laporan kerja praktek di pt. els artsindo · menyusun laporan dalam bentuk tertulis 1.2. tujuan...
TRANSCRIPT

LAPORAN KERJA PRAKTEK
DI PT. ELS ARTSINDO
KARENTIA PRAMESTRI R
14 06 08030
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
YOGYAKARTA
2017
Scanned by CamScanner

KATA PENGANTAR
Puji syukur kehadirat Tuhan yang Maha Esa atas rahmat dan bimbingan_nya
sehingga penulis dapat menyelesaikan Kerja Praktek dan dapat menyelesaikan
pembuatan laporan akhir Kerja Praktek ini tepat pada waktunya.
Adapun tujuan dari Kerja Praktek ini adalah untuk menunjang pemahaman dari
berbagai teori mata kuliah yang telah diambil oleh mahasiswa. Akhir kata penyusun
mengucapkan terima kasih kepada pihak yang telah turut membantu selama kerja
praktek ini berlangsung, yaitu kepada:
1. Ibu M Chandra Dewi K., S.T., M.T. selaku dosen pembimbing Kerja Praktek.
2. Ibu Lenny Silas Selaku Pimpinan Perusahaan PT. Els Artsindo
3. Bapak Daryatmo, B.Sc selaku pembimbing Kerja Praktek
4. Ayah, Ibu dan Kedua Kakak Saya yang telah mendukung dan memotivasi saya
selama melaksanakan Kerja Praktek.
5. Maria Awandasari H Teman satu kelompok yang telah bekerja sama dalam
melaksanakan kerja praktek dan penyelesaian laporan.
6. Teman-Teman Kampus yang selalu memotivasi Saya selama melaksanakan
Kerja Praktek dan penyelesaian laporan Kerja Praktek.
7. Semua pihak yang telah membantu penulis
Kiranya dengan terselesainya laporan ini, dapat membantu semua pihak yang
membacanya dan dapat diambil manfaatnya. Penulis juga menyadari dalam
pembuatan laporan ini masih banyak terdapat kekurangan – kekurangan, oleh karena
itu penulis sangat mengharapkan kritik dan saran yang bersifat membangun dari para
pembaca.
Yogyakarta, Desember 2017
Penulis
vi
DAFTAR ISI
Halaman Judul .............................................................................................. i
Halaman Pengesahan .................................................................................. ii
Surat Keterangan Pelaksanaan Kerja Praktek .............................................. iii
Kata Pengantar ............................................................................................. iv
Daftar Isi ....................................................................................................... vi
Daftar Gambar .............................................................................................. viii
Daftar Tabel .................................................................................................. ix
BAB 1. PENDAHULUAN
1.1. Latar Belakang ....................................................................................... 1
1.2. Tujuan.................................................................................................... 1
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek 2 .................................. 1
BAB 2. TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan ................................................................. 3
2.2. Struktur Organisasi ................................................................................ 5
2.3. Manajemen Perusahaan ........................................................................ 10
BAB 3. TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan atau Unit Usaha atau Departemen .............. 31
3.2. Produk yang Dihasilkan ......................................................................... 31
3.3. Proses Produksi ..................................................................................... 38
3.4. Fasilitas Produksi ................................................................................... 61
vii
BAB 4. TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan ................................................................................. 75
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan .............................. 79
4.3. Metodologi Pelaksanaan Pekerjaan ....................................................... 81
4.4. Hasil Pekerjaan ..................................................................................... 83
BAB 5. PENUTUP
viii
DAFTAR GAMBAR
Gambar 1.1. PT. Els Artsindo ...................................................................... 2
Gambar 2.1. Struktur Organisasi PT. Els Artsindo ....................................... 4
Gambar 2.2. Ruang Genset PT. Els Artsindo ............................................... 14
Gambar 2.3. Ruang Security PT. Els Artsindo ............................................. 15
Gambar 2.4. Ruang Ganti dan Istirahat Karyawan ....................................... 16
Gambar 2.5. Kolam Pemadam Kebakaran.................................................... 17
Gambar 2.6. Tabung Pemadam Kebakaran ................................................. 17
Gambar 2.7. Masker .................................................................................... 18
Gambar 2.8. Area Mess PT. Els Artsindo .................................................... 19
Gambar 2.10. Mesin Fotocopy PT. Els Artsindo ........................................... 20
Gambar 2.11. Area Finger Print PT. Els Artsindo .......................................... 21
Gambar 3.1. Proses Bisnis PT. Els Artsindo ................................................ 30
Gambar 3.2. Kassa Side Chair ..................................................................... 31
Gambar 3.3. Michael Jackson Chair ............................................................ 31
Gambar 3.4. Sofa La’ Mercier ...................................................................... 32
Gambar 3.5. Sofa Milano ............................................................................. 32
Gambar 3.6. Sofa Natasya ........................................................................... 33
Gambar 3.7. Sofa Mercurio .......................................................................... 33
Gambar 3.8. Sofa Drome .............................................................................. 34
Gambar 3.9. Marry Ann Dresser ................................................................. 34
Gambar 3.10. Raffles Night Stand ............................................................... 35
Gambar 3.11. Side Table .............................................................................. 35
Gambar 3.12.BJ Desk .................................................................................. 36
Gambar 3.13. Coffe Table .......................................................................... 36
Gambar 3.14. Marine Showcase .................................................................. 37
Gambar 3.15. Bed Giotto ............................................................................. 37
xi
Gambar 3.16. Log Kayu ............................................................................... 39
Gambar 3.17. Proses Perendaman Papan Kayu .......................................... 40
Gambar 3.18. Area Penyimpanan Papan Kayu ........................................... 40
Gambar 3.19. Proses Penghalusan Part Sofa ............................................. 41
Gambar 3.20. Proses Pengukiran Part Sofa ................................................ 42
Gambar 3.21. Proses Pengamplasan Part Sofa .......................................... 42
Gambar 3.22. Proses Perakiran antar part sofa ........................................... 44
Gambar 3.23. Proses Pengeringan Sofa ..................................................... 44
Gambar 3.24. Proses Service Sofa ............................................................... 45
Gambar 3.25. Proses Sanding Awal ............................................................ 47
Gambar 3.26. Proses Pendempulan dan Pengamplasan Tahap 1 ............... 48
Gambar 3.27. Proses Sanding Dasar .......................................................... 49
Gambar 3.28. Proses Pendempulan dan Pengamplasan Tahap 2 ................ 50
Gambar 3.29. Proses Duco Warna .............................................................. 50
Gambar 3.30. Proses Pendempulan dan Pengamplasan Tahap 3 ............... 51
Gambar 3.31. Proses Pemberian Glice ........................................................ 52
Gambar 3.32. Proses Top Coating .............................................................. 53
Gambar 3.33. Proses Pemasangan Single Ban ............................................ 54
Gambar 3.34. Proses Pemasangan Busa ..................................................... 55
Gambar 3.35. Proses Pemasangan Kain ...................................................... 55
Gambar 3.36. Proses Pemasangan Renda................................................... 56
Gambar 3.37. Proses Pelepasan dan Pemasangan Kaki Sofa .................... 57
Gambar 3.38. Proses Pemasangan Busa .................................................... 58
Gambar 3.39. Proses Pemasangan Kardus .................................................. 58
Gambar 3.40. Proses Pemasangan Pom Sheet ........................................... 59
Gambar 3.41. Proses Pembungkusan Plastik ............................................... 59
Gambar 3.42. Proses Pemasangan Kardus Tipis ........................................ 60
x
Gambar 3.43. Proses Pemasangan Kardus Tebal ........................................ 60
Gambar 3.44. Handlift ................................................................................... 61
Gambar 3.45. Hand Truck ........................................................................... 63
Gambar 3.46. Spray Penghilang Debu ........................................................ 64
Gambar 3.47. Water Spray Booth ................................................................ 64
Gambar 3.48 Blower ..................................................................................... 65
Gambar 3.49. Tempa Pemberian Obat Kayu ................................................ 66
Gambar 3.50. Mesin Serut ............................................................................ 66
Gambar 3.51 Mesin Gergaji Bengkok ........................................................... 67
Gambar 3.52. Mesin Gergaji Bobok .............................................................. 68
Gambar 3.53. Mesin Plainner ...................................................................... 68
Gambar 3.54. Mesin Serut ............................................................................ 69
Gambar 3.55.Mesin Jigsaw .......................................................................... 69
Gambar 3.56.Mesin Potong .......................................................................... 70
Gambar 3.57.Mesin Press ............................................................................ 70
Gambar 3.58.Mesin Press Vaccum............................................................... 70
Gambar 3.59.Mesin Amplas ......................................................................... 72
Gambar 3.60.Mesin Pemotong Kaca ............................................................ 73
Gambar 3.61.Mesin Streples ........................................................................ 74
Gambar 3.62.Mesin Jahit .............................................................................. 74
Gambar 4.1.Flowchart Metodologi Pelaksanaan Tugas Area QC ................. 81
Gambar 4.2.Laporan Hasil Quality Control.................................................... 83
Gambar 4.3.Peta Kendali X Bar Supplier Kastam ......................................... 96
Gambar 4.4.Peta Kendali R Supplier Kastam ............................................... 96
Gambar 4.5.Peta Kendali X Bar Supplier Gufron .......................................... 99
Gambar 4.6.Peta Kendali R Supplier Gufron ................................................ 99
Gambar 4.7.Peta Kendali X Bar Ahmad Yani ................................................ 102
xi
Gambar 4.8.Peta Kendali R Supplier Ahmad Yani ........................................ 102
Gambar 4.9.Peta Kendali X Bar Suntanu ...................................................... 102
Gambar 4.10.Peta Kendali R Supplier Suntani ............................................. 102
xii
DAFTAR TABEL
Tabel 2.1. UKL_UPL PT. Els Artsindo .......................................................... 23
Tabel 4.1. Karakteristik Kualitas .................................................................... 86
Tabel 4.2.Checksheet Supplier Kastam ........................................................ 87
Tabel 4.3.Checksheet Supplier Gufron ......................................................... 88
Tabel 4.4.Checksheet Supplier Suntani ........................................................ 89
Tabel 4.5.Checksheet Supplier Ahmad Yani ................................................. 90
Tabel 4.6.Quality Plan .................................................................................. 91
Tabel 4.7. Data Nilai Kekeringan Kayu Supplier Kastam............................... 94
Tabel 4.8. Data Nilai Kekeringan Kayu Supplier Gufron ................................ 95
Tabel 4.9. Data Nilai Kekeringan Kayu Supplier Ahmad Yani ....................... 96
Tabel 4.10. Data Nilai Kekeringan Kayu Supplier Suntani ............................. 97
Tabel 4.11. Hasil Pengolahan Data Supplier Kastam .................................... 98
Tabel 4.12. Hasil Pengolahan Data Supplier Gufron ..................................... 101
Tabel 4.13. Hasil Pengolahan Data Supplier Ahmad Yani ............................ 104
Tabel 4.14. Hasil Pengolahan Data Supplier Suntani .................................... 107
Tabel 4.15. Tabel Perbandingan Metode Perusahaan dan Teori .................. 110
1
BAB 1
PENDAHULUAN
Bab 1 pada laporan Kerja Praktek ini berisi informasi yang berkaitan dengan latar
belakang dari perusahaan tempat dilaksanakannya Kerja Praktek, tujuan dari
dilaksanakannya Kerja Praktek dan Informasi terkait tempat dan waktu
pelaksanaan Kerja Praktek.
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan Kerja Praktek sesuai dengan kurikulum di PSTI UAJY. PSTI UAJY
memandang kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk
mengenali suasana di industri serta menumbuhkan, meningkatkan, dan
mengembangkan etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan
b. Mengikuti proses kerja di perusahaan secara kontinu
c. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
d. Mengamati perilaku sistem
e. Menyusun laporan dalam bentuk tertulis
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
2
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek dilaksanakan pada sebuah perusahaan, tepatnya bernama PT. Els
Artsindo. PT. Els Artsindo beralamat di Jalan Raya Ngabul Km 7, Ngabul,
Tahunan, Kabupaten Jepara, Jawa Tengah 59428. Waktu dimulainya Kerja
Praktek ini terhitung dari tanggal 03 Juli 2017 sampai dengan 5 Agustus 2017.
Gambar 1.1. PT. Els Artsindo
Penulis ditempatkan pada departemen tertentu yaitu bagian QC (Quality Control).
Penulis dibimbing dan diberikan penjelasan mengenai tugas-tugas yang harus
dilakukan oleh Koordinator QC (Quality Control). Koordinator QC (Quality
Control) tersebut antara lain adalah Bapak Dodi selaku Koordinator Quality
Control Mentah (bagian dalam), Bapak Anto selaku Koordinator Quality Control
(Bagian Supplier) dan Bapak Hermoyo selaku Koordinator Quality Control
Finishing. Mahasiswa dipersilahkan untuk bertanya, mengambil foto,
mempraktekkan langsung berdasarkan penjelasan pembimbing dan mengambil
data.
3
BAB 2
TINJAUAN UMUM PERUSAHAAN
Bab 2 berisi mengenai sejarah singkat dari perusahaan tempat pelaksanaan
Kerja Praktek, Struktur Organisasi dari perusahaan dilengkapi dengan deskripsi
pekerjaan setiap departemennya dan manajemen perusahaan yang terdiri atas
Visi, Misi, Nilai Perusahaan , Ketenagakerjaan , Pemasaran , dan Fasilitas yang
terdapat di perusahaan.
2.1. Sejarah Singkat Perusahaan
PT. Els Artsindo merupakan sebuah perusahaan manufaktur yang bergerak
dibidang furniture. Lokasi PT. Els Artsindo yaitu berada di Jalan Raya Ngabul Km
7, Ngabul, Tahunan, Kabupaten Jepara, Jawa Tengah 59428. Awal mulanya
perusahaan ini merupakan bagian dari PT. Kota Jati Furindo sejak tahun 1987 –
2006. Tahun 2007, PT. Kota Jati Furindo memisahkan diri dan mulai berdiri
sendiri menjadi Els Artisindo. Sejak memisahkan diri, perusahaan ini belum
menjadi sebuah PT (Perseroan Terbatas), namun masih berbentuk CV.
Perjalanan Els Artisindo dari sebuah CV menjadi PT berjalan selama 4 tahun.
Tahun 2011 CV. Els Artsindo berganti menjadi sebuah PT dan bernama PT. Els
Artsindo. Tahun 2012 PT. Els Artsindo resmi disahkan oleh MenKUmHAM. Nama
Els Artsindo diambil dari nama sang pemilik yaitu Ibu Eunike Lenny Silas. PT ini
memiliki luas area sebesar 10.850 m.
PT. Els Artsindo mampu memproduksi segala jenis meubel seperti meja, kursi,
sofa, cermin, tempat tisu, dan tempat tidur. Setiap jenis produk memiliki kriteria
yang berbeda beda. Produk meja sendiri masih terbagi menjadi meja makan,
meja ruang tamu, meja rias, meja belajar,meja kerja, dan buffet (meja kecil). PT.
Els Artsindo dapat menghasilkan sebuah meubel dengan gaya yang berbeda
atau tidak biasa dibandingkan dengan perusahaan pembuat furniture lain yang
berada di Jepara. Setiap produk yang dihasilkan memiliki ukiran yang rumit dan
memiliki nilai seni dengan gaya modern. Mulai dari Gaya Eropa, Gaya Amerika,
Antic Replica, Art Deco, dan Modern Contempory.
PT. Els Artsindo juga telah mendapatkan penghargaan antara lain penghargaan
dari Badan statistik , Sertifikat BPJS serta Asuransi Meubel dan Kerajinan
Indonesia. PT. Els Artsindo juga telah mendapatkan sertifikasi tentang pelegalan
kayu yang disebut dengan SVLK (Sistem Verifikasi Legalitas Kayu). Sertifikasi
4
tersebut berguna sebagai bukti bahwa PT. Els Artsindo dalam proses
produksinya menggunakan kayu yang telah mendapatkan ijin untuk ditebang
atau dengan kata lain kayu yang telah dilegalkan.
2.2. Struktur Organisasi
Menurut Budiasih (2012) berdasarkan hasil penelitiannya, Struktur Organisasi,
Desain Kerja dan Budaya Berorganisasi dapat meningkatkan produktivitas
karyawan. Hal tersebut telah dibuktikan melalui analisis menggunakan analisis
Regresi Linier Berganda. Menurut hasil analisis yang didapatkan secara parsial,
Struktur Organisasi memiliki pengaruh yang tertinggi dibandingkan faktor lainnya.
Penting bagi Perusahaan untuk memiliki Struktur Organisasi di perusahaannya.
Hal tersebut dikarenakan melalui Struktur Organisasi perusahaan dapat
mengetahui pembagian kerja, departementalisasi, bagan organisasi formal,
rantai perintah dan kesatuan perintah, tingkat-tingkat hierarki manajemen,
saluran komunikasi, dan rentang manajemen dan kelompok-kelompok informal
yang tidak bisa dihindarkan. Organisai juga dapat disebut sebagai sistem
hubungan antar posisi kepemimpinan dalam organisasi yang merupakan hasil
pertimbangan dan kesadaran mengenai pentingnya perencanaan dan tanggung
jawab.
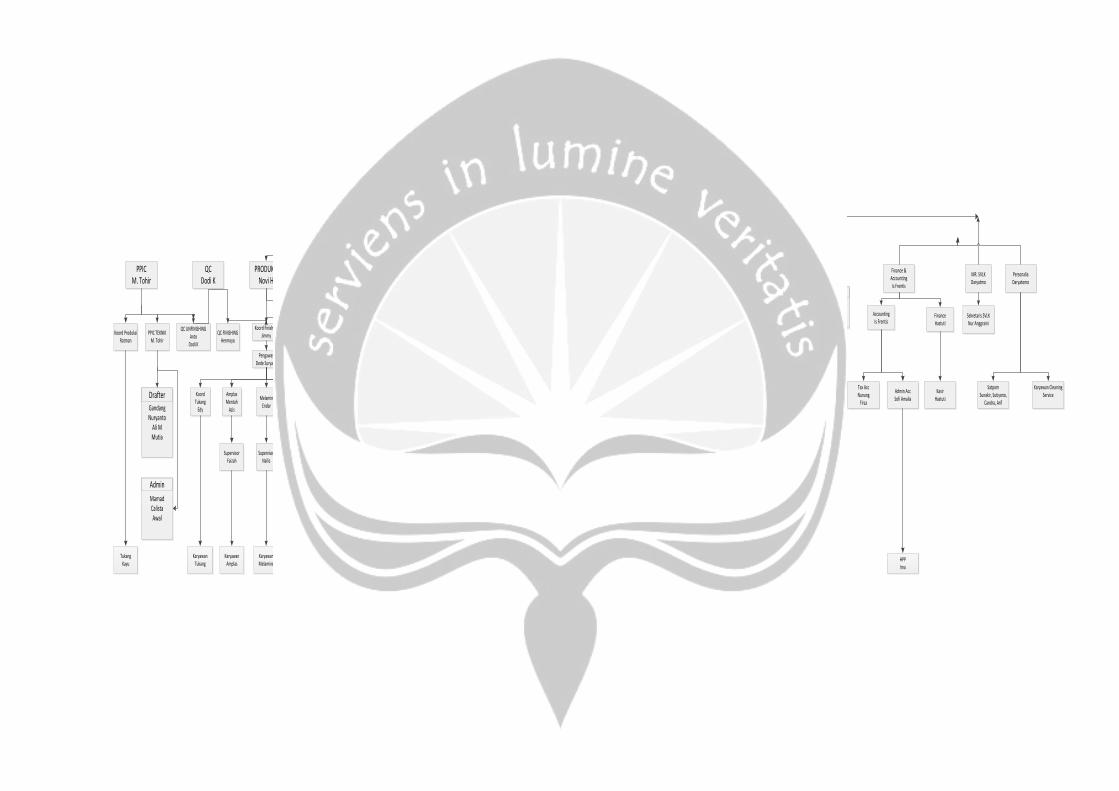
2.2.1. Bagan Organisasi
PT. Els Artisindo telah menyusun dan mengelompokkan jabatan masing-masing
karyawan kedalam sebuah struktur organisasi. Struktur Organisasi memberikan
manfaat yang penting bagi karyawannya. Posisi, tugas dan wewenang dari
masing-masing karyawan dapat diketahui. Struktur organisasi juga berguna
supaya antara satu divisi dengan divisi lainnya dapat saling berkoordinasi dan
berkomunikasi dengan lancar. Berikut merupakan struktur organisasi yang
terdapat di PT.Els Artisndo
5
PEMILIKEunike Lenny Silas
WAKIL PEMILIKAndry Silas
F A O MANAGERIs Frentis
FACTORY MANAGERNovi H
PRODUKSINovi H PPIC HPP- Pemborong
Adi N
LOGISTIKBahan Baku
Alfi S
MARKETINGNovi H
PPICM. Tohir
Koord ProduksiRatman
PPIC TEKNIKM. Tohir
QCDodi K
QC UNFINISHINGAnto
Dodi K
QC FINISHINGHermoyo
Koord FinishingJimmy
AdminProduksi
PengawasDede Suryana
TukangKayu
GandangNuryanto
Ali MMutia
Drafter
MamadCalistaAwal
Admin
Koord Tukang
Edy
Amplas Mentah
Azis
MelaminEndar
DucoWiyono
VeneerTri
KaryawanTukang
SupervisorFaizah
KaryawanAmplas
SupervisorNailis
KaryawanMelamine
SupervisorSulkan
SupervisorShodiq
KaryawanDuco
KaryawanDuco
Arif PSusilo
JokSusanto
PC – QC SubcontDwi AHadi S
AdminRudi
TukangJok
PC Bhn Penolong
D E Susanti
Adm PCBahan Penolong
Finda
PelaksanaYoungky
KainNanik
Bahan Penolong
Renato
Driver Deni
Hartadi
UnfinishSumiati
FinishIndra
PengirimanSolikin
Karyawan
SupervisorBahan Penolong
Giyono
Karyawan
MaintenanceWawan
Karyawan
YolandaThere
Admin
MarketingDewi
Exim Renato
MarketingAsty, Lityana
MarketingTrisni
MarketingFafa
MarketingIka
Finance & AccountingIs Frentis
MR. SVLKDaryatmo
PersonaliaDaryatomo
AccountingIs Frentis
FinanceHastuti
Tax AccNunung
Firza
Admin AccSofi Amalia
HPPIma
KasirHastuti
Sekretaris SVLKNur Anggraini
SatpamSunakir, Sutiyono,
Candra, Arif
Karyawan Cleaning Service
Gambar 2.1. Struktur Organisasi PT. Els Artsindo
6
2.2.2. Deskripsi pekerjaan setiap departemen atau bagian
Departemen – departemen yang terdapat di PT. Els Artsindo memiliki tugasnya
masing-masing didalam perusahaan, tugas-tugas tersebut antara lain adalah
sebagai berikut
a. Direktur
Direktur merupakan pemilik perusahaan yang mengemban tugas dan
berwenang sebagai berikut :
i. Melakukan pengawasan secara menyeluruh atas semua kegiatan produksi
maupun non produksi yang terjadi di perusahaan.
ii. Memeriksa keuangan perusahaan dan membuat keputusan untuk
pengembangan usaha dimasa yang akan datang.
iii. Bertanggung jawab secara penuh terhadap jalannya operasional
perusahaan dan memperhatikan kondisi baik material maupun tenaga
kerja.
iv. Memutuskan rencana tujuan, sasaran dan kebijakan umum perusahaan
secara keseluruhan.
b. Wakil Direktur
Mewakili tugas-tugas Direktur apabila direktur berhalangan.
c. F A O Manager
i. Mengkoordinir dan bertanggung jawab atas tugas yang diberikan sehari-
hari dan kegiatan yang dibawahinya.
ii. Menganalisis data semua karyawan sebagai bahan acuan untuk
memperbaiki kinerja di masa mendatang.
iii. Mengontrol operasional harian perusahaan agar terciptanya iklim kerja
yang harmonis.
iv. Bekerja sesuai dengan visi dan misi perusahaan demi mencapai tujuan
yang telah ditentukan.
v. Menjaga kerjasama yang baik antar partner bekerja sama dengan
menjaga koneksi yang berkesinambungan.
vi. Bekerja dengan cepat dan efektif sebagai bahan percontohan bagi
karyawan karena sebagai seseorang dengan jembatan tersebut kita
menjadi pekerja model yang patut ditiru.
vii. Bekerja dengan loyalitas tinggi dan penuh dengan skill profesionalisme
yang relevan dengan bid
7
d. Factory Manager
Peran seorang factory manager ini sungguh besar bagi perkembangan usaha
sebuah pabrik. Cakupan kerjanya yang banyak menjadikan seorang factory
manager sebagai inti dari jalannya produksi pabrik. Tugas dan wewenang
factory manager atau manager pabrik bagi jalannya produksi ini diantaranya
mengelola beragam fungsi dalam perusahaan.
e. Marketing
Marketing bertugas untuk menawarkan produk kepada pelanggan serta
menjelaskan hal-hal yang terkait tentang produk kepada pelanggan dan
menerima pesanan dari pelanggan.
Tugas dan tanggung jawabnya :
i. Memfollow up order dari pelanggan
ii. Memproses order dari pelanggan
iii. Membuat surat perintah kerja
iv. Menjaga dan meningkatkan volume penjualan
v. Menyiapkan prospek klien baru
vi. Mempertahankan pelanggan yang telah ada
vii. Membuat laporan penjualan perusahaan
viii. Melaporkan aktivitas penjualan perusahaan kepada atasan
f. Finance and Accounting
i. Finance
1. Melakukan pengelolaan keuangan perusahaan
2. Melakukan input semua transaksi keuangan
3. Melakukan transaksi keuangan perusahaan
4. Melakukan pembayaran kepada supplier
5. Melakukan tagihan kepada customer
6. Mengontrol aktivitas keuangan atau transaksi keuangan perusahaan
7. Membuat laporan mengenai aktivitas keungan perusahaan
8. Melakukan verifikasi terhadap keabsahan dokumen yang diterima
9. Melakukan evaluasi budget
10. Menyiapkan dokumen penagihan invoice atau kwitansi tagihan beserta
kelengkapannya
11. Melakukan rekonsiliasi.
8
ii. Accounting
1. Melakukan pengaturan administrasi keuangan perusahaan.
2. Menyusun dan membuat laporan keuangan perusahaan
3. Menyusun dan membuat laporan perpajakan perusahaan
4. Menyusun dan membuat anggaran pengeluaran perusahaan secara
periodik (bulanan dan tahunan)
5. Menyusun dan membuat anggaran pendapatan perusahaan secara
periodik (bulanan atau tahunan).
6. Melakukan pembayaran gaji karyawan
7. Menyusun dan membuat surat-surat yang berhubungan dengan
perbankkan dan kemampuan keuangan perusahaan.
g. SVLK (Sistem Verifikasi Legalitas Kayu)
i. Divisi ini bertugas untuk memastikan bahwa kayu yang dipergunakan oleh
perusahaan dalam proses produksi menggunakan kayu legal dengan
mendapatkan bukti pembelian kayu berupa FA-KO (Faktur Angkutan Kayu
Olahan) dari kementrian kehutanan.
ii. Memastikan dokumen – dokumen yang digunakan untuk membeli kayu
adalah dokumen yang legal seperti adanya SKHO (Surat Kehasil Hutanan
Kayu Olahan).
h. Personalia
Bagian Personalia bertanggung jawab atas pengawasan serta penempatan
pegawai sesuai dengan mutu kualitas yang dimilikinya.
i. Logistik
Fungsi utama Direktur Logistik adalah melaksanakan tugas yang
berhubungan dengan penjualan jasa yang ditawarkan, memastikan arus
keluar dan masuk barang customer sesuai dengan ketentuan dan prosedur
yang telah ditetapkan perusahaan. Tugas logistik antara lain adalah sebagai
berikut :
i. Melaksanakan tata administrasi penerimaan dan pengeluaran barang dari
dan ke gudang sesuai dengan ketentuan dan prosedur yang ditetapkan.
ii. Memberikan pengarahan kepada kepala bagian gudang, seperti
melaksanakan tata penyimpanan barang di gudang, menjaga keamanan,
kebersihan dan ketertiban barang di gudang, menjaga keamanan,
9
kebersihan dan ketertiban gudang serta melakukan stock opname secara
berkala sesuai yang telah ditetapkan.
iii. Memeriksa dan memonitor terus menerus hasil pelaksanaan tugas
bawahannya dan memberikan pengarahan kepada bawahannya.
iv. Mecocokkan tingkat stock yang tertera dalam kartu meja dengan yang ada
pada kartu gudang.
v. Mengajukan permintaan penambahan stock kepada Direktur Utama.
Menjamin kerjasama yang konstruktif dengan bawahan, atasan, rekan
kerja dan pihak luar yang relevan.
j. Produksi
Kepala bagian produksi memiliki tugas yang sangat berat yaitu untuk
memeriksa semua produk yang dihasilkan. Tugas dan tanggung jawab dari
kepala bagian produksi antara lain :
i. Mengatur waktu pekerjaan agar sesuai dengan waktu pengiriman
ii. Mengatur posisi pengawas kualitas pada masing-masing tiitk pekerjaan.
iii. Memberikan harga produksi untuk kepentingan marketing dalam membuat
harga jual.
k. QC ( Quality Control)
Bagian Quality Control paling banyak membutuhkan pekerja, karena pada
setiap pekerjaan harus melewati dahulu standarisasi perusahaan supaya
produk yang dihasilkan sesuai seperti yang diinginkan. Tugas dan tanggung
jawabnya :
i. Memeriksa barang secara detail
ii. Memberikan instruksi untuk mengulang kembali pekerjaan karena belum
sesuai dengan standar kualitas perusahaan.
l. PPIC
i. Menyediakan pemesanan dari bagian marketing dan menyusun rencana
produksi sesuai dengan pesanan marketing
ii. Memenuhi permintaan contoh produk dan bagian marketing perusahaan
serta melakukan pemantauan dalam proses pembuatan contoh produk ke
tangan konsumen langganan.
iii. Menyusun rencana pengadaan bahan yang didasarkan atas forecast dan
marketing melalui pemantauan kondisi stock barang yang akan diproduksi.
10
iv. Melakukan monitoring pada bagian inventory pada proses produksi,
penyimpanan barang di gudang maupun yang akan didatangkan pada
perusahaan. Tujuannya adalah supaya proses produksi yang
membutuhkan bahan dasar bisa berjalan dengan lancar dan seimbang
v. Membuat jadwal proses produksi sesuai dengan waktu, routing dan jumlah
produksi yang tepat sehingga menjadikan waktu pengiriman produk pada
konsumen bisa dilakukan secara optimal dan cepat.
vi. Menjaga keseimbangan penggunaan mesin perusahaan sehingga tidak
ada mesin produksi yang overload atau jarang digunakan oleh perusahaan
produksi.
2.3. Manajemen Perusahaan
Manajemen Perusahaan adalah suatu aktivitas untuk mengatur, memimpin,
mengarahkan, dan mengontrol suatu perusahaan dengan memanfaatkan sumber
daya yang ada didalam perusahaan, terutama Sumber Daya Manusia. Berikut ini
merupakan beberapa hal yang berkaitan dengan Manajemen PT.Els Artsindo.
2.3.1. Visi PT Elsartsindo
Menjadi sebuah perusahaan manufaktur di bidang furniture yang bisa memenuhi
tuntutan pasar dan menjawab tantangan kebutuhan jaman. Melengkapi dan
mendekorasi dunia dengan sentuhan kemewahan furniture yang dihasilkan.
PT.Els Artsindo selalu mengutamakan kualitas produk dengan menjamin
memberikan kualitas yang tinggi dan dapat bersaing dalam pasar global.
2.3.2. Misi PT.Els Artsindo
Misi dari PT.Els Artsindo yang dijadikan sebagai pedoman untuk mencapai visi.
antara lain adalah sebagai berikut
a. Menghasilkan furniture kualitas tinggi dan eksklusif sehingga bisa
memuaskan pihak pembeli.
b. Menjaga dengan baik tingkat kualitas, konsentrasi kualitas dan jadwal
pengiriman hasil produksi, sehingga bisa menjaga hubungan baik dalam
jangka waktu panjang dengan para pembeli, mendengarkan dan mengelola
dengan baik keinginan-keinginan pembeli, karena pembeli adalah salah satu
asset perusahaan.
11
c. Karyawan merupakan mitra dan juga salah satu asset dari perusahaan. Ada
ketertarikan dan saling membutuhkan dari kedua belah pihak, karyawan dan
perusahaan. Perusahaan akan mendengarkan, memperhatikan dan
mengelola berbagai masukan, saran maupun kritik dari para karyawan untuk
bisa diwujudkan secara nyata dengan menyesuaikan tahapan kemajuan
perusahaan dalam pengelolaan management perusahaan secara keseluruhan
demi kemajuan bersama.
d. Perusahaan dibentuk dan ada, tentunya untuk menghasilkan keuntungan
optimal akan didapatkan apabila siklus manufaktur (produksi) secara
keseluruhan berjalan dengan baik dan efisien. Perbaikan perlu dilakukan
dalam jangka pendek, maupun panjang dan perubahan/ penyesuaian SOP
dari tiap divisi yang ada didukung penuh oleh para kepala divisi , para
supervisor, para manager, dan semua karyawan serta manajemen.
e. Perusahaan saat ini diminta untuk memperhatikan dan memberikan tanggung
jawab sosial dan lingkungan baik secara mikro maupun makro. Kedepannya
perusahaan akan lebih memperhatikan maupun memberi bantuan kepada
masalah-masalah maupun kebutuhan yang terjadi di lingkungan sekitar
perusahaan (secara mikro), sesuai dengan berjalannya perkembangan
perusahaan.
2.3.3. Nilai Perusahaan
Tiga nilai yang dikembangkan perusahaan adalah nilai pantang menyerah, selalu
optimis, dan selalu semangat. Nilai – nilai tersebut berguna untuk mamotivasi
karyawan agar tidak pernah putus asa di dalam bekerja. PT. Els Artsindo
merupakan salah satu perusahan yang pemasaran produknya sudah sampai ke
luar negeri, sehingga jumlah produksi PT. Els Artisindo sudah cukup banyak
yang mengharuskan setiap karyawan mampu memproduksi sesuai target yang
telah ditetapkan. Nilai pantang menyerah, selalu optimis dan selalu semangat
perlu ditanamkan oleh masing-masing karyawan supaya kegiatan didalam
perusahaan tetap dapat berjalan dengan lancar.
12
2.3.4. Ketenagakerjaan
a. Sumber Daya Manusia
Menurut Dessler (1997) Sumber daya manusia merupakan hal yang penting
didalam dunia kerja, oleh karena itu dalam sebuah perusahaan diperlukan
manajemen sumber daya manusia yang meliputi kegiatan perencanaan,
pengorganisasian, penstafan, kepemimpinan dan pengandalian. Sumber
Daya Manusia atau yang disebut sebagai pekerja pada PT.Els Artisndo
berjumlah 280 orang. 280 orang tersebut terdiri dari 56 orang sebagai staff,
180 orang sebagai tenaga kerja harian dan 44 orang sebagai tenaga kerja
borongan.
b. Jaminan Ketenagakerjaan dan Jaminan Kesehatan
PT. Els Artsindo memberikan beberapa jaminan untuk setiap karyawan.
Jaminan ini bertujuan untuk meningkatkan kesejahteraan karyawannya.
Jaminan tersebut antara lain adalah jaminan ketenagakerjaan dan jaminan
kesehatan yang berupa BPJS. Jaminan Ketenagakerjaan yang diberikan
perusahaan antara lain Jaminan Kematian, Jaminan Kecelakaan Kerja, dan
Jaminan Hari Tua / Pensiun.
c. Pembagian Jam Kerja
Karyawan yang bekerja pada PT. Els Artsindo dalam 1 minggu bekerja
selama 6 hari yaitu dari hari senin hingga sabtu, dengan pembagian jam kerja
adalah sebagai berikut ini :
i. Hari Kerja : Senin – Sabtu
ii. Hari Libur : Minggu dan Hari Libur Nasional
iii. Jam Kerja :
1. Hari :Senin – Kamis
Jam Masuk : 07:30 WIB
Istirahat : 12:00 – 13:00 WIB
Jam Pulang : 16:00 WIB
2. Hari : Jumat
Jam Masuk : 07:30 WIB
Istirahat : 11.30 WIB – 13:00 WIB
Jam Pulang : 16:00 WIB
13
3. Hari : Sabtu
Jam Masuk : 07:30 WIB
Istirahat : 12:00 WIB – 12 : 30 WIB
Jam Pulang : 14:30 WIB
Pembagian jam kerja pada PT.Els Artsindo diatas berlaku untuk seluruh
karyawan, baik untuk operator maupun untuk staf. Jam produktif mulai bekerja
pada PT.Els Artsindo dimulai pada pukul 08:00 WIB. Para karyawan
diwajibkan datang pukul 07:30 WIB untuk melaksanakan ibadah bersama
terlebih dahulu sebelum memulai pekerjaan. Karyawan yang beragama
muslim, melakukan sholat berjamaah, sedangkan karyawan yang beragam
nonmuslim melaksanakan doa bersama.
PT. Els Artsindo menerapkan sistem absensi, yang berguna untuk
mengetahui presentase kehadiran dari karyawan. Sistem absensi diterapkan
dengan menggunakan Finger Print. Setiap karyawan diwajibkan untuk
melakukan finger print terlebih dahulu sebelum memulai bekerja dan sepulang
bekerja. Sistem absensi tersebut berlaku untuk semua karyawan baik operator
maupun staf perusahaan.
PT. Els Artsindo menerapkan sistem kerja lembur. Sistem ini berlaku apabila
terdapat deadline tertentu yang harus segera perusahaan selesaikan. Sistem
lembur biasanya dilakukan selama 4 jam setelah jam pulang kerja dalam
waktu normal. Waktu pulang pekerja apabila diberlakukan jam lembur akan
menjadi pukul 20.00 WIB pada hari Senin – Jumat, sedangkan pada hari
Sabtu pukul 18:30 WIB. PT. Els Artsindo tidak menerapkan sitem pershift.
Semua karyawan mulai bekerja pada waktu yang sama dan pulang pada
waktu yang sama.
d. Sistem Pengupahan
Sistem pengupahan yang terdapat di PT.Els Artsindo terbagi menjadi 2 sistem
yaitu bulanan dan harian. Sistem pengupahan harian diberlakukan untuk staf
dan sistem pengupahan harian diberlakukan untuk karyawan harian /
karyawan borongan. Sistem pengupahan bulanan diberikan kepada staf
dengan cara mengirimkan gaji perbuslan ke rekening masing-masing staf.
Sistem pengupahan harian diberikan kepada karyawan di akhir minggu
dengan cara menghitung berapa kali karyawan masuk kerja dalam seminggu
yang dikalikan gaji perharinya.
14
2.3.5. Pemasaran
PT. Els Artsindo merupakan perusahaan besar dan cukup dikenal didaerah
Jepara. Pemasaran produk PT.Els Artsindo telah sampai ke luar negeri. Negara
luar yang menjadi target pasar PT. Els Artsindo antara lain adalah USA, Mexico,
Jepang, Thailand, Rusia, Cina, Korea, Hongkong, Malaysia, Singapura, Australia,
Dubai, India, Saudi Arabia, Africa Selatan, dan Siprus. PT. Els Artsindo juga
memasarkan produknya di dalam negeri seperti Jawa , Sumatera, Kalimantan,
dan Sulawesi. PT. Els Artsindo juga memiliki beberapa konsumen tetap seperti
konsumen Lenon yang berasal dari Jepang dan Konsumen Excel yang berasal
dari Korea. Kedua konsumen ini memesan furniture untuk satu rumah.
2.3.6. Fasilitas yang diterima oleh karyawan
Fasilitas yang disediakan perusahaan merupakan salah satu bagian penting
yang harus ada didalam sebuah perusahaan untuk kesejahteraan para
karyawannya. Fasilitas yang diterima oleh karyawan dapat mempengaruhi rasa
kenyamanan dan keamanan karyawan didalam bekerja. Karyawan merupakan
faktor terpenting untuk menjalankan segala aktivitas yang terjadi didalam
perusahaan. Tanpa adanya karyawan, seluruh kegiatan didalam perusahaan
akan terhambat. Demi terciptanya lingkungan yang aman dan nyaman PT. Els
Artsindo menyediakan beberapa fasilitas sebagai berikut :
a. Genset
Genset merupakan sebuah alat yang digunakan sebagai pengganti aliran
listrik. Genset berfungsi apabila terjadi mati lampu atau terdapat masalah
pada aliran listrik. Karyawan pada PT. Els Artsindo tidak perlu merasa kuatir
ketikai terjadi padam listrik. Aktivtas pada perusahaan tetap dapat berjalan
dengan lancar dikarenakan terdapat genset.
15
Gambar 2.2. Ruangan Genset PT. Els Artsindo
b. Security
PT.Els Artsindo juga memiliki Fasilitas Keamanan. Terdapat 2 orang Security
yang selalu bertugas menjaga keamanan perusahaan. Para Security juga
diberikan fasilitas berupa tempat khusus untuk berjaga yang berada di dekat
pintu gerbang utama perusahaan. Tugas dari Security sendiri antara lain
melayani tamu yang datang ke perusahaan, membantu menjaga keamanan
perusahaan, dan membantu mengatur akses keluar masuknya karyawan dari
pintu gerbang utama. Didalam ruang Security, terdapat beberapa fasilitas
antara lain air galon, televisi, almari untuk menyimpang barang dan ruang
jaga.
Gambar 2.3. Ruang Security PT.ELS Artsindo

16
c. Toilet
Toilet merupakan salah satu jenis fasilitas penunjang yang wajib ada didalam
sebuah perusahaan. Toilet yang disediakan oleh PT. Els Artisindo sendiri
sudah cukup merata terdapat di beberapa tempat. Perusahaan memiliki 11
toilet yang terdiri atas 5 toilet pria 4 toilet untuk wanita dan 2 toilet untuk pria
maupun wanita. 11 toilet tersebut terletak di berbagai titik tempat yang
berbeda, namun masih dapat dijangkau oleh karyawan. Letak ke 11 toilet
tersebut antara lain 1 berada di area security, 3 berada di area produksi
barang mentah dan Quality Control, 4 berada di finishing duco dan melamin, 1
berada di area assembly, dan 2 toilet berada di area kantor. Setiap toilet juga
sudah dilengkapi dengan fasilitas untuk mencuci tangan dan cermin.
d. Ruang Ganti dan Ruang Istirahat
Fasilitas penunjang lainnya yang terdapat di PT.Els Artsindo antara lain
adalah disediakannya ruang ganti dan ruang istirahat untuk para pekerja.
Fasilitas ini dimanfaatkan para pekerja untuk berganti pakaian apabila ketika
berangkat belum menggunakan baju seragam atau sewaktu pulang bekerja
ingin mengganti bajunya. Ruangan ini juga sering digunakan oleh para
pekerja untuk beristirahat. Ketika waktu istirahat yaitu dari pukul 12:00 WIB
sampai dengan 13:00 WIB ( Hari Senin – Kamis), biasanya para pekerja akan
menggunakan ruangan ini untuk memakan bekal yang dibawa mereka dari
rumah atau hanya untuk sekedar bersantai dan tidur didalam ruangan.
Ruangan ini juga biasa digunakan untuk menyimpan barang-barang bawaan
seperti tas, jaket, sepatu. Ruangan ini haya dikhususkan untuk para wanita
saja.
Gambar 2.4. Ruang Ganti dan Istirahat karyawan PT.ELS Artsindo
17
e. Fasilitas Keamanan (Kolam Pemadam Kebakaran, Tabung Pemadam
Kebakaran, Masker).
Fasilitas penunjang lainnya yang disediakan oleh PT.Els Artsindo adalah
Fasilitas Kemanan. Terdapat berbagai macam fasilitas keamanan yang
disediakan oleh perusahaan, antara lain adalah sebagai berikut :
i. Kolam Pemadam Kebakaran
Fasilitas keamanan pertama yang disediakan oleh PT.Els Artsindo yaitu
kolam pemadam kebakaran. Kolam ini mempunyai 2 fungsi yaitu sebagai
pertolongan pertama persediaan air ketika suatu saat terjadi kebakaran
dan sebagai tempat dari hidupnya ikan-ikan untuk memperindah tampilan
perusahaan. Fungsi utama kolam ini adalah sebagai persediaan air untuk
memadamkan api ketika terjadi kebakaran. Letak kolam ini berada di
dekat area barang mentah dan area amplas mentah. Letak kolam ini
dibuat cukup strategis, dikarenakan ketika terjadi kebakaran pekerja
dapat langsung mengambil air tanpa harus pergi ke kamar mandi.
Gambar 2.5. Kolam Pemadam Kebakara PT. Els Artsindo
ii. APAR (Alat Pemadam Api Ringan)
Fasilitas keamanan kedua yang disediakan oleh PT.Els Artsindo yaitu
APAR atau Alat Pemadam Api Ringan. PT.Els Artsindo menyediakan
beberapa tabung pemadam kebakaran. Tabung pemadam kebakaran
selalu diletakkan di depan area pergudangan. Peletakkan ini cukup
strategis dikarenakan apabila terjadi kebakaran para pekerja dapat
langsung mengambil tabung pemadam sebanyak yang diperlukan tanpa

18
perlu harus mencari-carinya. Tabung ini juga diletakkan di beberapa titik
lain seperti samping pos satpam, dan di dalam ruangan kantor.
Gambar 2.6. Tabung Pemadam Kebakaran PT. Els Artsindo
f. Masker
Fasilitas keamanan ketiga yang disediakan oleh PT.Els Artsindo yaitu masker.
Masker merupakan salah satu fasilitas keamanan yang sangat penting pada
dunia permeubelan. Banyak debu-debu yang dihasilkan ketika proses produksi
berlangsung. Debu-debu tersebut apabila dihirup dalam jangka waktu yang
lama akan menyebabkan gangguan pada pernapasan dan apabila dibiarkan
dapat menjadi penyakit yang fatal. Cairan-cairan yang mengandung bahan
kimia dari proses pewarnaan pada meubel seperti cat, tiner, bahan pewarna
juga apabila dihirup terlalu lama dapat menyebabkan gangguan pada
pernafasan. Para pekerja selalu disarankan untuk menggunakan masker setiap
bekerja terutama untuk pekerja di bagian amplas mentah, dan finishing
dikarenakan debu dan zat kimia banyak dihasilkan pada bagian tersebut.
Masker sudah disediakan oleh perusahaan yaitu di bagian gudang. Para
pekerja cukup meminta di bagian gudang tanpa harus membeli.
Gambar 2.7. Masker

19
g. Mess
Mess merupakan sebuah tempat tinggal sementara bagi karyawan yang
memiliki rumah di luar kota. Mess hanya diperuntukkan kepada para staf
perusahaan. PT. Els Artsindo memiliki 2 lokasi Mess antara lain Mess yang
berada di area bandengan dan Mess yang berada di area perusahaan.
Fasilitas yang terdapat didalam Mess cukup lengkap antara lain tempat tidur,
meja-kursi untuk bekerja, almari, kipas angin / AC dan kamar mandi. Para staf
yang tinggal didalam mess juga disediakan makan dan minum gratis.
Gambar 2.8. Area Mess PT.Els Artsindo
e. Area Parkir
Area parkir merupakan fasilitas penunjang lain yang disediakan oleh PT.Els
Artsindo. Area parkir ini diperuntukkan oleh karyawan yang membawa
kendaraan pribadi. Area parkir yang terdapat di PT. Els Artsindo cukup luas.
Sebagian besar pekerja PT.Els Artsindo mengendarai sepeda motor, oleh
karena itu area parkir sepeda motor lebih luas dibandingkan dengan area
parkir mobil. Area parkir PT.Els Artsindo terletak tidak jauh dari gerbang
utama perusahaan. Area Parkit yang mudah dijangkau membuat para
karyawan dapat dengan mudah langsung memarkirkan kendaraan pribadinya.
Gambar 2.9. Area Parkir PT.Els Artsindo
20
h. Mobil untuk mengantarkan Karyawan pulang
Fasilitas berikutnya yang disediakan oleh PT.Els Artsindo yaitu Mobil untuk
mengantarkan karyawan pulang. Mobil ini hanya diperuntukkan oleh para staf
perusahaan. Staf perusahaan apabila mengalami kesulitan transportasi untuk
pulang ke rumah atau pergi ke kantor, maka perusahaan sudah menyiapkan
mobil yang digunakan untuk mengantarkan staff pulang ke rumah masing-
masing atau berangkat ke kantor. Para staf menjadi tidak perlu khawatir
dikarenakan adanya fasilitas ini.
i. Minuman Gratis
Perusahaan menyediakan fasilitas minuman gratis untuk para staf yang
berupa air mineral. Air Mineral disediakan dalam bentuk galon yang terdapat
di setiap ruangan. PT.Els Artsindo sendiri mempunyai mesin pengisian air
otomatis, sehingga memudahkan dalam mengisi ulang air galon. Karyawan
juga dapat memesan minuman melalui petugas di dapur untuk dibuatkan,
seperti teh atau kopi atau karyawan bisa membuat sendiri sesuai selera
masing-masing.
j. Ruang Kesehatan
Ruang kesehatan ini diperuntukkan oleh semua karyawan perusahaan apabila
sakit. Ruangan ini memiliki beberapa macam fasilitas seperti kasur untuk tidur,
dan berbagai macam obat-obatan penolong yang dapat digunakan oleh para
pekerja yang sakit.
k. Mesin Fotocopy
Setiap karyawan tidak perlu kesulitan mencari tempat Foto Copy dikarenakan
PT. Els Artsindo telah menyediakan mesin Foto Copy didalam perusahaan.
Mesin ini membantu para karyawan ketika ingin memperbanyak dokumen-
dokumen yang diperlukan. Para karyawan dapat mengoperasikan sendiri
mesin ini tergantung dari jumlah dokumen yang mereka butuhkan.

21
Gambar 2.10. Mesin Fotocopy PT.Els Artsindo
l. Dapur
Fasilitas penunjang selanjutnya yang disediakan oleh PT.Els Artsindo adalah
dapur. Karyawan yang memerlukan peralatan untuk makan dan minum dapat
langsung mengambil di bagian dapur. Terdapat beberapa fasilitas tambahan
yang terdapat di Area Dapur antara lain adalah meja dan kursi yang dijadikan
sebagai tempat para karyawan makan.
m. Finger Print
Finger Print merupakan salah satu fasilitas penunjang yang disediakan oleh
PT.Els Arsindo untuk karyawannya. Finger Print ini berfungsi untuk
memudahkan perusahaan mengetahui tingkat kehadiran para karyawan di PT.
Els Artisindo atau yang disebut dengan absensi dengan sistem otomatis. PT.
Els Artsindo memiliki 3 Finger Print yang terletak di beberapa titik yaitu 1
terletak di dalam kantor dan 2 buah finger print terletak luar kantor. Finger
print yang terletak di dalam kantor dikhususkan untuk para staf di area
perkantoran, sedangkan finger print yang terletak di luar kantor dikhususkan
untuk para pekerja bagian pabrik.
Gambar 2.11. Area Finger Print PT.Els Artsindo
22
2.4. Manajemen Lingkungan
Manajemen lingkungan merupakan suatu aktivitas pengaturan, pengontrolan,
dan penataan lingkungan guna menjaga kelestarian lingkungan hidup. PT. Els
Artsindo merupakan sebuah perusahaan yang bergerak dibidang furniture.
Limbah-limbah yang dihasilkan dari proses pembuatan meubel cukup banyak.
PT.Els Artsindo memiliki dokumen UPL (Upaya Pemantauan Lingkungan Hidup)
dan UKL (Upaya Pengelolaan Lingkungan Hidup) untuk mengelola
lingkungannya. UPL-UKL merupakan dokumen yang berisi mengenai
pengelolaan limbah yang dilakukan perusahaan. Berikut ini merupakan Dokumen
UPL-UKL dari PT. Els Artsindo
23
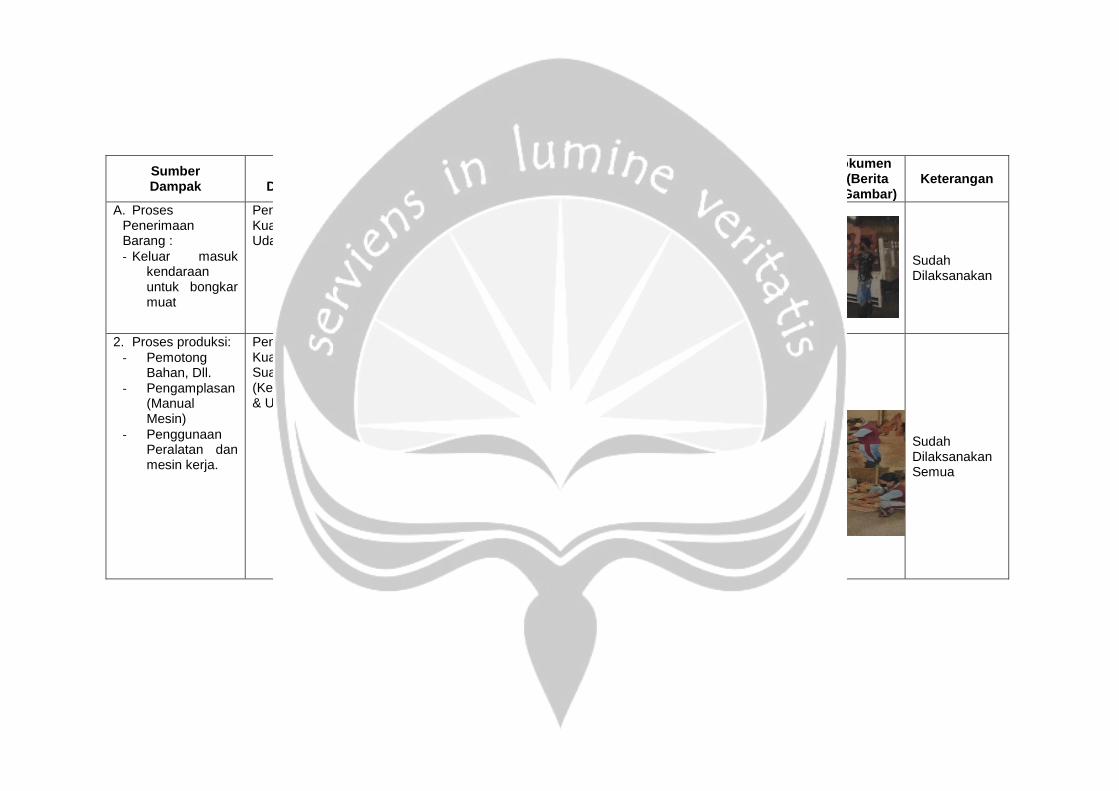
Tabel 2.1. UKL-UPL PT. Els Artsindo
Sumber Dampak
Jenis Dampak
Tolok Ukur Dampak
Tujuan Pengelolaan
Upaya Pengelolaan Lingkungan
Lampiran Dokumen Pendukung (Berita
Acara/ Foto/ Gambar) Keterangan
A. Proses Penerimaan Barang :
- Keluar masuk kendaraan untuk bongkar muat
Penurunan Kualitas Udara
Permenakertrans no. PER . 13/men/X/ 2011 tentang NAB Faktor fisik dilingkungan fisik kerja
Mengurangi terjadinya pencemaran udara dan kebisingan
1. Himbauan peggunaan Maker Hidung, Sarung Tangan & Sepatu untuk setiap proses bongkar muat barang
Sudah Dilaksanakan
2. Proses produksi:
- Pemotong Bahan, Dll.
- Pengamplasan (Manual Mesin)
- Penggunaan Peralatan dan mesin kerja.
Penurunan Kualitas Suara (Kebisingan & Udara).
Keputusan Gubernur Jateng No.8/2001 tentang Baku Mutu Udara Ambien Di Propinsi Jateng
Mengurangi terjadinya pencemaran udara dan kwalitas suara (kebisingan)
1. Himbauan Penggunaan Masker Hidung, Google, Ear Plug, Sarung Tangan Kain dan Karet Untuk Setiap Proses Produksi.
2. Pemisahan pengerjaan mesin amplas dan manual / tangan
3. Penempatan mesin-mesin dikelompokkan dan jauh dari karyawan amplas
Sudah Dilaksanakan Semua
24
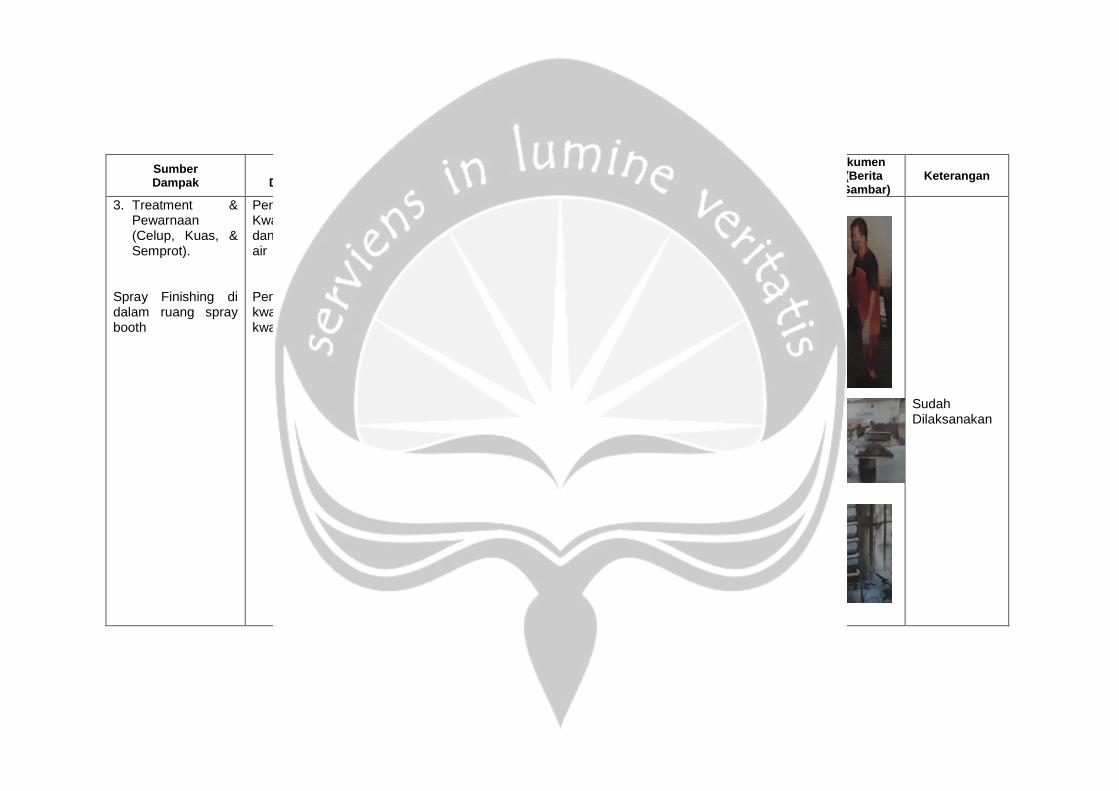
Tabel 2.1. Lanjutan
Sumber Dampak
Jenis Dampak
Tolok Ukur Dampak Tujuan
Pengelolaan Upaya Pengelolaan
Lingkungan
Lampiran Dokumen Pendukung (Berita
Acara/ Foto/ Gambar) Keterangan
3. Treatment & Pewarnaan (Celup, Kuas, & Semprot).
Spray Finishing di dalam ruang spray booth
Penurunan Kwantitas dan Kwalitas air Penurunan kwalitas dan kwantitas air
Tidak adanya keluhan dan gangguan kesehatan dari karyawan Ada tidaknya keluhan dan gangguan kesehatan dari warga setempat
Mengurangi terjadinya kwalitas dan udara dan air Mengurangi terjadinya penurunan kwalitas dan kwantitas air
1. Menyediakan Bak Zat Anti Jamur dan serangga untuk pencelupan komponen dan barang mentah
2. Tidak ada limbah zat anti jamur tiner, melamine stain yang terbuang.
3. Pemisahan pembuangan air dan kotoran zat padat pada tempat yang berbeda. Air dibuang setiap dua bulan sekali melalui bak resapan yang diberi filter berupa ijuk, kerikil, pasir dan sisa kotoran zat padat dibuang ke tempat bak sampah (tps). Uji balai laboratorium diskes jateng tanggal 28 Juni 2016 di ruang Produksi.
Sudah Dilaksanakan
25
Tabel 2.1. Lanjutan
Sumber Dampak
Jenis Dampak
Tolok Ukur Dampak
Tujuan Pengelolaan
Upaya Pengelolaan Lingkungan
Lampiran Dokumen Pendukung (Berita
Acara/ Foto/ Gambar) Keterangan
4. Kegiatan di dalam PT. Els Artsindo
Penurunan Kualitas dan Kuantitas Air
Peraturan Mentri Kesehatan Nomor
416/Menkes/Per/1X/1999 Tentang Baku Mutu Air
Bersih
Mengurangi terjadinya penurunan kwalitas air
bersih.
1. Himbauan Hemat Pemakaian Air Bersih
2. Himbauan untuk pemakaian air secukupnya dan agar selalu menutup kran air setelah selesai dari kamar mandi
3. Revitalisasi instalasi perpipaan Air bersih dan saluran pembuangan air kotor dan hujan.
Sudah Dilaksanakan
Semua
5. Sisa proses produksi PT.Els Artsindo
Peningkatan Timbunan Sampah
Sampah yang ditimbulkan dari aktifitas produksi
apabila tidak dikelola dengan
baik akan menimbulkan
dampak sekunder.
Tidak adanya sampah yang menumpuk.
1. Himbauan menjaga kebersihan dan membuang sampah pada tempat sampah serta memperbesar kapasitas bak penampungan sampah sementara (TPS) untuk secara berkala 1-2 hari sekali dari dinas terkait diambil truk
Sudah dilaksanakan
semua
26
Tabel 2.1. Lanjutan
Sumber Dampak
Jenis Dampak
Tolok Ukur Dampak
Tujuan Pengelolaan
Upaya Pengelolaan Lingkungan
Lampiran Dokumen Pendukung (Berita
Acara/ Foto/ Gambar) Keterangan
2. Penambahan tempat sampah dan ekrak untuk masing-masing bagian.
3. Pencucian dan
Pemakaian Kain Lap.
Potensi pencemaran Limbah B.3
Pemilahan Limbah B.3
Pemanfaatan kembali bekas-bekas kaleng untuk warga
sekitar
1. Kaleng bekas cat digunakan kembali untuk Tong Sampah dan pot tanaman.
2. Kaleng-kaleng bekas sebelum diolah ditampung dalam tempat penampungan sementara dalam gudang
Sudah Dilaksanakan
Semua
27
Tabel 2.1. Lanjutan
Sumber Dampak
Jenis Dampak
Tolok Ukur Dampak
Tujuan Pengelolaan
Upaya Pengelolaan Lingkungan
Lampiran Dokumen Pendukung (Berita
Acara/ Foto/ Gambar) Keterangan
6. Hubungan pendek (Korsleting Listrik)
Terjadi Kebakaran
Keputusan mentri PU NO 11/KPTS/2000 tentang petunjuk teknis pengamanan terhadap bahaya kebakaran pada gedung dan lingkungan.
Upaya menghindari dari bahaya kebakaran
1. Penataan Instalasi listrik, Pemakaian Kabel dan Terminal Listrik Sesuai standar PLN.
2. Menjauhkan bahan-bahan yang mudah terbakar (Flammable) dari instalasi listrik.
3. Menyediakan dan merawat (Letak dan Tekanan Isi) APAR dengan jumlah Unit yang ideal dengan keadaan di perusahaan
4. Pelatihan penggunaan APAR dan Simulasi terjadi bencana kebakaran pada karyawan
5. Penyediaan Hydran air/bak penampungan air di lingkungan area produksi
Sudah dilaksanakan semua
28
Tabel 2.1. Lanjutan
Sumber Dampak
Jenis Dampak
Tolok Ukur Dampak
Tujuan Pengelolaan
Upaya Pengelolaan Lingkungan
Lampiran Dokumen Pendukung (Berita
Acara/ Foto/ Gambar) Keterangan
7. Keberadaan PT. Els Artsindo
Kesempatan kerja dan peningkatan pendapatan
Banyak sedikitnya tenaga kerja yang terserap ada tidak perubahan pendapatan masyarakat
1. Pemberian kesempatan kerja kepada lingkungan warga sekitar
1. Daftar karyawan PT.Els Artsindo masyarakat di sekitar lingkungan PT.Els Artsindo.
2. Peningkatan gaji
Kenyamanan dan gangguan kesehatan
Keberhasilan perusahaan dalam melakukan pengeloaan sehingga tidak ada gangguan kesehatan karyawan serta tidak adanya keluhan masyarakat sekitar.
Upaya menjaga kesehatan dan kenyamanan karyawan
1. Menyediakan masker, gloves, ear plug, blower fan.
2. Penyediaan P3K dan kotak obat
3. Mengikutsertakan Karyawan dalam BPJS.
4. Tidak ada keluhan dari masyarakat sekitar PT. Els Artsindo.
5. Mempertahankan area atau lahan hijau terbuka di dalam dan di luar area produksi.
Sudah dilaksanakan semua
29
Tabel 2.1. Lanjutan
Sumber Dampak
Jenis Dampak
Tolok Ukur Dampak
Tujuan Pengelolaan
Upaya Pengelolaan Lingkungan
Lampiran Dokumen Pendukung (Berita
Acara/ Foto/ Gambar) Keterangan
Persepsi Masyarakat
Ada tidaknya keresahan masyarakat terhadap tuntutan untuk mendapatkan kesempatan kerja.
Upaya perusahaan untuk ikut menjaga keharmonisan dengan warga sekitar.
1. Memberikan sumbangan untuk kegiatan social dan keagamaan kepada lingkungan sekitar.
2. Memberikan THR dan kompensasi kepada Warga yang Rumah atau halamannyya berbatasan langsung dengan perusahaan.
Sudah dilaksanakan semua
30
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan atau Unit Usaha atau Departemen
(Terlampir)
3.2. Produk yang Dihasilkan
Produk furniture yang dihasilkan oleh PT.Els Artsindo antara lain adalah kategori
kursi, meja, almari, tempat tidur. Setiap kategori masih terdiri dari beberapa jenis
produk yang dihasilkan. Produk tersebut antara lain adalah sebagai berikut :
a. Kategori Kursi
i. Side Chair
Gambar 3.2. Kassa Side Chair
Spesifikasi Produk
1. Kode Produk : SR
2. Item : Kassa Side Chair
3. Finishing : AC
31
ii. Kursi Michael Jackson
Gambar 3.3. Michael Jackson Chair
Spesifikasi Produk
1. Kode Produk : SR
2. Item : MJ CHAIR
3. Finishing : AGL
b. Kategori Sofa
i. La’ Mercier 2 Seater
Gambar 3.4. Sofa La’ Mercier
Spesifikasi Produk
1. Kode Produk : SR
2. Item : Kassa La’ Mercier 2 Seater
3. Finishing : AGL Imit
32
ii. Milano Sofa 2 Seater
Gambar 3.5. Sofa Milano
Spesifikasi Produk
1. Kode Produk : SR
2. Item : Kassa La’ Mercier 2 Seater
3. Finishing : AGL IMIT
iii.Sofa Natasya
Gambar 3.6. Sofa Natasya
Spesifikasi Produk
1. Kode Produk : SR
2. Item : Sofa Natasya 2 Seater
3. Finishing : AGL IMIT
33
iv. Sofa Mercurio
Gambar 3.7. Sofa Mercurio
Spesifikasi Produk
1. Kode Produk : SR
2. Item : Sofa Mercurio 3 Seater
3. Finishing : AGL
v. Sofa Drome
Gambar 3.8. Sofa Drome
Spesifikasi Produk
1. Kode Produk : SR
34
2. Item : Drome Sofa 3 Seat
3. Finishing : SLAC
c. Kategori Meja
i. Marry Ann Dresser
Gambar 3.9. Marry Ann Dresser
Spesifikasi Produk
1. Kode Produk : SR
2. Item : Marry Ann Dresser
3. Finishing : Riva Colour
ii. Raffles Night Stand
Gambar 3.10. Raffles Night stand
Spesifikasi Produk
35
1. Kode Produk: SR
2. Item : Raffles Night Stand
3. Finishing : Cream Raffles
iii. Side Table
Gambar 3.11. Side Table
Spesifikasi Produk
1. Kode Produk : SR
2. Item : Side Table PP 21
3. Finishing : LTBA
iv. BJ Desk
Gambar 3.12. BJ Desk
36
Spesifikasi Produk
1. Kode Produk : SR
2. Item : BJ 3208 Desk Side Table 100 X 70 X 70 cm
3. Finishing : PU Original
v. Coffe Table
Gambar 3.13. Coffe Table
Spesifikasi Produk
1. Kode Produk : Ct049
2. Item : Coffe Table
3. Finishing : AGL IMIT
d. Kategori Almari
i. Mariner Showcase
Gambar 3.14. Marine Showcase
37
Spesifikasi Produk
1. Kode Produk : A24E
2. Item : Mariner Showcase
3. Finishing : Cream + Gold
e. Kategori Tempat Tidur
i. Bed Giotto
Gambar 3.15. Bed Giotto
Spesifikasi Produk
1. Kode Produk : A24E
2. Item : Mariner Showcase
3. Finishing : Cream + Gold
3.3. Proses Produksi
Proses produksi merupakan serangkaian aktivitas yang dilakukan dari mengolah
produk mentah hingga produk setengah jadi atau produk jadi. Proses produksi
pembuatan Furniture yang terdapat di PT.Els Artsindo dibagi kedalam 3 bagian
yaitu Produksi Produk Mentah, Produksi Area Tukang, dan Produksi Produk Jadi.
Produksi Produk Mentah adalah proses produksi, dimana meubel diproses dari
kayu yang masih dalam bentuk papan hingga menjadi produk utuh, namun masih
mentah (masih berwarna kayu asli), sedangkan Produksi Area Tukang adalah
proses produksi yang khusus untuk memproduksi bagian atas meja (Top Meja)
dan produk-produk yang memerlukan Inlay. Inlay merupakan sebuah proses
pemasangan motif pada meubel, namun dengan menggunakan kertas khusus
yang disebut dengan kertas Vinir yang dipress pada kayu dengan menggunakan
38
mesin press. Proses produksi produk jadi adalah proses produksi dimana Meubel
diproses dari produk mentah hingga produk jadi masuk ke dalam proses
pengepakan.
Macam-macam produk yang dihasilkan oleh PT. Els Artsindo antara lain Meja,
Sofa, Tempat Tidur, Cermin, Almari, dan Tempat Tissue. Setiap produk juga
masih memiliki jenisnya masing-masing. Berikut ini akan dijelaskan proses
produksi pembuatan salah satu produk yang diproduksi PT.Els Artsindo yaitu
Sofa.
Proses pembuatan sofa terdiri dari beberapa tahapan antara lain Tahap produksi
produk mentah dan Tahap produksi produk jadi dimana pada Tahap produksi
produk jadi terdiri dari beberapa proses antara lain Proses Amplas Mentah,
Proses Finishing, Proses Pengejokan, Proses Perakitan Dan Proses
Pengepakan. Penjelasan lengkap mengenai proses produksi Sofa akan
dijelaskan dibawah ini
3.3.1 Produksi Produk Mentah
Proses produksi pada bagian ini diawali dengan pembelian dan pemotongan Log
Kayu, Proses pengeringan kayu, Proses pemberian obat, Proses pembentukan
pola, Proses pemotongan kayu sesuai pola, Proses penghalusan, Proses
pengikiran, Proses pengamplasan, Proses perakitan (assembly), dan Proses
pengeringan produk mentah.
a. Proses Pembelian Log/Gelondongan Kayu
Kayu yang dibeli masih berupa kayu dalam bentuk gelondongan. Jenis kayu
yang dipilih yaitu Kayu Mahoni dan Kayu Jati. Sebagian besar produk yang
dihasilkan PT.Els Artsindo menggunakan Kayu Mahoni. Kayu tersebut
dipotong secara manual yaitu dengan menggunakan gergaji / Saw Mill sampai
membentuk papan. Ukuran papan kayu bermacam-macam yaitu 4 cm, 5 cm ,
7 cm dan 10 cm.
Gambar 3.16. Log Kayu
39
b. Proses Pengeringan (Kiln Dried)
Proses pengeringan dilakukan dengan menggunakan Oven. Tingkat
kekeringan kayu ditentukan dengan menggunakan MC (Moisture Content).
MC (Moisture Content) yang digunakan terdapat MC<10 atau MC<12 hal
tersebut bertujuan agar kayu tidak cepat menyusut, serta mengurangi resiko
kayu menjadi pecah dan melengkung.
c. Pemberian Obat Kayu
Kayu yang telah mengering akan masuk ketahap pemberian obat kayu.
Pemberian obat bertujuan untuk menghilangkan kutu-kutu yang terdapat
didalam papan kayu agar papan tidak mudah rusak. Cara pemberian obat
yaitu kayu diletakkan pada sebuah tempat khusus yang terbuat dari besi
dengan ukuran besar. Papan kayu direndam dengan obat yang telah
disediakan. Proses perendaman kayu pada obat membutuhkan waktu selama
berhari-hari. Kurang lebih selama 3 hari.
Gambar 3.17. Proses Perendaman Papan Kayu
d. Pengeringan dan Penyimpanan Kayu
Proses pengeringan merupakan tahap selanjutnya sesudah pemberian obat.
Proses pengeringan tahap ini berbeda dengan proses pengerimgan tahap
sebelumnya. Proses pengeringan kayu dilakukan secara manual yaitu papan
kayu cukup diletakkan dibawah paparan sinar matahari hingga mengering.
Papan kayu yang sudah mengering disimpan ke ruangan khusus untuk
dijadikan persediaan kayu sebelum diolah menjadi produk mentah.
40
Gambar 3.18. Area Penyimpanan Papan Kayu
e. Pembuatan pola pada kayu.
Kayu dalam bentuk papan yang telah disimpan didalam ruangan khusus
tersebut,diambil berdasarkan ukuran dan tebal yang dibutuhkan. Proses awal
pembuatan sofa diawali dengan menggambar pola. Pola digambar diatas
kayu yang telah disiapkan dengan menggunakan mal. Proses penggambaran
pola dilakukan dengan cara manual yaitu dengan menggunakan pensil.
Proses Penggambaran pola dilakukan per partnya seperti Pola untuk kaki
sofa, Pola untuk dudukan sofa, dan Pola untuk sandaran sofa dan pola untuk
sandaran tangan.
f. Pemotongan Kayu Sesuai Pola
Pola yang telah terbentuk akan dipotong - potong sesuai dengan dengan garis
pola menggunakan mesin gergaji. Mesin gergaji yang digunakan terdapat 2
jenis antara lain gergaji bengkok dan gergaji bobok/ Jigsaw. Mesin gergaji
bengkok digunakan untuk memotong bagian sisi-sisi kayu atau bagian luaran
kayu. Mesin gergaji bobok/ Jigsaw digunakan untuk membentuk kayu atau
memotong kayu namun letak potongan yang diinginkan terdapat di bagian
tengah. Kesalahan dalam pemotongan dapat ditanggulangi dengan cara
menyambungkan kembali kayu tersebut. Kayu yang tidak dapat dipakai lagi
akan dibuang dan menjadi limbah kayu. Limbah kayu dapat digunakan untuk
keperluan lain.
g. Proses Penghalusan
Proses penghalusan dilakukan sesudah kayu dibentuk sesuai pola. Tujuan
dari proses pengahalusan ini untuk menghilangkan bagian-bagian kayu yang
masih tidak rata dan menyamakan ukuran ketebalan kayu. Proses
penghalusan dilakukan dengan menggunakan serut. Penghalusan kayu tidak
41
dilakukan dengan sembarangan. Terdapat cara khusus untuk menghaluskan
kayu yaitu dengan mengikuti arah serat kayu tersebut agar hasil yang
didapatkan rapi dan halus.
Gambar 3.19. Proses Penghalusan Part Sofa
h. Proses Pengukiran
Kayu yang sudah halus dibawa ke tukang ukir. Proses pengukiran dilakukan
dengan cara manual yaitu menggunakan pahat. Proses awal pengukiran yaitu
dengan cara menggambar terlebih dahulu pola ukiran diatas kayu dengan
menggunakan pensil. Kayu dipahat mengikuti pola ukiran yang telah dibuat.
Terdapat berbagai macam ukuran dari pisau pahat, dari yang ukuran kecil
hingga besar dan dengan lebar mata pisau yang berbeda-beda. Pemilihan
pisau pahat disesuaikan dengan kebutuhan ukuran ukiran yang akan dibuat.
Proses pengukiran ini dapat berlangsung selama 1 sampai 2 hari tergantung
dari kerumitan ukiran. Tidak sembarangan karyawan dapat melakukan proses
pengukran. Karyawan yang telah terlatih dan berpengalaman yang dapat
melakukan proses ini, karena sebagian besar produk meubel yang dihasilkan
dari PT.Els Artsindo ini memiliki bentuk ukiran yang kompleks dan rumit.
42
Gambar 3.20. Proses Pengukiran Part Sofa
i. Proses Pengamplasan
Pengamplasan dilakukan dengan tujuan untuk merapikan dan menghaluskan
hasil ukiran. Amplas yang digunakan yaitu amplas dengan grid P-80. Cara
pengamplasan tidak dilakukan dengan sembarangan. Terdapat teknik khusus
untuk mengamplas yaitu mengikuti serat-serat dari kayu. Penentuan tingkat
kehalusan dari produk yang diamplas dilakukan secara manual tidak terdapat
indikator khusus. Tingkat kehalusan hanya dilakukan dengan proses perbaan
menggunakan tangan.
Gambar 3.21. Proses Pengamplasan Part Sofa
43
j. Proses perakitan (assembly).
Part-part dari sofa yang telah melalui tahap pengamplasan dikumpulkan dan
diberikan kembali kepada Tukang kayu untuk dirakit menjadi produk mentah.
Proses perakitan part-part produk dilakukan dengan menggunakan paku,
sekrup, palu dan lem epoxi. Proses awal perakitan yaitu antara part yang satu
dengan part yang lainnya disambungkan dengan menggunakan lem Epoxi.
Lem Epoxi merupakan sejenis lem berwarna putih yang digunakan khusus
untuk menempelkan kayu. Lem epoxi harus diaduk terlebih dahulu selama
beberapa menit sebelum digunakan. Lem ini mudah mengeras jika kering dan
akan sangat sulit untuk dibersihkan apabila telah mengeras. Terdapat alat
khusus yang digunakan untuk membersihkan bagian lem yang mengeras. part
yang telah disambungkan dengan menggunakan lem, direkatkan lagi
menggunakan paku dan sekrup.
Gambar 3.22. Proses Perakitan antar Part Sofa
k. Proses Pengeringan
Proses pengeringan bertujuan agar lem Epoxi yang telah menempel di setiap
part produk dapat kering dan mengeras. Proses pengeringan dilakukan
secara manual yaitu didiamkan saja selama 1-2 jam. Lem epoxi yang masih
mengeras dan terlihat dibagian produk di bersihkan dengan alat khusus.
Kayu-kayu sisa / limbah yang dihasilkan dari Produksi produk mentah akan
dibeli oleh orang lain untuk dijadikan kayu bakar atau digunakan kembali
untuk membuat barang – barang kerajinan. Proses pengeringan pada bagian
ini merupakan langkah terakhir dalam proses pembuatan Sofa, namun masih
berupa produk mentah. Sofa harus masuk ke tahap Quality Control terlebih
dahulu, sebelum masuk ketahapan selanjutnya. Sofa yang lolos tahap Quality

44
Control dapat langsung diproses ke tahap selanjutnya yaitu Tahapan Produksi
Produk Jadi.
Gambar 3.23. Proses Pengeringan Sofa
3.3.2. Produksi Produk Jadi
Tahapan pembuatan Sofa pada produksi produk jadi adalah sebagai berikut
a. Proses Amplas Mentah
Sofa pertama kali masuk ke Proses Amplas Mentah. Proses Amplas Mentah
merupakan suatu aktivitas yang dilakukan untuk menghaluskan dan
memperbaiki bagian-bagian dari Sofa yang masih belum sempurna. Area
Amplas Mentah dibagi kedalam 2 area aktivitas yaitu Area Service dan Area
Amplas Mentah. Penjelasan lengkap aktivitas pada masing-masing area
adalah sebagai berikut
i. Area Service
Area Service merupakan area yang digunakan untuk memperbaiki bagian-
bagian sofa yang masih belum sempurna terutama pada bagian ukiran
sofa. Proses service dilakukan secara manual yaitu dengan menggunakan
pahat. Sofa yang telah diperbaiki/diservice akan memasuki proses
pengamplasan (Amplas Mentah). .
45
Gambar 3.24. Proses Service Sofa
ii. Area Amplas Mentah
Area amplas mentah merupakan area yang digunakan untuk proses
penghalusan produk mentah. Alat yang digunakan yaitu Amplas. Amplas
standar yang dipakai yaitu Amplas dengan Grid P-100 dan Grid P-240.
Amplas yang pertama kali digunakan untuk penghalusan pertama yaitu
Amplas dengan Grid P-100 dan dilanjutkan dengan penghalusan kedua
dengan Amplas Grid P-240. Proses pengamplasan ada yang dilakukan
secara manual dan ada yang menggunakan mesin. Pengamplasan Manual
dilakukan hanya untuk bagian sofa yang memiliki ukiran. Hal tersebut
bertujuan untuk mempermudah pekerja supaya bagian ukiran yang memiliki
bentuk rumit dapat teramplas secara menyeluruh. Pengamplasan dengan
menggunakan mesin dilakukan untuk bagian sofa yang tidak memiliki ukiran.
Cara pengamplasan sofa tidak boleh dilakukan sembarangan yaitu dengan
mengikuti serat-serat dari kayu. Proses pengamplasan pada Sofa memakan
waktu selama 1 hari. Indikator kehalusan dalam pengamplasan dilakukan
secara manual yaitu menggunakan usapan tangan.
Sofa yang telah melalui tahap Amplas Mentah, masuk ke bagian Quality Control
untuk dilakukan pengecekan. Sofa yang lolos tahap Quality Control langsung
diproses ke tahap Finishing.

46
b. Proses Finishing
Proses finishing merupakan proses pemberian warna pada sofa didasarkan
pada permintaan pembeli. Proses finishing terdiri dari 2 jenis yaitu proses
finishing DUCO dan Proses Finishing Melamin. Proses Finishing DUCO
merupakan proses dengan memberikan warna dasar putih terlebih dahulu
pada sofa sampai serat-serat kayu pada sofa tidak terlihat lagi karena tertutup
dengan warna dasar (putih) tersebut. Proses Finishing Melamin merupakan
proses dimana produk yang dihasilkan memiliki warna asli kayu dan serat-
serat kayu pada sofa masih terlihat. Berikut akan dijelaskan mengenai proses
finishing dengan menggunakan Duco. Langkah-langkah yang dilakukan
adalah sebagai berikut
i. Proses Pembersihan
Proses pembersihan dilakukan sebelum Sofa mausk ke proses Sanding
Sofa dibersihkan dari debu-debu sisa serbuk kayu akibat proses
pengamplasan. Proses pembersihan debu-debu dilakukan dengan
menggunakan semprotan khusus penghilang debu. Sofa diletakkan diatas
meja terebih dahulu sebelum dilakukan penyemprotan, hal tersebut
bertujuan untuk mempermudah proses pembersihan.
ii. Proses Sanding Awal.
Proses Sanding Awal merupakan proses yang bertujuan untuk menutup
pori-pori pada kayu. Proses ini dilakukan dengan cara memberikan warna
putih pada sofa. Warna putih yang digunakan terbuat dari campuran cat
putih dan tiner. Proses sanding dilakukan dengan cara menyemprotkan
cairan cat ke sofa. Bagian sofa yang disanding hanya bagian tertentu saja
yaitu bagian yang pada proses selanjutnya tidak ditutupi dengan bahan lain
atau bagian yang tidak ditutupi dengan jok. Bagian tersebut antara lain
seperti bagian kaki sofa, dan sandaran tangan. Bagian sofa yang
digunakan untuk duduk tidak disanding hal tersebut dikarenakan bagian
dudukan sofa akan diberi jok pada proses berikutnya. Sofa yang sudah di
Sanding akan masuk ke proses pengeringan. Proses pengeringan
berlangsung selama 2 jam – 3 jam . Sofa harus dipastikan kering supaya
Sofa tidak mudah mengelupas ketika masuk ketahap selanjutnya yaitu
Sanding dasar.
47
Gambar 3.25. Proses Sanding Awal
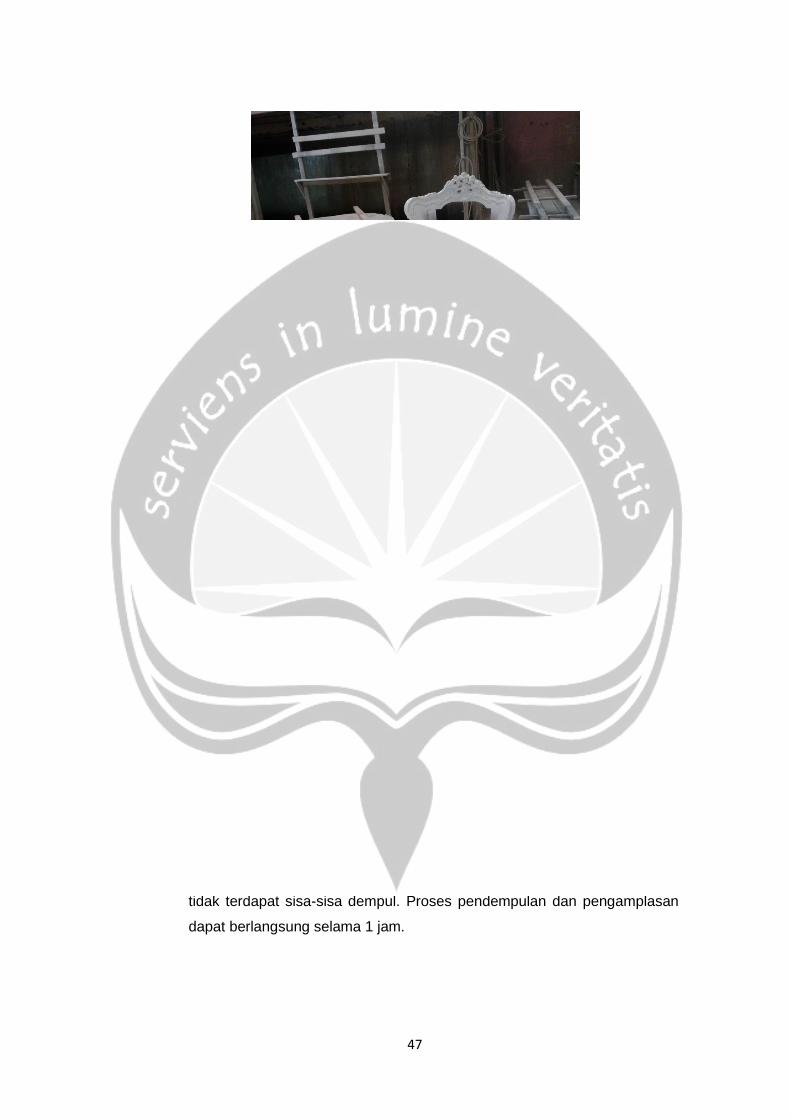
iii. Proses Pendempulan dan Pengamplasan Tahap 1
Proses pendempulan dan proses pengamplasan tahap 1 merupakan
proses selanjutnya sesudah Sofa dipastikan mengering. Proses
pendempulan dan pengamplasan bertujuan untuk memperbaiki bagian-
bagian sofa yang cacat seperti menghilangkan retakan-retakan kecil atau
lubang-lubang kecil. Bahan untuk mendempul terdiri dari 2 macam yaitu
Talek dan Sanpola. Dempul dengan bahan Talek digunakan untuk
menutupi lubang-lubang atau retakan-retakan yang kecil. Dempul dengan
bahan Talek berwarna cream dan memiliki tekstur seperti tanah liat.
Sedangkan dempul dengan bahan sanpola digunakan untuk menutupi
lubang-lubang atau retakan-retakan yang besar. Dempul dengan bahan
sanpola berwarna hijau dan memiliki tekstur seperti cat. Alat yang
digunakan mendempul sendiri menggunakan kuas. Cara untuk mendempul
yaitu dengan mengoleskan bahan dempul ke bagain sofa yang retak atau
cacat. Sofa selanjutnya didiamkan sampai dempul mengering dan masuk
ke tahap pengamplasan. Pengamplasan dilakukan untuk menghilangkan
sisa-sisa dempul yang masih menempel. Amplas yang digunakan yaitu
amplas dengan Grid P – 150. Proses pengamplasan dilakukan sampai
tidak terdapat sisa-sisa dempul. Proses pendempulan dan pengamplasan
dapat berlangsung selama 1 jam.
48
Gambar 3.26. Proses Pendempulan dan Pengamplasan Tahap 1
iv. Proses Sanding Dasar
Proses sanding dasar merupakan tahap selanjutnya sesudah dilakukan
proses pendempulan dan pengamplasan. Proses ini juga bertujuan untuk
menutupi pori-pori kayu. Proses sanding dasar sama dengan proses sanding
awal, perbedaannya adalah proses sanding dasar membutuhkan tambahan
bahan khusus yaitu clear. Bahan ini digunakan untuk membuat sofa lebih
mengkilat. Tahapan pada proses sanding dasar sama dengan sanding awal.
Gambar 3.27. Proses Sanding Dasar
49
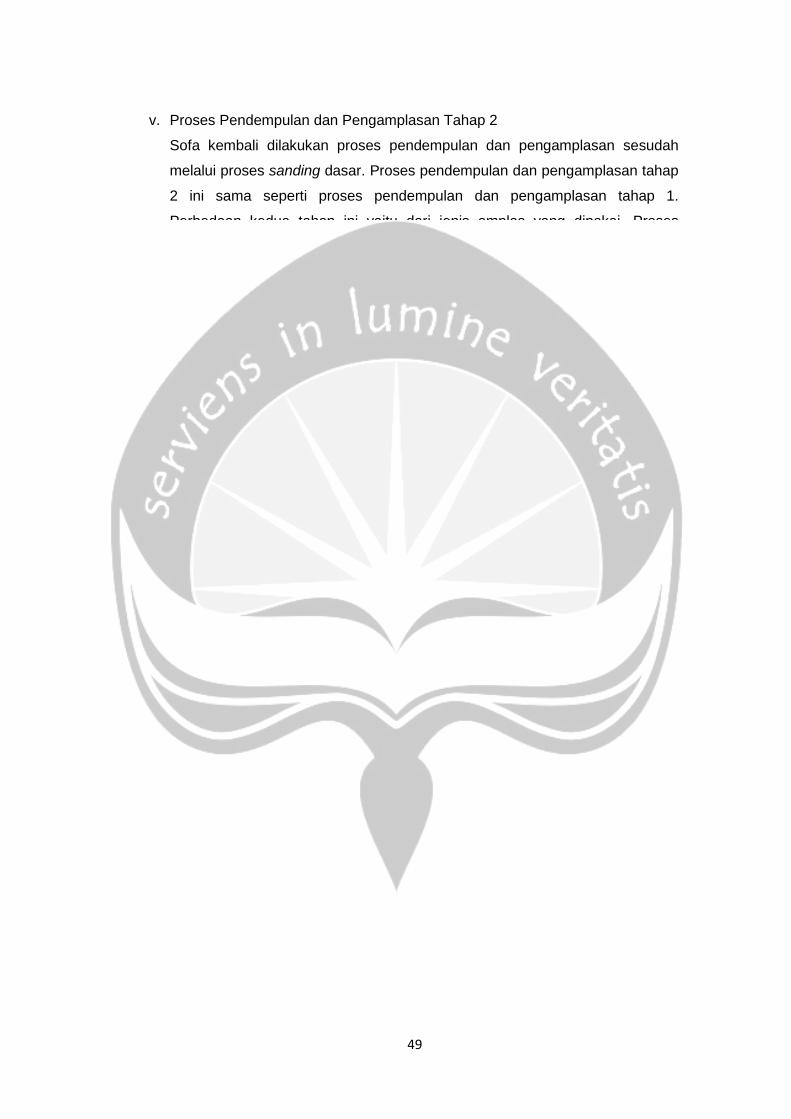
v. Proses Pendempulan dan Pengamplasan Tahap 2
Sofa kembali dilakukan proses pendempulan dan pengamplasan sesudah
melalui proses sanding dasar. Proses pendempulan dan pengamplasan tahap
2 ini sama seperti proses pendempulan dan pengamplasan tahap 1.
Perbedaan kedua tahap ini yaitu dari jenis amplas yang dipakai. Proses
pendempulan dan pengamplasan tahap 2 menggunakan amplas dengan Grid
P-280.
Gambar 3.28. Proses Pendempulan dan Pengamplasan Tahap 2
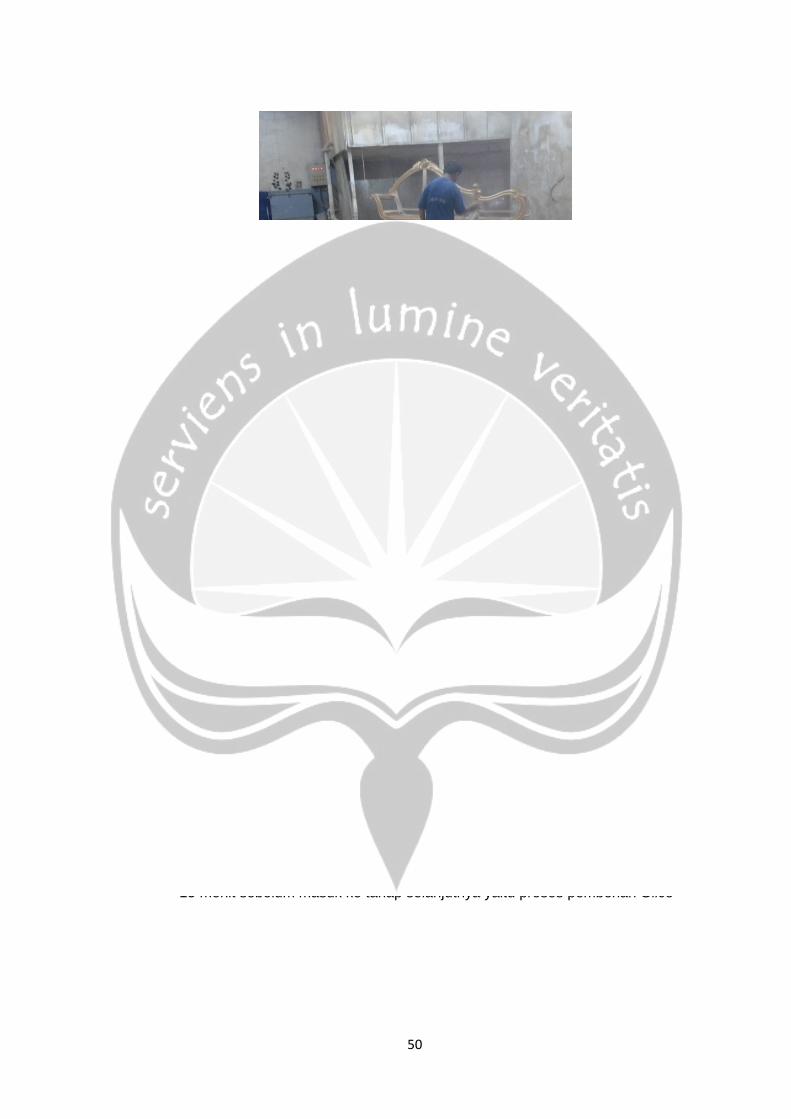
vi. Proses Duco Warna
Proses ini bertujuan untuk memberikan warna pada sofa. Warna yang
diberikan bermacam-macam tergantung dari permintaan buyer. Terdapat
warna Brown, Emas (Gold), Putih dll. Bahan yang digunakan untuk
memberikan warna pada sofa menggunakan propan yang dicampurkan
dengan clear dan tiner . Sofa diberikan warna dengan menggunakan alat
penyemprot warna. Proses penyemprotan warna harus merata di seluruh
bagian dari Sofa. Sofa yang telah diberi warna harus dikeringkan terlebih
dahulu kurang lebih selama 2 jam.
50
Gambar 3.29. Proses Duco Warna
vii. Proses pendempulan dan pengamplasan tahap 3
Psroses pendempulan dan pengamplasan tahap 3 ini sama seperti proses
pendempulan dan pengamplasan pada tahap 1 dan 2 yaitu bertujuan untuk
memperbaiki bagian-bagian yang masih belum sempurna seperti terdapat
lubang, atau retakan kecil. Amplas yang digunakan merupakan amplas
dengan grid P-400.
Gambar 3.30. Proses pendempulan dan pengamplasan tahap 3
viii. Proses Seri Warna
Proses seri warna merupakan proses untuk meratakan warna pada produk.
Proses seri warna dilakukan dengan menggunakan alat semprot yang
disemprotkan pada bagian sofa yang belum diwarnai secara merata
terutama pada bagian ukiran-ukiran sofa. Sofa yang telah masuk ke dalam
tahap pemberian seri warna, dikeringkan terlebih dahulu kurang lebih selama
15 menit sebelum masuk ke tahap selanjutnya yaitu proses pemberian Glice
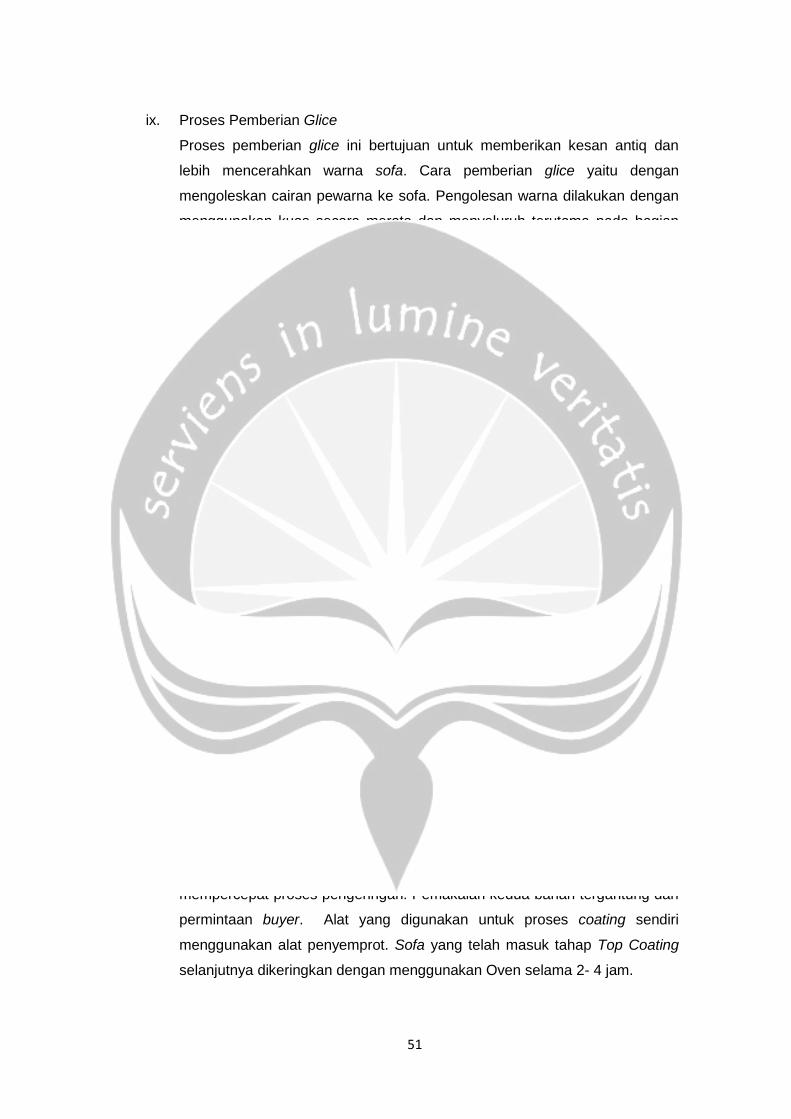
51
ix. Proses Pemberian Glice
Proses pemberian glice ini bertujuan untuk memberikan kesan antiq dan
lebih mencerahkan warna sofa. Cara pemberian glice yaitu dengan
mengoleskan cairan pewarna ke sofa. Pengolesan warna dilakukan dengan
menggunakan kuas secara merata dan menyeluruh terutama pada bagian
ukiran sofa. Bersihkan sofa pada bagian yang sudah diberi cairan glise
secara perlahan dengan menggunakan kain bersih. Cara pembersihan tidak
dilakukan sembarangan. Pembersihkan dilakukan dengan cara dilap dengan
arah yang sama agar warna merata. Sofa yang sudah di Glice selanjutnya
dikeringkan (didiamkan) selama kurang lebih 1 jam sebelum masuk ke tahap
Top Coating.
Gambar 3.31. Proses Pemberian Glice
x. Proses Top Coating
Proses Top Coating merupakan proses pemberian pelapis pelindung pada
Sofa supaya tidak mudah lecet. Bahan untuk Top Coating sendiri terdapat 2
macam yaitu NL dan ML. Perbedaan diantara kedua bahan yaitu jika bahan
NL tidak memakai tambahan bahan lain untuk mempercepat proses
pengeringan sedangkan bahan ML memakai tambahan bahan lain untuk
mempercepat proses pengeringan. Pemakaian kedua bahan tergantung dari
permintaan buyer. Alat yang digunakan untuk proses coating sendiri
menggunakan alat penyemprot. Sofa yang telah masuk tahap Top Coating
selanjutnya dikeringkan dengan menggunakan Oven selama 2- 4 jam.
52
Gambar 3.32. Proses Top Coating
Serangkaian Proses diatas merupakan proses finishing pada Produk Sofa.
Tahapan berikutnya yaitu Sofa masuk ke proses pengejokan.
c. Proses Pengejokan
Proses pengejokan merupakan proses pemberian alas atau bantalan pada
bagian dudukan dan sandaran Sofa. Bahan dasar yang digunakan untuk
proses pengejokan terdapat 3 macam yaitu Single Ban, Busa dan Kain.
Tahapan dari pengejokan adalah sebagai berikut
i. Pemasangan Single Ban
Tahap awal dari proses pengejokan antara lain pemasangan Single Ban.
Single Ban merupakan sejenis karet yang digunakan sebagai bantalan
pada bagian dudukan dan sandaran Sofa agar sofa lebih empuk ketika
digunakan. Cara pemasangan dari Single Ban ini sendiri yaitu dengan cara
membentangkan Single Ban dari satu sisi ke sisi lain yang direkatkan
dengan menggunakan streples khusus.
53
Gambar 3.33. Proses Pemasangan Single Ban
ii. Pemasangan Busa
Terdapat 4 jenis busa yang dipasangkan yaitu Rebonded Busa, Soft Busa,
D30 Busa dan Dackron. Pertama kali Rebonded Busa ditempelkan pada
bagian sofa yang paling dasar. Rebonded Busa memiliki karakteristik tipis
dan berwarna-warni. Lapisan kedua dari Sofa ditempelkan Soft Busa. Soft
Busa memiliki karakteristik sedikit lebih tebal dan berwarna putih. Lapisan
ketiga atau lapisan paling atas diberi busa lagi yaitu busa dengan jenis D30
busa. Busa ini memiliki karakteristik tebal dan berwarna kuning. Bagian
sandaran sofa diberi busa dengan jenis Dackron, karakteristik dari busa ini
tebal, memiliki tekstur yang kasar dan berwarna putih. Semua jenis busa
tersebut ditempelkan dengan menggunakan lem fox. Sofa yang telah diberi
busa selanjutnya didiamkan selama 10 menit supaya lem mengering.
54
Gambar 3.34. Proses Pemasangan Busa
iii. Proses Pemasangan Kain
Kain yang dipasangakan pada sofa terdapat banyak jenisnya tergantung dari
permintaan buyer. Tahapan pemasangan kain ke sofa ini dimulai dengan
proses penjaitan kain. Kain pertama-tama diukur lalu dilakukan pemotongan
dan dijahit sesuai dengan bentuk dari bantalan dan sandaran sofa. Proses
penjaitan dilakukan dengan menggunakian mesin jahit. Sofa yang
memerlukan bentuk khusus seperti bentuk bergelombang, proses
pembentukan gelombang dilakukan secara manual dengan menggunakan
tangan. Langkah selanjutnya yaitu kain yang sudah sesuai dengan ukuran
dan bentuk sofa langsung ditempelkan dengan menggunakan steples khusus.
Gambar 3.35. Proses Pemasangan Kain
55
iv. Proses Pemasangan Renda
Tahapan terakhir pada proses pengejokan ini adalah proses pemasangan
renda. Renda dipasang pada bagian sisi-sisi Sofa. Proses pemasangan renda
ini bertujuan untuk mempercantik tampilan sofa dan menutupi bagian sofa
yang terkena steples. Renda ditempelkan dengan menggunakan Lem Fox.
Setalah itu sofa didiamkan sebentar agar lem mengering kurang lebih selama
15 menit.
Gambar 3.36. Proses Pemasangan Renda
Proses diatas merupakan serangkaian proses pengejokan pada produk Sofa,
Langkah selanjutnya yaitu proses assembly. Tidak semua sofa masuk ke dalam
tahap assembly. Hanya sofa yang terdapat hiasan pernak-pernik yang masuk ke
tahap assembly
d. Proses Assembly
Kegiatan yang terdapat didalam proses perakitan ini antara lain pemasangan
aksesoris sofa. Aksesoris sofa tersebut berupa pernak – pernik yang
dipasangkan pada Sofa. Proses pemasangan atau assembly dilakukan
dengan cara menjahit.
Sofa yang telah memasuki proses assembly, kembali masuk ke tahap Quality
Control Finishing. Tahap ini berfungsi untuk memeriksa kembali bagian-
bagian sofa, menyesuaikan warna finishing dan warna kain dengan pesanan
buyer, serta memastikan aksesoris sofa sudah terpasang dengan benar
56
e. Proses Pengepakan
Tahapan terakhir yaitu proses pengepakan. Terdapat beberapa macam bahan
yang digunakan antara lain Busa,Kertas Craft, Gabus, Kardus, dan Plastik.
Untuk proses pengepakan sendiri terdapat beberapa tahapan antara lain
adalah sebagai berikut
i. Proses Pelepasan dan pemasangan Sepatu Kaki Sofa
Proses yang pertama kali dilakukan pada proses pengepakan ini yaitu
pelepasan sepatu kaki Sofa. Sepatu Kaki Sofa merupakan sejenis bahan
dari plastik berbentuk bulat kecil yang diletakkan di kaki Sofa. Tujuan dari
pemasangan Sepatu kaki sofa ini untuk menghindari lecet pada bagian kaki
sofa karena bersentuhan langsung dengan lantai ketika digerakkan. Sepatu
kaki sofa dilepas dan digantikan dengan menggunakan sepatu yang baru.
Proses pelepasan dilakukan secara manual dengan menggunakan palu
dan pisau pahat.
Gambar 3.37. Proses Pelepasan dan Pemasangan Kaki Sofa
ii. Pemasangan Busa
Proses pemasangan busa dilakukan dengan cara busa dibalutkan pada
bagian-bagian sofa yang terdapat ukirannya. Pemasangan busa ini
dimaksudkan supaya ukiran-ukiran dari sofa tersebut tidak tergores dan
apabila sofa jatuh, ukiran tidak rusak. Cara memasangkan busa yaitu
dengan dibalutkan ke bagian yang terdapat ukiran ditali dengan
menggunakan tali rafia.
57
Gambar 3.38. Proses Pemasangan Busa
iii. Pemasangan Kardus
proses selanjutnya yaitu pemasangan kardus pada kaki sofa. Kardus ini
berfungsi untuk melindungi kaki sofa terhadap benturan-benturan dan
gesekan-gesekan terhadap benda lain yang mungkin terjadi. Pemasangan
kardus dilakukan dengan cara kardus dipotong sesuai ukuran kaki sofa
sesudah itu kardus dibalutkan pada kaki sofa. Balutan kardus di tali dengan
menggunakan tali rafia.
Gambar 3.39. Proses Pemasangan Kardus
iv. Pembungkusan kaki Sofa dengan Busa (pom sheet)
Pembungkusan kaki sofa dilakukan dengan menggunakan pom sheet. Pom
Sheet merupakan sejenis busa yang berfungsi melindungi sofa dari benturan.
58
Gambar 3.40. Proses Pemasangan Pom Sheet
v. Pembungkusan Plastik
Proses pembungkusan sofa dilakukan dengan menggunakan plastik. Plastik
yang digunakan yaitu plastik wrapping. Proses pembungkusan plastik
dilakuan dengan cara plastik wrapping dibalutkan ke bagian kaki sofa sampai
ke bagian sandaran sofa. Pemberian plastik ini dimaksudkan untuk melindungi
sofa dari gesekan-gesekan dengan benda lain.
Gambar 3.41. Proses Pembungkusan Plastik
59
vi. Pemasangan Kardus tipis
Kardus yang digunakan masih dalam bentuk lembaran. Lembaran kardus
tersebut dipasang pada sofa dengan cara dibalutkan di seluruh bagian dari
sofa diikat dengan menggunakan tali rafia. Proses pembalutan kardus
dilakukan menyeluruh ke seluruh bagian sofa. Mulai dari kaki sofa sampai
bagian sandaran pada sofa.
Gambar 3.42. Proses Pemasangan Kardus Tipis
vii. Pemasangan Kardus Tebal
Kardus tebal hanya dipasang pada bagian atas sandaran sofa dan ditali
menggunakan tali rafia. Proses ini bertujuan untuk melindungi sofa dari
benturan-benturan dengan benda lain. Proses pemackingan untuk produk
yang dikirim ke luar kota, cukup sampai pada pemasangan kardus tebal,
namun untuk pemackingan yang akan dikirim ke luar negri, Sofa dimasukkan
ke kotakan kardus terlebih dahulu dan direkatkan dengan menggunakan
isolasi. Sofa yang sudah selesai dipacking akan dimasukkan ke dalam truck
dan siap dikirim kepada buyer.
60
Gambar 3.43. Proses Pemasangan Kardus Tebal
Sofa yang telah memasuki tahap pengepakan akan masuk ke tahap
pengiriman. Pengiriman dilakukan dengan menggunakan container.
Container akan mengirimkan produk ke pelabuhan .
3.4. Fasilitas Produksi
Fasilitas produksi adalah segala jenis peralatan yang terdapat di area produksi.
Fungsi dari peralatan – peralatan ini adalah untuk membantu operator
menyelesaikan seluruh aktivitas di area produksi. Fasilitas Produksi merupakan
salah satu sarana terpenting didalam proses produksi. Dengan adanya peralatan
yang berada di area produksi, maka kegiatan produksi akan menjadi lebih efektif
dan efisien. Banyak jenis fasilitas produksi yang dapat ditemukan diarea
produksi. Fasilitas tersebut dapat berupa mesin-mesin produksi, peralatan
material handling, dan alat-alat produksi. Terutama untuk perusahaan yang
bergerak dibidang furniture, fasilitas produksi sangat berguna untuk membantu
proses pembuatan furniture. Dari proses pengolahan bahan baku hingga proses
finishing. PT. Els Artsindo sendiri memiliki berbagai jenis fasilitas produksi
diantaranya adalah
3.4.1. Fasilitas Produksi untuk Material Handling
Material handling merupakan salah satu sarana penting dalam hal memindahkan
barang dari satu tempat ke tempat lain. Adanya material handling pekerjaan
operator menjadi lebih mudah. Terdapat beberapa jenis material handling yang
terdapat di PT. Els Artsindo antara lain adalah sebagai berikut :
61
a. Handlift
Handlift merupakan salah satu jenis material handling yang terdapat pada
PT.Els Artsindo. Fungsi dari handlift sendiri adalah untuk memindahkan
barang-barang besar dari satu tempat ke tempat lain. Handlift terbuat dari plat
besi, dimana plat besi tersebut terdapat pada sisi kiri dan kanan (memiliki 2
garpu). Selain itu terdapat beberapa roda di beberapa bagian dari handlift ini.
Roda pada bagian depan dan roda yang terdapat di bawah plat besi. Handlift
memiliki tuas yang berfungsi sebagai tempat pegangan operator untuk
menggerakkan handlift tersebut. Handlift dapat digerakkan secara manual
menggunakan tenaga manusia atau secara otomatis dengan menggunakan
tenaga listrik atau aki. Perusahaan menggunakan Handlift yang digerakkan
dengan bantuan manusian yaitu Handlift Manual. Cara menggerakkan
material handling ini yaitu operator cukup menarik tuas yang terdapat pada
handlift. Perusahaan menggunakan Handlift untuk memindahkan bagian-
bagian dari furniture yang memiliki ukuran cukup besar seperti pemindahan
parti kaki meja dari bagian stock barang (logistik) ke area produksi.
Gambar 3.44. Handlift

62
b. Hand Truck
Hand Truck merupakan salah satu jenis material handling yang tedapat di
PT.Els Artsindo. Fungsi Handtruck sendiri sama seperti handlift yaitu untuk
memindahkan barang-barang dari satu tempat ke tempat lain. Bentuk dari
Hand Truck berbeda dengan Handlift. Hand Truck juga terbuat dari plat besi
diseluruh bagiannya (tidak membentuk garpu). Fungsi dari plat besi ini adalah
sebagai bantalan pada saat membawa beban. Selain itu , terdapat 4 roda
pada bagian bawah bantalan beban dari Hand truck. Material Handling Hand
Truck juga memiliki bagian yang digunakan untuk pegangan operator saat
akan menggerakan Handtruck. Perusahaan menggunakan Handtruck untuk
memindahkan produk atau part produk dari satu tempat ke tempat lain seperti
memindahkan meja, kursi, cermin dan beberapa drum-drum besar yang berisi
bahan-bahan kimia.
Gambar 3.45. Hand Truck
3.4.2. Fasilitas Produksi pada proses produksi
Fasilitas yang terdapat pada proses produksi berfungsi untuk membantu operator
menyelesaikan kegiatan yang berkaitan dengan proses produksi. Fasilitas
produksi sendiri terdiri dari berbagai macam yaitu dapat berupa mesin-mesin
produksi maupun alat-alat produksi (non-machine). Terdapat beberapa fasilitas
pada PT.Els Artsindo untuk membantu proses produksi, antara lain adalah
sebagai berikut
a. Spray Penghilang Debu
Spray merupakan salah satu jenis fasilitas penunjang yang terdapat di area
prouksi PT.Els Artsindo. Spray ini digunakan untuk membantu oprator
terutama operator dibagian produksi yaitu bagian finishing dan area tukang.
Spray ini berguna untuk membantu membersihkan debu-debu atau serbuk
kayu yang menempel pada meubel. Spray ini terbuat dari besi, dan terdapat
63
selang yang menghubungkan spray dengan gas spray. Tuas pada Spray
apabila ditarik akan menghasilkan gas. Gas tersebut berfungsi menghilangkan
debu-debu atau serbuk kayu yang menempel.
Gambar 3.46. Spray Penghilang Debu
b. Timbangan
Fasilitas produksi lainnya yang terdapat di PT. Els Artsindo antara lain
timbangan. Timbangan merupakan sebuah alat yang digunakan untuk
mengetahui nilai berat pada suatu produk. PT.Els Artsindo memiliki sebuah
alat timbangan yang digunakan pada proses pemackingan barang.
Timbangan ini berfungsi untuk menimbang berat produk yang sudah selesai
dipacking sebelum masuk ke proses pengiriman.
c. Water Spray Booth
PT.Els Artsindo juga mempunyai fasilitas produksi yaitu Water Spray Booth.
Water Spray Booth ini terletak di sekitar area finishing baik finishinng Duco
maupung Finishing Melamin. Water spray booth ini diletakkan di proses area
sanding dan area pewarnaan. Fungsi dari alat ini sendiri adalah untuk
menghilangkan debu-debu dan zat-zat kimia yang berada di area tersebut.
Alat ini terbuat dari besi dan diletakkan memanjang di area sanding dan area
pewarnaan. Alat ini mengeluarkan air yang cukup deras untuk memfilter debu
dan zat-zat kimia.
64
Gambar 3.47. Water Spray Booth
d. Blower
Blower merupakan salah satu fasilitas penunjang produksi lainnya yang
terdapat di PT.Els Artsindo. Beberapa area produksi menggunakan blower
untuk tujuan tertentu diantaranya adalah dengan adanya blower, maka produk
yang baru selesai di proses topcout dapat cepat mengering, selain itu dengan
adanya blower ini , maka mengurangi jumlah debu yang bertebaran di area
tersebut.
Gambar 3.48. Blower
e. Cyclon
Fasilitas penunjang produksi yang terdapat di PT.Els Artisindo selanjutnya
adalah Cyclon. Cyclon merupakan sebuah alat yang digunakan untuk
mencegah polusi udara yaitu dengan cara memisahkan antara debu dan
udara. Perusahaan meubel terutama yang sudah besar biasanya
menggunakan fasilitas ini. Cyclon sangat bermanfaat untuk industri
permeubelan dikarenakan banyak terdapat debu-debu dan serbuk kayu hasil
pengolahan kayu yang bertebaran disekitar pabrik. Oleh karena itu agar debu
dan serbuk kayu tersebut tidak menyebar dan membuat lingkungan tidak
nyaman maka PT.Els Artsindo memasang fasilitas ini pada beberapa tempat
salah satunya pada tempat penyimpanan stock produk di gudang.
65
f. Tempat untuk memberi obat Kayu
Fasilitas penunjang produksi lainnya yang terdapat pada PT.Els Artsindo
adalah tempat untuk memberi obat kayu. Tempat ini memiliki ukuran yang
besar menyesuaikan ukuran dari papan kayu, terbuat dari besi dan berbentuk
persegi panjang. Tempat ini berfungsi sebagai tempat cairan obat kayu. Kayu
yang telah dipotong menjadi bentuk papan, direndam didalam cairan obat
tersebut selama beberapa hari.
Gambar 3.49. Tempat Pemberian Obat Kayu
Mesin-Mesin yang digunakan pada proses produksi terdiri atas
a. Mesin-mesin yang terdapat di area produk mentah
i. Mesin Serut
Mesin serut merupakan salah satu mesin yang digunakan pada area
pembuatan produk mentah. Mesin ini berfungsi untuk menghaluskan
bagian – bagian dari furniture sebelum dilakukan perakitan. Mesin serut
pada umumnya, cara penggunaan mesin ini yaitu dengan
menggerakkannya searah serat kayu sampai bagian-bagian dari kayu
yang kasar mengelupas.
Gambar 3.50. Mesin Serut
66
ii. Mesin Gergaji Bengkok
Mesin yang terdapat di area produk mentah lainnya yaitu Mesin Gergaji
bengkok. Mesin ini berfungsi untuk memotong kayu. Mesin ini dapat
memotong bagian sisi-sisi dari kayu disesuaikan dengan pola yang telah
dibuat. Cara megoperasikan mesin sendiri yaitu dengan menyalakan mesin
gergaji terlebih dahulu. Kayu yang akan dipotong bagian sisi-sisinya
didekatkan dengan gergaji dan digerakkan sesuai dengan pola yang telah
dibentuk.
Gambar 3.51. Mesin Gergaji Bengkok
iii. Mesin Gergaji Jigsaw/bobok
Mesin yang terdapat diarea produk mentah selanjutnya yaitu mesin gergaji
jigsaw atau gergaji bobok. Mesin gergaji ini juga berfungsi untuk memotong
kayu, namun gergaji ini dapat memotong bagian tengah dari kayu. Cara
Mengoperasikan mesin ini yaitu Part Kayu yang akan dipotong diletakkan
dibagian tengah, pisau gergaji dari atas akan memotong bagian kayu yang
akan dipotong.

67
Gambar 3.52. Mesin Gergaji Bobok
b. Mesin-mesin yang terdapat di area tukang
Terdapat 3 jenis mesin yang terdapat di area tukang, antara lain adalah mesin
Planner, Mesin serut, dan Mesin Gergaji Jigsaw. Penjelasan dari masing-
masing mesin adalah sebagai berikut ini
i. Mesin Plainner
Mesin Plainner merupakan mesin yang digunakan untuk meratakan
papan kayu. Cara Pengoperasian mesin ini yaitu ketika mesin mulai
dinyalakan, operator meletakkan papan kayu pada tempat kayu yang
terdapat pada mesin plainner. Posisi peletakkan kayu adalah bidang dari
papan ditempelkan pada mesin dan operator menggerakkan kayu pelan-
pelan ke arah depan. Fungsi Mesin ini sendiri untuk meratakan dimensi
dari papan kayu.
Gambar 3.53. Mesin Plainner
68
ii. Mesin Serut
Mesin serut berfungsi untuk menghaluskan bagian-bagian dari kayu yang
masih kasar. Terdapat Pisau pada Mesin Serut yang berfungsi untuk
menyerut bagian bidang dari kayu. Cara pengoperasian mesin ini yaitu
ketika mesin serut sudah menyala, maka operator cukup memasukkan
papan kayu ke dalam pisau serut. Operator mendorong kayu perlahan-lahan
hingga semua bagian terkena serutan dari mesin. Mesin ini akan
menghasilkan Scrap, berupa serat-serat kayu tipis. Scrap ini akan menjadi
limbah yang biasanya akan dipergunakan kembali oleh pengrajin-pengrajin
di daerah sekitar.
Gambar 3.54. Mesin Serut
iii. Mesin Jigsaw
Mesin jigsaw yang terdapat di area produk mentah, mesin ini juga berfungsi
untuk memotong part kayu, letak potongan berada dibagian tengah. Cara
Pengoperasian mesin ini juga sama seperti mesin jigsaw di area produk
mentah, Operator cukup meletakkan kayu pada bagian tengah mesin, Gergaji
pada mesin akan memotong bagian kayu yang diinginkan dengan bantuan
gerakkan tangan.
Gambar 3.55. Mesin Jigsaw
69
C. Mesin – mesin yang terdapat di area inlay
Terdapat 3 jenis mesin yang terdapat di area inlay. Ketiga jenis mesin tersebut
adalah mesin press, mesin vacum press dan mesin potong. Penjelasan dari
masing-masing mesin adalah sebagai berikut
i. Mesin Potong
Mesin potong merupakan salah satu jenis mesin yang berada di area Inlay.
Mesin ini berfungsi untuk memotong kayu vinir (motif) untuk ditempelkan
pada produk atau kayu dasar. Mesin cutting memiliki pisau yang digunakan
untuk memotong kayu vinir. Mesin Cutting juga memiliki sensor yang
terletak didekat pisau yang hanya bisa mendeteksi adanya kayu yang
harus dipotong. Terdapat tuas yang berfungsi untuk mengatur gerakan
kayu vinir yaitu gerakan maju atau mundur.
Gambar 3.56. Mesin Potong
ii. Mesin Press Flatting
Mesin Press Flatting merupakan salah satu jenis mesin yang terdapat pada
area inlay. Mesin Flatting pada Area Inlay memiliki fungsi untuk merekatkan
kayu vinir (motif) dengan kayu dasar. Mesin ini hanya dapat digunakan
untuk produk yang memiliki bentuk datar (flat). Mesin ini memiliki plat
logam yang dapat menghasilkan panas. Panas yang dihasilkan dari plat
logam ini yang akan membuat kayu vinir dan kayu dasar dapat menyatu.
Mesin press memiliki beberapa tombol yang berfungsi untuk mengatur
gerakan dari plat logam penghasil panas tersebut. Plat logam dapa
digerakkan keatas dan kebawah. selain itu juga terdapat tombol yang
berfungsi untuk mengatur suhu pemanasan dari plat logam . Cara
mengoperasikan mesin press ini antara lain adalah dengan menyalakan

70
tombol ON mesin. Mesin didiamkan terlebih dahulu selama 15 menit agar
plat logam memanas.
Gambar 3.57. Mesin Press
iii. Mesin Press Vacum
Mesin press Vacum, merupakan mesin selanjutnya yang berada pada area
inlay. Mesin ini memiliki fungsi yang sama denga mesin press flatting.
Perbedaannya adalah mesin press vacum ini digunakan untuk bentuk
produk yang tidak datar. Berbeda dengan mesin flatting, mesin ini bekerja
dengan bantuan gas. Mesin ini memiliki lapisan khusus untuk memasukkan
produk dan kayu vinir. Ketika mesin dinyalakan, maka lapisan khusus
tersebut akan menggelembung dan membentuk body produk yang
dimasukkan. Lapisan khusus tersebut akan mengeratkan kayu vinir dan
kayu dasar dengan memberikan tekanan sesuai bentuk produk yang
dimasukkan. Mesin akan mati apabila mencapai tekanan yang maksimal.
Tekanan maksimal menandakan bahwa kayu vinir dan kayu dasar telah
menyatu. Berbeda dengan mesin pressing flatting, mesin press vacum
tidak dapat diatur tekanan dan gerakkanya. Mesin Press Vacuum langsung
melakukan pengepressan secara otomatis tanpa harus mengaturnya.
71
Gambar 3.58. Mesin Press Vaccum
D. Mesin Amplas di area Amplas Mentah
Mesin yang digunakan pada area amplas terdiri dari 1 jenis yaitu bernama
Mesin Amplas. Mesin amplas merupakan mesin yang digunakan untuk
membantu proses pengamplasan. Tidak semua produk di haluskan dengan
menggunakan mesin amplas. Kriteria produk yang dapat dihaluskan dengan
menggunakan mesin amplas adalah produk yang tidak memiliki ukiran atau
berbentuk datar. Hal itu bertujuan untuk mempercepat proses pengerjaan dan
menghemat energi. Untuk produk yang memiliki ukiran sendiri, akan lebih
mudah apabila dilakukan secara manual karena tangan akan lebih bebas
ketika mengamplas. Mesin amplas sendiri memiliki bentuk persegi panjang
dengan panjang dan lebar menyesuaikan ukuran dari amplas. Mesin Amplas
juga memiliki pegangan untuk tangan untuk menggerakkan mesin. Mesin ini
bergerak dengan bantuan listrik. Kecepatan gerak dari mesin ini adalah
sekitar 4.000-12.000 rpm.
Gambar 3.59. Mesin Amplas
72
E. Mesin potong kaca di area kaca
Mesin yang digunakan untuk memproses kaca hanya 1 yaitu mesin pemotong
kaca. Mesin ini berbentuk kecil. Mesin Potong memiliki sebuah pisau yang
terdapat diujung badanyya. Pisau ini berfungsi untuk memotong kaca. Mesin
potong harus diberi minyak tanah terlebih dahulu sebelum digunakan. Hal
tersebut bertujuan supaya pisau pada mesin potong lebih mudah digerakkan.
Mesin Potong hanya digunakan untuk memotong bagian-bagian kaca yang
membutuhkan potongan besar. Cara penggunaan alat ini yaitu dengan cara
menempelkan alat ini pada bagian kaca yang akan dipotong, kaca yang telah
terkena alat pemotong tidak langsung terpotong namun hanya retak saja.
Tang diperlukan pada bagian ini untuk mengahancurkan bagian kaca yang
retak
Gambar 3.60. Mesin Pemotong Kaca
F. Mesin streples di area pengejokan
Area Pengejokan memiliki 2 mesin yang digunakan untuk memasang jok
salah satunya yaitu mesin streples. Mesin ini digunakan untuk merekatkan
busa dengan kayu dan kain dengan kayu. Mesin streples ini memiliki bentuk
yang besar terbuat dari besi. Mesin ini memiliki tuas yang berfungsi untuk
mengeluarkan isi streples apabila tuas ditarik. Isi dari streples sama seperti isi
streples pada umumnya, namun memiliki bentuk yang lebih besar dan kuat.
Mesin Streples yang digunakan ini menggunakan tenaga gas.

73
Gambar 3.61. Mesin Streples
G. Mesin Jahit
Selain mesin streples, terdapat mesin lain yang digunakan pada proses
pengejokan yaitu mesin jahit. Mesin ini digunakan untuk menjahit kain-kain
yang akan digunakan untuk proses pengejokan. Kain-kain dibentuk dan dijahit
disesuaikan dengan bentuk produk yang akan diberi jok.
Gambar 3.62. Mesin Jahit
74
BAB 4.
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
Perusahaan menempatkan penulis pertama kali di Departemen Produksi. Penulis
diarahkan untuk mengetahui proses produksi yang berada di PT.Els Artsindo.
Penulis diarahkan untuk mengikuti setiap proses produksi yang terjadi dan
dipersilahkan untuk mengajukan pertanyaan di setiap divisinya serta mengambil
beberapa foto selama proses produksi berlangsung. Penulis dipersilahkan untuk
mengamati proses yang dimulai dari proses produksi barang mentah, proses
yang terdapat di area tukang, proses amplas mentah, proses finishing, proses
pengejokan, proses pemasangan kaca, dan proses pemackingan produk.
Penulis tidak diberikan tugas khusus selama ditempatkan pada departemen
produksi, penulis hanya ditugaskan untuk mengamati proses produksi
pembuatan furniture agar lebih memahami. Penulis selama ditempatkan di
bagian produksi berada di bawah pengawasan beberapa pihak antara lain
adalah sebagai berikut:
a. Ibu Novi selaku Kepala Departemen Produksi, Bapak Jemi Setiadi selaku
Koordinator Departemen Produksi, dan Ibu Yolanda selaku Koordinator
Departemen Produksi.
b. Bapak Rachman selaku Koordinator bagian barang mentah (supplier dalam),
Bapak Tri selaku Koordinator divisi tukang, Bapak Aziz selaku koordinator
divisi amplas mentah, Bapak Wiyono selaku koordinator divisi Finishing Duco,
Bapak Endang Suhendar selaku koordinator divisi Finishing Melamin, Bapak
Sus selaku koordinator divisi pengejokan, Bapak selaku koordinator divisi
kaca, dan Bapak selaku koordinator divisi packing.
c. Seluruh operator pada Departemen Produksi yang telah membantu
memberikan informasi mengenai proses produksi pembuatan berbagai jenis
furniture.
Penulis ditempatkan pada bagian Quality Control untuk melaksanakan tugas
khusus perusahaan. PT.Els Artsindo merupakan perusahaan yang sangat
menjaga kualitas dari produknya. Kualitas merupakan salah satu faktor penting
75
yang menentukan keberhasilan suatu produk. Menurut Deming (1982) Kualitas
dapat mempengaruhi tingkat permintaan konsumen dan pilihan konsumen akan
suatu produk. Kualitas harus mampu memenuhi kebutuhan pelanggan baik untuk
saat ini maupun untuk masa yang akan datang. Oleh sebab itu, perusahaan
harus memiliki Departemen Quality Control untuk menjaga kualitas produk yang
dihasilkannya. Quality Control pada PT.Els Artsindo sendiri terbagi menjadi 2
bagian yaitu bagian Quality Control Produk Mentah dan Quality Control Produk
Finishing.
4.1.1. Quality Control Produk Mentah
Bagian Quality Control Produk Mentah merupakan salah satu departemen yang
bertugas untuk menginspeksi produk mentah. Produk mentah yang dimaksudkan
adalah produk yang belum melalui tahap finishing atau masih murni berbahan
kayu. Departemen Quality Control produk mentah terbagi menjadi 2 bagian yaitu
Quality Control produk mentah bagian luar (supplier) dan Quality Control produk
mentah bagian dalam.
a. Quality Control Produk Mentah Bagian Luar
Quality Control produk mentah bagian luar bertugas untuk menginspeksi
produk dari supplier, baik supplier yang berasal dari luar perusahaan maupun
supplier yang berasal dari dalam perusahaan. Tugas khusus bagian Quality
Control barang mentah ini adalah koordinator harus selalu mendatangi
supplier dari awal produk yaitu dari 0% proses pembuatan produk sampai
produk 90% selesai dibuat agar koordinator dapat mengetahui setiap progress
dari pembuatan produk dan mengantisipasi terjadinya kesalahan yang besar.
b. Quality Control Produk Mentah Bagian Dalam
Sedangkan Quality Control produk mentah bagian dalam bertugas untuk
menginspeksi produk yang berasal dari supplier, namun produk tersebut
sudah dikirim ke perusahaan langsung dan sudah 100% menjadi produk
mentah. Tugas khusus dari divisi Quality Control produk mentah bagian dalam
ini antara lain menginspeksi fisik barang seperti kerapian produk (ukiran, sisi-
sisi produk), kehalusan produk, dan kesesuaian ukuran produk dengan
gambar kerja, dan detail ukiran produk.
4.1.2. Quality Control Produk Finishing
Bagian Quality Control Finishing merupakan salah satu departemen yang
bertugas untuk menginspeksi produk yang sudah melalui tahap finishing yaitu

76
produk yang diinspeksi sudah diberi warna sesuai keinginan konsumen atau
buyer, telah melalui tahap pengejokan atau telah melalui tahap pemasangan
kaca. Bagian Quality Control selalu membawa gambar kerja untuk menyesuaikan
antara produk asli dengan produk yang terdapat pada gambar kerja. Tugas
khusus dari divisi Quality Control produk finishing ini terbagi menjadi 3 bagian
antara lain
a. Quality Control Finishing Assembly
Quality Control Finishing Assembling ini merupakan proses penginspeksian
produk dikhususkan untuk produk-produk yang membutuhkan proses
assembly seperti Almari, Buffet, Bed, dan Meja Kaca. Bagian-bagian produk
yang diassembly perlu diinspeksi untuk mengetahui produk tersebut sudah
sesuai dengan standarnya ataukah belum sesuai. Standar penentuan proses
penginspeksian produk assembly antara lain sebagai berikut
i. Proses penyetelan produk harus rapi sesuai dengan bentuk produk yang
digambarkan
ii. Pintu harus presisi ketika ditutup
iii. Produk yang berlaci dicek apakah dapat digerakkan dengan lancar
iv. Bagian Pintu dicek apakah dapat digerakkan dengan lancar
v. Produk yang terdapat kaca dilakukan pengecekan apakah pemasangan
kaca sudah rapi
vi. Pemasangan sekrup-sekrup harus sesuai dengan ukurannya.
vii. Pemasangan Hardware sudah sesuai dengan ukuran produk
viii. Pemasangan hardware sudah sesuai dengan warna finishing
ix. Tidak terdapat bagian handle, sekrup, hardware yang lecet.
b. Quality Control Finishing Kehalusan, Pewarnaan.
Quality Control Finishing ini merupakan proses penginspeksian produk
dengan melihat tingkat kehalusan dan kesesuain warna dari produk.
Penentuan produk-produk yang dapat lolos pada proses penginspeksian
kehalusan dan pewarnaan adalah sebagai berikut
i. Warna dari finishing harus sesuai dengan permintaan buyer atau
konsumen
ii. Antara komponen yang satu dengan komponen yang lainnya memiliki
warna yang sesuai.
iii. Tidak terdapat noda diseluruh bagian produk

77
iv. Tidak terdapat goresan diseluruh bagian produk termasuk produk yang
memiliki komponen yang terbuat dari kaca.
v. Khusus untuk warna dengan sistem finishing Melamin, serat kayu harus
terlihat supaya kelihatan alami.
vi. Khusus untuk warna dengan sistem finishing DUCO, serat kayu tidak boleh
terlihat atau tertutup dengan lapisan cat.
vii. Untuk menentukan tingkat kehalusan sendiri dilakukan dengan cara
manual, cukup dengan meraba saja.
c. Quality Control Finishing Pengejokan
Quality Control Finishing Pengejokan ini merupakan proses penginspeksian
produk dikhususkan untuk produk-produk yang membutuhkan proses
pengejokan seperti sofa dan kursi. Penentuan produk-produk yang dapat lolos
pada proses penginspeksian pengejokan antara lain adalah sebagai berikut :
i. Pemasangan kain pada jok sudah sesuai dengan ukuran sofa atau kursi
atau tidak kendor.
ii. Pemasangan Renda sudah sesuai dengan garis sofa atau kursi (rapi)
iii. Pemasangan kain jok sudah disesuaikan dengan permintaan konsumen
atau buyer.
iv. Jahitan pada kain pengejokan rapi.
v. Pemasangan pernak-pernik atau swaroski pada sofa atau kursi rapi.
vi. Kain bersih tidak terdapat noda atau goresan lain.
4.1.3. Penanggung Jawab Bagian Quality Control.
Penulis ditempatkan dibagian Quality Control khususnya Quality Control Barang
Mentah. Dalam melaksanakan tugasnya penulis berada di bawah pengawasan :
a. Bapak Anto selaku Koordinator Departemen Quality Control Barang Mentah
Bagian Luar
b. Bapak Dodi selaku Koordinator Departemen Quality Control Barang Mentah
Bagian Dalam
c. Bapak Hermoyo selaku Koordinator Departemen Quality Control Produk
Finishing.
d. Pihak-pihak lain di bagian Quality Control yang telah membantu penulis
selama melaksanakan tugasnya.

78
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan
Tanggung Jawab dan Wewenang merupakan hal – hal apasaja yang boleh
dilakukan dan tidak boleh dilakukan selama melaksanakan kegiatan Kerja
Praktek. Berikut merupakan Tanggung Jawab dan Wewenang yang sudah
ditetapkan oleh PT. Els Artsindo untuk mahasiswa yang sedang melaksanakan
Kerja Praktek
4.2.1. Tanggung Jawab Pekerjaan
Tanggung jawab yang dimaksudkan merupakan penulis diberi tugas oleh
koordinator divisi Quality Control untuk membantu dan mempraktekkan langsung
proses penginspeksian produk. Tidak semua proses penginspeksian produk
yang terdapat pada Quality Control dilakukan oleh penulis, penulis hanya
melakukan tugas khusus yang telah diberikan oleh perusahaan. Tugas khusus
tersebut antara lain sebagai berikut :
a. Menginspeksi Tingkat Kekeringan Kayu pada setiap produk yang dikirim dari
supplier dengan menggunakan sebuah alat khusus bernama MC.
b. Mengidentifikasi hasil penginspeksian tingkat kekeringan kayu apakah sudah
sesuai dengan standar perusahaan. Standar tingkat kekeringan kayu yang
sudah ditetapkan perusahaan yaitu maksimal 15%. Produk yang memiliki
tingkat kekeringan kayu diatas standar akan dinyatakan reject atau tidak dapat
diproses lebih lanjut.
c. Mengidentifikasi supplier yang memiliki produk dengan tingkat kekeringan
kayu sesuai standar dan supplier yang memiliki produk dengan tingkat
kekeringan kayu belum sesuai standar.
4.2.2. Wewenang Pekerjaan
Selain tanggung jawab dari perusahaan, penulis juga diberikan wewenang dari
perusahaan. Wewenang yang dimaksudkan adalah segala bentuk aktivitas yang
diijinkan perusahaan kepada penulis demi memperlancar proses penginspeksian
dan tercapainya tujuan dari tugas yang telah diberikan. Wewenang yang telah
diberikan perusahaan kepada penulis antara lain adalah sebagai berikut :
a. Penulis diijinkan untuk melakukan pengamatan langsung selama proses
penginspeksian produk.
b. Penulis diijinkan untuk melakukan pengamatan langsung selama proses
service produk cacat.
79
c. Penulis diijinkan untuk mencatat segala informasi yang diberikan mengenai
proses penginspeksian produk.
d. Penulis diijinkan untuk mengambil foto selama penjelasan proses
penginspeksian berdasarkan ijin dan persetujuan dari koordinator bagian
Quality Control.
e. Penulis diijinkan untuk berdialog atau melakukan tanya jawab selama proses
penginspeksian.
f. Penulis diijinkan untuk mempraktekkan langsung proses penginspeksian
terutama penginspeksian tingkat kekeringan kayu.
g. Penulis diijinkan untuk menggunakan alat-alat yang digunakan selama proses
Quality Control, terutama alat untuk menginspeksi tingkat kekeringan kayu
yaitu MC.
80
4.3. Metodologi Pelaksanaan Pekerjaan
Mulai
Mendengarkan Penjelasan Aktivitas Yang
Dilakuakn Di Area QC
Mendengarkan Penjelasan cara pemakaian alat-alat
penginspeksian
Mengamati cara menginspeksi MC Kayu
Melakukan Penginspeksian langsung dengan MC
Mencatat hasil MC yang diperoleh
Mengolah Data berdasarkan Suppliernya
Mengambil kesimpulan dari hasil pengolahann data
Mengusulkan Supplier yang terbaik
Selesai
Gambar 4.1. Flowchart Metodologi Pelaksanaan Tugas Pada Area QC
81
Pelaksanaan tugas di bagian Quality Control mulai dilaksanakan pada minggu ke
3. Kegiatan diawali dengan penjelasan dari Koordinator Quality Control
mengenai aktivitas yang dilakukan di Quality Control. Kegiatan dilanjutkan
dengan melakukan pengamatan dan proses penginspeksian langsung pada area
ini. Staf QC memberikan tugas untuk menginspeksi nilai tingkat kekeringan kayu
dari produk yang dikirimkan oleh supplier. Batas MC yang harus dicapai yaitu
maksimal 15%, apabila didapatkan tingkat kekeringan kayu dengan nilai
presentase melebih 15%, maka dapat dikatakan produk belum sesuai standar.
Nilai tingkat kekeringan kayu sendiri penting untuk diinspeksi supaya pada
proses berikutnya kayu tidak mudah mengalami keropos. Berdasarkan hasil
pengamatan pada saat melakukan proses penginspeksian tingkat kekeringan
kayu, terdapat beberapa produk dari supplier dengan tingkat kekeringan kayu
masih belum sesuai standar, namun terdapat juga beberapa produk dengan
tingkat kekeringan kayu yang sudah sesuai standar. Perusahaan sendiri untuk
mengatasi tingkat kekeringn kayu yang belum sesuai dengan standar langsung
dikembalikan kepada supplier, tanpa melakukan analisis apapun. Oleh karena
itu, untuk membantu perusahaan mengetahui supplier mana yang selalu
mengirimkan produk dengan tingkat kekeringan kayu sesuai standar, diperlukan
beberapa metode analisis, sesuai dengan yang sudah diajarkan pada salah satu
mata kuliah mengenai Quality Control. Terdapat 4 supplier yang akan diamati
yaitu Supplier kastam, Supplier Gufron, Supplier Ahmad Yani dan Supplier
Santani. Keempat Supplier tersebut memiliki karakteristik produk masing-masing.
Untuk Supplier Kastam dan Gufron khusus memproduksi produk ukiran dan
Produk meja, sedangkan untuk supplier Ahmad Yani dan Suntani khusus
memproduksi Kursi, Bingkai dan Cermin. Oleh karena itu diantara keempat
supplier tersebut, penulis akan menganalisis dan memilih 2 supplier terbaik
dengan tingkat kekeringan kayu yang sudah sesuai standar. 1 Supplier terbaik
untuk kategori produk Ukiran dan Meja dan 1 Supplier Terbaik untuk kategori
Kursi, Bingkai dan Cermin.
82
4.4. Hasil Pekerjaan (Metode Perusahaan dan Berdasarkan Teori)
4.4.1 Metode penginspeksian pada Perusahaan (Bagian Quality Control
Mentah)
PT. Els Artsindo dalam memeriksa kualitas dari suatu produk memiliki beberapa
tahapan . Tahapan-tahapan penginspeksian pada PT. Els Artsindo dimulai dari
proses Quality Control mentah. Produk yang telah dikirimkan dari supplier
langsung masuk ke bagian Quality Control mentah sebelum disimpan ke bagian
logistik dan diproses ke produksi. Produk diinspeksi berdasarkan gambar kerja
yang telah dibuat. Proses penginspeksian dimulai dari kesesuain dimensi produk
dengan gambar kerja yang meliputi Panjang, Lebar , Tinggi/Tebal, Sudut Siku,
Diameter, kerapian dan kehalusan produk yang dilihat dari ada tidaknya goresan
atau lubang, dan tingkat kekeringan kayu dari produk yang dicek dengan
menggunakan alat bernama MC. Produk yang telah selesai diinspeksi akan
dinyatakan lolos Quality Control atau tidak. Bagian Quality Control akan
mengeluarkan dokumen bernama Laporan Hasil Quality Control (LH QC). LH QC
tersebut berisi mengenai data supplier dan keputusan untuk menerima produk
atau menolak produk. Produk dinyatakan ditolak apabila tidak sesuai dengan
gambar kerja dan tingkat kekeringan kayu tidak sesuai dengan standar yag
ditetapkan, begitu juga sebaliknya. Berikut merupakan contoh LH-QC dari PT.
ELS Artsindo
Gambar 4.2. Laporan Hasil Quality Control (LH QC)
Dalam memilih supplier, PT. Els Artsindo langsung bekerja sama dengan
pengrajin-pengrajin sekitar jepara. Setiap pengrajin yang bekerja sama, memiliki

83
karakteristiknya masing-masing. Terdapat 4 supplier yang mengirimkan
produknya untuk diinspeksi antara lain adalah supplier kastam, supplier ahmad
yani, supplier Gufron dan Supplier Suntani. Terdapat beberapa produk yang tidak
lolos dari proses Quality Control saat saat penulis melakukan proses
penginspekasian. Produk yang tidak lolos tersebut dikarenakan tingkat
kekeringan kayu yang melebihi batas standar. Koordinator QC (Quality Control)
langsung menolak dan mengembalikan produk tersebut kepada supplier.
4.4.2. Metode Penginspeksian Berdasarkan Teori
Proses penginspeksian juga diajarkan disalah satu mata kuliah yang terdapat di
kampus. Mata kuliah tersebut bernama Pengendalian dan Penjaminan Mutu. Di
dalam mata kuliah ini cara menginspeksi produk dari awal sampai produk
dinyatakan diterima atau ditolak harus melalui beberapa tahapan terlebih dahulu.
Tugas dari mahasiswa didalam perusahaan sendiri adalah menginspeksi tingkat
kekeringan kayu pada sebuah produk dari beberapa supplier. Tahapan-tahapan
dalam memeriksa tingkat kekeringan kayu sesuai dengan mata kuliah
pengendalian dan penjaminan mutu adalah Terdapat beberapa tahapan untuk
mengetahui apakah kualitas tingkat kekeringan kayu dari beberapa supplier yang
mengirimkan produk furniture sudah memenuhi spesifikasi yang ditentukan atau
belum. Tahapan tersebut antara lain adalah sebagai berikut :
a. Menentukan Karakteristik Kualitas , Checksheet dan Quality Plan
Menurut Puspitasari dan Aysia (2015) berdasarkan hasil penelitiannya
mengenai Perancangan Pengendalian Kualitas di PT.X didapatkan hasil
bahwa untuk melakukan pengendalian kualitas, dapat dilakukan dengan
menggunakan form karakteristik kualitas dan Form Checksheet. Hal tersebut
bertujuan untuk mempermudah pengumpulan data, dimana dari hasil
karakteristik kualitas dan checksheet akan didapatkan form Quality Plan yang
merupakan ringkasan dari proses pengendalian kualitas. Karakteristik Kualitas
merupakan penentuan standar yang digunakan untuk menilai suatu produk
yang dihasilkan sudah memenuhi standar karakteristik yang sesuai harapan
dan kebutuhan konsumen atau belum. Karakteristik Kualitas disajikan dalam
bentuk tabel yang berisi informasi mengenai karakteristik produk yang
diinspeksi, standar penerimaan produk dan jenis uji yang digunakan untuk
menginspeksi. Berikut ini merupakan karakteristik kualitas dari proses
penginspeksian tingkat kekeringan kayu.
84
Tabel 4.1. Karakteristik Kualitas
b. Membuat Checksheet
Checsheet merupakan salah satu form yang digunakan untuk melihat
kecacatan yang terdapat pada suatu produk dengan lebih mudah dan ringkas.
Checksheet di bawah ini menunjukkan informasi produk yang lolos pada
tahap Quality Control dan tidak lolos pada tahap Quality Control didasarkan
pada standatr nilai tingkat kekeringan kayu. Berikut ini merupakan form
checksheet dari masing-masing supplier.
85
Tabel 4.2. Tabel Checksheet Supplier Kastam
No Tingkat Kekeringan Kayu Supplier Kastam
Status Nama Supplier
Nama Produk
Tingkat Kekeringan Kayu (%)
> 15%
1 Kastam Meja 15,2 V Reject
2 Kastam Ukiran 16,0 V Reject
3 Kastam Meja 16,0 V Reject
4 Kastam Ukiran 10,0 - -
5 Kastam Meja 15,7 V Reject
6 Kastam Ukiran 15,5 V Reject
7 Kastam Ukiran 10,4 - -
8 Kastam Ukiran 10,7 - -
9 Kastam Ukiran 10,5 - -
10 Kastam Meja 15,5 V Reject
11 Kastam Ukiran 10,1 - -
12 Kastam Ukiran 12,1 - -
13 Kastam Meja 15,7 V Reject
14 Kastam Ukiran 15,2 V Reject
15 Kastam Ukiran 15,1 V Reject
16 Kastam Meja 10,1 - -
17 Kastam Meja 15,4 V Reject
18 Kastam Meja 14,2 - -
19 Kastam Meja 10,4 - -
20 Kastam Meja 11,9 - -
21 Kastam Meja 14,7 - -
22 Kastam Meja 13,3 - -
23 Kastam Meja 10,7 - -
24 Kastam Meja 11,9 - -
25 Kastam Meja 15,5 V Reject
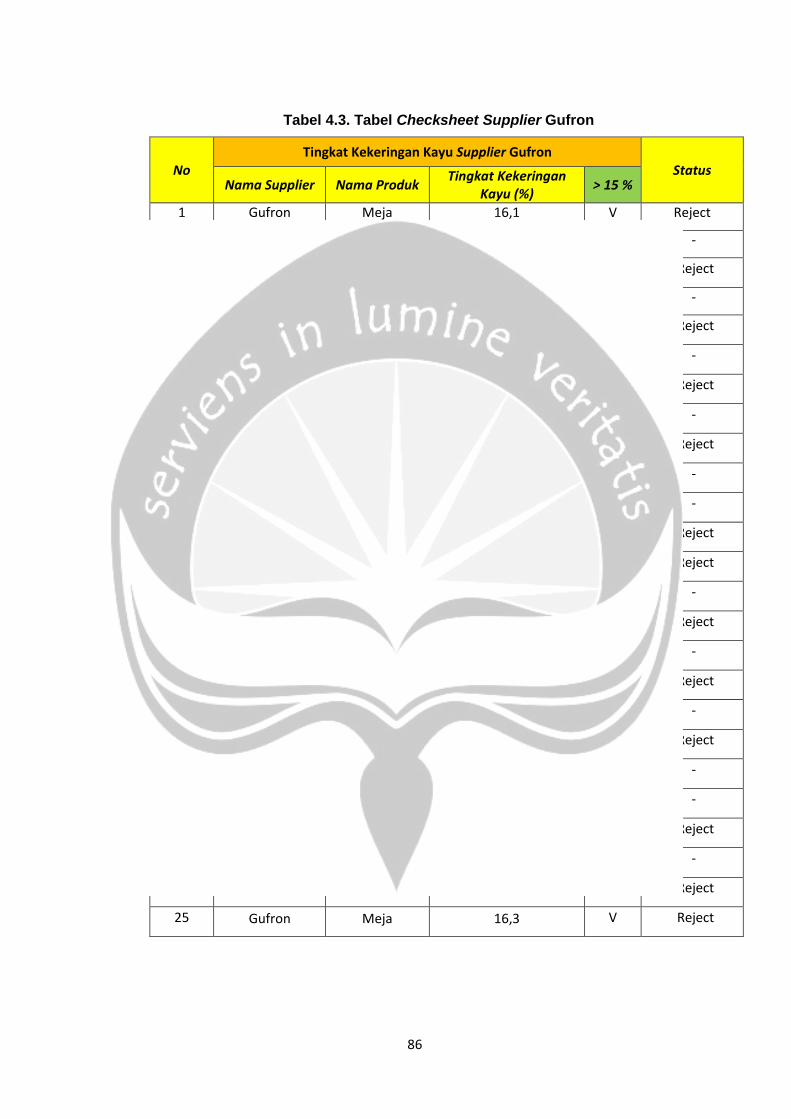
86
Tabel 4.3. Tabel Checksheet Supplier Gufron
No Tingkat Kekeringan Kayu Supplier Gufron
Status Nama Supplier Nama Produk
Tingkat Kekeringan Kayu (%)
> 15 %
1 Gufron Meja 16,1 V Reject
2 Gufron Meja 13,6 - -
3 Gufron Meja 16,3 V Reject
4 Gufron Meja 14 - -
5 Gufron Meja 15,7 V Reject
6 Gufron Meja 13,7 - -
7 Gufron Meja 16,6 V Reject
8 Gufron Ukiran 14,3 - -
9 Gufron Meja 16,3 V Reject
10 Gufron Ukiran 14,5 - -
11 Gufron Ukiran 14,9 - -
12 Gufron Ukiran 16,7 V Reject
13 Gufron Ukiran 16 V Reject
14 Gufron Ukiran 14,6 - -
15 Gufron Meja 16,2 V Reject
16 Gufron Ukiran 12,6 - -
17 Gufron Meja 16,9 V Reject
18 Gufron Meja 13,1 - -
19 Gufron Meja 16,6 V Reject
20 Gufron Ukiran 14,2 - -
21 Gufron Ukiran 13,2 - -
22 Gufron Ukiran 15,7 V Reject
23 Gufron Ukiran 13,8 - -
24 Gufron Ukiran 15,8 V Reject
25 Gufron Meja 16,3 V Reject
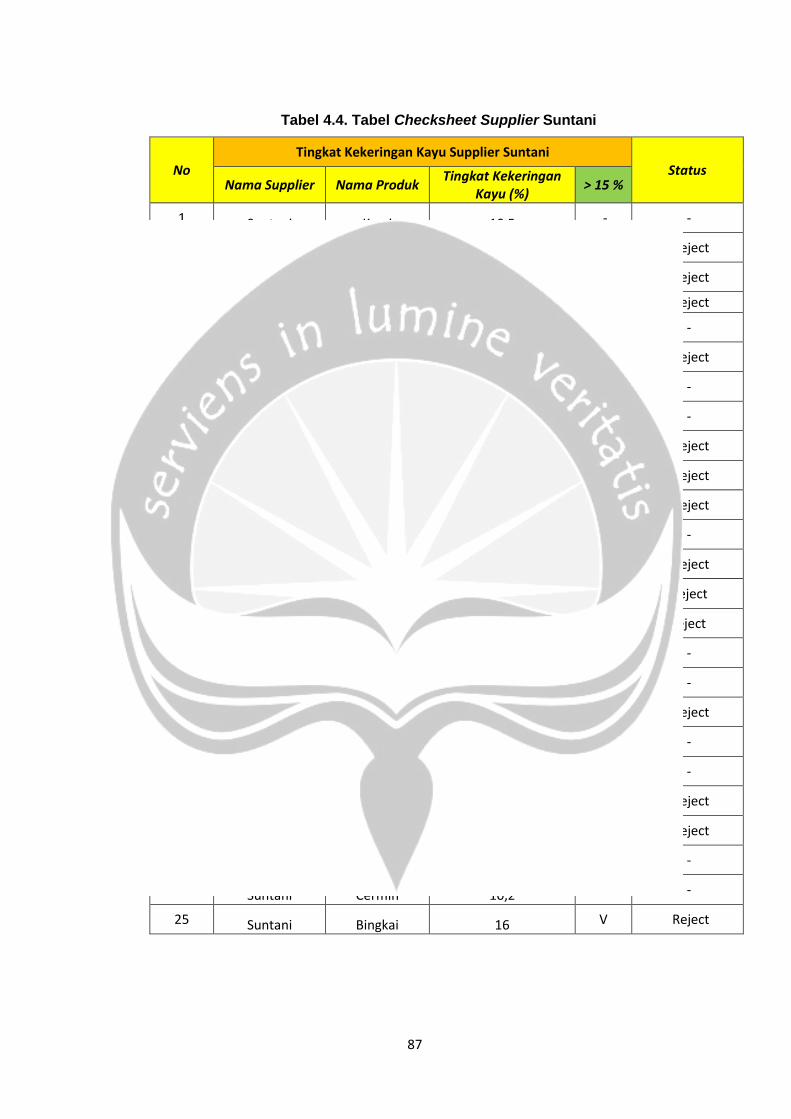
87
Tabel 4.4. Tabel Checksheet Supplier Suntani
No Tingkat Kekeringan Kayu Supplier Suntani
Status Nama Supplier Nama Produk
Tingkat Kekeringan Kayu (%)
> 15 %
1 Suntani Kursi 10,5 - -
2 Suntani Kursi 16,8 V Reject
3 Suntani Kursi 15,4 V Reject
4 Suntani Kursi 16 V Reject
5 Suntani Kursi 12,4 - -
6 Suntani Kursi 18,7 V Reject
7 Suntani Kursi 14 - -
8 Suntani Kursi 11,6 - -
9 Suntani Kursi 16,1 V Reject
10 Suntani Kursi 17,2 V Reject
11 Suntani Kursi 16 V Reject
12 Suntani Kursi 12,5 - -
13 Suntani Kursi 16 V Reject
14 Suntani Kursi 15,2 V Reject
15 Suntani Cermin 16 V Reject
16 Suntani Cermin 10,7 - -
17 Suntani Cermin 12,2 - -
18 Suntani Kursi 15,4 V Reject
19 Suntani Kuri 14 - -
20 Suntani Kursi 12,3 - -
21 Suntani Kursi 16 V Reject
22 Suntani Kursi 17 V Reject
23 Suntani Cermin 10,5 - -
24 Suntani Cermin 10,2 - -
25 Suntani Bingkai 16 V Reject
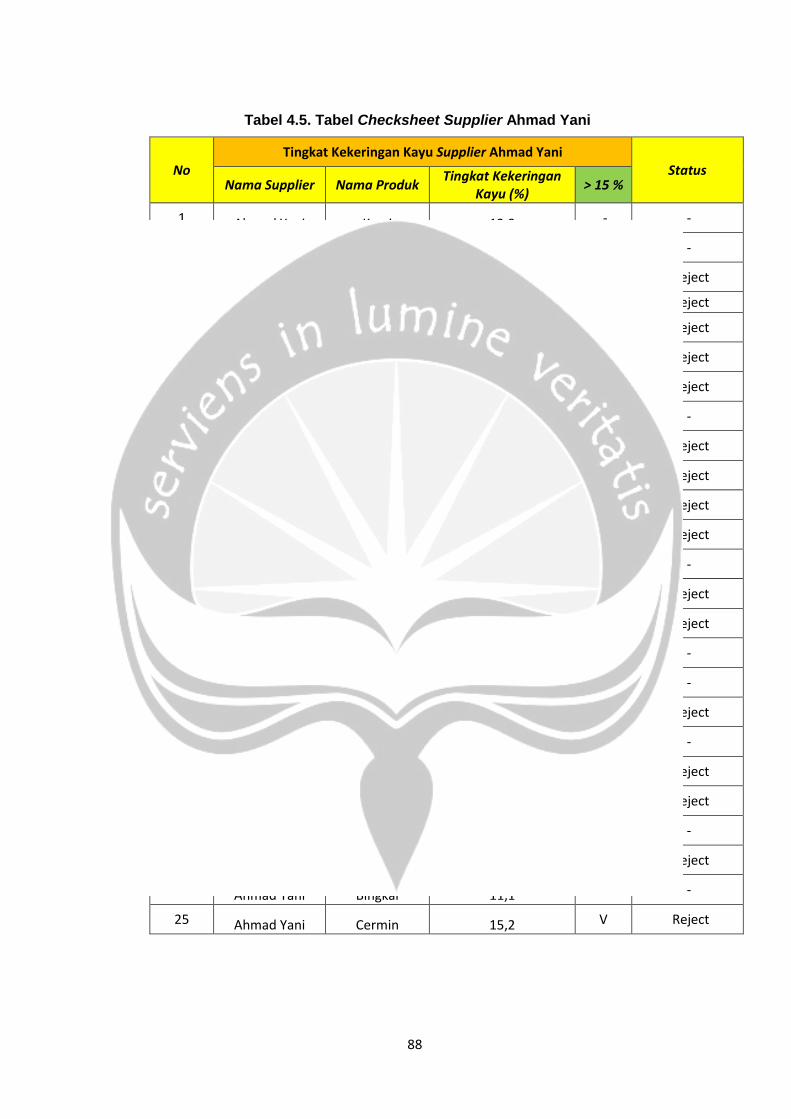
88
Tabel 4.5. Tabel Checksheet Supplier Ahmad Yani
No Tingkat Kekeringan Kayu Supplier Ahmad Yani
Status Nama Supplier Nama Produk
Tingkat Kekeringan Kayu (%)
> 15 %
1 Ahmad Yani Kursi 12,9 - -
2 Ahmad Yani Kursi 11,9 - -
3 Ahmad Yani Kursi 18,1 V Reject
4 Ahmad Yani Kursi 15,6 V Reject
5 Ahmad Yani Kursi 18 V Reject
6 Ahmad Yani Kursi 18,5 V Reject
7 Ahmad Yani Kursi 16,1 V Reject
8 Ahmad Yani Kursi 9,3 - -
9 Ahmad Yani Kursi 17,8 V Reject
10 Ahmad Yani Kursi 19 V Reject
11 Ahmad Yani Bingkai 15,2 V Reject
12 Ahmad Yani Bingkai 16,4 V Reject
13 Ahmad Yani Bingkai 11,7 - -
14 Ahmad Yani Bingkai 16,1 V Reject
15 Ahmad Yani Kursi 15,7 V Reject
16 Ahmad Yani Kursi 12,2 - -
17 Ahmad Yani Kursi 14,1 - -
18 Ahmad Yani Kursi 15,7 V Reject
19 Ahmad Yani Kursi 10,3 - -
20 Ahmad Yani Kursi 16,6 V Reject
21 Ahmad Yani Bingkai 16,8 V Reject
22 Ahmad Yani Cermin 12,3 - -
23 Ahmad Yani Cermin 18,8 V Reject
24 Ahmad Yani Bingkai 11,1 - -
25 Ahmad Yani Cermin 15,2 V Reject
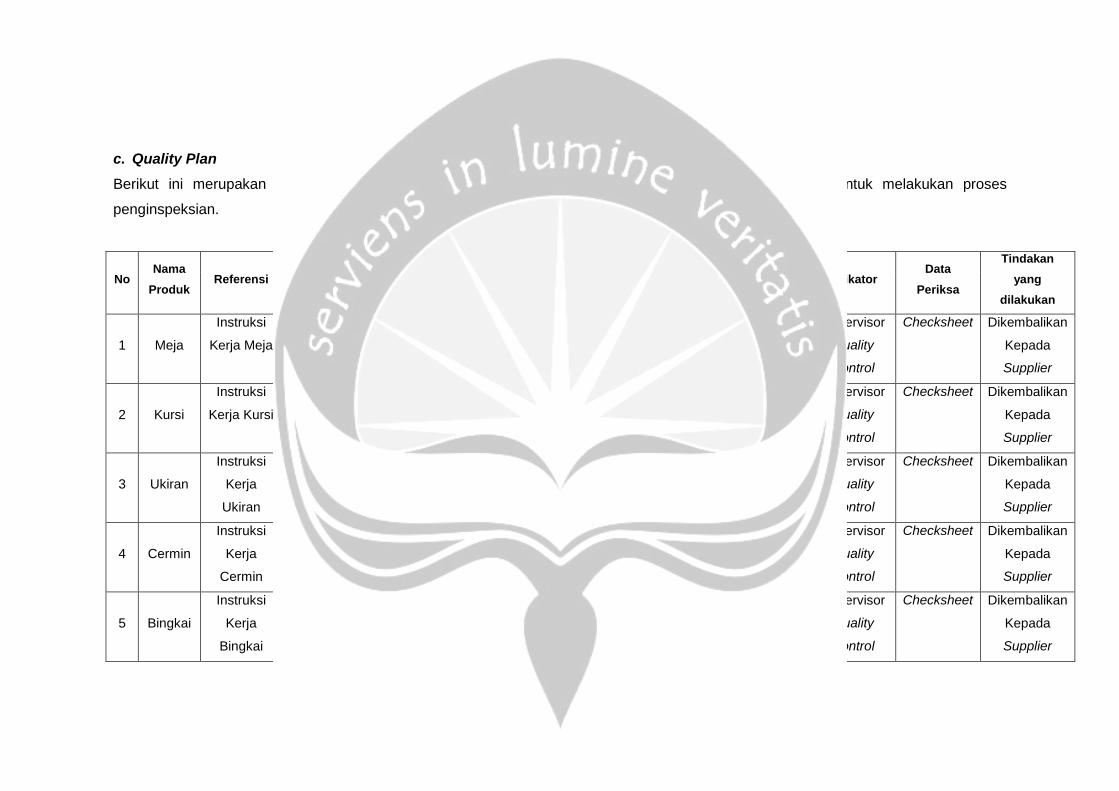
89
c. Quality Plan
Berikut ini merupakan Output dari karakteristik kualitas dan Checksheet yang dapat dijadikan acuan untuk melakukan proses
penginspeksian.
Tabel 4.6. Quality Plan
No Nama
Produk Referensi
Karakteristik
Kualitas
Standar
Penerimaan
Metode
Inspeksi
Metode Pengontrolan
Inspektor Verifikator Data
Periksa
Tindakan
yang
dilakukan Inspeksi Tools
1 Meja
Instruksi
Kerja Meja
Tingkat
Kekeringan
Kayu
<= 15 %
Uji
Moisture
Content
Dicek Satu
Persatu
Pengambilan
Data Dengan
Checksheet
Supervisor
Quality
Control
Supervisor
Quality
Control
Checksheet Dikembalikan
Kepada
Supplier
2 Kursi
Instruksi
Kerja Kursi
Tingkat
Kekeringan
Kayu
<= 15 %
Uji
Moisture
Content
Dicek Satu
Persatu
Pengambilan
Data Dengan
Checksheet
Supervisor
Quality
Control
Supervisor
Quality
Control
Checksheet Dikembalikan
Kepada
Supplier
3 Ukiran
Instruksi
Kerja
Ukiran
Tingkat
Kekeringan
Kayu
<= 15 %
Uji
Moisture
Content
Dicek Satu
Persatu
Pengambilan
Data Dengan
Checksheet
Supervisor
Quality
Control
Supervisor
Quality
Control
Checksheet Dikembalikan
Kepada
Supplier
4 Cermin
Instruksi
Kerja
Cermin
Tingkat
Kekeringan
Kayu
<= 15 %
Uji
Moisture
Content
Dicek Satu
Persatu
Pengambilan
Data Dengan
Checksheet
Supervisor
Quality
Control
Supervisor
Quality
Control
Checksheet Dikembalikan
Kepada
Supplier
5 Bingkai
Instruksi
Kerja
Bingkai
Tingkat
Kekeringan
Kayu
<= 15 %
Uji
Moisture
Content
Dicek Satu
Persatu
Pengambilan
Data Dengan
Checksheet
Supervisor
Quality
Control
Supervisor
Quality
Control
Checksheet Dikembalikan
Kepada
Supplier
90
d. Memilih Jenis Peta Kendali
Peta kendali dibedakan menjadi 2 jenis yaitu peta kendali variabel dan peta
kendali atribut. Fungsi kedua peta kendali ini berbeda satu sama lain.
i. Peta Kendali Variabel
Menurut Besterfield (2009) Peta kendali Variabel merupakan salah satu
metode yang digunakan untuk mengetahui variasi dan penyebaran dari
suatu data. Peta kendali juga digunakan untuk mengetahui apakah proses
masih stabil atau tidak. Salah satu jenis peta kendali variabel yaitu Peta X
bar – R Chart . Peta Kendali X Bar digunakan untuk mengetahui stabil atau
tidaknya suatu proses dengan melihat rata-rata variasi dari suatu produk.
Peta Kendali R digunakan untuk mengetahui stabil atau tidaknya suatu
proses dengan melihat rentang (range). Data yang digunakan merupakan
data hasil pengukuran seperti panjang, masa,waktu, arus listrik, temperatur,
zat, berat, kecepatan, beban, energi, massa jenis, tekanan. Peta ini
digunakan untuk ukuran sampel (2n <= 10.). Suatu data dapat dianalis
dengan menggunakan Peta Kendali X bar – R Chart dengan cara
Menentukan Karakteristik Kualitas, Menentukan Subgroup Size (Maksimal
10 Subgroup Size), Memasukkan Data, dan Menentukan Batas Kendali.
Apabila sampel melebihi 10, maka peta yang digunakan merupakan peta
kendali X bar – S Chart
ii. Peta Kendali Atribut
Menurut Besterfield (2009) Peta kendali atirbut merupakan salah satu jenis
peta yang digunakan untuk mengevaluasi proses, namun data yang
digunakan merupakan data bukan hasil pengukuran seperti warna, Part
yang hilang, Goresan, dan permukaan yang kasar atau rusak. Peta
Kendali Atribute juga dapat digunakan untuk mengukur data hasil
pengukuran, namun output yang dihasilkan bukan berupa angka melainkan
“Diterima atau tidak diterima”.
Berdasarkan penjelasan dari macam-macam peta kendali diatas, maka untuk
menganalisis baik buruknya suatu proses penginspeksian tingkat kekeringan
kayu akan digunakan metode peta kendali variabel X bar – R Chart. Alasan
digunakannya metode tersebut dikarenakan proses penginspeksian tingkat
kekeringan kayu termasuk kegiatan hasil pengukuran. Alat yang digunakan untuk
menginspeksi yaitu MC (Moistur Content). Jumlah sampel yang diambil tiap

91
melakukan inspeksi berjumlah 2, dimana sesuai dengan ketentuan Peta X bar
dan R disebutkan bahwa peta ini hanya digunakan untuk ukuran sampel minimal
maksimal 10. Metode tersebut digunakan untuk mengetahui rata –rata produk
dan rentang nilai dari proses penginspeksian tingkat kekeringan. Kayu masih
berada pada batas kendalinya atau tidak. Produk dengan rata-rata dan rentang
masih berada pada batas kendali atas dan bawah, berarti produk tersebut
memiliki proses produksi yang baik atau sudah sesuai standar. Produk dengan
rata-rata dan rentang berada diluar batas kendali atas dan bawah, berarti produk
tersebut memiliki proses produksi yang belum baik atau tidak sesuai standar,
maka perlu dilakukan tindakan perbaikan .
e. Menentukan Process Capability
Process Capability digunakan untuk mengetahui apakah produk yang telah
diinspeksi telah memenuhi spesifikasi yang telah ditentukan atau belum.
Produk yang belum memenuhi spesifikasi harus segera dilakukan tindakan
perbaikan. Menurut Besterfield (2009) Metode Process Capability apabila
dibandingkan dengan toleransi, maka akan menghasilkan nilai Capability
Index. Cp menunjukkan perbandingan variasi proses terhadap standar yang
telah ditentukan, sedangkan Cpk menunjukkan nilai dari Cp untuk
menentukan baik buruknya proses dalam mengahasilkan produk. Nilai Cpk
selalu lebih kecil atau sama dengan nilai Cp nya. Nilai Cp dan Cpk akan sama
apabila proses terpusat. Cp dan Cpk dikatakan baik/capable apabila niai hasil
perhitungan sama dengan atau lebih dari 1, sedangkan Cp dan Cpk dikatakan
buruk/not capable apabila nilai hasil perhitungan kurang dari 1, Cpk bernilai 0
menandakan bahwa nilai cpk setara dengan batas spesifikasi dan apabila nilai
Cpk negatif, maka terdapat nilai yang keluar dari spesifikasinya.
92
4.4.3. Pengolahan Data Sesuai Teori
Berikut ini merupakan nilai tingkat kekeringan kayu pada masing-masing
Supplier.
a. Nilai Tingkat Kekeringan Kayu Supplier Kastam
Tabel 4.7. Data Nilai Kekeringan kayu Supplier Kastam
No Supplier Jenis Produk MC (%)
1 Kastam Meja 15,2
2 Kastam Ukiran 16,0
3 Kastam Meja 16,0
4 Kastam Ukiran 10,0
5 Kastam Meja 15,7
6 Kastam Ukiran 12,0
7 Kastam Ukiran 10,4
8 Kastam Ukiran 10,7
9 Kastam Ukiran 10,5
10 Kastam Meja 15,5
11 Kastam Ukiran 10,1
12 Kastam Ukiran 12,1
13 Kastam Meja 15,7
14 Kastam Ukiran 15,2
15 Kastam Ukiran 15,1
16 Kastam Meja 10,1
17 Kastam Meja 15,4
18 Kastam Meja 14,2
19 Kastam Meja 10,4
20 Kastam Meja 11,9
21 Kastam Meja 14,7
22 Kastam Meja 13,3
23 Kastam Meja 10,7
24 Kastam Meja 11,9
25 Kastam Meja 15,5
93
b. Nilai Tingkat Kekeringan Kayu Supplier Gufron
Tabel 4.8. Data Nilai Kekeringan kayu Supplier Gufron
No Supplier Jenis Produk MC (%)
1 Gufron Meja 16,1
2 Gufron Meja 13,6
3 Gufron Meja 16,3
4 Gufron Meja 14
5 Gufron Meja 15,7
6 Gufron Meja 13,7
7 Gufron Meja 16,6
8 Gufron Ukiran 14,3
9 Gufron Meja 16,3
10 Gufron Ukiran 14,5
11 Gufron Ukiran 14,9
12 Gufron Ukiran 16,7
13 Gufron Ukiran 16
14 Gufron Ukiran 14,6
15 Gufron Meja 16,2
16 Gufron Ukiran 12,6
17 Gufron Meja 16,9
18 Gufron Meja 13,1
19 Gufron Meja 16,6
20 Gufron Ukiran 14,2
21 Gufron Ukiran 13,2
22 Gufron Ukiran 15,7
23 Gufron Ukiran 13,8
24 Gufron Ukiran 15,8
25 Gufron Meja 16,3
94
c. Nilai Tingkat Kekeringan Kayu Supplier Ahmad Yani
Tabel 4.9. Data Nilai Kekeringan kayu Supplier Ahmad Yani
No Supplier Jenis Produk MC (%)
1 Ahmad Yani Kursi 12,9
2 Ahmad Yani Kursi 11,9
3 Ahmad Yani Kursi 18,1
4 Ahmad Yani Kursi 15,6
5 Ahmad Yani Kursi 18
6 Ahmad Yani Kursi 18,5
7 Ahmad Yani Kursi 16,1
8 Ahmad Yani Kursi 9,3
9 Ahmad Yani Kursi 17,8
10 Ahmad Yani Kursi 19
11 Ahmad Yani Bingkai 15,2
12 Ahmad Yani Bingkai 16,4
13 Ahmad Yani Bingkai 11,7
14 Ahmad Yani Bingkai 16,1
15 Ahmad Yani Kursi 15,7
16 Ahmad Yani Kursi 12,2
17 Ahmad Yani Kursi 14,1
18 Ahmad Yani Kursi 15,7
19 Ahmad Yani Kursi 10,3
20 Ahmad Yani Kursi 16,6
21 Ahmad Yani Bingkai 16,8
22 Ahmad Yani Cermin 12,3
23 Ahmad Yani Cermin 18,8
24 Ahmad Yani Bingkai 11,1
25 Ahmad Yani Cermin 15,2
95
d. Nilai Tingkat Kekeringan Kayu Supplier Suntani
Tabel 4.10. Data Nilai Kekeringan kayu Supplier Suntani
No Supplier Jenis Produk MC (%)
1 Suntani Kursi 10,5
2 Suntani Kursi 16,8
3 Suntani Kursi 15,4
4 Suntani Kursi 16
5 Suntani Kursi 12,4
6 Suntani Kursi 18,7
7 Suntani Kursi 14
8 Suntani Kursi 11,6
9 Suntani Kursi 16,1
10 Suntani Kursi 17,2
11 Suntani Kursi 16
12 Suntani Kursi 12,5
13 Suntani Kursi 16
14 Suntani Kursi 15,2
15 Suntani Cermin 16
16 Suntani Cermin 10,7
17 Suntani Cermin 12,2
18 Suntani Kursi 15,4
19 Suntani Kuri 14
20 Suntani Kursi 12,3
21 Suntani Kuri 16
22 Suntani Kursi 17
23 Suntani Cermin 10,5
24 Suntani Cermin 10,2
25 Suntani Bingkai 16
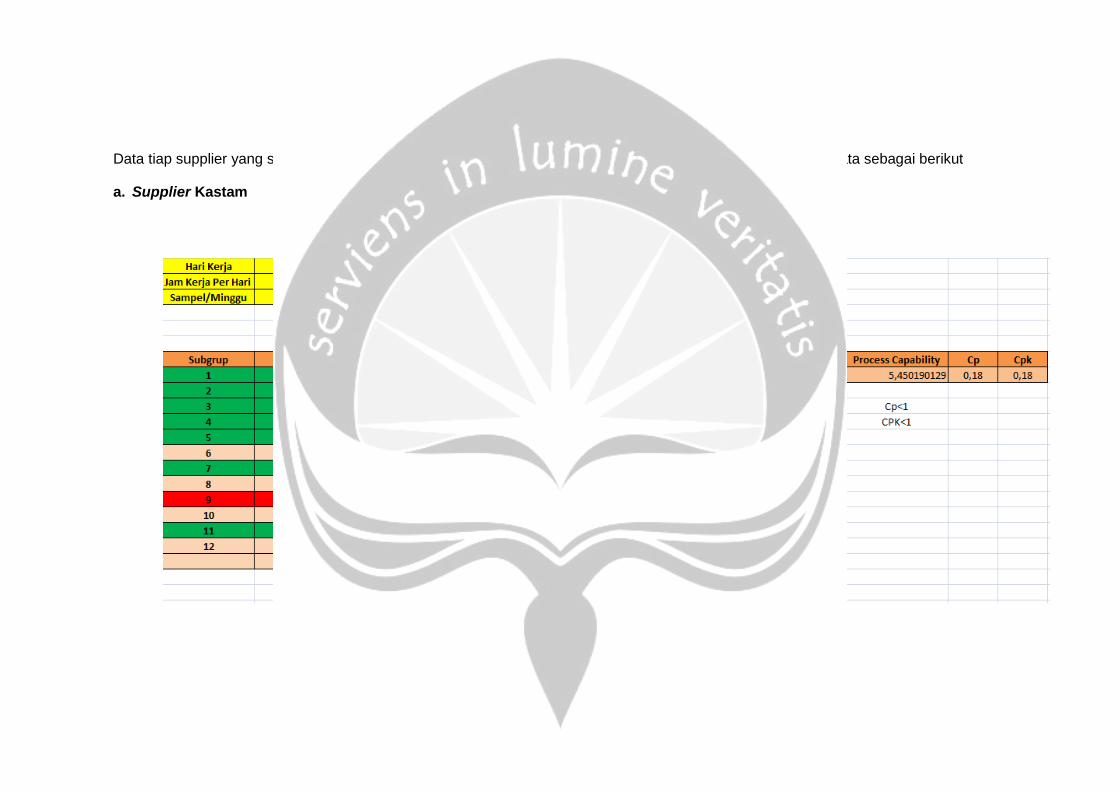
96
Data tiap supplier yang sudah diolah dengan menggunakan microsoft excel akan didapatkan hasil pengolahan data sebagai berikut
a. Supplier Kastam
Tabel 4.11. Hasil pengolahan data supplier Kastam
97
Peta Kendali X bar
Gambar 4.3. Peta Kendali X Bar Supplier Kastam
Peta Kendali R Bar
Gambar 4.4. Peta Kendali R Supplier Kastam
Berdasarkan hasil pengolahan data dengan menggunakan peta kendali variabel
dan control limit, dapat dilihat bahwa pada supplier Kastam nilai Cp dan CPK
masih berada dibawah 1 yaitu 0,16 yang berarti bahwa masih terdapat produk
dengan tingkat kekeringan kayu belum sesuai spesifikasi yang telah ditentukan
yaitu 15 MC. Peta kendali x bar diatas menunjukkan bahwa masih terdapat
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
1 2 3 4 5 6 7 8 9 10 11 12Rat
a-R
ata
Tin
gkat
Ke
keri
nga
n K
ayu
Jumlah Pengambilan Data Inspeksi
X Bar Chart
x BAR
UCL X bar
LCL X bar
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
1 2 3 4 5 6 7 8 9 10 11 12Re
nta
ng
Nila
i Tin
gkat
Ke
keri
nga
n K
ayu
Jumlah Pengambilan Data Inspeksi
R Chart
R
UCL R
LCL R
98
proses dengan rata – rata nilai MC (Moisture Content) diluar batas kendali atas
dan bawah yaitu penginspeksian ke 1, 3, 4,5, 7 dan 11 dan apabila dilihat dari
peta kendali R bar , Rentang nilai tingkat kekeringan kayu masih melewati batas
nilai atas yaitu pada penginspeksian ke 9
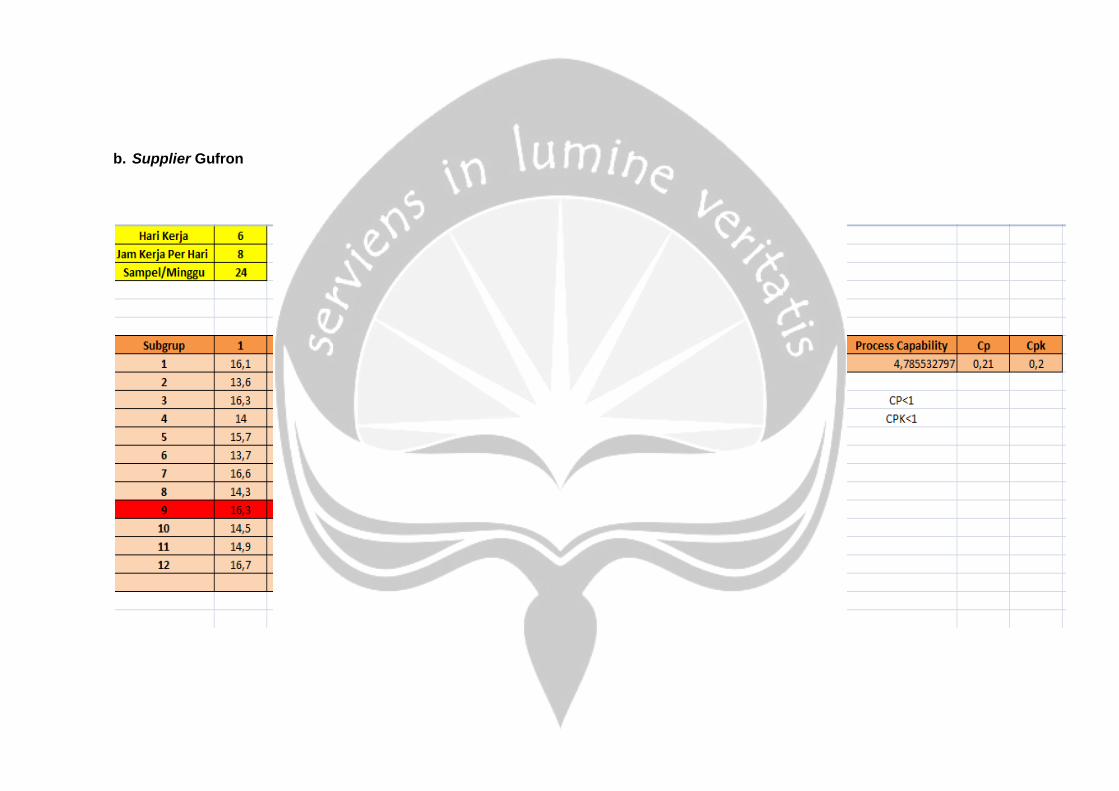
99
b. Supplier Gufron
Tabel 4.12. Hasil Pengolahan Data Supplier Gufron
100
Peta Kendali X bar
Gambar 4.5. Peta Kendali X Bar Supplier Gufron
Peta Kendali R Bar
Gambar 4.6. Peta Kendali R Supplier Gufron
Berdasarkan hasil pengolahan data dengan menggunakan peta kendali variabel
dan control limit, dapat dilihat bahwa pada supplier Gufron nilai Cp dan CPK
masih berada dibawah 1 yaitu 0,2 yang berarti bahwa masih terdapat produk
dengan tingkat kekeringan kayu belum sesuai spesifikasi yang telah ditentukan
yaitu 15%. Nilai CP (Capability Process) dan CPK dari supplier Gufron lebih
tinggi dibandingkan supplier kastam. Peta kendali x bar diatas terlihat bahwa
tidak terdapat proses dengan rata – rata nilai MC (Moisture Content) diluar batas
kendali atas maupun bawah yang berarti rata-rata penginspeksian tingkat
0.0
5.0
10.0
15.0
20.0
1 2 3 4 5 6 7 8 9 10 11 12
Rat
a-R
ata
Tin
gkat
Ke
keri
nga
n
Kay
u
Jumlah Pengambilan Data Inspeksi
X Bar Chart
x BAR
UCL X bar
LCL X bar
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
1 2 3 4 5 6 7 8 9 10 11 12
Re
nta
ng
Nila
i Tin
gkat
Ke
keri
nga
n
Kay
u
Jumlah Pengambilan Data Inspeksi
R Chart
R
UCL R
LCL R
101
kekeringan kayu sudah sesuai dengan batas kendali atas dan bawahnya. Dilihat
dari peta kendali R bar , Rentang nilai tingkat kekeringan kayu masih melewati
batas nilai atas yaitu pada penginspeksian ke 9.
102
c. Supplier Ahmad Yani
Tabel 4.13. Hsil Pengolahan Data Supplier Ahmad Yani
103
Peta Kendali X bar
Gambar 4.7. Peta Kendali X Bar Supplier Ahmad Yani
Peta Kendali R Bar
Gambar 4.8. Peta Kendali R Bar Supplier Ahmad Yani
Berdasarkan hasil pengolahan data dengan menggunakan peta kendali variabel
dan control limit, dapat dilihat bahwa pada supplier Ahmad Yani nilai Cp dan CPK
masih berada dibawah 1 yaitu 0,06 yang berarti bahwa masih terdapat produk
dengan tingkat kekeringan kayu belum sesuai spesifikasi yang telah ditentukan
yaitu 15 MC. Peta kendali x bar diatas menunjukkan bahwa tidak terdapat proses
dengan rata – rata nilai MC (Moisture Content) diluar batas kendali atas dan
0.0
5.0
10.0
15.0
20.0
25.0
1 2 3 4 5 6 7 8 9 10 11 12
Rat
a-R
ata
Tin
gkat
Ke
keri
nga
n K
ayu
Jumlah Pengambilan Data Inspeksi
X Bar Chart
x BAR
UCL X bar
LCL X bar
0.0
2.0
4.0
6.0
8.0
10.0
12.0
1 2 3 4 5 6 7 8 9 10 11 12Re
nta
ng
Nila
i Tin
gaka
t K
eke
rnga
n K
ayu
Jumlah Pengambilan Data Inspeksi
R Chart
R
UCL R
LCL R
104
bawah dan apabila dilihat dari peta kendali R bar , Rentang nilai tingkat
kekeringan kayu juga masih berada pada batas kendali atas dan batas kendali
bawah.
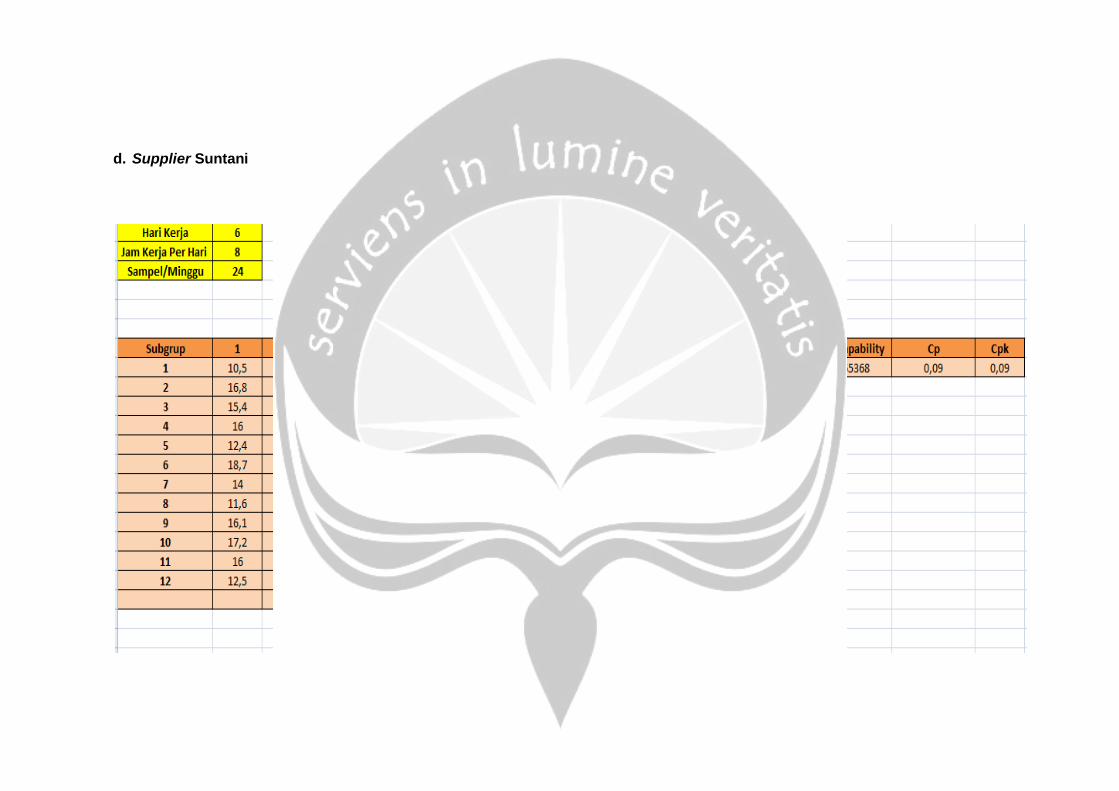
105
d. Supplier Suntani
Tabel 4.14. Hsil Pengolahan Data Supplier Suntani
106
Peta Kendali X bar
Gambar 4.9. Peta Kendali X Bar Supplier Suntani
Peta Kendali R Bar
Gambar 4.10. Peta Kendali R Bar Supplier Suntani
Berdasarkan hasil pengolahan data dengan menggunakan peta kendali variabel
dan control limit, dapat dilihat bahwa pada supplier Suntani nilai Cp dan CPK
masih berada dibawah 1 yaitu 0,09 yang berarti bahwa masih terdapat produk
dengan tingkat kekeringan kayu belum sesuai spesifikasi yang telah ditentukan
yaitu 15 MC. Tabel Perhitungan nilai Cp dan Cpk diatas menunjukkan bahwa
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
1 2 3 4 5 6 7 8 9 10 11 12Rat
a-R
ata
Tin
gkat
Ke
keri
nga
n K
ayu
Jumlah Pemgambilan Data Inspeksi
X Bar Chart
x BAR
UCL X bar
LCL X bar
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
1 2 3 4 5 6 7 8 9 10 11 12Re
nta
ng
Nila
i Tin
gkat
Ke
keri
nga
n K
ayu
Jumlah Pengambilan Data Inspeksi
R Chart
R
UCL R
LCL R
107
nilai Cp dan Cpk pada supplier Suntani lebih besar dibandingkan supplier Ahmad
Yani. Peta kendali x bar diatas menunjukkan bahwa tidak terdapat proses
dengan rata – rata nilai MC (Moisture Content) diluar batas kendali atas dan
bawah dan apabila dilihat dari peta kendali R bar , Rentang nilai tingkat
kekeringan kayu juga masih berada pada batas kendali atas dan batas kendali
bawah.
4.4.4. Hasil Pekerjaan dan Analisa Usulan Perbaikan
Berdasarkan hasil pengolahan data diatas, maka tindakan terbaik yang dapat
diusulkan perusahaan adalah dengan melihat nilai Cp dan Cpk dari hasil
pengolahan data. Rekapitulasi nilai Cp dan Cpk dari hasil penginspeksian tingkat
kekeringan kayu masing-masing supplier adalah sebagai berikut
a. Supplier Kastam nilai Cp dan Cpk = 0,16 (Spesialis Meja dan Ukiran)
b. Supplier Gufron nilai Cp dan Cpk = 0,2 (Spesialis Meja dan Ukiran)
c. Supplier Ahmad Yani nilai Cp dan Cpk = 0,06 (Kursi, Bingkai, Cermin)
d. Supplier Suntani nilai Cp dan Cpk = 0,09 (Kursi, Bingkai, Cermin)
Menurut Siregar (2006) Melakukan Penelitian Mengenai Process Capability Dan
Acceptance Sampling Plans Berdasarkan Mil-Std 1916 Untuk Mengendalikan
Kualitas Produk Pada PT X. Berdasarkan penelitian yang telah dilakukan
didapatkan hasil bahwa kadar lemak perlu adanya perbaikan dikarenakan
terdapat data yang diluar batas kontrol, sedangkan untuk kadar protein, serat,
kalsium, fosfor berada dalam batas kendali. Berdasarkan penganalisisan
dengan menggunakan process capability nilai Cp masih dibawah standar yang
berarti kemampuan proses rendah, sedangkan nilai cpk juga masih dibawah
standar yang berarti proses tidak mampu memenuhi batas spesifikasi yang
diperlukan. Nilai Cp dan Cpk yang dihasilkan berdasarkan penelitian tersebut
antara lain adalah kadar protein sebesar 0.68 dan 0,62, kadar lemak sebesar
0.64 dan 0,63, kadar serat sebesar 0,625, kadar kalsium sebesar 0.5, dan kadar
fosfor sebesar 0,65..
Menurut Sihmawati (2014) melakukan penelitian mengenai Analisis
Pengendalian Kualitas Laminating Board melalui analisis data dengan
menggunakan peta kendali dan Process capability didapatkan hasil bahwa untuk
karakteristik panjang dan moisture content (Tingkat Kekeringan Kayu) produk
laminating board masih memenuhi spesifikasi karena berada dalam batas
108
kendali, namun untuk ketebalan laminating board tidak berada dalam batas
kendali. Process Capability untuk panjang laminating board adalah sebesar
0,5479, sedangkan untuk Moisture Content (Tingkat Kekeringan Kayu) adalah
sebesar 0,418 dimana nilai tersebut tergolong rendah yang berarti masih perlu
meningkatkan kapabilitas.
Hasil penelitian dari kedua peneliti diatas dapat dijadikan dasar untuk
menentukan kemampuan proses dari tingkat kekeringan kayu masing-masing
produk yang dikirimkan beberapa supplier sudah baik atau belum. Apabila dilihat
dari hasil analisis dengan menggunakan peta kendali, didapatkan hasil bahwa
untuk Supplier Kastam baik peta kendali X bar maupun R masih berada di luar
batas kendali, untuk supplier gufron terdapat data yang diluar batas kendali untuk
peta kendali R yang artinya proses masih belum memenuhi stadar spesifikasi,
sedangkan supplier Ahmad yani dan Suntani tidak terdapat data yang berada di
luar batas kendali yang berarti proses sudah memenuhi spesifikasi. Analisis Data
dengan menggunakan Process Capability didapatkan nilai Cp masing – masing
supplier masih kurang dari 1 yang menandakan proses masih rendah atau belum
baik, sedangkan nilai Cpk dari masing – masing supplier juga masih kurang dari
1 yang menunjukkan proses tidak mampu memenuhi batas spesifikasi yang
diperlukan. Secara keseluruhan dapat disimpulkan bahwa proses pengeringan
kayu masih belum baik.
Berdasarkan keempat supplier tersebut untuk produk Meja dan ukiran lebih baik
perusahaan memilih supplier Gufron karena memiliki nilai Cp dan Cpk lebih
besar dibandingkan Supplier Kastam, selain itu dilihat dari peta kendalinya rata-
rata variasi produk berada didalam batas kendali dibandingkan supplier kastam.
Produk Kursi, Bingkai dan Cermin lebih baik perusahaan memilih supplier
Suntani karena memiliki nilai Cp dan Cpk lebih besar dibandingkan supplier
Ahmad Yani. Supplier Suntani juga memiliki rata-rata variasi produk dan rentang
variasi produk yang masih berada didalam batas kendali.
Nilai Cp dan Cpk yang masih belum baik bisa dikarenakan beberapa faktor
antara lain Faktor Metode, Faktor Manusia, dan Faktor Lingkungan. Faktor
Metode contohnya adalah proses pengeringan kayu yang masih dilakukan
manual sehingga tingkat kekeringan kayu masih belum sesuai standar, Faktor
Manusia contohnya adalah terkadang muncul human error seperti kayu yang
seharusnya belum kering tetap dikirimkan untuk diproses, dan Faktor lingkungan
109
contohnya adalah musim yang mempengaruhi tingkat kecepatan kayu tersebut
mengering.
4.4.5. Perbandingan metode perusahaan dan Berdasarkan Teori
Metode penginspeksian tingkat kekeringan kayu yang dilakukan oleh PT. Els
Artsindo dan Teori memiliki beberapa perbedaan. Perbedaan tersebut antara lain
adalah sebagai tabel di bawah ini
Tabel 4.15. Perbandingan Metode Perusahaan dan Berdasarkan Teori
NO Metode Perusahaan Teori
1
Tidak menggunakan analisis apapun
produk langsung dinyatakan diterima
atau ditolak
Menggunakan analisis peta kendali, sehingg
diketahui data yang In control dan out of
control
2
Penentuan supplier didasarkan pada
Perjanjian kerjasama pengrajin yang ada
disekitar Jepara, dan perusahaan belum
pernah menilai supplier mana yang
bagus atau tidak.
Penilaian supplier dapat digunakan sebuah
metode bernama metode conrol limit.
Berdasarkan metode tersebut didapatkan
haslil Cp dan Cpk yang menandakan kinerja
dari suatu proses.
3
(Dilihat dari tingkat kekeringan kayu dari
supplier sudah sesuai standar atau
belum)
Dari hasil Cp dan Cpk dapat diketahui
supplier yang sudah bagus dalam
menginspeksi kayu. Cp dan Cpk dikatakan
baik apabila mendekati 1
4
Perusahaan sudah memiliki standar
penerimaan suatu produk, namun tidak
terformat dengan baik, hanya dituliskan
pada kertas biasa tanpa format
Penulis memiliki Form atau Tabel
Karakteristik Kualitas, dimana didalam tabel
tersebut berisi mengenai standar
penerimaan suatu produk. Tabel ini
memudahkan penginspeksi membaca
standar penerimaan suatu produk.
5
Perusahaan menuliskan hasil dari
penginspeksian pada LH-QC (Laporan
Hasil Quality Control), namun informasi di
dalam LH QC tersebut kurang lengkap
dikarenakan tidak memuat apakah hasil
inspeksi sudah sesuai standar
penerimaan atau kurang dari standar
penerimaan atau melebihi standar
penerimaan.
Penulis memiliki Form Checksheet, dimana
didalam form ini memuat hasil inspeksi yang
kurang dari standar. Form ini memudahkan
penginspeksi untuk melihat produk mana
yang masih belum sesuai dengan standar.
Melihat dari perbandingan diatas, maka dapat disimpulkan bahwa metode
penginspeksian yang dilakukan penulis lebih baik dibandingkan perusahaan
karena penulis memiliki form karakteristik kualitas, checksheet yang
110
memudahkan melihat produk yang belum sesuai standar, Analisis peta kendali
untuk mengetahui data yang out of control atau in control dan penulis dapat
menentukan supplier mana yang bagus berdasarkan metode control limit.
111
BAB 5
PENUTUP
Kegiatan Kerja Praktek di PT. Els Artsindo memberikan beberapa manfaat
kepada penulis. Kerja Praktek dapat melatih Penulis untuk selalu disiplin.
Kedisiplinan tersebut terlihat dari jam masuk kerja yang harus tepat waktu,
sebelum jam kerja dimulai semua karyawan wajib melaksanakan doa bersama
terlebih dahulu. Kegiatan kerja praktek juga melatih penulis untuk dapat
berinteraksi dengan semua karyawan yang ada di perusahaan. Hal tersebut
dapat terlihat selama penulis melaksanakan tugas yang diberikan oleh
perusahaan dan kegiatan wawancara yang dilakukan penulis dengan pekerja di
pabrik maupun staf-staf yang terdapat di pabrik. Penulis juga dituntut untuk bisa
beradaptasi dengan lingkungan tempat kerja. Penulis juga diberi kesempatan
untuk mengamati secara langsung segala aktivitas yang terdapat diperusahaan
mulai dari proses pemesanan barang oleh konsumen, proses produksi, sampai
proses pengiriman barang ke konsumen. Penulis juga dapat membandingkan
antara metode yang dilakukan perusahaan ketika menginspeksi mutu sebuah
produk dan teori yang diberikan saat kuliah mengenai mutu produk. Semua
aktivitas yang dilakukan oleh penulis selama melaksanakan kerja praktek sangat
bermanfaat untuk masa depan penulis. Banyak wawasan atau ilmu baru yang
didapatkan. Harapan penulis selama melaksanakan kegiatan kerja praktek ini
adalah semoga wawasan baru yang penulis dapatkan dapat dipergunakan untuk
kedepannya terutama ketika penulis sudah memasuki dunia kerja.

112
Daftar Pustaka
Besterfield, D. H., 2009, Quality Control 8th edition, Prentice Hall : New York.
Budiasih, Y. (2012). Struktur Organisasi, Desain Kerja, Budaya Organisasi, dan Pengaruhnya terhadap Produktivitas Kayawan. Jurnal Liquidity, 1(2), 99-105
Dessler, G. 1997, Manajemen Sumber Daya Manusia edisi 1. Prenhallindo : Jakarta.
Puspitasari, Y.E., Aysia, Y.A.D.E. (2015). Perancangan Sistem Pengendalian Kualitas di PT.X. Jurnal Titra, 3(2),229-234.
Sihmawati, R.R., 2014. Analisis pengendalian kualitas laminating board Di pt. Timur selatan pare kediri. Jurnal Teknik Industri Heuristic, 11(1), 1693-8232
Siregar, K. (2006). Studi Penerapan Process Capability dan Acceptance Sampling Plans Berdasarkan Mil-Std 1916 Untuk Mengendalikan Kualitas Produk Pada PT.X. Jurnal Teknik Industri, 30-40
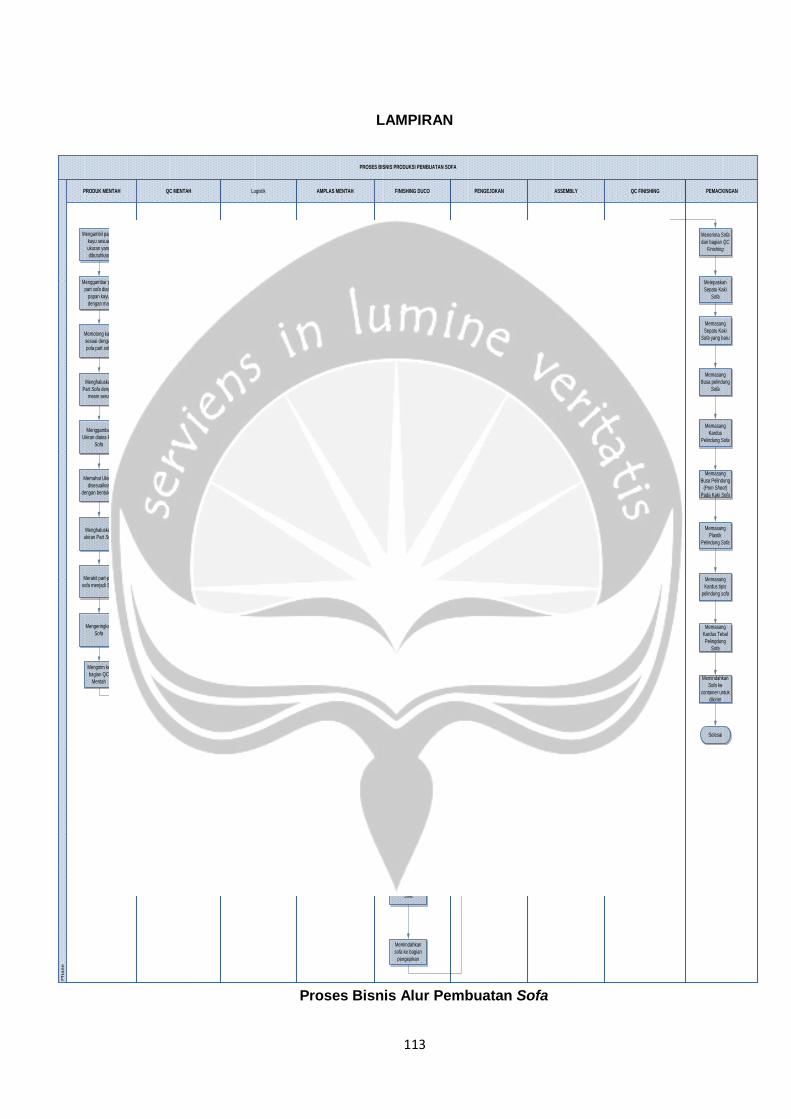
113
LAMPIRAN
PROSES BISNIS PRODUKSI PEMBUATAN SOFA
QC MENTAHPRODUK MENTAH AMPLAS MENTAH FINISHING DUCO PENGEJOKAN ASSEMBLY QC FINISHING PEMACKINGANLogistik
Ph
ase
Mengambil papan
kayu sesuai
ukuran yang
dibutuhkan
Menggambar pola
part sofa diatas
papan kayu
dengan mal
Memotong kayu
sesuai dengan
pola part sofa
Menghaluskan
Part Sofa dengan
mesin serut
Menggambar
Ukiran diatas Part
Sofa
Memahat Ukiran
disesuaikan
dengan bentuknya
Menghaluskan
ukiran Part Sofa
Merakit part-part
sofa menjadi Sofa
Mengeringkan
Sofa
Mengirim ke
bagian QC
Mentah
Menginspeksi
Sofa
Membuat LH QC
(Laporan Hasil
QC)
Menerima Sofa
dari QC Mentah
Menyempurnakan
Sofa terutama
bagian Ukiran
Mengamplas
Sofa
Memindahkan
Sofa ke bagian
Finishing
Menerima Sofa
dari bagian
Amplas Mentah
Membersihkan
Sofa Dari debu
sisa-sisa amplas
mentah
Melakukan
proses sanding
awal
Menghaluskan
Sofa dengan
amplas
Melakukan
Pendempulan
pada Sofa
Melakuakan
Proses Sanding
Dasar
Menghaluskan
Sofa dengan
amplas
Melakukan
Pendempulan
pada Sofa
Melakuakan
Proses
Pemberian
Warna
Menghaluskan
Sofa dengan
amplas
Melakukan
Pendempulan
pada Sofa
Melakukan Seri
Warna Pada
Sofa
Memberi Glice
Pada Sofa
Melakukan
Proses Top
Coating
Memindahkan
sofa ke bagian
pengejokan
Menerima Sofa
dari bagian
Finishing Duco
Memasang Single
Ban
Memasang
Rebonded Busa
Memasang Soft
Busa
Memasang D30
Busa
Memasang
Busa Dackron
Memasang
Kain Pada Sofa
Memasang
Renda Pada
Sofa
Memindahkan
Sofa Ke bagian
Assembly
Menerima Sofa
dari bagian
pengejokan
Memasang
accesoris pada
sofa/swaroski
Memindahkan
sofa ke QC
Finishing
Menerima Sofa
dari bagian
Assembly
Menginspeksi
Sofa
Menerima Sofa
dari bagian QC
Finishing
Memasang
Busa Pelindung
(Pom Sheet)
Pada Kaki Sofa
Melepaskan
Sepatu Kaki
Sofa
Memasang
Sepatu Kaki
Sofa yang baru
Memasang
Busa pelindung
Sofa
Memasang
Kardus
Pelindung Sofa
Memasang
Plastik
Pelindung Sofa
Memasang
Kardus tipis
pelindung sofa
Memasang
Kardus Tebal
Pelingdung
Sofa
Memindahkan
Sofa ke
container untuk
dikirim
Selesai
Menyerahkan Sofa
yang sudah
diinspeksi ke Bagian
Logistik
Menerima LH QC
dari bagian QC
Mentah
Menerima Sofa yang
telah diinspeksi dari
bagian QC Mentah
Menyimpan Sofa
sampai bagian
Amplas Mentah
Membutuhkan
Membuat LH QC (
Laporan Hasil QC)
Sofa Sesuai?
Mengirimkan LH QC
ke bagian Finishing
dan Pengejokan
LH QC
Memindahkan Sofa
ke bagian
Pengepakan
IYA
Mengembalikan Sofa Ke
bagian Pengejokan atau
finishing untuk diperbaiki
TIDAK
LH QC
Sofa Sesuai?
IYA
Menyerahkan LH QC
ke Supplier/ Tukang
Service untuk
diperbaiki
TIDAK
Menyerahkan LH QC
Ke Logistik
Membuat LPB
(Laporan
Penerimaan Barang)
LPB
Mengirim LPB Ke
bagian QC Mentah
Mengeringkan
Sofa
Proses Bisnis Alur Pembuatan Sofa
114
Proses Bisnis Perusahaan atau Unit Usaha atau Departemen
MarketingBuyer PPIC
Mendatangi
showroom atau
contact melalui
telepon
Menawarkan
produk
Tertarik untuk
membeli
Menginformasikan
kepada bagian
PPIC
Menemui buyer
untuk bertanya
mengenai selera
pemesan
Membuat sketsa
mengenai desain
ruangan atau
produk yang dibeli
Melakukan survei
ke tempat
penginstallan
Membuat desain
3D dari ruangan
yang akan di
install
Menyetujui desain
yang dibuat oleh
PPIC
Membuat Gambar
Kerja 2D dari
produk yang
dibuat
Menentukan HPP
dari produk yang
dibuat
Menentukan harga
jual barang
berdasarkan HPP
yang dibuat
Start
AB
115
Lanjutan
MarketingBuyer PPIC Keuangan
Melakukan
presentasi
mengenai
desain yang
akan dibuat
Melakukan
presentasi
mengenai
kesepakatan
harga
Membuat
sales contract
Penandatang
anan kontrak
Pembayaran
DP awal
Menerima
Pembayaran
DP
Membuat
HPP produksi
dengan
Supplier
Menyetujui
HPP produksi
untuk
supplier
Pembuatan
SPK untuk
bagian
Produksi,
PPIC,
Logistik, dan
QC
Surat
Perintah
Kerja
Menerima
SPK
Membuat
SPK untuk
supplier
SPK Supplier
Buyer
Menyetujui
Sales
Contract
AB
F
H
G
116
Lanjutan
Keuangan Purchasing QC Unfinish Logistik Produksi
Mengorder
supplier yang
setuju dengan
HPP yang
ditentukan dengan
memberikan SPK
supplier
Mengawasi proses
awal pembuatan
produk dari
supplier
Mengawasi proses
akhir pembuatan
produk dari
supplier
Menerima SPKMenerima SPK Menerima SPK
C
D
H
G
117
Lanjutan
Keuangan QC Unfinish Logistik Produksi QC Finish
Menerima produk
dari supplier
Mengecek
Kesesuaian
Produk
Produk
Sesuai?
Melakukan servis
dari supplier
Membuat Laporan
Hasil Quality
Control
Laporan Hasil
Quality Control
(LHQC)
Membuat Laporan
Penerimaan
Barang
Laporan
Penerimaan
Barang
Melakukan
pembayaran
kepada supplier
Membuat bukti
permintaan barang
sesuai dengan
SPK ke logistik
Bukti Permintaan
Barang
Menerima Bukti
permintaan barang
Menerima barang
dan bukti transfer
barang
Melakukan proses
produksi divisi
amplas mentah
Melakukan QC
Melekat di divisi
amplas mentah
Melakukan proses
finishing sesuai SPK
Produksi pada
finsihing Melamin/
Duco
Melakukan QC
melekat di divisi
finishing
Melakukan
pengecekan
produk jadi
Tidak
Ya
C
D
F
I
J
K
L
M
118
Lanjutan
MarketingBuyer Keuangan Logistik Produksi QC Finish
Melakukan
pengiriman barang
ke pelabuhan
barang
Melakukan
pelunansan
pembayaran
Menerima
Pelunasan
Pembayaran
Memproses
Pengiriman ke
BuyerMenerima Barang
Pesanan
Produk
Sesuai?
Mengajukan
Komplain ke
perusahaan
Menginformasikan
penerimaan
barang dan kondisi
barang
Menerima
Komplain
Mengirimkan
pekerja untuk
proses servis
barang
Selesai
Membuat Laporan
Keuangan
Laporan
KeuanganTidak
Ya
E
F
119
Lanjutan
Logistik Produksi QC Finish Packing
Memindahkan
barang ke area
gudang produk
setengah jadi
Mengirimkan barang
ke area produksi
sesuai dengan BP
disertai dengan Bukti
Transfer Barang
Bukti Transfer
Barang
Produk
Sesuai?
Mengajukan servis
ke produksi
Membuat Laporan
Hasil Quality
Control Akhir
(LHQC Akhir)
Melakukan servis
produk
Laporan Hasil
Quality Control
Akhir ( LHQC
Akhir )
Barang Perlu
Pengejokan/
Install?
Melakukan proses
pengejokan/
penginstallan
Melakukan QC
melekat pada
setiap prosesnya
Mengirimkan
produk jadi ke
bagian packing/
showroom
Melakukan
pengemasan
barang sesuai
jenis barang
Memberikan kode
buyer untuk
proses pengiriman
Tidak
Ya
Ya
Tidak
E
I
J
K
L
M