indonesia australia partnership for skills development · web viewmal ini berfungsi untuk menguji...
TRANSCRIPT
Indonesia Australia Partnership for Skills Development Batam Institutional Development Project
Paket Pembelajaran dan Penilaian
Kode Unit : BSDC-0207
PERALATAN TANGAN DAN MESIN-MESIN RINGAN
(Hand and Power Tools)
( Juni 2002 )

Daftar IsiBAB 1 PENGANTAR..........................................................................................................1
Selamat Berjumpa di Buku Pedoman ini !...................................................................1Persyaratan Minimal Kemampuan Membaca, Menulis & Berhitung............................1Definisi.........................................................................................................................1Berapa Lama Mencapai Kompetensi ?........................................................................2Simbol..........................................................................................................................2Terminologi..................................................................................................................2
BAB 2 ARAHAN BAGI PELATIH.......................................................................................5
Peran Pelatih................................................................................................................5Strategi Penyajian........................................................................................................5Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi Ini...................................5Peraturan.....................................................................................................................6Sumber-sumber untuk Mendapatkan Informasi Tambahan.........................................6
BAB 3 STANDAR KOMPETENSI.......................................................................................7
Judul Unit.....................................................................................................................7Deskripsi Unit...............................................................................................................7Kemampuan Awal........................................................................................................7Kompetensi dan Kriteria Unjuk Kerja...........................................................................7Variabel........................................................................................................................8Pengetahuan dan Keterampilan Pokok.......................................................................9Konteks Penilaian........................................................................................................9Aspek Penting Penilaian..............................................................................................9Keterkaitan dengan Unit Lain.......................................................................................9Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini................................10Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini.....10
BAB 4 STRATEGI PENYAJIAN.......................................................................................11
A Rencana Materi..................................................................................................11B Cara Mengajarkan Standar Kompetensi............................................................13C Materi Pendukung untuk Pelatih.........................................................................17
Lembar Informasi & Transparansi..................................................................18Tugas..............................................................................................................71
BAB 5 CARA MENILAI UNIT INI.......................................................................................78
Apa yang Dimaksud dengan Penilaian ?...................................................................78Apa yang Dimaksud dengan Kompeten?..................................................................78Pengakuan Kompetensi yang Dimiliki........................................................................78Kualifikasi Penilai.......................................................................................................78Ujian yang Disarankan...............................................................................................79Checklist yang Disarankan Bagi Penilai....................................................................85Lembar Penilaian.......................................................................................................86
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc
Bab 1 Pengantar
BAB 1 PENGANTAR
Selamat Berjumpa di Buku Pedoman ini !Buku Paket Pembelajaran dan Penilaian ini menggunakan sistem pelatihan berdasarkan kompetensi untuk mengajarkan keterampilan ditempat kerja, yakni suatu cara yang secara nasional sudah disepakati untuk penyampaian keterampilan, sikap dan pengetahuan yang dibutuhkan dalam suatu proses pembelajaran. Penekanan utamanya adalah tentang apa yang dapat dilakukan seseorang setelah mengikuti pelatihan. Salah satu karakteristik yang paling penting dari pelatihan yang berdasarkan kompetensi adalah penguasaan individu secara aktual di tempat kerja.
Pelatih harus menyusun sesi-sesi kegiatannya sesuai dengan : kebutuhan peserta pelatihan persyaratan-persyaratan organisasi waktu yang tersedia untuk pelatihan situasi pelatihan.
Strategi penyampaian dan perencanaan sudah dipersiapkan oleh pelatih untuk peserta pelatihan. Masalah yang disarankan akan memberikan suatu indikasi tentang apa yang harus dicantumkan dalam program tersebut untuk memenuhi/mencapai standar kompetensi.
Strategi pembelajaran dan penilaian yang dipersiapkan dalam unit ini tidaklah bersifat wajib namun digunakan sebagai pedoman. Peserta pelatihan didorong untuk memanfaatkan pengetahuan dan pengalaman industri mereka. Contoh-contoh produk industri lokal atau hasil pengembangan sumber-sumber yang mereka miliki, dapat membantu dalam menyesuaikan materi dan memastikan relevansi pelatihan.
Persyaratan Minimal Kemampuan Membaca, Menulis & BerhitungUntuk melaksanakan pelatihan secara efektif dan agar dapat mencapai standar kompetensi diperlukan tingkat kemampuan minimal dalam membaca, menulis dan menghitung berikut:
Kemampuan membaca dan menulis
Kemampuan baca, interpretasi dan membuat teks.
Kemampuan menggabungkan informasi untuk dapat menafsirkan suatu pengertian
Kemampuan menghitung
Kemampuan minimal untuk menggunakan matematika dan simbol teknik, diagram dan terminologi dalam konteks umum dan yang dapat diprediksi serta dimungkinkan untuk mengkomunikasikan keduanya yaitu antara matematik dan teknik.
DefinisiSeseorang yang berkeinginan untuk memperoleh kompetensi seharusnya berkenan manamakan dirinya sebagai peserta latih. Dalam situasi pelatihan, anda dapat ditempatkan sebagai peserta, pelajar atau sebagai peserta, sehingga seorang pengajar kompetensi ini adalah sebagai pelatih. Sebaliknya, dalam situasi pelatihan anda juga dapat ditempatkan sebagai guru, mentor, fasilitator atau sebagai supervisor.
Indonesia Australia Partnership for Skills Development Page 1Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Berapa Lama Mencapai Kompetensi ?Dalam sistem pelatihan berdasarkan kompetensi, fokusnya harus tertuju kepada pencapaian suatu kompeterisi/keahlian, bukan pencapaian pada pemenuhan waktu tertentu; dengan demikian dimungkinkan peserta pelatihan yang berbeda memerlukan waktu yang berbeda pula untuk mencapai suatu kompetensi tertentu.
SimbolDalam keseluruhan paket pelatihan akan kita lihat beberapa simbol. Berikut penjelasan tentang simbol :
Simbol Keterangan
HO Handout ( Pegangan Peserta )
OHTOverhead Transparansi yang dapat digunakan dalam penyampaian materi pelatihan
Penilaian Penilaian kompetensi yang harus dikuasai
Tugas Tugas / kegiatan atau aktivitas yang harus diselesaikan.
TerminologiAkses dan KeadilanMengacu kepada fakta bahwa pelatihan harus dapat diakses oleh setiap orang tanpa memandang umur, jenis kelamin, sosial, kultur, agama atau latar belakang pendidikan.
PenilaianProses formal yang memastikan pelatihan memenuhi standard-standard yang dibutuhkan oleh industri. Proses ini dilaksanakan oleh seorang penilai yang memenuhi syarat (cakap dan berkualitas) dalam kerangka kerja yang sudah disetujui secara Nasional.
PenilaiSeseorang yang telah diakui/ditunjuk oleh industri untuk menilai/menguji para tenaga kerja di suatu area tertentu.
KompetenMampu melakukan pekerjaan dan memiliki keterampilan, pengetahuan dan sikap yang diperlukan untuk melaksanakan pekerjaan secara efektif ditempat kerja serta sesuai dengan standard yang sudah ditetapkan.
Pelatihan Berdasarkan KompetensiPelatihan yang berkaitan dengan kemampuan seseorang dalam menguasai suatu kompetensi/ keahlian secara terukur dan mengacu pada standard yang sudah ditetapkan.
Aspek Penting Penilaian
Indonesia Australia Partnership for Skills Development Page 2Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Menerangkan fokus penilaian dan poin-poin utama yang mendasari suatu penilaian.
Konteks PenilaianMenetapkan dimana, bagaimana dan dengan metode apa penilaian akan dilaksanakan.
Elemen KompetensiElemen atau Sub-Kompetensi adalah keterampilan-keterampilan yang membangun suatu unit kompetensi.
Acuan Penilaian Acuan penilaian adalah garis pedoman tentang bagaimana sebuah unit kompetensi harus dinilai.
AdilTidak merugikan para peserta tertentu.
FleksibelTidak ada pendekatan tunggal terhadap penyampaian dan penilaian unjuk kerja dalam sistem pelatihan berdasarkan kompetensi.
Penilaian FormatifKegiatan penilaian berskala kecil yang dilakukan selama pelatihan, yaitu untuk membantu dalam memastikan bahwa pelajaran dilaksanakan secara baik dan adanya umpan balik kepada peserta tentang kemajuan yang mereka capai.
Kompetensi KunciKompetensi yang menopang seluruh unjuk kerja dalam suatu pekerjaan. Ini meliputi: mengumpulkan, menganalisis, mengorganisasikan dan mengkomunikasikan ide-ide dan informasi, merencanakan dan mengorganisasikan aktifitas, bekerja dengan orang lain dalam sebuah tim, memecahkan masalah penggunaan teknologi, menggunakan ide-ide teknik-matematis .
Kompetensi-kompetensi ini digolongkan ke dalam tingkat yang berbeda sebagai berikut:
Strategi PenyajianStrategi panyajian adalah dengan menyediakan informasi yang diperlukan tentang bagaimana melaksanakan pelatihan berdasarkan program yang dilaksanakan di tempat kerja dan/atau di tempat pelatihan/ organisasi yang bersangkutan.
Keterkaitan dengan Unit Lain
Indonesia Australia Partnership for Skills Development Page 3Batam Institutional Development Projectdocument.doc
Tingkat kemampuan yang harus ditunjukkan dalam menguasai kompetensi ini
Tingkat Karakteristik
1 Tugas-tugas rutin dalam prosedur sudah tercapai dan secara periodik kemajuannya diperiksa oleh supervisor.
2 Tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan diri untuk menangani pekerjaan secara otonomi. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Bertanggung jawab atas aktifitas-aktifitas yang kompleks dan non-rutin yang diarahkan dan bertanggung jawab atas pekerjaan orang lain.

Bab 1 Pengantar
Menerangkan peran suatu unit dan tempatnya dalam susunan kompetensi yang ditetapkan oleh industri. Hal ini juga memberikan pedoman tentang unit lain yang dapat dinilai bersama.
Standar Kompetensi NasionalKompetensi-kompetensi yang sudah disepakati secara nasional dan standar-standar penampilan kerja yang dijadikan acuan oleh segala fihak dalam melakukan suatu pekerjaan.
Kriteria Unjuk kerja Kriteria-kriteria atau patokan yang digunakan untuk menilai apakah seseorang sudah mencapai suatu kompetensi dalam suatu unit kompetensi.
VariabelPenjelasan tentang rincian tempat pelatihan dengan perbedaan konteks yang mungkin dapat diterapkan pada suatu unit kompetensi tertentu.
Reliabel Menggunakan metode-rnetode dan prosedur-prosedur yang menguatkan terhadap standar kompetensi dan tingkatannya diinterpretasikan serta diterapkan secara konsisten kepada seluruh konteks dan seluruh peserta pelatihan.
ValidPenilàian terhadap fakta-fakta dan kriteria unjuk kerja yang sama akan menghasilkan hasil akhir penilaian yang sama dari penilai yang berbeda.
Pengakuan Kemampuan yang Dimiliki (RCC- Recognition of Current Competence)Pengakuan akan keterampilan, pengetahuan dan kemampuan sesseorang yang telah dicapainya. (lihat RPL)
Pengakuan Terhadap Pengalaman Belajar (RPL- Recognition of Prior Learning)Pengakuan terhadap hasil belajar sebelum mempelajari suatu unit kompetensi untuk mendukung pencapaian unit kompetensi tersebut. Hal tersebut biasanya adalah kompetensi yang berkaitan dengan standar kompetensi industi dan juga berkaitan dengan pembelajaran dan pelatihan sebelumnya. (lihat RCC)
Penilaian SumatifPenilaian ini dilakukan setetah pelatihan unit kompetensi selesai, yakni untuk memastikan bahwa peserta pelatihan sudah mencapai kriteria unjuk kerja.
Peserta Orang yang menerima / mengikuti pelatihan.
Pelatih Orang yang memberikan pelatihan.
Pengetahuan dan Keterampilan PokokDefinisi atau uraian tentang keterampilan dan pengetahuan yang dibutuhkan untuk mencapai suatu keahlian/keterampilan pada tingkat yang telah ditetapkan
Deskripsi UnitGambaran umum tentang program pembelajaran/ kompetensi yang hendak dicapai.
Indonesia Australia Partnership for Skills Development Page 4Batam Institutional Development Projectdocument.doc

Bab 2 Arahan Bagi Pelatih
BAB 2 ARAHAN BAGI PELATIH
Peran PelatihSalah satu peran anda sebagai pelatih atau guru adalah memastikan standar pelayanan yang tinggi melalui pelatihan yang efektif. Untuk memastikan bahwa anda siap bekerja pada kompetensi ini dengan peserta pelatihan, pertimbangkanlah pertanyaan-pertanyaan berikut ini:
Seberapa yakin anda tentang pengetahuan dan ketrampilah anda sendiri yang dibutuhkan untuk menyampaikan setiap elemen?
Apakah ada informasi atau peraturan baru yang mungkin anda butuhkan untuk diakses sebelum anda memulai pelatihan?
Apakah anda merasa yakin untuk mendemonstrasikan tugas-tugas praktik? Apakah anda akan sanggup menerangkan secara jelas tentang pengetahuan
pendukung yang dibutuhkan oleh peserta pelatihan untuk melakukan pekerjaan mereka secara tepat?
Apakah anda menyadari ruang Iingkupan situasi industri dimana kompetensi ini mungkin diterapkan?
Apakah anda menyadari tentang bahasa, kemampuan membaca dan menulis serta keterampilan memahami dan menggunakan matematika peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standard kompetensi ini ?
Apakah anda menyadari tentang kemampuan membaca gambar peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standard kompetensi ini ?
Sudahkah anda pertimbangkan isu-isu yang wajar dan dapat diterima dalam merencanakan penyampaian program pelatihan ini?
Strategi PenyajianVariasi kegiatan pelatihan yang disarankan untuk penyampaian kompetensi ini meliputi :
pengajaran ( tatap muka ) tugas-tugas praktik melalui media (video, referensi, dll ) kerja kelompok kunjungan/ kerja industri
Pelatih harus memilih strategi pelatihan yang Iayak untuk kompetensi yang sedang diberikan, baik situasi maupun kebutuhan pesertanya. Contohnya, jika praktik industri atau magang tidak memungkinkan, beragam simulasi, demonstrasi dan penggunaan multi media mungkin cukup memadai.
Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi IniRuang kelas atau ruang belajar memenuhi syarat minimum untuk penyampaian teori kepada peserta pelatihan, papan tulis, OHP dan kelengkapannya, flip chart dan kelengkapannya, dan alat-alat lain yang diperlukan.
PeraturanPerhatikan peraturan-peraturan atau hukum yang relevan serta panduan yang dapat mempengaruhi kegiatan anda, dan yakinkan bahwa peserta pelatihan anda mengikutinya.
Indonesia Australia Partnership for Skills Development Page 5Batam Institutional Development Projectdocument.doc
Bab 2 Arahan Bagi Pelatih
Sumber-sumber untuk Mendapatkan Informasi TambahanSumber-sumber informasi meliputi beberapa kategori berikut ini :
Sumber bacaan yang dapat digunakan :
Judul: Sheet Metal Technologi
Pengarang: Budzik, Richard s.
Penerbit: Bobbs-Merrill Education Publishing Indianapolis
Tahun Terbit: 1980
Judul: Hand and Power Tools
Pengarang: Australian Training Products Ltd
Penerbit: Australian Training Products Ltd
Tahun Terbit: 1999
Judul: Pengerjaan Logam dengan Perkakas Tangan dan Mesin Sederhana
Pengarang: Ing. Alois Schönmetz ; Ing. Adolf Frischherz
Penerbit: Angkasa Bandung
Tahun Terbit: 1985
Indonesia Australia Partnership for Skills Development Page 6Batam Institutional Development Projectdocument.doc

Bab 3 Standar Kompetensi
BAB 3 STANDAR KOMPETENSIDalam sistem pelatihan, Standar Kompetensi diharapkan dapat menjadi panduan bagi peserta pelatihan atau peserta untuk dapat :
mengidentifikasikan apa yang harus dikerjakan peserta pelatihan mengidentifikasikan apa yang telah dikerjakan peserta pelatihan memeriksa kemajuan peserta pelatihan meyakinkan bahwa semua elemen ( Sub-Kompetensi ) dan kriteria unjuk
kerja telah dimasukkan dalam pelatihan dan penilaian.
Judul UnitPeralatan Tangan dan Mesin-mesin Ringan
Deskripsi Unit Unit ini merupakan unit dasar yang bertujuan untuk mempersiapkan seorang teknisi di bidang las dan fabrikasi logam memiliki pengetahuan, keterampilan dan sikap kerja tentang penggunaan alat-alat tangan dan mesin-mesin ringan yang dipergunakan pada pekerjaan las dan fabrikasi logam serta penerapannya di industri.
Kemampuan Awal Nil
Kompetensi dan Kriteria Unjuk Kerja Sub Kompetensi / Elemen Kriteria Unjuk Kerja
1.0 Menjelaskan keselamatan dan kesehatan kerja pada penggunaan peralatan tangan dan mesin-mesin ringan.
1.1 Penyebab kecelakaan kerja secara umum dijelaskan.
1.2 Tindakan pencegahan kecelakaan pada penggunaan peralatan tangan dan mesin-mesin ringan dijelaskan
1.3 Contoh-contoh penerapan keselamatan dan kesehatan kerja diberikan.
2.0 Menjelaskan dan menerapkan penggunakan peralatan tangan.
2.1 Macam-macam alat ukur dan lukis untuk pekerjaan las dan fabrikasi logam diidentifikasi dan dijelaskan.
2.2 Penggunaan alat-alat tangan dijelaskan dan diterapkan.2.3 Benda kerja sederhana dibuat dengan menggunakan
peralatan tangan3.0 Menjelaskan dan
menerapkan pengunaan mesin-mesin ringan.
3.1 Macam-macam mesin ringan untuk pekerjaan las dan fabrikasi logam diidentifikasi dan dijelaskan.
3.2 Pengoperasian mesin-mesin ringan didemonstrasikan sesuai prosedur ( SOP )
3.3 Keselamatan kerja yang diperlukan untuk mengoperasikan mesin-mesin ringan diuraikan.
3.4 Benda kerja sederhana dibuat dengan menggunakan mesin-mesin ringan.
Indonesia Australia Partnership for Skills Development Page 7Batam Institutional Development Projectdocument.doc

Bab 3 Standar Kompetensi
Variabel
Unit ini bermaksud memberikan pengetahuan, sikap kerja serta keterampilan tentang penggunaan peralatan tangan dan mesin-mesin ringan .
a. Sasarannya adalah berbagai proses pengerjaan di bengkel dan industri-industri manufaktur di linkungan Pulau Batam dan Bintan serta Indonesia umumnya.
b. Penekanan dari unit ini adalah pengetahuan dan keterampilan tentang penggunaan dan pengoperasian peralatan tangan dan mesin-mesin ringan di dunia industri/ manufaktur.
c. Pelatihan dapat dilaksanakan di ruang kelas dan/ atau bengkel atau di industri / lembaga diklat yang relevan dengan persyaratan ;
Tersedia ruang kelas dan bengkel kerja pelat dan ruang guru yang sebaiknya saling berdekatan.
Tersedia alat-alat tangan dan mesin-mesin ringan (hand and power tools).
Tersedia sumber-sumber belajar dan media pembelajaran.
Lingkungan belajar yang sehat dan aman dengan ventilasi/ sirkulasi udara yang memadai.
Pencahayaan yang cukup.
Indonesia Australia Partnership for Skills Development Page 8Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Pengetahuan dan Keterampilan PokokPokok-pokok pengetahuan dan keterampilan yang harus dinilai penguasaan dan penampilannya adalah sebagai berikut :
Keselamatan dan Kesehatan Kerja :- penyebab kecelakaan kerja
- tindakan pencegahan kecelakaan kerja
- penerapan keselamatan dan kesehatan kerja di bengkel
Peralatan Tangan :- alat ukur untuk : ulir, radius, gap, ketebalan, dll
- alat-alat lukis : mistar baja, jangka, siku, penggores, penitik, dll
- penggunaan peralatan tangan : kunci, obeng, tang, palu, pahat, gunting, kikir, gergaji, bor, tap, snai, rivet gun, dll.
- pembuatan benda kerja sederhana dengan alat-alat tangan.
Mesin-mesin Ringan :- pengoperasian : mesin grinda, mesin bor
- pembuatan benda kerja sederhana dengan mesin-mesin ringan
Konteks PenilaianUnit ini dapat dilakukan penilaiannya oleh lembaga pelatihan, asosiasi atau industri tempat bekerja. Penilaian seharusnya meliputi penilaian pokok-pokok pengetahuan dan keterampilan serta penilaian kemampuan unjuk kerja dengan beberapa metoda penilaian.
Aspek Penting PenilaianFokus penilaian unit ini akan tergantung pada kebutuhan sektor industri yang mencakup dalam program pelatihan, yaitu :
Adanya integrasi antara teori-praktik. Penekanan pelatihan adalah pemahaman secara utuh terhadap materi
serta pengaplikasiannya dalam pekerjaan pelat. Metode-metode penilain sebaiknya terdiri dari proses dan penerapan. Aplikasi seharusnya berhubungan dengan kegiatan penganalisaan suaru
pekerjaan konstruksi las dan fabrikasi logam.
Keterkaitan dengan Unit LainUnit ini merupakan unit dasar yang membekali pengetahuan untuk memudahkan pemahaman pada unit-unit lain atau yang akan dipelajari pada tingkat berikutnya.
Kondisi unjuk kerja akan membantu memenuhi maksud ini. Sedangkan untuk penyelenggaraan pelatihan bagi industri yang khusus, perlu diupayakan pelatihan khusus juga agar apa yang dibutuhkan industri tersebut dapat dipenuhi.
Indonesia Australia Partnership for Skills Development Page 9Batam Institutional Development Projectdocument.doc

Bab 3 Standar Kompetensi
Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini
Kompetensi Umum dalam Unit Ini Tingkat Kompetensi Umum dalam Unit Ini Tingkat
Mengumpulkan, Mengelola dan Menganalisa Informasi
1 Menggunakan Ide-ide dan Teknik Matematika
1
Mengkomunikasikan Ide-ide dan Inforrnasi
1 Memecahkan Masalah 1
Merencanakan dan Mengorganisir Aktifitas-aktifitas
1 Menggunakan Teknologi 1
Bekerja dengan Orang Lain dan Kelompok
1
Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini
Tingkat Karakteristik1 Melakukan tugas-tugas rutin berdasarkan prosedur yang baku dan tunduk pada
pemeriksaan kemajuannya oleh supervisor.
2 Melakukan tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan untuk pekeijaan yang dilakukan secara otonom. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Melakukan aktifitas-aktifitas yang kompleks dan non-rutin, yang diatur sendiri dan bertanggung jawab atas pekerjaan orang lain.
Indonesia Australia Partnership for Skills Development Page 10Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian A Rencana Materi
BAB 4 STRATEGI PENYAJIAN
A Rencana MateriCatatan: 1. Penyajian bahan, pengajar, peserta dan penilai harus yakin dapat memenuhi seluruh rincian yang tertuang dalam standar
kompetensi.
2. Isi perencanaan merupakan kaitan antara kriteria unjuk kerja dengan pokok-pokok keterampilan dan pengetahuan .
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan1.0 Menjelaskan keselamatan dan
kesehatan kerja pada penggunaan peralatan tangan dan mesin-mesin ringan.
1.1 Penyebab kecelakaan kerja secara umum dijelaskan.
1.2 Tindakan pencegahan kecelakaan pada penggunaan peralatan tangan dan mesin-mesin ringan dijelaskan
1.3 Contoh-contoh penerapan keselamatan dan kesehatan kerja diberikan.
Keselamatan dan Kesehatan Kerja:- penyebab kecelakaan kerja
- tindakan pencegahan kecelakaan kerja
- penerapan keselamatan dan kesehatan kerja di bengkel
Penyajian Tanya-jawab
Handout OHT Tugas
2.0 Menjelaskan dan menerapkan penggunakan peralatan tangan.
2.1 Macam-macam alat ukur dan lukis untuk pekerjaan las dan fabrikasi logam diidentifikasi dan dijelaskan.
2.2 Penggunaan alat-alat tangan dijelaskan dan diterapkan.
2.3 Benda kerja sederhana dibuat dengan menggunakan peralatan tangan.
Peralatan Tangan :- alat ukur untuk : ulir, radius, gap,
ketebalan, dll
- alat-alat lukis : mistar baja, jangka, siku, penggores, penitik, dll
- penggunaan peralatan tangan : kunci, obeng, tang, palu, pahat, gunting, kikir, gergaji, bor, tap, snai, rivet gun, dll.
- pembuatan benda kerja sederhana dengan alat-alat tangan.
Penyajian Tanya jawab Demonstrasi Latihan
Handout OHT Tugas
Indonesia Australia Partnership for Skills Development Page 11Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian A Rencana Materi
3.0 Menjelaskan dan menerapkan pengunaan mesin-mesin ringan.
3.1 Macam-macam mesin ringan untuk pekerjaan las dan fabrikasi logam diidentifikasi dan dijelaskan.
3.2 Pengoperasian mesin-mesin ringan didemonstrasikan sesuai prosedur ( SOP )
3.3 Keselamatan kerja yang diperlukan untuk mengoperasikan mesin-mesin ringan diuraikan.
3.4 Benda kerja sederhana dibuat dengan menggunakan mesin-mesin ringan.
Mesin-mesin Ringan :- pengoperasian : mesin grinda,
mesin bor.
- pembuatan benda kerja sederhana dengan mesin-mesin ringan
Penyajian Tanya jawab Demonstrasi Latihan
Handout OHT Tugas
Indonesia Australia Partnership for Skills Development Page 12Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
B Cara Mengajarkan Standar Kompetensi Sesi ini menunjukkan hand-out, tugas / praktik dan transparansi yang cocok/sesuai dengan standar kompetensi.
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki peserta.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada peserta?
1.1 Penyebab kecelakaan kerja secara umum dijelaskan..
Pelatih/ instruktor menjelaskan tentang hal –hal yang berhubungan dengan keselamatan dan kesehatan kerja sewaktu menggunakan peralatan tangan serta penyebab kecelakaan kerja secara umum.
HO & OHT 2 - 3
Tugas 1
1.2 Tindakan pencegahan kecelakaan pada penggunaan peralatan tangan dan mesin-mesin ringan dijelaskan
Pelatih/ instruktor menerangkan tentang tindakan pencegahan kecelakaan pada penggunaan peralatan tangan dan mesin-mesin ringan
HO & OHT 3 - 4
Tugas 1
1.3 Contoh-contoh penerapan keselamatan dan kesehatan kerja diberikan.
Pelatih/ instruktor memberikan contoh-contoh penerapan keselamatan dan kesehatan kerja
HO & OHT 4 - 5
Indonesia Australia Partnership for Skills Development Page 13Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki peserta.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada peserta?
Tugas 1
2.1 Macam-macam alat ukur dan lukis untuk pekerjaan las dan fabrikasi logam diidentifikasi dan dijelaskan.
Pelatih/ instruktor menerangkan macam-macam alat ukur dan lukis untuk pekerjaan las dan fabrikasi logam.
HO & OHT 6 - 15
Tugas 2
2.2 Penggunaan alat-alat tangan dijelaskan dan diterapkan.
Pelatih/ instruktor menjelakan penggunaan alat-alat tangan mendemonstrasikan penerapannya
HO & OHT 16 - 51
Tugas 3 & 4
2.3 Benda kerja sederhana dibuat dengan menggunakan peralatan tangan.
Pelatih/ instruktor menerangkan tentang teknik-teknik pembuatan benda kerja sederhana dibuat dengan menggunakan peralatan tangan.
Tugas 3 & 4
3.1 Macam-macam mesin ringan untuk pekerjaan las dan fabrikasi logam
Pelatih/ instruktor menjelaskan tentang macam-macam mesin ringan untuk pekerjaan las dan fabrikasi logam.
Indonesia Australia Partnership for Skills Development Page 14Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki peserta.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada peserta?
diidentifikasi dan dijelaskan.HO & OHT 52
3.2 Pengoperasian mesin-mesin ringan didemonstrasikan sesuai prosedur (SOP)
Pelatih/ instruktor menerangkan tentang menggunakan mesin-mesin ringan.
HO & OHT 52
Tugas 5
3.3 Keselamatan kerja yang diperlukan untuk mengoperasikan mesin-mesin ringan diuraikan.
Pelatih/ instruktor memberikan contoh-contoh penerapan keselamatan dan kesehatan kerja.
Tugas 5
3.4 Benda kerja sederhana dibuat dengan menggunakan mesin-mesin ringan.
Pelatih/ instruktor menerangkan tentang teknik-teknik pembuatan benda kerja sederhana dibuat dengan menggunakan mesin-mesin ringan.
Tugas 5
Indonesia Australia Partnership for Skills Development Page 15Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Indonesia Australia Partnership for Skills Development Page 16Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian C Materi Pendukung untuk Pelatih
C Materi Pendukung untuk PelatihMateri pendukung bagi guru dibagi dalam tiga hal, yaitu:
1. Lembar Informasi (Handout) : Merupakan pegangan peserta pelatihan yang berisi materi/teori penunjang dan informasi yang sesuai dengan kriteria unjuk kerja yang melingkupinya.
2. Tugas : Merupakan latihan keterampilan praktik yang harus dicapai berkenaan dengan kemampuan yang sesuai dengan rincian kompetensi pada deskripsi unit.
3. Transparansi (Overhead Transparancy /OHT) : Isinya melingkupi setiap kriteria unjuk kerja yang dilengkapi dengan pokok-pokok sajian dan/ atau gambar-gambar yang diperlukan untuk penyampaian materi.
Indonesia Australia Partnership for Skills Development Page 17Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
.Lembar Informasi & Transparansi HO 1 & OHT 1
PERALATAN TANGAN DAN MESIN-MESIN RINGAN
(Hand and Power Tools)
BSDC-0207
Nama Peserta : ……………………No. Identitas : ………..…
Indonesia Australia Partnership for Skills Development Page 18Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 2 & OHT 2
1. KESELAMATAN DAN KESEHATAN KERJAa. Penyebab Kecelakaan KerjaKecelakaan yang timbul sewaktu melakukan aktifitas dibengkel atau dimana saja pada umumnya disebabkan oleh beberapa faktor, yaitu
1. Kecelakaan yang diakibatkan oleh sikap kerja yang tidak baik, seperti, tidak menggunakan helm kerja, sarung tangan, sepatu kerja, baju kerja dan lain sebagainya.
Gambar 1 : Bekerja tidak menggunakan alat keselamatan kerja
HO 3 & OHT 3
Indonesia Australia Partnership for Skills Development Page 19Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
2. Lingkungan kerja yang tidak aman dalam melakukan aktifitas seperti tempat kerja berantakan atau tidak teratur dengan baik, menempatkan peralatan yang tidak teratur, tempat kerja yang tidak bersih (oli berserakan) dan sebagainya.
.
Gambar 2 : Lingkungan kerja yang tidak aman
b. Tindakan Pencegahan Kecelakaan KerjaSebelum melakukan aktifitas di bengkel lingkungan kerja harus betul-betul aman dari gangguan, baik secara langsung maupun tak langsung terhadap aktifitas yang dilakukan. Apakah terhadap sipekerja maupun pada benda kerja
Indonesia Australia Partnership for Skills Development Page 20Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 4 & OHT 4
Gambar 3: Lingkungan kerja yang aman dan baik untuk bekerja
c. Penerapan Keselamatan dan Kesehatan Kerja di Bengkel
Untuk menghindari kecelakan terhadap pekeja dan benda kerja terlebih dahulu harus memahami tidakan bekerja yang aman sebelum bekerja:
Indonesia Australia Partnership for Skills Development Page 21Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 5 & OHT 5
Pikirkan tentang apa yang dapat terjadi sebelum melakukannya.
Jangan melakukan sesuatu yang dapat melukai diri sendiri atau orang lain.
Ikuti aturan dan petunjuk keselamatan kerja.
Ketahui tanda peringatan dan pahami maksudnya dan lakukan seperti yang ditunjukan.
Laporkan praktik kerja dan situasi yang diperkirakan tidak aman.
Laporkan kesalahan atau peralatan dan perlengkapan yang tidak aman.
Selalu mengunakan peralatan dan perlengkapan dengan benar untuk pekerjaan yang dilakukan.
Laporkan semua kecelakaan dan cedera sekecil apapun jika kemungkinan terjadi.
Jangan melakukan sesuatu yang belum difahami, tidak punya keterampilan atau kewenangan melakukannya.
Kerja sama dan partisipasi dalam membentuk tempat kerja aman sangat diperlukan.
Berikan gagasan tentang bagaimana pemesinan, perlengkapan dan praktik kerja dapat bekerja secara aman.
Indonesia Australia Partnership for Skills Development Page 22Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 6 & OHT 6
2. PERALATAN TANGANa. Mal Ukur
Mal ukur adalah alat ukur langsung, dimana memungkinkan pemeriksaan secara cepat ukuran-ukuran yang sama sering berulang. Kerugian alat ukur ini ketepatan ukuran sangat bergantung pada derajat keausan alat ukur itu . Mal ukur juga termasuk pada alat ukur pembanding.Pengukuran dengan cara membandingkan yaitu pengukuran dengan cara ini tidak menentukan dimensi ataupun toleransi suatu benda ukur secara langsung. Pengukuran dengan cara ini menggunakan perbandingan dengan bentuk standar misalnya untuk pemeriksaan bentuk ulir, radius, dan jarak.
1. Mal Ulir Mal ulir adalah mal yang digunakan untuk memeriksa ulir yang telah dibuat dengan cara memilih bilah yang sesuai dengan ukuran ulir yang dibuat. Jika mal ulir tidak cocok dengan mal yang ditentukan maka hasil ulir tersebut tidak dapat digunakan.
Gambar 4: Mal Ulir
Indonesia Australia Partnership for Skills Development Page 23Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 7 & OHT 7
Gambar 5: Cara menempatkan mal ulir pada ulir yang diukur
2. Mal RadiusSama halnya dengan mal ulir, mal radius berfungsi sebagai memeriksa radius yang diukur. Jika mal tersebut cocok/tidak adanmya celah antara mal dengan radius yang diukur maka radius tersebut sudah baik.
Gambar 6: Mengukur radius dengan mal radius dalam dan luar
Indonesia Australia Partnership for Skills Development Page 24Batam Institutional Development Projectdocument.doc
Radius dalam
Radius luar

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 8 & OHT 8
3. Alat Ukur Jarak (gap)Pada umumnya alat ukur jarak mempunyai ketebalan antara 0,05 hingga 2 mm. Untuk mengukur jarak dengan ukuran lebih dari 2 mm digunakan alat ukur yang lain seperti jangka sorong. Mal ini berfungsi untuk menguji kelonggaran pada jalur, dudukan, klep motor dan sebagainya.
Gambar 6: Alat ukur jarak dan cara penggunaannya
Indonesia Australia Partnership for Skills Development Page 25Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 9 & OHT 9
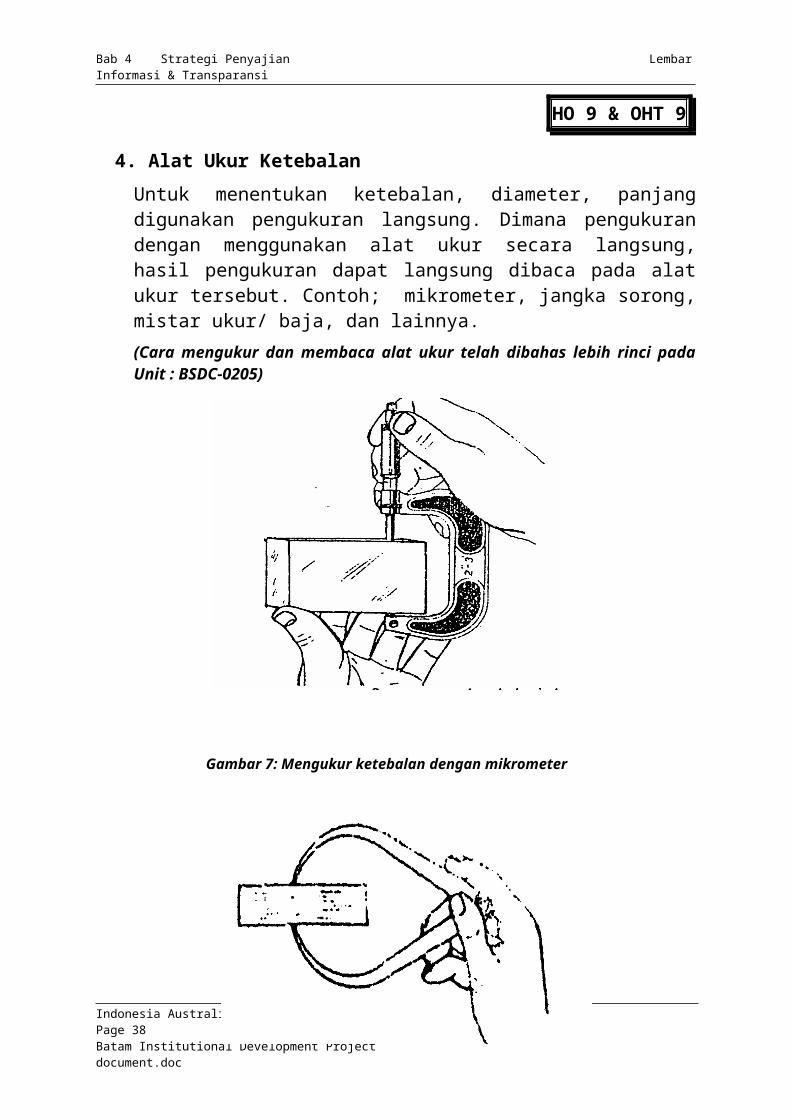
4. Alat Ukur Ketebalan Untuk menentukan ketebalan, diameter, panjang digunakan pengukuran langsung. Dimana pengukuran dengan menggunakan alat ukur secara langsung, hasil pengukuran dapat langsung dibaca pada alat ukur tersebut. Contoh; mikrometer, jangka sorong, mistar ukur/ baja, dan lainnya. (Cara mengukur dan membaca alat ukur telah dibahas lebih rinci pada Unit : BSDC-0205)
Gambar 7: Mengukur ketebalan dengan mikrometer
Gambar 8: Mengukur ketebalan dengan Jangka bengkok
Indonesia Australia Partnership for Skills Development Page 26Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 10 & OHT 10
Gambar 9: Mengukur ketebalan dengan Jangka sorong
Indonesia Australia Partnership for Skills Development Page 27Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 11 & OHT 11
b. Alat Lukis
NAMA ALAT PENGGUNAAN
Mistar Baja- Mengukur dan menarik garis- Memeriksa kerataan
permukaan
Penggoresa. Ujung Ganda
b. Ujung Tunggal /Saku
- Memberi tanda pada logam/ material atau pada benda kerja lainnya
- Melukis garis untuk benda kerja/ pelat yang hasil goresannya bersifat permanen.
Indonesia Australia Partnership for Skills Development Page 28Batam Institutional Development Projectdocument.doc
Miringkan penggores searah dengan gerakan, dan gores kearah anda

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 12 & OHT 12
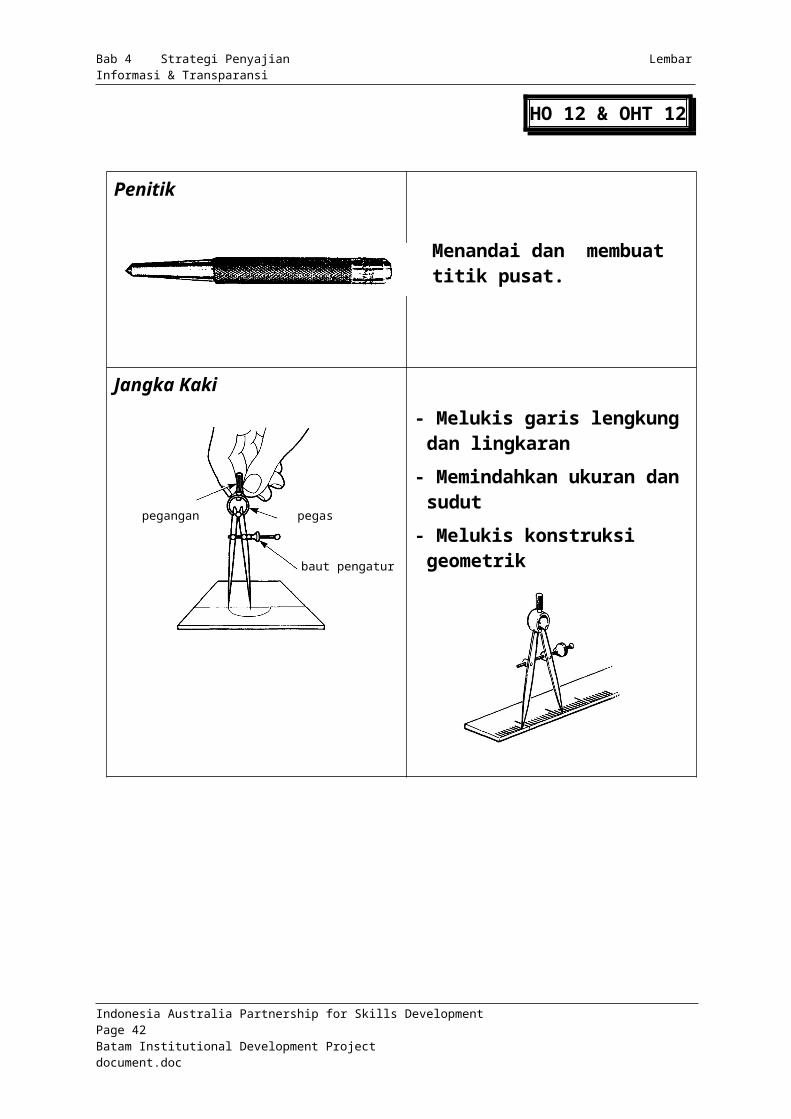
Penitik
Menandai dan membuat titik pusat.
Jangka Kaki- Melukis garis lengkung dan
lingkaran- Memindahkan ukuran dan
sudut- Melukis konstruksi geometrik
Jangka Tongkat- Konstruksi dan lingkaran yang besar
- Memindahkan ukuran dan sudut
- Melukis konstruksi geometrik
HO 13 & OHT 13
Indonesia Australia Partnership for Skills Development Page 29Batam Institutional Development Projectdocument.doc
pegangan pegas
baut pengatur
Balok/tiang pengukur
penggores
baut pengatur

Arah Cahaya
Celah
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
Mal Geser (Adjustable Gauges) - Memindahkan ukuran dan sudut
- Melukis garis ukuran
Siku BlokMenyikukan benda kerja dan memeriksa kerataan benda kerja serta menarik garis siku.
Indonesia Australia Partnership for Skills Development Page 30Batam Institutional Development Projectdocument.doc
Sudut blah lurus dan sejajar
Baut PengunciBatang
Jarum Baja
Stopper

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 14 & OHT 14
Siku Pelat
Menyikukan benda kerja dan menarik garis siku.
Indonesia Australia Partnership for Skills Development Page 31Batam Institutional Development Projectdocument.doc
sudut bilah lurus dan sejajar

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 15 & OHT 15
c. Penggunaan Peralatan Tangan1. Kunci
a) Kunci Pas
b) Kunci Ring
Indonesia Australia Partnership for Skills Development Page 32Batam Institutional Development Projectdocument.doc
Baut
Gaya PutarGaya tekan
Gaya tarik
Batang kunci

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 16 & OHT 16
c) Kunci SockKunci sock adalah perkakas yang berbentuk silinder, terbuat dari baja campuran yang dilapisi chrome. Salah satu ujungnya mempunyai lubang bujur sangkar yang menghubungkan socket dengan batangnya. Sedangkan ujung lainnya berhubungan dengan mur atau kepala bautBentuk dari soket ada dua macam :a) Bentuk heksagonal normal atau segi enam 6 (single hex.).b) Bentuk heksagonal ganda atau segi banyak (double hex).
Dalam perdagangan kunci sock dijual dalam berbagai pilihan, tapi umumnya dalam bentuk kemasan/ set yang terdiri dari beberapa pilihan ukuran dan berbagai kelengkapan pendukung.
Indonesia Australia Partnership for Skills Development Page 33Batam Institutional Development Projectdocument.doc
Diameter baut
6 point(single hex)
12 point(double hex)
Ukuran soket
Kepala baut
Ukuran soket
Ukuran baut
Soket

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 17 & OHT 17
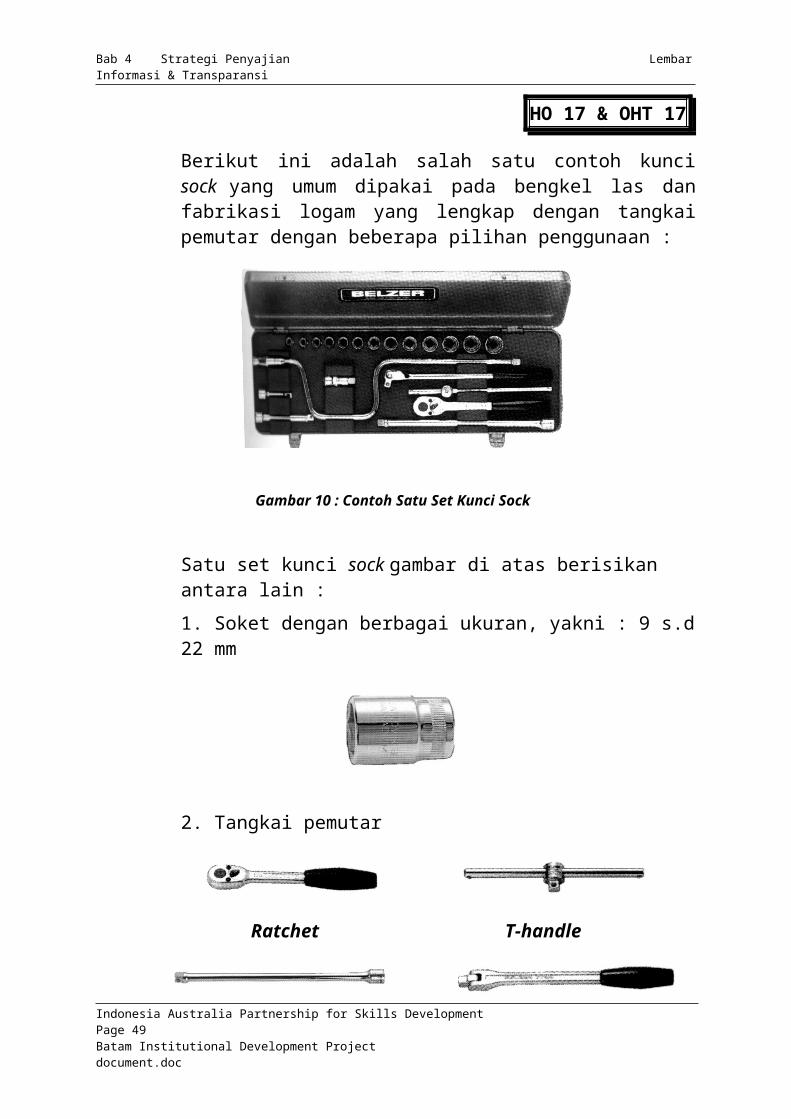
Berikut ini adalah salah satu contoh kunci sock yang umum dipakai pada bengkel las dan fabrikasi logam yang lengkap dengan tangkai pemutar dengan beberapa pilihan penggunaan :
Gambar 10 : Contoh Satu Set Kunci Sock
Satu set kunci sock gambar di atas berisikan antara lain : 1. Soket dengan berbagai ukuran, yakni : 9 s.d 22 mm
2. Tangkai pemutar
Indonesia Australia Partnership for Skills Development Page 34Batam Institutional Development Projectdocument.doc
Ratchet
Universal joint
T-handle
Extension bar Breaker bar
Speeder

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 18 & OHT 18
c) Kunci Inggeris (adjustable wrenches)
Kunci inggeris (adjustable wrenches), kunci yang mempunyai banyak fungsi dan berbagai ukuran baut dapat digunakan. Dilihat dari konstruksinya, kunci inggeris memiliki satu rahang yang dapat bergeser disesuaikan dengan ukuran kepala baut atau mur yang dikehendaki. Kunci inggeris selayaknya digunakan jika kunci pas atau kunci ring tidak tersedia.
Gambar 11 : Kunci Inggeris
Penggunaan kunci inggeris :Penyetel kunci inggeris, perhatikan langkah-langkah berikut :a. Tempatkan kunci inggeris pada baut, dan pastikan rahang
geraknya terbuka. b. Putar baut penyetel dengan ibu jari hingga kedua rahang
menjepit baut dengan kencang.
Indonesia Australia Partnership for Skills Development Page 35Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 19 & OHT 19
Gambar 12 :Penggunaan kunci Inggeris
2. Obeng (Screwdrivers)Obeng adalah alat untuk memutar dan mengencangkan/ pengetat atau membuka baut. Terdiri dari bagian-bagian : handel, tangkai serta kepala (tip).
Gambar 13 :Bagian-bagian obeng
Indonesia Australia Partnership for Skills Development Page 36Batam Institutional Development Projectdocument.doc
Ukuran TipBerselubung
Berselubung
Tip Sejajar
Bilah Pendek
Kepala Baut
Tip Obeng
Baut Minus
Panjang Tangkai

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 20 & OHT 20
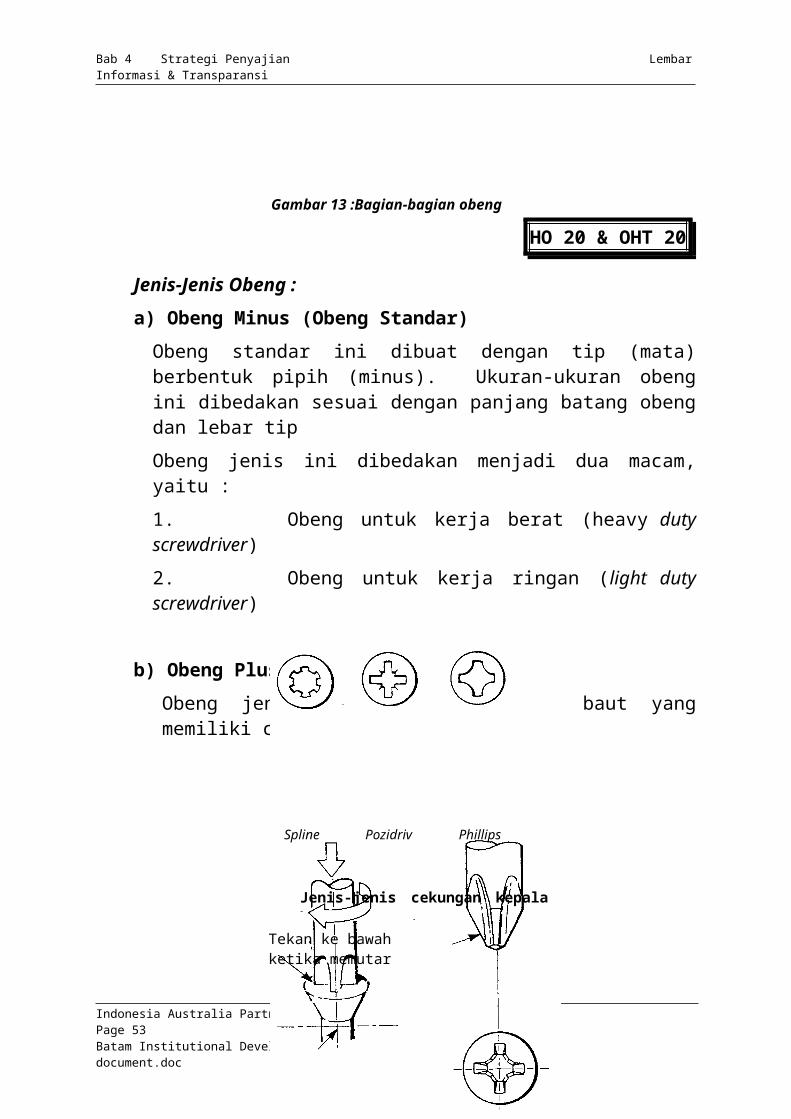
Jenis-Jenis Obeng :a) Obeng Minus (Obeng Standar)
Obeng standar ini dibuat dengan tip (mata) berbentuk pipih (minus). Ukuran-ukuran obeng ini dibedakan sesuai dengan panjang batang obeng dan lebar tipObeng jenis ini dibedakan menjadi dua macam, yaitu :1. Obeng untuk kerja berat (heavy duty screwdriver)2. Obeng untuk kerja ringan (light duty screwdriver)
b) Obeng Plus (Obeng Phillips)Obeng jenis ini digunakan untuk baut yang memiliki cekungan diagonal.
Gambar 14 :Jenis obeng plus
Indonesia Australia Partnership for Skills Development Page 37Batam Institutional Development Projectdocument.doc
Spline Pozidriv Phillips
Jenis-jenis cekungan kepala baut
Tekan ke bawah ketika memutar obeng
Tip harus masuk ke cekungan kepala baut
Tip untuk baut phillips
Poros tip dan baut harus segaris

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 21 & OHT 21
c) Obeng SudutTip obeng sudut atau obeng offset ini membentuk sudut terhadap tangkainya. Ukuran standarnya : 00, 450, 900, 1350.Obeng sudut ini digunakan untuk membuka dan mengencangkan baut yang tidak bisa dijangkau oleh obeng biasa.
Gambar 15 :Jenis sudut
d) Obeng PukulObeng pukul digunakan untuk membuka baut yang sangat kencang dan tidak bisa dibuka dengan menggunakan obeng biasa.
Gambar 15 :Bagian-bagian obeng pukul
Indonesia Australia Partnership for Skills Development Page 38Batam Institutional Development Projectdocument.doc
Obeng Plus
Obeng Minus
Snap-ring dalam
Kepala
Badan
Drive-end
Ujung
Badan

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 22 & OHT 22
Memilih Ukuran Obeng :1) Lebar TipLebar ujung ( tip ) harus hampir sama dengan lebar bagian dalam slot baut yang akan dikencangkan atau yang akan di longgarkan. Tip yang terlalu lebar dapat merusak benda kerja. Tip yang terlalu tipis dapat merusak tip atau obeng itu sendiri.
Gambar 16 : Lebar tip obeng
2) Ketebalan TipDalam memilih obeng, ujung/ tip obeng harus sesuai dengan slot pada baut dimana lebar tip harus hampir sama dengan lebar bagian dalam slot baut
HO 23 & OHT 23
Indonesia Australia Partnership for Skills Development Page 39Batam Institutional Development Projectdocument.doc
Lebar yang benar
Tip hampir sama panjang dengan dasar slot
Tip terlalu lebar
Tip terlalu kecil
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
Gambar 17 : Tebal tip obeng
Cara Menggunakan Obeng :Pastikan tangkai dan tangan anda tidak basah atau terkena oli. Pegang obeng tegak lurus dengan baut. Pegang tangkai obeng dengan satu tangan. Tekan obeng dengan tangan yang lain dengan tekanan yang cukup agar tip tetap berada pada slot baut. Putar obeng dengan perlahan
HO 24 & OHT 24
3. Tang (Pliers)Indonesia Australia Partnership for Skills Development Page 40Batam Institutional Development Projectdocument.doc
Tip terlalu tipis, dapat merusak obeng
Tip bermata bulat, mudah robek dan berbahaya.
Tip hampir sama lebarnya dengan slot
Tip hampir sama lebarnya dengan slot
Ketebalan yang benar

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
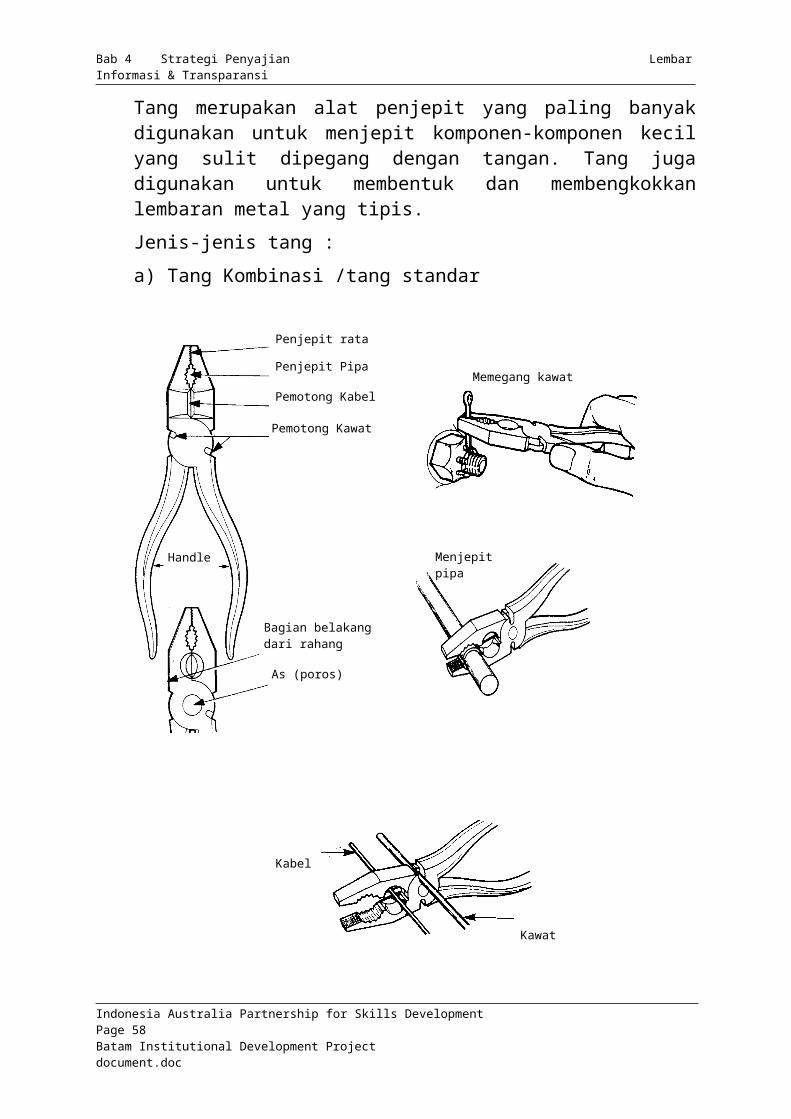
Tang merupakan alat penjepit yang paling banyak digunakan untuk menjepit komponen-komponen kecil yang sulit dipegang dengan tangan. Tang juga digunakan untuk membentuk dan membengkokkan lembaran metal yang tipis.Jenis-jenis tang :a) Tang Kombinasi /tang standar
Gambar 18 : Bagian-bagian dan fungsi tang kombinasi serta kegunaannya
Indonesia Australia Partnership for Skills Development Page 41Batam Institutional Development Projectdocument.doc
Penjepit rata
Penjepit Pipa
Pemotong Kabel
Pemotong Kawat
Handle
As (poros)
Bagian belakang dari rahang
Memegang kawat
Menjepit pipaBenda bulat
Kabel
Kawat

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 25 & OHT 25
b)Tang Slip JointTang slip joint ini memiliki pivot pin yang memungkinkan variasi bukaan yang banyak. Alat ini sangat berguna untuk menjepit komponen yang kecil atau membengkokkan metal lembaran.
Gambar 18 : Bgaian-bagian tang slip joint
c) Tang Gunting / Potong (Diagonal Cutting Pliers)Jenis tang seperti ini memiliki rahang yang miring. Dan kemiringannya dibuat pada sudut tertentu sehingga dapat memotong kabel/kawat. Tang jenis ini ada juga yang handelnya terbungkus plastik untuk digunakan pada kelistrikan
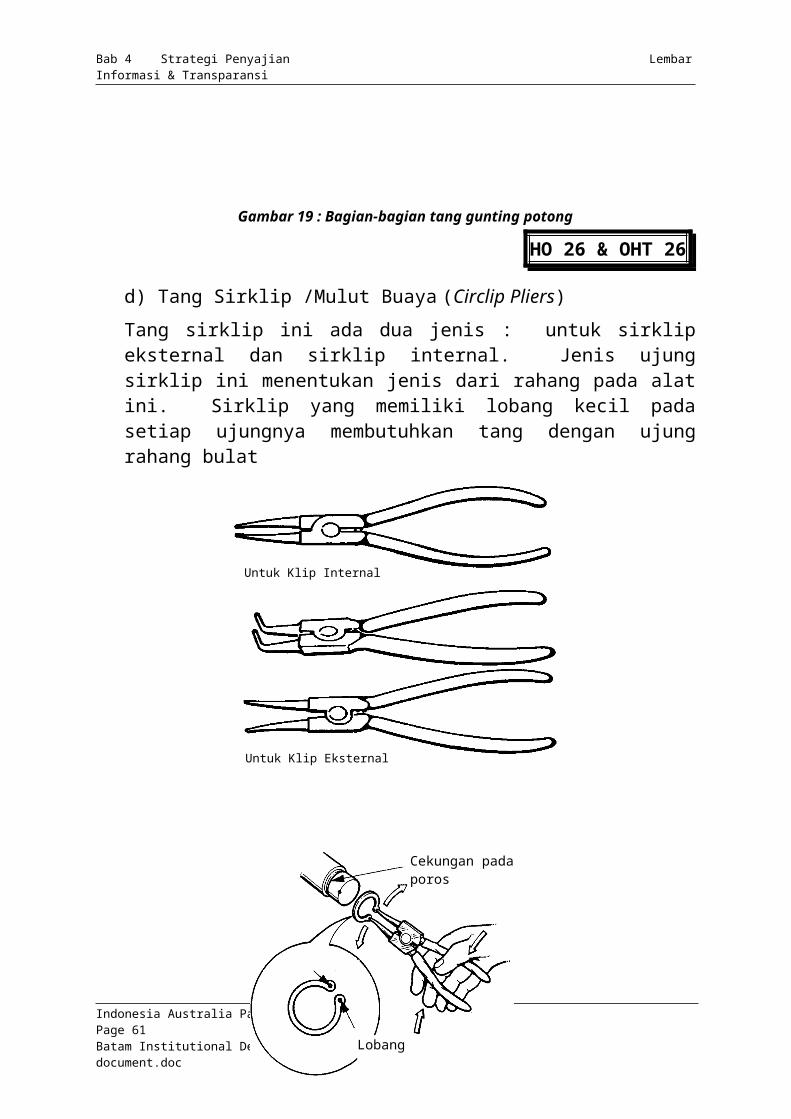
Gambar 19 : Bagian-bagian tang gunting potong
HO 26 & OHT 26
Indonesia Australia Partnership for Skills Development Page 42Batam Institutional Development Projectdocument.doc
Poros Lima Tingkat
Handle yang panjang untuk memudahkan penjepitan
Pivot Pin
Sisi potong diagonal
Memecah Pin
Menarik Pin

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
d) Tang Sirklip /Mulut Buaya (Circlip Pliers)Tang sirklip ini ada dua jenis : untuk sirklip eksternal dan sirklip internal. Jenis ujung sirklip ini menentukan jenis dari rahang pada alat ini. Sirklip yang memiliki lobang kecil pada setiap ujungnya membutuhkan tang dengan ujung rahang bulat
Gambar 19 : Macam-macam tang sirklip dan kegunaannya
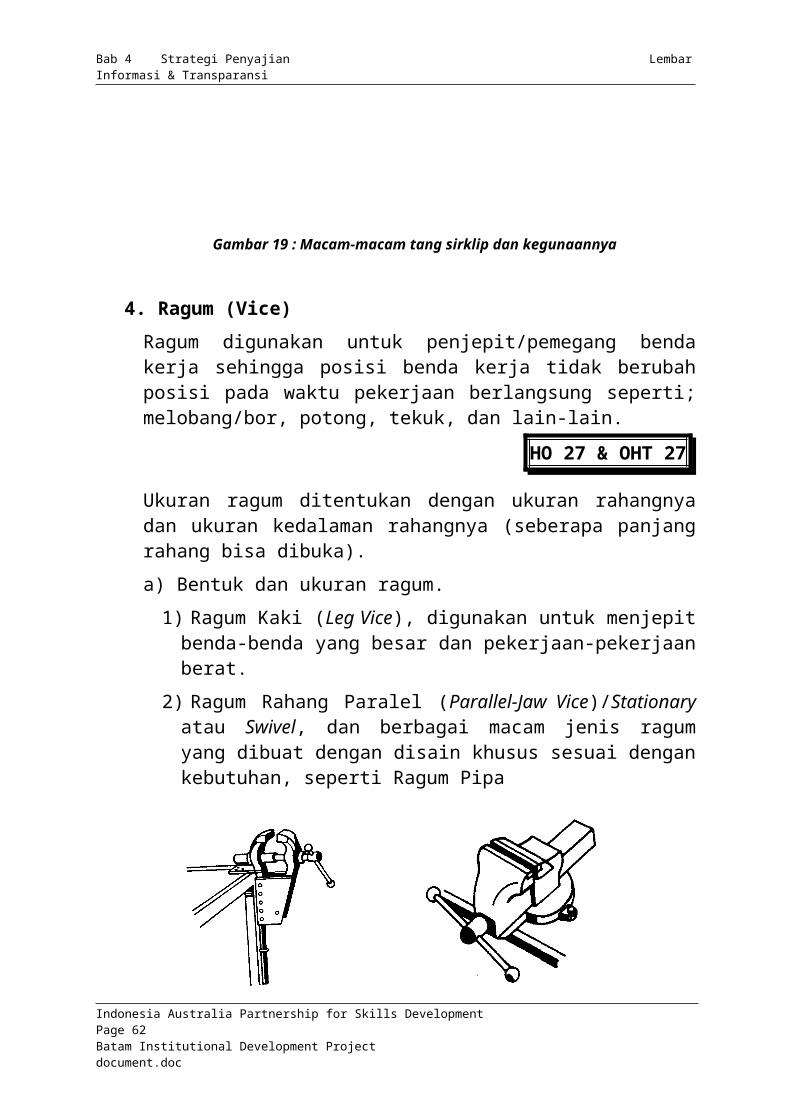
4. Ragum (Vice)Ragum digunakan untuk penjepit/pemegang benda kerja sehingga posisi benda kerja tidak berubah posisi pada waktu pekerjaan berlangsung seperti; melobang/bor, potong, tekuk, dan lain-lain.
HO 27 & OHT 27
Indonesia Australia Partnership for Skills Development Page 43Batam Institutional Development Projectdocument.doc
Untuk Klip Internal
Untuk Klip Eksternal
Lobang
Cekungan pada poros
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
Ukuran ragum ditentukan dengan ukuran rahangnya dan ukuran kedalaman rahangnya (seberapa panjang rahang bisa dibuka). a) Bentuk dan ukuran ragum.
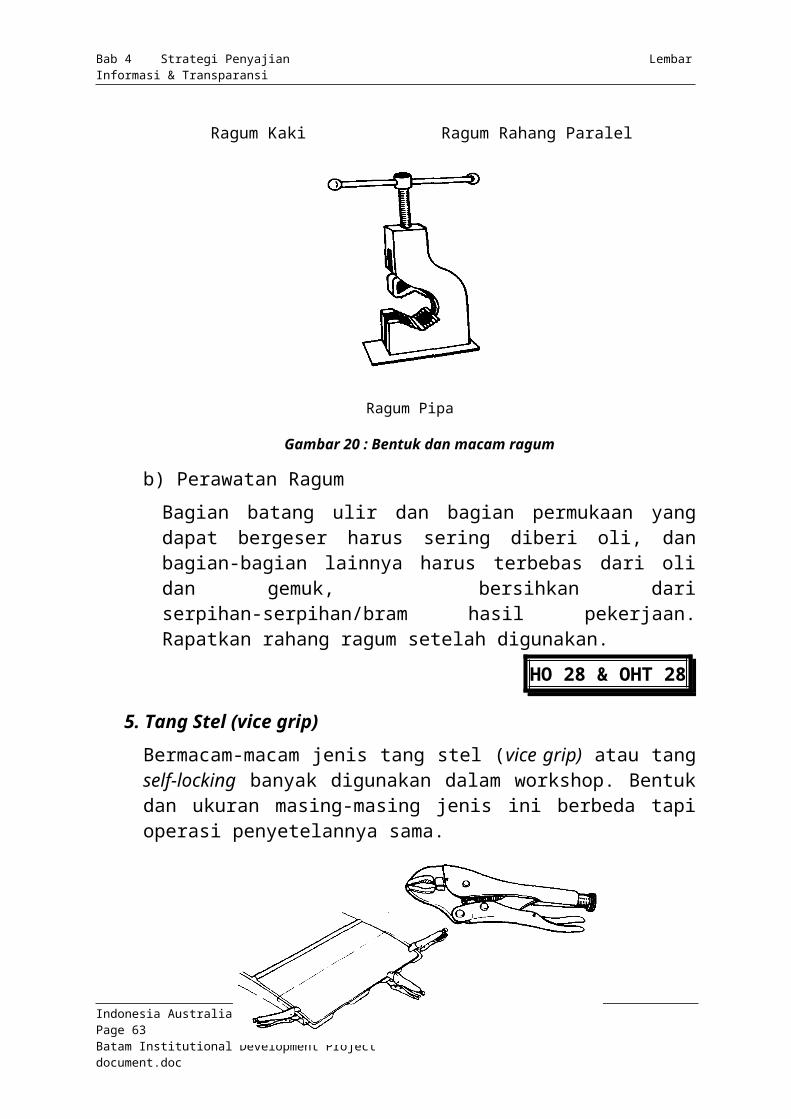
1)Ragum Kaki (Leg Vice), digunakan untuk menjepit benda-benda yang besar dan pekerjaan-pekerjaan berat.
2)Ragum Rahang Paralel (Parallel-Jaw Vice)/Stationary atau Swivel, dan berbagai macam jenis ragum yang dibuat dengan disain khusus sesuai dengan kebutuhan, seperti Ragum Pipa
Gambar 20 : Bentuk dan macam ragum
b) Perawatan RagumBagian batang ulir dan bagian permukaan yang dapat bergeser harus sering diberi oli, dan bagian-bagian lainnya harus terbebas dari oli dan gemuk, bersihkan dari serpihan-serpihan/bram hasil pekerjaan. Rapatkan rahang ragum setelah digunakan.
HO 28 & OHT 28
5. Tang Stel (vice grip)
Indonesia Australia Partnership for Skills Development Page 44Batam Institutional Development Projectdocument.doc
Ragum Pipa
Ragum Kaki Ragum Rahang Paralel

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
Bermacam-macam jenis tang stel (vice grip) atau tang self-locking banyak digunakan dalam workshop. Bentuk dan ukuran masing-masing jenis ini berbeda tapi operasi penyetelannya sama.
Gambar 21 : Tang stel dan penggunaannya
Bentuk lain tang stel yang digunakan dalam menjepit benda bulat atau benda yang tebal digunakan tang stel klem (Klem Vice Grip).
Gambar 22 : Tang stel dapat berfungsi menjepit pipa dan benda-benda bulat.
6. Palu (hammer)Kepala palu terbuat dari baja dan dipancangkan pada gagangnya yang terbuat dari kayu, fiberglas atau baja.
Jenis-jenis Palu :a) Palu konde, dipergunakan untuk berbagai macam keperluan dan
muka berbentuk setengah bola (ball pein) digunakan untuk membentuk kepala paku keling.
Indonesia Australia Partnership for Skills Development Page 45Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 29 & OHT 29
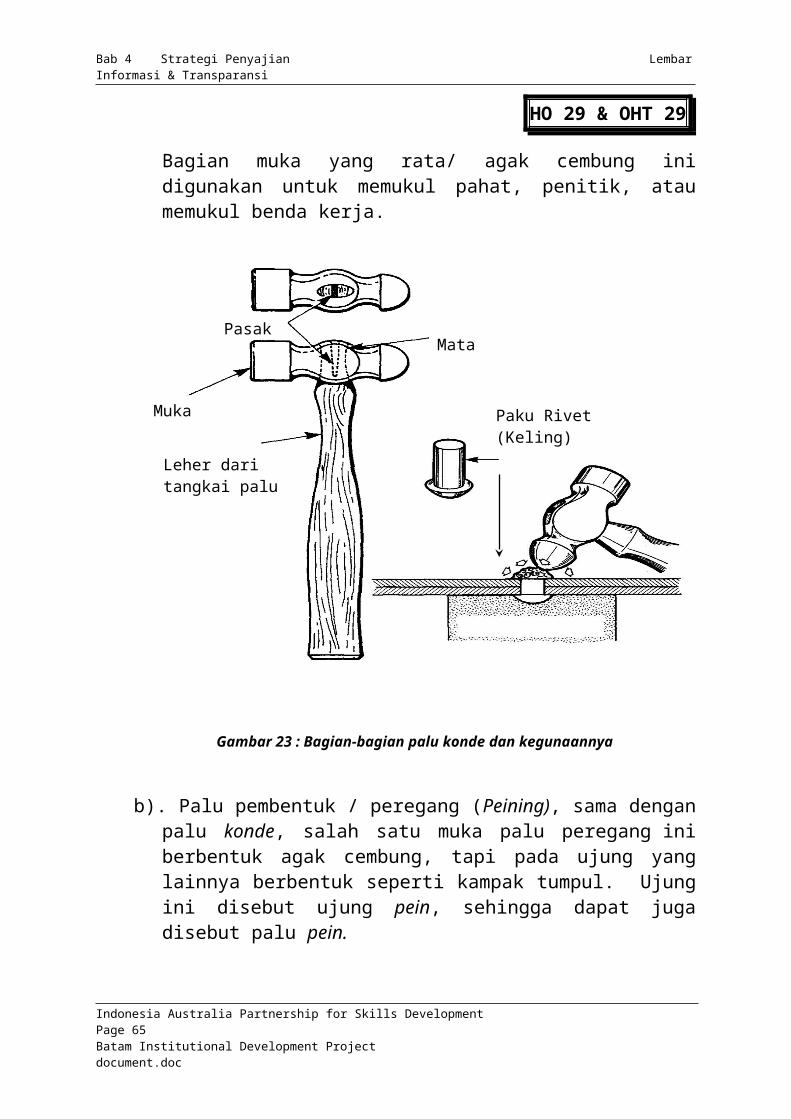
Bagian muka yang rata/ agak cembung ini digunakan untuk memukul pahat, penitik, atau memukul benda kerja.
Gambar 23 : Bagian-bagian palu konde dan kegunaannya
b). Palu pembentuk / peregang (Peining), sama dengan palu konde, salah satu muka palu peregang ini berbentuk agak cembung, tapi pada ujung yang lainnya berbentuk seperti kampak tumpul. Ujung ini disebut ujung pein, sehingga dapat juga disebut palu pein.Palu ini terdiri dari dua bentuk : pein luru dan pein melintang; digunakan untuk membentuk/ meregang atau melakukan pengerjaan pada bidang yang beralur atau cekung.
Indonesia Australia Partnership for Skills Development Page 46Batam Institutional Development Projectdocument.doc
MataPasak
Muka
Leher dari tangkai palu
Paku Rivet (Keling)

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 30 & OHT 30
Gambar 24 : Penggunaan Palu peregang
7. Pahat (Cold Chisels)Pahat digunakan untuk memotong pelat dan batang, serta untuk pengerjaan permukaan benda kerja secara kasar.
Indonesia Australia Partnership for Skills Development Page 47Batam Institutional Development Projectdocument.doc
Paku Rivet (Keling)
Pein Lurus
Pein melintang

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 31 & OHT 31
Gambar 25 : Bagian-bagian pahat
Membuka sambungan las
Membuka paku keling Membuka baut yang berkarat
Gambar 26 : Penggunaan pahat
Indonesia Australia Partnership for Skills Development Page 48Batam Institutional Development Projectdocument.doc
Tangkai pahat
Kepala pahat
Sudut pasak
Penyayat (Mata potong)
Bagian yang dikeraskan

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 32 & OHT 32
Pahat terbuat dari baja perkakas atau baja chrom vanadium. Pahat dibuat dengan penempaan dan bagian penyayatnya dikeraskan. Kepala dan tangkai pahat harus tetap lunak, jika tidak demikian baja perkakas akan pecah atau palu akan terpantul membalik.Untuk mendapatkan hasil pahatan yang baik harus diperhatikan sudut pahat sebab sudut pahat akan sangat menentukan hasil pahatan. Tabel : Sudut pahat
Bahan yang Dipahat Sudut pahatBaja lunak 550
Baja tuang 600
Kuningan 500
Tembaga 450
Aluminium 300
Gambar 27 : Nama-nama sudut / kemiringan pahat
Indonesia Australia Partnership for Skills Development Page 49Batam Institutional Development Projectdocument.doc
Sudut mata pahat
Sudut Serpih
Sudut Bebas
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 33 & OHT 33
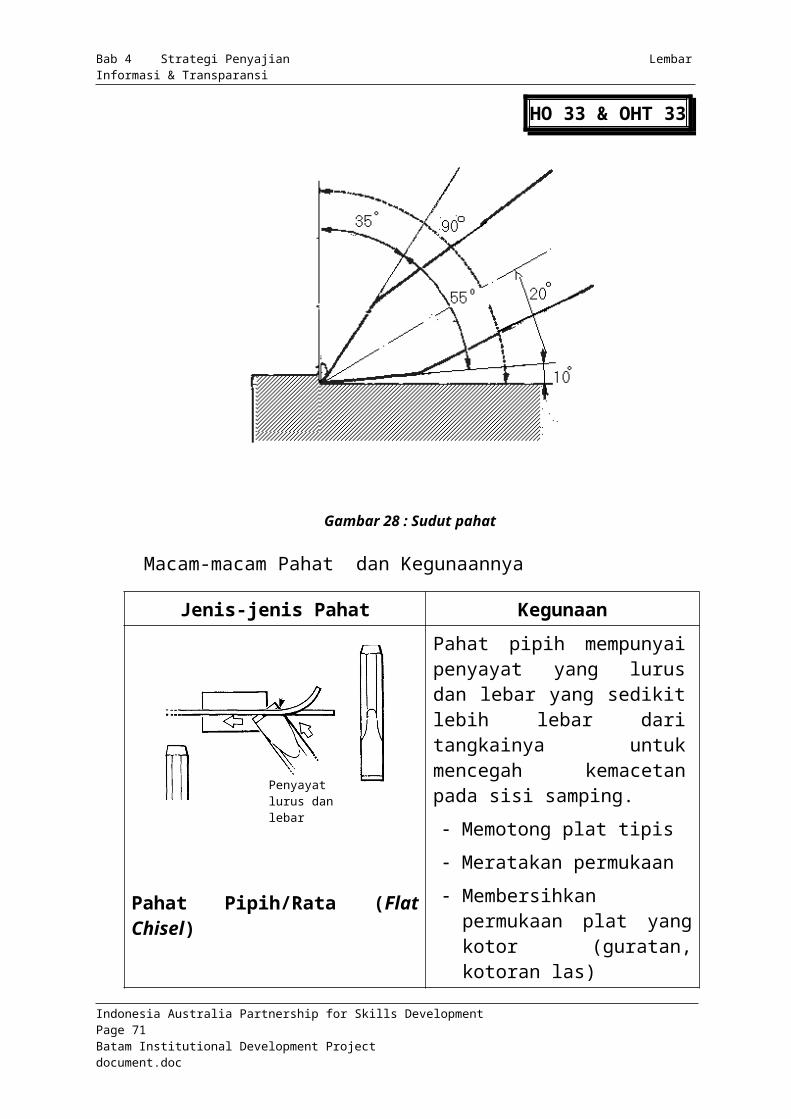
Gambar 28 : Sudut pahat
Macam-macam Pahat dan Kegunaannya
Jenis-jenis Pahat Kegunaan
Pahat Pipih/Rata (Flat Chisel)
Pahat pipih mempunyai penyayat yang lurus dan lebar yang sedikit lebih lebar dari tangkainya untuk mencegah kemacetan pada sisi samping. Memotong plat tipis Meratakan permukaan Membersihkan permukaan
plat yang kotor (guratan, kotoran las)
Indonesia Australia Partnership for Skills Development Page 50Batam Institutional Development Projectdocument.doc
Penyayat lurus dan lebar
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 34 & OHT 34
Pahat Silang (Cross Cut Chisel)
Pahat silang mempunyai penyayat yang ramping, digunakan untuk : pembuatan alur kecil pahatan pendahuluan
(Sebelum dilakukan pemahatan lanjut dengan pahat rata/pipih )
Pahat Lengkung (Convex Edge Chisel)
Pahat ini memiliki penyayat yang lengkung atau lurus dengan kegunaan: membersihkan kotoran pada
lubang membersihkan kotoran pada
alur
Pahat Alur (Roundnose Chisel)
Pahat alur adalah pahat yang digunakan untuk pembuatan alur, terutama untuk pembuatan alur-alur yang sejajar.Seperti: alur pelumasan pada bidang luncur
HO 35 & OHT 35
Indonesia Australia Partnership for Skills Development Page 51Batam Institutional Development Projectdocument.doc
Mengalur permukaan dengan Pahat Silang
Pahat Silang
Penyayat Lengkung
Pembuatan alur pelumasan
Pahat Alur

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
Pahat Berujung Runcing/ Diamond ( Diamond Point Chisel
Pahat ini digunakan untuk: Pengerjaan akhir pada
sudut bagian dalam, Membuat alur bentuk V
pada retak rigi las yang perlu perbaikan
Membuat celah pada pelat dan pipa supaya mudah dipatahkan.
8. Kikir (Files)Mengikir adalah termasuk pengerjaan pada praktek pengepasan dan penyetelan pada kerja bangku. Jenis pengerjaan pengikiran adalah:
1) meratakan bidang,2) menyiku antara bidang satu dengan yang lainnya3) membuat rata dan sejajar4) membuat bidang berbentuk.
Gambar 29 : Bagian-bagian kikir
HO 36 & OHT 36
a) Bentuk gigi kikir.
Indonesia Australia Partnership for Skills Development Page 52Batam Institutional Development Projectdocument.doc
ujung tangkai
panjang kikir

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
Kikir dibedakan oleh bentuk gigi, jenis guratannya, pembagian gurat, besarnya kikir, dan bentuknya. Kikir dibuat dengan gigi-gigi yang dicukil atau diraut. Gigi yang dicukil dihasilkan dengan guratan pahat. Giginya mempunyai sudut serpih negatif dari 50
sampai 150 dan terletak miring terhadap sumbu kikir. Gigi yang diraut mempunyai lekukan gigi yang dibundarkan. Gigi ini mempunyai sudut serpih positif 50 sampai 70 dan penggigian miring atau berbentuk busur. Kikir yang dicukil lebih murah dan tidak begitu cepat aus, jika dibandingkan dengan kikir yang diraut. Daya serpih kikir yang diraut lebih besar dari daya serpih kikir yang dicukil.
Gambar 30 : Penyimpanan kikir yang baik agar gigi kikir tidak saling bersentuhan
Indonesia Australia Partnership for Skills Development Page 53Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 37 & OHT 37
b). Jenis Gurat
Gurat Silang (Double Cut)Kikir ini digunakan untuk mengerjakan benda kerja dengan bahan yang keras, seperti baja, besi tuang.
Gurat Searah (Single Cut)Kikir ini digunakan untuk: logam ringan, timah, tembaga, seng.
Gurat Parut (Rasp Cut) Kikir untuk penggarapan kayu, tenunan keras, kulit, tanduk, dan sebagainya menggunakan gurat parut. Pengambilan serpih dengan parutan lebih berlangsung menyeret dari pada menyayat.
Gurat Busur (Dreadnought Cut) Guratannya berbentuk busur ini
digunakan untuk mengikir benda kerja dengan bahan lunak, seperti aluminium dan timah.
Indonesia Australia Partnership for Skills Development Page 54Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 38 & OHT 38
c. Ukuran dan Bentuk Penampang
Kikir Pipih (Flat Files)Jenis kikir ini yang paling banyak digunakan, karena dapat digunakan untuk berbagai macam benda kerja, benda kerja rata atau cembung
Kikir Lengan (Hand Files)Untuk mengerjakan bagian yang besar pada pengambilan serpih dalam jumlah besar, pekerjaan pengikisan
Kikir Pipih (Warding Files) Kikir ini digunakan untuk mengikir pada slot yang sempit.
Indonesia Australia Partnership for Skills Development Page 55Batam Institutional Development Projectdocument.doc
Permukaan datar Permukaan cembung
Slot yang sempit
Benda kerja

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 39 & OHT 39
Kikir Setengah Bundar (Half-round Files) Sesuai dengan namanya, kikir
ini berbentuk setengah bundar, menyempit runcing. Sisi rata digunakan untuk mengikir bidang rata, sisi setengah bundar untuk takikan bundar, rongga cekung.
Kikir Bundar (Round Files)Kikir ini digunakan untuk mengikir lubang bundar, rongga cekung.
Kikir Segi Empat (Square Files) Digunakan untuk lubang segi
empat atau penampang persegi
Kikir Segi Tiga (Triangular Files) Digunakan untuk lubang segi
tiga, sudut runcing dengan 600
atau lebih.
Indonesia Australia Partnership for Skills Development Page 56Batam Institutional Development Projectdocument.doc
Permukaan cembungPermukaan cembung
Sudut pada benda kerja

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 40 & OHT 40
Pemilihan Kikir Pilihlah kikir yang sesuai dengan tujuan pengerjaan.
Penggunaan kikir yang tidak cocok menimbulkan kerugian waktu, keausan kikir secara cepat serta hasil kerja yang tidak baik.
Gunakan kikir bekas dan setengah tajam untuk mengikir benda kerja dengan bidang kasar, berlkarat atau permukaan yang keras.
Kerjakan lebih dahulu bahan yang lebih lunak dengan kikir baru (seperti kuningan, perunggu), baru kemudian baja atau besi tuang.
Jangan mengerjakan baja yang hangat atau panas. Hal ini dapat menghilangkan kekerasan gigi kikir.
Gambar 31 :Sikap badan sewaktu mengikir
Indonesia Australia Partnership for Skills Development Page 57Batam Institutional Development Projectdocument.doc
Posisi kaki tidak boleh rapat
Posisi ketinggian Ragum harus tepat

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 41 & OHT 41
Gambar 32 :Posisi tangan saat mengikir
Gambar 33 : Membersihan kikir dari serpihan/bram
HO 42 & OHT 42
Indonesia Australia Partnership for Skills Development Page 58Batam Institutional Development Projectdocument.doc
Mengikir keras
Mengikir ringanMenghaluskan
Serpihan besi harus dibersihkan
Bersihkan dengan besi lunak, sikat kikir atau plat kuningan.

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
9. RivetMenyambung pelat dengan menggunakan paku pejal yang terbuat dari bahan aluminium, duraluminium, baja lunak. Sambungan dengan menggunakan rivet digunakan pada konstruksi pelat tipis, karena dapat dilakukan dengan mudah dan relatif kuat
Gambar 34 : Rivet dan paku rivet
Tempatkan/ masukkan paku keling pop ke lubang sambungan keling dan pasangkan pengeling pop sampai rapat dengan permukaan paku keling
Tekan tuas pengeling pop beberapa kali sambil pengeling ditekan sampai paku penariknya putus
Tarik tuas pengeling dan keluarkan paku penarik yang telah putus
Indonesia Australia Partnership for Skills Development Page 59Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 43 & OHT 43
10. Gunting (Snip)Gunting yang digunakan dalam bengkel fabrikasi mempunyai beberapa macam dan ukuran gunting antara lain:
Gunting Universal
Gunting universal digunakan untuk menggunting : lurus, bentuk lengkung memotong pelat yang agak
tebal ( 0,8 mm ), Gunting universal memotong kearah kiri maupun kanan serta mampu memotong bentuk-bentuk rumit dan diameter dalam yang relatif kecil.
Gunting Lurus
Penggunaannya adalah untuk menggunting lurus, bentuk lengkung dengan radius relatif besar, baik kearah kiri maupun kanan.
Indonesia Australia Partnership for Skills Development Page 60Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 44 & OHT 44
Kiri
Kanan
LurusGunting Dirgantara (Aviation
Snip)
Gunting dirgantara (aviation atau airplane snip) terdiri atas tiga bentuk, yaitu : digunakan dengan tangan kiri dan kanan serta lurus. Jenis gunting ini sangat banyak penggunaannya pada pekerjaan fabrikasi ringan dirancang bentuk dan mekaniknya sedemikian rupa, selain untuk menggunting lurus, lengkung, dapat juga dipakai untuk memotong sudut (notching).
Gunting Lingkaran
Gunting lingkaran/ lengkung adalah gunting yang dapat memotomg atau membentuk lengkung. Melihat dari mata potong gunting ini, sisi potongnya berbentuk lengkung. Dalam pemakaiannya dapat digunakan dengan tangan ataupun tangan kiri.
Indonesia Australia Partnership for Skills Development Page 61Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 45 & OHT 45
11. Gergaji ( Hacksaw )Menggergaji adalah termasuk pengerjaan memotong benda-benda dengan menggunakan gergaji. Secara umum digunakan memotong bahan dengan menggunakan gergaji dapat dilakukan dengan gergaji mesin dan gergaji tangan.
Pemilihan daun gergaji :
Jumlah gigi Gergaji/ Inchi Bahan yang Dipotong
Daun gergaji 14 gigi/ inchi
Besi/ profil baja lunak :
Daun gergaji 18 gigi/ inchi
Baja perkakas, pipa baja, besi siku :
Daun gergaji 24 gigi/ inchi
Tembaga, kuningan, pipa medium :
Indonesia Australia Partnership for Skills Development Page 62Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 46 & OHT 46
Daun gergaji 32 gigi/ inchi
Tembaga, kuningan, pipa medium :
Tabel berikut adalah macam-macam jenis gergaji, gerakan penyayatan serta kegunaanya :
Indonesia Australia Partnership for Skills Development Page 63Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
Indonesia Australia Partnership for Skills Development Page 64Batam Institutional Development Projectdocument.doc
Jenis Gergaji Gerakan Sayat KegunaanGergaji tangan (Gergaji Busur, Gergaji Sengkang)
Gergaji Dorong dengan daun gergaji
Perkakas maju-mundur
Gergaji mudah dibawa kemanapun.Kelemahan : Daya potong tidak besar.
Gergaji Sengkang Mesin
Gergaji Dorong dengan daun gergaji
Perkakas maju-mundur
Pemotongan bahan dengan penampang besar. Tebal lembaran gergaji kecil, kehilangan bahan sedikit, daya potong besar
Gergaji sejalur Gergaji dorong dengan gigi halus
Perkakas maju-mundur
Pemotongan penampang yang sangat kecil, penggergajian untuk celah-celah jepitan, sekrup, pojok.
Gergaji sabuk Gergaji mesin dengan sabuk gergaji tanpa ujung
Perkakas melaju searah
Pemotongan dan pembentukan benda kerja (biasanya berbentuk plat).Keuntungan : kehilanagn bahan sedikit.
Gergaji cakram Gergaji mesin dengan daun cakram gergaji
Perkakas melingkar
Pemotongan bahan dalam keadaan dingin atau panas untuk benda kerja yang berpenampang dan berukuran besar.Keuntungan : Daya potong besar.Kerugian : Kehilangan bahan lebih besar karena ketebalan lembaran gergaji.
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 47 & OHT 47
12. Bor (Drill)Bor adalah alat yang digunakan sebagai alat pembuat lubang atau alur yang efisien. Mata bor terdiri dari beberapa bagian:
Keterangan : 1. Mata pemotong2. Kepala3. Bibir pengait4. Titik mati5. Tepi/kelonggaran6. Diameter bor7. Sudut serpih8. Sudut mata9. Saluran tatal10. Badan11. Mata/puncak bor12. Sudut bebas potong (lip-
clearance)
Jenis-jenis mata bor :
Bor ini adalah jenis bor pilin yang mempunyai kisar spiral (pitch) yang sedang digunakan untuk pengeboran jenis bahan, logam ferro, besi tuang, baja, besi tempa, dan baja tuang
Bor ini adalah jenis bor pilin yang mempunyai kisar spiral (pitch) yang kecil dan mempunyai sudut penyayatan besar. Bor ini digunakan untuk pengeboran aluminium tembaga, timah seng, dan timbel.
Indonesia Australia Partnership for Skills Development Page 65Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 48 & OHT 48
Bor ini adalah jenis bor pilin yang mempunyai kisar spiral (pitch) yang besar, dan mempunyai sudut penyayatan kecil. Bor ini digunakan untuk pengeboran kuningan/ loyang, dan perunggu.
Bor ini adalah jenis bor pilin yang mempunyai kisar spiral (pitch) yang besar, dan mempunyai sudut penyayatan kecil. Bor ini digunakan untuk pengeboran pualam/marmar, batu tulis, fiber, ebonit dan sebagainya.
13. Mengulir Dalam (Mengetap).Tap adalah alat yang digunakan untuk pembuatan ulir dalam. Ulir dari hal proses tap tidak dapat digunakan untuk menahan beban yang berat tetapi hanya dapat sebagai pengikat. Untuk ulir yang berfungsi sebagai pembawa atau menahan beban yang besar maka ulir tersebut harus dibuat/diproses dengan proses pemesinan.
1. Taper (mempunyai sedikit ulir penuh)
2. Plug (mempunyai sebagian ulir penuh)
3. Bottoming (mempunyai ulir penuh)
Gambar 35 : Satu set tap terdiri dari 3 buah
Indonesia Australia Partnership for Skills Development Page 66Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 49 & OHT 49
Pada waktu pekerjaan membuat ulir dalam, harus diperhatikan beberapa hal, diantaranya :
1. Garis tengah bor yang dipakai untuk membuat lubang baut, harus sesuai dengan ukuran ukuran tap yang akan dipergunakan.
2. Kedudukan antara tap dengan lubang atau permukaan benda kerja.
3. Cara menekan dan memutar tap.4. Jenis bahan yang di tap berhubungan dengan pelumasan.
Sebagai permulaan dipakai tap no. 1, dengan kedudukan tap harus tegak lurus. Memutar tangkai pada pemotongan permulaan harus sambil diberi tekanan sehingga setelah memotong, Tenaga tekan tidak perlu lagi. Antara ¼ - ½ putaran setiap kali memutar, arah putaran selalu dikembalikan dan berilah minyak pelumas untuk jenis bahan yang memerlukanSetelah pengetapan dengan no. 1 selesai, kemudian dengan tap no. 2 dan selanjutnya dengan tap no. 3.
Memasang tap (pengulir dalam) pada tangkainya (batang pemutar). Dengan memutar salah satu pemegang, ujung kepala pengulir akan terjepit dengan baik.
Arah panah menunjukan pemberian beban/tenaga dan gerak putar tangkai tap pada pemakanan permulaan. Tekanan dari kedua belah tangan harus sama dan seimbang.
Indonesia Australia Partnership for Skills Development Page 67Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 50 & OHT 50
Cara pemeriksaan antara tap dengan bidang permukaan benda pekerjaan. Dalam hal ini kedudukan tap harus tegak lulus terhadap permukaan benda kerja. Pemeriksaan dapat dilakukan dengan mengunakan siku.
Cara memberikan pelumas dan membersikan tatal pada pekerjaan mengulir dalam. Pelumasan dengan oli hanya dilakukan pada jenis bahan yang memerlukan.
Kedudukan badan yang kurang baik didalam melakukan pekerjaan mengulir, akan mempengaruhi terhadap kedudukan tap dan keseimbangan kedua belah tangan di waktu menekan dan memutar tangkai tap, sehingga mengakibatkan kemungkinan tap akan patah.
Gambar 36 : Posisi badan saat mengetap
Indonesia Australia Partnership for Skills Development Page 68Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 51 & OHT 51
14. Mengulir Luar ( Snei ).Snei adalah alat yang digunakan untuk membuat ulir bagian luar atau baut dengan menggunakan cakra ulir sebagai alat penyayatan. Cakra ulir terdiri dari beberapa ukuran sesuai dengan kebutuhan. Ulir dari hasil proses snei dalam pemakaiannya umumnya digunakan sebagai ulir pengikat, dan tidak sanggup untuk menahan beban yang besar.
Gambar 37 : Snei dalam keadaan terpasang pada tangkai pengulir
Untuk dapat memotong penuh dalamnya ulir sekerup, balok pemotong dari pengulir luar harus disetel dengan perantaraan sekerup pengatur, sehingga pemotongan ulir sekrup sampai mencapai ukuran yang diharapkan.
Gambar 38 : Kedudukan benda kerja, balok pengulir, tangkai-pengulir dan ragum pada pelaksanaan pengerjaan mengulir luar (menyenei).
Indonesia Australia Partnership for Skills Development Page 69Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi & Transparansi
HO 52 & OHT 52
3. MESIN-MESIN RINGAN a. Mesin Bor Tangan ( Portable Drill )Mesin bor tangan adalah mesin bor yang mempunyai kapasitas pengeboran yang relatif terbatas/kecil (mak. 13 mm). Posisi pengeboran lebih fleksible karena mudah untuk dipindah/dibawa.Penggerak dari bor ini dapat digunakan dengan tangan dan umumnya menggunakan motor listrik
Gambar 39 : Bor Tangan
b. Gerinda TanganGerinda tangan adalah gerinda yang digunakan untuk pengerjaan akhir/finishing. Gerinda ini banyak digunkan pada bengkel las dan fabrikasi sebagai proses akhir dari suatu pengerjaan. Pada bengkel las gerinda digunakan untuk membersihkan kotoran/percikan lasan atau meratakan hasil lasan.
Gambar 40 : Mesin gerinda tangan dan bagian-bagiannya
Indonesia Australia Partnership for Skills Development Page 70Batam Institutional Development Projectdocument.doc
saklar on/ off
pegangan/ handle
batu grinda
pengaman
kunci grinda Kunci- L

Bab 4 Strategi Penyajian Tugas
1 Tugas
Tugas
Keselamatan dan Kesehatan Kerja
Petunjuk :
1. Bentuklah grup yang terdiri dari 3-5 orang/ grup2. Lakukan identifikasi peralatan keselamatan dan kesehatan kerja
yang tersedia pada bengkel kerja pelat tempat Anda berlatih/ bekerja.
3. Kemudian, identifikasi pula penyebab-penyebab yang memungkinkan akan menimbulkan kecelakaan, bahaya, atau gangguan kesehatan.
4. Bandingkan hasil identifikasi tersebut dengan tuntutan keselamatan dan kesehatan kerja yang selayaknya pada bengkel kerja pelat tersebut.
5. Buat rangkuman dari temuan-temuan Anda/ grup beserta saran-saran pemecahan masalahnya ( jika ada ) agar dapat dipresentasikan pada grup lain.Isi rangkuman minimal terdiri dari :- Peralatan keselamatan dan kesehatan kerja yang diperlukan.- Penyebab-penyebab kecelakaan, bahaya, atau gangguan kesehatan.
- Alasan/ argumentasi dari saran yang diberikan.
Indonesia Australia Partnership for Skills Development Page 71Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 2
Menentukan Ukuran Ulir Menggunakan Mal Ulir
Petunjuk Umum :
1. Siapkan mal ulir dan beberapa macam ulir sesuai dengan bentuk mal ulir.
2. Siapkan table hasil pengukuran ulir. 3. Masukkan hasil pengukuran ke dalam table.4. Bertanyalah pada pembimbing jika ada teknik atau metoda dan
hal-hal yang kurang difahami !5. Setelah siap serahkan hasil pengukuran pada pembimbing.6. Bersihkan alau ukur dan lakukan pelumasan terhadap alat ukur.
NOSatuan / Hasil Pengukuran
Imperial Matrik
1
2
3
4
5
.
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1.
2.
Cara pengambilan ukuran
Pemilihan mal ulir yang cocok
- Pemakaian mal ulir harus lurus terhadap ulir yang diukur
- Mal ulir sesuai dengan bentuk ulir
L = Lulus TL = Tidak Lulus
Penilai, ------------------------------
Indonesia Australia Partnership for Skills Development Page 72Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
Tugas 3
Membuat Alur Lurus
Petunjuk Umum :
1. Siapkan alat-alat tangan, benda kerja dan perlengkapan keselamatan kerja yang diperlukan.
2. Tentukan ukuran/besar alur yang akan dipahat.3. Pakailah alat-alat keselamatan kerja yang sesuai.4. Bertanyalah pada pembimbing jika ada teknik atau metoda dan
hal-hal yang kurang difahami !
Gambar Kerja :
Langkah Kerja :
Indonesia Australia Partnership for Skills Development Page 73Batam Institutional Development Projectdocument.doc
105
105105
4040
55

Bab 4 Strategi Penyajian Tugas
1. Potong bahan MS. 105 x 105 mm
2. Kikir rata permukaan benda kerja hingga mencapai ukuran 105 x 105 x 105 mm (sesuai gambar kerja )
3. Lukis permukaan untuk pembuatan alur Lurus.
4. Pahat benda kerja hingga membentuk alur lurus sesuai dengan gambar kerja.
5. Haluskan dengan menggunakan kikir yang sesuai.
6. Periksa alur dengan menggunakan siku-siku.
7. Bersihkan hasil pemahantan dari sisi tajam.
8. Rapikan benda kerja, dan serahkan kepada pembimbing/ instruktor untuk diperiksa.
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1.
2.
3.4.
4.
5.
Kerataan permukaan benda kerja
Ukuran
Lebar alur
Kedalaman alur
Jarak antara alur
Kerapian pekerjaan
Permukaan terasa halus
Tidak terasa benjolan
105 x 105 x 105 mm tol.+/- 0,5 mm
- 5 mm tol. +/- 0.5
- 5 mm tol. +/- 0.5
- 10 mm tol. +/- 0,5 mm
- Tidak ada sisi yang tajam
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 74Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 4
Mengasah Mata Bor
Petunjuk Umum : 1. Siapkan alat-alat/ mesin kerja dan perlengkapan keselamatan
kerja yang diperlukan.2. Tentukan sudut mata bor yang akan di asah.3. Pakailah alat-alat keselamatan kerja yang sesuai.4. Bertanyalah pada pembimbing jika ada teknik atau metoda dan
hal-hal yang kurang difahami !
Langkah Kerja :
1. Tentukan sudut potong dan besar penyayat lintang mata bor. 2. Lakukan pengasahan dengan menggunakan gerida bangku
dengan sudut kemiringan penggerindaan sama dengan sudut mata potong (1/2 kali sudut mata potong 130).
3. Putar mata bor yang diasah secara searah, hingga mencapai sudut yang diinginkan. Jangan dilakukan pengasahan paksa hingga mata bor terlalu panas.
4. Periksa hasil pengasahan dengan menggunakan busur derajat.5. Bersihkan hasil penggerindaan.6. Rapikan benda kerja, dan serahkan kepada pembimbing/
instruktor untuk diperiksa.
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TLSudut potong mata bor
- 65 tol. 1
- seimbang.
L = Lulus TL = Tidak LulusPenilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 75Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 5Membuat Gasket
Petunjuk Umum : 1. Siapkan bahan, alat-alat/ mesin kerja dan perlengkapan keselamatan kerja yang
diperlukan.2. Fahami gambar kerja sebelum memulai bekerja.3. Pakailah alat-alat keselamatan kerja yang sesuai.4. Bertanyalah pada pembimbing jika ada teknik atau metoda dan hal-hal yang kurang
difahami !
Gambar Kerja :
Langkah Kerja : 1. Siapkan bahan pelat 1,5 mm ukuran minimum 100 x 140 mm.2. Lukis pelat sesuai dengan gambar kerja dengan menggunakan alat-alat lukis pelat,
a.l : mistar/ siku baja, penggores dan jangka tusuk, dll.3. Tandai bagian yang akan dilubangi ( bor ) dengan penitik pusat.4. Mulailah memotong bagian dalam ( R 30 ) dengan menggunakan pahat, kemudian
dilanjutkan dengan kikir sampai ukuran yang ditentukan tercapai. ( Ikat pelat pada ragum, agar benda kerja terpasang dengan kuat saat dilakukan pekerjaan memahat dan mengikir ).
5. Lanjutkan pemotongan sisi luar dengan menggunakan gergaji dan grinda tangan serta kikir sampai mencapai ukuran yang ditentukan.
6. Buat lubang 6mm dengan mesin bor atau mesin pon.7. Rapikan sisi-sisi tajam dan tatal bekas pengeboran dengan kikir dan ratakan dengan
palu plastik bagian-bagian yang kurang rata.
Indonesia Australia Partnership for Skills Development Page 76Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1.
2.
3.
3.
.
Ukuran benda kerja
Kerataan pelat
Hasil pengeboran
Kerapian pekerjaan
Sesuai dengan gambar kerja, tol. . 0,5mm
Min. 90% rata
10 lubang 6mm, tol. . 0,5mm
- Tidak ada sisi yang tajam
- 90% permukaan pelat gasket tidak rusak
L = Lulus TL = Tidak LulusPenilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 77Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
BAB 5 CARA MENILAI UNIT INI
Apa yang Dimaksud dengan Penilaian ?Penilaian adalah proses pengumpulan bukti-bukti hasil ujian/pekerjaan dan pemberian nilai atas kemajuan peserta pelatihan dalam mencapai kriteria unjuk kerja seperti yang dimaksud dalam Standard Kompetensi. Bila pada nilai yang ditetapkan telah tercapai, maka dinyatakan bahwa kompetensi sudah dicapai . Penilaian lebih untuk mengidentifikasi pencapaian dan penguasaan kompetensi peserta pelatihan dari pada hanya untuk membandingkan prestasi peserta terhadap peserta lain.
Apa yang Dimaksud dengan Kompeten?Tanyakan pada diri Anda sendiri : “Kemampuan kerja apa yang benar-benar dibutuhkan oleh peserta pelatihan”?
Jawaban terhadap pertanyaan ini akan mengatakan kepada Anda tentang apa yang kita maksud dengan kata “kompeten”. Untuk menjadi kompeten dalam suatu pekerjaan yang berkaitan dengan keterampilan berarti bahwa orang tersebut harus mampu untuk :
menampilkan unjuk kerja pada level (tingkat) yang dapat diterima mengorganisikan tugas-tugas yang dibutuhkan. merespon dan bereaksi secara layak bila sesuatu salah memenuhi suatu peranan dalam sesuatu rangkaian tugas-tugas pada
pekerjaan mentransfer/mengimplementasikan keterampilan dan pengetahuan pada
situasi baru.Bila Anda menilai kompetensi ini Anda harus mempertimbangkan seluruh issue-issue di atas untuk mencerminkan sifat kerja yang nyata .
Pengakuan Kompetensi yang DimilikiPrinsip penilaian terpadu memberikan pengakuan terhadap kompetensi yang ada tanpa memandang dari mana kompetensi tersebut diperoleh. Penilai mengakui bahwa individu-individu dapat mencapai kompetensi dalam berbagai cara:
kualifikasi terdahulu belajar secara informal.
Pengakuan terhadap kompetensi yang ada dengan mengumpulkan bukti-bukti kemampuan untuk dinilai apakah seseorang telah memenuhi standar kompetensi, baik memenuhi standar kompetensi untuk suatu pekerjaan maupun untuk kualifikasi formal.
Kualifikasi PenilaiDalam kondisi Iingkungan kerja, seorang peniIai industri yang diakui akan menentukan apakah seorang pekerja mampu melakukan tugas yang terdapat dalam unit kompetensi ini . Untuk menilai unit ini mungkin Anda akan memilih metode yang ditawarkan dalam pedoman ini, atau mengembangkan metode Anda sendiri untuk melakukan penilaian. Para penilai harus memperhatikan petunjuk penilaian dalam standar kompetensi sebelum memutuskan metode penilaian yang akan dipakai.
Indonesia Australia Partnership for Skills Development Page 78Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Ujian yang DisarankanUmumUnit Kompetensi ini, secara umum mengikuti format berikut:
(a) Menampilkan pokok pengetahuan untuk setiap sub-kompetensi/kriteria unjuk kerja.
(b) Berhubungan dengan sesi tugas untuk memperkuat teori
Hal ini penting sekali, di mana peserta dinilai (penilaian formatif) pada setiap elemen kompetensi. Mereka tidak boleh melanjutkan unit berikutnya sebelum mereka benar-benar menguasai (kompeten) pada materi yang sedang dilatihkan .
Sebagai patokan disini seharusnya paling sedikit satu penilaian tugas untuk pengetahuan pokok pada setiap elemen kompetensi. Setiap sesi tugas seharusnya dinilai secara individu untuk tiap Sub-Kompetensi.
Tes pengetahuan pokok biasanya digunakan tes obyektif. Sebagai contoh, pilihan ganda, komparasi, mengisi/melengkapi kalimat. Tes essay dapat juga digunakan dengan soal-soal atau pertanyaan yang relevan dengan unit ini.
Penilaian untuk unit ini, berdasar pada dua hal yaitu:
pengetahuan dan keterampilan pokok hubungan dengan tugas.
Untuk penilaian unit “ Peralatan Tangan dan Mesin-Mesin Ringan “ disarankan hal-hal sebagai berikut ::
Penilaian Pengetahuan Pokok
Penilaian Teori
Elemen 1 : Keselamatan dan Kesehatan Kerja Tes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !Kecelakaan dapat timbul sewaktu melakukan aktifitas dibengkel atau dimana saja yang disebabkan oleh beberapa faktor, terutama oleh faktor manusianya ( pekerja ).
1. Berikan contoh-contoh sikap kerja yang berpotensi terhadap penyebab terjadinya kecelakaan kerja di bengkel !
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
2. Lingkungan kerja juga dapat sebagai penyebab terjadinya kecelakaan. Uraikan dan beri contoh kondisi tersebut.
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
Indonesia Australia Partnership for Skills Development Page 79Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
3. Uraikan secara singkat tindakan-tindakan yang perlu dilakukan untuk mencegah agar resiko terjadi kecelakaan kerja dapat dikurangi dan dihindari.
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
4. Apa yang perlu dilakukan jika tiba-tiba terjadi kecelakaan kerja di bengkel Anda ( misalnya seorang teman Anda terluka cukup serius ). Jelaskan secara rinci usaha dan langkah-langkah penanganan Anda !
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
Elemen 2 : Peralatan Tangan Tes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !
5. Jelaskan nama dan fungsi/ penggunaan alat-alat sesuai gambar-gambar berikut ini :
NO. GAMBAR NAMA DAN FUNGSIa.
Nama : …………………………
Fungsi : …………………………………
………………………………………………..
b.Nama : …………………………
Fungsi : …………………………………
………………………………………………..
Indonesia Australia Partnership for Skills Development Page 80Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
c.Nama : …………………………
Fungsi : …………………………………
………………………………………………..
d.Nama : …………………………
Fungsi : …………………………………
………………………………………………..
e.Nama : …………………………
Fungsi : …………………………………
………………………………………………..
f.Nama : …………………………
Fungsi : …………………………………
………………………………………………..
g.Nama : …………………………
Fungsi : …………………………………
………………………………………………..
6. Untuk memotong bahan seperti pipa baja, besi siku dan sejenisnya, digunakan daun gergaji dengan ukuran gigi : ……………………
7. Mata bor yang digunakan untuk bahan seperti : logam ferro, besi tuang dan baja tuang adalah dengan pitch : …………………
Indonesia Australia Partnership for Skills Development Page 81Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
8. Jelaskan langkah-langkah melakukan penguliran dalam dengan menggunakan tap !
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
Elemen 3 : Mesin-mesin Ringan Tes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !
9. Apa kelebihan dan kelemahan penggunaan mesin bor tangan !
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
10. Apa fungsi grinda tangan pada pengerjaa fabrikasi, jelaskan dengan contoh-contoh !
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
……………………….. …………………………… …………………….
Penilaian Keterampilan Pokok
Penilaian Praktik
Meliputi Tugas 1 s.d. 5Setiap pelaksanaan praktik hendaknya dinilai secara individual dan bila kriteria minimum yang ditetapkan belum tercapai, maka peserta pelatihan harus mengulang seluruh tes atau komponen tes yang belum tercapai tersebut, sehingga tingkat penguasaan suatu pengetahuan dan keterampilan dapat terpenuhi.
Bila melaksanakan penilaian praktik hal-hal berikut perlu dipertimbangkan :
Pemilihan komponen-komponen harus memenuhi keseluruhan kompetensi yang hendak dicapai.
Dalam mempersiapkan peralatan , alat- alat bantu dan sebagainya harus sesuai dengan ketentuan yang berlaku dan SOP.
Tingkat disiplin dalam mengikuti prosedur kerja yang ditetapkan.
Langkah kerja yang benar.
Indonesia Australia Partnership for Skills Development Page 82Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Penyelesaian seluruh tugas.
Menginterpretasikan hasil kerja dengan benar .
Apabila bekerja dalam satu tim (kelompok) pastikan bahwa setiap anggota telah memberikan kontribusi yang seimbang.
Pertanyaan-pertanyaan lisan dapat digunakan untuk melakukan tes secara individu dari setiap anggota kelompok atau untuk penekanan-penekanan terhadap bagian-bagian yang penting
Indonesia Australia Partnership for Skills Development Page 83Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Ringkasan Penilaian Pengetahuan dan KeterampilanGunakan tugas-tugas ini untuk menetapkan apakah peserta pelatihan telah menguasai pokok-pokok pengetahuan dan keterampilan yang diperlukan.
Pokok-pokok Pengetahuan dan
KeterampilanTugas-tugas Penilaian Ya Tidak
Perlu Latihan
Lanjutan1.0 Menjelaskan
keselamatan dan kesehatan kerja pada penggunaan peralatan tangan dan mesin-mesin ringan.
1.1 Penyebab kecelakaan kerja secara umum dijelaskan.
1.2 Tindakan pencegahan kecelakaan pada penggunaan peralatan tangan dan mesin-mesin ringan dijelaskan
1.3 Contoh-contoh penerapan keselamatan dan kesehatan kerja diberikan.
2.0 Menjelaskan dan menerapkan penggunakan peralatan tangan.
2.1 Macam-macam alat ukur dan lukis untuk pekerjaan las dan fabrikasi logam diidentifikasi dan dijelaskan.
2.2 Penggunaan alat-alat tangan dijelaskan dan diterapkan.
2.3 Benda kerja sederhana dibuat dengan menggunakan peralatan tangan
3.0 Menjelaskan dan menerapkan pengunaan mesin-mesin ringan.
3.1 Macam-macam mesin ringan untuk pekerjaan las dan fabrikasi logam diidentifikasi dan dijelaskan.
3.2 Pengoperasian mesin-mesin ringan didemonstrasikan sesuai prosedur ( SOP )
3.3 Keselamatan kerja yang diperlukan untuk mengoperasikan mesin-mesin ringan diuraikan.
3.4 Benda kerja sederhana dibuat dengan menggunakan mesin-mesin ringan.
Indonesia Australia Partnership for Skills Development Page 84Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Checklist yang Disarankan Bagi PenilaiModul : Peralatan Tangan dan Mesin-Mesin Ringan
Nama Peserta : Nama Penilai :
Apakah telah memberikan bukti-bukti yang cukup yang menunjukkan bahwa peserta dapat : Catatan
Menjelaskan dan menerapkan tentang Keselamatan dan Kesehatan Kerja, yang meliputi tentang :
- penyebab kecelakaan kerja
- tindakan pencegahan kecelakaan kerja
- penerapan keselamatan dan kesehatan kerja di bengkel
….
….
….
Menjelaskan dan menerapkan penggunaan Peralatan Tangan , yang meliputi tentang :
- alat ukur untuk : ulir, radius, gap, ketebalan, dll
- alat-alat lukis : mistar baja, jangka, siku, penggores, penitik, dll
- penggunaan peralatan tangan : kunci, obeng, tang, palu, pahat, gunting, kikir, gergaji, bor, tap, snai, rivet gun, dll.
- pembuatan benda kerja sederhana dengan alat-alat tangan.
….
….
….
….
Menjelaskan dan menerapkan penggunaan Mesin-mesin Ringan, yang meliputi tentang :
- pengoperasian : mesin grinda, mesin bor
- pembuatan benda kerja sederhana dengan mesin-mesin ringan
….
….
Indonesia Australia Partnership for Skills Development Page 85Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Lembar Penilaian
Unit : BSDC-0207 / Peralatan Tangan dan Mesin-Mesin Ringan
Nama Perserta Pelatihan : ……………………………………
Nama Penilai : ………….………………..……….
Peserta yang Dinilai : Kompeten
Kompetensi yang Dicapai Umpan balik untuk Peserta:
Tanda tanganPeserta sudah diberitahu tentang hasil penilaian dan alasan-alasan mengambil keputusan
Tanda tangan Penilai:
Tanggal:
Saya sudah diberitahu tentang hasil penilaian dan alasan mengambil keputusan tersebut.
Tanda tangan Peserta Pelatihan:
Tanggal:
Indonesia Australia Partnership for Skills Development Page 86Batam Institutional Development Projectdocument.doc