsur lain untuk mendapatkan sifat-sifat tertentu yang
dikehendaki. Baja AISI 1045 merupakan salah satu produk jenis baja

2
paduan sedang, pada baja AISI 1045 ini banyak digunakan pada komponen
permesinan dan juga pada konstruksi, sebagai dasar bahan pembuatan
rangka mesin, bahan dasar gear, dan batang penghubung piston pada
kendaraan.
Untuk mengetahui ketahanan material dari baja AISI 1045 ini perlu
dilakukan pengujian sebagai tolak ukur dalam pengetahuan ketahanan
material yang akan diuji, salah satu metode yang dapat dilakukan yaitu
dengan metode perlakuan panas yang dapat dilakukan untuk meningkatkan
kekuatan baja AISI 1045 adalah dengan metode tempering, yang mampu
meningkatkan keuletan serta dapat meningkatkan sifat mekanis yang
digunakan sebagi ketahanan sifat mekanis dari bahan material yang
digunakan dalam pengujian. Dengan metode perlakuan panas pengujian
sifat mekanis pada baja AISI 1045 merupakan metode yang digunakan
untuk mengetahui kekuatan, kekerasan, serta keuletan material (Gunawan.
D. H, 2010).
Beberapa faktor yang dapat mempengaruhi perlakuan panas, yaitu suhu
pemanasan, waktu yang diperlukan pada suhu pemanasan, laju pendinginan
dan lingkungan atmosfir. Perlakuan panas yang dikombinasikan antara
proses pemanasan atau pendinginan dari suatu logam atau paduannya dalam
keadaan padat untuk mendapatkan sifat-sifat tertentu. Untuk mendapatkan
hal ini maka kecepatan pendinginan dan batas temperatur sangat
menentukan nilai keuletan material dari pengujian tersebut (Mubarok,
Fahmi 2008).
3
Akibat proses perlakuan panas akan terjadi perubahan mikro struktur pada
logam. Quenching pada baja merupakan salah satu dari beberapa proses
hardening yang bertujuan untuk meningkatkan kekuatan dan kekerasan pada
baja dengan cara memanaskan logam tersebut pada temperatur tertentu,
antara 840ºC - 870ºC, kemudian didinginkan secara cepat pada media
pendingin untuk mendapatkan struktur martensit. Quenching dilakukan
untuk mencegah terjadinya pembentukan struktur perlit serta untuk
memudahkan pembentukan struktur bainit atau martensit (Mizhar, 2011).
Quenching adalah suatu proses pengerasan baja dengan cara baja dipanas
kanhingga mencapai bata saustenit dan kemudian dilanjutkan dengan proses
pendinginan cepat melalui media pendingin seperti media air, oli, atau air
garam, sehingga fasa austenite bertransformasi secara parsial membentuk
struktur martensit. Tujuan utama dari proses quenching ini adalah untuk
menghasilkan baja dengan sifat kekerasan tinggi.
Tujuan utama quenching adalah meningkatkan kekerasan logam, sedangkan
kunci utama dalam proses quenching adalah pengaturan laju pendinginan
pada logam. Jika laju pendinginan terlalu lambat, logam menjadi lebih getas
dan kekerasan akan berkurang. Jika laju pendinginan terlalu cepat, maka
akan terjadi distorsi dan retak pada logam (Kirono, 2011).
Berdasarkan hasil penelitian Kirono dan Saputra (2009) tentang pengaruh
proses tempering 600˚C, setelah quenching dengan media oli dan air garam

4
terhadap sifat mekanis dan struktur mikro menyimpulkan nilai kekerasan
dengan media air garam dan oli berturut-turut yaitu sebesar 30,9 HRC dan
29,5 HRC pada temperatur 850˚ selama 45 menit.
Hasil penelitian (Zainal Mustofa, 2012) menunjukkan bahwa pada proses
heat treatment dapat meningkatkan nilai kekerasan baja AISI 1045.
Peningkatan nilai kekerasan terendah pada quenching oli SAE 20W dengan
waktu tahan 10 menit mendapatkan hasil nilai kekerasan 33,5 HRC dengan
kekerasan material sebelum diproses heat treatment sebesar 27,2 HRC.
Maka untuk mencapai kekerasan maksimum dapat terjadi dengan
mendinginkan spesimen secara mendadak, spesimen yang telah dipanaskan
sehingga dapat mengakibatkan perubahan struktur mikro. Kenaikan
kekerasan berbeda-beda pada beberapa kandungan karbon. Penggunaan
pelumas sebagai media pendingin akan menyebabkan timbulnya selaput
karbon pada spesimen tergantung dari besarnya viskositas oli yang
digunakan, atas dasar tujuan untuk memperbaiki sifat baja tersebut, maka
peneliti memilih perlakuan panas tempering dengan quenching media
pendingin oli dan dengan kekentalan standar SAE 20W, 40W, 60W dan
hidro karbon atau oli bekas (Mubarok, Fahmi 2008).
Pada pengujian yang akan dilakukan menggunakan media pendingin oli, oli
banyak dipilih karena kapasitas pendinginannya yang cukup baik. Oli
dengan kekentalan standar SAE 20W, 40W, 60W, merupakan pelumas
dengan viskositas baik pada temperatur 100ºC. Maka pengujian tersebut

5
dilakukan pengujian seperti kekerasan, impact dan struktur mikro.
Penelitian ini memfokuskan pada baja AISI 1045 sebagai bahan penelitian.
B. Tujuan
1. Untuk mengetahui karakteristik sifat mekanis kekerasan dan ketangguhan
baja AISI 1045 medium carbon steel akibat proses heat treatment dengan
quenching
2. Quenching dengan media pendinginan oli SAE 20W-40, 40W, 90W dan
hidro karbon (oli bekas).
3. Untuk mengetahui sifat mekanis kekuatan impact, kekerasan dan struktur
mikro.
C. Batasan Masalah
1. Material yang digunakan adalah baja AISI 1045 medium carbon steel.
2. Pengujian impact, kekerasan dan struktur mikro.
3. Proses tempering dengan quenching media oli SAE 20W-40, 40W, 90W
dan juga pada hidro karbon (olibekas).
6
D. Sistematika Penulisan Laporan Penelitian
Sistematika penulisan dalam penyusunan laporan penelitian tugas akhir
adalah sebagai berikut:
BAB I. PENDAHULUAN
Berisi tentang Latar Belakang, Tujuan Penelitian, Batasan Masalah, dan
Sistematika Penulisan.
BAB II. TINJAUAN PUSTAKA
Berisi tentang teori dasar mengenai hal-hal yang berkaitan dengan
penelitian.
BAB III. METODOLOGI PENELITIAN
Berisi tentang diagram alir dan uraian tahap-tahap dalam penelitian, yaitu;
tahap studi literatur dan studi lapangan, tahap penyiapan bahan dan alat
kerja, tahap pembuatan spesimen, tahap pelaksanaan pengujian dan tahap
pengambilan data hasil pengujian.
BAB IV. HASIL DAN PEMBAHASAN
Berisi tentang data hasil pengujian yang telah dilakukan.
BAB V. KESIMPULAN DAN SARAN
Menerangkan kesimpulan tentang hasil data pengujian dan beberapa saran
dalam hal pengujian yang telah diselesaikan untuk refensi lainnya.
DAFTAR PUSTAKA
Berisikan sumber-sumber yang menjadi refrensi penulisan dalam menyusun
penelitian ini.
LAMPIRAN
Memuat data-data yang mendukung penulisan laporan ini.

7
BAB II. TINJAUAN PUSTAKA
A. Baja Karbon AISI 1045
Baja karbon AISI 1045 termasuk dalam baja karbon sedang. Hal ini dapat
diketahui dari kandungan unsur karbon yang ditunjukkan pada kode
penamaannya berdasarkan AISI yang merupakan badan standarisasi baja
American Iron and Steel Institude dengan kode 1045 dimana angka 10xx
menyatakan karbon steel dan angka 45 menyatakan kadar karbon dengan
persentase 0,45 %. Di samping itu baja karbon mengandung unsur-unsur
lain seperti sulfur (S), fosfor (P), silikon (Si), mangan (Mn), dan sebagainya
yang jumlahnya dibatasi. Sifat baja tersebut pada umumnya sangat
dipengaruhi oleh prosentase karbon dan struktur mikro. Struktur mikro pada
baja karbon dipengaruhi oleh perlakuan panas dan komposisi baja. Kadar
karbon dengan unsur campuran lain dalam baja membentuk karbid yang
dapat menambah kekerasan, tahan gores dan tahan suhu baja.Perbedaan
prosentase karbon dalam campuran logam baja karbon menjadi salah satu
cara mengklasifikasikan baja.
Baja yang digunakan dalam pengujian adalah Baja AISI 1045 yaitu baja
karbon sedang yang memiliki karakter dengan kemampuan las, mesin, serta
8
menyerap beban impak yang cukup baik. Baja AISI 1045 memiliki cakupan
aplikasi yang cukup luas diantaranya digunakan sebagai roda gigi, pin ram,
batang ulir kemudi, baut pengikat komponen dalam mesin, poros engkol,
batang penghubung, bearing, dan lainnya (Bambang, 2008).
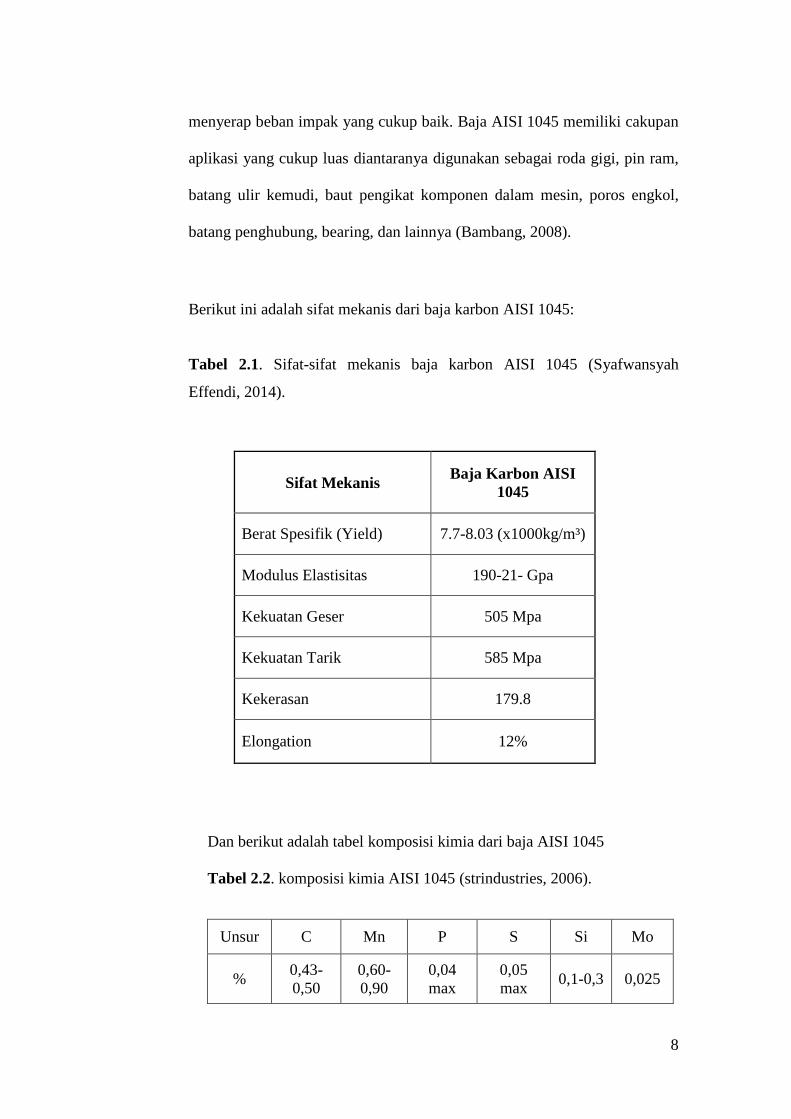
Berikut ini adalah sifat mekanis dari baja karbon AISI 1045:
Tabel 2.1. Sifat-sifat mekanis baja karbon AISI 1045 (Syafwansyah
Effendi, 2014).
Sifat Mekanis Baja Karbon AISI 1045
Berat Spesifik (Yield) 7.7-8.03 (x1000kg/m³)
Modulus Elastisitas 190-21- Gpa
Kekuatan Geser 505 Mpa
Kekuatan Tarik 585 Mpa
Kekerasan 179.8
Elongation 12%
Dan berikut adalah tabel komposisi kimia dari baja AISI 1045
Tabel 2.2. komposisi kimia AISI 1045 (strindustries, 2006).
Unsur C Mn P S Si Mo
% 0,43-0,50
0,60-0,90
0,04 max
0,05 max 0,1-0,3 0,025

9
B. Heat Treatment (perlakuan panas)
Metode perlakuan panas adalah salah satu proses untuk mengubah struktur
logam dengan cara memanaskan spesimen pada elektrik terance (tungku)
padatemperaturerekristalisasi selama periode waktu tertentu kemudian
didinginkan pada media pendingin seperti udara, air, air garam, oli dan solar
yang masing-masing mempunyai kerapatan pendinginan yang berbeda-beda.
Sifat-sifat logam yang terutama sifat mekanik yang sangat dipengaruhi oleh
struktur mikrologam disamping posisi kimianya, contohnya suatu logam
atau paduan akan mempunyai sifat mekanis yang berbeda-beda struktur
mikronya diubah. Dengan adanya pemanasan atau pendinginan dengaan
kecepatan tertentu maka bahan-bahan logam dan paduan memperlihatkan
perubahan strukturnya.
Perlakuan panas adalah proses kombinasi antara proses pemanasan atau
pendinginan dari suatu logam atau paduannya dalam keadaan padat untuk
mendaratkan sifat-sifat tertentu. Untuk mendapatkan hal ini maka kecepatan
pendinginan dan batas temperatur sangat menetukan (Karmin dan Ginting,
2012).
C. Quenching
Proses quenching adalah suatu proses pengerasan baja dengan cara baja
dipanaskan hingga mencapai batas austenitdan kemudian akan diteruskan
dengan proses pendinginan secara cepat melalui media pendingin air, oli,

10
atau air garam,sehingga fasa austenit bertransformasi secara parsial
membentuk struktur martensit. Tujuan utama dari proses quenching ini
adalah untuk menghasilkan baja dengan sifat kekerasan tinggi.
Martensit adalah fasa metastabil terbentuk dengan laju pendinginan cepat,
Martensit yang kerasmempunyai susunan Kristal Body Centred Tetragonal
(BTC). Kekerasan yangdapat dicapai dalam proses pengerasan akan
tergantung dari kandungankarbon, temperatur pemanasan, sistem
pendinginan serta bentuk dan ketebalanbahan. Pemanasan dapat dilakukan
secara bertahap (preheating) dan perlahanuntuk memperkecil deformasi
ataupun resiko retak. Setelah temperatur pengerasan (austenitizing) tercapai,
ditahan dalam selang waktu tertentu (holdingtime) kemudian didinginkan
secara cepat (Edih Supardi, 1999).
Media pendingin yang digunakan untuk mendinginkan spesimen pada
proses pengerasanbaja yang akan digunakan yaitu oli SAE dengan
viskositas yang berbeda yaitu pada SAE 20,SAE40, SAE 60, dan oli bekas
yang viskositasnya sangat rendah, dengan alasan karena media pendingin
tersebut digunakan sesuai dengan kemampuannya untuk memperoleh hasil
yang diharapkan. Penggunaan pelumas tersebut sebagai media pendingin
akan menyebabkan timbulnya selaput karbon pada spesimen serta
menghasilkan kerapatan yang baik pada spesimen, tergantung dari besarnya
viskositas pelumas yang akan dipakai sebagai media pendinginan (Anggun
Mersilia, 2016).
11
D. Annealing
Proses anneling atau melunakkan baja adalah proses pemanasan baja diatas
temperatur kritis (723°C) selanjutnya suhu temperatur ditahan beberapa
lama sesuai kebutuhan yang akan diujikan sampai temperatur merata,
kemudian diteruskan dengan pendinginan secara perlahandan dijaga agar
temperatur bagian luar dan titik inti pada spesimen sama hingga diperoleh
struktur yang diinginkan dengan menggunakan media pendingin oli.Tujuan
proses annelingyaitu (Saptyaji Harnowo, 2015):
1. Melunakkan material logam
2. Menghilangkan tegangan dalam / sisa
3. Memperbaiki butir-butir logam.
E. Normalizing
Normalizing adalah suatu proses pemanasan logam hingga mencapai fase
austenit yang kemudian didinginkan secara perlahan-lahan dalam media
pendingin udara. Hasil pendingin ini berupa perlit dan ferit namun hasilnya
jauh lebih mulus dari anneling. Prinsip dari proses normalizing adalah untuk
melunakkan logam. Namun pada baja karbon tinggi atau baja paduan
tertentu dengan proses ini belum tentu memperoleh baja yang lunak.
Mungkin berupa pengerasan dan ini tergantung dari kadar karbon
(Wardoyo, 2005).

12
F. Tempering
Proses perlakuan pemanasan ulang untuk menghilangkan tegangan dalam
(sisa) dari baja akibat proses quenching, dan menguatkan baja dari
kerapuhan serta meningkatkan keuletan dan ketangguhan pada baja. Proses
tempering didefinisikan sebagai proses pemanasan logam setelah dikeraskan
pada temperaturdibawah suhu kritis,Proses ini akan menyebabkan martensit
berubah menjadi troosit atau sorbit sesuai dengan suhupenemperannya.
Troosit dan sorbit tersebar halus dalam bentuk karbida padalapisan
ferrit.yang dilanjutkan dengan proses pendinginan baja (Saptyaji Harnowo,
2015).
G. Gambaran Umum Pelumas (Oli)
Pelumas atau oli merupakan sejenis cairan kental yang berfungsi sebagai
pelicin, pelindung, dan pembersih bagi bagian dalam mesin. Kode pengenal
oli adalah berupa huruf SAE yang merupakan singkatan dari Society of
Automotive Engineers. Selanjutnya angka yang mengikuti dibelakangnya,
menunjukkan tingkat kekentalan oli tersebut. SAE 40 atau SAE 15W-50,
semakin besar angka yang mengikuti kode oli menandakan semakin
kentalnya oli tersebut. Sedangkan huruf W yang terdapat dibelakang angka
awal, merupakan singkatan dari winter. SAE 15W-50, berarti oli tersebut
memiliki tingkat kekentalan SAE 10 untuk kondisi suhu dingin dan SAE 50
pada kondisi suhu panas. Dengan kondisi seperti ini, oli akan memberikan
perlindungan optimal saat mesin start pada kondisi ekstrim sekalipun.
13
Sementara itu dalam kondisi panas normal, idealnya oli akan bekerja pada
kisaran angka kekentalan 40-50 menurut standar SAE (SAE Euro 2012).
H. Kekentalan (Viskositas) Oli
Kekentalan merupakan salah satu unsur kandungan oli paling rawan karena
berkaitan dengan ketebalan oli atau seberapa besar resistensinya untuk
mengalir. Kekentalan oli langsung berkaitan dengan sejauh mana oli
berfungsi sebagai pelumas sekaligus pelindung benturan antar permukaan
logam.
Oli harus mengalir ketika suhu mesin atau temperatur ambient. Mengalir
secara cukup agar terjamin pasokannya ke komponen-komponen yang
bergerak. Semakin kental oli, maka lapisan yang ditimbulkan menjadi lebih
kental. Lapisan halus pada oli kental memberi kemampuan ekstra menyapu
atau membersihkan permukaan logam yang terlumasi. Sebaliknya oli yang
terlalu tebal akan memberi resitensi berlebih mengalirkan oli pada
temperatur rendah sehingga mengganggu jalannya pelumasan ke komponen
yang dibutuhkan. Untuk itu, oli harus memiliki kekentalan lebih tepat pada
temperatur tertinggi atau temperatur terendah ketika mesin dioperasikan.
Dengan demikian, oli memiliki grade (derajat) tersendiri yang diatur oleh
Society of Automotive Engineers (SAE). Bila pada kemasan oli tersebut
tertera angka SAE 5W-30 berarti 5W (Winter) menunjukkan pada suhu

14
dingin oli bekerja pada kekentalan 5 dan pada suhu terpanas akan bekerja
pada kekentalan 30 (Sinta, 2012).
I. Karakteristik Oli Bekas
Oli bekas seringkali diabaikan penanganannya setelah tidak bisa digunakan
kembali, padahal jika asal dibuang dapat menambah pencemaran
lingkungan. Bahaya dari pembuangan oli bekas sembarangan memiliki efek
yang lebih buruk daripada efek tumpahan minyak mentah biasa.
Ditinjau dari komposisi kimianya sendiri, oli adalah campuran dari
hidrokarbon kental ditambah berbagai bahan kimia aditif. Oli bekas
memiliki campuran komposisi lebih dari itu, dalam oli bekas terkandung
sejumlah sisa hasil pembakaran yang bersifat asam korosif, deposit, dan
logam berat yang bersifat karsinogenik. Sampai saat ini usaha yang di
lakukan untuk memanfaatkan oli bekas ini antara lain (Sinta, 2012):
1. Dimurnikan kembali (proses refinery) menjadi refined lubricant. Tidak
banyak yang tertarik untuk berbisnis di bidang ini karena cost yang
tinggi relatif terhadap lube oil blending plant (LOBP) dengan bahan
baku fresh, sehingga harga jual ekonomis-nya tidak akan mampu
bersaing di pasaran.
2. Digunakan sebagai fuel oil/minyak bakar. Yang masih menjadi kendala
adalah tingkat emisi bahan bakar ini masih tinggi.
15
J. Pelumas Oli Society Of Automotive Engineers (SAE)
Oli Mesran Super dengan nilai kekentalan 20W adalah pelumas mesin
bensin yang diproduksi dari bahan dasar pelumas berkualitas tinggi.
Mengandung aditif detergent dispersant, anti oksidasi, anti aus dan
mempunyai sifat-sifat melindungi dan memelihara kebersihan torak,
mencegah terbentuknya sludge (endapan lumpur), mampu mengurangi
keausan pada bagian-bagian yang bergerak terutama pada katup dengan
baik. Pelumas MESRAN SUPER SAE 20W mengandung bahan aditif
khusus sehingga memiliki kekentalan ganda (multigrade), menjadikan
pelumas ini mudah bersirkulasi. Mesin mudah dihidupkan pada waktu
mesin dingin dan suhu rendah serta tetap mempunyai kekentalan yang
optimal saat pengoperasian pada suhu dan kecepatan tinggi (Yunaidi, 2015).
Kemampuan Kerja:
Keistimewaan MESRAN SUPER SAE 20W ini ditunjukkan dengan
performance levelnya yang telah memenuhi persyaratan API Service SG/CD
dan tidak perlu tambahan aditif.
Penggunaan:
Pelumas MESRAN SUPER 20W ini dianjurkan dipakai pada mesin
kendaraan dan sepeda motor yang diproduksi dalam tahun 90an yang
membutuhkan pelumas dengan kualifikasi performansi yang tinggi.

16
K. Oil Top One 40Wsynthetic Blend Oil Api Sm
Merupakan pelumas sintetik yang melindungi, menjaga dan membersihkan
mesin, sehingga mesin tetap awet bahkan untuk pengunaan stop good
driving yang rutin saat kemacetan lalu lintas, saat akselerasi spontan pada
temperatur rendah (start awal), maupun pada kecepatan tinggi.
Keunggulan :
1. Meminimalkan gesekan dan mencegah kemungkinan terjadinya
keausan.
2. Indeks viskositas ekstra tinggi untuk kekentalan pelumas yang stabil
disuhu ekstrim.
3. Mengandung sintetik, jangka waktu penggantian oil lebih panjang.
L. Uji Impak/Ketangguhan Baja
Untuk menentukan sifat perpatahan suatu logam, keuletan maupun
kegetasannya, dapat dilakukan suatu pengujian yang dinamakan dengan
uji impak.Umumnya pengujian impak menggunakan batang ber-takik,
berbagai jenis pengujian impak batang bertakik telah digunakan untuk
menentukan kecenderungan benda untuk bersifat getas.
Dengan jenis penguji ini dapat diketahui perbedaan sifat benda yang
tidak teramati dalam uji tarik.Hasil yang diperoleh dari uji batang
bertakik tidak dengan sekaligus memberikan besaran rancangan yang
17
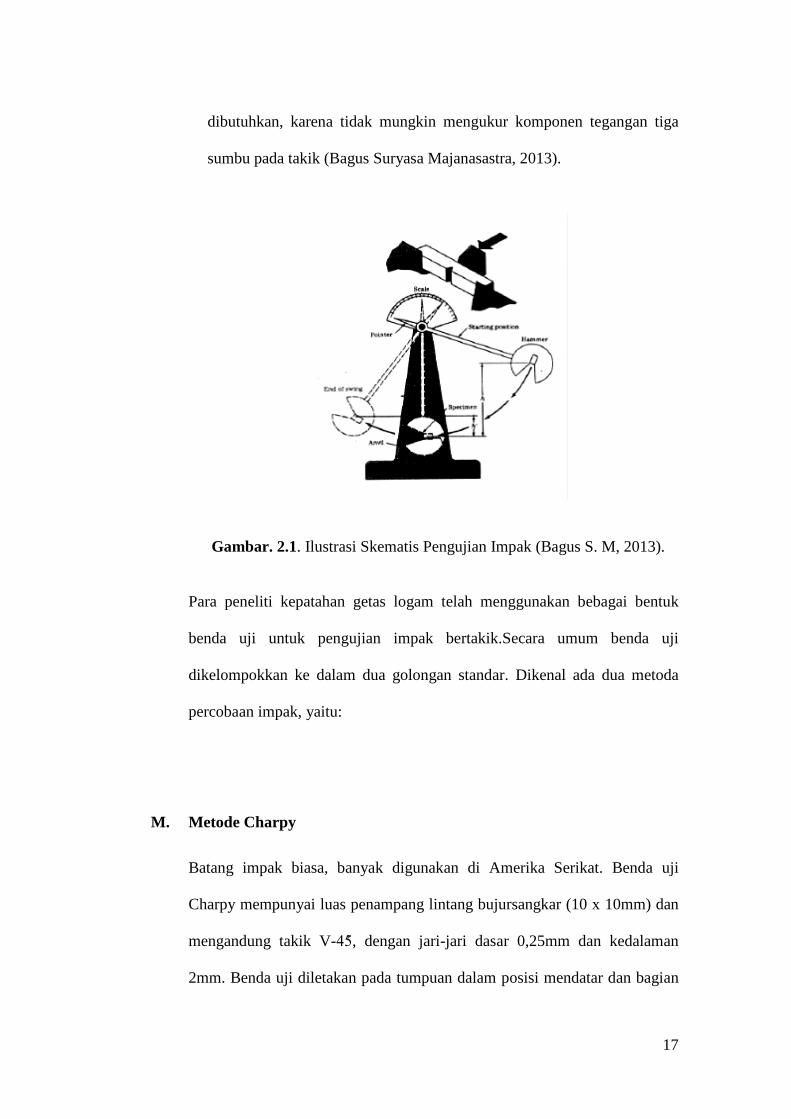
dibutuhkan, karena tidak mungkin mengukur komponen tegangan tiga
sumbu pada takik (Bagus Suryasa Majanasastra, 2013).
Gambar. 2.1. Ilustrasi Skematis Pengujian Impak (Bagus S. M, 2013).
Para peneliti kepatahan getas logam telah menggunakan bebagai bentuk
benda uji untuk pengujian impak bertakik.Secara umum benda uji
dikelompokkan ke dalam dua golongan standar. Dikenal ada dua metoda
percobaan impak, yaitu:
M. Metode Charpy
Batang impak biasa, banyak digunakan di Amerika Serikat. Benda uji
Charpy mempunyai luas penampang lintang bujursangkar (10 x 10mm) dan
mengandung takik V-45̊, dengan jari-jari dasar 0,25mm dan kedalaman
2mm. Benda uji diletakan pada tumpuan dalam posisi mendatar dan bagian
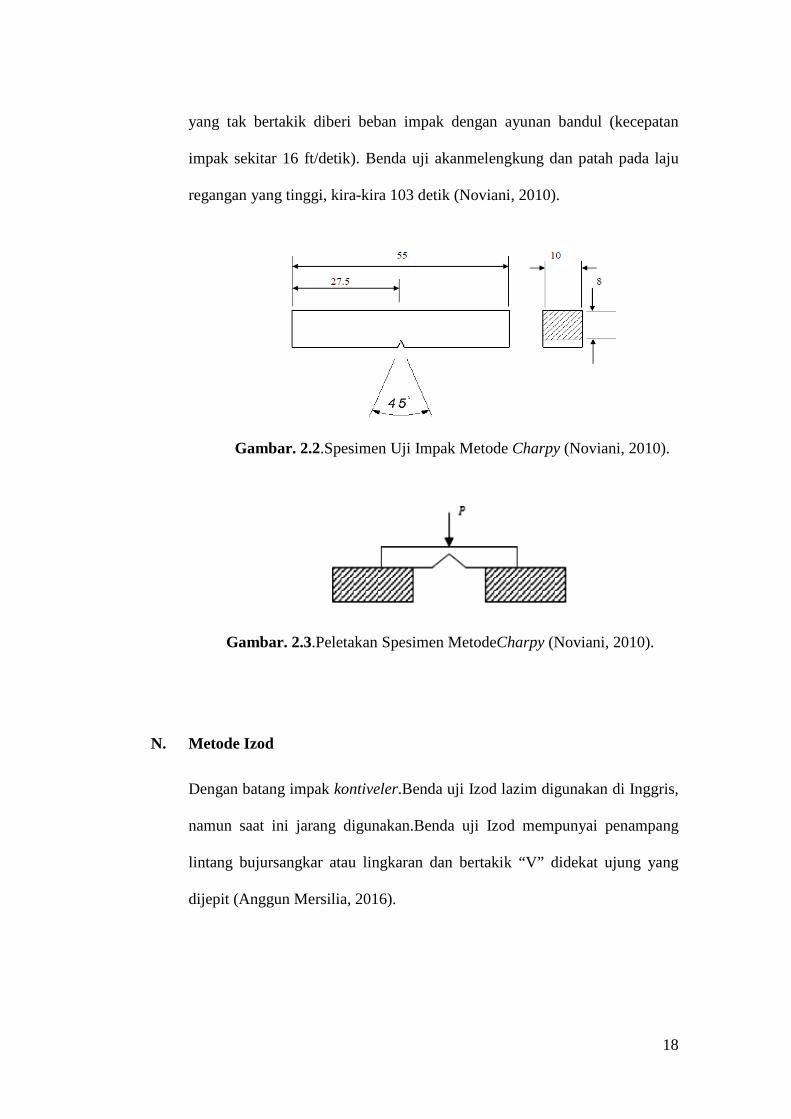
18
yang tak bertakik diberi beban impak dengan ayunan bandul (kecepatan
impak sekitar 16 ft/detik). Benda uji akanmelengkung dan patah pada laju
regangan yang tinggi, kira-kira 103 detik (Noviani, 2010).
Gambar. 2.2.Spesimen Uji Impak Metode Charpy (Noviani, 2010).
Gambar. 2.3.Peletakan Spesimen MetodeCharpy (Noviani, 2010).
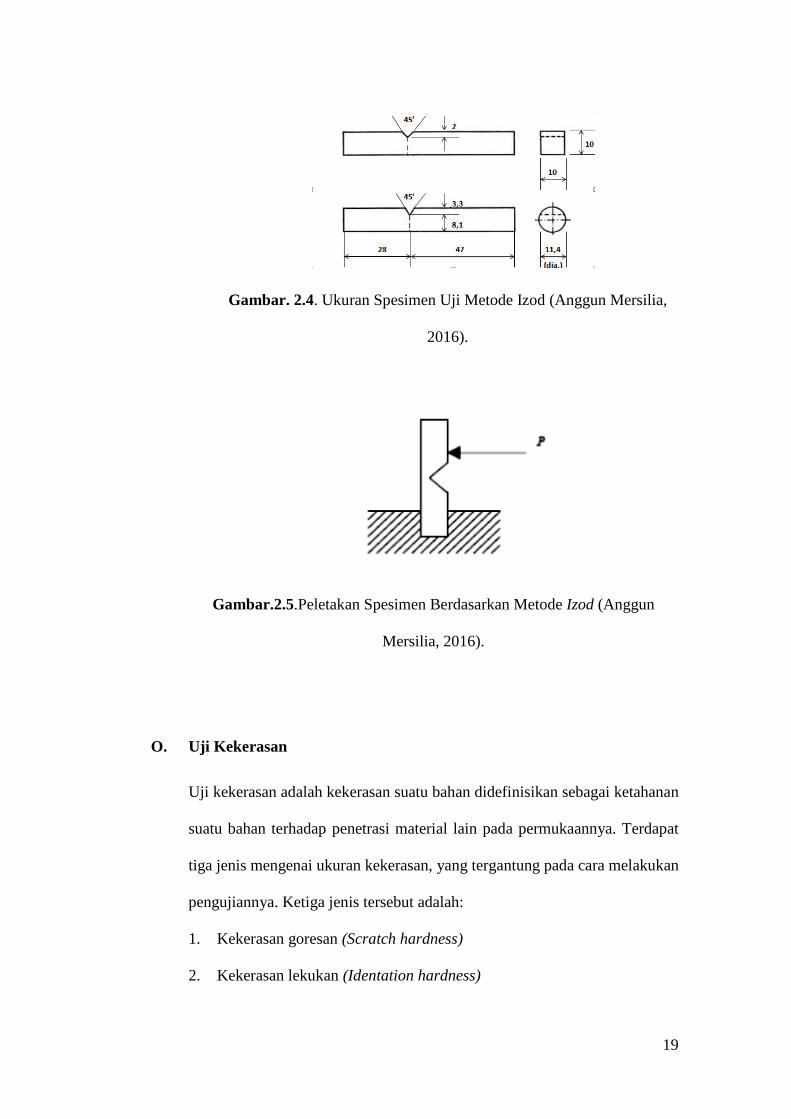
N. Metode Izod
Dengan batang impak kontiveler.Benda uji Izod lazim digunakan di Inggris,
namun saat ini jarang digunakan.Benda uji Izod mempunyai penampang
lintang bujursangkar atau lingkaran dan bertakik “V” didekat ujung yang
dijepit (Anggun Mersilia, 2016).
19
Gambar. 2.4. Ukuran Spesimen Uji Metode Izod (Anggun Mersilia,
2016).
Gambar.2.5.Peletakan Spesimen Berdasarkan Metode Izod (Anggun
Mersilia, 2016).
O. Uji Kekerasan
Uji kekerasan adalah kekerasan suatu bahan didefinisikan sebagai ketahanan
suatu bahan terhadap penetrasi material lain pada permukaannya. Terdapat
tiga jenis mengenai ukuran kekerasan, yang tergantung pada cara melakukan
pengujiannya. Ketiga jenis tersebut adalah:
1. Kekerasan goresan (Scratch hardness)
2. Kekerasan lekukan (Identation hardness)
20
3. Kekerasan pantulan (rewbound hardness) atau kekerasan dinamik
(dynamic hardness)
Untuk logam/baja kekerasan lekukan yang sering dipergunakan. Berikut ini
adalah jenis pengujiankekerasan lekukan:
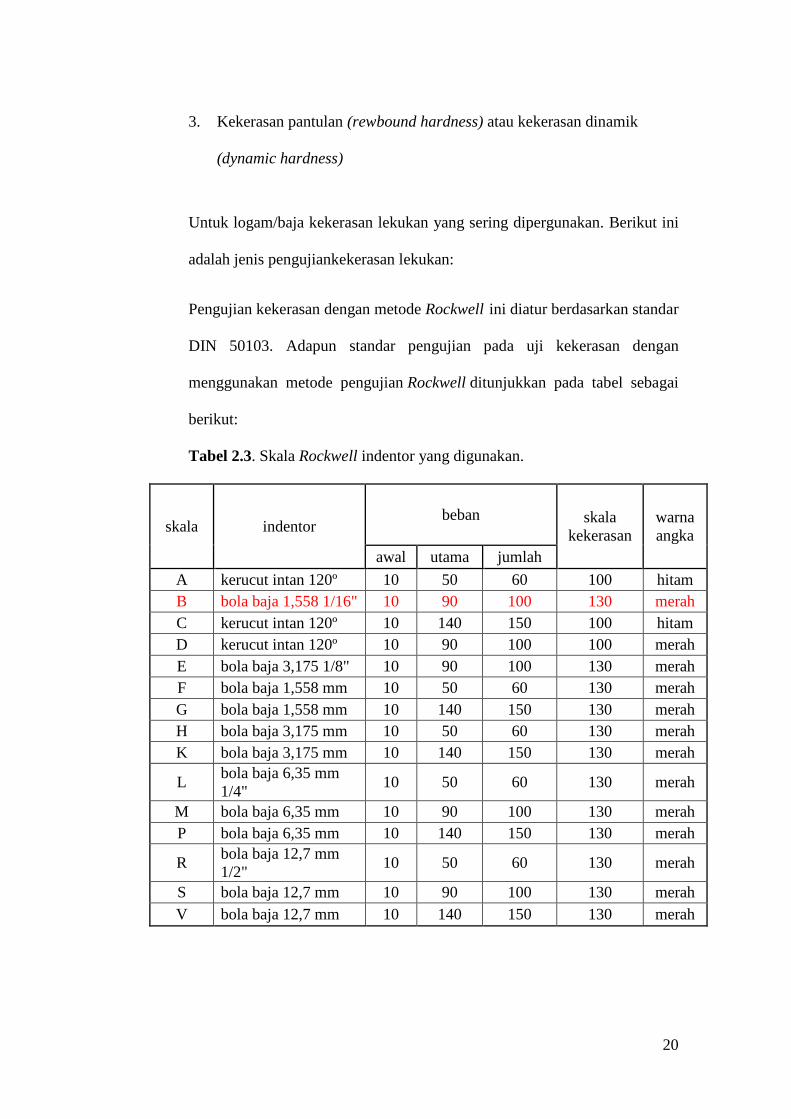
Pengujian kekerasan dengan metode Rockwell ini diatur berdasarkan standar
DIN 50103. Adapun standar pengujian pada uji kekerasan dengan
menggunakan metode pengujian Rockwell ditunjukkan pada tabel sebagai
berikut:
Tabel 2.3. Skala Rockwell indentor yang digunakan.
skala indentor beban skala
kekerasan warna angka
awal utama jumlah A kerucut intan 120º 10 50 60 100 hitam B bola baja 1,558 1/16" 10 90 100 130 merah C kerucut intan 120º 10 140 150 100 hitam D kerucut intan 120º 10 90 100 100 merah E bola baja 3,175 1/8" 10 90 100 130 merah F bola baja 1,558 mm 10 50 60 130 merah G bola baja 1,558 mm 10 140 150 130 merah H bola baja 3,175 mm 10 50 60 130 merah K bola baja 3,175 mm 10 140 150 130 merah
L bola baja 6,35 mm 1/4" 10 50 60 130 merah
M bola baja 6,35 mm 10 90 100 130 merah P bola baja 6,35 mm 10 140 150 130 merah
R bola baja 12,7 mm 1/2" 10 50 60 130 merah
S bola baja 12,7 mm 10 90 100 130 merah V bola baja 12,7 mm 10 140 150 130 merah
21
P. Uji Kekerasan Rockwell
Pada pengujian kekerasan Rockwell diukur kedalaman pembenaman (t)
penekan. Sebagai penekan pada baja yang dikeraskan digunakan
sebuahkerucut intan.Untuk menyeimbangkan ketidakrataan yang
diakibatkan oleh permukaan yang tidak bersih, maka kerucut intan ditekan
keatas bidang uji, pertama dengan beban pendahuluan 10 kg, setelah ini
beban ditingkatkan menjadi 100 kg sehingga tercapai kedalaman
pembenaman terbesar. Sebagai ukuran digunakan kedalaman pembenaman
menetap (t) dalam (mm) yang ditinggalkan beban tambahan.
Sebagai satuan untuk ukuran (t) berlaku (e = t) dalam 0,002 mm kekerasan
Rockwell. Semakin keras bahan yang diuji, makin dangkal masuknya
penekan dan sebaliknya semakin lunak bahan yang diuji, maka semakin
dalam ukuran masuknya penekanan. Metode Rockwellsangat diminati
karena dengan cepat dapat diketahui kekerasannya tanpa menghitung dan
mengukur. Nilai kekerasan dapat dibaca setelah beban utama dilepaskan,
dimana beban awal masih menekan bahan.
Q. Uji Kekerasan Brinell
Uji kekerasan brinell merupakan suatu penekanan bola baja (identor) pada
permukaan bendauji.Bola baja berdiameter 10 mm, sedangkan untuk
material uji yang sangat keras identor terbuat dari paduan karbida tungsten,
untuk menghindari distorsipada identor. Beban uji untuk logam yang keras
22
adalah 3000 kg, sedangkan untuk logam yang lebih lunak beban dikurangi
sampai 500 kg untuk menghindari jejak yang dalam. Lama penekanan 20-30
detik dandiameter lekukan diukur dengan mikroskop dayarendah, setelah
beban tersebut dihilangkan. Permukaan dimana lekukan akan dibuat harus
relatif halus, bebasdari debu atau kerak.
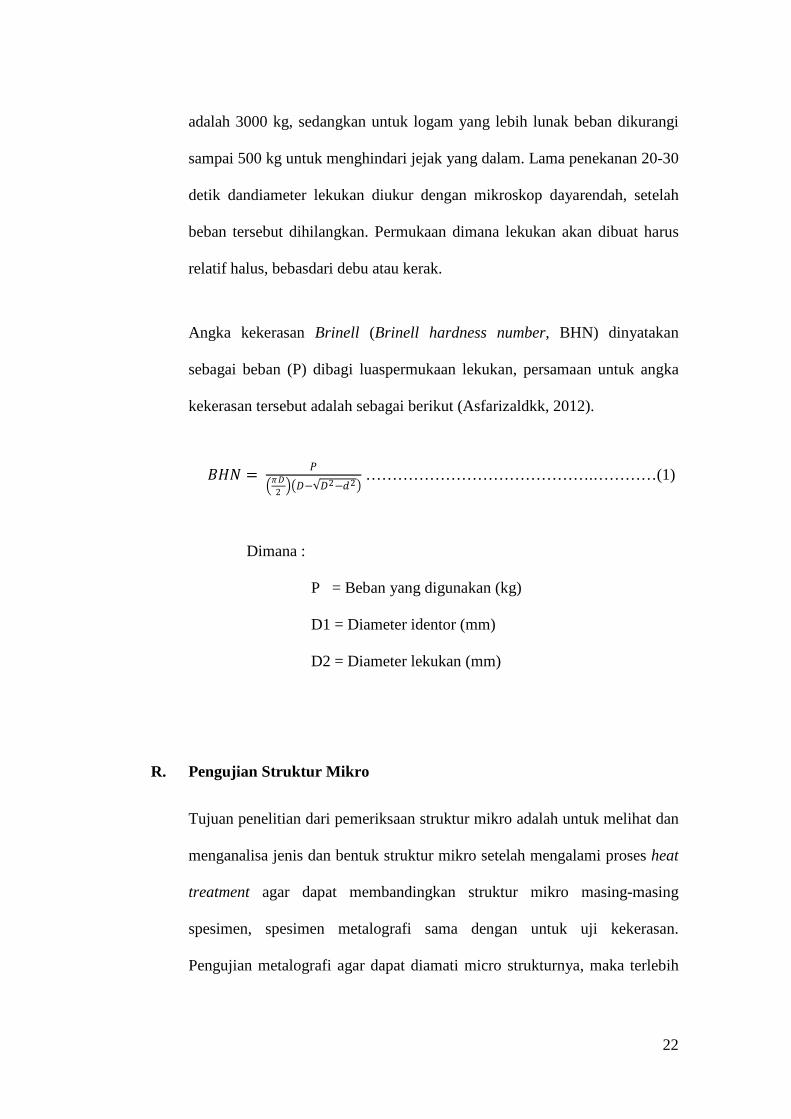
Angka kekerasan Brinell (Brinell hardness number, BHN) dinyatakan
sebagai beban (P) dibagi luaspermukaan lekukan, persamaan untuk angka
kekerasan tersebut adalah sebagai berikut (Asfarizaldkk, 2012).
𝐵𝐵𝐵𝐵𝐵𝐵 = 𝑃𝑃
�𝜋𝜋𝐷𝐷2 ��𝐷𝐷−√𝐷𝐷2−𝑑𝑑2� …………………………………….…………(1)
Dimana :
P = Beban yang digunakan (kg)
D1 = Diameter identor (mm)
D2 = Diameter lekukan (mm)
R. Pengujian Struktur Mikro
Tujuan penelitian dari pemeriksaan struktur mikro adalah untuk melihat dan
menganalisa jenis dan bentuk struktur mikro setelah mengalami proses heat
treatment agar dapat membandingkan struktur mikro masing-masing
spesimen, spesimen metalografi sama dengan untuk uji kekerasan.
Pengujian metalografi agar dapat diamati micro strukturnya, maka terlebih
23
dahulu benda uji dipotong yang merupakan bagian dari spesimen kekerasan
yaitu pada bagian ujungnya. Berikut ini adalah prosedur percobaan yang
dilakukan pada pengujian Metallografi (Noviano, 2010).
a. Spesimen yang telah dipotong dan dibingkai (mounting) kemudian
digrinding dengan kertas amplas grade 120 atau 240 selama 15 menit,
kemudian dilanjutkan dengan grade 400, 600, 800, 1000, 1500.
b. Setelah digrinding dengan ampelas, specimen dapat dipolesh dengan
menggunakan magnesium oxide (MgO) agar tidak terdapat goresan
pada permukaan spesimen..
c. Jika menggunakan oli 1-2 liter dan dituangkan dalam wadah kemudian
spesimen dicelupkankedalam oli selama 5-30 detik. Untuk proses yang
terbilang baik yaitu pengerjaannya adalah dicelupkan selama ± 10 detik
pada oli tersebut lalu dikeringkan.
d. Pengamatan struktur mikro dapat dilakukan dengan menggunakan
alatmikroskop optik OLYMPUS BX41Myang disambungkan ke
program pada komputer. Spesimen diletakkan diatas bidang uji atau
mejamikroskop kemudian didekatkan dengan mikroskop optik.
e. Digunakan perbesaran 200x sampai 500x dan diambil photo
darimasing-masing spesimen. Fokus pada mikroskop diputar untuk
mendapatkan pengamatan yang baik pada spesimen.
24
S. Proses Pengerasan (Hardening)
Proses pengerasan (Hardening) dilakukan pada logam, biasanya di lakukan
untuk memperoleh sifat ketahanan aus yang tinggi dan mendapatkan
kekerasan yang tinggi, atau kekutan (Fatigue limit/strength) yang lebih baik.
Pengerasan merupakan salah satu proses perlakuan panas, dimana baja
dipanaskan pada suhu tertentu diatas temperature kritis (𝑎𝑎𝑒𝑒3) dan di tahan
sampai waktu yang ditentukan. Kemudian dilakukan pendinginan atau
dicelupkan pada media seperti air, oli, ataupun pada larutan garam.
Pengerasan dilakukan dengan pemanasan baja kearah austenite lalu
mendinginkannya dengan cepat, dengan pendinginan tersebut akan
membentuk martensite yang keras terhadap baja tersebut. Temperature
pemanasannya (Temperatur Austenitising), lamanya holding time, dan laju
pendinginan untuk pengerasan tergantung pada komposisi bahan kimia dari
baja tersebut (Gunawan Dwi Haryadi, 2010).
25
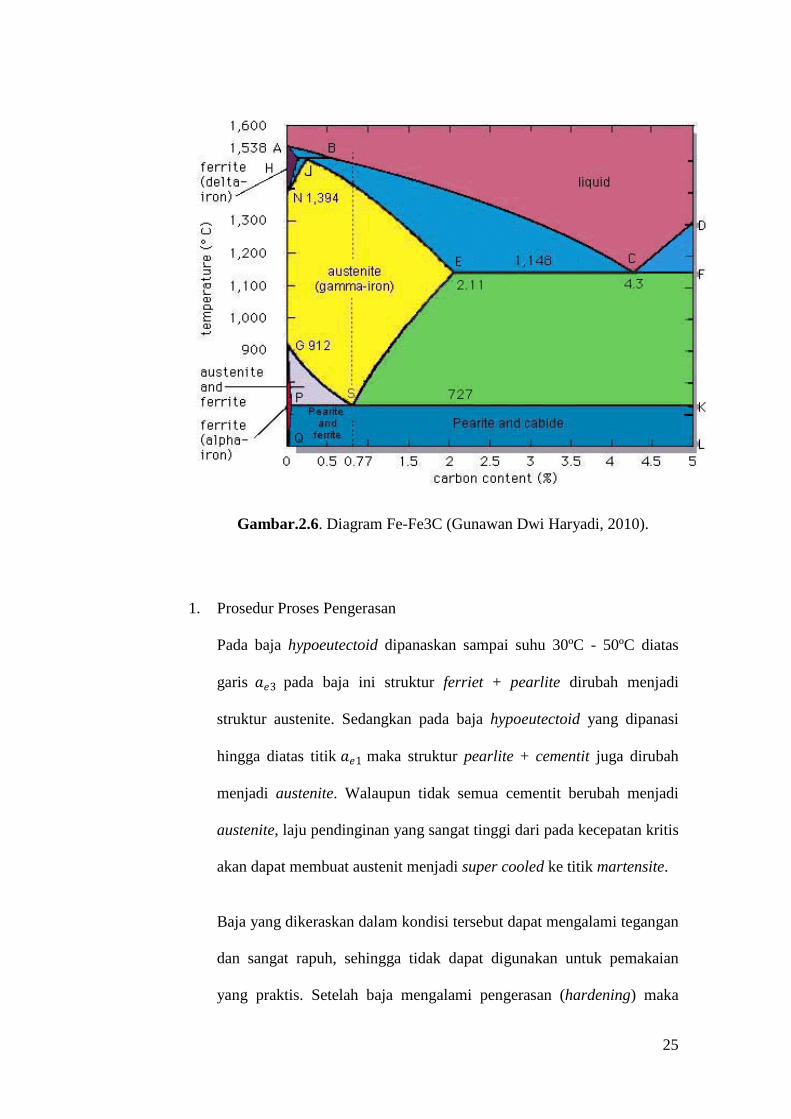
Gambar.2.6. Diagram Fe-Fe3C (Gunawan Dwi Haryadi, 2010).
1. Prosedur Proses Pengerasan
Pada baja hypoeutectoid dipanaskan sampai suhu 30ºC - 50ºC diatas
garis 𝑎𝑎𝑒𝑒3 pada baja ini struktur ferriet + pearlite dirubah menjadi
struktur austenite. Sedangkan pada baja hypoeutectoid yang dipanasi
hingga diatas titik 𝑎𝑎𝑒𝑒1 maka struktur pearlite + cementit juga dirubah
menjadi austenite. Walaupun tidak semua cementit berubah menjadi
austenite, laju pendinginan yang sangat tinggi dari pada kecepatan kritis
akan dapat membuat austenit menjadi super cooled ke titik martensite.
Baja yang dikeraskan dalam kondisi tersebut dapat mengalami tegangan
dan sangat rapuh, sehingga tidak dapat digunakan untuk pemakaian
yang praktis. Setelah baja mengalami pengerasan (hardening) maka
26
baja ditempering untuk menurunkan sifat rapuh, melepaskan tegangan
dalam (internal stress) yang terjadi saat pengerasan, dan untuk
memperbaiki sifat mekanis baja tersebut.
Tujuan utama proses pengerasan dan tempering pada baja ialah untuk
meningkatkan kekerasannya dan meningkatkan daya tahan terhadap
gesekan, mempertahankan sifat tangguh, sedangkan untuk baja struktur
maka pengerasan dan tempering bertujuan untuk mendapatkan suatu
kombinasi antara kekuatan tinggi, keuletan dan ketangguhan.
2. Proses pemanasan mula (pre-heating)
Pre-heating atau disebut pemanasan mula ditujukan untuk
meminimalkan efek distori temperatur.Oleh karena itu dilakukan
pemanasan secara bertahap sebelum akhirnya mencapai
temperaturaustenit. Selama tahapan inti dengan permukaannya, tahap
yang dilakukan yaitu pada temperatur 500ºC.
3. Austenisasi
Struktur austenisasi merupakan syarat untuk memperoleh struktur
permukaan baja yang keras. Karena hanya fasa austenit yang dapat
bertransformasi menjadi martensite. Austenit adalah suatu proses
pemanasan baja pada temperatur kritis diatas 𝑎𝑎𝑒𝑒1 atau diatas
temperatur 𝑎𝑎𝑒𝑒3.
4. Proses tahapan waktu pengerasan dan suhu temperatur
Suhu pengerasan tergantung pada komposisi kimia dari baja tersebut,
khusunya pada karbon. Untuk pemanasan yang lebih lambat, maka akan
terbentuk fasa austenit dan akan segera melewati garis 𝑎𝑎𝑒𝑒3 sehingga
27
waktu tahan tidak diperlukan lagi. Setiap temperatur pengerasan
membutuhkan waktu tertentu untuk mendapatkan hasil kekerasan
maksimum yang seharusnya didapat pada pengerasan. Waktu tahan
yang terlalu singkat, akan menyebabkan kekerasan yang lebih rendah
karena jumlah kardiba belum mencukupi dalam struktur baja tersebut,
dan apabila waktu tahan yang terlalu lama akan menyebabkan
kekerasan yang lebih rendah, hal ini menyebabkan besarnya butiran
serta jumlah austenite sisa meningkat.
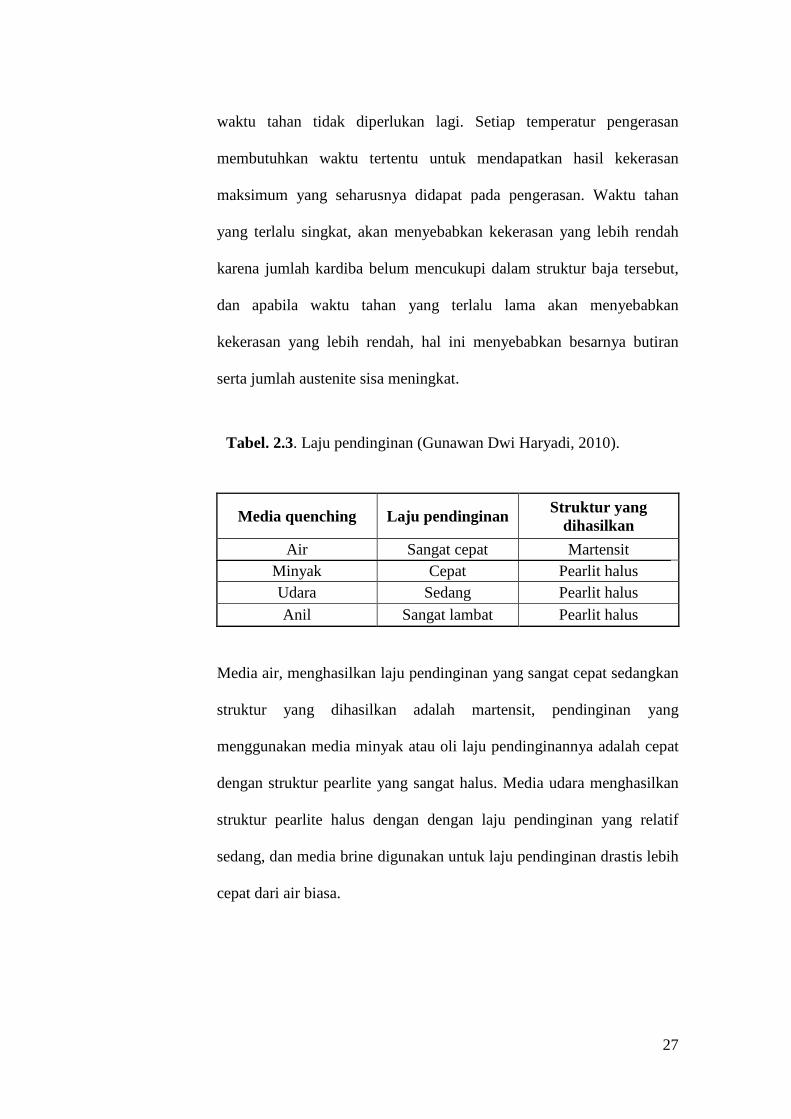
Tabel. 2.3. Laju pendinginan (Gunawan Dwi Haryadi, 2010).
Media quenching Laju pendinginan Struktur yang dihasilkan
Air Sangat cepat Martensit Minyak Cepat Pearlit halus Udara Sedang Pearlit halus Anil Sangat lambat Pearlit halus
Media air, menghasilkan laju pendinginan yang sangat cepat sedangkan
struktur yang dihasilkan adalah martensit, pendinginan yang
menggunakan media minyak atau oli laju pendinginannya adalah cepat
dengan struktur pearlite yang sangat halus. Media udara menghasilkan
struktur pearlite halus dengan dengan laju pendinginan yang relatif
sedang, dan media brine digunakan untuk laju pendinginan drastis lebih
cepat dari air biasa.

28
T. Dampak Pengerasan Terhadap Sifat-Sifat Baja
Berbagai dampak quenching terhadap pengerasan baja sangat tergantung
dari besarnya kadar karbon (C). Baja dengan kadar karbon tinggi akan
semakin keras setelah berubah menjadi struktur martensit. Semakin banyak
austenit ditahan pada baja yang dikeraskan maka kekerasannya akan
turun.Meskipun kekerasannya tinggi, namun baja yang dikeraskan
mempunyai kekuatan koefisiennya rendah yang berarti tingkat elastisnya
rendah. Dengan proses pengerasan yang kurang relative maka di perlukan
pengujuan (impact strength), guna memperpanjang relative dan
pengurangan luas penampang (reduction area) akan berkurang.

29
BAB III. METODOLOGI PENELITIAN
A. Waktu Dan Tempat Penelitian
Pengujian dan pemngambilan data Penelitian ini dilakukan di Laboratorium
Material Teknik, Teknik Mesin Universitas Lampung. Proses uji struktur
mikro dilakukan di LIPI Tanjung Bintang, Lampung.
B. Alat dan Bahan Penelitian
Alat - alat yang digunakan dalam penelitian tugas akhir ini adalah sebagai berikut:
1. Furnace digunakan untuk tempat memanaskan sampel.
Gambar 3.1. Furnace
30
2. Cutting tool berfungsi sebagai alat pemotong spesimen.
Gambar 3.2. Cutting tool
3. Rockwell Hardness Tester digunakan untuk mengetahui nilai kekerasan
pada material yang akan diuji.
Gambar 3.3. Rockwell Hardness Tester
4. Batang impak biasa atau metode charpy
Gambar 3.4. Batang impak charpy

31
5. Mikroskop optik digunakan untuk pengujian struktur mikro.
Gambar 3.5. Mikroskop optic
C. Bahan Penelitian
Adapun bahan yang akan digunakan dalam pengujian adalah sebagai berikut :
1. Material yang digunakan adalah baja karbon sedang baja AISI 1045.
Gambar 3.6. baja AISI 1045.

32
2. Amplas, kain beludru, dan larutan TiO2 digunakan sebagai bahan
penghalus permukaan logam pada proses polishing menggunakan alat
polishing machine.
3. Oli sebagai media pendingin (quenching), dimana viskositas oli yang
akan dijadian media pendingin tersebut oli SAE 20W-50, SAE40W,
SAE 90W dan oli bekas.
Gambar 3.7. oli SAE 20W-50, SAE40W, SAE 90W dan oli bekas.
D. Prosedur penelitian
Prosedur penelitian awal yang akan dilakukan dalam penelitian ini meliputi beberapa tahapan diantaranya:
1. Memotong baja AISI 1045 yang digunakan seperti yang terlihat pada
gambar 3.1 berikut ini.
33
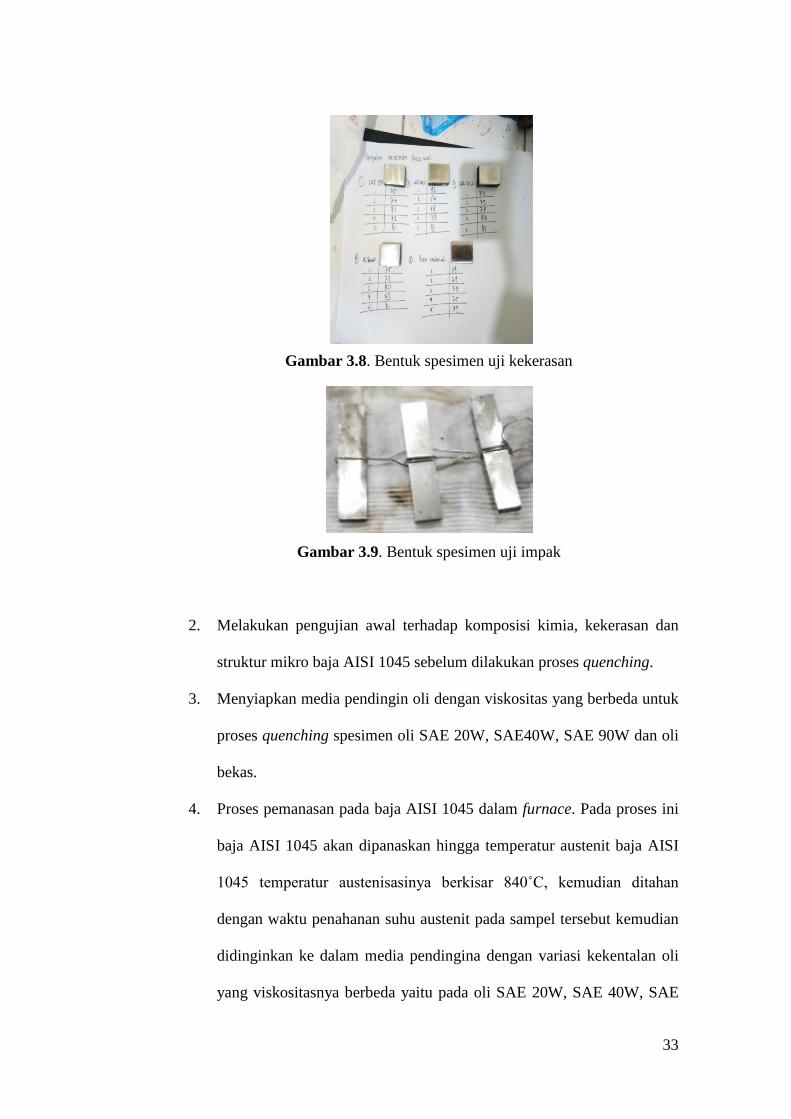
Gambar 3.8. Bentuk spesimen uji kekerasan
Gambar 3.9. Bentuk spesimen uji impak
2. Melakukan pengujian awal terhadap komposisi kimia, kekerasan dan
struktur mikro baja AISI 1045 sebelum dilakukan proses quenching.
3. Menyiapkan media pendingin oli dengan viskositas yang berbeda untuk
proses quenching spesimen oli SAE 20W, SAE40W, SAE 90W dan oli
bekas.
4. Proses pemanasan pada baja AISI 1045 dalam furnace. Pada proses ini
baja AISI 1045 akan dipanaskan hingga temperatur austenit baja AISI
1045 temperatur austenisasinya berkisar 840˚C, kemudian ditahan
dengan waktu penahanan suhu austenit pada sampel tersebut kemudian
didinginkan ke dalam media pendingina dengan variasi kekentalan oli
yang viskositasnya berbeda yaitu pada oli SAE 20W, SAE 40W, SAE

34
90W, dan oli bekas dengan kekentalan yang rendah. Gambaran
mengenai proses pemanasan dan penahanan suhu hingga pendinginan.
Gambar 3.9. skema pendinginan quenching
5. Material Yang Digunakan Untuk Pengujian Impak
Material yang digunakan untuk pengujian impak yaitu baja AISI 1045
berbentuk batang dengan ukuran standar ASTM E-23 yaitu panjang 55
mm, lebar 10 mm, dan tebal 10 mm serta diberi takik pada bagian
tengah spesimen dengan kedalaman 2 mm dan sudut 45º, seperti pada
gambar berikut:
Gambar 3.10. Spesimen uji impak standar ASTM E-23 (Modul).
850˚C
Holding Time ±30 Menit T˚C
Pendingin
Waktu
Heating Temperatur
35
6. Pengujian spesimen
Pengujian yang dilakukan pada penelitian ini antara lain proses heat
treatment dan quenching, pengujian kekerasan dengan metode rockwell
menggunakan skala HRB bola baja 1/16” dan pengujian impact
menggunakan metode Charphy dan pengamatan spesimen dengan
pengujian struktur mikro.
7. Proses heat treatment
Proses perlakuan panas (heat treatment) menggunakan tungku pemanas
atau furnace dan dilakukan dilaboratorium material teknik, Teknik
Mesin Universitas Lampung. Langkah-langkah yang dilakukan dalam
proses perlakuan panas adalah :
8. Pre – Heating
Sebelum melakukan pemanasan hingga temperatur austenisasi
dilakukan pemanasan awal pada temperatur 600˚C dengan waktu tahan
selama ± 30 menit.
9. Austenisasi
Setelah proses perlakuan awal, pemanasan dilanjutkan hingga
temperatur 840˚C selama 30 menit.
10. Proses pendinginan quenching
Proses pendinginan cepat dilakukan dengan media pendingin 100% oli
dengan beberapa viskositas yang berbeda antaralain oli SAE 20, 40, 60
dan dengan oli bekas dimana viskositasnya sangat rendah.
36
11. Tempering
Spesimen yang telah didinginkan secara quenchingselanjutnya
ditempering pada temperatur 600 selama ± 40 menit.
12. Normalizing
Spesimen yang telah ditemperingdikeluarkan dari furnacedan
didinginkan secara lambat di udara terbuka (Sahwendi, 2013).
13. Pengujian Kekerasan Rockwell
Pengujian kekerasan dilakukan dengan menggunakan metode Rockwell
dengan skala HRB, yang menggunakan indentor berupa sebuah intan
berbentuk piramida dengan sudut 120º. Pengujian dilakukan
dilaboraturium material teknik, Teknik Mesin Universitas Lampung.
Pembebanan yang akan diberikan sebesar 100 kgf. Sebelum diuji
permukaan spesimen harus dalam keadaan rata/sejajar. Nilai kekerasan
yang diambil adalah nilai dari harga rata-rata, dengan lima kali
perlakuan pada daerah yang berdekatan (Haryadi, G. D. 2005).
Gambar 3.11. Alat Uji Kekerasan Rockwell
37
1) Daerah penetrasi atau penekanan
Daerah penekanan diambil secara persegi lima, sebanyak 5 titik
dengan penahanan waktu tekan selama 10 detik untuk masing –
masing spesimen.
2) Langkah – langkah pengujian tugas akhir ini adalah sebagai
berikut :
a. Membersihkan benda uji dari kotoran dan karat sampai benar -
benar bersih agar mendapatkan hasil yang baik.
b. Meletakkan spesimen pada dudukan alat uji hingga sama rata.
c. Kalibrasi alat uji rockwell ke skala B dengan beban 100 kgf
dengan indekator 1/16”.
d. Memasang indentor kerucut intan yang bersudut 120º untuk
spesimen uji kekerasan.
e. Menahan spesimen dengan memutar tuas sampai menyentuh
indentor dan dudukannya tetap sama rata, tunggu dan tahan
selama 10 detik.
f. Setelah ditahan selama 10 detik mengembalikan tuas indentor
pada posisi semula.
Berdasarkan analisis yang dilakukan (Ika Wahyuni, 2013) uji rockwell
yang dilakukan pada laboratorium Fisika Material, didapatkan hasil
baja karbon sedang 980,7 N dengan nilai kekerasan 82 HRB. Hasil
analisis pembahasan pada pengujian kekerasan didefinisikan sebagai
ketahanan suatu logam terhadap indentasi (penekanan). Uji ini dapat
digolongkan sebagai uji destruktif karena merusak bahan dan uji skala

38
makroskopis karena efek perubahan uji dapat dilihat dengan
langsung.Pengujian dilakukan pada empat titik yang berbeda dalam satu
spesimen dan dalam percobaan ini, digunakan spesimen yaitu baja
karbon rendah.
Nilai yang ditunjukkan oleh penyimpangan jarum menunjukkan adanya
pembebanan yang diberikan melalui indentor setelah gaya yang
diberikan dilepaskan, semakin besar penyimpangan jarum menunjukkan
material tersebut dapat dikatakan memiliki kekerasan yang cukup tinggi
karena hal tersebut membuktikan bahwa material tersebut tahan
terhadap penekanan yang diberikan dan dari pengujian empat titik maka
didapatkan nilai TH 60,6.
14. Pengujian Impact
Pengujian impact atau pengujian ketangguhan baja adalah ketahanan
bahan terhadap beban tumbukan atau kejutan. Ketangguhan juga dapat
diartikan jumlah energi yang diserap bahan sampai terjadi perpatahan.
Pengujian impact yaitu pengujian yang berdasarkan pada prinsip hukum
kekekalan energi, yang menyatakan bahwa jumlah energi mekanik
selalu konstan. Adapun dalam pengujian impak yang akan dilakukan
terhadap baja AISI 1045 bertujuan untuk mengukur kegetasan atau
keuletan spesimen yang akan diuji terhadap beban kejut dengan cara
mengukur energi potensial sebuah takik yang dijatuhkan pada
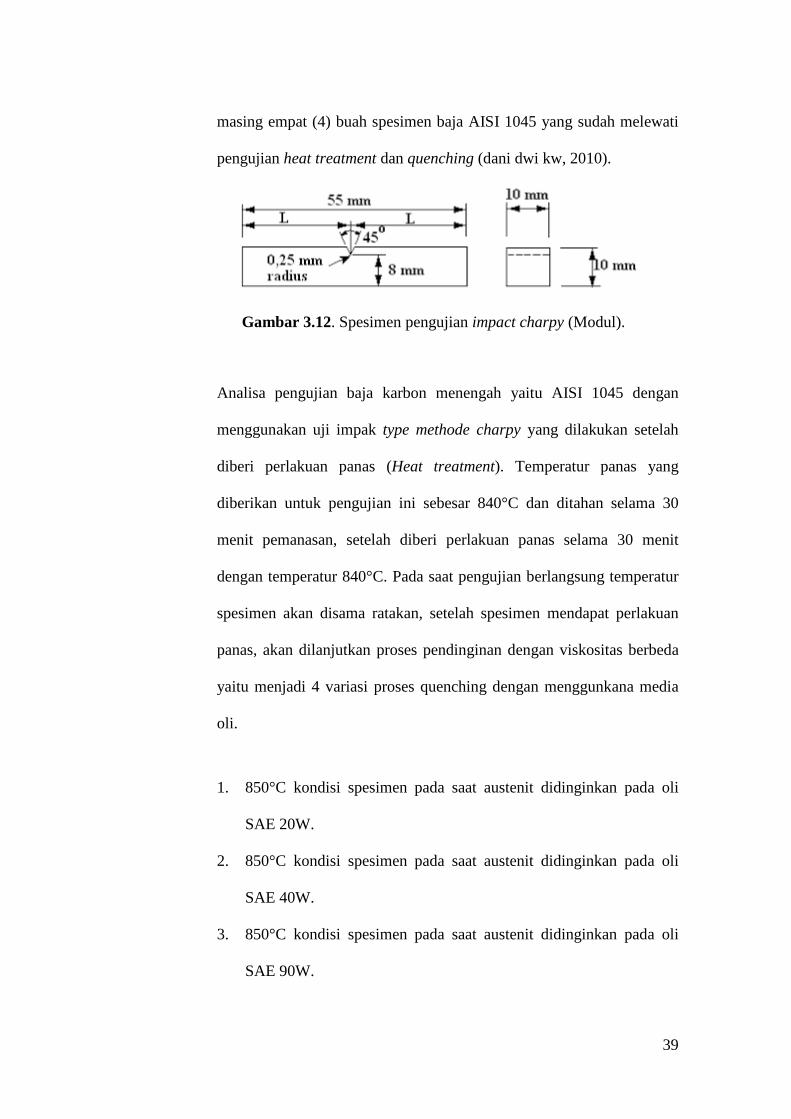
ketinggian tertentu. Spesimen yang akan diujikan berjumlah masing-
39
masing empat (4) buah spesimen baja AISI 1045 yang sudah melewati
pengujian heat treatment dan quenching (dani dwi kw, 2010).
Gambar 3.12. Spesimen pengujian impact charpy (Modul).
Analisa pengujian baja karbon menengah yaitu AISI 1045 dengan
menggunakan uji impak type methode charpy yang dilakukan setelah
diberi perlakuan panas (Heat treatment). Temperatur panas yang
diberikan untuk pengujian ini sebesar 840°C dan ditahan selama 30
menit pemanasan, setelah diberi perlakuan panas selama 30 menit
dengan temperatur 840°C. Pada saat pengujian berlangsung temperatur
spesimen akan disama ratakan, setelah spesimen mendapat perlakuan
panas, akan dilanjutkan proses pendinginan dengan viskositas berbeda
yaitu menjadi 4 variasi proses quenching dengan menggunkana media
oli.
1. 850°C kondisi spesimen pada saat austenit didinginkan pada oli
SAE 20W.
2. 850°C kondisi spesimen pada saat austenit didinginkan pada oli
SAE 40W.
3. 850°C kondisi spesimen pada saat austenit didinginkan pada oli
SAE 90W.
40
4. 850°C kondisi spesimen pada saat austenit didinginkan pada
hidrokarbon (oli bekas).
Nilai hasil analisis data pengujian impak baja AISI 1045, nilai yang
didapat dari uji dengan pembebanan secara tiba-tiba terhadap benda
yang akan diuji secara statik. Adapun spesimen atau benda uji yang
digunakan dalam melakukan pengujian impack charpy ini yaitu baja
karbon AISI 1045.
15. Perpatahan Impak
Analisis perpatahan pada spesimen hasil uji heat treatment dan melalui
proses quenching maka perpatahan impak digolongkan menjadi 3 jenis,
yaitu :
1) Perpatahan berserat (fibrous fracture), yang melibatkan mekanisme
pergeseran bidang-bidang kristal didalam bahan (logam) yang ulet
(ductile). Ditandai dengan permukaan patahan berserat yang
berbentuk dimpel yang menyerap cahaya dan berpenampilan buram.
2) Perpatahan granular/kristalin, yang dihasilkan oleh mekanisme
pembelahan (cleavage) pada butir-butir dari bahan (logam) yang
rapuh (brittle). Ditandai dengan permukaan patahan yang datar yang
mampu memberikan daya pantul cahaya yang tinggi (mengkilat).
3) Perpatahan campuran (berserat dan granular). Merupakan kombinasi
dua jenis perpatahan diatas.
4) Patah Ulet yaitu patah yang ditandai oleh deformasi plastis yang
cukup besar, sebelum dan selama proses penjalaran retak.
41
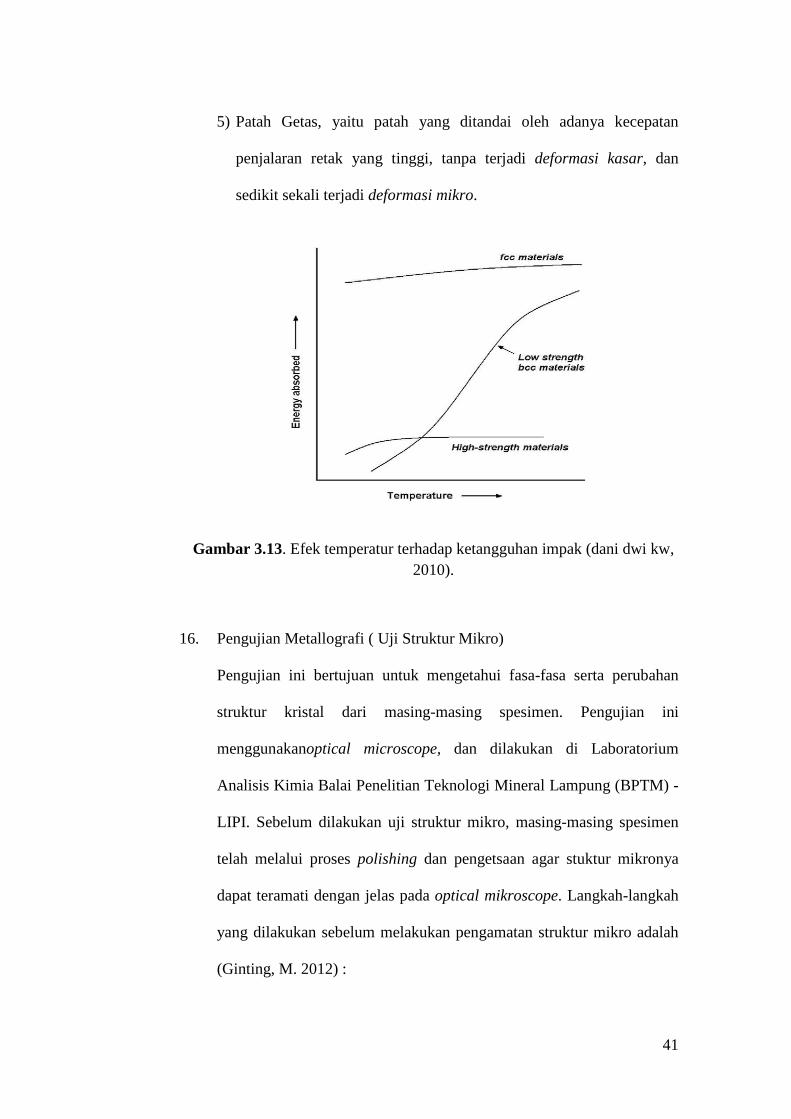
5) Patah Getas, yaitu patah yang ditandai oleh adanya kecepatan
penjalaran retak yang tinggi, tanpa terjadi deformasi kasar, dan
sedikit sekali terjadi deformasi mikro.
Gambar 3.13. Efek temperatur terhadap ketangguhan impak (dani dwi kw, 2010).
16. Pengujian Metallografi ( Uji Struktur Mikro)
Pengujian ini bertujuan untuk mengetahui fasa-fasa serta perubahan
struktur kristal dari masing-masing spesimen. Pengujian ini
menggunakanoptical microscope, dan dilakukan di Laboratorium
Analisis Kimia Balai Penelitian Teknologi Mineral Lampung (BPTM) -
LIPI. Sebelum dilakukan uji struktur mikro, masing-masing spesimen
telah melalui proses polishing dan pengetsaan agar stuktur mikronya
dapat teramati dengan jelas pada optical mikroscope. Langkah-langkah
yang dilakukan sebelum melakukan pengamatan struktur mikro adalah
(Ginting, M. 2012) :
42
1) Penghalusan spesimen bertujuan menghaluskan permukaan sampel
untuk mengetahui struktur mikro sampel baja pegas daun pada
mikroskop optik. Penghalusan sampel menggunakan grinding dan
polishing machine dengan memakai kekasaran amplas dengan
nomor: #80, #100, #400, #800, #1000 dan #1200, serta kain bludru
dan larutan TiO2.
2) Pengetsaan bertujuan untuk merusak permukaan spesimen pada
saat akan diamati pada optical mikroscope. Melakuan pengetsaan
dengan cara mencelupkan permukaan spesimen kedalam larutan
nital selama 3 detik. Kemudian membersihkan permukaan dengan
air mengalir dan menunggu permukaan spesimen kering untuk
dilakukan pengamatan menggunakan optical microscope dengan
perbesaran 10 , 50 serta 100.

43
E. Diagram Alur Penelitian
Gambar 3.14. Alir Penelitian
Mulai
Preparasi alat dan bahan
Baja AISI 1045, oli, furnance, dan lain-lain
Proses Quenching
Oli 40W Oli 90W Oli 20W Oli Bekas
Pengujian
Struktur Mikro
Pengujian
Kekerasan
Pengujian
Impak
Proses Heat Treatment
Selesai
Hasil Data sesuai dengan
referensi lengkap?
Tidak
Iya
Kesimpulan

44
DAFTAR PUSTAKA
Gunawan Dwi Haryadi, 2010. Pengaruh suhu tempering terhadap kekerasan
Struktur mikro danKekuatan tarik pada baja AISI 1045, Jakarta Mubarok, Fahmi2008. Crystal Structures ofIron Fe – Fe3C
Phase Diagram Steels CastIron.Diaksestahun 2009 (On Line) Availableat http://www.its.ac.id/personal/material.php?id=fahmi
http://teknikmesin2011unila.blogspot.com/2013/02/uji impak.html#iARMmDMTaiFplAiu.9
Bagus Suryasa Majanasastra, 2013. Analisis Simulasi Uji Impak Baja Karbon
Sedang (Aisi 1045) Dan Baja Karbon Tinggi (Aisi D2) Hasil Perlakuan Panas, Universitas Islam 45, Bekasi
Nur Miftakhuddin, 2006. Pengaruh temper dengan quench media oli
Mesransae 20w -50 Terhadap karakteristik Medium carbon steel, semarang
Bates, C.E., Totten, G.E., 1992, Application of Quench Factor Analysis To Predict
Hardness Under Laboratory and Production Conditions, The First International Conference on Quenching & Control Distortion, Chicago, Illionis.
SaptyajiHarnowo, 2015. PengaruhViskositas Oli Sebagai Cairan Pendingin
Terhadap Sifat Mekanis Pada Proses Quenching Baja St 60, Yogyakarta, Indonesia
Bambang Tri Wibowo, 2008. Pengaruh temper dengan quenching Media
pendingin oli mesran sae 40 Terhadap sifat fisis dan mekanis Baja st 60, semaran, Indonesia
Hari, A. dan Daryanto. I999. “Ilmu Bahan”. Jakarta: Bumi Aksara
Anggun Mersilia, 2016. Pengaruh Heat Treatment DenganVariasi Media
Quenching Air Garam Dan Oli Terhadap Struktur Mikro Dan Nilai Kekerasan Baja Pegas Daun Aisi 6135, Bandar lampung

45
ASM Handbook. 1985. Metallography and Microstructures. Metals
Handbook.Vol 9. PP 421-424. ASM Handbook. 1993. Properties and Selection : Iron Steel and High
Performance Alloys. Metals handbook Vol 1. PP 249-257 and 329-335.
Supardi, Edih, 1999, Bandung ,Angkasa : PengujianLogam,
Noviani. 2010. Pembuatan dan Karakterisasi Paduan Zrdengan Kadar Timah
Putih Rendah. TugasAkhir. Sekolah Tinggi Teknologi Nuklir. Yogyakarta. Hal 31-32.
Chemical Composition of AISI 1045. Diakses tahun 2018. (On Line)
Available at http://www.strindustries.com Diagram Kesetimbangan Fe – Fe3C
http://matabayangan.blogspot.com Kirono, 2011. Karakterisrik Mekanik Proses Hardening Baja Aisi 1045 Media
Quenching Untuk Aplikasi Sprochet Rantai. jakarta Sinta, 2012. “Gambaran umum pelumas (oli)”. jakarta
http://sinta.unud.ac.id>dokumen_dir
Totten, GE., Bates, CE., Clinton, NA.1993.Handbook of Quenchant and Quenching Technology. ASM International, USA. [1988], Annual Book of ASTM Standart, Vol 03.01,
E 23, American Society for Testing and Materials.