ii. tinjauan pustaka 2.1 aspek teknis lidah buaya 2.pdf7 ii. tinjauan pustaka 2.1 aspek teknis lidah...
TRANSCRIPT

7
II. TINJAUAN PUSTAKA
2.1 Aspek Teknis Lidah Buaya
Menurut Arifin (2015), lidah buaya merupakan tanaman yang memiliki
banyak manfaat serta mudah ditanam dan tumbuh di daerah berhawa panas. Maka
dari itu lidah buaya dikenal sebagai miracle plant, first aid plant, atau burn plant.
Tanaman ini memiliki daun berwarna hijau berlapis lilin putih. Berbentuk agak
runcing seperti taji, tebal, getas, tepi daun bergerigi, atau berduri kecil. Perkataan
“Aloe Vera” berasal dari Bahasa Arab “Alloeh” yang artinya bahan pahit yang
berkilat, dan dalam Bahasa Latin pula “Aloe” adalah pokok, sedangkan “Vera”
adalah tulin atau pokok tulin.
Terdapat lebih 300 spesies lidah buaya di bumi ini dan hanya beberapa
saja yang dikenal pasti memiliki khasiat dan nutrisi yang boleh digunakan. Aloe
Barbadensis Milller merupakan spesies lidah buaya yang paling banyak digunakan
oleh masyarakat dunia. Berikut data mengenai klasifikasi tanaman lidah buaya.
Kingdom : Plantae
Divisi : Angiospermae
Bangsa : Monocotyledoneae
Bangsa : Liliales
Suku : Liliaceae
Marga : Aloe
Jenis : Aloe vera
Lidah buaya memiliki batang yang pendek. Batangnya tidak terlihat
karena tertutup oleh daun-daun yang rapat dan sebagian terbenam tanah. Melalui
8
batang ini akan muncul tunas-tunas yang selanjutnya akan menjadikan
anakan lidah buaya. Batang lidah buaya ini dapat distek untuk proses perbanyakan
tanaman ini. Peremajaan tanaman ini dilakukan dengan cara memangkas habis
daun dan batangnya, lalu sisa tunggul batangnya akan munsul tunas-tunas baru.
Daun lidah buaya berbentuk pita dengan helaian yang memanjang.
Daunnya berdaging tebal, tidak bertulang, berwarna hijau, mengandung gel atau
getah sebagai bahan baku obat. Bentuk daunnya menyerupai pegang berujung
runcing dengan duri lemas dipinggirnya. Panjang daun lidah buaya ini dapat
mencapai 50 sampai dengan 75 cm, dengan berat 0,5 kg.
Bunga lidah buaya berwarna kuning atau kemerahan berupa pipa yang
mengumpul, keluar dari ketiak daun. Bunga ini berukuran kecil dan panjang
bunga bisa mencapai 100 cm, dimana bunga lidah buaya muncul bila ditanam di
pegunungan, selain itu bunga lidah buaya menghendaki tanah yang subur dan
gembur di bagian atasnya.
Lidah buaya mempunyai sistem perakaran yang sangat pendek dengan
akar berbentuk serabut, yaitu akar samping yang keluar dari pangkal batang atau
buku, umumnya bergerombol dan berfungsi menggantikan akar tunggang yang
tidak berkembang. Akar lidah buaya mempunyai panjang rata-rata bisa mencapai
30 sampai dengan 100 cm (Arifin, 2015).
Menurut Arifin (2015) pada dasarnya tanaman lidah buaya ini dapat hidup
dan berkembang dimana saja dengan mudah. Namun setiap tanaman mempunyai
syarat tumbuh untuk hidup dan berkembang menjadi lebih baik lagi agar lebih
produktif. Sama halnya dengan lidah buaya yang memiliki syarat tumbuh untuk
hidup dan berkembang.
9
Lidah buaya tahan terhadap segala unsur iklim, baik suhu, curah hujan,
dan sinar matahari. Lidah buaya juga tahan terhadap kekeringan, ini dikarenakan
tanaman ini menyimpan air pada daunnya yang tebal dan mulut daun yang sangat
rapat sehingga dapat mengurangi penguapan pada musim kering. Lidah buaya
termasuk tanaman yang efisien dalam penggunakan air dan dapat tumbuh di
daerah basah maupun kering. Adapun kelemahan tanaman ini bisa ditanam pada
daerah basah dengan curah hujan tinggi adalah banyaknya cendawan terutama
Fusarium sp. yang menyerang pangkal daun.
Lidah buaya dapat tumbuh dari daerah dataran rendah sampai daerah
dataran pegunungan. Daya adaptasinya tinggi sehingga tempat tumbuhnya
menyebar diseluruh dunia, mulai daerah tropika sampai daerah subtropika.
Tanah yang dikehendaki oleh tanaman lidah buaya ini yaitu tanah subur
yang kaya bahan organik dan gembur. Kesuburan tanah pada lapiran olahan
sedalam 30 cm sangat diperlukan karena akarnya pendek. Apabila tanaman
ditanam di daerah yang bertanah mineral maupun tanah organik, agar dapat
tumbuh dengan baik diperlukan tambahan pupuk.
2.2 Manfaat Lidah Buaya
Manfaat lidah buaya memang sangat banyak, lidah buaya bermanfaat
untuk rambut, kulit jerawat, bahkan untuk dijadikan obat alami dibeberapa bagian
tubuh manusia. Manfaat yang terkandung dalam lidah buaya membuat tanaman
ini menjadi peluang bisnis yang lumayan menggiurkan, ini telihat dari salah satu
industri yang berkembang saat ini adalah industri pengolahan lidah buaya menjadi
beberapa produk yang beraneka ragam. Berdasarkan kenyataan ini, lidah buaya
10
menjadi salah satu jenis tanaman terlaris di dunia yang telah dikembangkan oleh
negar-negara Eropa sebagai bahan baku industri. Pengembangan agribisnis lidah
buaya memiliki prospek yang sangat bagus dilihat dari segi keterlibatan
masyarakatnya dan manfaatnya yang ditimbulkan, berikut beberapa faktanya
bahwa lidah buaya kaya akan manfaat.
1. Mendorong tumbuhnya industri pedesaan baik sektor hulu maupun sektor
hilir, sehingga dapat memperluas lapangan kerja di pedesaan
2. Penganekaragaman produknya sangat beragam dari mulai makanan dan
minuman, bahan baku kosmetika, dan bahan baku obat-obatan.
3. Nilai tambah produk hilirnya cukup besar
4. Permintaan produk olahannya mempunyai pasar yang bagus
Pengembangan agribisnis lidah buaya di Indonesia terpusat di Pontianak,
Provinsi Kalimantan Barat. Pengembangan lidah buaya juga terdapat di Jawa
Barat di daerah Bogor dan Parung, dimana lidah buaya di daerah tersebut
dibudidayakan secara organik.
Pengembangan lidah buaya tidak hanya terdapat pada pulau Kalimantan
dan Jawa saja, di Bali juga terdapat pengembangan lidah buaya tepatnya di Desa
Saba, Kecamatan Blahbatuh, Kabupaten Gianyar. Pengembangan lidah buaya di
daerah ini digunakan sebagai pupuk cair. Pupuk cair organik adalah zat penyubur
tanaman yang berasal dari bahan-bahan organik dan berwujud cair. Pupuk organik
lidah buaya buatan Indonesia berhasil menembus Malaysia. Bahan baku pupuk
cair yang sangat bagus yaitu bahan yang besar kandungan selulosanya. Semakin
besar kandungan selulosa dari bahan organic (C/N ratio) maka proses penguraian
11
oleh bakteri akan semakin lama. Selain mudah terdekomposisi, bahan ini kaya
nutrisi yang dibutuhkan tanaman pada umumnya (Arifin, 2015).
2.3 Pembudidayaan Lidah Buaya
Secara garis besar, budidaya lidah buaya sangat mudah untuk dilakukan.
Menurut Arifin (2015) pada bukunya yang berjudul “Intensif Budidaya Lidah
Buaya Usaha dengan Prospek yang Kian Berjaya”, sebelum melakukan budidaya
tanaman lidah buaya dilakukan penyiapan lahan untuk pembudidayaan. Lahan
disiapkan dalam keadaan telah dibajak dan di gemburkan terlebih dahulu
kemudian dibuat saluran drinase dan bedengan. Bedengan harus dibuat dengan
ukuran 1 x 2 meter dan tinggi 30 sampai dengan 40 cm dan panjang di sesuaikan
dengan kondisi lahan.
Budidaya tanaman lidah buaya dimulai dengan melakukan pembibitan
terlebih dahulu. Pembibitan dilakukan secara vegetatif. Bibit diambil dari tanaman
induk berupa anakan dengan jalan dicongkel dan diusakan agar akarnya tak putus.
Anakan yang telah diperoleh ditanam dalam polibag. Waktu yang dibutuhkan
untuk melakukan proses pembibitan adalah tiga sampai lima bulan. Setelah masa
pembibitan barulah bisa ditanam diareal pembudidayaan yang sudah disiapkan.
Bibit tanaman lidah buaya ditanam dalam lubang dengan kedalaman kurang lebh
10 cm. Pada waktu penanaman diusahakan agar tanaman lidah buaya tidak
berhimpitan dan daun tidak patah.
Pemeliharaan tanaman lidah buaya dengan cara memberikan pupuk
kandang yang sudah matang sebanyak 2 sampai dengan 5 kg ketika lidah buaya
berumur 1 sampai 2 minggu sebelum proses penanaman. Setelah pasca tanam
12
dapat diberikan pupuk Urea dan Furadan. Lidah buaya sudah dapat dipanen pada
umur 8 sampai dengan 12 bulan setelah penanaman. Panen berikutnya dilakukan
secara periodik setiap bulan.
2.4 Proses Produksi
Proses produksi adalah cara atau metode yang dilakukan perusaahn untuk
menciptakan barang atau jasa dengan menggunakan sumber-sumber (manusia,
mesin, dana, dan bahan-bahan) yang ada. Menurut Assauri, S (1999), jenis proses
produksi ini sangat banyak, namun secara ekstern dapat dibedakan menjadi dua
yaitu proses produksi yang terus menerus (continuous processes) dan proses yang
terputus-putus (intermittent processes).
1. Proses produksi yang terus menerus (continuous processes)
Merupakan proses produksi barang atau jasa atas dasar aliran produk dari
satu operasi ke operasi berikutnya tanpa penumpukan disutu titik dalam proses.
Biasanya ciri-ciri proses produksi jenis ini adalah produk yang dihasilkan dalam
jumlah besar dengan variasi yang sangat kecil, apabila terjadi salah satu mesin
rusak maka seluruh proses produksi akan terhenti, persediaan bahan mentah dan
bahan dalam proses adalah lebih rendah daripada proses yang terputus-putus.
2. Proses yang terputus-putus (intermittent processes)
Merupakan proses dalam kumpulan produk bukan atas dasar aliran terus-
menerus dalam proses produk ini. Perusaahaan yang menggunakan tipe ini
biasanya terdaat sekumpulan atau lebih komponen yang akan diproses atau
menunggu untuk diproses. Biasanya ciri-ciri proses produksi jenis ini adalah
produk yang dihasilkan dalam jumlah yang sangat kecil dengan variasi yang
13
sangat besar dan didasarkan atas pesanan, proses produksi tidak mudah terhenti
walaupun terjadi kerusakan, dan persediaan bahan mentah biasanya tinggi, karena
tidak dapat ditentukan pesanan apa yang akan dipesan oleh pembeli dan juga
persediaan bahan dalam proses lebih tinggi daripada proses terus-menerus karena
prosesnya terputus-putus.
2.5 Pengertian Bahan Baku
Menurut Indrajit dan Djokopranoto (dalam Wirasuta, 2004) bahan baku
atau yang lebih dikenal dengan sebutan Raw Material merupakan bahan mentah
yang akan diolah menjadi barang jadi sebagai hasil utama dari perusahaan yang
bersangkutan. Mulyadi (dalam Wirasuta, 2004) juga berpendapat bahwa bahan
baku merupakan bahan yang membentuk bagian utama dari produk jadi. Bahan
baku merupakan bahan yang harus diperhitungkan dalam kelangsungan proses
produksi. Banyaknya bahan baku yang tersedia akan menentukan besarnya
penggunaan sumber-sumber didalam perusahaan dan kelancarannya dalam
mengelola kegiatan produksinya (Assauri, 1999).
Menurut Apriyantono dkk (dalam Suhartanti, 2009), bahan baku juga
dapat diartikan sebagai bahan utama yang digunakan dalam proses produksi,
sedangkan bahan tambahan adalah bahan yang ditambahkan dalam proses
produksi yang jumlahnya sedikit, dan bahan penolong adalah bahan-bahan yang
tidak masuk dalam ingredient produk tetapi digunakan dalam proses produksi.
Contohnya pada industri roti bahan bakunya tepung dan bahan tambahannya
adalah ragi. Hal ini menunjukkan bahwa bahan baku merupakan faktor yang

14
penting dalam suatu proses produksi karena bila terjadi kekurangan bahan baku
maka kegiatan perusahaan tidak dapat berjalan lancar sebagaimana mestinya.
2.6 Pengertian Persediaan
Persediaan adalah sejumlah bahan-bahan, bagian-bagian yang disediakan
dan bahan-bahan dalam proses yang terdapat dalam perusahaan untuk proses
produksi, serta barang-barang jadi yang disediakan untuk memenuhi permintaan
dari konsumen atau langganan setiap waktu. Rangkuti (dalam Putra, 2008).
Menurut Handoko (dalam Putra, 2008), persediaan merupakan segala sesuatu atau
sumberdaya-sumberdaya organisasi yang disimpan dalam antisipasinya terhadap
pemenuhan permintaan. Keberadaan persediaan berkaitan dengan faktor waktu,
faktor ketidakpastian, faktor diskontinuitas, dan faktor ekonomi.
Persediaan memiliki fungsi penting yang dapat meningkatkan efisiensi
operasional suatu perusahaan, dengan adanya persediaan maka proses produksi
tidak terhambat oleh kekurangan bahan baku. Selain itu, prosedur untuk
memperoleh dan menyimpan bahan baku yang dibutuhkan dapat dilaksanakan
dengan biaya minimum. Setiap perusahaan memiliki jumlah berbeda-beda, dan
jumlah itu disesuaikan dengan kondisi dan konsep manajemen persediaan yang
diinginkan (Fahmi, 2012). Menurut jenisnya, persediaan dapat dibedakan atas :
1. Persediaan bahan mentah (raw materials), yaitu persediaan barang-barang
berwujud mentah. Persediaan ini dapat diperoleh dari sumber-sumber alam
atau dibeli dari para supplier atau dibuat sendiri oleh perusahaan untuk
digunakan dalam proses produksi selanjutnya.
15
2. Persediaan komponen-komponen rakitan (purchased paris), yaitu persediaan
barang-barang yang terdiri dari komponen-komponen yang diperoleh dari
perusahaan lain, dimana secara langsung dapat dirakit menjadi produk.
3. Persediaan barang dalam proses (work in process), yaitu persediaan barang-
barang yang merupakan keluaran tiap-tiap bagian dalam proses produksi atau
telah diolah menjadi suatu bentuk, tetapi masih perlu diproses lebih lanjut
mejadi barang jadi.
4. Persediaan bahan pembantu atau penolong (supplies), yaitu persediaan barang-
barang yang diperlukan dalam proses produksi, tetapi tidak merupakan bagian
atau komponen barang jadi.
5. Persediaan barang jadi (finished goods), yaitu persediaan barang-barang yang
telah selesai diproses atau diolah dalam bentuk produk dan siap untuk dijual
atau dikirim kepada pelanggan.
2.7 Pengertian Mutu
Mengenai mutu ini dapat berbeda-beda tergantung dari rangkaian
perkataan atau kalimat dimana istilah mutu ini dipakai, dan orang yang
mempergunakan, dalam perusahaan pabrik, istilah mutu diartikan sebagai faktor-
faktor yang terdapat dalam suatu barang atau hasil yang menyebabkan barang atau
hasil tersebut sesuai dengan tujuan untuk apa barang atau hasil itu dimaksudkan
atau dibutuhkan. Pada kenyataannya, apabila hasil produksi atau barang itu tidak
mencapai dengan tepat tujuan untuk apa barang tersebut dimaksudkan atau
dipergunakan, ini tidak selalu berarti bahwa konsumen atau pembeli akan
membuat keluhan-keluhan pada produsen (Assauri, 1999).
16
Mutu adalah kesesuaian serangkaian karakteristik produk atau jasa dengan
standar yang ditetapkan perusahaan berdasarkan syarat, kebutuhan dan keinginan
konsumen. Segala aspek termasuk pengertian dan pemahaman terhadap hal-hal
yang berkaitan dengan mutu sangat penting untuk dimiliki oleh perusahaan, baik
untuk kepentingan internal maupun eksternal, dengan persepsi yang sama
mengenai mutu maka tujuan dan cita-cita mutu perusahaan dapat dicapai dengan
lebih cepat dan efisien (Muhandri dan Kadarisman dalam Ilham, 2012).
2.8 Pengendalian Mutu
Menurut Sumayang, (2003) dalam bukunya, pengendalian mutu
merupakan falsafah yang memantapkan dan menjaga lingkungan yang
menghasilkan perbaikan terus-menerus pada kualitas dan produktivitas di seluruh
aktivitas perusahaan, pemasok, dan jalur distribusi. Perbaikan menyeluruh yang
terus-menerus di semua fungsi mulai dari perencanaan sanpai dengan fungsi
pelayanan di lapangan. Misi pengendalian mutu adalah perbaikan yang
berkesinambungan pada produk untuk memenuhi kebutuhan pelanggan,
memberikan keberhasilan usaha dan mengembalikan investasi kepada para
pemegang saham dan pemilik peusahaan.
Supaya produksi dapat berjalan lancar, maka orang-orang dipekerjakan
untuk menyortir pekerjaan yang tak memuaskan dan menyingkirkan ke suatu
tempat. Pada saat inilah mulai dikenal pengawasan mutu. Akan tetapi dengan
berkembangnya mekanisasi lebih maju, maka keadaan dunia industri tidak
beraturan dan para pengusaha atau produsen kurang perhatian untuk menghasilkan
barang yang bermutu, sehingga timbullah anggapan bahwa petugas-petugas yang
17
melakukan pengawasan merupakan halangan bagi para pekerja untuk dapat
melaksanakan kegiatan produksi. Akan tetapi, dengan perkembangan
perkembangan produksi yang semakin baik serta penerangan dan komunikasi
yang semakin maju maka keadaan tersebut menjadi berubah, di mana peranan
mutu mulai dirasakan pentingnya dan mulailah dicari prosedur-prosedur
pengawasan mutu yang lebih baik (Fahmi, 2012).
Maka dari kenyataan yang telah terjadi, Assauri (1999) menyimpulkan
bahwa pengawasan mutu adalah kegiatan untuk memastikan apakah
kebijaksanaan dalam hal mutu (standar) dapat tercermin dalam hasil akhir.
Dengan perkataan lain, pengawasan mutu merupakan usaha untuk
mempertahankan mutu atau kualitas dari barang yang dihasilkan, agar sesuai
dengan spesifikasi produk yang telah ditetapkan berdasarkan kebijakan pemimpin
perusahaan. Pengawasan mutu ini, semua prestasi barang dicek menurut standar,
dan semua penyimpangan-penyimpangan dari standar dicatat serta dianalisis dan
semua penemuan-penemuan dalam hal ini dipergunakan sebagai umpan balik
untuk para pelaksana sehingga mereka dapat melakukan tindakan-tindakan
perbaikan untuk produksi pada masa-masa yang akan datang.
2.9 Kendali Mutu Terpadu
Pengendalian mutu harus dimulai sejak perencanaan mutu produk, antara
tahap perencanaan dan tahap seperti pengorganisasian dan pelaksanaan harus
disertai pengawasan mutu. Hal ini memberi gambaran bahwa manajemen mutu
meliputi berbagai aspek keikutsertaan berbagai pihak dalam perusahaan yang
menghasilkan suatu produk yang mutunya harus dikendalikan. Jika berbicara
18
mengenai manajemen mutu, maka perlu adanya dukungan dan partisipasi dari
berbagai pihak diantaranya : a) Partisipasi pihak manajemen atau keikutsertaan
pimpinan perusahaan; dan b) Partisipasi (keikutsertaan) karyawan (tenaga kerja).
Terdapat empat jenis-jenis pengawasan mutu produk menurut
Prawirosentono (dalam Fitriani 2004), antara lain adalah sebagai berikut:
a. Pengawasan mutu bahan baku
Apakah bahan baku yang digunakan sesuai dengan mutu direncanakan? Hal
ini perlu diamati sejak rencana pembelian bahan baku, penerimaan bahan baku di
gudang, penyimpanan bahan baku di gudang, sampai dengan saat bahan baku
tersebut akan digunakan.
b. Pengawasan proses produksi
Bahan baku yang telah diterima gudang, selanjutnya diproses dalam mesin-
mesin produksi untuk diolah menjadi barang jadi, dalam hal ini, selain cara kerja
peralatan produksi yang mengolah bahan baku dipantau, juga hasil kerja mesin-
mesin tersebut dipantau dengan cara statistik agar menghasilkan barang sesuai
yang direncanakan.
c. Pengawasan produk jadi
Pemeriksaan atas hasil produksi jadi untuk mengetahui apakah produk sesuai
dengan rencana ukuran dan mutu atau tidak, sekaligus untuk mengetes mesin-
mesin yang mengolah selama proses produksi. Bila produk atau produk setengah
jadi sesuai dengan bentuk, ukuran dan standar mutu yang direncanakan, maka
produk-produk tersebut dapat digudangkan dan dipasarkan (didistribusikan). Bila
terdapat barang yang cacat, maka barang tersebut harus dibuang atau remade dan
mesin perlu disetel kembali agar beroperasi secara akurat.
19
d. Pengawasan pengepakan atau kemasan
Kemasan merupakan alat untuk melindungi produk agar tetap dalam kondisi
sesuai dengan mutu, tetapi ada pula produk yang tidak begitu memerlukan
perhatian khusus dalam hal kemasan maupun alat angkut, misalnya kelapa,
singkong, dan sebagainya. Akan tetapi, tetap harus memilih alat angkut yang tepat
agar produk sampai tujuan dengan mutu tetap prima.
2.10 Biaya Mutu (quality cost)
Hampir setiap produsen ingin berusaha memperbaiki mutu dari barang
yang dihasilkannya, di dalam masalah mutu ini, biasanya produsen selalu
berusaha untuk dapat bertindak efisien. Produsen selalu memikirkan untuk
memperbaiki mutu dari barang yang dihasilkannya dengan biaya lebih murah.
Sehingga perlu kita ketahui, bahwa sebenarnya untuk meningkatkan mutu selalu
dibutuhkan biaya. Oleh karena itu, pengusaha atau produsen harus melihat biaya
yang dikeluarkan dan keuntungan yang dapat diharapkan. Menurut Fitriani
(2004), perlu diperhatikan unsur-unsur atau komponen biaya apa saja yang
terdapat dalam mutu yaitu sebagai berikut.
1. Biaya pengawasan kualitas
a) Biaya kerusakan bahan baku dan bahan penolong karena kurangnya
perawatan pada waktu penyimpanan di gudang dan kurang stabilnya mutu
bahan baku. sehingga pada waktu bahan baku akan diproses kualitasnya
mengalami penyusutan.
b) Biaya tenaga kerja yang terlibat dalam pengawasan kualitas. Biaya ini
merupkan biaya tambahan karena perusahaan sering mengadakan kerja
20
lembur untuk pemeriksaan kualitas. Besarnya biaya pengawasan kualitas
dipengaruhi oleh ketat tidaknya intensitas pengawasan kualitas produk.
2. Biaya jaminan mutu
Biaya jaminan mutu yang dikeluarkan perusahaan diakibatkan karena
kerusakan produk selama perjalanan dari perusahaan ke distributor atau ke
konsumen. Biaya jaminan mutu ini meliputi:
a) Biaya perbaikan produk yang rusak
b) Biaya penggantian produk rusak dan cacat
c) Biaya atas ditanggungnya resiko yang menyebabkan berkurangnya volume
penjualan karena biaya produk yang rusak atau cacat telah dibeli oleh para
konsumen yang membeli produk.
2.11 Alat Bantu dalam Pengawasan Kualitas
Pengawasan kualitas secara statistik dengan menggunakan SPC (Statistical
Processing Control) mempunyai 7 (tujuh) alat statistik utama yang dapat
digunakan sebagai alat bantu untuk mengendalikan kualitas sebagaimana
disebutkan juga oleh Heizer dan Render dalam bukunya Manajemen Operasi
(2006; 263-268), antara lain yaitu; check sheet, histogram, control chart, diagram
pareto, diagam sebab akibat, scatter diagram, dan diagram proses. Alat bantu
yang digunakan dalam penelitian ini yaitu lembar pemeriksaan, diagram sebab
akibat, histogram, dan peta kontrol. Dari tujuh alat bantu yang ada, penelitian ini
hanya menggunakan empat alat bantu dikarenakan keempat alat bantu ini sesuai
dengan kondisi perusahaan yang tidak mencatat secara spesifik jenis kerusakan
yang terjadi di dalam perusahaannya.

21
Gambar 2.1
Alat Bantu Pengawasan Mutu
1. Lembar pemeriksaan (check sheet)
Check sheet atau lembar pemeriksaan merupakan alat pengumpul dan
penganalisis data yang disajikan dalam bentuk tabel yang berisi data jumlah
barang yang diproduksi dan jenis ketidaksesuaian beserta dengan jumlah yang
dihasilkannya. Tujuan digunakannya check sheet ini adalah untuk mempermudah
proses pengumpulan data dan analisis, serta untuk mengetahui area permasalahan
berdasarkan frekuensi dari jenis atau penyebab dan mengambil keputusan untuk
melakukan perbaikan atau tidak. Pelaksanaannya dilakukan dengan cara mencatat
frekuensi munculnya karakteristik suatu produk yang berkenaan dengan
kualitasnya. Data tersebut digunakan sebagai dasar untuk mengadakan analisis
22
masalah kualitas. Adapun beberapa manfaat dipergunakannya check sheet yaitu
sebagai alat untuk :
a. Mempermudah pengumpulan data terutama untuk mengetahui bagaimana
suatu masalah terjadi.
b. Mengumpulkan data tentang jenis masalah yang sedang terjadi.
c. Menyusun data secara otomatis sehingga lebih mudah untuk dikumpulkan.
d. Memisahkan antara opini dan fakta.
2. Diagram sebar (scatter diagram)
Scatter diagram atau disebut juga dengan peta korelasi adalah grafik yang
menampilkan hubungan antara dua variabel apakah hubungan antara dua variabel
tersebut kuat atau tidak, yaitu antara faktor proses yang mempengaruhi proses
dengan kualitas produk. Pada dasarnya diagram sebar (scatter diagram)
merupakan suatu alat interpretasi data yang digunakan untuk menguji bagaimana
kuatnya hubungan antara dua variabel dan menentukan jenis hubungan dari dua
variabel tersebut, apakah positif, negatif, atau tida ada hubungan. Dua variabel
yang ditunjukkan dalam diagram sebar dapat berupa karakteristik kuat dan faktor
yang mempengaruhinya.
3. Diagram sebab-akibat (cause and effect diagram)
Diagram ini disebut juga diagram tulang ikan (fishbone chart) dan berguna
untuk memperlihatkan faktor-faktor utama yang berpengaruh pada kualitas dan
mempunyai akibat pada masalah yang di pelajari. Selain itu juga dapat melihat
faktor-faktor yang lebih terperinci yang berpengaruh dan mempunyai akibat pada
23
faktor utama tersebut yang dapat di lihat pada panah-panah yang berbentuk tulang
ikan.
Diagram sebab-akibat ini pertama kali dikembangkan pada tahun 1950
oleh seorang pakar kualitas dari Jepang yaitu Dr. Kaoru Ishikawa yang
menggunakan uraian grafis dari unsur-unsur proses untuk menganalisa
sumbersumber potensial dari penyimpangan proses. Faktor-faktor penyebab
utama ini dapat dikelompokkan dalam beberapa bagian yaitu :
1. Material (bahan baku).
2. Machine (mesin).
3. Man (tenaga kerja).
4. Method (metode).
5. Environment (lingkungan).
Adapun kegunaan dari diagram sebab-akibat adalah :
1. Membantu mengidentifikasi akar penyebab masalah.
2. Menganalisa kondisi yang sebenarnya yang bertujuan untuk memperbaiki
peningkatan kualitas.
3. Membantu membangkitkan ide-ide untuk solusi suatu masalah.
4. Membantu dalam pencarian fakta lebih lanjut.
5. Mengurangi kondisi-kondisi yang menyebabkan ketidaksesuaian produk
dengan keluhan konsumen.
6. Menentukan standarisasi dari operasi yang sedang berjalan atau yang akan
dilaksanakan.
7. Merencanakan tindakan perbaikan.
24
Adapun langkah-langkah dalam membuat diagram sebab akibat adalah
sebagai berikut,
1. mengidentifikasi masalah utama;
2. menempatkan masalah utama tersebut disebelah kanan diagram;
3. mengidentifikasi penyebab minor dan meletakkannya pada diagram utama;
4. mengidentifikasi penyebab minor dan meletakkannya pada penyebab mayor;
5. diagram telah selesai, kemudian dilakukan evaluasi untuk menentukan
penyebab sesungguhnya.
4. Diagram Pareto (pareto analysis)
Diagram pareto pertama kali diperkenalkan oleh Alfredo Pareto dan
digunakan pertama kali oleh Joseph Juran. Diagram Pareto adalah grafik balok
dan grafik baris yang menggambarkan perbandingan masing-masing jenis data
terhadap keseluruhan. Menggunakan diagram pareto, dapat terlihat masalah mana
yang dominan sehingga dapat mengetahui prioritas penyelesaian masalah. Fungsi
Diagram pareto adalah untuk mengidentifikasi atau menyeleksi masalah utama
untuk peningkatan kualitas dari yang paling besar ke yang paling kecil.
5. Diagram Alir/Diagram Proses (process flow chart)
Diagram alir secara grafis menunjukkan sebuah proses atau sistem dengan
menggunakan kotak dan garis yang saling berhubungan. Diagram ini cukup
sederhana, tetapi merupakan alat yang sangat baik untuk mencoba memahami
sebuah proses atau menjelaskan langkah-langkah sebuah proses.
6. Histogram
25
Histogram adalah suatu alat yang membantu untuk menentukan variasi
dalam proses. Berbentuk diagram batang yang menunjukkan tabulasi dari data
yang diatur berdasarkan ukurannya. Tabulasi data ini umumnya dikenal dengan
distribusi frekuensi. Histogram menunjukkan karakteristik-karakteristik dari data
yang dibagi-bagi menjadi kelas-kelas. Histogram dapat berbentuk “normal” atau
berbentuk seperti lonceng yang menunjukkan bahwa banyak data yang terdapat
pada nilai rata-ratanya. Bentuk histogram yang miring atau tidak simetris
menunjukkan bahwa banyak data yang tidak berada pada nilai rata-ratanya tetapi
kebanyakan data nya berada pada batas atas atau bawah.
7. Peta kendali (control chart)
Peta kendali adalah suatu alat yang secara grafis digunakan untuk
memonitor dan mengevaluasi apakah suatu aktivitas/proses berada dalam
pengendalian kualitas secara statistika atau tidak sehingga dapat memecahkan
masalah dan menghasilkan perbaikan kualitas. Peta kendali menunjukkan adanya
perubahan data dari waktu ke waktu, tetapi tidak menunjukkan penyebab
penyimpangan meskipun penyimpanan itu akan terlihat pada peta kendali.
Manfaat dari peta kendali adalah untuk,
1. memberikan informasi apakah suatu proses produksi masih berada di dalam
batas-batas kendali kualitas atau tidak terkendali;
2. memantau proses produksi secara terus menerus agar tetap stabil;
3. menentukan kemampuan proses (capability process);
4. mengevaluasi performance pelaksanaan dan kebijaksanaan pelaksanaan proses
produksi;
26
5. membantu menentukan kriteria batas penerimaan kualitas produk sebelum
dipasarkan.
Peta kendali digunakan untuk membantu mendeteksi adanya
penyimpangan dengan cara menetapkan batas-batas kendali :
1. Upper control limit/batas kendali atas (UCL), merupakan garis batas atas
untuk suatu penyimpangan yang masih diijinkan.
2. Central line/garis pusat atau tengah (CL), merupakan garis yang
melambangkan tidak adanya penyimpangan dari karakteristik sampel.
3. Lower control limit/batas kendali bawah (LCL), merupakan garis batas bawah
untuk suatu penyimpangan dari karakteristik sampel.
Out of control adalah suatu kondisi dimana karakteristik produk tidak
sesuai dengan spesifikasi perusahaan ataupun keinginan pelanggan dan posisinya
pada peta kontrol berada di luar kendali. Tipe-tipe out of control meliputi :
1. Aturan satu titik
Terdapat satu titik data yang berada di luar batas kendali, baik yang berada
diluar UCL maupun LCL, maka data tersebut out of control.
2. Aturan tiga titik
Terdapat tiga titik data yang berurutan dan dua diantaranya berada
didaerah A, baik yang berada di daerah UCL maupun LCL, maka satu dari data
tersebut out of control, yakni data yang berada paling jauh dari central control
limits.
3. Aturan lima titik
Terdapat lima titik data yang berurutan dan empat diantaranya berada di
daerah B, baik yang berada di daerah UCL maupun LCL, maka satu dari data
27
tersebut out of control, yakni data yang berada paling jauh dari central control
limits.
4. Aturan delapan titik
Terdapat delapan titik data yang berurutan dan berada berurutan di daerah
C dan di daerah UCL maka satu data tersebut out of control, yakni data yang
berada paling jauh dari central control limits. Peta kontrol berdasarkan jenis data
yang digunakan dapat dibedakan menjadi dua, yakni :
1. Peta kontrol variabel
a. Peta untuk rata-rata (x-bar chart)
b. Peta untuk rentang ( R chart)
c. Peta untuk standar deviasi (S chart)
2. Peta kontrol atribut, terdiri dari :
a. Peta p, yaitu peta kontrol untuk mengamati proporsi atau perbandingan
antara produk yang cacat dengan total produksi, contohnya : baik-buruk
dan, bagus-jelek.
b. Peta c, yaitu peta kontrol untuk mengamati jumlah kecacatan per total
produksi.
c. Peta u, yaitu peta kontrol untuk mengamati jumlah kecacatan per unit
produksi.
2.12 Penelitian Terdahulu
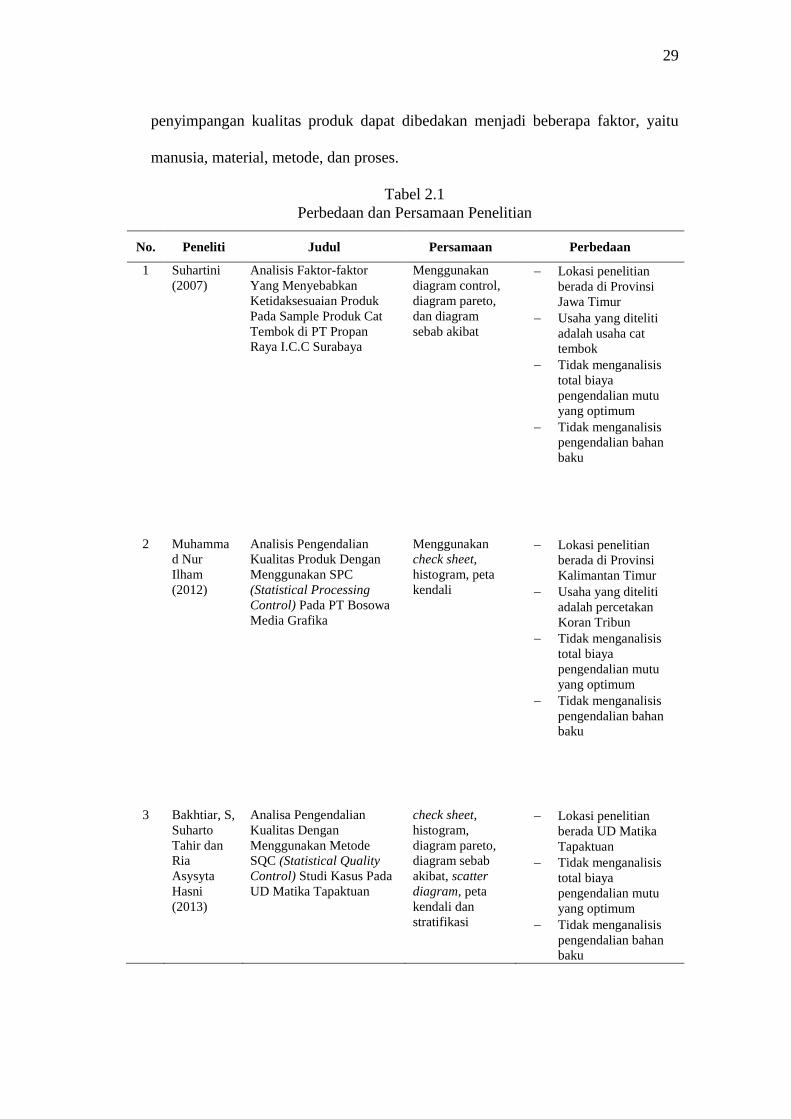
Penelitian yang dilakukan oleh Suhartini (2007) yang berjudul “Analisis
Faktor-faktor yang Menyebabkan Ketidaksesuaian Produk pada Sampel Produk
Cat Tembok di PT Propan Raya I.C.C Surabaya” menjelaskan tentang faktor
28
penyebab terjadinya ketidaksesuaian terhadap cat sample produk di PT Propan
Raya ICC Surabaya. Metode analisis yang digunakan yaitu menggunakan diagram
kontrol, diagram pareto, dan diagram sebab akibat. Hasil yang diperoleh yaitu
berada dalam batas kontrol dengan presentase 6,5% maka produksi berjalan
dengan baik dan terkendali. Ada beberapa jenis ketidaksesuaian pada sample
produk cat tembok yaitu warna cat tidak sesuai standar, campuran cat tidak
homogen, lapisan cat retak saat pengeringan, dan kekentalan tidak sesuai standar.
Penelitian yang dilakukan oleh Muhammad Nur Ilham (2012) yang
berjudul “Analisis Pengendalian Kualitas Produk Dengan Menggunakan SPC
(Statistical Processing Control) pada PT Bosowa Media Grafika”. Penelitian ini
menjelaskan penerapan sistem pengendalian kualitas produk serta mencari
penyebab kerusakan produk pada perusahaan. Metode yang digunakan yaitu SPC
(Statistical Processing Control). Hasilnya masih belum terkendali, kerusakan
yang paling utama adalah tinta kabur. Faktor lainnya adalah manusia, mesin,
lingkungan, metode kerja, dan bahan baku.
Penelitian yang dilakukan oleh Bakhtiar, S, Suharto Tahir dan Ria Asysyta
Hasni (2013) yang berjudul “Analisa Pengendalian Kualitas Dengan
Menggunakan Metode SQC (Statistical Quality Control) Studi Kasus Pada UD
Matika Tapaktuan”. Penelitian ini dilakukan mengenai pengendalian kualitas
produk jadi sirup pala dan mengidentifikasi penyebab penyimpangan kualitas
produk. Metode yang digunakan dalam penelitian ini adalah check sheet,
histogram, diagram pareto, diagram sebab akibat, scatter diagram, peta kendali
dan stratifikasi. Hasil yang diperoleh dari penelitian ini adalah tidak ada data yang
melewati batas kontrol sehingga tidak perlu direvisi. Faktor penyebab
29
penyimpangan kualitas produk dapat dibedakan menjadi beberapa faktor, yaitu
manusia, material, metode, dan proses.
Tabel 2.1
Perbedaan dan Persamaan Penelitian
No. Peneliti Judul Persamaan Perbedaan
1 Suhartini
(2007)
Analisis Faktor-faktor
Yang Menyebabkan
Ketidaksesuaian Produk
Pada Sample Produk Cat
Tembok di PT Propan
Raya I.C.C Surabaya
Menggunakan
diagram control,
diagram pareto,
dan diagram
sebab akibat
Lokasi penelitian
berada di Provinsi
Jawa Timur
Usaha yang diteliti
adalah usaha cat
tembok
Tidak menganalisis
total biaya
pengendalian mutu
yang optimum
Tidak menganalisis
pengendalian bahan
baku
2 Muhamma
d Nur
Ilham
(2012)
Analisis Pengendalian
Kualitas Produk Dengan
Menggunakan SPC
(Statistical Processing
Control) Pada PT Bosowa
Media Grafika
Menggunakan
check sheet,
histogram, peta
kendali
Lokasi penelitian
berada di Provinsi
Kalimantan Timur
Usaha yang diteliti
adalah percetakan
Koran Tribun
Tidak menganalisis
total biaya
pengendalian mutu
yang optimum
Tidak menganalisis
pengendalian bahan
baku
3 Bakhtiar, S,
Suharto
Tahir dan
Ria
Asysyta
Hasni
(2013)
Analisa Pengendalian
Kualitas Dengan
Menggunakan Metode
SQC (Statistical Quality
Control) Studi Kasus Pada
UD Matika Tapaktuan
check sheet,
histogram,
diagram pareto,
diagram sebab
akibat, scatter
diagram, peta
kendali dan
stratifikasi
Lokasi penelitian
berada UD Matika
Tapaktuan
Tidak menganalisis
total biaya
pengendalian mutu
yang optimum
Tidak menganalisis
pengendalian bahan
baku
30
2.13 Kerangka Pemikiran Teoritis
Pengembangan agribisnis lidah buaya memiliki prospek yang sangat bagus
dilihat dari segi keterlibatan masyarakatnya dan manfaatnya yang ditimbulkan,
untuk itu lidah buaya menjadi salah satu jenis tanaman terlaris yang
dikembangkan sebagai bahan baku industri. Proses inilah yang dilirik oleh PT
Alove Bali yang merupakan satu-satunya perusahaan yang memproduksi pupuk
organik cair berbahan baku lidah buaya yang terletak di Desa Saba, Kecamatan
Blahbatuh, Kabupaten Gianyar, Bali.
PT Alove Bali memiliki lahan perkebunan seluas 30 Ha. Disamping itu,
PT Alove Bali juga mengembangkan budidaya lidah buaya dengan sistem plasma.
Luas lahan perkebunan untuk sistem plasma tersebut 70 Ha yang terletak di
sekitar Kabupaten Gianyar bagian timur (Kabupaten Klungkung dan Karangasem)
dan utara (Kabupaten Bangli).
Peneliti tertarik untuk melakukan penelitian mengenai pengawasan bahan
baku lidah buaya dan mutu produk yang dihasilkan oleh PT Alove Bali, sehingga
dapat mengetahui kualitas produknya sudah sesuai standar atau tidak. Pada
pengawasan bahan baku lidah buaya, akan lebih dijelaskan bagaimana perusahaan
melakukan pengadaan bahan baku dengan deskriptif. Pada pengawasan mutu,
akan dibahas bagaimana perusahaan melakukan pengawasan mutu menggunakan
metode SPC (Statistical Proccess Control) dengan menggunakan peta kontol dan
diagram sebab akibat. Kemudian dilanjutkan dengan menganalisis total biaya
mutu optimum, sehingga dapat dilihat perbedaan total biaya yang dilakukan
perusahaan dengan total biaya pada kondisi optimum.
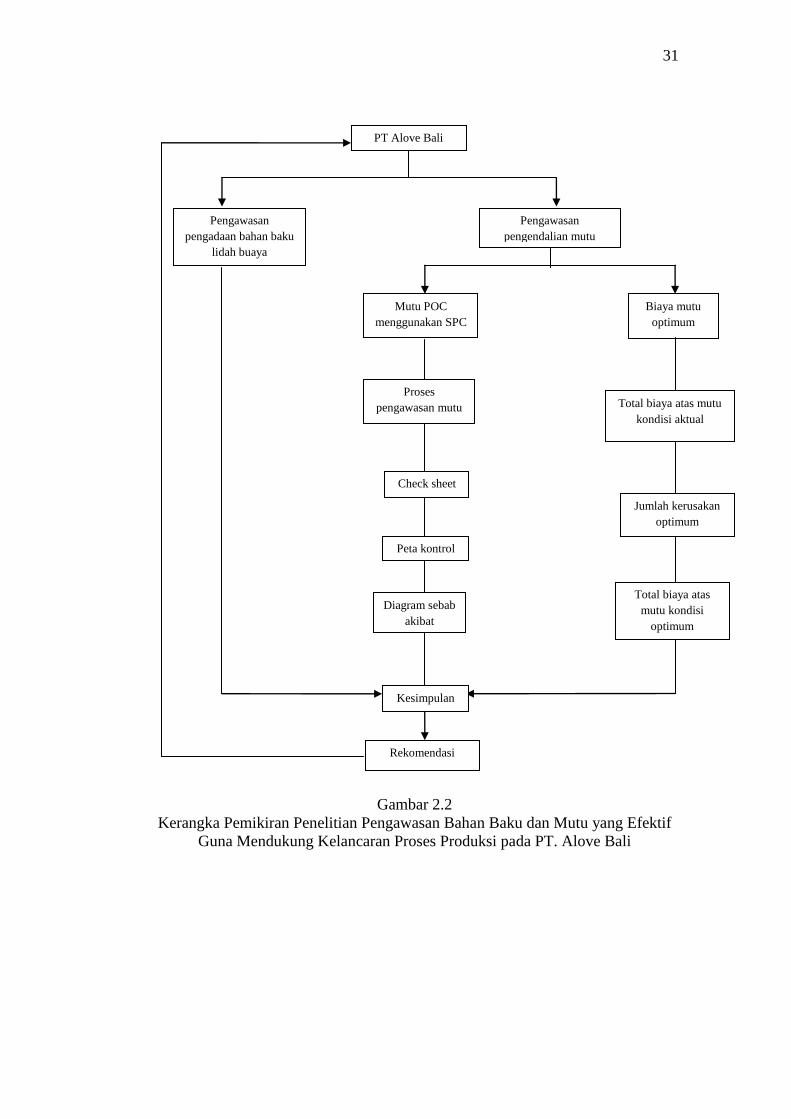
31
Gambar 2.2
Kerangka Pemikiran Penelitian Pengawasan Bahan Baku dan Mutu yang Efektif
Guna Mendukung Kelancaran Proses Produksi pada PT. Alove Bali
PT Alove Bali
Pengawasan
pengendalian mutu
Pengawasan
pengadaan bahan baku
lidah buaya
Mutu POC
menggunakan SPC
Biaya mutu
optimum
Proses
pengawasan mutu Total biaya atas mutu
kondisi aktual
Jumlah kerusakan
optimum
Check sheet
Peta kontrol
Total biaya atas
mutu kondisi
optimum
Diagram sebab
akibat
Kesimpulan
Rekomendasi