forum iptek vol 13 no. 03 dasar pemilihan...
TRANSCRIPT

Lembaran Publikasi Ilmiah Pusdiklat Migas 105
FORUM IPTEK Vol 13 No. 03
DASAR PEMILIHAN PROGRAMMABLE LOGIC CONTROLLER (PLC) UNTUK
SISTEM KENDALI PROSES PADA INDUSTRI MANUFAKTUR
oleh Dedi R Kusumadi,ST *)
Abstraksi
Dalam otomasi sebuah mesin atau proses, identifikasi kebutuhan objek yang akan
dikendalikan adalah hal mutlak. Langkah selanjutnya adalah menentukan topologi jaringan terbaik
untuk sistem yang akan dibangun. Untuk mengakomodasi semua kebutuhan sistem agar dihasilkan
unjuk kerja yang baik, kemampuan hardware dari subsistem terkecil sekalipun harus dapat
diandalkan. Programmable Logic Controller (PLC) merupakan main device yang mencirikan
secara umum performance keseluruhan sistem. Mengambil keputusan secara sepintas tanpa
melakukan pendekatan yang benar dalam memilih PLC akan berakibat fatal yang akan
mempengaruhi performance seluruh sistem, disisi lain biaya ekstra bisa saja muncul. Kemungkinan
lain yang bisa terjadi adalah meredesain sistem dengan mengganti peralatan yang baru walaupun
peralatan lama masih layak untuk dipakai tetapi tidak kompatibel, hal ini tentu akan membuat
biaya material dan jasa yang harus ditanggung akan sangat mahal, disamping itu banyak waktu
yang produktif akan terbuang percuma. Ulasan berikut ini akan membantu user dalam melakukan
pemilihan PLC yang tidak “cepat usang” sesuai untuk plantnya agar dihasilkan kendali proses
industri yang efisien, efektif, dan ekonomis.
Kata Kunci:
Range PLC, Centralized Control, Distributed Control, Individual Control, Mean-Time-Between-
Failure (MTBF), Burn-in Process
1. Introduksi
PLC tersedia dalam berbagai bentuk
dan ukuran dengan rentang kemampuan yang
luas. Untuk tingkat rendah adalah PLC yang
hanya digunakan sebagai “pengganti relay”
dengan I/O yang mempunyai jumlah dan
kemampuan minimum. Untuk tingkat tinggi
adalah PLC yang dibentuk dalam sistem
supervisory control dengan kemampuan,
ukuran, dan cakupan yang luas dimana
memegang peranan utama pada hirarkis sistem
yang dilengkapi kemampuan kontrol dan
akuisisi data. Diantara kedua tingkat ekstrim
jenis PLC ini terdapat PLC multifungsi yang
berkemampuan unutk melakukan komunikasi
sehingga bisa diintegrasikan dengan bermacam
peripheral. Disamping itu mempunyai
kemampuan untuk diekspansi sesuai
perkembangan sistem.
Memutuskan pilihan PLC yang sesuai dengan
aplikasinya menjadi semakin sulit dengan
meledaknya produk baru untuk penggunaan
general maupun untuk penggunaan khusus.
Pendekatan dalam pemilihan sistem PLC
adalah langkah utama yang diambil desainer
untuk memilih produk yang terbaik. PLC yang
nantinya dipilih akan mempengaruhi beberapa
faktor, jadi desainer harus menentukan
karakteristik mana yang sesuai dengan sistem
kontrol dan PLC mana yang paling baik dalam
penggunaan saat ini dan untuk kebutuhan
mendatang.
2. Ukuran PLC dan Cakupannya
Hal pokok yang harus dimengerti
dalam mengevaluasi kebutuhan system
adalah, desainer harus mengerti perbedaan
range dari produk-produk PLC dan feature
tipikal yang ada di tiap range. Pemahaman
ini akan membuat desainer lebih cepat dalam
Lembaran Publikasi Ilmiah Pusdiklat Migas 106
FORUM IPTEK Vol 13 No. 03
mengidentifikasi tipe produk yang paling
ekivalen dengan sistem yang akan dibangun
serta yang paling cocok untuk kebutuhan
penggunaan.
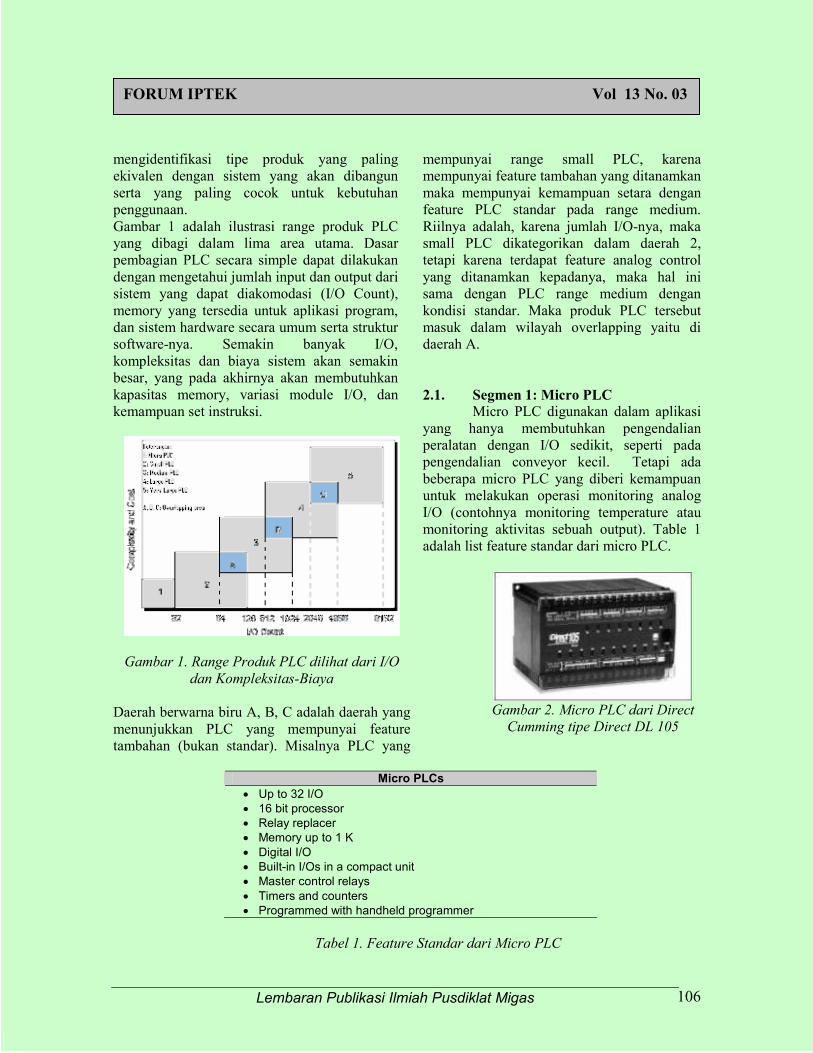
Gambar 1 adalah ilustrasi range produk PLC
yang dibagi dalam lima area utama. Dasar
pembagian PLC secara simple dapat dilakukan
dengan mengetahui jumlah input dan output dari
sistem yang dapat diakomodasi (I/O Count),
memory yang tersedia untuk aplikasi program,
dan sistem hardware secara umum serta struktur
software-nya. Semakin banyak I/O,
kompleksitas dan biaya sistem akan semakin
besar, yang pada akhirnya akan membutuhkan
kapasitas memory, variasi module I/O, dan
kemampuan set instruksi.
Gambar 1. Range Produk PLC dilihat dari I/O
dan Kompleksitas-Biaya
Daerah berwarna biru A, B, C adalah daerah yang
menunjukkan PLC yang mempunyai feature
tambahan (bukan standar). Misalnya PLC yang
mempunyai range small PLC, karena
mempunyai feature tambahan yang ditanamkan
maka mempunyai kemampuan setara dengan
feature PLC standar pada range medium.
Riilnya adalah, karena jumlah I/O-nya, maka
small PLC dikategorikan dalam daerah 2,
tetapi karena terdapat feature analog control
yang ditanamkan kepadanya, maka hal ini
sama dengan PLC range medium dengan
kondisi standar. Maka produk PLC tersebut
masuk dalam wilayah overlapping yaitu di
daerah A.
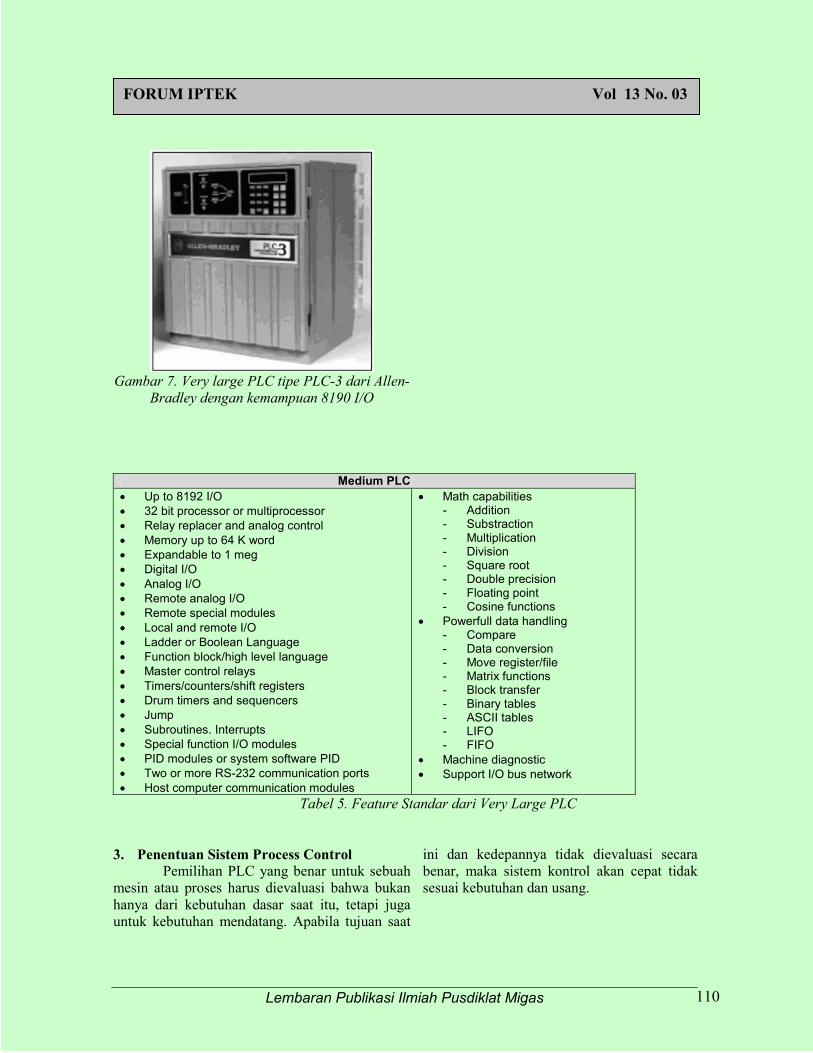
2.1. Segmen 1: Micro PLC
Micro PLC digunakan dalam aplikasi
yang hanya membutuhkan pengendalian
peralatan dengan I/O sedikit, seperti pada
pengendalian conveyor kecil. Tetapi ada
beberapa micro PLC yang diberi kemampuan
untuk melakukan operasi monitoring analog
I/O (contohnya monitoring temperature atau
monitoring aktivitas sebuah output). Table 1
adalah list feature standar dari micro PLC.
Gambar 2. Micro PLC dari Direct
Cumming tipe Direct DL 105
Micro PLCs
• Up to 32 I/O
• 16 bit processor
• Relay replacer
• Memory up to 1 K
• Digital I/O
• Built-in I/Os in a compact unit
• Master control relays
• Timers and counters
• Programmed with handheld programmer
Tabel 1. Feature Standar dari Micro PLC

Lembaran Publikasi Ilmiah Pusdiklat Migas 107
FORUM IPTEK Vol 13 No. 03
2.2. Segmen 2: Small PLC
Small PLC banyak digunakan dalam
aplikasi yang membutuhkan kontrol ON/OFF
untuk logic sequencing dan timing function. PLC
ini seperti micro PLC banyak digunakan sebagai
kontrol individu untuk pengendalian mesin kecil.
Jarang sekali tipe ini berbentuk single board
(kompak).
Area A. Area A adalah PLC yang mempunyai
jumlah 64 sampai 128 I/O yang merupakan
feature standar kategori medium PLC.
Kemampuan yang ditambahkan pada small PLC
ini mengijinkan dia untuk digunakan dalam
aplikasi yang memerlukan jumlah I/O yang secara
efektif tidak terlalu besar, kemungkinan
kebutuhan analog I/O, operasi matematika,
interface I/O bus network, LAN, remote I/O,
dan/atau kemampuan penanganan data secara
terbatas. Tipikal aplikasi dari PLC area A adalah
untuk mengendalikan mesin kecil dengan
individual kontrol yang dihubungkan dalam
LAN. Tabel 2 adalah list standar feature dari small
PLC.
Gambar 3. PLC daerah A yang mampu
menangani lebih dari 72 diskrit dan 4 analog
I/O (SLC500 dari Allen-Bradley)
Small PLCs
• Up to 32 I/O
• 16 bit processor
• Relay replacer
• Memory up to 2 K
• Digital I/O
• Local I/O only
• Ladder or Boolean language only
• Master control relays
• Timers/counters/shift registers
• Drum timers or sequencers
• Programmed with handheld programmer
Tabel 2. Feature Standar dari Small PLC
2.3. Segmen 3: Medium PLC
Medium PLC (gambar 4) digunakan dalam
aplikasi yang membutuhkan lebih dari 128 I/O,
kontrol analog, manipulasi data, dan kemampuan
aritmatik. Secara umum, PLC dengan segmen ini
mempunyai hardware yang fleksibel serta
feature software lebih kaya dari PLC
sebelumya.
Area B. Area B adalah medium PLC yang
mempunyai lebih banyak memory,

Lembaran Publikasi Ilmiah Pusdiklat Migas 108
FORUM IPTEK Vol 13 No. 03
kemampuan menangani tabel, PID, dan
kemampuan eksekusi subrutin dari pada medium
PLC diluar area B dalam segmen 3. Selain itu,
PLC di area ini mempunyai kemampuan aritmatik
dan penanganan instruksi data yang lebih baik.
Gambar 4. Medium PLC
Gambar 4 tersebut diatas adalah tipe
medium PLC dengan processor 5/11 dan
5/20 dengan kapasitas lebih dari 512 I/O
dari Allen-Bardley dan PLC Omron yang
masuk pada Area B tipe CV500 yang
dilengkapi dengan sebuah modul
temperature control. (lebih dari 1024 I/O)
Medium PLC
• Up to 1024 I/O
• 16 or 32 bit processor
• Relay replacer and analog control
• Memory up to 4 K word
• Expandable to 16 K
• Digital I/O
• Analog I/O
• Local and remote I/O
• Ladder or Boolean Language
• Function block/high level language
• Master control relays
• Timers/counters/shift registers
• Drum timers and sequencers
• Jump
• Math capabilities - Addition - Substraction - Multiplication - Division
• Limited data handling - Compare - Data conversion - Move register/file - Matrix functions
• Special function I/O modules
• RS-232 communication port
• Local Area Network
• Support I/O bus network
Tabel 3. Feature Standar dari Medium PLC
2.4. Segmen 4: Large PLC
Large PLC (lihat gambar 5) digunakan
untuk pengendalian tugas yang lebih kompleks
yang membutuhkan manipulasi data yang lebih
ekstensif, akuisisi data, dan reporting.
Perkembangan software ke depan melengkapi
produk ini dengan komputasi numeric. Tabel 4
adalah standar feature list dari Large PLC ini.
Gambar 5. Large PLC Mitsubihi A3NCPU
dengan kapasitas 2048 I/O

Lembaran Publikasi Ilmiah Pusdiklat Migas 109
FORUM IPTEK Vol 13 No. 03
Medium PLC
• Up to 4096 I/O
• 16 or 32 bit processor
• Relay replacer and analog control
• Memory up to 12 K word
• Expandable to 128 K
• Digital I/O
• Analog I/O
• Local and remote I/O
• Ladder or Boolean Language
• Function block/high level language
• Master control relays
• Timers/counters/shift registers
• Drum timers and sequencers
• Jump
• Subroutines. Interrupts
• PID modules or system software PID
• One or two RS-232 communication ports
• Host computer communication modules
• Math capabilities - Addition - Substraction - Multiplication - Division - Square root - Double precision
• Extended data handling - Compare - Data conversion - Move register/file - Matrix functions - Block transfer - Binary tables - ASCII tables
• Special function I/O modules
• RS-232 communication port
• Local Area Network
• Support I/O bus network
Tabel 4. Feature standar dari Large PLC
Area C. PLC pada area C pada segmen 4
mempunyai kapasitas memory aplikasi yang besar
demikian pula I/Onya. PLC ini juga mempunyai
kemampuan yang lebih handal untuk operasi
matematik dan penanganan data dari pada large
PLC diluar area C dalam segmen 4. Gambar 6
menunjukkan contoh dari tipe PLC ini.
Gambar 6. PLC pada Area C
Gambar 6 adalah contoh PLC Area C dari
Gidding & Lewis PIC900 yang mempunyai lebih
dari 3168 I/O dan motion I/O, IEC Programming,
dan kemampuan matematik floating point.
2.5. Segmen 5: Very Large PLC
Very Large PLC (gambar 7)
digunakan dalam pengendalian yang sangat
rumit dan aplikasi akuisisi data yang
memerlukan memory yang besar dan
kebutuhan jumlah I/O yang banyak. Remote
I/O dan interfacenya merupakan feature
standar dari PLC ini. Tipikal aplikasi PLC ini
misalnya pada industri baja, kimia, dan
refeneri. PLC ini biasanya diimplementasikan
dalam supervisory controller besar dengan
sistem distributed control. Tabel 5 feature list
standar yang ditemui dari PLC segmen ini.
Lembaran Publikasi Ilmiah Pusdiklat Migas 110
FORUM IPTEK Vol 13 No. 03
Gambar 7. Very large PLC tipe PLC-3 dari Allen-
Bradley dengan kemampuan 8190 I/O
Medium PLC
• Up to 8192 I/O
• 32 bit processor or multiprocessor
• Relay replacer and analog control
• Memory up to 64 K word
• Expandable to 1 meg
• Digital I/O
• Analog I/O
• Remote analog I/O
• Remote special modules
• Local and remote I/O
• Ladder or Boolean Language
• Function block/high level language
• Master control relays
• Timers/counters/shift registers
• Drum timers and sequencers
• Jump
• Subroutines. Interrupts
• Special function I/O modules
• PID modules or system software PID
• Two or more RS-232 communication ports
• Host computer communication modules
• Math capabilities - Addition - Substraction - Multiplication - Division - Square root - Double precision - Floating point - Cosine functions
• Powerfull data handling - Compare - Data conversion - Move register/file - Matrix functions - Block transfer - Binary tables - ASCII tables - LIFO - FIFO
• Machine diagnostic
• Support I/O bus network
Tabel 5. Feature Standar dari Very Large PLC
3. Penentuan Sistem Process Control
Pemilihan PLC yang benar untuk sebuah
mesin atau proses harus dievaluasi bahwa bukan
hanya dari kebutuhan dasar saat itu, tetapi juga
untuk kebutuhan mendatang. Apabila tujuan saat
ini dan kedepannya tidak dievaluasi secara
benar, maka sistem kontrol akan cepat tidak
sesuai kebutuhan dan usang.
Lembaran Publikasi Ilmiah Pusdiklat Migas 111
FORUM IPTEK Vol 13 No. 03
Selalu melihat ke depan dalam memilih PLC akan
meminimalkan biaya perubahan dan penambahan
sistem. Sebagai contoh, dengan perencanaan dan
studi yang tepat, ekspansi memory ke depan
hanya membutuhkan memory modul untuk
instalasinya, sehingga peripheral tambahan dapat
mudah dihubungkan, demikian pula peralatan
penghubung ke port komunikasi. Jaringan lokal
untuk kedepannya dapat pula dengan mudah
diintegrasikan dengan PLC untuk skema perluasan
komunikasi plant.
Setelah aplikasi pengendalian dasar ditentukan,
user harus mulai melakukan evaluasi kebutuhan
PLC yang meliputi:
• Input/Output
• Organisasi Sistem Kontrol
• Memory
• Software
• Peripheral
• Karakretistik Fisik dan
Environmental
3.1. Pertimbangan Input/Output
Menentukan kebutuhan jumlah I/O adalah
langkah pertama dalam pemilihan PLC. Bila
keputusan untuk mengotomasi sebuah mesin atau
proses akan diambil, penentuan jumlah I/O secara
sederhana dapat dilakukan, yaitu dengan
menghitung peralatan diskrit atau analog yang
akan dimonitor atau di kontrol. Cara ini akan
membantu mengidentifikasi ukuran minimum
yang harus dipenenuhi PLC. Ingat bahwa PLC
kedepannya harus bisa diekspansi dan mempunyai
cadangan I/O (tipikalnya 10% sampai 20%
cadangan I/O), meskipun cadangan ini tidak
berpengaruh terhadap pemilihan size PLC.
Input/Output diskrit. Interface input/output
dengan rating standar tersedia untuk sinyal dari
sensor dan switch (misalnya push button, limit
switch, dll), demikian pula untuk peralatan kontrol
ON/OFF seperti lampu pilot, alarm, motor starter,
dll. Jika peralatan input/output ini menerima
power dari sumber terpisah, maka rangkaian
interface diskrit harus diisolasi. Tipikal
input/output diskrit AC mempunyai tegangan
24 sampai 240 volt, dan tipikal input/output
DC mempunyai tegangan 5 sampai 240 V.
Rangkaian input bervariasi tergantung pabrik
PLC yang membuatnya. Sirkuit debouncing
yang memproteksi terhadap sinyal liar,
proteksi surja yang melindungi dari energi
transient yang besar terdapat pada rangkaian
input. Contoh rangkaian input yang cukup
bagus salah satunya adalah rangkaian optical
atau transformator yang mengisolasi antara
input high power dengan interface rangkaian
control logic.
Dalam mengevaluasi output diskrit, kuncinya
adalah karakteristik: fuse, proteksi surja
transient, dan isolasi antara power dengan
rangkaian logic. Rangkaian fuse internal
dalam PLC akan menaikkan biaya, tetapi
biasanya biayanya lebih kecil bila rangkaian
fuse diinstal secara eksternal. Sirkuit fuse
internal ini juga mudah diakses sehingga
penggantian fuse tidak memerlukan
pemutusan peralatan lain untuk periode waktu
yang lama. Selain itu rangkaian fuse output
harus mempunyai indikator yang
menunnjukkan kalau fuse terbakar. Fuse
mempuyai rating arus dan temperature operasi
spesifik (tipikalnya 600F) yang sesuai dengan
persyaratan penggunaan.
Analog input/output. Interface analog
input/output menyensor sinyal yang dihasilkan
oleh transducer. Interface ini mengukur
kuantitas seperti flow, level, temperature,
pressure dan digunakan untuk mengendalikan
tegangan atau arus output yang diumpankan
ke final element control. Tipikal rating
interface ini adalah -10 sampai +10, 0 sampai
+10 V, 4 sampai 20 mA, dan 10 sampai 50
mA.
Beberapa produsen PLC menyediakan
interface analog khusus untuk menerima
sinyal yang lemah seperti RTD dan
Lembaran Publikasi Ilmiah Pusdiklat Migas 112
FORUM IPTEK Vol 13 No. 03
Themocouple. Tipikal modul interface ini
menyediakan kombinasi untuk sinyal RTD dan
Thermocouple dalam satu modul. User harus
melakukan konsultasi ke vendor untuk persyaratan
khusus yang diminta.
Input/Output dengan Fungsi Khusus. Kadang-
kadang sebuah aplikasi memerlukan sebuah I/O
dengan kondisi khusus. Contohnya untuk
positioning, fast input, frekuensi, dst.) yang tidak
mungkin dilayani oleh modul I/O standar.
Tipikalnya, interface ini memproses semua field
data dalam modul itu sendiri, sehingga akan
meringankan kerja Central Processor Unit (CPU)
PLC dan tidak memakan waktu. Sebagai contoh
adalah modul PID, positioning dengan tiga
sumbu, dan stepper motor yang merupakan I/O
dengan fungsi khusus yang membuat implemetasi
pengendalian menjadi lebih mudah. Modul ini
mereduksi pemrograman dan waktu
implementasinya.
Remote Input/Output. Modul untuk remote I/O
demikian pula, efektif dalam biaya sebagai
peralatan proses, khususnya bila digunakan dalam
system yang besar. Subsistem remote I/O yang
ditempatkan jauh dari CPU PLC dan dihubungkan
dengan kabel twisted-pair secara dramatis
mereduksi biaya wiring, baik dari biaya jasa dan
materialnya. Keuntungan yang lain adalah, input
dan output secara strategis dapat digroupkan
untuk mengontrol bagian mesin-mesin yang jauh
atau seksi dari sebuah mesin atau proses.
Grouping ini menghasilkan kemudahan dalam
maintenance dan start up dapat dilakukan tanpa
mempengaruhi sistem yang lain.
Sebagian besar PLC yang mempunyai remote I/O
juga mempunyai remote digital I/O. Bilamana
user yang membutuhkan remote analog I/O, maka
harus melihat apakah produk PLC yamg dipilih
mempunyai feature ini.
Network Bus I/O. Network bus I/O, dimana
terdapat bus peralatan dan network bus untuk
proses, bisa dipertimbangkan untuk penggunaan
pengendalian yang tidak terpusat dalam sistem
PLC. Network bus I/O menyediakan sebuah
topologi yang mengijinkan untuk koneksi
langsung peralatan di lapangan ke sebuah bus
jaringan yang berupa wiring sederhana. Pada
saat yang bersamaan, jaringan ini mengijinkan
PLC secara langsung menerima informasi dari
peralatan I/O di lapangan tentang status dari
peralatan tersebut. Tetapi system I/O peralatan
lapangan tersebut harus kompatibel dengan
network bus I/O agar dihasilkan pengendalian
yang kaya akan feature komunikasi ini.
3.2. Organisasi Sistem Kontrol
Dengan munculnya konten baru dari
PLC yang lebih smart, penentuan organisasi
sistem kontrol menjadi satu hal yang sangat
penting untuk dipertimbangkan.
Pertanyaannya adalah, tipe organisasi sistem
PLC apa yang seharusnya dipakai? Pertanyaan
ini sering muncul saat melakukan otomatisasi
proses. Dengan mengetahui penggunaan
proses dan kebutuhan pengendalian untuk
masa depan akan akan membantu user untuk
menentukan tipe organisasi pengendalian dan
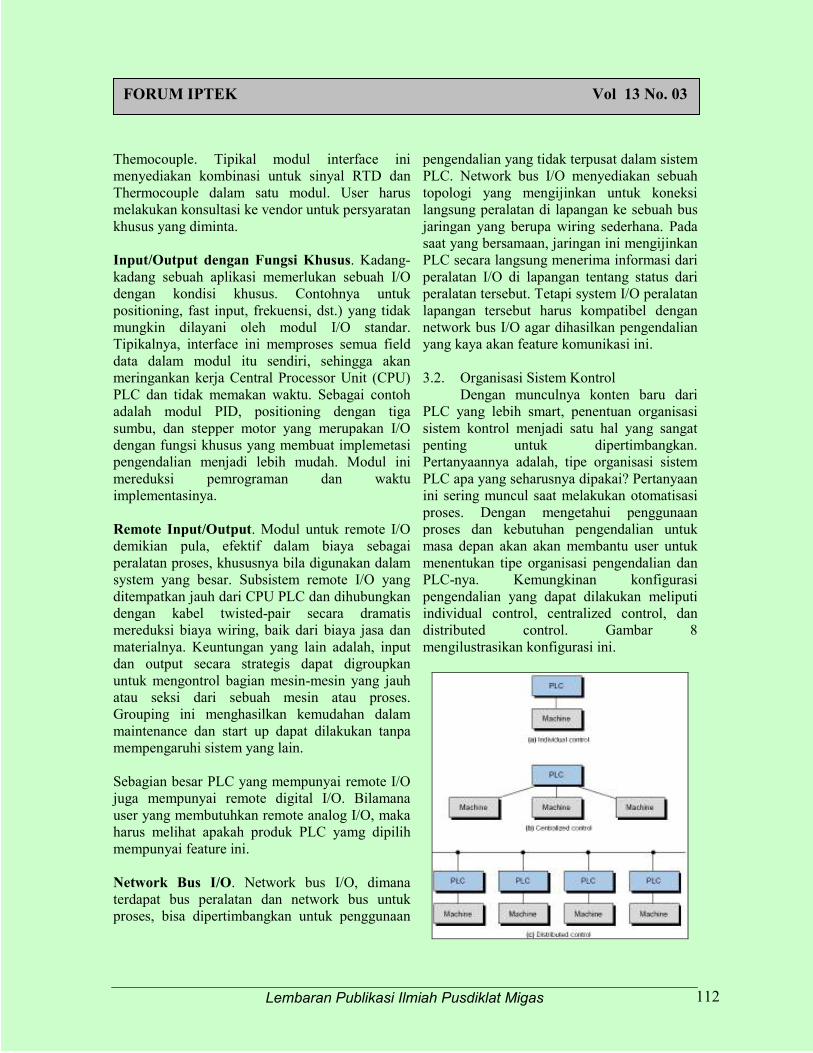
PLC-nya. Kemungkinan konfigurasi
pengendalian yang dapat dilakukan meliputi
individual control, centralized control, dan
distributed control. Gambar 8
mengilustrasikan konfigurasi ini.

Lembaran Publikasi Ilmiah Pusdiklat Migas 113
FORUM IPTEK Vol 13 No. 03
Gambar 8. Konfigurasi tipe pengendalian
Individual Control. Individual control atau
kontrol terpisah dan berdiri sendiri digunakan bila
PLC mengontrol mesin tunggal dengan hanya
local I/O saja, atau dengan local I/O dan sedikit
remote I/O. Normalnya, tipe kontrol ini tidak
memerlukan komunikasi dengan PLC lain ataupun
komputer. Individual control banyak digunakan
untuk OEM (Original Equipment Manufacture)
dan peralatan end-user seperti mesin injection
moulding, small machine tools, mesin proses
batch kecil. Bila memutuskan untuk menggunakan
tipe ini, user harus mempertimbangkan
kemungkinan komunikasi internal dalam satu
produk PLC itu sendiri untuk perkembangan ke
depan. Sehingga user dapat memilih PLC yang
sesuai untuk mencegah extra design yang mahal
dikemudian hari.
Centralized Control. Centralized control
digunakan untuk mengontrol beberapa mesin atau
beberapa proses. Tipe kontrol ini bisa mempunyai
banyak sub system yang tersebar di wilayah
pabrik. Tiap subsistem ini dapat diinterfacekan
dengan peralatan I/O spesifik yang bisa saja
berhubungan atau tidak berhubungan terhadap
pengendalian proses yang sama. Centralized
control berkomunikasi hanya dalam subsistemnya
dan peripheralnya sendiri, disini tidak ada
pertukaran data dengan PLC lainnya.
Fleksibilitas dan keuntungan dari control ini
tergantung dari PLC yang digunakan dan
phipshopy yang digunakan desainer untuk
mendesainnya. Sebagai contoh, kontrol ini dapat
diimplementasikan sebagai individual control
untuk mengendalikan proses yang besar ataupun
sebagai centralized control untuk mengolah data
yang kompleks tetapi dengan proces kecil.
Satu kerugian dari centralized control adalah jika
PLC utama ini mengalami kegagalan, maka
seluruh proses akan berhenti. Inilah titik kritis
pada pusat kontrol yang memerlukan backup
Sistem redundan dapat digunakan untuk
mengatasi masalah ini,. Beberapa produk
menawarkan opsi redundan ini.
Distributed Control. Kebutuhan utama
beberapa PLC adalah komunikasi dengan PLC
lain. Tipe sistem kontrol ini memanfaatkan
protocol yang bekerja pada Local Area
Network (LAN) yang mengijinkan beberapa
PLC untuk mengendalikan stage yang berbeda
atau mengendalikan proses lokal, sementara
perubahan informasi internal yang terjadi
tidak mengganggu lalu lintas data.
Komunikasi antar PLC berlangsung dengan
kecepatan tinggi (diatas 1 megabaud) dengan
kabel coaxial single atau kabel fiber optic.
Konfigurasi seperti ini sangat powerful. Tetapi
komunikasi antara dua pabrikan system LAN
yang berbeda akan menyulitkan. Jadi user
harus menentukan aplikasi untuk proses yang
sesuai dengan fungsinya dimulai sejak awal.
Adanya standarisasi system komunikasi LAN
yang komersil dan umum akan membuat
konfigurasi ini menjadi pilihan yang
memuaskan. Misalnya saja menggunakan
Modbus Plus dari AEG Modicon USA, Data
Highway dari Allen-Bradley atau Profibus
(Process Field Bus) yang didukung oleh
pabrikan eropa seperti AEG AG, Robert
Bosch GmbH, Endress+Hausser GmbH Co,
Knockner-Moeller GmbH, Omron Electronics
GmbH, Siemens AG GmbH, Weidmuller
GmbH, atau menggunakan konfigurasi standar
LAN yang lain.
3.3. Pertimbangan Memory
Dua faktor pokok dalam
mempertimbangkan pemilihan memory adalah
tipe dan besarnya. Sebuah aplikasi dapat saja
membutuhkan dua tipe memory: nonvolatile
memory dan volatile memory dengan baterai
backup. Sebuah nonvolatile memory seperti
EPROM mempunyai reliability yang bagus,
sekali program dibuat dan didebug akan
tersimpan secara permanent dengan kapasitas
memory medium. Jika program memerlukan
perubahan secara online, dapat saja disimpan

Lembaran Publikasi Ilmiah Pusdiklat Migas 114
FORUM IPTEK Vol 13 No. 03
dalam memory volatile read/write yang didukung
oleh baterai. Beberapa PLC menawarkan kedua
opsi ini, dimana dapat digunakan secara individual
atau dalam hubungan dengan yang lain.
Small PLC secara normal mempunyai sebuah
memory tetap (nonexpendable) dengan kapasitas
½ K sampai 2 K word. Sehingga jumlah total
memory bukan merupakan faktor utama bila
memilih small PLC. Dalam ukuran medium PLC
dan large PLC, memory meningkat dalam satuan
1K, 2K, 4 K, dst. Meskipun tidak ada aturan yang
baku untuk menentukan total memory yang
dibutuhkan, petunjuk yang terdapat dalam lembar
informasi manual book dapat digunakan unutk
mengestimasi memory yang diperlukan.
Total memory yang dibutuhkan untuk program
adalah fungsi dari jumlah total input dan output
yang akan dikontrol dan faktor dari kompleksitas
program. Kompleksitas program tergantung pada
keseluruhan dan tipe aritmatik serta fungsi
manipulasi data yang akan ditanamkan ke dalam
PLC. Setiap dari produk yang dikeluarkan,
pabrikan PLC mempunyai formula/aturan dasar
yang akan membantu untuk pendekatan berapa
memory yang dibutuhkan. Formula ini adalah
perkalian dari total I/O dengan sebuah konstanta
(biasanya antara 3 sampai 8). Bila program
banyak menggunakan operasi aritmatik dan
manipulasi data, maka memory harus ditingkatkan
antara 25 sampai 50%.
Walaupun formula tersebut bukan merupakan cara
estimasi yang bagus untuk kebutuhan memory,
cara terbaik adalah membuat program dan
menghitung jumlah word yang digunakan.
Pengetahuan jumlah word yang diperlukan untuk
menyimpan tiap instruksi akan memberikan
informasi kepada user untuk menentukan memory
yang diperlukan.
3.4. Pertimbangan Software
Bila sistem sudah diimplemenntasikan, user harus
memprogram PLC. Karena pemrograman ini
begitu penting, user harus memperhatikan
kemampuan software yang dipakainya.
Umumnya, kemampuan software dari sebuah
sistem sudah dikaitkan untuk menangani
kontrol hardware yang tersedia dengan PLC.
Kadang beberapa aplikasi membutuhkan
fungsi software khusus yang akan mengontrol
hardware baru dimasa mendatang. Misalnya,
sebuah aplikasi memerlukan pengendalian
khusus dan fungsi akuisisi data yang
memerlukan perhitungan numerik kompleks
dan penanganan data-data manipulasi. Set
instruksi yang ada pada software dengan
mudah dapat dibentuk menjadi sebuah
program lengkap. Hal ini akan langsung
berpengaruh pada waktu yang dibutuhkan
untuk mengimplementasikan dan
mengeksekusi program control.
3.5. Peripheral
Peralatan untuk pemrograman adalah
kunci dari sebuah sistem PLC. Ini adalah hal
pokok dan sangat penting karena peralatan ini
melayani semua kemampuan yang diperlukan
untuk keakurasian dan kemudahan pemasukan
program kontrol ke dalam sistem. Secara
umum terbagi dua tipe dari peralatan program
ini, yaitu handheld dan Personal Computer
(PC). Handheld dengan ukuran kecil dan
murah adalah tipikal yang digunakan untuk
memprogram program kontrol yang relatif
kecil dari small PLC. Informasi yang dapat
ditampilkan pada sebuah handheld adalah
element tunggal dari program atau dalam
single program rung.
Penggunaan personal computer akan
memberikan jalan terbaik untuk melakukan
programming bila program kontrol
mempunyai ukuran besar. Beberapa pabrikan
PLC mengeluarkan software yang
mengijinkan PLC-nya dapat diprogram
menggunakan PC standar. Tetapi papan
ekspansi atau kabel interfacing khusus
mungkin diperlukan untuk melink-kan PC
dengan PLC. Menggunakan PC sebagai

Lembaran Publikasi Ilmiah Pusdiklat Migas 115
FORUM IPTEK Vol 13 No. 03
peralatan programming akan banyak memberikan
keuntungan bila software program development
yang digunakan sama dengan model PLC yang
dimaksud atau familinya.
PC Laptop yang dilengkapi dengan programming
dan software dokumentasi menawarkan
fleksibilitas pemrograman dan fleksibilitas
kombinasi dengan peralatan handheld lain yang
transportable.
Sebagai tambahan, untuk peralatan pemrograman,
sebuah system mungkin membutuhkan tipe
peripheral lain pada ruang kontrol untuk melayani
interface antara PLC dengan operator. Sebagian
besar peripheral yang digunakan adalah printer
yang digunakan mencetak hardcopy dari program
yang dibuat dan untuk memberikan laporan
informasi tentang proses. Peripheral yang lain
adalah color display and alphanumeric display
yang digunakan untuk mengirimkan message atau
alarm tentang proses. Demikian pula disket drive,
pen drive (USB Flash), Compact Disk, atau media
penyimpan lain yang dapat digunakan untuk
menyimpan laporan produksi baik dalam jam, atau
bulanan. Bila PC menggunakan interface grafik
untuk sistem PLC, kedua system harus kompatibel
DDE drive (Dynamic Data Exchange) agar
tyerjadi interfacing yang sesuai dengan peripheral.
Perkembangan PC yang didukung oleh kemajuan
teknologi mikroprosesor saat ini memudahkan
dalam penanganan data yang meliputi eksekusi
data, grafis, kapasitas penyimpanan, dan
fleksibilitas pemindahan data.
Persyaratan peripheral harus dievaluasi secara
bersama dengan Central Processing Unit (CPU)
PLC, karena CPU PLC akan menentukan tipe dan
jumlah peripheral yang akan diinterfacingkan ke
dalam system. CPU PLC juga mempengaruhi
metode interfacing, demikian pula jarak peripheral
yang akan dilokasikan dari PLC.
3.6. Karakteristik fisik dan enviromental
Karakteristik fisik dan karakteristrik
environmental dari aneka ragam komponen PLC
secara signifikan berimbas pada reliability
system dan maintenancenya. Kondisi ruangan,
seperti temperature, humidity, dust level, dan
korosi dapat mempengaruhi kemampuan PLC
untuk bekerja selayaknya. User harus
mengetahui benar kondisi operasi (misalnya,
temperature, vibrasi, Electro Magnetic
Interference/Radio Frequency Interference
(EMI/RFI), dll) sebelum memilih PLC dan
system I/O-nya, serta harus membaca buku
manual yang disertakan dalam paket PLC
yang dibeli (misalnya anti debu, tahan banting,
kekuatan, tipe koneksi, dll). Sebagian besar
pabrik PLC mengeluarkan produk yang telah
melewati pengujian environmental dan fisik.
(seperti temperature, EMI/RFI, shock, dll).
User harus memperhatikan hasil pengujian
yang dilakukan yang tertulis dalam buku
manual apakah sudah sesuai dengan
persayaratan untuk beroperasi pada
lingkungan yang diinginkan.
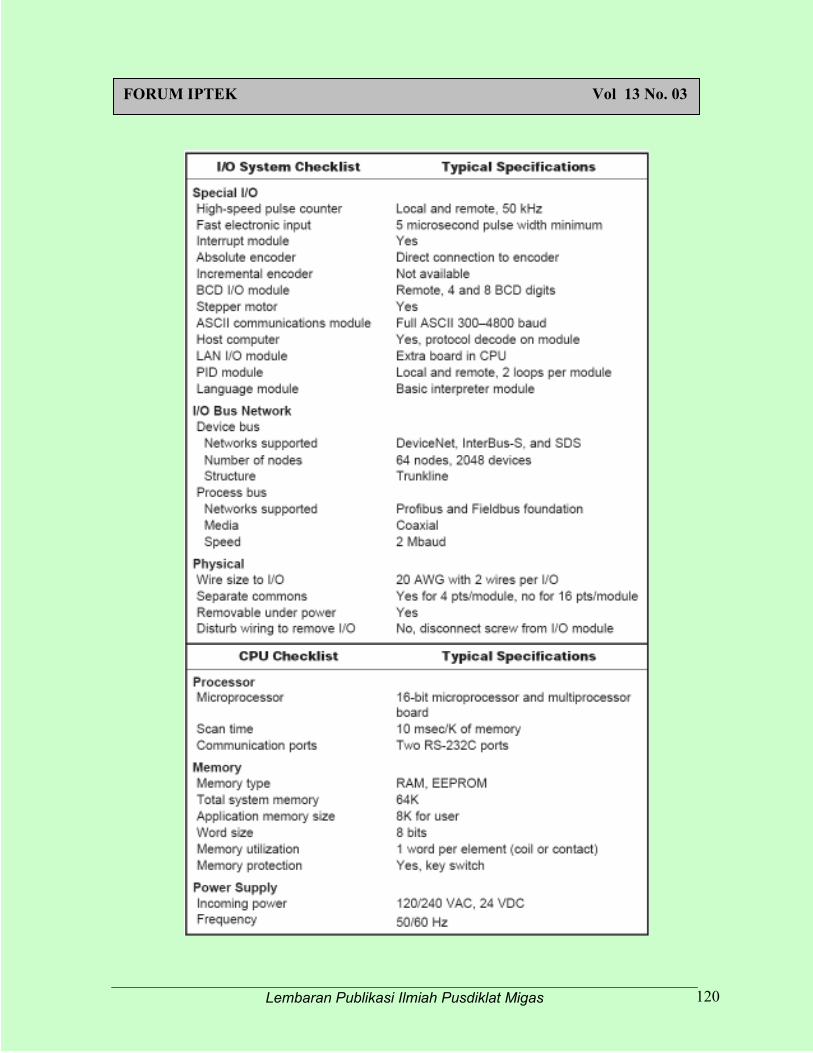
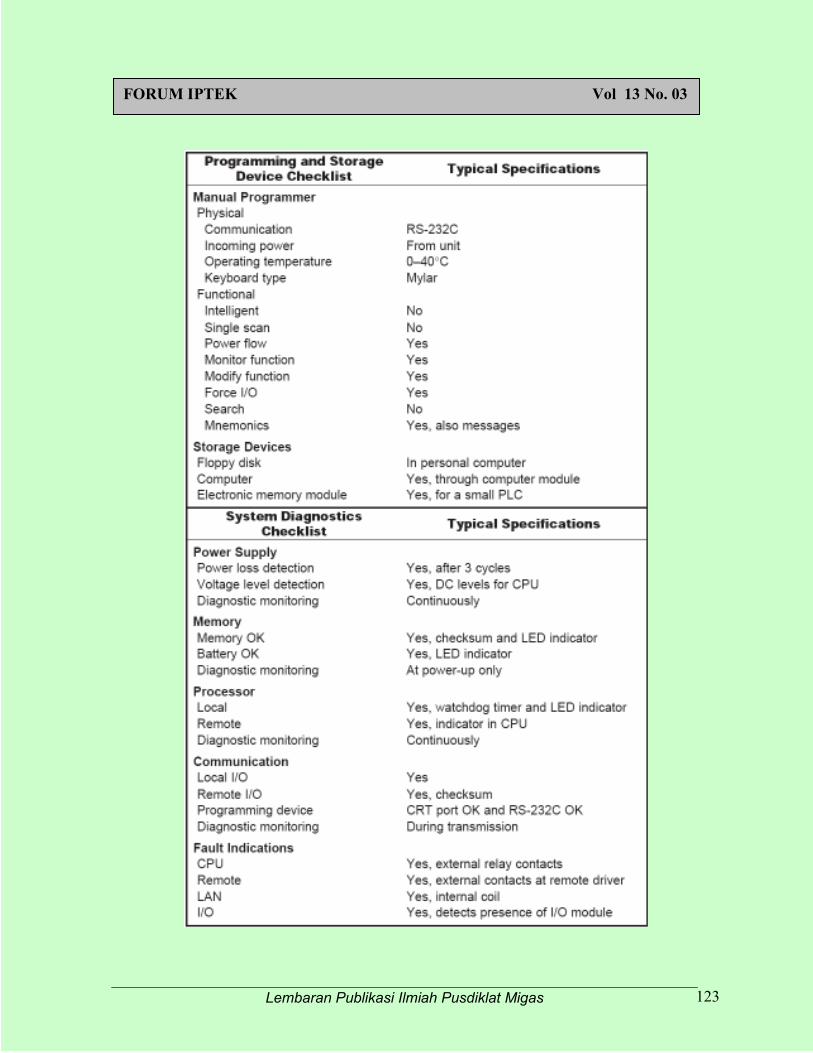
Pada Lampiran terdapat panduan checklist
yang dapat digunakan user untuk
mengevaluasi PLC. Sebagai catatan bahwa
checklist ini mengcover untuk semua range
produk PLC mulai dari small sampai very
large PLC, jadi ada beberapa PLC yang
mungkin tidak ada checklistnya pada table
tersebut yang sesuai dengan karakteristiknya.
4. Pertimbangan Yang Lain
Evaluasi yang kita bicarakan
sebelumnya adalah pemilihan hardware dan
software dari PLC yang sesuai dengan
kebutuhan. Tetapi akan ada dua atau lebih
produk yang sesuai dengan persyaratan untuk
system yang akan didesain, artinya keputusan
akhir untuk pemilihan PLC ini harus
dilakukan. Pada point ini, user harus
melakukan evaluasi beberapa faktor yang
menonjol dari produk-produk tersebut yang
sesuai dengan spesifikasi dan persayaratan
serta yang terbaik untuk diimplementasikan
dalam system nantinya. User harus

Lembaran Publikasi Ilmiah Pusdiklat Migas 116
FORUM IPTEK Vol 13 No. 03
membicarakan faktor-faktor yang menonjol
tersebut dengan vendornya.
4.1. Reliability Produk
Reliability PLC memainkan peranan yang
penting dari keseluruhan performance system.
Reability yang rendah diterjemahkan sebagai
downtime yang tinggi, kualitas produk yang jelek,
penambahan atau pengurangan bagian-bagian dari
produk yang terlalu sering.
User dapat menyelidiki beberapa faktor untuk
menentukan reability yang sudah terbukti dari
sebuah produk. Studi tentang Mean-Time-
Between-Failure (MTBF) dapat membantu bila
user sedikit mengerti informasi mengenai hal ini.
Studi ini menginformasikan tentang rata-rata
waktu antara peralatan yang mengalami malfungsi
dan berapa lama peralatan beroperasi tanpa terjadi
kegagalan. Sales produk PLC biasanya melayani
informasi semacam ini dan pilihan-pilihan yang
kita inginkan pada saat melihat area system yang
akan dibangun. Selain itu, user harus sangat yakin
bahwa vendor dapat dipercaya untuk melayani
kebutuhan akan spesifikasi unik dan khusus.
Selanjutnya, user harus meneliti burn-in procedure
untuk produk PLC yang dipakai (seperti, total
system burn-in process atau hanya bagian system
burn-in process) Burn-in process termasuk
bekerjanya produk pada temperature yang
dielevasi untuk mensimulasi kerja tambahan
karena gaya dari sirkuit elektronik lain atau
sebagian sirkuit yang gagal. Bila sebuah bagian
lolos dari burn-in procedure, dia akan mempunyai
kemungkinan bekerja tinggi dan baik pada kondisi
operasi normal. Biasanya, vendor menyediakan
MTBF dan informasi burn-in process bila diminta.
4.2. Standardisasi Peralatan PLC
Pertimbangan terakhir untuk menentukan pilihan
PLC yang digunakan adalah kemungkinan
perencanaan ke depan untuk melakukan
standarisasi mesin-mesin, yang artinya hanya
menggunakan produk yang diberikan dari satu
pabrik pembuat. Beberapa perusahaan
mengadopsi langkah ini karena mempunyai alasan
yang dapat dibenarkan. Beberapa vendor
mengeluarkan produk PLC yang komplit
termasuk familinya yang mengcover seluruh
PLC sesuai range kemampuan yang pada
akhirnya akan membuat standar lebih mudah.
Sekarang ini yang menjadi trend pabrikan
adalah membangun produk beserta faliminya
yang komplit dan saling kompatibel mulai dari
range small sampai dengan very large PLC.
Famili ini mempunyai struktur I/O yang sama,
peralatan pemrogram, dan set istruksi pokok
yang sama. Produk-produk ini juga
mempunyai organisasi dan struktur memory
yang mirip. Karena kemiripannya, keluarga
produk ini dapat dilink-kan dalam konfigurasi
network. Keluarga PLC ini juga mempunyai
keuntungan yaitu:
- Pelatihan untuk personal dalam
menangani PLC baru dalam satu
keluarga akan lebih mudah dilakukan
dan dipahami, dibandingkan dengan
pengembangan total dengan PLC baru
yang tidak sejenis.
- Produk yang standar dapat
memberikan maintenance plant yang
terbaik dalam keadaaan emergency
- Cadangan I/O dapat digunakan untuk
semua produk dalam satu keluarga
- Upgrade produk PLC yang telah
usang dan kemampuannya terbatas
karena development pabrik, dapat
diganti dengan produk baru yang
mempunyai kemampuan lebih baik
dengan cara sederhana yaitu melepas
CPU PLC lama, menginstal CPU
PLC baru yang update, dan me-
reloading program yang lama.
5. Kesimpulan
Dari pembahasan diatas dapat
disimpulkan bahwa untuk melakukan
pemilihan PLC dapat dilakukan pendekatan
secara umum yang sangat mudah dilakukan.
Tetapi dalam pemilihan PLC tergantung tidak
hanya pada faktor yang sederhana, seperti
Lembaran Publikasi Ilmiah Pusdiklat Migas 117
FORUM IPTEK Vol 13 No. 03
kapasitas I/O, kapasitas memory, dan kepuasan
pengendalian, tetapi juga faktor lain yang sulit
untuk didefinisikan secara teoritis yang ternyata
mempunyai pengaruh signifikan pada hasil akhir
system. Misalnya, bahasa program yang tiap-tiap
personal akan mempunyai pendapat berbeda
mengenai hal ini, unjuk kerja PLC setelah
beberapa waktu beroperasi di field, hubungan
antara software PLC dengan operating system
ataupun software lain dalam satu sistem
(kaitannya dengan kegagalan hardware
maupun operating system karena adanya bug,
virus, kesalahan identifikasi hardware, human
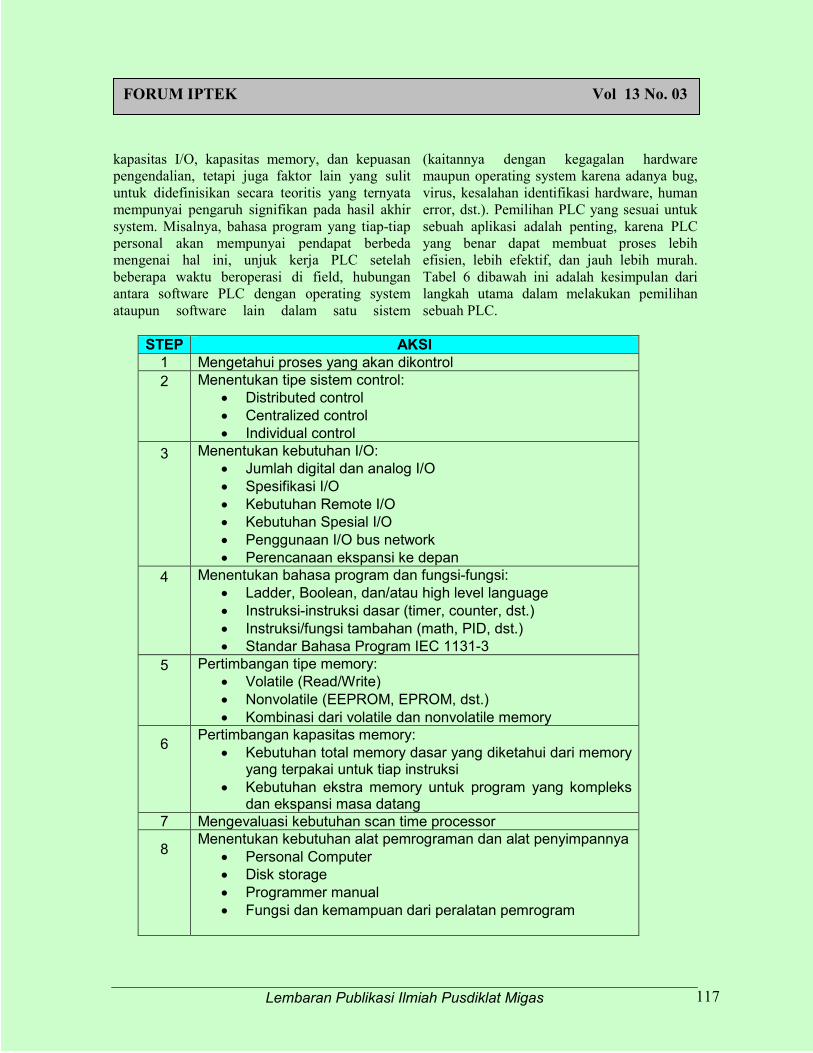
error, dst.). Pemilihan PLC yang sesuai untuk
sebuah aplikasi adalah penting, karena PLC
yang benar dapat membuat proses lebih
efisien, lebih efektif, dan jauh lebih murah.
Tabel 6 dibawah ini adalah kesimpulan dari
langkah utama dalam melakukan pemilihan
sebuah PLC.
STEP AKSI
1 Mengetahui proses yang akan dikontrol
2
Menentukan tipe sistem control:
• Distributed control
• Centralized control
• Individual control
3
Menentukan kebutuhan I/O:
• Jumlah digital dan analog I/O
• Spesifikasi I/O
• Kebutuhan Remote I/O
• Kebutuhan Spesial I/O
• Penggunaan I/O bus network
• Perencanaan ekspansi ke depan
4
Menentukan bahasa program dan fungsi-fungsi:
• Ladder, Boolean, dan/atau high level language
• Instruksi-instruksi dasar (timer, counter, dst.)
• Instruksi/fungsi tambahan (math, PID, dst.)
• Standar Bahasa Program IEC 1131-3
5
Pertimbangan tipe memory:
• Volatile (Read/Write)
• Nonvolatile (EEPROM, EPROM, dst.)
• Kombinasi dari volatile dan nonvolatile memory
6
Pertimbangan kapasitas memory:
• Kebutuhan total memory dasar yang diketahui dari memory yang terpakai untuk tiap instruksi
• Kebutuhan ekstra memory untuk program yang kompleks dan ekspansi masa datang
7 Mengevaluasi kebutuhan scan time processor
8
Menentukan kebutuhan alat pemrograman dan alat penyimpannya
• Personal Computer
• Disk storage
• Programmer manual
• Fungsi dan kemampuan dari peralatan pemrogram

Lembaran Publikasi Ilmiah Pusdiklat Migas 118
FORUM IPTEK Vol 13 No. 03
9
Menentukan kebutuhan peripheral:
• Tampilan grafis
• Operator interface
• Line printer
• Sistem dokumentasi
• Sistem penginformasi laporan
10
Menentukan karakteristik fisik dan environmental:
• Space yang tersedia untuk sistem
• Kondisi ruangan
11
Mengevaluasi faktor lain yang berpengaruh
• Dukungan dari vendor
• Reliability produk yang terbukti
• Tujuan plant untuk standarisasi
Tabel 6. Langkah-langkah dalam pemilihan PLC
Referensi:
1. Hugh Jack, Automating Manufacturing
System With PLCs, GNU free
documentation license, 2003
2. L.A. Bryan, E.A. Bryan, Programmable
Controllers, Theory and Implementation,
second edition, Industrial Text Company,
Atalanta, Georgia, USA, 1997.
3. MacKenzie, GR, PLC Communications
in Process Control System, AEG, IDC
Technologies
*)Dedi Rachmat Kusumadi adalah
Widyaiswara Pertama pusdiklat migas

Lembaran Publikasi Ilmiah Pusdiklat Migas 119
FORUM IPTEK Vol 13 No. 03
L A M P I R AN
CHECKLIST PERSYARATAN PLC
Lembaran Publikasi Ilmiah Pusdiklat Migas 120
FORUM IPTEK Vol 13 No. 03

Lembaran Publikasi Ilmiah Pusdiklat Migas 121
FORUM IPTEK Vol 13 No. 03

Lembaran Publikasi Ilmiah Pusdiklat Migas 122
FORUM IPTEK Vol 13 No. 03
Lembaran Publikasi Ilmiah Pusdiklat Migas 123
FORUM IPTEK Vol 13 No. 03