laporan kerja praktek di pt surya … kerja praktek di pt surya berkat indonesia disusun oleh:...
TRANSCRIPT
LAPORAN KERJA PRAKTEK DI PT SURYA BERKAT INDONESIA
Disusun oleh:
Yustinus Bagas Anggoro Jati
NPM : 14 06 07704
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA YOGYAKARTA
2017
i
ii
iii
KATA PENGANTAR
Puji dan syukur penulis haturkan kehadirat Tuhan yang Maha Esa karena atas
berkat dan rahmat-Nya, penulis dapat mengikuti dan melaksanakan kegiatan
kerja praktek dengan baik serta menyelesaikan proposal pelaksanaan kerja
praktek dengan lancar.
Dalam pelaksanaan kerja praktek dan pembuatan proposal kerja praktek penulis
mendapatkan bantuan dari berbagai pihak, oleh karena itu penulis ingin
mengucapkan terima kasih kepada:
1. Ibu Deny Ratna Yuniarta, S.T., M.T. selaku dosen pembimbing kerja praktek.
2. Ibu Evi selaku Manager bagian Produksi PT. Surya Berkat Indonesia.
3. Ibu Mujiati selaku staff Departemen Development yang telah membantu
penulis secara administratif dalam pelaksanaan kerja praktek di PT. Surya
Berkat Indonesia.
4. Ibu Siti Nurjanah selaku HRD & GA Manager PT. Surya Berkat Indonesia.
5. Saudari Sri Endang Handayani selaku staff bagian IE (Industrial
Engineering) dan rekan-rekan yang telah menjadi pembimbing lapangan
penulis selama melakukan kerja praktek.
6. Yanuar Andhika selaku partner penulis selama melakukan kerja praktek di
PT. Surya Berkat Indonesia.
7. Orang tua dan keluarga penulis yang selalu memberikan dukungan dalam
bentuk apapun selama berlangsungnya kerja praktek dan saat pembuatan
proposal kerja praktek.
Penulis menyadari bahwa masih terdapat banyak kekurangan yang perlu
dibenahi, sehingga penulis harapkan adanya kritik dan saran yang dapat
membangun penulis agar menjadi lebih baik. Akhir kata penulis mengucapkan
terima kasih.
Yogyakarta, 27 September 2017
Penulis

iv
DAFTAR ISI
HALAMAN PENGESAHAN ..............................................Error! Bookmark not defined.
KATA PENGANTAR ........................................................................................................ ii
DAFTAR ISI.......................................................................................................................iv
DAFTAR GAMBAR ..........................................................................................................vi
DAFTAR TABEL .............................................................................................................. vii
BAB 1 ................................................................................................................................. 1
PENDAHULUAN .............................................................................................................. 1
1.1. Latar Belakang ...................................................................................................... 1
1.2. Tujuan Kerja Praktek ........................................................................................... 2
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek .............................................. 2
BAB 2 ................................................................................................................................. 3
TINJAUAN UMUM PERUSAHAAN ............................................................................... 3
2.1. Sejarah Singkat Perusahaan .............................................................................. 3
2.2. Struktur Organisasi ............................................................................................... 4
2.3. Manajemen Perusahaan ..................................................................................... 9
BAB 3 ............................................................................................................................... 20
TINJAUAN SISTEM PERUSAHAAN .......................................................................... 20
3.1. Proses Bisnis Perusahaan ................................................................................ 20
3.2. Produk yang Dihasilkan ..................................................................................... 21
3.3. Proses Produksi .................................................................................................. 22
3.4. Fasilitas Produksi ............................................................................................... 28
3.5. Sistem Keselamatan dan Kesehatan Kerja .................................................... 32
3.6. Sistem Managemen Sumber Daya Manusia .................................................. 32
3.7. Sistem Tata Letak Pabrik .................................................................................. 33
3.8. Sistem Pengendalian Kualitas (Quality Control) ............................................ 34
3.9. Pengemasan ....................................................................................................... 35
3.10. Sistem Pengelolaan Lingkungan ................................................................... 35
BAB 4 ............................................................................................................................... 36
TINJAUAN PEKERJAAN MAHASISWA ..................................................................... 36
4.1. Lingkup Pekerjaan .................................................................................................. 36
4.2.Tanggung Jawab dan Wewenang Dalam Perusahaan ................................. 39
v
4.3. Metodologi Pelaksaan Pekerjaan .................................................................... 39
4.4. Hasil Pekerjaan ................................................................................................... 42
BAB 5 ............................................................................................................................... 54
KESIMPULAN ................................................................................................................. 54
5.1. Kesimpulan .......................................................................................................... 54
5.2. Saran ................................................................................................................ 54

vi
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasi PT. Surya Berkat Indonesia ..................... 5
Gambar 2.2. Layout PT. Surya Berkat Indonesia ......................................... 12
Gambar 2.3. Tempat Cuci Tangan ............................................................... 13
Gambar 2.4. Loker Barang .......................................................................... 13
Gambar 2.5. ATM ....................................................................................... 14
Gambar 2.6. Forklift ..................................................................................... 15
Gambar 2.7. Compressor ............................................................................ 15
Gambar 2.8. Tandon Air .............................................................................. 16
Gambar 2.9. Telepon ................................................................................... 17
Gambar 2.10. Finggerprint ........................................................................... 17
Gambar 2.11. Alat Pemadam Kebakaran .................................................... 18
Gambar 2.13. Kotak P3K ............................................................................. 18
Gambar 3.1. Flowchart Proses Bisnis Perusahaan Secara Umum .............. 20
Gambar 3.2. Produk Underwear .................................................................. 21
Gambar 3.3. Flowchart Proses Produksi Perusahaan Secara Umum .......... 26
Gambar 3.4. Forklift ..................................................................................... 29
Gambar 3.5. Hand Truck ............................................................................. 30
Gambar 3.6. Keranjang Plastik .................................................................... 30
Gambar 3.7. Pallet ....................................................................................... 31
Gambar 3.8. Pallet jack ................................................................................ 31
Gambar 3.9. Layout PT. Surya Berkat Indonesia ......................................... 34
Gambar 4.1. Diagram Alir Kerja ................................................................... 40

vii
DAFTAR TABEL
Tabel 4.1. Tabel Rekapitulasi Data Waktu Pengerjaan Produk Bra ............. 42
Tabel 4.2. Tabel Nilai Rata- rata Watu Proses Setiap Operasi ..................... 45
Tabel 4.3. Tabel Waktu SMV(Standard Minute Value) ................................. 47
Tabel 4.4. Tabel Target Produksi Per-jam dan Jumlah Kebutuhan Mesin .... 50
1
BAB 1
PENDAHULUAN
1.1. Latar Belakang Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan kerja praktek sesuai dengan Kurikulum di PSTI UAJY. Untuk
melaksanakan kegiatan kerja praktek ini PSTI UAJY memiliki syarat dan
ketentuan umum. Syarat dan ketentuannya yaitu mahasiswa yang dapat
melakukan kegiatan ini yaitu mahasiswa yang sudah mengambil mata kuliah dan
lulus dengan nilai minimal C dalam mata kuliah Sistem Produksi. Selain itu
mahasiswa perlu dan wajib mengikuti kegiatan kunjungan industri yang diadakan
oleh fakultas. Hal ini ditujukan untuk mendukung pemahaman mengenai lingkup
perusahaan, sehingga mahasiswa diharapkan mampu memahami sistem dan
kondisi pada industri yang sesungguhnya. Serta mahasiswa sudah mengambil
minimal 100 SKS, dan mengikuti sosialisasi mengenai kerja praktek serta
menghadiri dalam presentasi ujian kerja praktek minimal 3 kali dengan waktu
yang berbeda. PSTI UAJY memandang kerja praktek sebagai wahana atau
sarana bagi mahasiswa untuk mengenali suasana di industri serta
menumbuhkan, meningkatkan, dan mengembangkan etos kerja profesional
sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan
b. Mengikuti proses kerja di perusahaan secara kontinyu
c. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
d. Mengamati perilaku sistem
e. Menyusun laporan dalam bentuk tertulis
2
f. Melaksanakan ujian kerja praktek
1.2. Tujuan Kerja Praktek Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek Kegiatan Kerja Praktek ini dilaksanakan selama 30 hari kerja, yaitu dimulai sejak
tanggal 19 Juni 2016 sampai dengan 9 Agustus 2016. Tempat pelaksanaan kerja
praktek ini adalah di PT. Surya Berkat Indonesia, (Jl. Raya Delanggu –
Polanharjo Km 2,6, Mendak, Kab. Klaten).
Selama pelaksanaan Kerja Praktek ini, penulis ditempatkan pada beberapa
departemen. Pada minggu pertama penulis ditempatkan pada departemen
Development dan sample, kemudian pada minggu kedua ditempatkan pada
departemen PPIC, RWH dan QA, dan pada minggu yang ketiga dan pada
minggu yang terakir penulis ditempatkan pada departemen Produksi PT. Surya
Berkat Indonesia.
3
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan PT. Surya Berkat Indonesia merupakan sebuah perusahaan garment yang berdiri
pada tahun 2014 dan terletak di Jl. Raya Delanggu – Polanharjo Km 2,6,
Mendak, Kab. Klaten. PT. Surya Berkat Indonesia merupakan perusahaan
private dengan Major director bapak Rusdy Pranata serta Production Manager
yaitu Ibu Erni Kumala Dewi dan Ibu Evi Laela. Perusahaan ini memiliki pekerja
dengan jumlah kurang lebih 2000 orang, dan memiliki jumlah karyawan sebanyak
kurang lebih 100 orang. Perusahaan ini sebelumnya memiliki nama PT. Samudra
Biru Indonesia yang berlokasikan di cibinong, bogor dengan luas wilayah
sebesar 80.000 meter persegi dan didirikan pada tahun 2007. PT. Samudra Biru
Indonesia berganti nama setelah terjadi pergantian management perusahaan
sehingga perusahaan tersebut berganti nama menjadi PT. Surya Berkat
Indonesia dan berlokasikan di Delanggu, Klaten.
PT. Surya Berkat Indonesia meupakan perusahaan yang menetapkan sistem
kontrak bagi pekerja perusahaan karena dalam siklus produksi perusahaan ini
mengalami low season dan high season sehingga dengan penerapan sistem ini
perusahaan dapat lebih mudah mengelola management. PT. Surya Berkat
Indonesia memproduksi barang garment di antaranya seperti:
a. Underwear
b. Shirt / kemeja
c. Sportwear.
Barang hasil produksi PT. Surya Berkat Indonesia ini kebanyakan dipasarkan ke
luar negeri (Eksport), negara yang banyak menerima pemesaran yaitu negara
Korea dan negara Jepang. PT. Surya Berkat Indonesia memiliki 22 line produksi
untuk produk Underwear dan 12 line produksi untuk produk shrit dengan jumlah
output produksi rata- rata yaitu 250.000 pcs/bulan untuk produk underwear dan
100.000 pcs/bulan untuk produk shrit. Sistem produksi yang digunakan pada
perusahaan ini yaitu MTO (Make To Order) dengan penerapan FOB (Full Order
Buyer) dan CMT (Cut Make Trim) bussines.
4
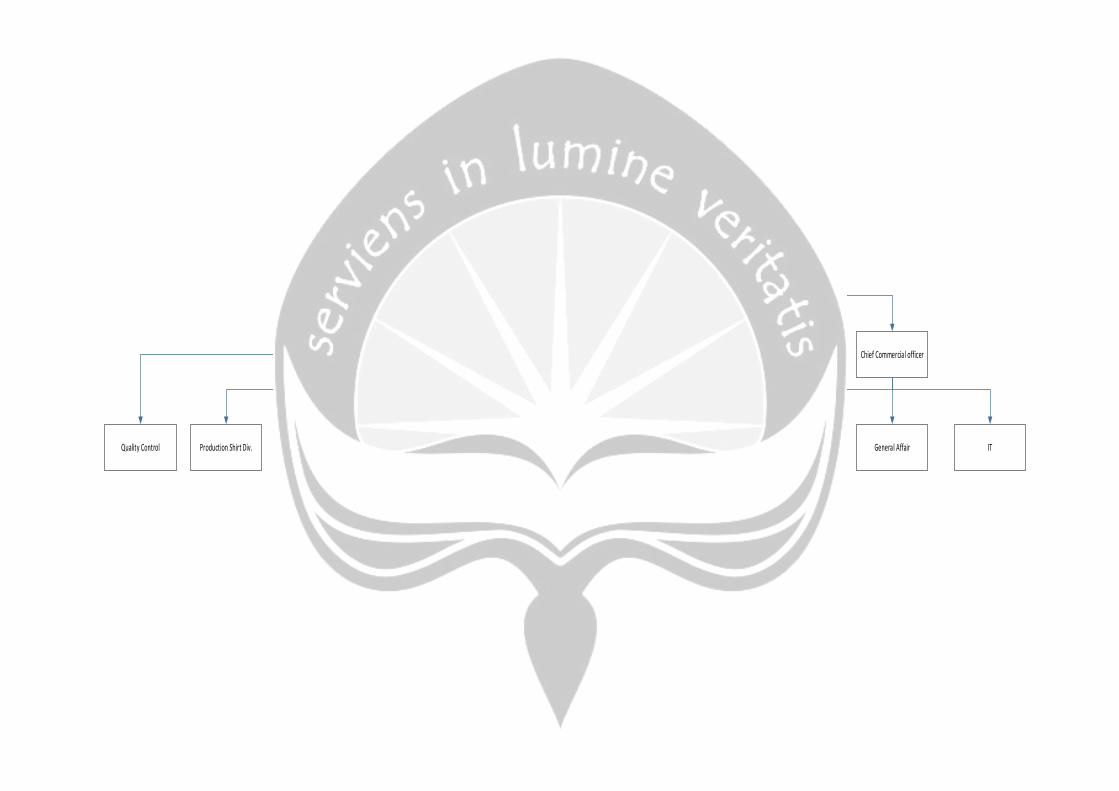
2.2. Struktur Organisasi Struktur organisasi merupakan suatu hubungan struktural antara orang-orang
yang saling berhubungan satu sama lain dalam melaksanakan fungsi dan
tugasnya masing-masing dalam suatu perusahaan.
Struktur organisasi merupakan bagian yang penting dalam suatu perusahaan
karena tanpa adanya struktur organisasi, suatu perusahaan tidak akan dapat
menjalankan fungsi sebagaimana mestinya. Oleh sebab itu diperlukan
pembentukan struktur organisasi yang baik yaitu dengan menempatkan orang-
orang yang tepat pada jabatan yang sesuai dengan kemampuan yang dimiliki
sehingga orang-orang tersebut dapat melaksanakan pekerjaannya dengan baik
struktur organisasi tersebut ditunjukkan pada Gambar 2.1. yang menggambarkan
mengenai struktur organisasi PT. Surya Berkat Indonesia.
.
5
Chief Executive officer
Chief operation officer Chief Commercial officer
Quality Control Production Shirt Div. Production Under wear Div. commercial PPIC Designer Compliance Finance & ACC General Affair IT
Gambar 2.1. Struktur Organisasi PT. Surya Berkat Indonesia
Sumber : PT. Surya Berkat Indonesia

6
Struktur Organisasi PT. Surya Berkat Indonesia
Tugas, wewenang setiap jabatan dari struktur organisasi PT. Surya Berkat
Indonesia dapat dijelaskan sebagai berikut:
a. Chief Executive Officer
Merupakan direktur utama/ presiden di perusahaan tersebut.
i. Tugas Chief Executive Officer yaitu :
1. Sebagai pimpinan perusahaan.
2. Menentukan keputusan mengenai strategi bisnis perusahaan.
ii. Wewenang dari Chief Executive Officer yaitu :
1. Menjaga sustainabilitas keunggulan kompetitif perusahaan. 2. Mengidentifikasi dan meningkatkan performa operasional perusahaan.
b. Chief Operation Officer
Merupakan direktur sebuah perusahaan dengan lingkup bagian operasional.
i. Tugas dari Chief Operation Officer yaitu :
1. Memimpin operasional perusahaan.
2. Mengawasi pemanfaatan perencanaan dan kapasitas produksi.
ii. Wewenang dari Chief Operation Officer yaitu :
1. Mendukung pelaksanaan perusahaan dalam strategi dan rencana bisnis.
2. Bertanggung jawab atas kelancaran kegiatan produksi dan produktifitas
karyawan.
c. Chief Commercial Officer
Merupakan direktur sebuah perusahaan dengan lingkup bagian komersil atau
penjualan.
i. Tugas dan wewenang dari Chief Commercial Officer yaitu :
1. Bertanggung jawab atas pelaksanaan penjualan perusahaan.
2. Bertanggung jawab atas pengelolaan distribusi saluran
3. Bertanggung jawab atas penjualan di berbagai wilayah (region)
4. Bertanggung jawab dalam pendistribusian dan pendapatan perusahaan.
ii. Tugas dan wewenang dari Chief Commercial Officer yaitu :
1. Mengelola dan mengendalikan rencana perusahaan.
d. Quality Control
Merupakan departement dari sebuah perusahaan yang bertugas untuk
mengecek barang hasil produksi, dengan spesifikasi yang sudah ditentukan oleh
7
perusahaan atau buyer. QC pada perusahaan ini berada pada naungan COO
(Chief Operation Officer)
i. Tugas QC dalam perusahaan ini yaitu :
1. Bagian in-line QC pada tahap ini biasanya QC mengecek 100% hasil
produksi apakah terjadi keslahan mengenai proses penjahitan atau
kesalahan ukuran pada produk.
2. Bagian End-line QC pada tahap ini pengecekan 20% dari total produksi
setelah pengecekan in-line. Pada proses ini pengecekan lebih di khususkan
pada arah apakah produk yang dihasilkan sudah memenuhi ketentuan yang
ditetapkan oleh perusahaan atau belum.
3. Bagian AQL (acceptable quality level) pada pengecekan tahap ini barang
dicek sesuai dengan taraf atau level standar yang telah ditentukan oleh
buyer. Pada pengecekan ini tidak diambil 100% produk jadi tetapi sama
seperti pada end-line QC, hanya diambil 20% hasil produksi.
e. Production shirt Div.
Divisi produksi shirt merupakan divisi utama dalam pembuatan produk shirt pada
perusahaan.
i. Tugas dari divisi produksi yaitu :
1. Mengawasi proses produksi
2. Mengambil keputusan dalam proses produksi
3. Memberikan solusi jika terjadi masalah pada line produksi produk shirt
ii. Divisi ini juga membawahi dan memiliki wewenang pada beberapa
departemen lain dalam produksi seperti :
1. Mengelola departemen cutting shirt
2. Mengelola departemen sewing shirt
3. Mengelola departemen packing shirt
4. Mengelola departemen engineering shirt
f. Production underwear Div.
Divisi produksi underwear merupakan divisi utama dalam pembuatan produk
underwear pada perusahaan.
i. Tugas divisi produksi underwear memiliki yaitu :
1. Mengawasi proses produksi
2. Mengambil keputusan dalam proses produksi
3. Memberikan solusi jika terjadi masalah pada line produksi produk shirt

8
ii. Divisi ini juga membawahi dan memiliki wewenang pada beberapa
departemen lain dalam produksi seperti :
1. Mengelola departemen cutting underwear
2. Mengelola departemen sewing underwear
3. Mengelola departemen packing underwear
4. Mengelola departemen engineering underwear
g. Commercial
i. Tugas dari divisi Commercial yaitu :
1. Menjalankan proses pembelian dan pengorderan dalam produksi baik dari
bahan baku maupun aksesoris penunjang produksi.
2. Mengurusi ekspor barang dan order CMT dari buyer.
h. PPIC
PPIC merupakan departemen yang bertanggung jawab mengenai jadwal
kegiatan produksi dalam sebuah perusahaan.
i. Tugas divisi PPIC yaitu :
1. Membuat penjadwalan mengenai produksi
2. Bertanggung jawab atas kelancaran proses produksi
3. Membuat solusi jika terjadi permasalahan dalam proses produksi
4. Membawahi departemen werehouse
ii. Wewenang divisi PPIC yaitu :
1. Melakukan kontrol terhadap kelancaran proses produksi, persediaan gudang
dan pengiriman barang agar tepat sesuai dengan time schedule.
i. Designer
i. Tugas dari divisi ini yaitu :
1. Membuat sample produk
2. Mengurus mengenai local sales juga bertugas untuk promosi produk.
j. Compliance
i. Tugas dari divisi ini yaitu :
1. Pembuatan Standard operation procedur
2. Penanganan dan pembuatan peraturan mengenai health and safety
3. Bertanggung jawab dan menangani mengenai regulasi pemerintahan
k. Finance & ACC
i. Tugas dari divisi finance & accounting yaitu :
1. mengelola bagian keuangan dari sebuah perusahaan.
9
ii. Wewenang dari divisi finance & accounting adalah sebagai berikut :
1. Treasury
2. Account receivables
3. Account payables
4. Asset management
5. Cost accountant
6. General ledger
7. Budget
8. Tax
l. General Affair
i. Devisi ini memiliki tugas seperti berikut :
1. Sebagai Human Resources.
2. Mengurusi penerimaan pekerja baru.
3. Mengurusi training pekerja.
4. Mengurusi maintenance.
5. Mengurusi karyawan outsourcing (security).
m. IT
i. Tugas devisi IT yaitu :
1. Mengelola sistem informasi dalam perusahaan sehingga dapat terintegrasi
antar departemen.
2. Sebagai operation IT.
3. Sebagai helpdesk pada perusahaan.
ii. Wewenang devisi IT adalah seperti berikut :
1. Mengurusi data base sistem perusahaan.
2. Mengurusi software.
3. Mengurusi network
2.3. Manajemen Perusahaan
2.3.1. Visi dan misi perusahaan Visi dan misi perusahaan:
Melebihi harapan pelanggan melalui standar kualitas yang lebih tinggi dan
pengiriman yang tepat waktu.
Uraian visi dan misi:
Kemampuan dalam persaingan pasar dengan cara menghasilkan produk-produk
yang berkualitas tinggi secara konsisten dan inovatif untuk memuaskan
10
konsumen. Serta memberikan kelegaan kepada konsumen akan produk yang
dihasilkan selesai dan tepat pada waktu yang sudah ditentukan.
2.3.2. Ketenagakerjaan
Jumlah karyawan dan pekerja yang ada di PT. Surya Berkat Indonesia saat ini
kurang lebih ada 2000 orang, yang tersebar pada beberapa departemen yang
ada di PT. Surya Berkat Indonesia. Hal-hal yang berkaitan dengan
ketenagakerjaan di PT. Surya Berkat Indonesia diatur sebagai berikut:
a. Pengadaan Tenaga Kerja
Prosedur dan syarat-syarat yang ditetapkan dalam penarikan tenaga kerja pada
PT. Surya Berkat Indonesia antara lain:
1. Pengisian formulir, dimaksudkan untuk memperoleh informasi dan data yang
lengkap dari calon karyawan.
2. Wawancara, dalam wawancara ini biasanya mudah dinilai tentang
penampilan, kemampuan bicara, pendidikan dan sebagainya.
3. Test, dalam tahapan ini pekerja menjalani test untuk bagian yang dipilih, pada
tahapan ini menentukan apakah pekerja layak atau tidak untuk menempati
bagian tersebut.
4. Masa Training pada masa ini pekerja menjalani masa training selama kurang
lebih 1- 2 minggu kemudian baru bisa mulai bekerja seperti pekerja biasa.
b. Jam kerja karyawan
Peraturan jam kerja karyawan pada perusahaan PT. Surya Berjkat Indonesia
telah diatur sesuai dengan ketentuan pemerintah. Adapun peraturan jam kerja
PT. Surya Berkat Indoensia yang berlaku adalah sebagai berikut:
Karyawan dengan jam kerja hanya dengan satu shift :
1. Jam kerja karyawan dan pekerja Pukul 07.30 – 16.30 WIB untuk hari senin-
kamis dengan istirahat selama 1 jam
2. Jam kerja karyawan dan pekerja Pukul 07.30 – 17.00 WIB untuk hari jumat
dengan istirahat selama 1,5 jam
Hari Sabtu dan Minggu, perusahaan ini tidak ada kegiatan atau libur pada hri
tersebut.
c. Kesejahteraan Karyawan
Agar didapat hasil kerja yang sesuai dengan tujuan serta untuk meningkatkan
semangat karyawan, maka pihak perusahaan memberikan fasilitas-fasilitas yang
menunjang untuk kesejahteraan karyawan PT. Surya Berkat Indonesia.
11
Fasilitas –fasilitas yang diberikan antara lain:
1. Tunjangan hari raya dan tunjangan lainnya
2. Mess untuk karyawan
3. Tunjangan kesehatan
4. Cuti melahirkan (bagi karyawan wanita)
5. Dana pensiun karyawan
Dalam suatu perusahaan, kesejahteraan suatu perusahaan sangatlah penting
karena dengan kesejahteraan karyawan dan pekerja yang tinggi maka etos kerja
karyawan dan pekerja akan meningkat juga. Pada perusahaan PT. Surya Berkat
Indonesia ini kesejahteraan karyawan dan pekerja sangat dipertimbangkan
karena pada perusahaan ini diperlukan karyawan dan pekerja yang mempunyai
etos kerja yang tinggi untuk bisa memenuhi tuntutan order dari buyer.
2.3.3. Fasilitas PT. Surya Berkat Indonesia menyediakan beberapa fasilitas, penunjang
pekerjaan untuk karyawan yaitu :
1. Bangunan induk
PT. Surya Berkat Indonesia memiliki lahan seluas 4.624m² dengan pembagian
beberapa departemen untuk menunjang kegiatan produksi pada perusahaan
tersebut. Gambar 2.2. menunjukan pembagian departemen yang ada pada PT.
Surya Berkat Indonesia.
12
Gambar 2.2. Layout PT. Surya Berkat Indonesia
Fasilitas lahan ini memiliki beberapa bagian bangunan yang terpisah, pada
bangunan pertama disebut factory1 dengan luas sebesar 1.448m², bangunan ini
dipakai untuk produksi produk shrit, bangunan kedua disebut factory2 dengan
luas sebesar 1.448m² bangunan ini juga digunakan untuk tempat produksi
produk shrit, bangunan ketiga disebut dengan factory 3 bangunan ini digunakan
untuk produksi produk underwear dengan luas sebesar 1.728m² dan yang terakir
merupakan bangunan factory4, bangunan tersebut digunakan untuk
penyimpanan barang mentah dan sebagai bangunan untuk proses cutting.
13
2. Tempat cuci tangan
Gambar 2.3. Tempat Cuci Tangan
Gambar 2.3. merupakan fasilitas tempat cuci tangan yang terdapat pada PT.
Surya Berkat Indonesia yang memiliki fungsi untuk mempermudah bagi pekerja
yang ingin mencuci tangan untuk makan waktu jam istirahat. Selain itu
mempermudah kayawan yang mengalami kecelakaan kerja untuk pembersihan
tangan sebelum ditindak lanjuti di klinik kesehatan perusahaan.
3. Loker Barang
Gambar 2.4. Loker Barang
Gambar 2.4 merupakan fasilitas disediakan PT. Surya Berkat Indonesia bagi
pekerja untuk menaruh barang seperti tas, helm, dompet, bekal makanan atau
sebagainya sehingga tidak mengganggu pada saat di dalam produksi.
14
4. Area Parkir Perusahaan
PT. Surya Berkat Indonesia memiliki lahan parkir seluas kurang lebih 128m²,
yang terletak disamping bangunan utama pabrik dan di sebelah kantor satpam.
Area parkir ini diperuntukkan untuk kendaraan karyawan baik mobil atau pun
motor.
5. Klinik Kesehatan
Klinik kesehatan merupakan fasilitas bagi pekrja yang disediakan oleh pihak
perusahaan sebagai tempat penanganan pertama untuk pekerja bila terjadi
masalah kesehatan atau mengalami kecelakaan kerja. Klinik kesehatan ini
diperlukan pada perusahaan yang memiliki resiko kecelakaan kerja tinggi
sebagai tempat sementara sebelum nantinya ditindak lanjuti secara khusus.
6. ATM
Gambar 2.5. ATM
Perusahaan ini juga menyadiakan fasilitas Anjungan Tunai Mandiri (ATM)
sebagai fasilitas bagi karyawan dan pekerja untuk penggambilan uang jika
diperlukan. Selain itu ATM ini biasanya digunakan oleh karyawan dan pekerja
untuk mengecek apakah gaji atau honorarium dari perusahaan sudah masuk
dalam rekening tabungan atau belum. Gambar 2.5. merupakan fasilitas
Anjungan Tunai Mandiri (ATM) pada PT. Surya Berkat Indonesia.

15
7. Forklift
Gambar 2.6. Forklift
Gambar 2.6. merupakan fasilitas penunjang pekerjaan yang disediakan PT.
Surya Berkat Indonesia. Perusahaan menyediakan forklift sebagai alat
penunjang untuk material handling atau biasanya digunakan untuk
pengangkutan raw material ataupun produk jadi untuk shipping.
8. Compressor
Gambar 2.7. merupakan fasilitas penunjang pekerjaan berupa kompresor yang
disediakan oleh PT. Surya Berkat Indonesia untuk menjalankan molding pada
departemen cutting untuk membentuk cup bra yang akan diproduksi.
Gambar 2.7. Compressor
16
Cara kerja dari kompresor ini yaitu menyimpan angin dan mengempa udara yang
berada didalamnya sehingga bertekanan sehingga dapat digunakan untuk
menggerakkan mesin molding.
9. Tandon air
PT. Surya Berkat Indonesia juga menyediakan tampungan air bersih atau yang
biasa disebut tandon air. Tandon ini yang digunakan untuk penampungan
sementara air bersih dari sumber mata air nantinya dapat digunakan jika listrik
sedang mati sehingga cadangan air bersih diperusahaan tersedia. Gambar 2.8.
merupakan gambar fasilitas tandon air yang dimiliki oleh perusahaan.
Gambar 2.8. Tandon air
10. Telepon
Gambar 2.9. merupakan fasilitas penunjang pekerjaan yang disediakan PT.
Surya Berkat Indonesia sebagai sarana komunikasi dengan menggunakan
jaringan telefon. Dengan adanya fasilitas berupa telefon ini maka karyawan akan
dipermudah dalam berkomunikasi sehingga tidak memakan banyak tenaga dan
waktu.
17
Gambar 2.9. Telepon
11. Finggerprint
Fasilitas lainnya yang digunakan dalam perusahaan yaitu alat untuk absensi baik
karyawan dan pekerja. Dengan alat finggerprint maka bagian HRD semakin
dipermudah dalam mengecek kehadiran dari karyawan dan juga dari pekerja.
Gambar 2.10. merupakan gambar fasilitas penunjang pekerjaan untuk
mempercepat proses absensi karyawan dan pekerja.
Gambar 2.10. Finggerprint
12. Alat pemadam kebakaran
Fasilitas alat pemadam kebakaran ini digunakan sebagai syarat dan ketentuan
untuk keselamatan dalam suatu perusahaan dengan resiko kebakaran yang
tinggi. Sehingga apabila terjadi resiko tersebut maka penangan dapat dilakukan
18
dengan cepat. Gambar 2.11. merupakan gambar fasilitas penunjang
keselamatan pekerja dan karyawan yang dimiliki oleh PT. Surya Berkat
Indonesia.
Gambar 2.11. Alat pemadam kebakaran
13. Kotak P3K
Gambar 2.12. merupakan gambar fasilitas berupa kotak P3K. Fasilitas ini
digunakan untuk penangan pertama bagi pekerja atau karyawan yang
mengalami masalah pada kesehatan atau saat terjadi kecelakaan kerja pekerja
pada saat produksi. Kotak P3K yang disediakan di PT. Surya Berkat Indonesia
diletakkan pada setiap line produksi, sehingga pekerja dapat dengan mudah
menggunakan fasilitas tersebut.
Gambar 2.12. kotak P3K
19
2.3.4. Pemasaran Pemasaran produk PT. Surya Berkat Indonesia saat ini tidak hanya di dalam
negeri namun juga hingga ke luar negeri. PT. Surya Berkat Indonesia
memasarkan produknya di dalam negri dengan produk yang berupa underwear,
sedangkan pemasaran produk shirt dan underwear untuk pemasaran luar negeri.
PT. Surya Berkat Indonesia memiliki chanel konsumen yang tersebar di wilayah
Indonesia sedangkan untuk pemasaran ke luar negeri PT. Surya Berkat
Indoensia telah merambah ke negara jepang dan korea.
.
20
BAB 3
TINJAUAN SISTEM PERUSAHAAN
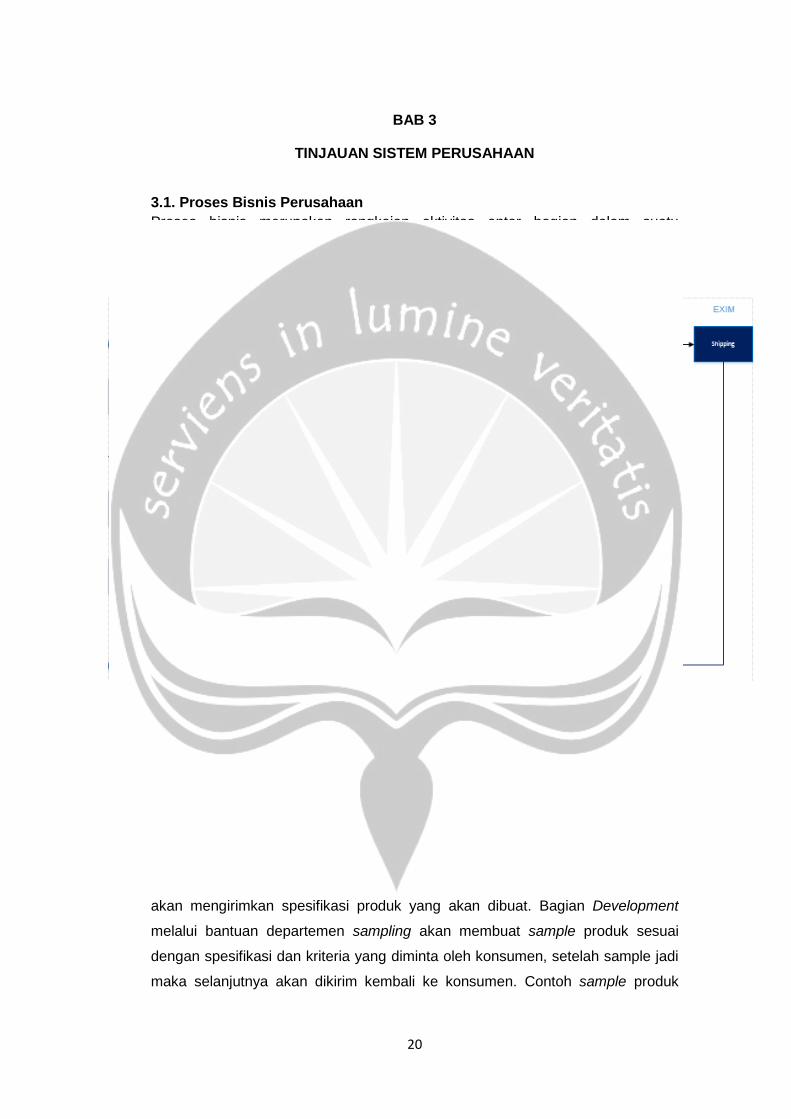
3.1. Proses Bisnis Perusahaan Proses bisnis merupakan rangkaian aktivitas antar bagian dalam suatu
perusahaan. Pada Gambar 3.1 di bawah merupakan flowchart proses bisnis
yang dimiliki PT. Surya Berkat Indonesia secara umum.
Gambar 3.1 Flowchart Proses Bisnis Perusahaan Secara Umum
Gambar 3.1 merupakan gambaran umum dari flowchart proses bisnis yang ada
di PT. Surya Berkat Indonesia, pada awal proses bisnis kustomer akan
menghubungi bagian Development untuk melakukan pemesanan produk. Bagian
development akan melakukan meeting bersama dengan bagian produksi setelah
mensetujui maka bagian Development akan menghubungi kembali. Setelah
pihak konsumen menerima klarifikasi dari bagian Development maka konsumen
akan mengirimkan spesifikasi produk yang akan dibuat. Bagian Development
melalui bantuan departemen sampling akan membuat sample produk sesuai
dengan spesifikasi dan kriteria yang diminta oleh konsumen, setelah sample jadi
maka selanjutnya akan dikirim kembali ke konsumen. Contoh sample produk

21
akan dicek kesesuaian dengan spesifikasi produk yang ditentukan konsumen,
setelah tidak ada masalah selanjutnya konsumen akan mengirimkan material dan
aksesoris pendukung produk yang akan diproduksi. Bahan baku yang sudah
dikirim oleh konsumen akan dicek ulang oleh QC RMWH, jika barang tidak
sesuai dari segi kualitas dan kuantitas maka QC RMWH akan menghubungi
pihak konsumen untuk ditindaklanjuti. Bagian QC pada PT. Surya Berkat
Indonesia terdapat beberapa bagian yaitu QC pada RMWH dan QC pada line
produksi. Selanjutnya bahan baku akan masuk proses cutting untuk membentuk
pola produk dengan marker yang sudah dikirim oleh konsumen, setelah itu
masuk proses sawing, finishing, QC pada line produksi dan packaging kemudian
akan masuk pada departemen exim untuk dilakukan pengiriman ke konsumen.
3.2. Produk yang Dihasilkan Produk yang banyak dihasilkan oleh PT. Surya Berkat Indonesia yaitu produk
underwear dan shirt. Produk underwear yang diproduksi di PT. Surya Berkat
Indonesia saat ini hanya untuk wanita, ada dua produk yang diproduksi dalam
satu set underwear yaitu penti dan bra. Sedangkan pada produk shrit sekarang
memproduksi kemeja pesanan dari jepang. PT. Surya Berkat Indonesia
memproduksi tidak hanya kemeja dan underwear saja melainkan produk lain
seperti kaos berkerah dan sport wear tetapi, untuk produk tersebut PT. Surya
Berkat Indonesia sekarang sedang tidak memproduksi produk tersebut karena
tidak ada pesanan dari buyer. Gambar 3.2. Merupakan produk under wear yang
diproduksi oleh PT. Surya Berkat Indonesia yang dipesan oleh buyer dari korea.
Gambar 3.2 Produk Underwear
22
3.3. Proses Produksi Proses produksi adalah cara atau teknik menciptakan sesuatu melalui tahapan-
tahapan dari bahan baku (raw material) yang diubah dengan cara-cara tertentu
secara urut dan sistematis untuk menghasilkan output suatu produk yang
memiliki fungsi tertentu.
Suatu proses produksi melibatkan penggunaan sumber daya. Sumber daya yang
digunakan merupakan modal utama untuk memulai suatu proses produksi.
Sumber daya yang dibutuhkan dalam proses produksi pada PT. Surya Berkat
Indonesia yaitu meliputi:
a. Material
Material meliputi segala jenis bahan dan aksesoris pendukung yang diproses
oleh mesin dan manusia yang sehingga menjadi produk jadi yang bisa dipakai
konsumen.
b. Manusia
Manusia merupakan komponen penting dalam proses produksi. Manusia harus
merencanakan dan juga menjadi elemen pendukung dalam terjadinya proses
produksi karena di PT. Surya Berkat Indonesia memiliki proses produksi yang
hampir semua memerlukan adanya manusia dalam menjalankan operasinya.
Manusia berperan sebagai perencana, operator dan mekanis dalam proses
produksi pada perusahaan ini.
c. Metode
Metode adalah suatu cara yang digunakan untuk mengolah bahan-bahan
mentah pada perusahaan agar dapat membuat produk yang diinginkan oleh
buyer. Pada perusahaan ini metode yang diterapkan banyak seperti metode
penjadwalan untuk mengetahui berapa jumlah output yang bisa diproduksi setiap
harinya dan kapan harus melakukan shiping. Kemudian ada metode pengecekan
bahan mentah atau raw material untuk mengidentifikasi apakah bahan tersebut
layak pakai atau tidak.
d. Money (modal/dana)
Dana yang dimaksud adalah dana/uang yang akan dikeluarkan untuk membeli
bahan baku, biaya riset, membayar tenaga kerja, membayar daya listrik, pajak,
dll.
e. Mesin
Mesin sangat dibutuhkan dalam proses produksi. Karena di PT. Surya Berjat
Indonesia ini hampir seluruh proses produksi menggunakan mesin sebagi alat
23
produksi. Mulai dari pengecekan bahan mentah sampai pada proses cutting dan
proses sewing produk.
3.3.1. Bahan Baku (raw materials) Dalam pengadaan material, PT. Surya Berkat Indonesia tidak memiliki supplier
karena semua material akan dikirim oleh buyer karena sistem yang dipakai yaitu
CMT(Cut Make Trim) atau FOB(Full Order Buyer). Bahan baku yang dikirimkan
oleh suppier biasanya terdiri atas bahan baku kain, bahan baku label merk,
bahan baku benang, dan bahan baku kacing. Jenis raw material yang sering
dipakai untuk produksi produk underwear yaitu :
a. Kain Cutton 100%
Bahan baku kain ini sering dipakai sebagai bahan baku dalam pembuatan poduk
underwear khususnya pada produk penti. Sifat dari bahan ini yang dapat
menyerap air dengan baik maka bahan ini sangat direkomendasikan untuk
bahan dari pembuatan penti. Meskipun tidak seluruh bagian penti terbuat dari
kain cutton 100% teapi bahan baku ini selalu ada dalam pembuatan penti.
b. Kain dengan komposisi NY 70%, PU 30%
Bahan baku kain ini biasnya dipakai sebagai dasar pembuatan penti setelah kain
cutton 100%. Kain ini memiliki sifat semi elastic karena memiliki komposisi bahan
nylon sebesar 70% dan bahan polyurethane sebesar 30%. Kain ini seperti ini
biasanya menjadi bahan baku yang paling banyak digunakan dalam pembuatan
penti pada bagian back atau pada bagian belakang penti yang memiliki dimensi
yang lebar.
c. Kain dengan komposisi NY 90%, PU10%
Kain dengan komposisi NY 90 %, PU10 % merupakan kain elastic yang
pemakaiannya diperlukan untuk pembuatan underwear terutama pada produk
penti. Kain tersebut digunakan karena memliki daya elastis yang tinggi sehingga
dalam pemakaian underwear, pengguna dapat nyaman menggunakan produk
tersebut. Kain jenis ini memerlukan treatment tertentu dalam proses cutting
karena mungkin terjadi penyusutan kain, sehingga kain yang diproses
mendapatkan ukuran yang masuk dalam standar toleransi yang ditentukan.
d. Kain dengan komposisi NY74%, PU26%
Kain jenis ini biasanya digunakan untuk pembuatan penti pada bagian front(in)
atau bagian depan bawah. Kain ini memiliki sifat yang hampir sama dengan kain
24
dengan komposisi NY70%, PU30% yaitu semi elastic, kain ini biasanya
digunakan sebagai pelapis dari kain cutton 100% pada bagian luar.
e. Slim band
Material ini bukan termasuk golongan kain walaupun bentuknya menyerupai kain
tetapi material ini sangat lentur. Material ini biasanya digunakan untuk bagian
waist grith pada penti karena dalam bagian tersebut memerlukan material yang
elastic.
f. Elastic comez band
Material ini hampir sama dengan material slim band hanya saja memiliki bentuk
dan penempatan yang berbeda. Elastic comez band merupakan material yang
elastis juga sehingga penempatan material ini biasanya dibagian leg grith.
g. Thread(benang)
Material ini sangat penting dalam industri garment bahkan sudah menjadi bahan
material pokok dalam setiap produksinya. Pada PT. Surya Berkat Indonesia ada
beberapa material benang yang dipakai untuk memproduksi produknya seperti
jenis nylon filament, nylon strecth, poly spun dll. Benang ini pemakaiannya juga
berbeda sesuai dengan fungsi dari masing- masing benang itu sendiri. Benang
jenis ini sering dipakai baik untuk produksi penti ataupun bra
h. Sponge molded cups
Merupakan material yang dibuat dari spon lembut yang berfungsi sebagai cup
untuk bahan dasar pembuatan produk bra. Material ini memiliki beberapa jenis
ukuran tertentu sehingga dalam satu kali siklus produksi ukuran yang dihasilkan
akan berbeda tiap line produksinya.
i. Kain jenis Power Net 2170
Kain jenis ini merupakan kain semi elastic yang biasanya dipakai untuk
pembuatan wings pada produk bra. Kain ini memiliki komposisi bahan nylon
sebesar 81% dan bahan polyurethane sebesar 19%.
j. Kain jenis Power Net 2140
Kain ini seperti kain Power Net 2170 yang membedakan hanyalah komposisi dari
bahan kain tersebut dan penempatannya. Kain ini memiliki komposisi nylon
sebesar 74% dan polyurethane sebesar 26% sehingga kelenturannya lebih kecil
dibandingkan Power Net 2170, dan penggunaan kain ini biasanya dipakai pada
upper cup atau side cup.
k. Label
25
Material ini merupakan material pokok juga yang ada dalam setiap produksi
produk baik bra atau penti pada perusahaan ini. Label ini biasanya dipasok oleh
buyer dengan jumlah sesuai dengan jumlah yang dipesan, hal tersebut
dikarenakan agar tidak ada penyalahgunaan material.
l. Hook & eye
Material ini merupakan material pokok dalam pembuatan produk bra, karena
setiap produk bra material ini selalu dipakai. Hook & eye adalah pengancing
pada bagian belakang bra yang akan mengaitkan atara wing sebelah kanan dan
wing sebelah kiri.
26
3.3.2. Peta proses alur bahan baku dari awal proses hingga barang jadi
Gambar 3.3. dibawah ini merupakan flow chart dari proses produksi produk
Under wear yang terdapat pada PT. Surya berkat Indonesia.
Barang datang dari buyer
QC dan Bagian RMWH melaukan
pengecekan
Proses cutting
Apakah sudah memenuhi kriteria ?
sawing
QC in line
Apakah sudah masuk kriteria ?
QC End line
AQL
Apakah sudah sesuai ?
Apakah sudah sesuai ?
packaging
shipping
ya
ya
ya
ya
tidak
tidak
tidak
tidak
Gambar 3.3. FlowChart Proses produksi Perusahaan Secara Umum
Pada flowchart Gambar 3.3. tersebut barang datang bukan dari supplier
melainkan dari buyer karena perusahaan ini menerapkan sistem FOB(Full Order
Buyer atau CMT(Cut Make Trim) sehingga bahan baku dipasok dari pemesan.
Barang yang datang dari buyer langsung dicek oleh QC pada bagian RMWH
untuk memastikan apakah bahan tersebut sesuai baik dari material, warna,
jumlah/ panjang. Selain itu QC pada RMWH bertugas untuk mengecek adanya

27
kecacatan yang terjadi pada bahan baku yang dikirim, jika ada kecacatan atau
ketidaksesuaian data dari buyer maka defisi QC akan memberikan informasi
kepada petugas RMWH untuk segera memberikan informasi complain kepada
buyer. setelah lolos dari QC RMWH selanjutnya bahan baku berupa kain tersebut
masuk dalam proses cutting. Pada proses ini buyer terlebih dahulu memberikan
sket cuttingan yang nantinya akan diproses oleh mesin cutting otomatis, tetapi
pada proses ini harus memastikan apakah bahan tersebut harus memperoleh
perlakuan khusus atau tidak. Setelah lolos pada proses cutting selanjutnya
bahan hasil cuttingan akan di assembly pada proses sewing (penjahitan), pada
proses ini terdapat beberapa tahapan mulai dari jahit zig zag, jahit bartack, jahit
lock, jahit elastic dan sebagainya. Setelah proses penjahitan selesai dilanjutkan
dengan proses pembersihan benang yang masih tersisa, proses ini merupakan
bagian dari proses sewing. Setelah proses pembersihan benang selanjutnya
proses QC in line, pada proses ini barang jadi yang sudah dibersihkan dari
benang sisa akan 100% dicek. Pengecekan tersebut meliputi pengecekan
ukuran, noda, dan kecacatan penjahitan atau kecacatan material. Setelah selesai
kemudian masuk pada QC end line, pengecekan ini dilakukan untuk mengecek
hasil dari pengecekan QC in line apakah benar- benar sudah lolos atau tidak.
Sehingga QC end line biasanya hanya mengambil sample dari produk yang
sudah dicek oleh QC in line, produk yang diambil sampel biasanya 20% dari total
jumlah produksi. Kemudian proses pengecekan terakir yaitu pada proses
pengecekan AQL (acceptable quality level) proses pengecekan ini tidak lagi
mengecek mengenai masalah pada ukuran dan kecacatan, tetapi proses
pengecekan ini untuk mengecek apakah kualitas barang sudah sesuai yang
harapan oleh buyer. proses pengecekan ini tidak dilakukan secara 100% tetapi
hanya mengambil 20% sampel dari keseluruhan produksi dari setiap produk.
Setelah lolos dari proses pengecekan selanjutnya batang jadi akan di packing
sesuai dengan SOP yang sudah diberikan oleh buyer dengan penambahan label
produk dan juga kemasan. Setelah selesai pengemasan selanjutnya barang
akan di kirim ke buyer, buyer dari perusahaan ini kebanyakan berasal dari korea
dan jepang sehingga harus melalui jalur laut atau sering disebut (by sea). Tetapi
jika keadaan mendesak dan pada saat high season ( permintaan banyak) tidak
jarang pula pengiriman melalui udara (by air).
28
3.4. Fasilitas Produksi Tata letak fasilitas dapat didefinisikan sebagai tata cara pengaturan fasilitas-
fasilitas pabrik guna menunjang kelancaran proses produksi. Dalam berproduksi
diperlukan peralatan-peralatan, perlengkapan, mesin-mesin dan fasilitas
produksi. Keseluruhan fasilitas tersebut harus diatur sesuai dengan kebutuhan
proses produksi sehingga hasil produksi dapat diproduksi dengan jumlah dan
kualitas sesuai dengan yang diharapkan, dapat diselesaikan tepat pada
waktunya dengan biaya yang minimal. Perencanaan layout pabrik merupakan
pemilihan secara optimum penempatan mesin dan peralatan, tempat kerja,
tempat penyimpanan dan fasilitas service, bersama-sama dengan penentuan
bentuk gedung pabriknya.
PT. Surya Berkat Indonesia mengatur fasilitas produksinya menggunakan tipe
product layout. Tipe Product Layout merupakan suatu tata letak pabrik yang
mempunyai efisiensi yang tinggi dimana peralatan disusun berdasarkan urutan
proses pembuatan produk. Aliran produksi yang terjadi adalah Flow Shop dimana
karakteristik Flow Shop sebagai berikut:
a. Aliran pemindahan material berlangsung dengan lancar dan sederhana,
serta biaya material handling yang rendah.
b. Total waktu yang dipergunakan untuk produksi relatif singkat.
c. Adanya sistem insentif bagi kelompok karyawan akan dapat memberikan
motivasi guna meningkatkan produktivitas kerjanya.
d. Tiap unit produksi atau stasiun kerja memerlukan luas area yang minimal.
e. Pengendalian proses produksi mudah dilaksanakan.
Setiap bahan baku atau komponen yang masuk dalam lantai produksi PT. Surya
Berkat Indonesia akan mengalami beberapa perpindahan dari satu proses ke
proses yang lain. Sebagai contoh kain yang menjadi salah satu bahan baku
utama pembuatan produk. Ketika tiba dari buyer akan dimasukkan terlebih
dahulu ke warehouse dan kemudian dipindahkan ke departemen quality control
untuk raw material untuk diinspeksi. Setiap perpindahan yang terjadi pasti
memerlukan suatu usaha perpindahan material atau penanganan material
(material handling).
Sistem penanganan material yang terdapat di PT. Surya Berkat Indonesia
bermacam-macam tergantung dari jenis dan jumlah bahan baku yang akan
dipindahkan serta posisi bahan baku tersebut berada sekarang. Metode

29
pemindahan bahan baku maupun produk jadi di PT. Surya Berkat Indonesia
dibedakan menjadi dua jenis yaitu:
a. Pemindahan secara manual
Pemindahan secara manual dilakukan oleh operator tanpa bantuan mesin. Hal
ini dipakai bila tidak ada alat khusus untuk menangani dan merupakan pekerjaan
yang ringan. Contohnya pemindahan secara manual yang dilakukan oleh
operator pengepakan manual. Operator tanpa bantuan alat khusus,
memasukkan produk ke dalam dus box.
b. Pemindahan bahan secara campuran
Sistem pemindahan yang dilakukan oleh manusia dengan bantuan mesin,
biasanya dipakai untuk memindahkan komponen dari satu departemen ke
departemen yang lain. Contohnya untuk memindahkan barang jadi dari gudang
yang akan dimasukkan kedalam kontainer diangkat dengan menggunakan
forklift.
Sistem penanganan material yang terdapat di bagian produksi bermacam-
macam, tergantung dari jenis material yang akan dipindahkan. Sebagian besar
perpindahan bahan baku dilakukan oleh manusia/operator. Alat material handling
akan digunakan jika materialnya berat atau berjumlah banyak. Material handling
yang ada pada bagian produksi antara lain:
1. Forklift
Forklift digunakan untuk memindahkan bahan baku dan membantu pemindahan
komponen produk yang ada di lantai produksi. Material maksimum yang dapat
diangkat oleh forklift beratnya 2 ton. Gambar 3.4. dibawah ini merupakan fasilitas
material handling berupa forklift.
Gambar 3.4. Forklift
30
2. Hand truck
Hand trcuk merupakan alat untuk pemindahan barang atau produk dengan
jumlah yang banyak dibandingkan dengan cara manual. Pada PT. Surya berkat
Indonesia hand truck digunakan untuk membawa material seperti benang, elastic
combed, dan material hasil cutting yang berukuran kecil dalam jumlah yang
banyak. Gambar 3.5. merupakan hand truck yang terdapat di PT. Surya Berkat
Indonesia.
Gambar 3.5. hand truck
3. Keranjang plastik
Keranjang plastik merupakan material handling yang berfungsi untuk
menempatkan barang hasil cuttingan atau barang yang jadi untuk ditransfer ke
departemen selanjutnya. Gambar 3.6. merupakan keranjang plastik yang ada di
PT. Surya Berkat Indonesia.
Gambar 3.6. Keranjang plastik
31
4. Pallet
Pallet merupakan papan kayu yang digunakan sebagai alat bantu untuk
mempermudah dalam proses pemindahan bahan baku maupun produk jadi.
Pada PT. Surya Berkat Indonesia pallet digunakan pada departemen raw
material werehouse dan pada gudang barang jadi. Gambar 3.7. merupakan
pallet yang terdapat pada PT. Surya Berkat Indonesia.
Gambar 3.7. Pallet
5. Pallet Jack
Pallet Jack merupakan alat bantu khusus untuk memindahkan pallet dari suatu
departemen ke departemen lain. Pallet Jack menggunakan sistem hirdolik untuk
mengatur ketinggian penampang pallet jack. Gambar 3.8. merupakan contoh
pallet jack yang terdapat di PT. Surya Berkat Indonesia.
Gambar 3.8. Pallet Jack
32
3.5. Sistem Keselamatan dan Kesehatan Kerja Dalam perusahaan, keselamatan kerja karyawan merupakan hal yang sangat
penting karena dapat mempengaruhi produktivitas maupun citra perusahaan
tersebut. PT. Surya Berkat Indonesia telah memberikan perhatian sendiri untuk
keselamatan kerja karyawannya. Hal ini terlihat dengan diberikannya
perlengkapan kerja, antara lain masker, pelindung jarum (needle guard) dan eye
guard untuk melindungi bagian mata yang terdapat pada mesin jahit.
Penggunaan perlengkapan kerja tiap opertor berbeda-beda. Apabila terjadi suatu
kecelakaan kerja, maka akan dilihat terlebih dahulu apa penyebabnya dan biaya
pengobatan pasien ditanggung oleh perusahaan.
Terdapat juga obat-obatan dan juga kotak P3K untuk penanggulangan pertama.
Terdapat air mineral dalam kemasan galon yang tersedia pada line produksi atau
pada ruangan tiap departemen untuk kenyamanan bagi pekerja dan operator.
Selain itu terdapat juga biaya berobat untuk karyawan yang sakit atau mengalami
insiden waktu bekerja.
3.6. Sistem Managemen Sumber Daya Manusia Sumber daya manusia adalah satu aset yang bergerak. Oleh karena itu upaya
untuk meningkatkan kesejahteraan da meningkatkan kinerja yang dilakukan
mulai dari karyawan pabrik hingga tingkat managerial. Tenaga kerja merupakan
salah satu faktor produksi. PT. Surya Berkat Indonesia memiliki tenaga kerja
yang sebagian besar adalah tenaga kerja kontrak. Pada perusahaan ini tidak ada
outshourching yang dilakukan untuk menjalankan kegiatan produksi yang
berlangsung dalam memenuhi permintaan pasar.
Perekrutan karyawan dilakukan secara profesional dimana analisis kebutuhan
karyawan dan penguasaan ketrampilan dilakukan secara sistematis. Prosedur
dan syarat-syarat yang ditetapkan dalam penarikan tenaga kerja pada PT. Surya
Berkat Indonesia antara lain :
a. Pengisian formulir, dimaksudkan untuk memperoleh informasi dan data yang
lengkap dari calon karyawan.
b. Wawancara, dalam wawancara ini biasanya mudah dinilai tentang
penampilan, kemampuan bicara, pendidikan dan sebagainya.
c. Test, dalam tahapan ini pekerja menjalani test untuk bagian yang dipilih,
pada tahapan ini menentukan apakah pekerja layak atau tidak untuk
menempati bagian tersebut.
33
Karyawan baru akan dilakukan masa training, setelah karyawan lolos dalam test
wawancara maupun test pada departement yang dipilih. Jika selama masa
training calon karyawan dianggap memiliki kemampuan dan perilaku yang baik
maka karyawan tersebut akan diterima menjadi pegawai. Sistem promosi
jabatan berdasarkan prestasi kerja yang diraih oleh masing-masing karyawan
dan tingkat pendidikan.
Besarnya ukuran gaji yang diperoleh disesuaikan dengan kinera karyawan,
pengalaman, level dan absensi. Pembagian tenaga kerja berdasarkan level
antara lain :
a. Tenaga kerja kontrak
Tenaga kerja ini biasanya karyawan yang sudah memiliki pengalaman dan sudah
minimal 1 tahun bekerja pada perusahaan ini. Tenaga kerja kontrak biasanya
memiliki waktu kontrak selama 1 tahun dan memiliki gaji sudah sesuai UMR yang
ditetapkan.
b. Tenaga kerja harian lepas
Tenaga kerja ini biasanya ditempatkan pada operator pada proses sewing
ataupun cutting. Tenaga kerja ini dapat diberhentikan sewaktu- waktu dan dapat
dipanggil lagi jika perusahaan memerlukan karyawan tambahan. Jumlah pekerja
kontrak ini menurun biasanya pada masa low season (pada saat permintaan
rendah) dan meningkat pada saat high season(pada saat permintaan tinggi ).
Dan gaji yang diterima biasanya di bawah UMR.
3.7. Sistem Tata Letak Pabrik Tata letak dapat didefinisikan sebagai tata cara pengaturan fasilitas-fasilitas
pabrik guna menunjang kelancaran proses dan keamanan produksi. Dalam
kegiatan produksi diperlukan peralatan-peralatan, perlengkapan, mesin-mesin
dan fasilitas produksi. Keseluruhan fasilitas tersebut harus diatur sesuai dengan
kebutuhan proses produksi sehingga produk yang diproduksi sesuai dengan
jumlah dan kualitas yang diharapkan, dan dapat diselesaikan tepat pada
waktunya dengan biaya yang minimal. Perencanaan layout pabrik merupakan
pemilihan optimum penempatan mesin dan peralatan, tempat kerja, tempat
penyimpanan dan fasilitas service, dengan penentuan bentuk gedung pabriknya.
Gambar 3.9. merupakan layout pabrik PT. Surya Berkat Indonesia.

34
Gambar 3.9. Layout PT. Surya Berkat Indonesia
3.8. Sistem Pengendalian Kualitas (Quality Control) Pengendalian kualitas pada PT. Surya Berkat Indonesia, dilakukan pada material
awal dan produk yang sudah keluar dari line produksi. Finished good akan
diambil 100% untuk dicek pada QC in line di setiap line produksinya dan
beberapa finish good yang sudah dicek diambil sampel untuk diperiksa kembali
pada QC end line. Jika terjadi cacat produk, bagian quality control akan
koordinasi dengan pihak produksi (sewing). Kemudian akan dilakukan perbaikan
proses produksi misalnya setting mesin atau mungki ada material yang tidak
sesuai dengan standart. Quality control dilakukan untuk menjaga mutu dan
kualitas produk yang dihasilkan sehingga produk yang dihasilkan sesuai dengan
yang diharapkan oleh buyer. Setiap departemen yang terdapat di PT. Surya
Berkat Indonesia ini menerapkan sistem pengendalian kualitas di setiap proses
produksinya. Di setiap proses produksinya tersebut pekerja/operator saling
35
mengecek hasil pekerjaan masing-masing sehingga meminimasi terjadinya cacat
hingga produk akhir.
3.9. Pengemasan Barang hasil produksi yang telah jadi selanjutnya akan diproses pada
departement packing. Fungsi pengemasan disini selain berguna untuk
mempertahankan mutu dari produk tersebut proses ini berguna untuk menarik
konsumen. Dengan packing yang menarik maka daya tarik pembeli juga akan
meningkat. Proses pengepackan produk sudah mempunyai SOP tersendiri yang
diberikan oleh buyer, sehingga proses packing pada produk ini akan sesuai
dengan permintaan konsumen/ buyer. Mekanisme pengepakan produk yaitu
pada awal pengepakan perusahaan akan mengirimkan sampel packing kepada
buyer untuk di cek kesesuaian dengan SOP yang sudah diberikan. Setelah
disetujui oleh buyer maka perusahaan akan memberikan sampel packing beserta
SOP pada setiap work center pada proses packing.
Untuk pengemasan produk perusahaan menggunakan plastik untuk pelindung
produk dan karton sebagai box. Box karton dipakai untuk mencegah masuknya
kotoran yang dapat merusak produk yang ada didalamnya. Proses memasukkan
produk kedalam box tersebut dilakukan secara manual, dalam satu box pada
produk penti biasanya terdapat 400 pcs. dan untuk bra rata- rata dalam satu box
terdapat 60 pcs. Proses mekanisme pengiriman kepada konsumen pada
perusahaan ini melibatkan bea cukai karena rata- rata buyer tersebut dari negara
lain sehingga diperlukan exsport barang. Sebelum di kirim biasanya petugas
beacukai akan meminta data pengiriman beserta pengecekan kondisi container
untuk pengiriman.
3.10. Sistem Pengelolaan Lingkungan PT. Surya Berkat Indonesia memiliki tempat untuk penampungan sisa bahan
produksi yang terdiri dari plastik, kertas, kain sisa produksi. Limbah yang
dihasilkan ini ternyata memiliki nilai ekonomis yang tinggi juga shingga limbah
hasil dari pengolahan produksi dapat dijual. Dengan pengolahan limbah hasil
produksi yang tepat maka perusahaan dapat memperoleh pemasukan sehingga
waste dapat dikurangi, tetapi untuk dapat dijual maka limbah hasil produksi
tersebut harus dengan persetujuan dari beacukai karena bahanbaku untuk
produksi ini dikirim dari jepang sehingga kepemilikan bahan baku bukan
sepenuhnya dari perusahaan.
36
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
4.1.1. Latar Belakang PT. Surya Berkat Indonesia merupakan perusahaan yang bergerak pada bidang
garment yang memproduksi underwear dan shirt. Untuk memproduksi shrit dan
underwear tentu dibutuhkan unsur bahan, metode, mesin, manusia dan juga
uang untuk pembuatnya. Perusahaan sudah memiliki kriteria- kriteria tertentu
untuk memilih unsur- unsur yang diperlukan untuk pembuatan produk sehingga
dapat menghasilkan output produk yang maksimal. Perusahaan selalu mengecek
kondisi dilapangan seperti pada werehouse, line-produksi, packaging dan
shipping. Pengecekan ini dilakukan untuk memantau sejauhmana output dari
produksi yang dihasilkan oleh perusahaan, sehingga dengan pengontrolan
berkala maka dapat mengetahui letak permasalahan jika output produk dari
perusahaan menurun. PT. Surya Berkat Indonesia memiliki 3 departemen utama
yaitu departemen development, departemen PPIC dan departemen produksi.
Departemen delvelopment merupakan departemen yang mengelola keuangan,
konsumen, pembelian bahan baku tambahan, proses sampling dan urusan
dengan instansi pemerintahan. Pada departemen ini lingkup pekerjaan yang
yang dilakukan oleh mahasiswa yaitu mempelajari cara perhitungan pembelian
bahan baku atau forcashting, mempelajari mengenai product directions produk,
dan mempelajari mengenai proses pembuatan sample produk. Dalam melakukan
forcashting maka hal awal yang perlu diperhatikan yaitu mengenai consumption
yang terdapat pada item yang ingin dibeli sehingga pembelian dapat dilakukan
sesuai dengan kebutuhan yang diperlukan untuk pembuatan produk.
Departemen development bekerja untuk membuat product directions yang
berfungsi untuk mempermudah pekerja pada bagian RMWH untuk
mempersiapkan bahan baku pembuatan produk. Product directions pada PT.
Surya Berkat Indonesia dibuat sebagai pengganti dari BOM(Bill Of Material)
untuk setiap produk yang dihasilkan. Dalam product directions tersebut terdapat
beberapa bagian seperti product specification yang berfungsi sebagai acuan
ukuran yang digunakan operator dalam melakukan pekerjaannya. Bagian lain
yang terdapat pada product directions yaitu material description, bagian ini

37
menjelaskan mengenai material- material yang digunakan dalam pembuat
produk yang akan dibuat. Dalam material description terdapat penjelasan
mengenai main materials atau bahan utama yang digunakan untuk pembuatan
produk. Selain itu dalam material description terdapat subsidiary material atau
meterial pendukung untuk pembuatan produk tersebut. Dalam proses pembuatan
sample produk bagian developmen berperan dalam pembuatan sample produk
yang nantinya akan dikirim ke konsumen untuk diek kesesuaian dengan kriteria
produk yang diinginkan. Setelah pembuatan sample sudah disetujui oleh pihak
konsumen maka departemen development akan membuat operation breakdown
sebagai acuan dalam pembuatan produk yang akan dihasilkan.
Departement PPIC, dalam departemen ini terdapat bagian lain yaitu departemen
RMWH, departemen IQC , dan departemen EXIM. Pada departemen RMWH
(Raw Material Werehouse) lingkup pekerjaan yang dilakukan yaitu mengamati
proses perimaan bahan baku dari konsumen dan proses pengecekan bahan
baku. Dalam proses tersebut karyawan pada departemen RMWH bekerja sama
dengan departemen IQC dalam menyeleksi bahan baku agar tidak terjadi
kesalahan dalam proses pembuatan produk nantinya. Proeses penerimaan
bahan baku dari konsumen dilakukan dengan pengamatan langsung dari pihak
beacukai karena bahan baku yang dikirim tersebut merupakan barang yang
dimiliki oleh konsumen. Dalam penyeleksian bahan baku yang tidak lolos seleksi
akan ditempatkan pada rak khusus yang terdapat pada gudang bahan baku.
Bahan baku yang tidak lolos seleksi akan didata dan nantinya departemen
RMWH akan mengirimkan data berupa jumlah bahan baku yang tidak lolos
seleksi. Bahan baku yang tidak lolos seleksi selanjutnya akan dikirim balik ke
konsumen ketika konsumen meminta untuk mengirimkan kembali bahan baku
tersebut, jika tidak maka bahan baku tersebut akan tetap berada pada rak yang
sudah tersedia pada gudang barang jadi atau bahan baku tersebut akan dibakar
karena perusahaan tidak mempunyai hak milik dari bahan baku tersebut.
Departemen PPIC memiliki karyawan yang bertugas untuk selalu mengecek
ketersediaan barang yang berada pada gudang sehingga karyawan PPIC dapat
membuat perencanaan penjadwalan produksi. Karyawan departemen PPIC
selalu berkeliling dari departemen RMWH, departemen produksi, departemen
EXIM, hal tersebut dilakukan agar bisa mendeteksi dengan mudah
permasalahaan yang terjadi bila terjadinya ketidak sesuaian penjadwalan dengan
realita yang terjadi. Departemen EXIM merupakan departemen yang bertugas

38
untuk mengirimkan produk jadi ke konsumen, dengan adanya pantauan
langsung dari pihak PPIC maka departemen EXIM akan dipermudah dalam
pengiriman barang sehingga dapat mengirimkan produk sesuai dengan jadwal
yang diminta oleh konsumen. Departemen ini merupakan departemen paling
berpengaruh dengan konsumen karena dengan terlambatnya pengiriman produk
maka perusahaan akan mendapat komplain dari pihak konsumen, sehingga jika
departemen EXIM mengetahui ketersediaan produk yang diminta kurang maka
karyawan departemen EXIM akan menghubungi pihak PPIC dan pihak PPIC
akan memberitahukan kepada departemen produksi untuk mentutup kekurangan
produk agar pengiriman barang ke konsumen tidak terlambat. Pengiriman yang
dilakukan oleh PT. Surya Berkat Indonesia memiliki dua cara yaitu cara
pengiriman melalui laut atau biasa disebut bysea dan pengiriman melalui udara
atau biasa disebut byair. Dua cara tersebut dipilih untuk meminimalisir terjadinya
komplain dari pihak konsumen ke perusahaan.
Departemen produksi, departemen ini merupakan departemen utama dalam
pembuatan produk. Dalam departemen ini terdapat beberapa bagian lain seperti
departemen IE, cutting, sawing, QC, finishing dan packaging. Dalam pembuatan
produk departemen produksi selalu melakukan proses pengecekan mengenai
produk yang dibuat, biasanya pengecekan dilakukan oleh seorang dari bagian
IE, sehingga karyawan dari bagian IE harus terjun kelapangan secara langsung.
Kebanyakan permasalahan pada perusahaan ini teretak pada bagian line
produksi sehingga perlu adanya kontrol berkala mengenai target output yang
harus diselesaikan oleh operator. Oleh karena itu, perlu adanya pengamatan dan
pengambilan data waktu proses setiap workcenter. Untuk melihat output dari
setiap line-produksi agar stabil maka pengamatan biasanya dilakukan seminggu
sekali sehingga memperoleh data pengamatan yang akurat. Pengamatan
tersebut selain bertujuan untuk mendapatkan output juga dapat memperoleh
data dari tiap workcenter yang mengalami masalah baik dari waktu produksi,
penumpukan barang, dan efektivitas karyawan dalam melakukan pekerjaan.
Dengan demikian maka dapat mempermudah karyawan dari bidang produksi
untuk merubah layout atau penambahan mesin di setiap line –produksi agar
memperoleh output yang maksimal. Data tersebut juga dapat digunakan untuk
mempertimbangkan karyawan untuk masa keberlanjutan pekerjaannya, sehingga
bagian Human resource departemen (HRD) juga dipermudah dalam menyeleksi
karyawan yang akan ditindak.
39
4.1.2. Tujuan
a. Mengetahui kinerja pekerja pada tiap work center.
b. Menentukan target produksi tiap line produksi per hari.
c. Mengetahui apakah jumlah output yang dihasilkan tiap line produksi sudah
sesuai target.
4.1.3. Batasan Masalah
a. Pengamatan ini dilakukan selama dua hari pada tanggal 7 Juli 2017 dan
pada tanggal 10 Juli 2017.
b. Pengamatan dilakukan pada satu line produksi
c. Subyek pengamatan adalah pekerja pada proses sewing produk bra.
d. Terdapat pekerja yang melakukan pekerjaan ganda.
e. Metode yang digunakan untuk pengamatan adalah metode pengukuran
target produksi yang telah dibuat oleh perusahaan.
f. Jumlah pekerja yang diamati ada 29 orang.
4.2.Tanggung Jawab dan Wewenang Dalam Perusahaan Selama melaksanakan kerja praktek, penulis ditempatkan di bagian Produksi
yang kemudian memilih untuk memfokuskan pengamatan di Line produksi.
Selama pelaksanaan kerja praktek, penulis diberi beberapa wewenang yaitu :
a. Penulis diperbolehkan untuk mengambil data dan menyimpan data baik data
yang diperoleh dari hasil pengamatan maupun informasi dari seluruh staff
dan operator yang bersangkutan.
b. Penulis diperbolehkan menggunakan ruangan bagian industrial engineering
untuk pengerjaan tugas.
4.3. Metodologi Pelaksaan Pekerjaan Gambar 4.1. merupakan flowchart metodologi dalam pelaksanaan pekerjaan
pada departemen produksi.
40
Mulai
Melakukan pengamatan secara umum
Mempelajari metode perhitungan
pengambilan data
Pengolahan data
Pembahasan mengenai perhitungan
Memberikan saran kepada Supervisor line
produksi
selesai
Gambar 4.1. Diagram Alir Kerja
Urutan Pelaksanaan Pengamatan :
1. Melakukan Obeservasi / pengamatan secara umum terhadap lingkungan
kerja dan objek penelitian di line produksi.
Dalam hal ini yang dilakukan adalah pengenalan proses setiap Workcenter
dan melihat bagaimana suasana kerja dan hal-hal yang sering terjadi pada
saat proses sewing.
2. Memperlajari metode perhitungan dan etika atau cara untuk penggambilan
data.
Setelah melakukan observasi, selanjutnya dilakukan pengenalan mengenai
metode perhitungan dan metode dalam pengambilan data pada line
produksi. Metode yang dipakai di perusahaan memerlukan data time steady
pada setiap workcenter sebagai data utama dalam perhitungan.
Pengambilan data di line produksi memiliki etika dalam pengambilannya,
41
etika yang dipakai dalam pengambilan data yaitu tidak boleh mengamati dan
menghitung waktu pekerja dengan jarak dekat, selain itu untuk part dari
produk yang memerlukan jumlah dua maka time steady-nya dihitung satu
kali untuk dua part tersebut.
3. Pengambilan data.
Pengambilan data dalam pekerjaan ini memiliki waktu tertentu dalam
mendapatkan data. Data dapat diperoleh pada saat pekerja sedang bekerja
pada pagi hari sampai siang hari, hal ini dikarenakan pada saat jam- jam
tersebut pekerja masih memiliki semangat dan tenaga yang baik.
4. Pengolahan data
Pada tahap ini, data yang sudah didapatkan akan di olah menggunakan
bantuan ms.Excel untuk mendapatkan output yang nantinya bisa dianalsis.
5. Pembahasan mengenai perhitungan.
Pada tahap ini, hasil pengolahan data akan dianalisis dan dibandingkan
dengan jumlah total produksi (real) dalam line produksi. Hal ini dilakukan
untuk mengukur line produksi tersebut sudah dalam keadaanmaksimal
dalam produksi atau belum. Selain itu data hasil perhitungan akan diambil
oleh bagian PPIC untuk membuat ramalan mengenai jadwal shipping.
6. Pemberian saran kepada supervisor.
Tahap ini merupakan tahap yang penting karena tahap ini merupakan
implementasi dari tahap sebelumnya agar pekerja dan juga supervisor
mengetahui target yang seharusnya dicapai dalam hari itu.
42
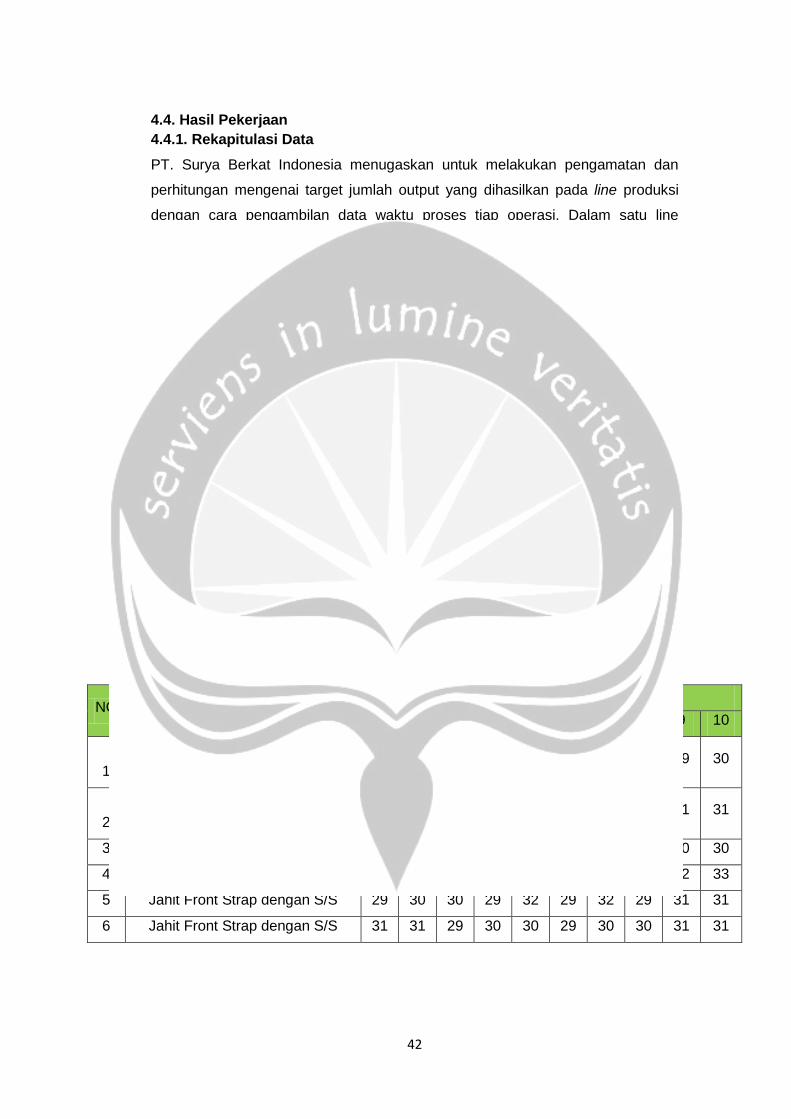
4.4. Hasil Pekerjaan 4.4.1. Rekapitulasi Data PT. Surya Berkat Indonesia menugaskan untuk melakukan pengamatan dan
perhitungan mengenai target jumlah output yang dihasilkan pada line produksi
dengan cara pengambilan data waktu proses tiap operasi. Dalam satu line
produksi dalam pembuatan produk bra terdapat 37 operasi yang akan dijalankan,
sehingga pengamatan akan dilakukan pada 37 operasi tersebut. Berikut
merupakan data Pengamatan ini dilakukan selama dua hari pada tanggal 7 Juli
2017 dan pada tanggal 10 Juli 2017 yang sudah dilakukan pada line produksi
produk bra. Subyek pengamatan adalah pekerja pada proses sewing produk bra
dalam pengerjaan terdapat pekerja yang melakukan pekerjaan ganda, metode
yang digunakan untuk pengamatan adalah metode pengukuran target produksi
yang telah dibuat oleh perusahaan dan jumlah pekerja yang diamati sebanyak 29
orang dan terdapat beberapa pekerja yang melakukan operasi ganda. Data yang
didapatkan adalah data primer karena data ini yang nantinya digunakan dalam
perhitungan waktu SMV sehingga bisa mendapatkan jumlah target produksi per-
line produksi. Cara dalam pengambilan data yaitu dengan menggunakan alat
bantu stopwatch untuk mengukur waktu. Setiap operasi akan diambil data waktu
proses sebanyak 10 kali pengambilan. Tabel 4.1. merupakan tabel data
pengamatan waktu pengerjaan komponen setiap operasi untuk produk bra pada
departemen produksi.
Tabel 4.1. Tabel Rekapitulasi Data Waktu Pengerjaan Produk Bra
NO Operasi waktu (detik)
1 2 3 4 5 6 7 8 9 10
1
Masukkan S/S ke adjuster lalu
jahit 29 31 30 30 31 31 29 30 29 30
2
Masukkan S/S ke adjuster lalu
lipat 29 30 29 31 30 31 30 29 31 31
3 Tacking Front Strap 29 29 31 31 30 31 31 30 30 30
4 Jahit Front Strap dg Folding band 34 33 32 35 33 36 32 30 32 33
5 Jahit Front Strap dengan S/S 29 30 30 29 32 29 32 29 31 31
6 Jahit Front Strap dengan S/S 31 31 29 30 30 29 30 30 31 31
43
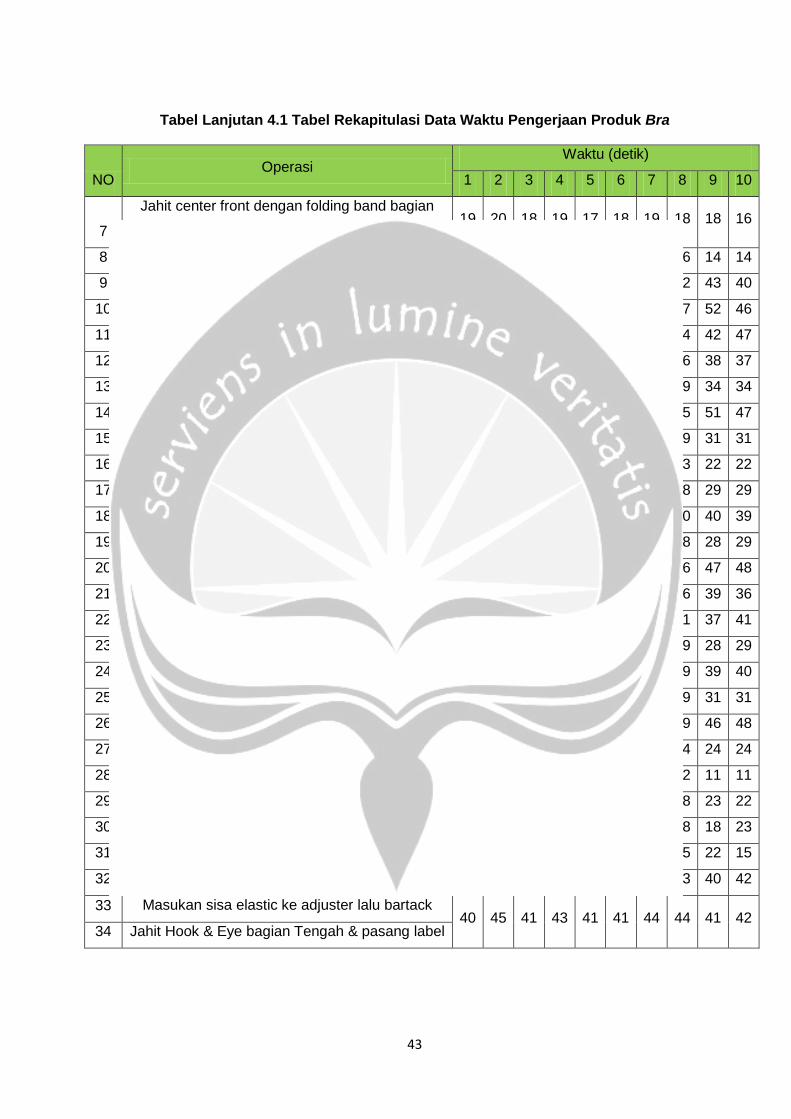
Tabel Lanjutan 4.1 Tabel Rekapitulasi Data Waktu Pengerjaan Produk Bra
NO Operasi
Waktu (detik)
1 2 3 4 5 6 7 8 9 10
7
Jahit center front dengan folding band bagian
atas 19 20 18 19 17 18 19 18 18 16
8 Obras Center Front 14 17 15 15 14 15 17 16 14 14
9 Obras Cup bagian Neckline & Armhole 43 44 40 43 42 41 43 42 43 40
10 Pinning Outer lace dan sisip 51 47 46 47 49 50 47 47 52 46
11 Jahit Outer lace dgn sponge cup bag Neckline 42 48 43 46 44 47 49 44 42 47
12 Jahit center front dgn sponge cup 35 36 38 38 33 38 33 36 38 37
13 Timpa pada Neckline 34 35 34 39 38 39 35 39 34 34
14 Jahit outer dgn cup bag. side & bottom 50 46 49 47 49 50 48 45 51 47
15 Sisip sisa Outer cup 29 30 29 31 30 31 30 29 31 31
16 Jahit TR Bias pada Bottom Bra 27 24 27 25 22 26 24 23 22 22
17 Jahit Folding Band pada Bottom Bra 26 24 29 24 27 29 27 28 29 29
18 Tacking TR23 dgn wings 41 38 37 37 41 40 39 40 40 39
19 Timpa bagian back wings 28 28 28 28 28 29 28 28 28 29
20 Jahit bagian tengah TR 46 46 47 48 46 46 48 46 47 48
21 Jahit elastic dibagian Bottom wings 34 34 36 36 36 36 38 36 39 36
22 Timpa elastic bottom wings 36 41 41 39 41 36 39 41 37 41
23 Jahit top wings dengan folding band 29 29 29 29 28 29 29 29 28 29
24 Obras wings depan 39 39 39 39 39 39 39 39 39 40
25 Jahit center back dengan elastic 29 30 29 31 30 31 30 29 31 31
26 Joint Cup & Wings 48 49 48 49 48 48 48 49 46 48
27 Timpa bagian cup wings 25 24 24 24 24 24 24 24 24 24
28 Obras Upper Cup 10 13 14 14 10 12 14 12 11 11
29 Tacking F/S ke ujung cup 23 25 21 19 19 22 19 18 23 22
30 Jahit F/S ke ujung cup 16 16 16 17 19 17 20 18 18 23
31 Bartack bagian upper cup 23 20 18 17 18 15 18 15 22 15
32 Bartack bagian bottom cup wings 45 41 42 42 42 44 41 43 40 42
33 Masukan sisa elastic ke adjuster lalu bartack 40 45 41 43 41 41 44 44 41 42
34 Jahit Hook & Eye bagian Tengah & pasang label
44
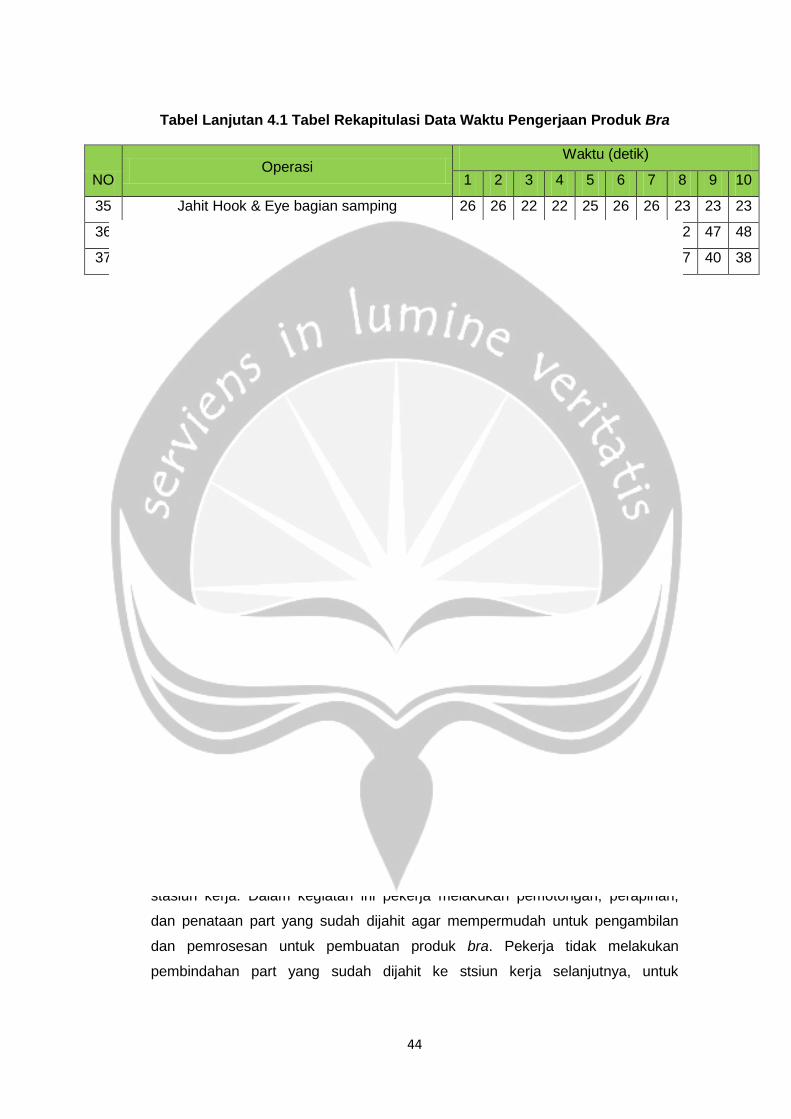
Tabel Lanjutan 4.1 Tabel Rekapitulasi Data Waktu Pengerjaan Produk Bra
NO Operasi
Waktu (detik)
1 2 3 4 5 6 7 8 9 10
35 Jahit Hook & Eye bagian samping 26 26 22 22 25 26 26 23 23 23
36 Buang Benang 44 44 45 52 49 43 58 52 47 48
37 QC 43 39 43 41 35 35 39 37 40 38
Rekapitulasi data merupakan hasil dari pengamatan yang dilakukan di lapangan.
Dalam pengambilan data waktu pekerjaan pekerja waktu yang diperoleh telah
dijumlah dari 3 kategori pekerjaan pekerja. 3 kategori pekerjaan pekerja yaitu
preparation, sewing dan finishing setiap stasiun kerja.
Kegiatan preparation meliputi kegiatan pekerja dalam mempersiapkan dan
mengambil material baik material sponge cup, kain, elastic combed, hook and
eye, benang dan label produk. Material tersebut sudah ditata sebelumnya oleh
petugas mover yang diambil dari departemen cutting dan departemen raw
material werehouse. Dengan penataan dan penempatan oleh mover maka
pekerja dapat melakukan proses menjahit dengan lebih cepat.
Kegiatan sewing (proses menjahit) meliputi kegiatan penjahitan yang dilakukan
pekerja baik jahit obras, bartack, zig-zag, lock dan jahit timpa. Dalam proses
penjahitan pekerja memilki teknik- teknik tertentu dalam menjahit produk agar
memakan waktu yang singkat sehingga dalam pengambilan data pada produk
bra ini berbeda dengan produk lain. Penghitungan waktu jahit ini disesuaikan
dengan jumlah part penyusun produk tersebut, seperti pada proses jahit outer
pada cup dan jahit pada bagian wings perhitungan waktu dihitung untuk
penyelesaian jahitan untuk 2 part produk karena produk bra memerlukan 2
pasang part untuk nantinya diassembly. Perhitungan pada part yang hanya
dibutuhkan 1 part untuk membuat produk bra maka perhitungannya hanya
sebatas penyelesaian 1 part produk.
Kegiatan finishing merupakan kegiatan akir dalam proses penjahitan seitap
stasiun kerja. Dalam kegiatan ini pekerja melakukan pemotongan, perapihan,
dan penataan part yang sudah dijahit agar mempermudah untuk pengambilan
dan pemrosesan untuk pembuatan produk bra. Pekerja tidak melakukan
pembindahan part yang sudah dijahit ke stsiun kerja selanjutnya, untuk
45
pendistribusian ke bagian stastiun kerja selanjutnya maka tugas tersebut akan
dilakukan oleh petugas mover yang berada pada setiap line produksi.
4.1.2. Perhitungan Rata- rata Waktu Proses Yang Diperlukan Setiap Operasi Setelah dilakukannya pengambilan data waktu proses per-operasi pada line
produksi, selanjutnya yaitu melakukan perhitungan rata-rata waktu proses yang
diperlukan setiap operasi yang selanjutnya digunakan dalam perhitungan waktu
SMV. Tabel 4.2. merupakan tabel hasil rata- rata dari data waktu yang sudah
didapatkan dari hasil pengamatan.
Dengan Rumus yang digunakan yaitu :
Mean = ∑𝑥𝑖𝑛
(4.1)
Tabel 4.2. Tabel Nilai Rata- rata Waktu Proses Yang Diperlukan Setiap Operasi
NO Operasi mean
1 Masukkan S/S ke adjuster lalu jahit 30
2 Masukkan S/S ke adjuster lalu lipat 30,1
3 Tacking Front Strap 30,2
4 Jahit Front Strap dg Folding band 33
5 Jahit Front Strap dengan S/S 30,2
6 Jahit Front Strap dengan S/S 30,2
7 Jahit center front dengan folding band bagian atas 18,2
8 Obras Center Front 15,1
9 Obras Cup bagian Neckline & Armhole 42,1
10 Pinning Outer lace dan sisip 48,2
11 Jahit Outer lace dgn sponge cup bag Neckline 45,2
12 Jahit center front dgn sponge cup 36,2
13 Timpa pada Neckline 36,1
14 Jahit outer dgn cup bag. side & bottom 48,2
46
Tabel Lanjutan 4.2 Tabel Nilai Rata- rata Waktu Proses Yang Diperlukan Setiap Operasi
NO Operasi Mean
15 Sisip sisa Outer cup 30,1
16 Jahit TR Bias pada Bottom Bra 24,2
17 Jahit Folding Band pada Bottom Bra 27,2
18 Tacking TR23 dgn wings 39,2
19 Timpa bagian back wings 28,2
20 Jahit bagian tengah TR 46,8
21 Jahit elastic dibagian Bottom wings 36,1
22 Timpa elastic bottom wings 39,2
23 Jahit top wings dengan folding band 28,8
24 Obras wings depan 39,1
25 Jahit center back dengan elastic 30,1
26 Joint Cup & Wings 48,1
27 Timpa bagian cup wings 24,1
28 Obras Upper Cup 12,1
29 Tacking F/S ke ujung cup 21,1
30 Jahit F/S ke ujung cup 18
31 Bartack bagian upper cup 18,1
32 Bartack bagian bottom cup wings
33 Masukan sisa elastic ke adjuster lalu bartack 42,2
34 Jahit Hook & Eye bagian Tengah & pasang label 30,1
35 Jahit Hook & Eye bagian samping 24,2
36 Buang Benang 48,2
37 QC 39
Mean atau rata- rata merupakan nilai tengah dari setiap data yang diperoleh dari
pengamatan atau perhitungan. Pada perhitungan nilai tengah atau rata- rata data
yang diperoleh ini ditujukan untuk memperoleh satu data nilai waktu yang
dibutuhkan seorang pekerja dalam melakukan kegiatannya pada satasiun kerja
masing-masing. Dalam pengambilan data waktu pekerjaan pekerja perusahaan
sudah menetapkan untuk pengambilan data sebanyak 10 kali setiap stasuin
47
kerja agar bisa memperoleh waktu yang dibutuhkan untuk pembuatan part yang
dibutuhkan dalam satu stasiun kerja.
4.1.3. Perhitungan Waktu SMV(Standard Minute Value) Waktu SMV merupakan waktu standard rata- rata yang dibutuhkan untuk
menjalankan suatu proses pengerjaan dalam pembuatan suatu produk. SMV
merupakan singkatan dari standard minute value, SMV merupakan suatu nilai
yang diperloeh dengan cara pengamatan secara langsung pada setiap
workcenter. SMV sama seperti waktu siklus yang dipelajari dalam ilmu teknik
industri hanya saja dalam perhitungan waktu siklus terdapat rumus untuk bisa
menentukan nilainya, sedangkan dalam SMV hanya perlu pengamatan waktu
pengerjaan sebanyak minimal 10 data dan dicari rata- rata nilainya dan harus
dibagi dengan 60 karena waktu dalam SMV dalam satuan menit. Sehingga
dengan data pengamatan yang sudah didapatkan maka dari nilai rata- rata waktu
proses setiap workcenter akan dibagi dengan 60, karena SMV tersebut memiliki
satuan menit. Sehingga didapatkan waktu SMV per stasiun kerja seperti pada
Tabel 4.3. berikut :
Tabel 4.3. Tabel Waktu SMV
NO Operasi SMV
1 Masukkan S/S ke adjuster lalu jahit 0,50
2 Masukkan S/S ke adjuster lalu lipat 0,50
3 Tacking Front Strap 0,50
4 Jahit Front Strap dg Folding band 0,55
5 Jahit Front Strap dengan S/S 0,50
6 Jahit Front Strap dengan S/S 0,50
7
Jahit center front dengan folding band bagian
atas 0,3
8 Obras Center Front 0,25
9 Obras Cup bagian Neckline & Armhole 0,70
10 Pinning Outer lace dan sisip 0,80
48
Tabel lanjutan 4.3 Tabel waktuSMV
NO Operasi SMV
11
Jahit Outer lace dgn sponge cup bag
Neckline 0,75
12 Jahit center front dgn sponge cup 0,60
13 Timpa pada Neckline 0,60
14 Jahit outer dgn cup bag. side & bottom 0,80
15 Sisip sisa Outer cup 0,50
16 Jahit TR Bias pada Bottom Bra 0,40
17 Jahit Folding Band pada Bottom Bra 0,45
18 Tacking TR23 dgn wings 0,65
19 Timpa bagian back wings 0,47
20 Jahit bagian tengah TR 0,78
21 Jahit elastic dibagian Bottom wings 0,60
22 Timpa elastic bottom wings 0,65
23 Jahit top wings dengan folding band 0,48
24 Obras wings depan 0,65
25 Jahit center back dengan elastic 0,50
26 Joint Cup & Wings 0,80
27 Timpa bagian cup wings 0,40
28 Obras Upper Cup 0,20
29 Tacking F/S ke ujung cup 0,35
30 Jahit F/S ke ujung cup 0,30
31 Bartack bagian upper cup 0,30
32 Bartack bagian bottom cup wings 0,70
33 Masukan sisa elastic ke adjuster lalu bartack
34
Jahit Hook & Eye bagian Tengah & pasang
label 0,50
35 Jahit Hook & Eye bagian samping 0,40
36 Buang Benang 0,80
37 QC 0,65

49
Waktu SMV merupakan waktu yang diperlukan setiap stasiun kerja untuk
menyelesaikan pekerjaannya dari awal hingga akhir. Perhitungan SMV ini
diperoleh dari waktu rata- rata proses setiap stasiun kerja dibagi dengan 60
karena waktu yang diperoleh dari pengamatan masih dalam satuan detik.
Dengan memperoleh waktu SMV maka dapat diprediksi berapa jumlah output
yang dikeluarkan dengan jumlah tenaga yang tersedia juga. SMV ini juga dapat
berfungsi sebagai patokan setiap stasiun kerja sebagai waktu acuan untuk
pekerja agar dapat mencapai target produksi. PT. Surya Berkat Indonesia
memiliki standar SMV sendiri yang nantinya digunakan untuk perbandingan SMV
di setiap stasiun kerja dan untuk menganalisa stasiun kerja tersebut sudah
memenuhi target atau belum sehingga dengan demikian supervisor dapat
bertindak untuk menegur atau memberikan arahan kepada pekerja agar sesuai
dengan waktu yang sudah ditentukan.
4.1.4. Perhitungan target per-jam setiap stasiun kerja dan kebutuhan mesin Berikut merupakan perhitungan mengenai target per-jam setiap stasiun kerja dan
jumlah kebutuhan mesin. Rumus yang digunakan untuk menghitung target
perjam yaitu :
Target/jam setiap stasiun kerja = 60
𝑆𝑀𝑉 𝑠𝑒𝑡𝑖𝑎𝑝 𝑠𝑡𝑎𝑠𝑖𝑢𝑛 𝑘𝑒𝑟𝑗𝑎 (4.2)
Contoh perhitungan target per jam pada stasiun kerja :
Target/jam setiap stasiun kerja pada operasi 1 = 600,5
Target/jam setiap stasiun kerja pada operasi 1 = 120 unit per jam
Setelah target/jam setiap stasiun kerja didapatkan selanjutnya menghitung
kebutuhan mesin. Cara menghitung kebutuhan mesin harus memerlukan data
jumlah total SMV, jumlah operator dan target output per-line per-jam produksi.
Untuk menentukan jumlah nilai total SMV maka nilai SMV yang sudah didapat
tersebut di total sehingga total SMV didapat :
∑𝑆𝑀𝑉= 19,38 menit
Setelah total SMV didapat maka total output per-line per-jam dapat didapatkan
dengan jumlah operator sebanyak 29 orang. Untuk menentukan target output
per-line per-jam maka dapat menggunakan rumus:
50
Taget per-jam per-line = 60 x (𝑗𝑢𝑚𝑙𝑎ℎ 𝑜𝑝𝑒𝑟𝑎𝑡𝑜𝑟∑𝑆𝑀𝑉
) (4.3)
Taget per-jam per-line = 60 x ( 2919,38
)
= 89,783 dibulatkan menjadi, 90 unit/ jam
Setelah didapatkan semua maka kebutuhan mesin dapat dihitung dengan
menggunakan rumus :
Kebutuhan mesin = Taget per-jam per-line x (SMV setiap stasiun kerja 60
) (4.4)
Hasil perhitungan kebutuhan mesin yang didapat akan dibulatkan satu angka
dibelakang koma sehingga lebih mudah dalam penentuan jumlah mesin. Berikut
hasil dari target per-jam setiap stasiun kerja dan jumlah kebutuhan mesin, tabel
4.4. merupakan hasil dari perhitungan target produksi dan jumlah mesin yang
dibutuhkan setiap setasiun kerja:
Tabel 4.4. Tabel target produksi per-jam setiap stasiun kerja dan jumlah kebutuhan mesin.
NO Operasi target/
jam
kebutuhan
mesin
1 Masukkan S/S ke adjuster lalu jahit 120 0,8
2 Masukkan S/S ke adjuster lalu lipat 120 0,8
3 Tacking Front Strap 120 0,8
4 Jahit Front Strap dg Folding band 109 0,8
5 Jahit Front Strap dengan S/S 120 0,8
6 Jahit Front Strap dengan S/S 120 0,8
7 Jahit center front dengan folding band bagian atas 200 0,5
8 Obras Center Front 240 0,4
9 Obras Cup bagian Neckline & Armhole 86 1,1
10 Pinning Outer lace dan sisip 75 1,2
11 Jahit Outer lace dgn sponge cup bag Neckline 80 1,1
12 Jahit center front dgn sponge cup 100 0,9
13 Timpa pada Neckline 100 0,9
51
Tabel lanjutan 4.4 Tabel target produksi per-jam setiap stasiun kerja dan jumlah kebutuhan mesin.
NO Operasi
target/
jam
kebutuhan
mesin
14 Jahit outer dgn cup bag. side & bottom 75 1,2
15 Sisip sisa Outer cup 120 0,8
16 Jahit TR Bias pada Bottom Bra 150 0,6
17 Jahit Folding Band pada Bottom Bra 133 0,7
18 Tacking TR23 dgn wings 92 1,0
19 Timpa bagian back wings 128 0,7
20 Jahit bagian tengah TR 77 1,2
21 Jahit elastic dibagian Bottom wings 100 0,9
22 Timpa elastic bottom wings 92 1,0
23 Jahit top wings dengan folding band 125 0,7
24 Obras wings depan 92 1,0
25 Jahit center back dengan elastic 120 0,8
26 Joint Cup & Wings 75 1,2
27 Timpa bagian cup wings 150 0,6
28 Obras Upper Cup 300 0,3
29 Tacking F/S ke ujung cup 171 0,5
30 Jahit F/S ke ujung cup 200 0,5
31 Bartack bagian upper cup 200 0,5
32 Bartack bagian bottom cup wings 86 1,1
33 Masukan sisa elastic ke adjuster lalu bartack
34 Jahit Hook & Eye bagian Tengah & pasang label 120 0,8
35 Jahit Hook & Eye bagian samping 150 0,6
36 Buang Benang 75 1,2
37 QC 92 1,0
Target produksi merupakan perhitungan dari SMV dibagi 60 karena satuan dari
SMV yaitu menit dan SMV merupakan standard waktu yang diperlukan operator
untuk menyelesaikan tiap part yang dibutuhkan untuk pembuatan produk. Target
produksi tiap stasiun kerja juga dapat digunakan untuk perbandingan ke
efektivitasan pekerja dalam membuat produk yang sedang dikerjan. Dalam

52
penentuan target produksi setiap stasiun kerja maka ditentukan juga jumlah
kebutuhan mesin yang harus disediakan untuk bisa mencapai target produksi
yang sudah ditentukan. Untuk memperoleh jumlah mesin yang dibutuhkan maka
dibutuhkan jumlah hasil produksi line setiap satu jam dan diperlukannya target
produksi setiap stasiun kerja setiap jamnya. Setelah syarat tersebut sudah
terpenuhi maka jumlah mesin yang harus disediakan untuk setiap stasiun kerja
akan didapatkan. Jika hasil yang diperoleh memiliki angka pecahan maka hasil
dari perhitungan tersebut akan dibulatkan keatas.
4.1.5. Perhitungan Target Produksi Per-line Per-hari. Berikut merupakan perhitungan mengenai target produksi per-line per-hari setiap
line produksi. Setiap hari PT. Surya Berkat Indonesia memliki waktu 8 jam untuk
jam kerja karyawan. Rumus yang digunakan untuk menghitung target perjam
yaitu :
Target produksi per-line per-hari = Target produksi per-line per-jam x jam kerja
(4.5)
Target produksi per-line per-hari = 90 unit/jam x 8 jam
Target produksi per-line per-hari = 718 unit/hari
Perhitungan Target produksi per-line setiap harinya merupakan perhitungan yang
digunakan untuk memperkirakan jumlah output yang bisa dikerjakan operator
setiap harinya. Target produksi dapat didapat dari perhitungan jumlah target
produksi setiap line poduksi pada tiap jamnya dikali dengan waktu kerja pekerja
sehingga didapatkan jumlah produksi seperti pembahasan diatas. Pada keadaan
sebenarnya pada line produksi jumlah output yang diproduksi tidak sama atau
memenuhi target yang telah dihitung dan ditentukan, hal tersebut dapat
dikarenakan berbagai faktor seperti adanya mesin jahit yang rusak, kurangnya
tenaga kerja pada setiap line produksi, tenaga kerja yang kurang memiliki
pengalaman dan menurunnya kinerja pekerja pada jam- jam tertentu, dan
terlambatnya pendistribusian material. Keadaan pada line produksi yang terjadi
diperusahaan untuk jumlah rata- rata produk bra yang dihasilkan yaitu 600 unit,
hasil perhitungan tersebut didapatkan dari hasil perhitungan yang dilakukan oleh
QC pada line produksi yang menghitung secara manual output yang dihasilkan
pada satu line produksi dan hasil perhitungan output dari line produksi tersebut
memiliki selisih yang cukup besar dengan target produksi yang telah ditentukan
maka target produksi untuk setiap line produksi tersebut belum tercapai. Fungsi
53
dari target produksi yaitu sebagai acuan untuk jumlah output yang dihasilkan
pada setiap line produksi sehingga jumlah output dapat memenuhi target
produksi, selain itu target produksi digunakan juga untuk memotivasi pekerja
agar bekerja sesuai dengan target yang telah ditentukan oleh perusahaan.
Target produksi setiap line produksi dapat dicapai dengan cara memperbaiki
faktor- faktor penyebab, sehingga perlu diadakannya penambahan tenaga kerja
baru serta dilakukannya training khusus untuk pekerja baru sehingga pekerja
mempunyai bekal dan pengalaman yang cukup untuk menjalankan pekerjaannya
dan pada saat jam- jam tertentu pekerja tetap bisa bekerja secara normal tanpa
harus menurunkan kinerjanya. Selain itu perlu disedidakan mesin jahit cadangan
yang sudah disetting sesuai dengan mesin yang dipakai pada line produksi,
sehingga bila terjadi suatu kerusakan pada mesin maka pekerja dapat mengganti
mesin yang rusak tersebut dengan mesin cadangan yang telah disediakan. Dari
beberapa faktor penyebab tidak tercapainya terget produksi faktor pekerja
kurang memiliki pengalaman dalam menjahit merupakan faktor penyebab tidak
tercapainya target produksi karena pekerja yang kurang memiliki pengalaman
akan membutuhkan waktu yang banyak sehingga proses produksi yang
dilakukan akan lama dan berakibat sedikitnya barang yang dapat diproduksi
sehingga target produksi tidak tercapai.
54
BAB 5
KESIMPULAN
5.1. Kesimpulan Setelah melakukan pengamatan di line produksi, di dapatkan kesimpulan
sebagai berikut :
a. Jumlah output yang dihasilkan di line produksi ini sejumlah 718 unit per hari.
b. Output pada line produksi tersebut tidak mencapai terget yang diharapkan.
c. Efektivitas pekerja pada proses sawing dipengaruhi oleh jam kerja dan
supply material dari bagian werehouse dan proses cutting.
d. Kurangnya pengetahuan pekerja sawing dalam produksi.
e. Masih terdapatnya pekerja yang mengerjakan 2 proses operasi sehingga
proses produksi memakan waktu yang lama.
5.2. Saran Setelah melakukan perhitungan dan analisis pada line produksi, maka
didapatkan saran untuk memperbaiki kesalahan sebagai berikut :
a. Menambah pekerja pada proses sawing agar produksi dapat optimal.
b. Diadakannya pelatihan untuk menjahit agar produksi dapat lebih cepat.
c. Proses pengadaan material pada werehouse dipercepat agar produksi dapat
berjalan lancar.
d. Penambahan mesin jahit cadangan yang bisa dipakai jika mesin pada line
produksi rusak.