laporan kerja praktek di pt. sinar agung selalu … · kerja praktek ini dilaksanakan terhitung...
TRANSCRIPT

LAPORAN KERJA PRAKTEK
DI PT. SINAR AGUNG SELALU SUKSES
Disusun oleh :
Tomy Apriyanto
NPM : 13 06 07409
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
YOGYAKARTA
2017
ii
iii

iv
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa atas berkat, rahmat, dan karunia –
Nya sehingga Laporan Kerja Praktek di PT. Sinar Agung Selalu Sukses dapat
terselesaikan dengan baik.
Pada pembuatan laporan ini, dalam proses penulisannya mendapat bantuan dari
berbagai pihak. Oleh karena itu, rasa terima kasih yang sebesar-besarnya ingin
diucapkan kepada :
1. Ibu Eny, selaku pembimbing lapangan yang memberikan arahan ketika
mahasiswa melakukan kerja praktek agar terlaksana dengan baik.
2. Bapak Kiryadi selaku kepala PPIC yang memberi tugas di departemen PPIC.
3. Bapak Sarwasto selaku kepala bagian dan para operator di departemen
FOUNDRY 2 yang membimbing jalannya pengambilan data di departemen
tersebut.
4. Bapak Minarno selaku Pembimbing Lapangan, Mas Irwan, Mbak Intan, dan
Mbak Atim selaku staff PPIC yang membantu dan membimbing dalam kerja
praktek.
5. Ibu Luciana Triani Dewi, S.T.,M.T. selaku dosen pembimbing mahasiswa.
6. Kedua orang tua yang selalu mendukung selama kerja praktek.
7. Teman - teman kerja praktek yang sudah bekerja sama selama kerja praktek
berlangsung.
Penulis menyadari bahwa masih ada kekurangan dalam Laporan kerja
praktek ini, sehingga diharapkan kritik dan saran, yang membangun dari
pembaca guna lebih baiknya laporan ini mendatang. Semoga dengan
terselesaikan Laporan kerja praktek ini dapat bermanfaat bagi pembaca.
Yogyakarta , 16 Oktober 2017
Penulis

v
DAFTAR ISI
HALAMAN PENGESAHAN .................................................................................. ii
SURAT KETERANGAN KERJA PRAKTEK ........................................................ iii
KATA PENGANTAR ........................................................................................... iv
DAFTAR ISI ......................................................................................................... v
DAFTAR TABEL ................................................................................................. vi
DAFTAR GAMBAR ............................................................................................ vii
BAB 1 PENDAHULUAN ....................................................................................... 1
1.1. Latar Belakang ................................................................................ 1
1.2. Tujuan ............................................................................................. 3
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek ............................... 3
BAB 2 TINJAUAN UMUM PERUSAHAAN ........................................................... 4
2.1. Sejarah Singkat Perusahaan ........................................................... 4
2.2. Struktur Organisasi ........................................................................ 13
2.3. Manajemen Perusahaan ................................................................ 26
2.4. Layout Perusahaan ....................................................................... 34
BAB 3 TINJAUAN SISTEM PERUSAHAAN ....................................................... 38
3.1. Proses Bisnis Perusahaan ............................................................. 38
3.2. Klasifikasi Produk .......................................................................... 41
3.3. Proses Produksi ............................................................................ 57
3.4. Fasilitas Produksi .......................................................................... 59
BAB 4 TINJAUAN PEKERJAAN MAHASISWA ................................................. 70
4.1. Lingkup Pekerjaan ......................................................................... 70
4.2. Tanggung Jawab dan Wewenang Dalam Pekerjaan ..................... 78
4.3. Metologi pelaksanaan Pekerjaan ................................................... 79
4.4. Hasil Pekerjaan ............................................................................. 82
4.5. Evaluasi Hasil Pekerjaan ............................................................... 87
BAB 5 PENUTUP .............................................................................................. 88
5.1. Kesimpulan .................................................................................... 88
5.2. Saran ............................................................................................. 89
LAMPIRAN ........................................................................................................ 90
vi
DAFTAR TABEL
Tabel 4.1. Data Cycle Time ............................................................................... 83
Tabel 4.2. Data LVC (Loading Vs Capacity) ....................................................... 86
vii
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasi PT.Sinar Agung Selalu Sukses ...................... 15
Gambar 2.2. Fasilitas Safety Tools .................................................................... 33
Gambar 2.3. Layout PT. Sinar Agung Selalu Sukses (SAS) .............................. 35
Gambar 3.1. Proses Bisnis pada PT. Sinar Agung Selalu Sukses ..................... 39
Gambar 3.3. Flowchart Proses Produksi Aluminium Casting ............................. 44
Gambar 3.4. Flowchart Proses Produksi Plastic Injection .................................. 46
Gambar 3.5. Flowchart proses produksi Rubber ................................................ 47
Gambar 3.6. Flowchart Proses Produksi Stamping ............................................ 48
Gambar 3.7. Produk Kaca Spion Motor dan Mobil ............................................. 50
Gambar 3.8. Lens TurnLampu Mobil dan Motor ................................................. 50
Gambar 3.10. Produk Brake shoe ...................................................................... 51
Gambar 3.11. Produk Disc pad .......................................................................... 51
Gambar 3.12. Produk Bracket dan Water Pump ................................................ 51
Gambar 3.13. Produk Brake Drum ..................................................................... 52
Gambar 3.14. Produk Plastic Injection (Fender)................................................. 52
Gambar 3.15. Produk Pengecoran Logam 1 ...................................................... 52
Gambar 3.16. Produk Pengecoran Logam 2 ...................................................... 53
Gambar 3.17. Produk Pengecoran Logam 3 ...................................................... 53
Gambar 3.18. Produk Pengecoran Logam 4 ...................................................... 53
Gambar 3.19. Produk Pengecoran Logam 5 ...................................................... 54
Gambar 3.20. Produk Pengecoran Logam 6 ...................................................... 54
Gambar 3.21. Produk Pengecoran Logam 7 ...................................................... 54
Gambar 3.22. Produk Pengecoran Logam DudukanGear dan Water Outlet ...... 55
Gambar 3.23. Produk Pengecoran Logam 8 ...................................................... 55
Gambar 3.24. Produk Pengecoran Logam 9 ...................................................... 55
Gambar 3.25. Produk Karet ............................................................................... 56
Gambar 3.26. Produk Logam dengan Mesin CNC ............................................. 56
Gambar 3.27. Produk Plastik Propeller dan Fender ........................................... 56
Gambar 3.28. Produk Brake Drum ..................................................................... 57
Gambar 3.29. Proses Produksi .......................................................................... 58
Gambar 3.30. Forklift ......................................................................................... 59
Gambar 3.31. Hand Pallet ................................................................................. 60
Gambar 3.32. Container Box ............................................................................. 60
Gambar 3.33. Finishing Tool Grinding ............................................................... 61
viii
Gambar 3.34. CNC machine .............................................................................. 61
Gambar 3.35. Mesin Bor .................................................................................... 62
Gambar 3.36. Mesin Bor dan Tap ...................................................................... 62
Gambar 3.37. Keranjang Besi Berongga ........................................................... 63
Gambar 3.38. Pallet ........................................................................................... 63
Gambar 3.39. Mobil Pickup ................................................................................ 64
Gambar 3.40. Meja Packaging ........................................................................... 64
Gambar 3.41. Mesin Shotblast ........................................................................... 65
Gambar 3.42. Mesin Hois .................................................................................. 66
Gambar 3.43. Mesin Mixer ................................................................................. 66
Gambar 3.44. Mesin Moulding ........................................................................... 67
Gambar 3.45. Mesin Sandcore .......................................................................... 67
Gambar 3.46. Mesin Gravity .............................................................................. 68
Gambar 3.47. Cleaning Sandcore Tool .............................................................. 68
Gambar 3.48. Cutting Machine .......................................................................... 69
Gambar 3.49. Rak Cat ....................................................................................... 69
Gambar 4.1. Flowchart Proses Produksi Departemen FOUNDRY ..................... 70
Gambar 4.2. Pattern Making .............................................................................. 71
Gambar 4.3. Proses Press ................................................................................. 71
Gambar 4.4. Proses Mixer ................................................................................. 72
Gambar 4.5. Proses Moulding ........................................................................... 72
Gambar 4.6. Proses Melting .............................................................................. 73
Gambar 4.7. Proses Pouring ............................................................................. 74
Gambar 4.8. Proses Shake Out ......................................................................... 74
Gambar 4.9. Proses Shotblast ........................................................................... 75
Gambar 4.10. Proses Finishing Gerinda Duduk ................................................. 75
Gambar 4.11. Proses Finishing Detail Gerinda Handsleep ................................ 76
Gambar 4.12. Check Quality Control ................................................................. 76
Gambar 4.13. Gambar Lay Out Plant 2 .............................................................. 78
Gambar 4.14.Flowchart langkah pengerjaan tugas penghitungan cycle time pada
departemen FOUNDRY ..................................................................................... 80
Gambar 4.15. Flowchart langkah pengerjaan tugas pembuatan LVC pada
departemen FOUNDRY ..................................................................................... 81
Gambar 4.16. Flowchart langkah pengerjaan tugas pengecekan jadwal pada
departemen FOUNDRY ..................................................................................... 82

1
BAB 1
PENDAHULUAN
Bab 1 ini adalah bab pendahuluan, dimana pada bab ini merupakan bab awal
sebagai pengantar yaitu berisikan mengenai latar belakang dan tujuan
diadakannya serta tempat dan waktu pelaksanaan Kerja Praktek.
1.1. Latar Belakang
Seiring dengan perkembangan teknologi saat ini yang dinilai sangat pesat, maka
perusahaan-perusahaan pun terus meningkatkan kualitas baik dalam sumber
daya manusianya ataupun teknologinya. Sumber Daya Manusia itu sendiri
sangat berperan penting dalam suatu perusahaan. Sehingga perusahaan-
perusahaan pun saling bersaing meningkatkan kualitas Sumber Daya Manusia
tersebut. Sumber Daya Manusia tersebut meliputi tenaga kerja. Dalam hal ini
tenaga kerja harus memiliki kesiapan dalam menghadapi keprofesianalan
pekerjaannya yang sesuai dengan bidang yang digelutinya untuk dapat
mendukung tercapainya tujuan suatu perusahaan dan peningkatan taraf hidup
yang lebih baik. Salah satu faktor yang mendukung kualitas tenaga kerja adalah
dunia pendidikan. Misalnya saja Universitas, Universitas merupakan suatu
lembaga pendidikan yang berperan mencetak tenaga-tenaga profesional yang
dibutuhkan oleh masyarakat maupun industri.
Namun pada Universitas tersebut pada kenyataannya masih kurang adaptif atau
kaku terhadap kegiatan kegiatan dalam dunia kerja yang nyata, karena pada
Universitas, seseorang hanya memperoleh teori –teori saja. Dan teori yang
diperoleh belum tentu sama dengan praktik kerja di lapangan, dan keterbatasan
waktu dan ruang yang mengakibatkan ilmu pengetahuan yang diperoleh masih
terbatas.Sehingga dengan adanya kegiatan kerja praktek ini, diharapkan
mahasiswa mampu memperoleh pengalaman dan menerapkan teori yang sudah
didapatkan di Universitas secara langsung pada perusahaan-perusahaan.
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan kerja praktek sesuai dengan Kurikulum di PSTI UAJY. Untuk
melaksanakan kerja praktek ini mahasiswa memerlukan bekal ilmu yang cukup,
karenanta syarat untuk melaksanakan kerja praktek ini adalah mahasiswa telah
menempuh kuliah minimal 5 semester. Selain itu mahasiswa diwajibkan telah
mengikuti kegiatan Kunjungan Industri untuk mendukung pemahaman akan

2
lingkungan yang akan dihadapi ketika melaksanakan kerja praktek. Untuk
melaksanakan kerja praktek ini, mahasiswa dapat memilih sendiri perusahaan
tempat kerja prakteknya dan kemudian mengajukannya ke PSTI UAJY untuk
mendapatkan persetujuan dan surat pengantar dari Fakultas Teknologi Industri
UAJY kepada perusahaan tempat kerja praktek yang dituju. Adapun syarat bagi
mahasiswa untuk dapat mengajukan surat pengantar kerja praktek tersebut
adalah telah menempuh minimal 81 sks, memperoleh nilai minimal C untuk mata
kuliah Sistem Produksi, telah mengikuti seminar (ujian) kerja praktek minimal 3
kali (dalam waktu yang berbeda), telah mengikuti sosialisasi kerja praktek dan
kegiatan kunjungan industri yang diselenggarakan oleh PSTI UAJY. Kerja
Praktek paling cepat dilaksanakan setelah Ujian Akhir Semester kelima sejak
pertama kali mahasiswa terdaftar.
PSTI UAJY memandang kerja praktek sebagai wahana atau sarana bagi
mahasiswa untuk mengenali suasana di industri serta menumbuhkan,
meningkatkan, mengembangkan, dan mensimulasikan etos kerja profesional
sebagai calon sarjana Teknik Industri. Kerja praktek dapat dikatakan sebagai
ajang simulasi profesi mahasiswa teknik industri. Paradigma yang harus
ditanamkan adalah bahwa selama kerja praktek mahasiswa bekerja di
perusahaan yang dipilihnya. Bekerja, dalam hali ini mencakup kegiatan
perencanaa, perancangan, perbaikan, penerapan dan pemecahan masalah.
Karenanya dalam kerja praktek kegiatan yang dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan
b. Mengikuti proses kerja di perusahaan secara kontinu
c. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
d. Mengamati perilaku sistem
e. Menyusun laporan akhir dalam bentuk tertulis
f. Melaksanakan ujian kerja praktek
Secara khusus, dalam lingkup Teknik Industri haruslah selalu disadari bahwa
yang dikaji adalah kesatuan elemen sistem yang terdiri atas Manusia, Mesin,
Material, Metode, Uang, Energi, Lingkungan dan Informasi. Artinya, dalam
melaksanakan aktivitas yang menjadi tanggung jawabnya, Sarjana Teknik
Industri harus selalu memandang aktivitasnya dalam kerangka sistem yang
melingkupi aktivitas itu.

3
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnisnya.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek ini dilaksanakan terhitung mulai tanggal 24 Juli 2017 sampai
dengan 30 Agustus 2017 dan bertempat di PT. Sinar Agung Selalu Sukses, Jl.
Raya Solo-Sragen, KM. 7,7, Ngalasan RT. 02 / RW. 01 Brujul, Jaten,
Karanganyar Solo, Jawa Tengah.
Dalam pelaksanaan kerja praktek di PT. Sinar Agung Selalu Sukses ini,
mahasiswa ditempatkan di bagian Production Planning and Inventory Control
dengan pengawasan Kepala Departemen PPIC yaitu Bapak Kiryadi, dan
Pembimbing Lapangan yaitu Bapak Minarno. Selama pelaksanaan kerja praktek
di PT. Sinar Agung Selalu Sukses ini juga dibantu oleh Ibu Eny H.

4
BAB 2
TINJAUAN UMUM PERUSAHAAN
Bab 2 ini adalah bab tinjauan umum perusahaan, pada bab ini terdapat
penjelasan mengenai perusahaan yang dijadikan tempat Kerja Praktek. Bab ini
terdiri dari sejarah singkat perusahaan, struktur organisasi perusahaan, dan
manajemen perusahaan.
2.1. Sejarah Singkat Perusahaan
Pada sub bab sejarah singkat perusahaan ini akan membahas mengenai sejarah
didirikannya PT. Sinar Agung Selalu Sukses, profil perusahaan PT. Sinar Agung
Selalu Sukses, fasilitas utama dan penggunaan energi di PT. Sinar Agung Selalu
Sukses selain itu juga membahas mengenai produk yang dihasilkan PT. Sinar
Agung Selalu Sukses.
2.1.1. Sejarah Perusahaan
PT Sinar Agung Selalu Sukses didirikan pada tahun 1995. PT. Sinar Agung
Selalu Sukses adalah perusahaan spare part otomotif berskala nasional. Mulai
dibuka dengan sebuah toko spare part otomotif di Surakarta, Jawa Tengah,
Indonesia. PT. Sinar Agung Selalu Sukses telah mengembangkan berbagai
komponen otomotif dan produk pengecoran yang menghasilkan kualitas barang
yang sangat baik untuk kepuasan bagi para pelanggan.
Prestasi yang tinggi dan motivasi yang intensif untuk menciptakan layanan
terbaik kepuasan pelanggan melalui standart kualitas otomotif pasokan spare
part. Dengan dukungan dan inovasi dari para pelanggan secara terus menerus
mendorong Perusahaan untuk berkembang hingga sekarang sebagai Importir
besar dengan Kantor Pusat yang berada di Surakarta siap untuk memberikan
pelayanan terbaik kepada setiap pelanggan dalam pemasaran dan
pendistribusian dengan Kantor Cabang diantaranya adalah sebagai berikut:
Surakarta, Surabaya, Semarang, Bali, Banjarmasin, Jakarta, Cirebon, Medan,
Palembang, Pekanbaru, Makasar, Sorong.
Dengan kemajuan teknologi semua alat-alat produksi dirancang khusus untuk
pembuatan spare part dengan standart international sehingga mutu produk
terjamin kualitasnya, PT. Sinar Agung Selalu Sukses mengembangkan pusat
CNC mesin ekstensif serta proses induksi pengecoran yang kuat. Pendiri PT.
Sinar Agung Selalu Sukses, Bp. Daniel Nugroho Hidayat mengawali kariernya

5
pertama kali dengan merintis usaha spare part di jalan Slamet Riyadi pada tahun
1973, khusus bergerak di bidang spare part roda 4, dan mesin-mesin untuk
spare part. Seiring dengan perkembangan jaman menambah lahan usahanya
dengan memperbesar toko, dan sejak itu nama Sinar Agung mulai naik di awal
tahun 1990, dengan pengembangan usaha ke kanvas spare part, dan menjadi
keagenan untuk busi ngk, oli top 1, van belt mitsubohi, dll.
Selanjutnya membuka retail di Jawa Tengah dan Jawa Timur, PT. Mias di
Denpasar, Sinar Utama Motor di Semarang, SAS Surabaya, Jakarta, dan
perluasan gudang (tahun 1994), pengembangan sistem dengan sistem import
pada tahun 1995. Kemudian pembukaan cabang diluar jawa seperti Medan,
Palembang, Pekanbaru, Cirebon, Sorong, dll .
Pada tahun 1996 pembukaan pabrik di Gompang, Kartasura dan pada tahun
2000 perluasan area gudang di Palur, dan pada akhirnya digunakan untuk kantor
pusat. Pada tahun yang sama melakukan pemindahan area pabrik ke daerah
Brujul, dengan lahan seluas 4 hektar, hingga sekarang sudah berkembang
menjadi 14 hektar dengan harapan PT. Sinar Agung Selalu Sukses menjadi satu
- satunya perusahaan yang menguasai pangsa pasar sparepart Nasional.
Selain itu pada tahun 1973, PT. Sinar Agung diresmikan sebagai retail dari toko
Spare part di Jalan Slamet Riyadi, Solo – Jawa Tengah. Pada tahun 1981, toko
Spare part memulai untuk mengimpor spare parts. Pada tahun 1995, peresmian
pabrik dengan fasilitas untuk produksi pada lini Dedicated Machining wheel
cylinder dan lini karet. Pada tahun 2001, memulai fasilitas untuk FC/FCD
Casting, pengecoran alumunium dan lini mesin secara umum. Pada tahun 2004,
dilakukan penambahan fasilitas untuk Plastic Injection, Stamping Parts line. Pada
tahun 2005, menerima sertifikat ISO 9001 : 2000 (yang pada tahun 2008 telah
ditingkatkan menjadi ISO 9001 : 2008). Dan pada tahun 2011, telah menerima
sertifikat untuk QSEAL (sertifikat standar spare part dari Sentra Otomotif
Indonesia).Jadi secara singkat penghargaan atas pencapaian yang didapat dari
awal berdirinya PT. Sinar Agung Selalu Sukses sampai sekarang sebagai
perusahaan spare part otomotif diantaranya Perolehan sertifikat ISO 9001:2000
(tahun 2008 dinaikkan menjadi ISO 9001:2008) dan Perolehan sertifikat QSEAL
(Sertifikat untuk Standar spare part dari Sentra Otomotif Indonesia)
Selain itu juga pada tahun 1995, PT. Sinar Agung Selalu Sukses (SAS) semula
hanya memproduksi wheel cylinder dan master cylinder. Pada tahun 2002, PT.

6
SAS mulai mengembangkan perusahaan dengan membangun fasilitas baru
seluas 10 hektar di Desa Ngalasan Karanganyar Jawa Tengah. Hingga kini PT.
SAS telah berkembang menjadi perusahaan terkemuka penghasil produk-produk
komponen otomotif (spare part) dari bahan besi cor dan alumunium yang
berkualitas dengan merk dagang terdaftar “HTS”, “BGF”, dan “SAS”.
Dengan melihat ke masa depan, PT. Sinar Agung Selalu Sukses mengakui
bahwa "Jaminan Kualitas, Harga Bersaing, dan Pelayanan Terbaik" adalah misi
utama perusahaan. Kami terdaftar menggunakan merek dagang terkenal "BGF",
dan dengan distribusi yang kompeten mencakup seluruh provinsi di Indonesia,
perusahaan akhirnya akan berkomitmen untuk mencapai produk yang lebih
canggih untuk memuaskan para pelanggan.
2.1.2. Profil Perusahaan
Berikut ini adalah profil perusahaan dari PT. Sinar Agung Selalu Sukses:
a. Nama Perusahaan : PT. Sinar Agung Selalu Sukses
b. Lokasi : Ngalasan RT.02/RW.01 Nrujul, Jaten, Karanganyar
Solo – Jawa Tengah, Indonesia
c. Didirikan : April 1995
d. President Director : Daniel Nugroho Hidayat
e. Status Investasi : Perusahaan Investasi Domestik
f. Shareholder Utama : PT. Sinar Agung Prasadikindo
g. Bisnis Utama : Manufaktur Komponen Otomotif
h. Jumlah Karyawan : 1080 Orang
i. Nomor NPWP : 01.545.727.8.528.000
j. Fasilitas Utama :
i. Pengecoran untuk Iron Casting
ii. Alumunium Die Casting
iii. Plastic Injection
iv. Rubber Line
v. Press Part Line
vi. Propeller Line
vii. Brake Line
viii. Seal Beam Line
ix. Machining Line
x. R&D, Tool Making Division
7
xi. Quality Control Equipment
xii. Forging Line
k. Nomor Telepon : (0271) 821438 / (0271) 821439
l. Nomor Faximile : (0271) 827410
2.1.3. Fasilitas Utama PT. Sinar Agung Selalu Sukses
Pada PT. Sinar Agung Selalu Sukses ini memiliki beberapa fasilitas utama untuk
proses lini produksinya diantaranya adalah :
a. Pengecoran untuk Iron Casting
i. Kapasitas : 1.200 Ton/bulan
ii. Tungku Perapian : Inductotherm (Jerman)
iii. Mesin Auto Mold : Henrich Wragner Sinto (Jerman)
iv. Shotblast : Cartere Whormsley (Jerman)
v. Produk :
- Brake Drum
- Disc Brake
- Hub Wheel
- Bracket, dll
b. Alumunium Die Casting
i. Mesin Die Casting 150 ton : 2 unit
ii. Mesin Die Casting 250 ton : 1 unit
iii. Mesin Die Casting 350 ton : 1 unit
iv. Tungku Melting 3000 kg : 4 unit
v. Mesin Shotblast : 1 unit
vi. Produk :
- Housing Water Pump
- Housing Alternator
- Housing Stator
- Water Outlet
- Bracket, dll
c. Plastic Injection
i. Mesin Injeksi 80 ton : 2 unit
ii. Mesin Injeksi 120 ton : 1 unit
iii. Mesin Injeksi 150 ton : 5 unit
iv. Mesin Injeksi 350 ton : 1 unit
v. Mesin Injeksi 470 ton : 1 unit

8
vi. Mesin Injeksi 800 ton : 1 unit
vii. Produk :
- Mirror
- Stop Lamp
- Lens
- Socket, dll
d. Rubber Line
i. Mesin Mixing Mill Rubber : 3 unit
ii. Mesin Hydroulic Hot press : 9 unit
iii. Produk :
- Rubber Cushion
- Booth
- Seal
- Bushing, dll
e. Press Part Line
i. Mesin Press 60 ton : 6 unit
ii. Mesin Press 80 ton : 1 unit
iii. Mesin Press 100 ton : 1 unit
iv. Mesin Press 160 ton : 1 unit
v. Mesin Shearing : 1 unit
vi. Produk :
- Radiator Cap
- Cover Flange
- Propeller
- Shakle, dll
f. Propeller Line
i. Mesin Balancing : 2 unit
ii. Mesin Pipe Form : 1 unit
iii. Mesin Welding : 2 unit
iv. Produk :
- Tube Yoke
- Flange Pinion
- Flange Joint
- Yoke Sleve

9
g. Brake Line
i. Dedicated Disc pad Line
ii. Dedicated Brake shoe Line
iii. Produk :
- Disc pad dan Brake shoe Motorcycle
- Disc pad Automobile
- Lining Shoe Truck
h. Seal Beam Line
i. Dedicated Seal Beam Line
ii. Produk :
- Model Square (4001,4002,4401,4402)
- Model Circle (6000,6001,4651,4652), dll
i. Machining Line (Wheel Cylinder & Brake Master Dedicated Line)
i. Mesin Special Purpose
ii. Mesin CNC Lathe
iii. CNC Machining Center
iv. NC Drilling Center
v. NC Lathe
vi. Milling Manual
vii. Radial Drilling
viii. Produk :
- Wheel Cylinder
- Brake Master
- Clucth Operation
j. Machining Line (Common Line)
i. Mesin CNC Lathe : 24 unit
ii. CNC Machining Center : 4 unit
iii. NC Drilling Center : 5 unit
iv. NC Lathe : 21 unit
v. Milling Manual : 4 unit
vi. Radial Drilling : 6 unit
vii. Mesin Brouching : 1 unit
viii. Produk :
- Brake Drum
- Hub

10
- Disc Brake
- Water Pump
k. R&D, Tool Making Division
i. Design Center
ii. 3D Printer
iii. CNC Machining Center :
- (1000x600) : 4 unit
- (800x450) : 2 unit
- (3000x2000 ) : 2 unit
iv. Electric Discharge : 2 unit
v. Manual Lathe : 3 unit
vi. Manual Milling : 2 unit
vii. Surface Grinding : 1 unit
viii. Mesin Hardening : 1 unit
ix. Produk :
- Mold
- Die
l. Quality Control Equipment
i. Hardness Tester
ii. Metallurgical Microscope
iii. Tensile Strength Tester
iv. Spectro Meter
v. Computer Measuring Machine (CMM)
vi. Measurement Sets
m. Forging Line
i. Forging 3150 (Marsey, Jerman)
ii. Triming 500 (Effurt, Jerman)
iii. Forging 1600 (LKM, Cheko)
iv. Trimming 250 (Effurt, Jerman)
2.1.4. Produk yang dihasilkan
PT. Sinar Agung Selalu Sukses ini berfokus pada produksi spare part atau
komponen otomotif baik untuk roda dua maupun roda empat. Produk-produk ini
dihasilkan pada beberapa lini produksi yaitu diantaranya :

11
a. Pengecoran untuk Iron Casting
i. Brake Drum
ii. Disc Brake
iii. Hub Wheel
iv. Bracket, dll
b. Alumunium Die Casting
i. Housing Water Pump
ii. Housing Alternator
iii. Housing Stator
iv. Water Outlet
v. Bracket, dll
c. Plastic Injection
i. Mirror
ii. Stop Lamp
iii. Lens
iv. Socket, dll
d. Rubber Line
i. Rubber Cushion
ii. Booth
iii. Seal
iv. Bushing, dll
e. Press Part Line
i. Radiator Cap
ii. Cover Flange
iii. Propeller
iv. Shakle, dll
f. Propeller Line
a. Tube Yoke
b. Flange Pinion
c. Flange Joint
d. Yoke Sleve
g. Brake Line
a. Disc pad dan Brake shoe Motor Cycle
b. Disc pad Automobile
c. Lining Shoe Truck

12
h. Seal Beam Line
a. Model Square (4001,4002,4401,4402)
b. Model Circle (6000,6001,4651,4652), dll
i. Machining Line (Wheel Cylinder & Brake Master Dedicated Line)
a. Wheel Cylinder
b. Brake Master
c. Clucth Operation
j. Machining Line (Common Line)
a. Brake Drum
b. Hub
c. Disc Brake
d. Water Pump
k. R&D, Tool Making Division
a. Mold
b. Die
2.1.5. Pemasaran Produk
Dalam upaya memasarkan produk-produknya, PT. Sinar Agung Selalu Sukses
bekerjasama dengan beberapa perusahaan dan memasarkan produknya ke
seluruh Indonesia bahkan sampai asia tenggara. PT. Sinar Agung Selalu Sukses
memiliki outlet-outlet yang tersebar di seluruh Indonesia, karena pada dasarnya
PT. Sinar Agung Selalu Sukses ini merupakan tergabung dalam satu grup
perusahaan yaitu PT. SAS. PT. Sinar Agung Selalu Sukses ini memiliki beberapa
pelanggan tetap seperti PT. Sinar Agung Prasadikindo (Grup perusahaan /
Trading Spare Part after Market), PT. Hino Motors Manufacturing Indonesia, PT.
Braja Mukti Cakra (OEM Part Manufacturer), PT. Astra Daihatsu Motor (ADM),
PT.Krama Yudha Tiga Berlian Motors (KTB), dan lain-lain.
Strategi pemasaran yang diterapkan oleh PT. Sinar Agung Selalu Sukses adalah
melalui:
a. Website, produk-produk dari PT. Sinar Agung Selalu Sukses dapat
ditemukan pada situs web milih PT. Sinar Agung Selalu Sukses (sass-
indo.com).
b. Merk dagang, dengan menggunakan merk-merk khas dari produk-produk
PT. Sinar Agung Selalu Sukses untuk berbagai varian produk.

13
c. Sponsorship, dengan menjadi sponsor suatu kegiatan, merk produk akan
lebih dikenal ke kalangan masyarakat luas.
d. Promosi, promosi produk bisa dilakukan dengan melalui iklan dan discount
harga.
e. Customer dari PT SAS ini antara lain :
- PT. Sinar Agung Prasadikindo
- PT. Braja Mukti Cakra
- PT. Morita Tjokro Gearindo
- PT. Yanmar Diesel Indonesia
- PT. Yanmar Agricultural Mfg Ind.
- PT. Kubota Indonesia
- PT. Kayaba Indonesia
- PT. Astra Daihatsu Motor
- PT. Hino Motor Manufacturing Ind.
- PT. Kramayudha Tiga Berlian
- PT. Turbo Engineering
- PT. Union Teknika
- PT. Damar Bayu
- After Market
- Isuzu
- Yanmar
- Kubota
- Kayaba
- Daihatsu
- Hino
- Mitsubishi
2.2. Struktur Organisasi
Organisasi merupakan wadah atau tempat untuk melakukan kegiatan bersama,
agar dapat mencapai tujuan yang telah ditetapkan bersama.Peran organisasi
dalam sebuah perusahaan sangatlah penting, karena perusahaan didirikan untuk
mencapai suatu tujuan tertentu dan untuk mencapai tujuan tersebut dibutuhkan
aktivitas, kerja sama, dan tentu saja sumber daya manusia. Kesimpulannya,
untuk mencapai tujuan tertentu suatu perusahaan membutuhkan organisasi yang
baik didalamnya.
14
Sedangkan struktur organisasi adalah susunan dan hubungan antara setiap
bagian maupun posisi yang terdapat pada sebuah organisasi atau perusahaan
dalam menjalankan kegiatan-kegiatan operasionalnya dengan maksud untuk
mencapai tujuan yang telah ditentukan sebelumnya.Struktur organisasi dapat
menggambarkan secara jelas pemisahan kegiatan dari pekerjaan antara yang
satu dengan kegiatan yang lainnya dan juga bagaimana hubungan antara
aktivitas dan fungsi dibatasi. Di dalam struktur organisasi yang baik harus dapat
menjelaskan hubungan antara wewenang siapa melapor atau bertanggung
jawab kepada siapa, jadi terdapat suatu pertanggungjawaban apa yang akan di
kerjakan. Struktur organisasi tiap perusahaan pasti berbeda-beda, disesuaikan
dengan kebutuhan dan kultur daripada perusahaan tersebut. Selain itu juga
disesuaikan dengan ukuran atau skala dari perusahaan tersebut.
2.2.1. Bagan Struktur Organisasi
Bagan struktur organisasi yang mahasiswa sajikan adalah bagan organisasi
secara keseluruhan. Bagan struktur organisasi PT. Sinar Agung Selalu Sukses
dapat dilihat pada gambar 2.1.
15
Gambar 2.1. Struktur Organisasi PT.Sinar Agung Selalu Sukses

16
Berikut adalah penjelasan mengenai gambar 2.1. Struktur Organisasi PT. Sinar
Agung Selalu Sukses (SAS) :
A. Department
Dapat dilihat dari gambar 2.1. Struktur Organisasi PT. Sinar Agung Selalu
Sukses (SAS) terdapat 14 Departemen dengan masing-masing Departement
Head yang menjabat. Departemen-departemen tersebut antara lain :
a. Departemen Sales & Marketing
Departemen ini menangani penjualan dan pemasaran produk perusahaan.
Departemen Sales & Marketing membawahi atau berhubungan dengan
bagian :
i. Marketing
ii. Sales
iii. Counting & Admin
b. Departemen Material Planning
Departemen ini menangani perencanaan pengadaan material produksi
perusahaan. Departemen Sales & Marketing membawahi atau berhubungan
dengan bagian :
i. Warehouse Material 1
ii. Warehouse Material 2
iii. Material Control
c. Departemen Production Plant & Delivery
Departemen ini menangani perencanaan produksi dan pengiriman produk ke
konsumen perusahaan. Production Plant & Delivery membawahi atau
berhubungan dengan bagian :
i. Production 1
ii. Production 2
iii. Production 3
iv. Production 4
v. Delivery
d. Departemen Production 1
Departemen ini menangani area produksi 1 yang membawahi atau
berhubungan dengan bagian :
i. Plant 1 (Foundry)
ii. Plant 2 (Foundry 2)
iii. Finishing (Bubut Manual)

17
e. Departemen Production 2
Departemen ini menangani area produksi 2 yang membawahi atau
berhubungan dengan bagian :
i. Wheel Cylinder
ii. Assy 1, Rubber, Platting
iii. Piston & Komponen Dongkrak
iv. Machining 1
v. Dongkrak
f. Departemen Production 3
Departemen ini menangani area produksi 3 yang membawahi atau
berhubungan dengan bagian :
i. Brake
ii. Plastic
iii. Assy 2
iv. Prop/Stamping/SB
v. Chain
vi. Mirror
g. Departemen Production 4
Departemen ini menangani area produksi 4 yang membawahi atau
berhubungan dengan bagian :
i. Alumunium
ii. Machining 2
iii. Forging
iv. Hopper & Finishing Packaging
h. Departemen Quality Control / Quality Assurance
Departemen ini menangani segala hal yang bekaitan tentang penjaminan
mutu produk dan kontrol mutu perusahaan. Departemen Quality Control /
Quality Assurance membawahi atau berhubungan dengan bagian :
i. Produksi 1
ii. Produksi 2
iii. Produksi 3
iv. Produksi 4
v. QC Engineering

18
i. Departemen Engineering 1
Departemen ini menangani segala hal yang bekaitan tentang rekayasa produk
(desain prototype, jig pembantu produksi, dll) yang diproduksi perusahaan.
Departemen Engineering 1 membawahi atau berhubungan dengan bagian :
i. Product Engineering & Admin
- Product Engineering
- Technical & Admin
- Non Machining
ii. Production Engineering
- Allumunium
- Machining
- Logistic
- Tool Reg. & Jig Fix
- Process Engineering Product 1
j. Departemen Engineering 2
Departemen ini menangani segala hal yang bekaitan tentang pembuatan alat
bantu produksi perusahaan. Departemen Engineering 2 membawahi atau
berhubungan dengan bagian Tool Making.
k. Departemen Maintenance
Departemen ini menangani segala hal yang bekaitan tentang perbaikan
peralatan produksi seperti mesin dan alat pendukung lainnya di dalam
perusahaan. Departemen Maintenance membawahi atau berhubungan
dengan bagian :
i. Utility & Product
ii. CNC 1
iii. CNC 2
iv. Project
v. Work Shop
vi. Foundry 1
vii. Foundry 2
l. Departemen Procurement
Departemen ini menangani segala hal yang bekaitan tentang pengadaan
material, barang dan alat pendukung lainnya di dalam perusahaan.
Departemen Procurement membawahi atau berhubungan dengan bagian :
19
i. Purchasing 1
ii. Purchasing 2
iii. Engineering Purchasing
m. Departemen Human Resource / General Affair
Departemen ini menangani segala hal yang bekaitan tentang sumber daya
manusia dan kepegawaian di dalam perusahaan. Departemen Human
Resource / General Affair membawahi atau berhubungan dengan bagian
Human Resource dan General Affair.
n. Departemen Admin & Finance
Departemen ini menangani segala hal yang bekaitan tentang administrasi dan
keuangan di dalam perusahaan. Departemen Admin & Finance membawahi
atau berhubungan dengan bagian Accounting dan Finance.
B. Deskripsi Jabatan Pekerjaan
Kemudian setiap jabatan pekerjaan secara garis besar akan dijelaskan di bawah
ini :
a. Department Head
Departement Head bertugas untuk melakukan koordinasi agar semua aktivitas di
departemen yang dipimpin berjalan sesuai standar dan membantu Top
Manajemen dengan gagasan dalam penetrasi bisnis.
Tugas Pokok :
Tugas pokok seorang Departement Head meliputi beberapa hal. Aktivitas
tersebut adalah :
i. Mengkoordinasi kepala bagian/Section Head yang ada di departemennya.
ii. Melakukan Controlling efektifitas operasional produksi berjalan dengan baik.
iii. Memastikan semua standart proses produksi berjalan dengan baik.
iv. Memastikan pencapaian target produksi bisa berjalan dengan baik.
v. Menjamin kelancaran proses produksi melalui perencanaan yang sudah
dibuat.
Wewenang
Selain itu, Departement Head memiliki wewenang mengambil keputusan yang
terkait dengan lini kerja dalam perusahaan antara lain :
i. Stop line atas hasil kualitas produk. (Maksimal 60 menit).
ii. Melakukan penilaian karya terhadap bawahannya.
iii. Menegakkan kedisiplinan bawahannya.
20
iv. Menetapkan ijin cuti, ijin keluar kantor dan lembur bawahan.
v. Memberikan keputusan-keputusan teknis dalam rangka optimalisasi
produktifitas kerja dan menjaga hubungan kerja.
vi. Mengusulkan program pelatihan karyawan kepada Departemen Human
Resource Development.
vii. Berwenang menyeleksi para karyawan baru (sampai level supervisor).
viii. Mengusulkan sanksi atas setiap pelanggaran terhadap perusahaan
kepada Departemen Human Resource Development.
Tanggung Jawab:
Kemudian tanggung jawab dari Departement Head antara lain :
i. Mengontrol pelaksanaan dan prosedur yang telah dibuat.
ii. Memastikan semua pelaksanaan kegiatan operasional produksi telah
mengikuti standart mutu.
iii. Melakukan evaluasi dan analisa seluruh kegiatan produksi secara berkala.
iv. Melakukan pembinaan terhadap seluruh karyawan produksi.
v. Merencanakan dan mempersiapkan semua sarana dan prasarana demi
kelancaran proses produksi.
vi. Menjamin 5S berjalan dengan baik.
Persyaratan yang dibutuhkan (Job Spesification) :
Untuk menjabat sebagai Departement Head, ada beberapa spesifikasi yang
harus dipenuhi seorang pekerja PT. SAS. Syarat tersebut adalah :
i. Minimal Pendidikan D3
ii. Minimal Skill :
- Mampu membaca gambar teknik.
- Mampu menggunakan alat ukur teknik.
- Mampu mengoperasionalkan komputer untuk mengolah data.
- Mengerti dan memahami prosedur standart mutu yang berhubungan
dengan produksi.
iii. Pengalaman:
- D3 minimal 10 tahun melakukan proses dilini kerja terkait.
- S1 minimal 5 tahun melakukan proses dilini kerja terkait.
iv. Target Skill:
- Mampu menganalisa dan memberikan solusi terhadap permasalahan
yang terjadi dilini kerja terkait seperti:
- Analisa penyimpangan standar kualitas.

21
- Analisa penyimpangan standar kerja.
- Mampu mengendalikan kepemimpinan yang menjadi tanggung jawabnya.
- Mampu membuat activity Plant yang efektif dan terealisasi dengan baik
untuk meningkatkan kualitas departemen yang di pimpinnya.
v.Training yang dibutuhkan:
- Quality Awareness.
- Leadership.
- Manajemen Sumber Daya Manusia.
- Manajemen Produksi.
- Proses Produksi (Casting, Machining, Injection, dll).
b. Section Head / Kepala Bagian
Tugas seorang Section Head / Kepala Bagian adlaah melakukan koordinasi para
pekerja di bawahnya untuk menjamin semua aktivitas di tempat dia bekerja
berjalan sesuai standar yang ditetapkan perusahaan.
Tugas Pokok
i. Set Up Man Power dilini kerja.
ii. Memastikan semua peralatan kerja tersedia (consumeable, Alat ukur, dll).
iii. Koordinasi dengan departemen lain.
iv. Memeriksa laporan pencapaian produksi dan memvalidasikan.
v. Mengkoordinasi kepala regu yang ada di bagian/section-nya.
vi. Melakukan Controlling efektifitas operasional produksi berjalan dengan baik.
vii. Memastikan semua standart proses produksi berjalan dengan baik.
viii. Memastikan pencapaian target produksi bisa berjalan dengan baik.
ix. Menjamin kelancaran proses produksi melalui perencanaan yang sudah
dibuat.
Tugas Tambahan:
i. Melakukan analisa performansi kualitas dengan departemen lain.
ii. Melakukan analisa performansi pencapaian hasil.
iii. Improvement yang berkesinambungan.
Wewenang:
Mengambil keputusan yang terkait dengan lini kerja seperti:
i. Stop Line atas hasil kualitas produk (Maksimal 30 menit).
ii. Melakukan penilaian karya terhadap bawahannya.
iii. Menegakkan kedisiplinan bawahannya.
22
iv. Menetapkan ijin cuti, ijin keluar kantor dan lembur bawahan.
v. Memberikan keputusan-keputusan teknis dalam rangka optimalisasi
produktifitas kerja dan menjaga hubungan.
vi. Mengusulkan program pelatihan karyawan kepada departemen Human
Resource Development.
vii. Wewenang menyeleksi para karyawan baru (sampai level Kepala- Kepala
Regu).
viii. Mengusulkan sanksi atas setiap pelanggaran terhadap perusahaan kepada
Departemen Human Resourve Development.
Tanggung Jawab:
i. Mengontrol pelaksanaan dari prosedur yang telah dibuat.
ii. Memastikan semua pelaksanaan kegiatan operasional produksi telah
mengikuti standart mutu.
iii. Melakukan evaluasi dan analisa seluruh kegiatan produksi secara berkala.
iv. Melakukan pembinaan terhadap seluruh karyawan produksi.
v. Merencanakan dan mempersiapkan semua sarana dan prasarana demi
kelancaran proses produksi.
vi. Menjamin 5S berjalan dengan baik.
Persyaratan yang dibutuhkan (Job Spesification):
i. Minimal Pendidikan: D3 Tehnik.
ii. Minimal Skill:
- Mampu menggunakan alat ukur teknik.
- Mampu membaca gambar teknik.
- Mampu mengoperasikan komputer untuk mengolah data.
- Mengerti dan memahami prosedur standart mutu yang berhubungan
dengan produksi.
iii. Pengalaman:Minimal 5 tahun melakukan proses dilini kerja terkait.
iv. Target Skill:
- Mampu menganalisa dan memberikan solusi terhadap permasalahan
yang terjadi dilini kerja terkait seperti:
- Analisa penyimpangan standar kualitas.
- Analisa penyimpangan standar kerja.
- Mampu mengendalikan kepemimpinan yang menjadi tanggung jawabnya.
- Mampu membuat activityPlant yang efektif dan terealisasi dengan baik
untuk meningkatkan kualitas bagian/section yang di pimpinnya.

23
v. Training yang dibutuhkan:
- Quality Awareness.
- Leadership.
- Manajemen Sumber Daya Manusia.
- Manajemen Produksi.
- Proses produksi (Casting, Machining, Injection, dll).
c. Kepala Regu / Supervisor
Tugas seorang Kepala Regu atau Supervisor adalah melakukan koordinasi
untuk menjamin semua aktivitas di regu/area kerja berjalan sesuai standar
Tugas Pokok:
i. Set up Man Power dilini kerja.
ii. Memastikan semua peralatan kerja tersedia (consumeable, alat ukur dan
lain-lain).
iii. Koordinasi dengan regu dan departemen lain.
iv. Membuat laporan pencapaian produksi dan memvalidasikan.
v. Mengkoordinasi operator yang ada di regunya.
vi. Melakukan Controlling efektifitas operasional produksi berjalan dengan baik.
vii. Memastikan semua standart proses produksi berjalan dengan baik.
viii. Memastikan pencapaian target produksi bisa berjalan dengan baik.
Tugas Tambahan:
i. Improvement yang berkesinambungan.
Wewenang:
i. Mengambil keputusan yang terkait dengan lini kerja seperti:
- Stop line atas hasil kualitas produk (Maksimal 10 menit).
- Melakukan penilaian karya terhadap bawahannya,
- Menegakkan kedisiplinan bawahannya.
- Memberikan keputusan-keputusan teknis dalam rangka optimalisasi
produktifitas kerja dan menjaga hubungan kerja.
Tanggung Jawab:
i. Membantu menyampaikan Kebijakan Perusahaan dalam hal target produksi
kepada unit bawahan.
ii. Mengkoordinasi pelaksanaan proses produksi di divisi yang menjadi tanggung
jawabnya.
iii. Memberikan arahan tentang rencana produksi harian kepada operator.

24
iv. Melakukan kontrol operasional mesin dan hasil produksi.
v. Memonitor, mengevaluasi dan menganalisa laporan hasil produksi.
vi. Melakukan koordinasi kerja dengan unit bawahan.
vii. Mengontrol disiplin kerja bawahan.
viii. Mengkoordinasikan dengan pihak yang terkait apabila terdapat maslaah
terhadap proses produksi.
ix. Melaksanakan tugas lain yang diberikan oleh atasannya.
x. Memelihara lingkungan kerja dan keselamatan kerja.
xi. Melaksanakan program 5S berjalan dengan baik.
Persyaratan yang dibutuhkan (Job Specification):
i. Minimal Pendidikan: SMK Teknik / SMU.
ii. Minimal Skill:
iii. Mampu menggunakan alat ukur teknik.
iv. Mampu membaca gambar teknik.
v. Pengalaman:Minimal 5 tahun melakukan proses dilini kerja terkait.
vi. Target Skill:
- Mampu menganalisa dan memberikan solusi terhadap permasalahan
yang terjadi dilini kerja terkait seperti analisa penyimpangan standar
kualitas dan analisa penyimpangan standar kerja.
- Mampu mengendalikan kepemimpinan yang menjadi tanggung jawabnya.
vii. Training yang dibutuhkan:
- Quality Awareness.
- Leadership.
- Proses Produksi (Casting, Machining, Injection, dll).
- Program CNC.
viii. Hubungan Kerja:
i. Intern: Departemen QC, Engineering, MTC, PPIC.
C. Operator dan Staff
Operator dan Staff adalah jabatan paling bawah dan bertugas untuk menjalankan
prosedur pekerjaan sesuai dengan perintah atasan yang menaungi departemen
tertentu.
Tugas Pokok:
i. Menjalankan proses produksi sesuai Surat Perintah Kerja.

25
ii. Melakukan serah terima Dies/Mold/Jig dari setter untuk melakukan proses
produksi.
iii. Menanggapi komplain dari bagian inspeksi untuk melakukan perbaikan.
iv. Mengontrol stabilitas mesin selama produksi dan melaporkan hal-hal yang
menghambat kelancaran produksi.
v. Menerima dan memeriksa material dari PPIC gudang.
Wewenang:
i. Menghentikan produksi bila menemukan penyimpangan yang terjadi dan
melaporkan kepada atasannya.
ii. Tidak meneruskan barang hasil produksi yang gagal/cacat ke proses
selanjutnya.
Tanggung Jawab:
i. Melakukan produksi sesuai dengan target yang telah ditentukan.
ii. Melaporkan penyimpangan yang terjadi kepada atasannya.
iii. Melaporkan pencapaian hasil produksi dalam harian produksi.
iv. Mematuhi peraturan dan ketentuan yang ditetapkan perusahaan.
v. Memelihara lingkungan kerja dan keselamatan kerja.
Persyaratan yang dibutuhkan (Job Specification):
i. Minimal Pendidikan:SMK Teknik / SMU.
ii. Minimal Skill:
- Mampu menggunakan alat ukur teknik. (khusus bagian produksi)
- Mampu membaca gambar teknik. (khusus bagian produksi)
- Dapat mengoperasikan komputer dan software seperti Microsoft Office
(admin dan staff lain bukan termasuk direct labour)
iii. Pengalaman: Fresh graduate ataupun minimal 1 tahun melakukan proses
dilini kerja terkait.
iv. Target Skill:
i. Mampu mengoperasikan mesin/peralatan produksi dengan baik dan
mengetahui kekurangan/ketidaklayakan mesin-mesin yang dioperasikan
(khusus operator produksi).
ii. Memahami secara mendalam standart kualitas yang telah ditentukan dalam
Quality Check Standart (khusus operator produksi) .
v. Training yang dibutuhkan:
- Pemahaman dalam pemakaian alat ukur.
- Preventif Maintenance mesin.

26
- Keselamatan Kerja.
2.3. Manajemen Perusahaan
Manajemen adalah adalah suatu proses yang berbeda terdiri dari Planning,
organizing, actuating, dan controlling yang dilakukan untuk mencapai tujuan yang
ditentukan dengan menggunakan manusia dan sumber daya lainnya (George R.
Terry, 1997). Dalam hal ini, manajemen perusahaan adalah suatu kegiatan,
aturan, dan rencana yang dilakukan guna meningkatkan serta mengembangkan
perusahaan tersebut. Pada Sub bab ini terdiri dari 5 bagian yaitu visi misi
perusahaan, nilai perusahaan, ketenagakerjaan, sistem pengolahan limbah dan
pemasaran produk pada PT. Sinar Agung Selalu Sukses.
2.3.1. Visi dan Misi Perusahaan
a. Visi
Menjadi salah satu pabrik, importir, grosir dan eceran sparepart dengan
harga kompetitif dan melayani dengan baik di Asia Tenggara.
b. Misi
i. Menjaga harga yang kompetitif dan produk yang berkualitas.
ii. Meningkatkan pelayanan yang terbaik pada pelanggan melalui cabang -
cabang.
iii. Melanjutkan keuntungan pada para stakeholder (karyawan).
iv. Meningkatkan efektivitas pemasaran dan penjualan.
2.3.2. Nilai Perusahaan
a. Nilai I3
i. Inisiatif: bertindak melebihi yang dibutuhkan atau yang dituntut dari pekerja,
melakukan sesuatu tanpa menunggu perintah lebih dahulu dengan tujuan
untuk memperbaiki atau meningkatkan hasil pekerjaan, menciptakan
peluang baru atau untuk menghindari timbulnya masalah.
ii. Integritas: jujur, berperilaku konsisten serta berpegang teguh pada prinsip
kebenaran untuk menjalankan apa yang dikatakan secara bertanggung
jawab.
iii. Interaksi: berhubungan antar individu yang satu dengan individu yang
lainnya dan usaha bersama untuk mencapai satu tujuan.

27
b. Nilai 5R/5P/5S
i. Ringkas/Pemilahan/Seiri, dengan memisahkan barang-barang yang
diperlukan dengan barang-barang yang tidak diperlukan, uang tidak
diperlukan disingkirkan atau memisahkan segala sesuatu yang diperlukan
dan menyingkirkan yang tidak diperlukan dari tempat kerja. Mengetahui
benda mana yang tidak digunakan, mana yang akan disimpan, serta
bagaimana cara menyimpan supaya dapat mudah diakses terbukti sangat
berguna bagi sebuah perusahaan.Langkah melakukannya adalah sebagai
berikut :
- Mengecek-barang yang berada di area masing-masing.
- Menetapkan kategori barang-barang yang digunakan dan yang tidak
digunakan.
- Memberi label warna merah untuk barang yang tidak digunakan
- Menyiapkan tempat untuk menyimpan/membuang/memusnahkan barang-
barang yang tidak digunakan.
- Memindahkan barang - barang yang berlabel merah ke tempat yang telah
ditentukan
ii. Rapi/Penataan/Seiton, menyimpan barang sesuai dengan tempatnya.
Kerapian adalah hal mengenai sebagaimana cepat kita meletakkan barang
dan mendapatkannya kembali pada saat diperlukan dengan mudah.
Perusahaan tidak boleh asal-asalan dalam memutuskan dimana benda-
benda harus diletakkan untuk mempercepat waktu untuk memperoleh
barang tersebut. Atau dapat dilakukan dengan menempatkan barang-barang
secara teratur sehingga mudah dilihat.
Langkah pelaksanaan :
- Rancang metode penempatan barang yang diperlukan, sehingga mudah
didapatkan saat dibutuhkan
- Tempatkan barang-barang yang diperlukan ke tempat yang telah
dirancang dan disediakan
- Beri label / identifikasi untuk mempermudah penggunaan maupun
pengembalian ke tempat semula
iii. Resik/Pembersihan/Seiso, dengan membersihkan tempat/lingkungan kerja,
mesin/peralatan dan barang-barang agar tidak terdapat debu dan kotoran.
Kebersihan harus dilaksanakan dan dibiasakan oleh setiap orang dari CEO
hingga pada tingkat pekerja kebersihan

28
Langkah pelaksanaan :
- Penyediaan sarana kebersihan,
- Pembersihan tempat kerja,
- Peremajaan tempat kerja, dan
- Pelestarian
iv. Rawat/Pemantapan/Seiketsu, menjaga tempat kerja agar tetap Ringkas,
Rapi dan Resik atau mempertahankan hasil yang telash dicapai pada 3R
sebelumnya dengan membakukannya (standardisasi).
Langkah pelaksanaan :
- Tetapkan standar kebersihan, penempatan, penataan
- Komunikasikan ke setiap karyawan yang sedang bekerja di tempat kerja
v. Rajin/Pembiasaan/Shitsuke, selalu menaati peraturan dan ketentuan yang
berlaku di perusahaan atau terciptanya kebiasaan pribadi karyawan untuk
menjaga dan meningkatkan apa yang sudah dicapai. Rajin di tempat kerja
berarti pengembangan kebiasaan positif di tempat kerja. Apa yang sduah
baik harus selalu dalam keadaan prima setiap saat.
Langkah pelaksanaan :
- Target bersama,
- Teladan atasan, dan
- Hubungan/komunikasi di lingkungan kerja.
c. Nilai Kebijakan Mutu Perusahaan
PT. Sinar Agung Selalu Sukses selalu membuat produk yang bersaing demi
kepuasan pelanggan melalui pemenuhan persyaratan, perbaikan yang
berkelanjutan dan usaha-usaha efisiensi yang tepat.
d. Nilai Kebijakan Mutu Lingkungan
i. Melakukan perbaikan secara terus menerus terhadap sistem manajemen
lingkungan dengan meminimalkan aspek-aspek yang menimbulkan
pencemaran lingkungan serta mencegah terjadinya pencemaran
terhadap lingkungan.
ii. Menetapkan Tujuan dan Sasaran Lingkungan yang terkait dengan aspek
lingkungan yang berdampak penting, pembatasan pemakaian material
yang mengandung bahan-bahan berbahaya (Restriction of Hazardous
Substances), serta efisiensi penggunaan energi.
29
iii. Pemenuhan terhadap semua peraturan, perundang-undangan lingkungan
dan ketentuan-ketentuan lainnya yang berkaitan dengan aktivitas
perusahaan serta melakukan evaluasi kepatuhan terhadap atasan.
e. Nilai Sikap Kerja
i. Senantiasa memberikan pelayanan terbaik pada pelanggan.
ii. Senantiasa mengutamakan keamanan dan keselamatan dalam bekerja.
iii. Senantiasa membina kerjasama antar rekan kerja.
iv. Senantiasa meletakan barang, dan alat kerja pada tempat yang telah
ditentukan serta memelihara kebersihan lingkungan kerja.
v. Senantiasa memastikan, menerima, membuat, dan meneruskan barang
yang bagus.
vi. Senantiasa berusaha melakukan perbaikan di tempat kerja.
vii. Senantiasa menggunakan material, alat-alat dan sumber daya seefisien
mungkin.
2.3.3. Ketenagakerjaan
a. Sumber Daya Manusia
Sumber daya manusia (SDM) adalah salah satu faktor yang sangat penting
bahkan tidak dapat dilepaskan dari sebuah organisasi, baik institusi maupun
perusahaan. SDM juga merupakan kunci yang menentukan perkembangan
perusahaan. Pada hakikatnya, SDM berupa manusia yang dipekerjakan di
sebuah organisasi sebagai penggerak untuk mencapai tujuan organisasi itu
Tanpa adanya manusia, proses bisnis suatu perusahaan tidak akan mungkin
berjalan. Manusia yang memiliki potensi dan kemampuan sesuai dengan
kebutuhan sangat dibutuhkan sebagai sumber daya perusahaan. Di PT. Sinar
Agung Selalu Sukses menggunakan sistem kontrak untuk para operator,
sehingga status karyawan tersebut akan habis masa berlakunya jika masa
kontrak yang telah disepakati sudah habis. Dan di PT. Sinar Agung Selalu
Sukses ini juga menggunakan sistem karyawan tetap. PT. Sinar Agung Selalu
Sukses ini memiliki 1064 karyawan terhitung hingga bulan Juli 2017 ini.
b. Prosedur Perekruitan Karyawan
Menurut Randall S. Schuler dan Susan E. Jackson (1997:227) dalam Nanang
Nuryanta (2008), Rekrutmen antara lain meliputi upaya pencarian sejumlah calon
karyawan yang memenuhi syarat dalam jumlah tertentu sehingga dari mereka

30
perusahaan dapat menyeleksi orang-orang yang paling tepat untuk mengisi
lowongan pekerjaan yang ada, dan berikut ini merupakan prosedur perekruitan
karyawan di PT. Sinar Agung Selalu Sukses :
i. Tahap penyeleksian surat lamaran yang masuk.
ii. Tahap pemanggilan calon karyawan.
iii. Tahap wawancara dengan bagian Human Resource.
iv. Tahap wawancara dengan bagian departemen.
v. Tahap wawancara final dengan bagian Human Resource.
c. Pembagian Jam Kerja
Pembagian jam kerja pada operator dan staff mulai dari hari senin hingga sabtu
adalah sebagai berikut :
i. Hari kerja : Senin - Sabtu
(Sabtu setengah hari dari jam 07.00 WIB - 12.00 WIB)
ii. Hari libur : Minggu dan Hari Libur Nasional
iii. Jam Kerja
- Operator
Hari : Senin – Jumat :
Shift 1: 07:00 – 15:00 WIB
Shift 2: 15:00 – 23:00 WIB
Shift 3: 23:00 – 07:00 WIB
Jam istirahat :
Shift 1: 12:00 – 13:00 WIB
Shift 2: 20:00 – 21:00 WIB
Shift 3: 04:00 – 05:00 WIB
- Staff Kantor
Hari : Senin – Jumat :
07:00 – 16:00 WIB
Jam Istirahat :
12:00 – 13:00 WIB
Berdasarkan jam kerja diatas, dapat diketahui bahwa jam operasional produksi
pada PT. Sinar Agung Selalu Sukses adalah selama 24 jam, sehingga PT. Sinar
Agung Selalu Sukses ini menerapkan sistem produksi atau
metode proses produksi di mana proses berlangsung secara terus menerus
tanpa terhenti yang dikenal sebagai continous production , selain itu juga pada

31
PT. Sinar Agung Selalu Sukses ini menerapkan sistem kerja lembur, apabila
target produksi belum terpenuhi dan ketika sudah dekat dengan duedate yang
sudah ditetapkan. Untuk pergantian shift dilakukan setiap minggunya, untuk
pekerja shift 1 akan menjadi pekerja shift 2 di minggu berikutnya, pekerja shift 2
akan menjadi pekerja shift 3 di minggu berikutnya, dan pekerja shift 3 akan
menjadi pekerja shift 1 pada minggu berikutnya.
d. Sistem Pengupahan
Sistem pengupahan pada PT. Sinar Agung Selalu Sukses dilakukan sebulan
sekali pada awal bulan. Pengupahan dibayarkan melalui rekening ATM dari
masing-masing karyawan. Gaji yang diterima oleh karyawan ditinjau berdasarkan
jenis pekerjaan, kemampuan (skill) dari karyawan tersebut, serta pendidikan
yang dimiliki oleh karyawan tersebut. Terdapat Gaji tambahan juga pada
karyawan yang mengikuti over time (lembur) karena lembur dilakukan tidak pada
seluruh karyawan pada perusahaan. Bonus juga diberikan pada awal bulan
apabila karyawan selama 1 bulan tidak pernah absen / masuk kerja secara rutin.
e. Fasilitas yang Diterima oleh Karyawan
Setiap perusahaan membutuhkan karyawan sebagai tenaga yang menjalankan
setiap aktivitas yang ada dalam organisasi perusahaan. Karyawan merupakan
aset terpenting yang memiliki pengaruh sangat besar terhadap kesuksesan
sebuah perusahaan. Tanpa mesin canggih, perusahaan dapat terus beroperasi
secara manual, akan tetapi tanpa karyawan, perusahaan tidak akan dapat
berjalan sama sekali.Sehingga PT. Sinar Agung Selalu Sukses ini memiliki
beberapa fasilitas yang ditujukan untuk para karyawannya. Sehingga para
karyawannya merasa aman dan nyaman untuk bekerja di PT. Sinar Agung Selalu
Sukses. Dan berikut adalah fasilitas-fasilitas yang diberikan kepada karyawan di
PT. Sinar Agung Selalu Sukses :
i. Tunjangan Hari Raya (THR):
Menurut PerMen No.04/Men/1994 tentang pemberian tunjangan hari raya.
Dan diberikan selambat-lambatnya 7 hari sebelum hari raya. Perusahaan
memberikan tunjangan hari raya ini menjelang hari raya Idul Fitri pada setiap
tahun sekali oleh perusahaan kepada seluruh karyawannya.
ii. Program Jamsostek
Perusahaan memberikan jaminan kesehatan dengan mendata para
karyawan dan mendaftarkannya dalam program Jamsostek.
32
iii. Poliklinik
Poliklinik ini merupakan fasilitas yang diberikan kepada para karyawan, jika
karyawan ingin memeriksa kesehatan maupun untuk pertolongan pertama
akibat kecelakaan.
iv. Bus Jemputan
Bus jemputan / antar jemput ini ini disediakan oleh PT. Sinar Agung Selalu
Sukses dengan rute yang telah ditentukan perusahaan untuk karyawan yang
tidak memiliki sarana transportasi untuk menuju ke pabrik.
v. Nasi Putih
PT. Sinar Agung Selalu Sukses menyediakan nasi putih gratis yang tersedia
pada kantin.
vi. Air Putih dan Susu
PT. Sinar Agung Selalu Sukses juga menyediakan air putih gratis untuk
karyawannya yang tersedia di masing-masing departemen yang terdapat
pada dispenser. Selain itu juga tersedia susu yang tersedia dalam 1 porong,
di masing-masing departemen.
vii. Tempat ibadah
Di PT. Sinar Agung Selalu Sukses ini memiliki mushola bagi umat muslim
yang terletak di dekat gerbang masuk dan untuk umat kristiani juga
disediakan tempat ibadah di ruang kantor meeting untuk beribadah
bersama-sama setiap hari jumat.
viii. Safety Tools
Di PT. Sinar Agung Selalu Sukses ini menjunjung tinggi tingkat keselamatan
para pekerjanya sehingga perusahaan ini menyediakan peralatan keamanan
(safety tools) seperti sarung tangan, masker, kacamata pelindung, dan
sepatu pelindung.
33
Gambar 2.2. Fasilitas Safety Tools
ix. Kantin
Di PT. Sinar Agung Selalu Sukses terdapat kantin untuk para karyawannya,
letak kantin ini di belakang kantor utama, dan kantin ini menjual berbagai
macam makanan, misalnya saja bakso, gudangan, serta kantin ini memiliki
luas yang cukup memadai.
x. Toilet
Toilet tersebar dengan jumlah yang merata pada semua unit disetiap
bangunan pabrik. Toilet difasilitasi dengan kloset jongkok, kran (sumber air),
ember, gayung dan sabun.
xi. Rest Area
PT. Sinar Agung Selalu Sukses menyediakan tempat-tempat teduh yang
berada dipinggir-pinggir bangunan pabrik dengan bangku taman untuk
digunakan sebagai Rest Area atau tempat beristirahat untuk pekerja yang
ingin istirahat tetapi tidak di kantin. Pekerja dapat tidur dan merokok di area
tersebut.

34
xii. Area parkir
Kebanyakan karyawan di PT. Sinar Agung Selalu Sukses menggunakan alat
transportasi pribadi (kendaraan). Hal ini disebabkan karena jauhnya jarak
yang harus ditempuh karyawan untuk menuju ke pabrik. Oleh karena itu
perusahaan menyediakan tempat parkir roda dua yang luas dibagian
belakang pabrik, dan tempat parkir roda empat yang disediakan dibagian
depan pabrik.
2.4. Layout Perusahaan
PT. Sinar Agung Selalu Sukses (SAS) adalah perusahaan manufaktur suku
cadang baik kendaraan roda dua maupun roda empat yang memiliki banyak
konsumen. PT. Sinar Agung Selalu Sukses (SAS) selalu melakukan berbagai
macam usaha demi memenuhi permintaan konsumen. Salah satu usaha yang
dilakukan oleh PT. Sinar Agung Selalu Sukses (SAS) adalah terus menambah
dan mengembangkan Plant produksi maupun area pendukung agar dapat
menambah varian produk dan meningkatkan mutunya. Pabrik dengan luas 10
hektar di Desa Ngalasan Karanganyar Jawa Tengah tersebut ditampilkan dalam
gambar layout PT. Sinar Agung Selalu Sukses (SAS) ditampilkan di bawah ini :

35
Gambar 2.3. Layout PT. Sinar Agung Selalu Sukses (SAS)

36
Pada gambar layout tersebut, mata angin utara menunjuk ke arah atas gambar.
Berikut adalah penjelasan singkat mengenai gambar 2.3. Layout PT. Sinar
Agung Selalu Sukses (SAS) :
A. Area Produksi
Terdapat 15 Plant produksi dan warehouse general yang ada di PT. Sinar Agung
Selalu Sukses (SAS). Plant tersebut diurutkan mulai dari angka 1 hingga 15 yang
ditunjukkan pada gambar 2.3. Layout PT. Sinar Agung Selalu Sukses (SAS).
Plant tersebut secara berurutan antara lain :
a. Plant 1 (Foundry 1 & Finishing)
b. Plant 2 (Foundry 2)
c. Plant 3 (CNC Tromol)
d. Plant 4 (CNC 1)
e. Plant 5 (CNC 2)
f. Plant 6 (Plastic Injection)
g. Plant 7 (Rubber)
h. Plant 8 (Warehouse General)
i. Plant 9 (OEM)
j. Plant 10 (Propeler/Stamping/SB)
k. Plant 11 (Warehouse Finish Good)
l. Plant 12 (Disc Pad)
m. Plant 13 (Assembly 2)
n. Plant 14 (Dongkrak)
o. Plant 15 (Forging Line)
B. Area Non Produksi
Area Non Produksi adalah area yang meliputi kantor, kantin dan site – site
pendukung lainnya. Area tersebut ditunjukkan pada gambar 2.3. Layout PT.
Sinar Agung Selalu Sukses (SAS) disebutkan mulai dari angka 16 berurutan di
bawah ini :
a. Pos Sapam
b. Mushola
c. Parkir Tamu
d. Toilet Karyawan dan Tamu
e. Kantor Staff dan Manager
f. Taman
g. Guest House

37
h. Kantin
i. Gudang Mesin Bekas
j. Parkir Karyawan
38
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan
Menurut Davenport (1993), Proses bisnis adalah suatu aktivitas yang terukur dan
terstruktur untuk memproduksi output tertentu untuk kalangan pelanggan
tertentu. Terdapat di dalamnya penekanan yang kuat pada “bagaimana”
pekerjaan itu dijalankan di suatu organisasi, tidak seperti fokus dari produk yang
berfokus pada aspek “apa”. Suatu proses oleh karenanya merupakan urutan
spesifik dari aktivitas kerja lintas waktu dan ruang, dengan suatu awalan dan
akhiran, dan secara jelas mendefinisikan input dan output.Proses bisnis pada PT.
Sinar Agung Selalu Sukses secara umum dapat dilihat dari gambar 3.1.

39
Gambar 3.1. Proses Bisnis pada PT. Sinar Agung Selalu Sukses

40
Pada Gambar 3.1.diatas dapat diketahui bahwa pihak-pihak yang berkaitan dan
yang mempengaruhi proses bisnis di PT. Sinar Agung Selalu Sukses yaitu
terdapat pihak Marketing, Engineering,Production, Quality Control/Quality
Assurance, Production Planning, Procurement, Inventory, Customer, Supplier,
Maintenance, Human Resource, dan Management Resource. Proses bisnis ini
dimulai dari pihak marketing yang menerima order dari customer.
Setelah pihak marketing menerima orderan tersebut kemudian pihak engineering
melakukan perencanaan mutu produk baru yang diikuti dengan pengendalian
perusahaan 4 M. Selanjutnya dari pihak engineering kemudian dilanjutkan oleh
pihak production planning untuk membuat planning produksi.
Seletah perencanaan produksi selesai kemudian pihak procurement melakukan
pembelian ke supplieryang diikuti dengan melakukan evaluasi tindakan koreksi
dan pengembangan pemasok yang ada yang akan berhubungan langsung
dengan supplier. Bagian procurement juga melakukan kualifikasi pemasok untuk
mengetahui apakah supplier yang ada sudah memenuhi standar atau
belum.Selanjutnya menuju pihakInventory, pada pihak ini melakukan
penerimaan, penyimpanan dan pengambilan barang. Dan setelah barang-barang
yang digunakan untuk proses produksi yang dibutuhkan terkumpul atau tersedia
kemudian dilanjutkan oleh pihak production yaitu melakukan proses
produksi.Serta untuk perawatan toolsjig dan fixtures yang digunakan selama
proses produksi menjadi tanggung jawab dari pihak production.Serta apabila
terjadi kerusakan mesin atau terdapat masalah pada mesin saat proses produksi
berlangsung maka pihak maintenance akan melakukan perbaikan terhadap
mesin tersebut.
Selanjutnya produk-produk yang telah diproduksi diuji kualitasnya pada pihak
Quality Control. Pada saat dilakukan inspeksi akan diperoleh hasilnya apakah
produk jadi yang ada sudah memenuhi standar atau belum, jika sudah akan
diberikan kepada departemen Production Planning untuk dilakukan penanganan.
Setelah hasilnya baik, maka proses selanjutnya adalah Finish Good dan Delivery
barang yang sudah jadi menuju ke Customer.Dan sebaliknya jika pengendalian
produk tidak sesuai maka departemen quality controlakan menyampaikan
informasi pada departemen production untuk melakukan produksi lagi atau
perbaikan terhadap produk tersebut. Selain itu pada pihakquality controlini
melakukan pengendailan terhadap alat ukur misalnya saja melakukan

41
pengecekan terhadap alat ukur seperti keakuratan alat, kualitas alat, dan
penggunaan alat.
Setelah produk dikirimkan kepada customer maka pihak marketing akan
melakukan survei kepuasan pelanggan terhadap produk-produk yang telah
sampai ke tangan customer. Survei ini dilakukan guna meningkatkan kualitas
produk-produk yang ada serta menjadi masukan untuk pengembangan produk
yang telah ada saat ini. Dan pada proses bisnis ini terdapat pihak-pihak
pendukung yaitu pihak Human Resource dan Management Resource. Pada
pihak Human Resource ini melakukan aktivitas-aktivitas pendukung yaitu seperti
pengendalian catatan, pengendalian dokumen, pengendalian lingkungan kerja,
identifikasi aspek dan dampak lingkungan, tindakan perbaikan. Untuk pihak
Management Resource melakukan aktivitas-aktivitas berupa pencegahan dari
hasil survei kepuasan pelanggan, continual improvement, internal audit, tinjauan
manajemen, dan perencanaan manajemen.
3.2. Klasifikasi Produk
PT. Sinar Agung Selalu Sukses menghasilkan sangat banyak varian produk,
variansi produk tersebut dapat digolongkan menjadi 5 kategori produk, yaitu
produk pengecoran untuk Iron Casting, Alumunium Die Casting, Plastic Injection,
Rubber, dan Machining.
3.2.1. Pengecoran untuk Iron Casting
Pengecoran untuk iron casting ini dalam menghasilkan produknya dilakukan
dengan cara, yang pertama adalah mencairkan biji besi, bahan tersebut di cetak
dengan cara pengecoran / casting pada cetakan yang sudah tersedia.Produk
pada pengecoran untuk iron casting ini meliputi sebagai berikut :
a. Brake Drum
b. Disc Brake
c. Hub Wheel
d. Bracket, dll
Pada proses pengerjaannya, besi cair tersebut ditempatkan pada cetakan yang
sudah disiapkan sebelumnya. Saat ini, kapasitas yang ada mencapai 600 tons
per bulan dengan memproduksi banyak sekali produk untuk komponen otomotif
dan part lainnya diikuti dengan uji yang memadai dalam kesesuaian dengan
standar FC dan FCD.

42
Gambar 3.2. Flowchart proses produksi Iron Casting
Proses iron casting dimulai dengan adanya perencanaan proses produksi dan
persiapan untuk melakukan proses iron casting ini sendiri. Persiapan yang
dilakukan antara lain adalah peleburan dari material yang digunakan,
pengolahan pasir yang digunakan, dan yang terakhir adalah pembuatan pola
cetakan. Kemudian dari proses pengolahan pasir dan intinya akan berlanjut ke
proses pembuatan cetakan dan pembuatan inti, begitu juga dengan proses
pembuatan cetakan dan intinya. Setelah kedua proses tersebut selesai, barulah
proses perakitan cetakan dilakukan dan kemudian berlanjut ke proses

43
penuangan cetakan. Disinilah proses pertama yakni proses peleburan berlanjut.
Kemudian material yang selesai dicetak akan dibongkar dan dibersihkan dari
sisa-sisa hasil penuangan, setelah itu hasil cetakan akan langsung melalui
proses perlakuan panas dan yang terakhir setelah proses perlakuan panas,
material akan mengalami proses inspeksi dan jika lolos dari inspeksi, material
tersebut akan dikirimkan ke masing2 plant yang membutuhkan material tersebut.
3.2.2. Alumunium Casting
Produk-produk yang dihasilkan dengan alumunium casting ini dilakukan dengan
mencetak bubuk alumunium sesuai dengan cetakan sesuai dengan produk yang
akan diproduksi. Berikut merupakan beberapa produk pada alumunium casting:
a. Housing Water Pump
b. Housing Alternator
c. Housing Stator
d. Water Outlet
e. Bracket, dll
Saat ini, perusahaan mempunyai mesin die casting sebesar 150 ton sampai
dengan 350 ton dengan rata-rata produksi sebesar 100 ton per bulannya untuk
komponen otomotif berbahan alumunium yang digunakan untuk memproduksi
material dasar ADC 10, ADC 11, dan ADC 12. Berikut merupakan alur proses
pengerjaan pada alumunium casting.
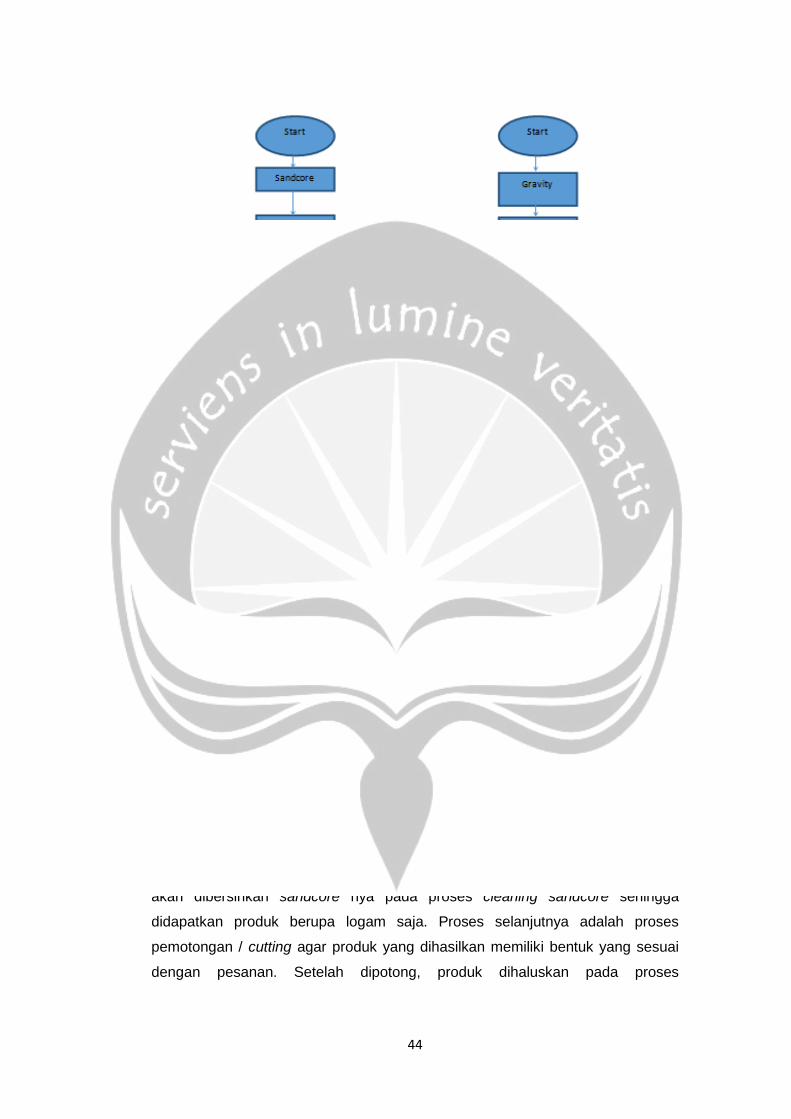
44
Gambar 3.3. Flowchart Proses Produksi Aluminium Casting
Proses produksi terbagi menjadi 2 pada awalnya, yaitu proses produksi dengan
menggunakan sandcore dan produk yang tidak menggunakan sandcore.Pada
produk yang menggunakan sandcore proses diawali dengan pembentukan
sandcore pada mesin sandcore, kemudian pasir yang sudah tercetak akan
dihaluskan dengan amplas (bila perlu saja) lalu diberi lapisan cat, kemudian
dimasukkan kedalam oven. Setelah dari oven sandcore yang sudah jadi tersebut
akan dibawa menuju proses gravity pada mesin gravity dimana pada proses ini
merupakan proses penuangan logam cair yang akan terbentuk pada cetakan
sesuai dengan bentuk sandcore tersebut. Berikutnya produk yang sudah tercetak
akan dibersihkan sandcore nya pada proses cleaning sandcore sehingga
didapatkan produk berupa logam saja. Proses selanjutnya adalah proses
pemotongan / cutting agar produk yang dihasilkan memiliki bentuk yang sesuai
dengan pesanan. Setelah dipotong, produk dihaluskan pada proses

45
buffing/finishing. Proses selanjutnya adalah machiningdengan mesin CNC, yang
dilanjutkan dengan proses pembersihan pada mesin washing. Lalu akan dicek
apakah terdapat kebocoran atau tidak pada mesin leak test. Apabila tidak ada
kebocoran maka akan dilanjutkan pada pengecekan kualitas (QC), lalu produk
tersebut akan siap untuk di packaging. Proses produksi pada produk yang tidak
menggunakan sandcore sebenarnya hampir sama dan lebih sederhana. Yaitu
langsung menuju proses pencetakan pada mesin gravity, yang dilanjutkan pada
proses pemotongan pada mesin cutting, dan dilanjutkan pada proses
bufffing/finishing untuk menghaluskan produk dan akan dilanjutkan oleh Quality
Control serta packaging.
3.2.3. Plastic Injection
Produk-produk yang yang dihasilkan pada injeksi plastik ini menggunakan bahan
dasar ABS, PP, PVC dan PS dan proses produksi ini dengan menggunakan
mesin injeksi, sehingga produk yang akan di produksi akan diinjek dengan
molding / cetakan yang berbentuk produk yang akan diproduksi dan produk pada
injeksi plastik adalah sebagai berikut :
a. Mirror
b. Stop Lamp
c. Lens
d. Socket, dll
Produk yang menggunakan bahan baku silika ini kemudian dibuat dengan mesin
plastic injection sesuai dengan cetakan yang sudah ditentukan. Saat ini,
perusahaan telah memiliki 11 mesin plastic injection dengan spesifikasi dari 150
ton hingga 800 ton dengan bahan dasar ABS, PP, PVC dan PS. Berikut
merupakan alur proses produksi dari plastic injection:

46
Mulai
Memasukkan
material ke dalam
mesin injeksi
Mengoperasikan
mesin injeksi
Mengeluarkan
produk dari mesin
injeksi
Memasukkan produk
kedalam kontainer
Painting?
Membawa produk
ke departemen
Assy
A
Assembly
produk
A
Membawa produk
ke departemen
painting
Persiapan produk
(peng-cutteran dan
pengamplasan)
Menaruh produk
pada rak painting
Mengecat produk
Menaruh pada rak
panting
B
B
Selesai
Gambar 3.4. Flowchart Proses Produksi Plastic Injection
Proses produksi padaplastic injection terdiri dari beberapa kegiatan yaitu inject
product, assembly product, dan painting product. Pada tahap inject product ini
produk diproduksi menggunakan mesin injeksi, dan sebelum melakukan
proses produksinya, harus memasukkan terlebih dahulu material kedalam
mesin injeksi tersebut, material tersebut dapat berupa plastic ABS, plastic PP,
PVC, plastic PP crusher, plastic ABS crusher, maupun plastic PS , dan
selanjutnya adalah proses assembly, namun ada beberapa produk yang harus
melewati proses painting terlebih dahulu yaitu produk-produk yang berupa
fender, box accu, cover stoplamp,ataupun cover body motor.
3.2.4. Rubber (Karet)
Produk yang dihasilkan pada bagianrubberini menggunakan mesin hot press dan
bahan yang digunakan adalah getah karet yang kemudian dicampur. Dan produk
pada rubberadalah sebagai berikut :
a. Rubber Cushion
b. Booth
c. Seal

47
d. Bushing, dll
Gambar 3.5. Flowchart proses produksi Rubber
Pada proses pengolahan karet atau rubber ini cukup sederhana, dengan material
yang telah tersedia, kemudian dimasukan kedalam mesin hot press, outputnya
kemudian akan di cetak sesuai produk yang diiginkan. Setelah itu, material yang
telah dicetak dan telah menjadi produk akan melalui proses inspeksi, dan jika
lolos inspeksi, maka produk tersebut dapat masuk kedalam proses packing dan
kemudian siap untuk dipasarkan.
3.2.5. Stamping (Machining)
Pada machining line ini dibagi kedalam beberapa lini produksi yaitu Wheel
Cylinder & Brake Master Dedicated Line dan Common Line, untuk produk-
produknya dihasilkan dengan menggunakan beberapa mesin yaitu seperti mesin
CNC Lathe, NC Lathe, Milling Manual, Radial Drilling, Mesin Brouching. Berikut
merupakan alur proses produksi pengerjaan stamping:
48
Mulai
Persiapan gulungan
alumunium/logam dengan
ketebalan spesifik yang
akan di stamping
Proses pemotongan atau
pembentukan barang
awal (blank preparation)
Proses pengepresan atau
stamping
Pengecekan secara visual
maupun dimensi oleh QC
Pass
Selesai
Gambar 3.6. Flowchart Proses Produksi Stamping
Pada proses pengerjaan stamping, material yang digunakan adalah
alumunium/logam. Bahan yang sudah tersedia kemudian dilakukan proses
pemotongan terlebih dahulu sesuai dengan ukuran dan bentuk yang diinginkan.
Setelah material jadi seperti bentuk dengan ukuran yang diinginkan, selanjutnya
adalah melakukan proses pengepresan (stamping). Bahan tersebut nantinya
akan diproses dengan menggunakan mesin pressdan mesin tersebutyang akan
membentuk material tersebut secara otomatis, sesuai dengan bentuk dari apa
yang diinginkan. Proses tersebut dapat diubah bentuknya sesuai dengan bentuk
alat (dies) yang ada. Dies adalah cetakan yang digerakkan oleh mesin
pressuntuk menekan atau mengepress material sehingga dapat menghasilkan
barang sesuai dengan yang diinginkan. Proses selanjutnya adalah pengecekan
yang akan dilakukan oleh bagian quality control. Material yang lolos uji
selanjutnya akan langsung diproses ke bagian packaging dan dikirim ke
customer, sedangkan untuk material yang rusak atau tidak lolos QC Pass akan

49
diproses (dilebur) ulang untuk dijadikan pembuatan bahan baku alumunium atau
logam. Dan berikut produk yang dihasilkan pada tiap lini adalah sebagai berikut :
a. Machining Line (Wheel Cylinder & Brake Master Dedicated Line)
i. Wheel Cylinder
ii. Brake Master
iii. Clucth Operation
b. Machining Line (Common Line)
i. Brake Drum
ii. Hub
iii. Disc Brake
iv. Water Pump
Untuk produk kategori stamping adalah produk yang pada dasarnya hanyalah
dicetak dengan menggunakan mesin stamping untuk menghasilkan suatu produk
yang sesuai dengan cetakan pada mesin stamping tersebut. Saat ini,
perusahaan memiliki fasilitas mesin stamping maksimal hanya 80 ton untuk
memproduksi komponen pelengkap dari unit produk yang dihasilkan oleh
perusahaan.Produk-produk yang dihasilkan pada press part line ini terbuat dari
bahan seperti material kuningan, kuningan adalah logam paduan tembaga
dengan unsur utama, yaitu tembaga (Cu) dan Seng (Zn). Sedangkan unsur
pemadu pada paduan alumunium utama antara lain tembaga (Cu), mangan
(Mn), silikon (Si), magnesium (Mg) dan Seng (Zn). Dari kedua paduan tersebut
dapat dibagi ke dalam dua kelompok, yakni paduan tuang (cor) dan paduan
tempa.Dan produk-produk ini dihasilkan dengan menggunakan mesin press dan
mesin shearing. Dan berikut adalah produk-produk yang dihasilkan pada press
part line :
a. Radiator Cap
b. Cover Flange
c. Propeller
d. Shakle, dll
Berikut ini merupakan foto produk-produk yang dihasilkan oleh PT. Sinar Agung
Selalu Sukses:

50
Gambar 3.7. Produk Kaca Spion Motor dan Mobil
Gambar 3.8. Lens TurnLampu Mobil dan Motor
Gambar 3.9.Lens Stop Mobil dan Lens TurnLampu Mobil atau Motor

51
Gambar 3.10. Produk Brake shoe
Gambar 3.11. Produk Disc pad
Gambar 3.12. Produk Bracket dan Water Pump

52
Gambar 3.13. Produk Brake Drum
Gambar 3.14. Produk Plastic Injection (Fender)
Gambar 3.15. Produk Pengecoran Logam 1

53
Gambar 3.16. Produk Pengecoran Logam 2
Gambar 3.17. Produk Pengecoran Logam 3
Gambar 3.18. Produk Pengecoran Logam 4
54
Gambar 3.19. Produk Pengecoran Logam 5
Gambar 3.20. Produk Pengecoran Logam 6
Gambar 3.21. Produk Pengecoran Logam 7
55
Gambar 3.22. Produk Pengecoran Logam DudukanGear dan Water Outlet
Gambar 3.23. Produk Pengecoran Logam 8
Gambar 3.24. Produk Pengecoran Logam 9

56
Gambar 3.25. Produk Karet
Gambar 3.26. Produk Logam dengan Mesin CNC
Gambar 3.27. Produk Plastik Propeller dan Fender

57
Gambar 3.28. Produk Brake Drum
3.3. Proses Produksi
Proses juga diartikan sebagai cara, metode ataupun teknik bagaimana produksi
itu dilaksanakan. Produksi adalah kegiatan untuk menciptakan danan menambah
kegunaan (utility) suatu barang dan jasa.
Sistem produksi pada PT. Sinar Agung Selalu Sukses adalah berjenis flowshop,
dapat dilihat dari karakteristik produksinya yaitu:
a. Aliran proses yang kontinyu dan repetitif.
b. Layout mesin yang berupa product layout, satu jenis produk dikerjakan
dimasing-masing line produksi yang berbeda.
c. Material atau WIP bergerak dari proses yang satu ke proses berikutnya
dengan menggunakan material handling berupa rak dorong maupun meja
dorong.
d. Berorientasi pada mass production untuk satu jenis produk.
Secara umum, proses produksi pada tiap Plant dibagi berdasarkan material yang
masuk ke dalam plant. Material yang masuk dibagi menjadi 2 jenis yaitu
Alumunium (AL) dan Besi (FC). Alur proses yang terjadi secara garis besar
dijelaskan pada Gambar 3.29 :

58
Mulai
Material masuk ke
dalam line produksi
sesuai tipe material
produk
Persiapan produksi
(Setting mesin)
Memasukkan
material ke dalam
mesin bubut/milling
Proses finishing
dengan mesin bor/
tap
Selesai
Painting? BNo
Membawa produk ke
Departmen Painting
Persiapan produk
(cutter dan
pengamplasan)
Menaruh produk pada
rak painting
Mengecet produk
Menaruh produk pada
rak pengering
B
Membawa produk ke
bagian quality control
Persiapan produk
(cutter dan
pengamplasan)
Menaruh produk pada
pallet
Masuk ke bagian
pengemasan produk
Yes
Gambar 3.29. Proses Produksi
Pada diagram alir diatas dapat dilihat proses produksi dimulai ketika material
dari hulu (foundry) masuk ke tiap plant yang ada. Sebelum semua material
selesasi loading ke tiap Plant, dilakukan setup pada tiap mesin yang
nantinya akan digunakan untuk memproses material. Setelah semua
material selesai dipindahkan ke tiap Plant dan mesin siap untuk digunakan,
maka proses selanjutnya adalah memasukan material kedalam tiap mesin
bubut vertical atau mesin milling, setelah itu barulah proses roughing
dimulai. Setelah proses roughing selesai, proses selanjutnya adalah proses
finisihing. Pada proses finisihing mesin yang digunakan adalah mesin
bor/tap. Setelah proses finishing selesai dapat kita lihat terdapat dua aliran,
jika produk yang selesai proses memerlukan proses pengecatan, maka akan
masuk ke departemen painting, sebelum di cat, produk terlebih dahulu
diamplas kemudian digantungkan secara berjajar di rak pengecatan. Setelah
semua produk siap, maka proses pengecatan akan dimulai. Setelah semua
produk selesai di cat, kemudian produk tersebut dikeringkan di rak
pengering. Namun jika produk tidak memerlukan proses pengecatan, maka
produk langsung akan dibawa ke bagian quality control kemudian diamplas
dan diletakkan pada palet untuk kemudian dikemas dan siap dipasarkan.
59
3.4. Fasilitas Produksi
PT. Sinar Agung Selalu Sukses (SAS) adalah sebuah perusahaan yang bergerak
dibidang pembuatan suku cadang kendaraan roda dua hingga roda empat.
Perusahaan tentu memiliki fasilitas produksi yang mendukung aktivitas bisnis.
Fasilitas-fasilitas produksi tersebut antara lain :
a. Forklift
Forklift yang digunakan berbentuk garpu digunakan untuk memindahkan
bahan baku setengah jadi yang diletakkan di atas pallet. Bahan baku
setengah jadi tersebut berasal dari Area Proses Material Produksi
Nakayama (Material dasar Alumunium) dan Area Proses Material Produksi
Foundry (Material dasar Besi).
Perawatan dari Forlift ini dilakukan secara mingguan dengan melakukan
pengecekkan mesin dan memberi oli pada mesin dan rantai.
Gambar 3.30. Forklift
b. Hand Pallet
Hand Pallet merupakan alat untuk memindahkan material maupun produk
dengan alat bantu pallet. Ukuran hand pallet yang kecil dapat digunakan
untuk mengangkut material yang tidak bisa dijangkau oleh forklift serta
dalam jarak yang tidak terlalu jauh (dalam departemen tersebut saja).
Perawatan dari Forlift ini dilakukan setiap bulan dengan melakukan
pengecekkan serta memberi oli pada engsel tuas.

60
Gambar 3.31. Hand Pallet
c. Container Box
Container Box berbentuk keranjang yang digunakan untuk memuat produk-
produk jadi berukuran kecil. Pada perusahaan ini, container box digunakan
untuk mengisi produk yang sudah jadi/ siap dlakukan inspeksi terakhir. Ada
juga yang digunakan sebagai packing produk akhir sebelum dikirimkan ke
konsumen.
Gambar 3.32. Container Box
d. Gerinda
Gerinda adalah alat yang digunakan untuk menghaluskan permukaan
produk agar tidak terdapat sudut-sudut yang lancip. Jika mata pisau sudah
tumpul biasanya bagian Tool Making akan melakukan perbaikan dengan
cara mengasah mata pisau tersebut.
61
Gambar 3.33. Finishing Tool Grinding
e. Mesin CNC
Mesin CNC digunakan untuk proses pembuatan produk hingga finishing.
Dengan proses machining menggunakan CNC, produk akan memiliki tingkat
kepresisian yang tinggi. Terdapat 3 jenis mesin CNC utama yang ada di area
ini. Tiga jenis tersebut adalah mesin CNC Milling NC, Bubut Biasa, dan
Bubut Retrofit.
Perawatan yang dilakukan untuk kedua jenis mesin CNC relatif sama yaitu
memberikan pelumas atau oli ke bagian yang bergerak seperti eretan, kepala
lepas dan bagian yang lain serta mengecek dan memberi coolant jika habis.
Gambar 3.34. CNC machine

62
f. Mesin Bor (Drill)
Mesin Bor digunakan untuk proses pemberian lubang pada produk
dengan suatu ukuran tertentu. Perawatan yang biasa dilakukan adalah
memberikan pelumas untuk mesin dan bagian penggerak lainnya secara
rutin yaitu saat sebelum digunakan.
Gambar 3.35. Mesin Bor
g. Mesin Bor dan Tap
Mesin Bor dan Tap adalah salah satu jenis mesin bor namun memiliki
fungsi tambahan yaitu tapping. Tapping adalah proses pemberian lubang
pada permukaan benda. Perawatan yang biasa dilakukan adalah
memberikan pelumas untuk mesin dan bagian penggerak lainnya secara
rutin yaitu saat sebelum digunakan.
Gambar 3.36. Mesin Bor dan Tap
63
h. Keranjang Besi Berongga
Keranjang besi berongga berfungsi sebagai tempat sementara yang
digunakan sebagai wadah untuk scrap / produk yang hendak dipindahkan
ke proses selanjutnya.
Gambar 3.37. Keranjang Besi Berongga
i. Pallet
Pallet merupakan unitizing equipment yang digunakan untuk meletakkan
unit load material yang akan diproses. Pallet yang digunakan adalah
pallet dari kayu dan tidak beroda. Pallet berisi produk jadi yang ditata rapi,
biasanya produk dalam bentuk bal dan kotak. Pallet ini kemudian akan
diangkut dengan menggunakan forklift atau handlift.
Gambar 3.38. Pallet

64
j. Mobil Pickup
Mobil pickup ini digunakan untuk memindahkan produk baik yang sudah
jadi maupun material setengah jadi dari departemen satu ke departemen
lain. Perawatan yang biasa dilakukan adalah servis setiap bulan untuk
mesin dan bagian lainnya.
Gambar 3.39. Mobil Pickup
k. Meja Packaging
Meja ini digunakan untuk melakukan aktivitas proses packaging yaitu
memasukan produk ke dalam kardus kemasan.
Gambar 3.40. Meja Packaging

65
l. Mesin Shotblast
Mesin shotblast adalah mesin yang digunakan untuk mencuci atau
membersihkan permukan produk dengan semprotan tekanan angin yang
besar sehingga pasir tidak melekat pada produk dan produk menjadii
bersih. Mesinshotblast ini bekerja secara otomatis dimana pengoperasian
sangat mudah sesuai dengan prosedur yang ada dan perawatannya juga
cukup mudah, hanya dengan membersihkan bagian dalam mesin
menggunakan angin karena terkadang ada debu atau pasir yang tidak
terhisap oleh pembuangan.
Dalam sekali proses, mesin ini dapat mengerjakan 25 hingga 30 material
produk. Cara merawat mesin ini adalah dengan melakukan preventive
maintenance yaitu mengecek kondisi kelistrikan mesin serta memberi
pelumas pada bagian-bagian penggerak mesin dan tidak memproses
material melewati batas jumlah kapasitas.
Gambar 3.41. Mesin Shotblast
m. Mesin Hois
Mesin Hois digunakan sebagai alat bantu material handling untuk
mengangkut hasil proses menggunakan remote oleh bagian operator.
Kapasitas Mesin Hois bermacam-macam. Mesin Hois yang ada di PT.
SAS memiliki kapasitas angkut dengan beban massa maksimal 3 ton.
Cara merawat mesin ini adalah dengan melakukan preventive
maintenance yaitu mengecek kondisi kelistrikan mesin serta memberi
pelumas pada bagian-bagian penggerak mesin dan tidak memberikan
pembebanan material lebih dari kapasitas angkut maksimal.

66
Gambar 3.42. Mesin Hois
n. Mesin Mixer
Mesin mixer digunakan untuk mencampurkan pasir beserta komposisi
lainnya seperti bentonite, coal dust lustron, dan water glass sehingga
menghasilkan suatu campuran pasir yang dijadikan sebagai bahan baku
cetakan. Mesin ini bekerja kurang lebih 4 jam dalam 1 shift. Cara
merawat mesin ini adalah dengan melakukan preventive maintenance
yaitu mengecek kondisi kelistrikan mesin serta memberi pelumas pada
bagian-bagian penggerak mesin.
Gambar 3.43. Mesin Mixer
o. Mesin Moulding
Mesin moulding merupakan mesin yang digunakan untuk pembentukan
material sesuai dengan cetakan yang telah dipasangkan dengan cara
ditekan. Penekanan dilakukan agar material pasir dapat memadat dan
saat diisi cairan hasilnya dapat sesuai cetakan dan produk mempunyai
tingkat kekerasan yang rata.

67
Gambar 3.44. Mesin Moulding
p. Mesin Sandcore
Mesin sandcore digunakan sebagai mesin utama dalam membuat pasir
padat untuk beberapa produk sebelum menuju ke proses casting
alumunium. Cara merawat mesin ini adalah dengan melakukan
preventive maintenance yaitu mengecek kondisi kelistrikan mesin serta
memberi pelumas pada bagian-bagian penggerak mesin.
Gambar 3.45. Mesin Sandcore

68
q. Mesin Gravity
Mesin gravity casting merupakan mesin yang digunakan untuk melakukan
pengecoran dan pembentukan alumunium cair hingga terbentuk produk
jadi. Cara merawat mesin ini adalah dengan melakukan preventive
maintenance yaitu mengecek kondisi kelistrikan mesin serta memberi
pelumas pada bagian-bagian penggerak mesin.
Gambar 3.46. Mesin Gravity
r. Cleaning Sandcore Tool
Alat ini memiliki fungsi utama sebagai pembersih untuk sandcore,
sehingga produk tidak terdapat pasir didalamnya. Alat ini adalah
perpaduan dari bor dengan menggunakan mata bor yang telah
dimodifikasi tersendiri. Cara merawat alat ini adalah dengan selalu
mengecek mata bor dan selalu dibersihkan sebelum digunakan.
Gambar 3.47. Cleaning Sandcore Tool

69
s. Cutting machine
Mesin pemotong berfungsi untuk memotong rangka dari produk akibat
proses pengecoran dari mesin gravity. Cara merawat mesin ini adalah
dengan cara rutin mengecek pisau pemotong dan kelistrikan dari saklar
saklar utama serta pemberian oli setiap pergantian shift.
Gambar 3.48. Cutting Machine
e. Rak Cat
Rak cat digunakan sebagai tempat produk sebelum dan sesudah
dilakukannya proses cat sehingga produk yang belum atau sudah dicat
dapat dengan mudah untuk di pindahkan.
Gambar 3.49. Rak Cat
70
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
Pelaksanaan kerja praktek di PT. Sinar Agung Sukses Selalu di Departemen
produksi tepatnya pada departemen FOUNDRY, di bawah pengawasan Bapak
Minarno selaku kepala bagian production and inventory control. Departemen
FOUNDRY merupakan departemen yang memproduksi produk menggunakan
metoda pembuatan atau pembentukan melalui pencairan logam di dalam tungku
peleburan kemudian dituangkan atau dicor kedalam rongga cetakan yang
memiliki bentuk geometri seperti produk akhirnya. Produk yang dihasilkan pada
departemen ini meliputi :
a. Brake Drum
b. Disc Brake
c. Hub Wheel
d. Bracket, dan lain-lain
Proses produksi yang dilakukan pada departemen ini meliputi :
Start
Proses Mixer
Proses Moulding
Proses Pouring
Proses Shakeout
Proses Shotblast
Proses Finishing
Check Quality Control
Delivery
A
A
Selesai
Pattern Making
Gambar 4.1. Flowchart Proses Produksi Departemen FOUNDRY
71
Tahap pertama adalah pattern making yaitu proses pembuatan pola
cetakan. Pola yang sebelumnya telah di bentuk dan dipersiapkan oleh bagian
engineering sesuai dengan bagian perencanaan kemudian di finishing detail
sebelum di pasangkan pada mesin press, tujuannya agar hasil cetakan menjadi
lebih baik. Mesin press cetakan harus terpasang secara benar untuk
menghindari kecacatan produk dan cetakan dalam kondisi bersih sehingga
cairan material yang nanti akan di tuangkan dapat memenuhi cetakan secara
rata.
Gambar 4.2. Pattern Making
Gambar 4.3. Proses Press

72
Seiring dengan pembuatan pola dan pemasangannya pada mesin press,
juga dilaksanakan proses mixer yaitu proses mencampurkan
pasir silica bersama bentonite, coal dust lustron dan water glass untuk
menghasilkan pasir acuan yang dilakukan di mesin mixer. Proses pencampuran
ini berlangsung beberapa menit dan komposisi yang digunakan harus tepat
supaya hasil cetakan nantinya dapat maksimal sehingga komposisi harus diukur
secara cermat.
Gambar 4.4. Proses Mixer
Tahap selanjutnya adalah proses moulding yaitu memasukan pasir acuan
tadi ke dalam cetakan lalu di press menggunakan tekanan angin dan disatukan
bagiannya kemudian diukur kepadatannya menggunakan alat hardness tester.
Kepadatan pasir acuan yang tidak memenuhi kriteria yang di tentukan maka
tidak akan melalui ke proses berikutnya dan akan di hancurkan masuk ke dalam
mesin mixer.
Gambar 4.5. Proses Moulding
73
Proses moulding yang telah selesai dilanjutkan dengan proses melting
yaitu proses peleburan logam atau pembuatan cairan material berdasarkan
komposisi bahan yang akan di tuang dalam cetakan. Cairan material terdiri dari
scrab besi yang di lebur bersama campuran lainya seperti silikon, mangan
chrome, cuprum, carburizer, slag, dan inoculent dengan komposisi tergantung
dari jenis barang yang akan dibuat membutuhkan komposisi yang seperti apa.
Gambar 4.6. Proses Melting
Proses melting yang telah selesai dilanjutkan dengan proses pouring
yaitu penuangan cairan material yang telah dilebur tadi ke dalam cetakan yang
telah siap. Tahap pouring alat bantu yang digunakan berupa tungku masak
melting dan sendok melting yang berguna untuk membantu menuangkan dalam
cetakan. Proses membawa tungku dari mesin melting ke bagian moulding di
bantu oleh mesin hois 3 ton sebagai kantrolnya. Setelah dituangkan lalu
didiamkan beberapa menit dan kemudian dilanjutkan ke proses shake out.

74
Gambar 4.7. Proses Pouring
Proses shake out yaitu pembongkaran produk yang telah jadi yang
dilakukan oleh mesin shake out dengan bantuan mesin hois 2 ton untuk
pengambilan produknya. Proses pembongkaran di mesin shake out, pasir sisa di
uraikan kembali dan di bawa oleh vanbelt menuju ke mesin mixer.
Gambar 4.8. Proses Shake Out
Produk yang telah selesai pada proses shake out di bawa ke bagian
shotblast untuk di bersihkan dengan bantuan dari pallet dan forklift untuk
membawanya. Pada mesin shotblast produk dimasukan secara bergantian
sebanyak 20. Proses ini berlangsung kurang lebih 1 jam.

75
Gambar 4.9. Proses Shotblast
Proses finishing adalah tahap lanjutan setelah produk selesai pada mesin
shotblast. Proses finishing dilakukan dengan menggerinda produk agar menjadi
halus dan permukaannya rata semua. Finishing ini dibagi ke dalam 2 tahap, yaitu
pertama finishing menggunakan gerinda duduk, dan apabila produk tersebut
masih membutuhkan fininshing detail maka dilanjutkan menggunakan gerinda
handsleep.
Gambar 4.10. Proses Finishing Gerinda Duduk
76
Gambar 4.11. Proses Finishing Detail Gerinda Handsleep
Tahap selanjutnya adalah check quality control yaitu proses pengecekan
produk yang telah melalui tahap finishing yang akan di bedakan menjadi 3
kriteria produk yaitu produk FG (Finshed Goods) yaitu produk yang siap di kirim
ke konsumen, produk NG (Not Goods) yaitu produk yang tidak dapat di perbaiki
dan harus di hancurkan dan dapat digunakan sebagai campuran melting. Dan
produk yang terakhir adalah Repair yaitu produk yang dapat diperbaiki dan akan
menjadi FG. Pengecekan tingkat kerataan produk menggunakan alat dial gaude.
Gambar 4.12. Check Quality Control
Tahap yang terakhir adalah Delivery yaitu proses pengiriman produk yang
telah menjadi FG yang di angkut menggunakan forklift dan pallet ke bagian
delivery.

77
Departemen FOUNDRY memberikan 3 tugas kepada mahasiswa. Tugas
pertama adalah membantu update data mengenai waktu siklus pada bagian
shotblast, karena dirasa waktu siklus yang lama kurang sesuai dengan target
produksi yang dijadwalkan. Tugas kedua adalah membantu pembuatan LVC
(Loading vs Capacity) yaitu penjadwalan harian yang isinya mengenai target
yang hendak dicapai dalam hari tersebut sesuai dengan kapasitasnya serta
kekurangan produksi yang ada pada hari sebelumnya sehingga dengan adanya
LVC diharapkan produksi dapat sesuai taget jumlahnya dan tepat pada waktu
yang telah ditetapkan. Tugas ketiga berupa pengecekan jadwal produksi harian
pada papan informasi yang tersedia di plant agar produksi dapat berjalan dengan
lancar sesuai dengan target yang di tetapkan serta para operator dan pekerja
dapat dimudahkan untuk perencanaan produksinya.
Mahasiswa dalam pelaksanaan kerja praktek dibantu oleh:
a. Ibu Eny , selaku pembimbing lapangan.
b. Bapak Minarno selaku pembimbing lapangan dan kepala bagian production
and inventory control, yang telah membantu dalam memberikan keterangan
dan menjelaskan tugas yang diberikan.
c. Bapak Kiryadi, selaku pemimpin departemen yang memberikan arahan-
arahan agar mahasiswa melakukan pekerjaan sesuai dengan yang
diberikan.
d. Seluruh operator yang bertugas dilapangan, yang telah membantu dalam
memberikan informasi-informasi ketika mahasiswa menanyakan langsung
saat pengamatan.
Berikut ini adalah layout Plant 2 dari departemen FOUNDRY.
78
Gambar 4.13. Gambar Lay Out Plant 2
4.2. Tanggung Jawab dan Wewenang Dalam Pekerjaan
Mahasiswa ditempatkan di bagian production planning and inventory control
pada departemen FOUNDRY. Dalam departemen tersebut mahasiswa memiliki
tanggung jawab untuk :
1. Melakukan perhitungan waktu siklus pada bagian shotblast
2. Membantu membuat LVC
3. Pengecekan jadwal produksi harian.
Wewenang yang diberikan kepada mahasiswa antara lain :
a. Mahasiswa diizinkan untuk mengamati secara langsung kegiatan atau
aktivitas yang terjadi
b. Menulis diizinkan untuk berkomunikasi atau bertanya kepada pembimbing
apabila ada hal yang tidak dipahami dari proses yang terjadi.
c. Mahasiswa diizinkan mengambil gambar yang diperlukan untuk kelengkapan
laporan dengan persetujuan dari pembimbing atau kepala bagian
departemen.

79
d. Mahasiswa mengembalikan peralatan yang digunakan untuk pengamatan
seperti stopwatch ke tempat semula mahasiswa diberi pinjaman.
Pada minggu pertama, kegiatan dari mahasiswa adalah orientasi secara
umum mengenai keseluruhan departemen dari PT.SASS, serta mengenal aliran
produksi dari departemen FOUNDRY dan melakukan penginputan data harian
dari bagian pouring ke excel, yang hendak digunakan sebagai patokan dalam
menentukan jumlah produk yang siap untuk di kirim nantinya. Pada minggu
kedua mahasiswa berfokus kepada pengambilan data, serta analisis data pada
departemen FOUNDRY, serta selama beberapa hari membantu update data
cycle time untuk departemen shotblast. Pada minggu yang ketiga, mahasiswa
melakukan pengambilan data, analisis data serta melakukan input data dan
membantu pembuatan LVC dan pengecekan produksi pada tiap papan informasi
pada departemen FOUNDRY. Pada minggu terakhir, mahasiswa melakukan
update data, pengambilan data, analisis data, pengisian data tiap hari pada
papan jadwal produksi, serta melengkapi kepentingan yang dibutuhkan untuk
membuat laporan yaitu seperti foto, serta data yang diperlukan dari departemen.
4.3. Metologi pelaksanaan Pekerjaan
Langkah-langkah pengerjaan tugas yang diberikan pada departemen FOUNDRY
terdiri dari 3 yaitu :
a. Tugas penghitungan cycle time
b. Tugas pembuatan LVC
c. Pengecekan jadwal
80
Start
Mengamati sistem dan aliran berjalan
pada Plant 1 Foundry
Meminta penjelasan kepada pembimbing mengenai line yang
hendak diamati
Mempersiapkan peralatan untuk
pengamatan (stopwatch, kertas,
bolpoint)
Melakukan pengamatan
terhadap aktivitas bagian shotblast dan
melakukan pengambilan data
cycle time.
Analisis waktu shotblast dengan mengitung rata-ratanya dan memberikan keterangan produk yang
dihasilakn tiap mesin serta analisanya.
Konsultasi hasil yang didapat kepada
pembimbing
Selesai
Gambar 4.14.Flowchart langkah pengerjaan tugas penghitungan cycle time
pada departemen FOUNDRY

81
Start
Pembimbing menjelaskan
mengenai cara pembuatan LVC
Pembimbing memberikan data
berupa nama produk, dan jumlah planning produksi yang dibutuhkan
tiap harinya untuk membuat LVC
Proses menginput data ke dalam
template excel LVC yang telah disediakan
Konsultasi hasil LVC kepada pembimbing
Revisi LVC
Penginputan data aktual harian dalam
LVC
Selesai
Gambar 4.15. Flowchart langkah pengerjaan tugas pembuatan LVC pada
departemen FOUNDRY

82
Start
Pembimbing memberi penjelasan dan meminta untuk
melakukan pengecekan jadwal produksi di Plant 2
Foundry
Mempersiapkan alat yang hendak
digunakan (kalkulator, pensil, penghapus dan hp)
Mengamati jadwal produksi yang ada di papan informasi dan menghitung kekurangan
jumlah produk tiap proses (plan-act)
Menuliskan kekurangan target
produksi tiap proses pada bagian
balance
Mencatatat informasi kekurangan target
produksi pada kertas atau foto menggunakan
handphone
Melaporkannya kepada pembimbing
Selesai
Gambar 4.16. Flowchart langkah pengerjaan tugas pengecekan jadwal pada
departemen FOUNDRY
4.4. Hasil Pekerjaan
Selama melaksanakan kerja praktek di PT. Sinar Agung Selalu Sukses (SAS),
mahasiswa ditempatkan di area FOUNDRY. Hasil Pekerjaan yang diperoleh
selama melaksanakan kerja praktek pada departemen FOUNDRY meliputi :

83
4.4.1. Data cycle time
Qty/Load
ing (pcs)
C/Time
(Mnt)
1. Shot Blast Hook 3 Small 1. Putaran motor kipas lemah dan banyak kebocoran rumah kipas serta daya hisap blower kurang besar
TR. HT RR 24 110SEBAGIAN MASIH
KOTOR2. Per motor hanya 1 pcs vanbelt
TR. TRIP TONIC 30 107 3. Reduser
TR. HT RR 24 110
2. Shot Blast Hook 1 Small 1. Putaran motor kipas lemah dan banyak kebocoran rumah kipas serta daya hisap blower kurang besar
TR. LOUHAN RR MALAYSIA EKSPOR 5 120SEBAGIAN MASIH
KOTOR2. Plat penangkis dan plat samping sering/mudah bolong
NAP TURBO MALAY 11 100 3. Mesin tidak standar
MAIN CASTING RR 3 100
TR. LOUHAN MALAY 5 57
NAP HINO MALAY 15 60
NAP HINO MALAY 15 60
TR. LOUHAN MALAY 5 57
NAP HINO MALAY 15 60
NAP HINO MALAY 15 60
3. Shot Blast Hook 2 Small 1. Putaran motor kipas lemah dan banyak kebocoran rumah kipas serta daya hisap blower kurang besar
HT RR MEDIUM 15 95 2. Spare parts plat penangkis kipas mudah aus/cepat habis
NAP NKR 66 ASANO 21 80 3. Body hook bagian atas banyak yg bocor steel shoot banyak yg terbuang
TR. HT RR 15 108
4. Shot Blast Vanbelt 1 W/C PS 135 RR 200 60 1. Putaran motor kipas lemah dan banyak kebocoran rumah kipas serta daya hisap blower kurang besar
F.P TAFF 200 70 2. Body pintu banyak kebocoran
PISTON DB 166 50 60 3. Screw + Bawah = bearing sering macet dan banyak debu yang tidak terhisap blower
BASE BJ 2 TON 250 40PERLU SHOTBLAST
ULANG4. Bearing macet mesin butuh perbaikan
CYLINDER HEAD 146 25 40
PISTON UTC 162 15 40
NAP FUTURA 9 40
D. DB 166 50 55
MAN PULLEY 40 66
Medium
Besar
5. Shot Blast Vanbelt 2 W/C DYNA RR 122 50 1. Off mulai tanggal 30 Juli 2017 pada shift 3 dan mulai di bongkar pada tanggal 1 Agustus 2017 pada shift 1
BJ 2 TON 300 47 47.33333 2. Ganti karet vanbelt
W/C PS 120 RR 198 45
Medium
Besar
No. Machine
Small
ANALISA
Medium
Besar
Besar 59
Average
C/Time
(Mnt)
Capacity
Nama Barang
Besar
Small 52.33333
KETERANGANGroup
106.6667
Medium
Medium109
94.33333
Tabel 4.1. Data Cycle Time
84
Mesin shotblast yang mahasiswa amati pada Plant 1 Foundry terdiri dari
4 mesin yaitu shotblast hook 1, shotblast hook 2, shotblast hook 3, shotblast
vanbelt 1 dan shotblast vanbelt 2. Keempat mesin tersebut secara keseluruhan
memiliki fungsi yang sama yaitu untuk membersihkan suatu produk sebelum
melalui tahap finishing. Perbedaan antara mesin shotblast hook dan shotblast
vanbelt terletak pada ukuran dimensi, mesin shotblast hook memiliki dimensi
yang besar sehinggga dapat menampung produk yang termasuk dalam group
medium dan large, sedangkan mesin shotblast vanbelt memiliki dimensi kecil
sehingga hanya dapat menampung produk yang tergolong group small sampai
dengan medium.. Penghitungan cycle time dimulai ketika produk dimasukan ke
dalam mesin shotblast dan berakhir ketika produk yang telah selesai diturunkan
dari mesin shotblast.
Pengambilan data yang dilakukan banyak terjadi ketidaksesuaian cycle time
yang telah ada pada departemen dengan mahasiswa. Tetapi tidak semuanya
berbeda dan perbedaannya pun tidak terlalu signifikan. Perbedaan ini mungkin
disebabkan oleh cara kerja operator dalam menaikan suatu produk dan
menurukan setelah produk jadi tidak standar sehingga mempengaruhi cycle time.
Keadaan di lapangan yang mahasiswa amati, produk banyak yang harus di
shotblast sebanyak dua kali bahkan tiga kali karena kurang bersih, sehingga
sangat mempengaruhi jumlah output yang di hasilkan. Permasalahan mengenai
trouble mesin yang tidak di harapkan oleh operator menjadi kendala yang sering
didapatkan sehingga output menjadi berkurang dan harus menunggu perbaikan
dari bagian maintenance. Mesin shotblast yang ada pada Plant 1 secara
keseluruhan telah cacat sehingga tidak dapat bekerja secara maksimal, hal ini
perlu adanya perawatan dan pengecekan area mesin setiap saat. Analisa yang
didapatkan dari data cycle time sebagian besar mengarah pada spareparts
mesin yang menjadi kendala dalam kerja mesin sehingga pengadaan spareparts
perlu dilaksanakan secara cepat untuk menghindari waktu menunggu dari
perbaikan yang dilaksanakan oleh maintenance.
4.4.2. Data LVC (Loading Vs Capacity)
Data LVC yang mahasiswa inputkan pada template Ms Excel terdiri dari :
a. Planning Production
Planning Production merupakan target produksi yang di tetapkan pada tiap
shift. Penghitungan jumlah target tiap shift dapat dilakukan dengan pengalikan
85
cycle time dengan mould (jumlah cetakan dalam sebulan) kemudian dibagi
dengan 60 karena 2 shift.
b. Actual Production
Actual Production adalah data produk aktual yang di hasilkan tiap shift.
c. Cummulative
Cummulative adalah jumlah total keseluruhan produk dari awal bulan produki
hingga akhir bulan produksi. Untuk cara penghitungannya adalah dengan
menambahkan data cumulative sebelumnya dengan data aktual pada saat itu
juga.
d. Balance
Balance merupakan kekurangan produk yang diperlukan dari hasil
pengurangan plan dengan aktual.
Pada proses pengecekan jadwal produksi di papan informasi Plant 2
mahasiswa mengecek bagian actual production, apakah hasil yang didapatkan
sesuai dengan planning production atau tidak, jika kekurangan maka jumlah
produknya di tuliskan pada balance dengan menjumlahkan kekurangan tiap
harinya dengan sebelumnya untuk tiap proses yaitu cetak, cor, dan finishing,
sehingga didapatkan target produksi yang sesuai. Berikut ini adalah hasil LVC
pada Plant 2 :

86
Tabel 4.2. Data LVC (Loading Vs Capacity)

87
Hasil yang didapat mahasiswa dari Plant 2 berupa ketidaksesuaian antara
produk yang ditargetkan dengan produk aktual yang dihasilkan sehingga masih
banyak terjadi kekurangan dan tanggungan dari lini produksi sehingga
mengharuskan pekerja dan operator untuk melembur pada shift yang ketiga.
Beberapa faktor akibat ketidaksesuaian ini antara lain adalah keterlambatan
material pasir cetakan sehingga harus menunggu lebih lama, kemudian juga
karena proses produksi off karena salah satu mesin trouble dan harus
mengalami perbaikan sehingga proses yang lain juga tidak dapat berjalan. Faktor
akibat kesesuaian yang lain disebabkan oleh listrik mati untuk beberapa saat dan
harus menunggu dan menyebakan hasil tidak maksimal karena yang di hasilkan
hanya beberapa produk.
4.5. Evaluasi Hasil Pekerjaan
Hasil dari pelaksanaan kerja praktek di PT. Sinar Agung Selalu Sukses (SAS)
antara lain berupa data cycle time dan data LVC (Loading Vs Capacity) pada
departemen PPIC FOUNDRY. Berikut ini merupakan hasil evaluasi pekerjaan
yang diamati oleh mahasiswa :
a. Penghitungan cycle time pada bagian shotblast sering mengalami hambatan
karena mesin sering mengalami trouble dan harus di perbaiki untuk beberapa
saat. Mesin shotblast yang ada di departemen FOUNDRY telah mengalami
modifikasi sehingga tidak dapat bekerja secara maksimal sehingga terkadang
dalam prosesnya membutuhkan 2-3 kali shotblast untuk menjadikan produk
menjadi bersih seluruhnya. Keadaan area mesin shotblast bagian dalam
kurang diperhatikan kebersihannya, waktu pembersihan secara objektif dan
tidak dilakukan secara berkala sehingga proses shotblast tidak maksimal
karena keadaan dalam mesin cenderung kotor dan tidak terjaga
kebersihannya.
b. Penginputan dan pengecekan LVC pada Microsoft Excel dan papan informasi
di departemen FOUNDRY memberikan banyak manfaat bagi seluruh pekerja
dan operator. LVC yang telah di input kemudian di tempel pada papan
informasi membantu pekerja dan operator mengetahui kekurangan target tiap
shift secara mudah dengan pengecekan secara berkala, sehingga dapat
memotivasi mereka untuk pencapaian target yang hendak dicapai dan dapat
menjalin kerja sama yang kuat antar tim kerja.

88
BAB 5
PENUTUP
5.1. Kesimpulan
Maka dari hasil kerja praktek yang dilakukan, dapat disimpulkan sebagai berikut :
a. Ketidaksesuaian terjadi pada tahap pengambilan data cycle time yang telah
ada pada departemen dengan pengambilan data yang dilakukan oleh
mahasiswa. Ketidaksesuaian data tersebut tidak terlalu fatal karena
perbedaannya tidak terlalu signifikan.
b. Target produksi yang telah ditetapkan sering tidak terpenuhi pada shift
pengamatan yang dilakukan mahasiswa.
c. Tidak tercapainya target produksi dapat dikarenakan adanya permasalahan
yang terjadi pada tiap lini berbeda-beda. Permasalahan yang terjadi berasal
dari mesin produksinya sendiri maupun dari operator produksinya.
d. Perbedaan data cycle time menyebabkan adanya perbedaan hasil pada
produksi dari yang sudah ditetapkan sebelumnya.
e. Permasalahan yang berasal dari mesin meliputi kondisi mesin yang sedang
kurang baik sehingga diperlukan pemanasan berulang kali dan menghambat
laju produksi, waktu pemanasan mesin yang melebihi waktu yang telah
ditetapkan, serta terjadi kerusakan pada mesin sehingga membutuhkan
waktu perbaikan oleh bagian maintenance (bahkan tidak dapat dijalankan
pada shift tersebut).
f. Permasalahan yang tidak dapat dihindari contohnya seperti mati listrik.
Ketika listrik mati maka seluruh mesin akan mati, dan jika generator tidak
segera dinyalakan, maka mesin harus disetup ulang dan dipanaskan
sehingga mengurangi waktu produksi perusahaan.
g. Permasalahan yang berasal dari operator meliputi cara kerja yang tidak
memenuhi standar sehingga menyebabkan waktu siklus bertambah besar,
kehilangan peralatan yang digunakan untuk mendukung produksi dan harus
mencarinya, serta adanya ketidakhadiran operator sehingga operator lain
harus melakukan dua pekerjaan sekaligus.

89
5.2. Saran
Untuk meningkatkan kinerja pada PT. Sinar Agung Selalu Sukses maka saran
yang diusulkan sebagai berikut :
Sebaiknya Departemen PPIC melakukan improvement tiap area kerja kritis
dengan melakukan 5S secara berkala sehingga area kerja dapat bersih dan
nyaman serta mesin dapat terawat dengan baik dan dapat melaksanakan
produksi dengan lancar dan efektif meskipun keadaan mesin tidak maksimal.
90
LAMPIRAN
Foto Bersama Rekan Mahasiswa Kerja Praktek FTI UAJY di PT. SASS
Foto Bersama Pak Minarno selaku Pembimbing Lapangan Departemen
FOUNDRY

91
Foto Produk Sebelum Proses Shotblast
Foto Produk Setelah Proses Shotblast