Download - LAPORAN PRAKTIKUM TEKNOLOGI MEKANIK.docx
Laporan Praktikum Teknologi Mekanik
LAPORAN PRAKTIKUM
TEKNOLOGI MEKANIKSTOPPER BUKU
Disusun Oleh :Sherly Nazulia Dewi (2112 030 8022)
Dosen: Ir. Nur Husodo, M. S
NIP.
PROGRAM STUDI D3 TEKNIK MESINFAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBERSURABAYA
2012
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
1

Laporan Praktikum Teknologi Mekanik
LEMBAR PENGESAHAN
Laporan Praktikum Teknologi Mekanik II oleh :1. Sherly Nazulia Dewi (2112 030 8022)
Laporan telah diperiksa dan disetujui untuk disahkan.
Surabaya, 2012
Mengetahui dan mengesahkan,Dosen Pembimbing Teknologi Mekanik Greader D3 Teknik Mesin FTI - ITS
Ir. Nur Husodo, M. S. Urza Rahmanda NIP. 19610421 198701 1 001 NRP. 2110 030 018
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
2
Laporan Praktikum Teknologi Mekanik
KATA PENGANTAR
Puji syukur tak lupa penulis ucapkan atas kehadirat Allah SWT, karena dengan limpahan rahmat dan karunia-Nya laporan ini dapat terselesaikan. Laporan ini dibuat untuk menunjang hasil dari praktikum Teknologi Mekanik I.
Adapun pembuatan makalah ini bertujuan untuk menambah wawasan penulis.
Penyusunan makalah ini, Penulis banyak mendapat bantuan baik moril maupun materil serta
saran dan petunjuk dari berbagai pihak yang secara langsung maupun tak langsung telah memberi
sumbangannya dalam penyususannya.
untuk itu Penulis mengucapkan terima kasih yang sebesar – besarnya terutama kepada pihak
yang telah membantu menyelesaikan laporan ini.
Penulis menyadari bahwa makalah ini masih banyak terdapat kekurangan, untuk itu penulis
berharap datangnya saran dan keritik yang sifatnya membangun dari pembaca guna
penyempurnaan makalah ini dimasa yang akan datang.
Akhir kata, semoga makalah ini dapat memberi manfaat yang sebesar – besarnya, baik bagi
penulis maupun bagi orang lain yang membacanya.
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
3
Laporan Praktikum Teknologi Mekanik
DAFTAR ISI
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
4
Laporan Praktikum Teknologi Mekanik
DAFTAR GAMBAR
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
5
Laporan Praktikum Teknologi Mekanik
DAFTAR TABEL
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
6

Laporan Praktikum Teknologi Mekanik
BAB I
PENDAHULUAN
1.1 Latar BelakangIlmu pengetahuan dan teknologi selalu berkembang dan mengalami kemajuan, sesuai
dengan perkembangan zaman dan perkembangan cara berpikir manusia. Begitu juga dengan dunia industri yang berkaitan erat dengan teknologi. Dalam bidang teknik mesin ada sebuah praktek kerja yang melibatkan keahlian kita dalam bidang permesinan, yaitu kerja bangku. Contohnya dalam berbagai kegiatan seperti: menggergaji, mengikir dan menggambar benda kerja.
Salah satu bentuk dari praktek kerja adalah pembuatan Stopper Book atau lebih dikenal dengan pembatas buku. Dalam hal ini, suatu plat besi yang awalnya memiliki nilai jual rendah akan mengalami pertambahan nilai. Hal ini dipengaruhi oleh adanya perubahan bentuk dan estetika.
Dalam proses pembuatan Stopper Book tersebut ada proses penggergajian untuk menyesuaikan ukuran plat besi dengan sketsa ukuran yang telah ditentukan setelah dipotong menggunakan Shearing Machine. Selain itu, ada juga proses kerja mengikir yang tujuan utamanya meratakan seluruh permukaan hasil dari proses kerja bangku dan dalam proses tersebut banyak alat lain yang bisa mempermudah dan mendukung pembuatan Stopper Book.
Judul laporan ini sengaja dipilih berdasarkan pada benda yang telah dibuat dan untuk lebih memperjelas praktikum yang telah dilakukan.
1.2 Batasan Masalah“segala pertanyaan untuk menyunsun bab 4”Meliputi :- alat yang dibuat- proses praktikum- berapa lama prosesnya- sesuai atau tidak dengan dimensi yang diharapkan
1.3 Maksud dan TujuanLaporan praktikum pembuatan Stopper Book ini mempunyai maksud dan tujuan agar
pembaca dapat mengerti dan memahami bagaimana proses kerja bangku dalam pembuatan benda tersebut dari awal hingga akhir. Laporan ini juga berisi tentang tata cara menggunakan alat-alat kerja bangku dalam pembuatan Stopper Book.
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
7
Laporan Praktikum Teknologi Mekanik
BAB II
DASAR TEORI
2.1 Kerja BangkuKerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan
benda kerja. Teknik tersebut menekankan pada pembuatan benda kerja dengan alat tangan dan dilakukan di bangku kerja.
Kerja bangku meliputi menggambar, mengikir, mengebor, mengetap, menggergaji dan lain sebagainya. Teknik Kerja Bangku adalah teknik dasar yang harus dikuasai olehseseorang dalam mengerjakan kerja bangku didalam dunia teknik permesinan sebagai dasar untuk materi teknik pemesinan pada tingkatselanjutnya. Pekerjaan kerja bangku meliputi berbagai jenis kontruksigeometris yang sesuai dengan perintah kerja.
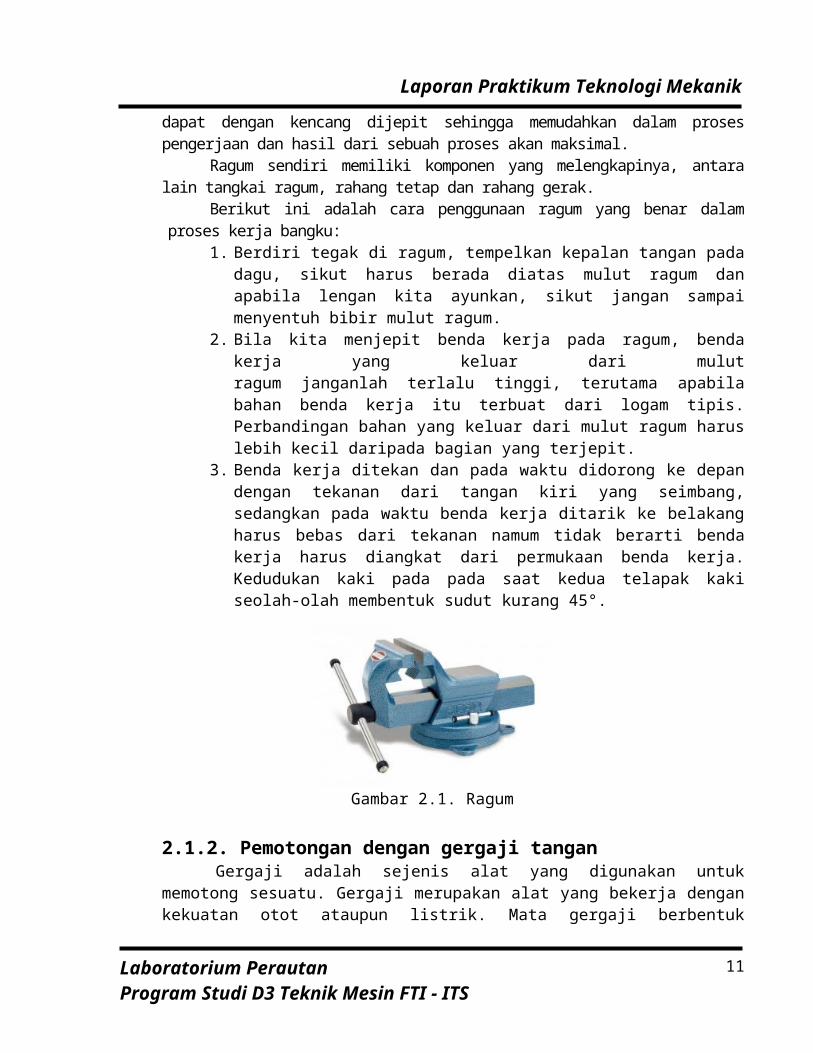
2.1.1. Mencekam dengan ragumRagum adalah suatu alat penjepit untuk menjepit benda kerja yang akan dikikir, dipahat,
digergaji, dan lain lain. Dengan adanya Ragum, benda kerja yang akan digergaji, dikikir ataupun dipahat dapat dengan kencang dijepit sehingga memudahkan dalam proses pengerjaan dan hasil dari sebuah proses akan maksimal.
Ragum sendiri memiliki komponen yang melengkapinya, antara lain tangkai ragum, rahang tetap dan rahang gerak.
Berikut ini adalah cara penggunaan ragum yang benar dalam proses kerja bangku:1. Berdiri tegak di ragum, tempelkan kepalan tangan pada dagu, sikut harus
berada diatas mulut ragum dan apabila lengan kita ayunkan, sikut jangan sampai menyentuh bibir mulut ragum.
2. Bila kita menjepit benda kerja pada ragum, benda kerja yang keluar dari mulutragum janganlah terlalu tinggi, terutama apabila bahan benda kerja itu terbuat dari logam tipis. Perbandingan bahan yang keluar dari mulut ragum harus lebih kecil daripada bagian yang terjepit.
3. Benda kerja ditekan dan pada waktu didorong ke depan dengan tekanan dari tangan kiri yang seimbang, sedangkan pada waktu benda kerja ditarik ke belakang harus bebas dari tekanan namum tidak berarti benda kerja harus diangkat dari permukaan benda kerja. Kedudukan kaki pada pada saat kedua telapak kaki seolah-olah membentuk sudut kurang 45°.
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
8
Laporan Praktikum Teknologi Mekanik
Gambar 2.1. Ragum
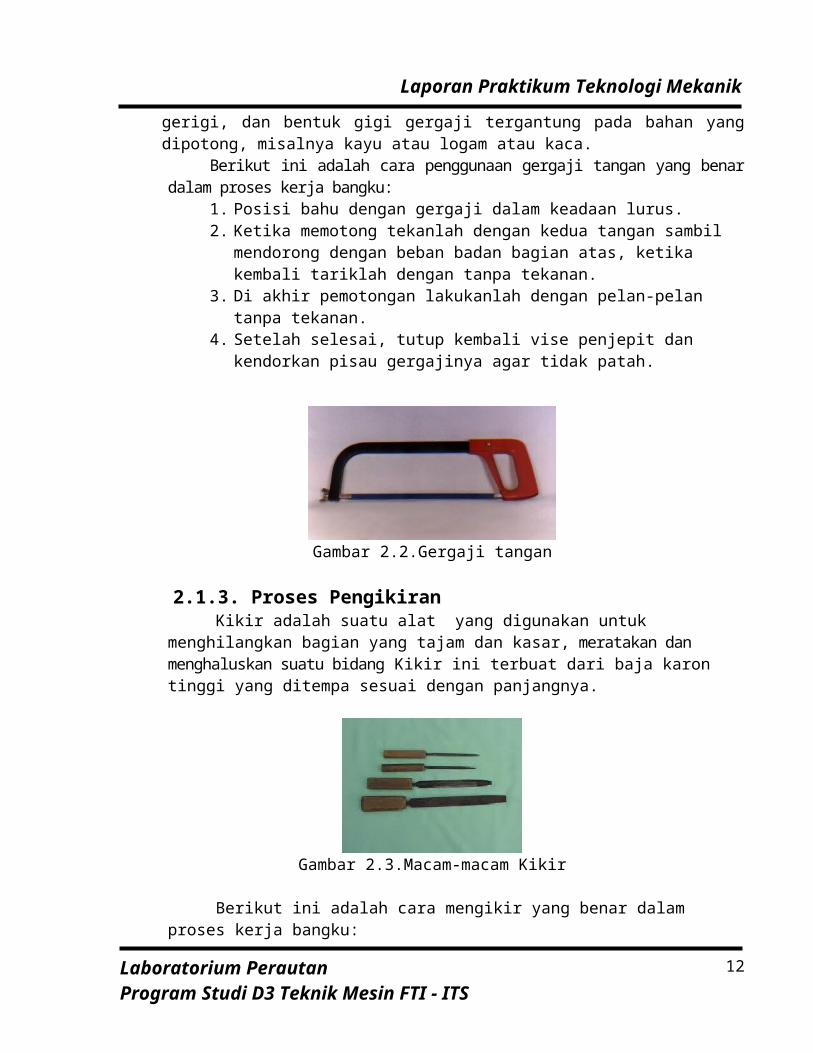
2.1.2. Pemotongan dengan gergaji tanganGergaji adalah sejenis alat yang digunakan untuk memotong sesuatu. Gergaji
merupakan alat yang bekerja dengan kekuatan otot ataupun listrik. Mata gergaji berbentuk gerigi, dan bentuk gigi gergaji tergantung pada bahan yang dipotong, misalnya kayu atau logam atau kaca.
Berikut ini adalah cara penggunaan gergaji tangan yang benar dalam proses kerja bangku:1. Posisi bahu dengan gergaji dalam keadaan lurus.2. Ketika memotong tekanlah dengan kedua tangan sambil mendorong dengan
beban badan bagian atas, ketika kembali tariklah dengan tanpa tekanan.3. Di akhir pemotongan lakukanlah dengan pelan-pelan tanpa tekanan.4. Setelah selesai, tutup kembali vise penjepit dan kendorkan pisau gergajinya
agar tidak patah.
Gambar 2.2.Gergaji tangan
2.1.3. Proses PengikiranKikir adalah suatu alat yang digunakan untuk menghilangkan bagian yang tajam
dan kasar, meratakan dan menghaluskan suatu bidang Kikir ini terbuat dari baja karon tinggi yang ditempa sesuai dengan panjangnya.
Gambar 2.3.Macam-macam Kikir
Berikut ini adalah cara mengikir yang benar dalam proses kerja bangku:1. Atur posisi badan pada saat menggunakan kikir.2. Jepit benda kerja yang akan dikikir pada mulut ragum dengan kuat dan
tidak terlalutinggi keluar mulut ragum agar bahan tidak bergetar pada saat dikikir yang akanmengakibatkan bunyi berdesing dan kerusakan pada gigi kikir dan hasil kikiran bergerigi.
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
9

Laporan Praktikum Teknologi Mekanik
Gambar 2.4.Posisi Saat Mengikir
2.1.4. Proses PenatalanProses penatalan yaitu proses dimana membuat lubang pada benda kerja.
Penatalan dilakukan pada benda kerja yang sebelumnya sudah diberi sketsa garis yang nantinya akan dilakukan proses penatalan. Setelah itu tempatkan sisi datar dari penatal terhadap objek yang akan di pahat. Pegang gagang pahat dengan kuat menggunakan satu tangan dan arahkan mata pisau. Gunakan tangan satu lagi untuk memukul penatal dengan memegang pisau antara ibu jari dan jari telunjuk. Proses penatalan ini dilakukan secara manual menggunakan tangan.
Berikut ini adalah alat yang digunakan dalam proses penatalan diantaranya:a. Battle
Pahat/Battle adalah perkakas pertukangan berupa bilah besi yang tajam pada ujungnya untuk melubangi atau mengukir benda keras seperti kayu, batu, atau logam. Pegangannya dibuat dari kayu atau logam. Dalam penggunaannya, pahat ditekan pada bahan untuk memotong bahan tersebut. Dorongan dapat dilakukan sendiri atau dengan bantuan Palu/Hammer.
Gambar 2.5.Battle
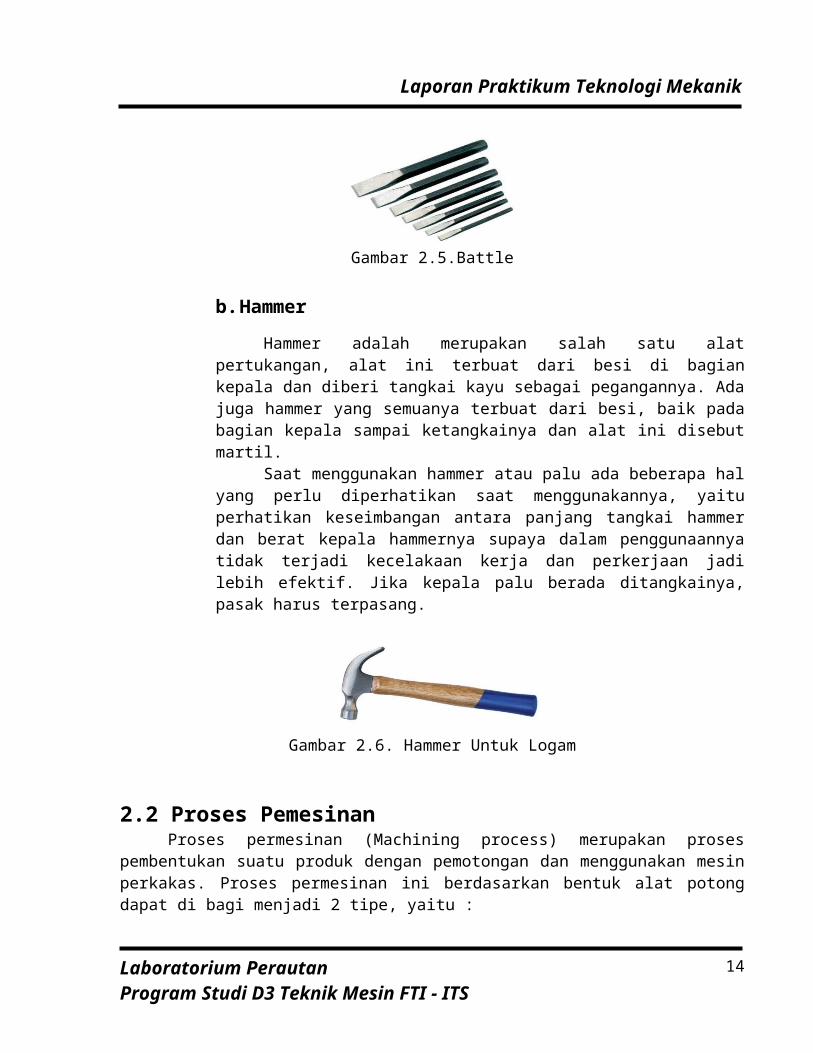
b. Hammer
Hammer adalah merupakan salah satu alat pertukangan, alat ini terbuat dari besi di bagian kepala dan diberi tangkai kayu sebagai pegangannya. Ada juga hammer yang semuanya terbuat dari besi, baik pada bagian kepala sampai ketangkainya dan alat ini disebut martil.
Saat menggunakan hammer atau palu ada beberapa hal yang perlu diperhatikan saat menggunakannya, yaitu perhatikan keseimbangan antara panjang tangkai hammer dan berat kepala hammernya supaya dalam penggunaannya tidak
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
10
Laporan Praktikum Teknologi Mekanik
terjadi kecelakaan kerja dan perkerjaan jadi lebih efektif. Jika kepala palu berada ditangkainya, pasak harus terpasang.
Gambar 2.6. Hammer Untuk Logam
2.2 Proses PemesinanProses permesinan (Machining process) merupakan proses pembentukan suatu produk
dengan pemotongan dan menggunakan mesin perkakas. Proses permesinan ini berdasarkan bentuk alat potong dapat di bagi menjadi 2 tipe, yaitu :
1. Bermata potong tunggal (single point cutting tools)2. Bermata potong jamak (multiple points cuttings tools)
Pada praktikum pembuatan Stopper Book kali ini proses permesinan yang digunakan adalah Shearing Machine.
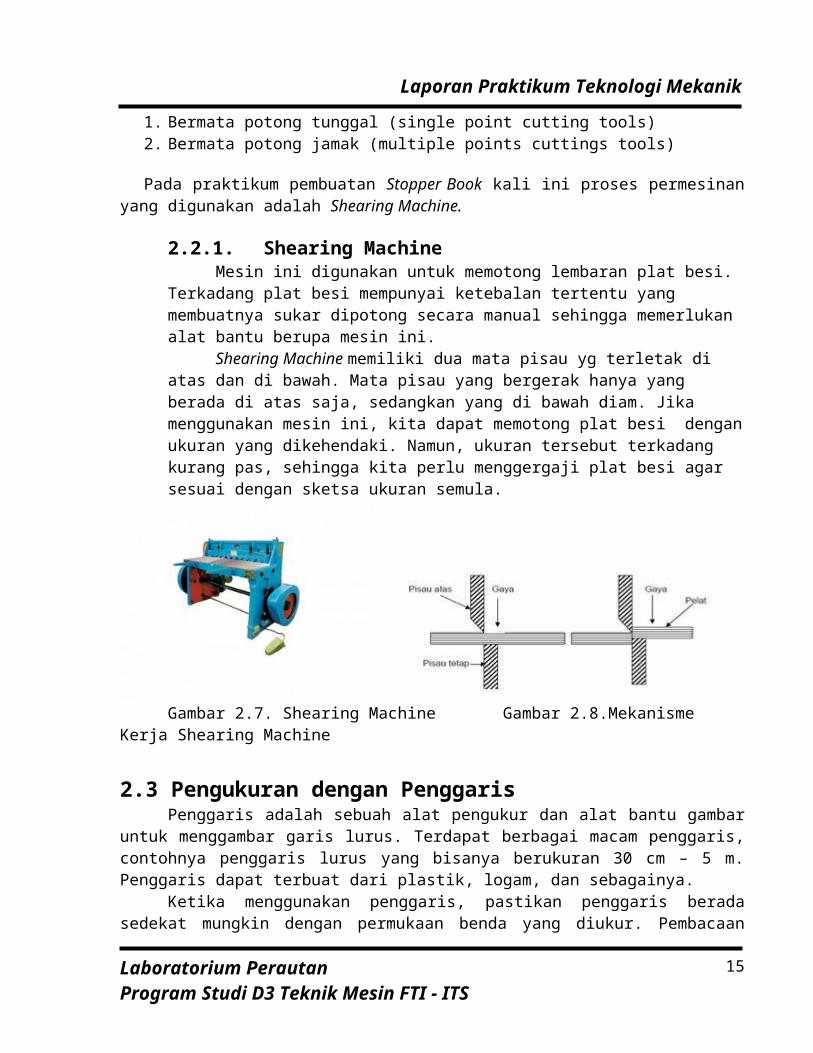
2.2.1. Shearing MachineMesin ini digunakan untuk memotong lembaran plat besi. Terkadang plat besi
mempunyai ketebalan tertentu yang membuatnya sukar dipotong secara manual sehingga memerlukan alat bantu berupa mesin ini.
Shearing Machine memiliki dua mata pisau yg terletak di atas dan di bawah. Mata pisau yang bergerak hanya yang berada di atas saja, sedangkan yang di bawah diam. Jika menggunakan mesin ini, kita dapat memotong plat besi dengan ukuran yang dikehendaki. Namun, ukuran tersebut terkadang kurang pas, sehingga kita perlu menggergaji plat besi agar sesuai dengan sketsa ukuran semula.
Gambar 2.7. Shearing Machine Gambar 2.8.Mekanisme Kerja Shearing Machine
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
11
Laporan Praktikum Teknologi Mekanik
2.3 Pengukuran dengan PenggarisPenggaris adalah sebuah alat pengukur dan alat bantu gambar untuk menggambar garis
lurus. Terdapat berbagai macam penggaris, contohnya penggaris lurus yang bisanya berukuran 30 cm – 5 m. Penggaris dapat terbuat dari plastik, logam, dan sebagainya.
Ketika menggunakan penggaris, pastikan penggaris berada sedekat mungkin dengan permukaan benda yang diukur. Pembacaan skala ukur pada penggaris harus tegak lurus dengan permukaan bidang yang diukur, sehingga tidak terjadi kesalahan ‘paralaks’. Kesalahan paralaks adalah kesalahan membaca hasil pengukuran yang disebabkan oleh posisi pandangan mata yang salah karena membentuk sudut tertentu (tidak tegak lurus/900). Penggaris harus bebas dari kotoran, oli, karet dan lain sebagainya, karena bisa mengganggu pengukuran.
Gambar 2.9.Penggaris Baja
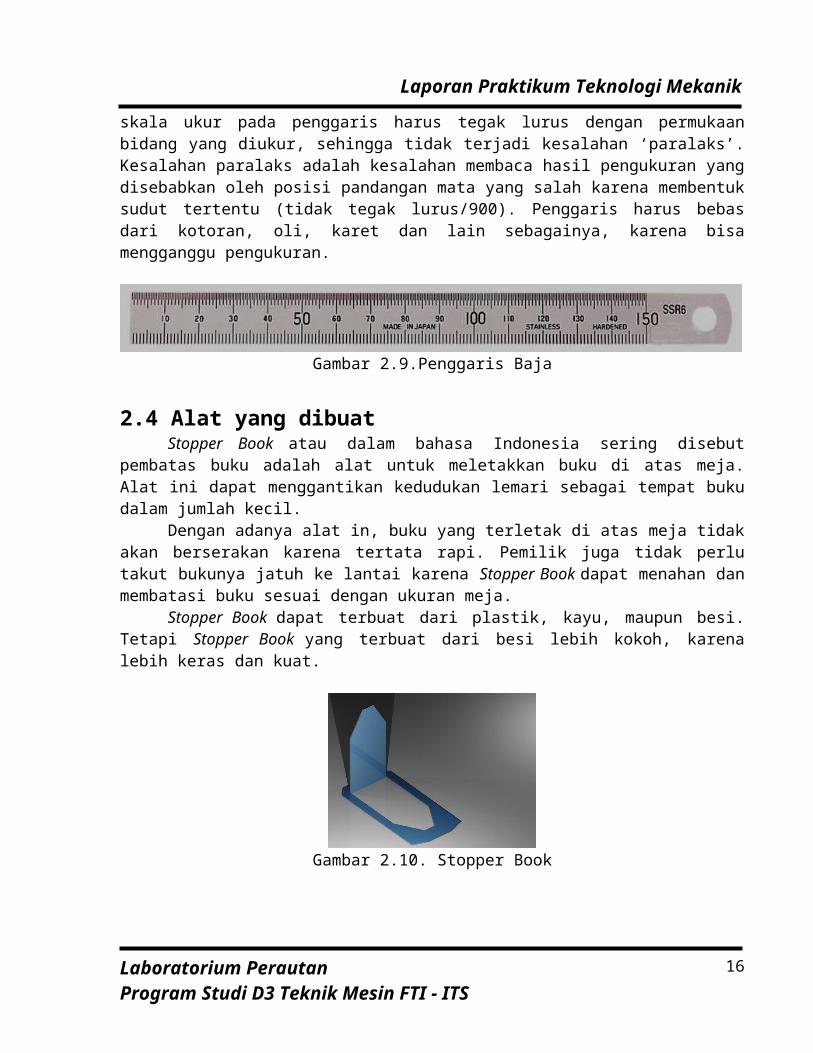
2.4 Alat yang dibuatStopper Book atau dalam bahasa Indonesia sering disebut pembatas buku adalah alat
untuk meletakkan buku di atas meja. Alat ini dapat menggantikan kedudukan lemari sebagai tempat buku dalam jumlah kecil.
Dengan adanya alat in, buku yang terletak di atas meja tidak akan berserakan karena tertata rapi. Pemilik juga tidak perlu takut bukunya jatuh ke lantai karena Stopper Book dapat menahan dan membatasi buku sesuai dengan ukuran meja.
Stopper Book dapat terbuat dari plastik, kayu, maupun besi. Tetapi Stopper Book yang terbuat dari besi lebih kokoh, karena lebih keras dan kuat.
Gambar 2.10. Stopper Book
NB: Bab 2 harus disertai gambar pendukung pernyataan, dan semakin lengkap semakin baik, sumbernya harus jelas.
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
12

Laporan Praktikum Teknologi Mekanik
BAB IIIPEMBAHASAN
3.1 PROSES PENGERJAAN
Dalam semua proses industri untuk memproduksi barang tentunya dibutuhkan bahan. Begitu pula dengan proses pembuatan Stopper Book. Pada awal pembuatannya membutuhkan bahan yaitu berupa plat baja.
Awalnya, lembaran plat baja diukur sesuai dengan dimensi. Kemudian, dibuat suatu penanda garis pada plat baja tersebut dengan menggunakan penitik untuk menggores. Barulah lembaran plat baja tersebut dipotong dengan menggunakan Shearing Machine. Kemudian plat baja dikir untuk menghilangkan bekas-bekas machining yang kasar.
Setelah mendapatkan plat baja yang sesuai dengan ukuran, plat baja kembali ditandai untuk menggambar sketsa dimensi yang diinginkan. Untuk membuat garis lurus, dapat menggunakan penggaris. Untuk membuat sudut 20o dan 60o dapat dibuat dengan menggunakan busur. Penandaan garis dapat dilakukan dengan penitik, bolpoin atau pensil.
Langkah pertama setelah menggambar dimensi dari Stopper Book pada plat baja adalah melakukan proses penggergajian. Hal ini dilakukan karena hasil pemotongan dari Shearing Machine belum sesuai dengan dimensi yang diinginkan.
Penggergajian pada awalnya dilakukan untuk menyesuaikan ukuran panjang dari plat baja. Saat pertama kali menggergaji sangat sulit, sehingga perlu mecari jalan terlebih dahulu agar proses penggergajian akan menjadi lebih mudah. Kemudian, menggergaji untuk menyesuaikan ukuran lebar dari plat baja. Proses ini lebih sulit lagi, karena plat baja yang dicekam pada ragum dalam posisi Landscape. Kemudian plat baja dipotong sesuai dengan sudut yang telah digambar.
Setelah penggergajian pada sisi-sisi plat baja usai, barulah proses penatalan dimulai. Hal ini dilakukan untuk membuat lubang di plat baja, sehingga saat menggergaji pada bagian dalam akan lebih mudah. Penatalan atau pemahatan ini dilakukan oleh Battle dan Hammer.
Setelah didapati lubang pada tengah plat baja, kemudian digergaji. Tetapi jangan menggergaji pada bagian tengah yang tidak diberi sudut. Karena pada sisi itu akan dilengkungkan untuk menyandarkan buku.
Selanjutnya adalah proses pengikiran menggunakan kikir halus untuk menghaluskan bagian-bagian yang telah ditatal dan digergaji. Pengikiran tidak hanya dapat dilakukan pada bagian-bagian tersebut, tetapi bagian-bagian sisi lain juga dapat dikikir untuk mendapatkan hasil yang halus.
Setelah itu, pada bagian tengah plat baja yang tidak diberi sudut dapat dilengkungkan dengan ukuran 90o tegak lurus terhadap dasaran plat baja. Dari sini plat baja telah menjadi sebuah Stopper Book.
Agar hasil lebih terlihat sempurna dan memiliki nilai estetika, Stopper Book dapat digosok menggunakan kertas gosok terlebih dahulu untuk menghilangkan bekas karat. Kemudian dapat diberi warna menggunakan cat semprot sesuai dengan keinginan.
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
13
Laporan Praktikum Teknologi Mekanik
3.2 PEMILIHAN BAHAN DAN PENENTUAN DIMENSI BENDA YANG AKAN DIPRODUKSI
3.2.1. Bahan
Yaitu baja berupa pelat baik pelat lembaran maupun pelat strip dengan tebal antara
3 mm s.d 60 mm. Plat Baja Lembaran terdapat dengan lebar antara 150 mm s.d 4300 mm
dengan panjang 3 s.d 6 meter. Sedangakan Plat Baja Strip biasanya dengan lebar 600 mm
dengan panjang 3 s.d 6 meter. Permukaan plat baja ada yang polos dan ada yang bermotif
dalam berbagai bentuk motif. Namun untuk keperluan konstruksi pada umumnya
digunakan plat baja yang polos rata dengan lebar dapat dipotong sendiri sesuai dengan
kebutuhan.
Dalam proses pembuatan Stopper Book ini digunakan pelat baja yang memiliki ketebalan 1 mm, dengan panjang 297 mm dan lebar 150 mm.
Gambar 3.1.Pelat Baja
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
14
Laporan Praktikum Teknologi Mekanik
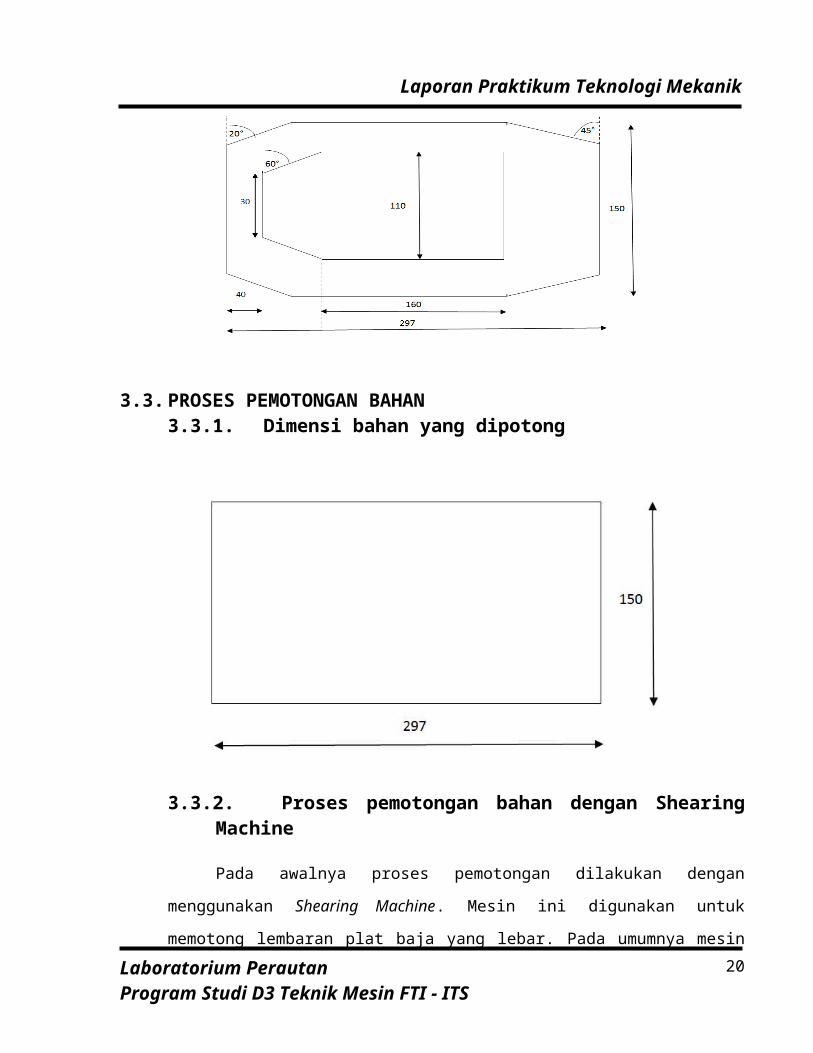
3.2.2. Dimensi Benda yang diingikan
3.3. PROSES PEMOTONGAN BAHAN3.3.1. Dimensi bahan yang dipotong
3.3.2. Proses pemotongan bahan dengan Shearing Machine
Pada awalnya proses pemotongan dilakukan dengan menggunakan Shearing
Machine. Mesin ini digunakan untuk memotong lembaran plat baja yang lebar. Pada
umumnya mesin ini dipergunakan untuk memotong plat baja dengan ketebalan diatas 1,2
mm.
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
15
Laporan Praktikum Teknologi Mekanik
Untuk membuat sebuah stopper book, pertama kali yang dibutuhkan adalah
sebuah bahan dasar berupa lembaran plat baja. Sebelum dilakukan pemotongan, lembaran
plat baja yang akan digunakan sebagai bahan dasar pembuatan stopper book pada
mulanya diberi pola ukuran dan pola garis potong yang sesuai dengan gambar pedoman
yang diinginkan. Setelah memberi pola, kemudian lembaran plat baja tersebut di letakkan
diatas mesin shearing. Tempatkan pola garis potong yang telah dibuat di antara kedua
pisau potong yang terdapat pada mesin shearing. Pisau potong yang terdapat pada mesin
shearing ada dua jenis, yaitu pisau atas yang cara bekerjanya dengan melakukan
penekanan ke bawah, dan pisau tetap yang berfungsi sebagai penahan plat sewaktu
dilakukannya proses pemotongan. Dengan adanya kedua pisau potong ini maka akan
dihasilkan hasil potongan yang baik. Setelah diperkirakan letak pola garis potong dengan
pisau potong sudah sejajar atau tepat, maka proses pemotongan sudah mulai dapat
dilakukan.
Buat Flowchart sesuai urutan praktikum ketentuan yang benar (referensi flowchart terlampir)
3.3HASIL PRAKTIKUM
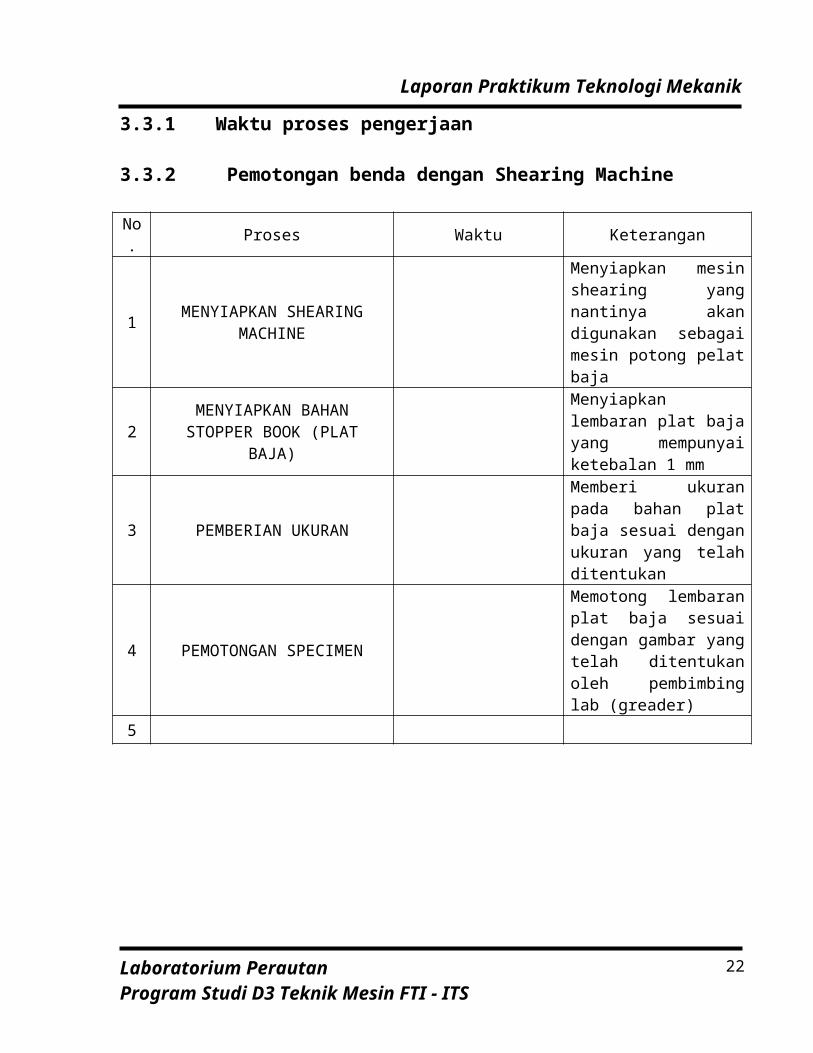
3.3.1 Waktu proses pengerjaan
3.3.2 Pemotongan benda dengan Shearing Machine
No.
Proses Waktu Keterangan
1MENYIAPKAN SHEARING
MACHINE
Menyiapkan mesin shearing yang nantinya akan digunakan sebagai mesin potong pelat baja
2MENYIAPKAN BAHAN
STOPPER BOOK (PLAT BAJA)
Menyiapkan lembaran plat baja yang mempunyai ketebalan 1 mm
3 PEMBERIAN UKURAN Memberi ukuran pada bahan plat baja sesuai dengan ukuran yang telah
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
16
Laporan Praktikum Teknologi Mekanik
ditentukan
4 PEMOTONGAN SPECIMEN
Memotong lembaran plat baja sesuai dengan gambar yang telah ditentukan oleh pembimbing lab (greader)
5
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
17
Laporan Praktikum Teknologi Mekanik
3.3.2.1 Kerja Bangku
No.
Proses Waktu Keterangan
1 PENGUKURAN
Pengukuran bahan
menggunakan penggaris
sesuai ukuran yang telah
ditentukan.
2PEMOTONGAN
MENGGUNAKAN GERGAJI
Pemotongan bahan
menggunakan gergaji
secara manual setelah
bahan melalui proses
pemotongan pada
Shearing Machine.
3 PENGIKIRAN
Proses penghalusan sisi-
sisi potong bahan
menggunakan alat kerja
kikir.
4 PENATALAN
Pembuatan lubang tengah
pada specimen bahan
menggunakan alat kerja
pahat.
5 PEWARNAAN
Proses pemberian warna
dengan menggunakan
Pilox.
3.3.3 Penyesuaian dimensi hasil praktikum dengan benda kerja yang diinginkan
3.3.3.1 Proses Pemesinan
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
18
Laporan Praktikum Teknologi Mekanik
Dimensi benda yang diinginkan Dimensi benda hasil praktikum
No Hasil Keterangan Sesuai Tidak Sesuai
1. Ukuran V
2. Bentuk V
3.3.3.2 Kerja Bangku
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
Gambar dan dimensi benda yang didinginkan
Gambar dan dimensi benda Hasil Praktikum
19
Laporan Praktikum Teknologi Mekanik
No Hasil Keterangan Sesuai Tidak Sesuai
1. Ukuran
2. Bentuk
NB : Untuk Bab 3 di kerjakan sesuai dengan praktikum yang dilakukan bila perlu disertakan gambar dengan auto cad atau Catia
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
20
Laporan Praktikum Teknologi Mekanik
BAB IV
PENUTUP
4.1. Kesimpulandisesuaikan dengan hasil praktikum
4.2. Saran
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
21
Laporan Praktikum Teknologi Mekanik
DAFTAR PUSTAKA
Laboratorium PerautanProgram Studi D3 Teknik Mesin FTI - ITS
22







