direktur - eprints.umm.ac.id
TRANSCRIPT
30
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 T Tinjauan Perusahaan
PT Fajar Putra Plasindo merupakan perusahaan manufaktur yang bergerak
memproduksi plastik palet dan peralatan rumah tangga. Perusahanan ini memiliki
badan hukum perseroan terbatas. Setiap jenis produk plastik yang digunakan
merupakan jenis yang efisien dan efektif serta sesuai dengan kebutuhan pasar saat
ini. Untuk menjaga agar kualitas produk tetap menjadi yang unggul, PT Fajar Putra
Plasindo didukung oleh pengalaman kerja lebih dari 18 tahun oleh staf ahli dan
didukung pula dengan teknologi mesin injeksi terkini. PT Fajar Putra Plasindo terus
berinovasi dalam industri pallet plastik dan berbagai peralatan rumah tangga
berbahan plastik dan berupaya untuk selalu mengutamakan kebutuhan pelanggan.
PT Fajar Putra Plasindo menghasilkan produk plastic pallet, kursi, dan helm.
Perusahaan ini didirikan pada tahun 2016 oleh Bapak Albert Tjondrokoesoemo.
Visi perusahan ini adalah “Menjadi perusahaan dengan keuangan yang kuat dengan
pimpinan pasar pallet plastik dan produk plastik lainnya, serta menjadi pemain
utama dalam inovasi dan teknologi palet plastik dan produk plastik lainnya”.
Sedangkan Misi yang dimiliki oleh perusahaan merupakan “Menjadi produsen
pallet plastic dan produk plastik lainnya dengan kualitas terjamin harga kompetitif
serta berperan aktif secara sosial dengan lingkungan yang ada”.
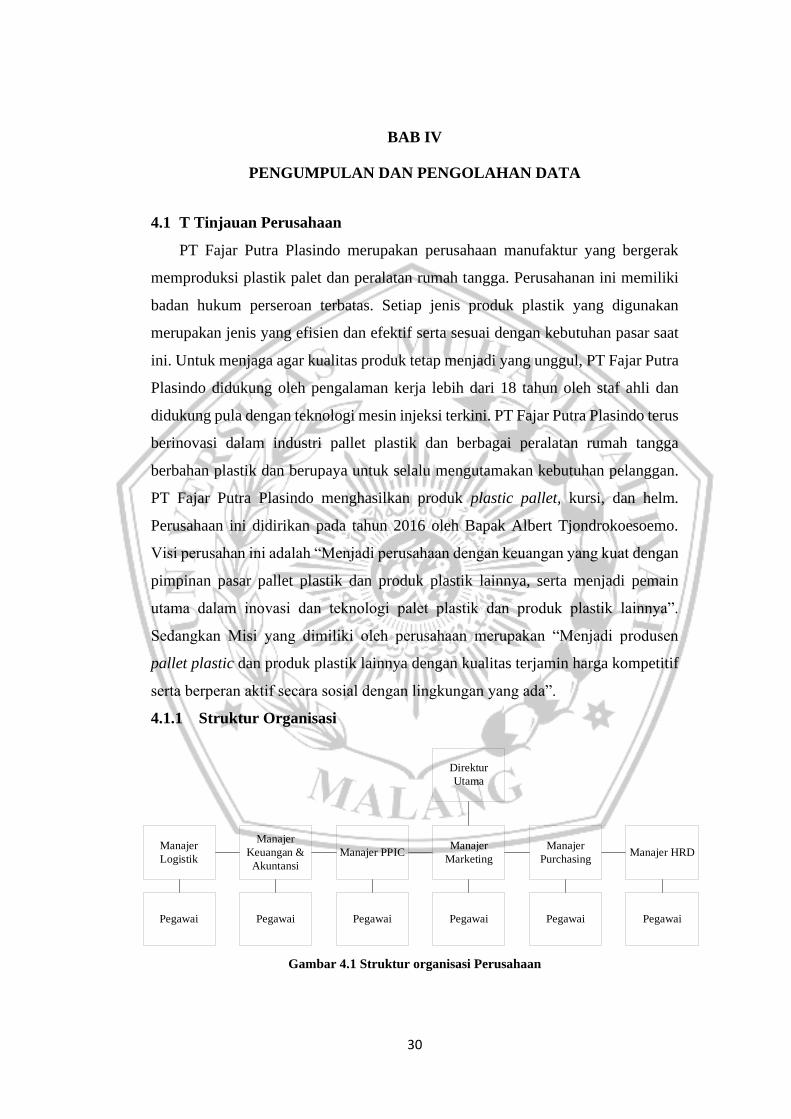
4.1.1 Struktur Organisasi
Direktur
Utama
Manajer
Logistik
Manajer
Keuangan &
Akuntansi
Manajer PPICManajer
Marketing
Manajer
PurchasingManajer HRD
Pegawai Pegawai Pegawai Pegawai Pegawai Pegawai
Gambar 4.1 Struktur organisasi Perusahaan
31
Dalam struktur organisasi PT Fajar Putra Plasindo, direktur utama
merupakan jabatan teratas, kemudian membawahi para manajer, yaitu manajer
logistik, manajer keuangan dan akuntansi, manajer PPIC, manajer marketing,
manajer purchasing, dan manajer HRD. Dan para manajer langsung membawahi
masing-masing pegawai. Berikut merupakan tugas-tugas dalam bagian struktur
organisasi:
1. Direktur utama sebagai pemimpin dan bertanggung jawab menjalankan
perusahaan. Selain itu bertugas menentukan, merumuskan, dan memutuskan
kebijakan yang ada dalam perusahaan.
2. Manajer Logistik bertugas membuat rancangan organisasi logistik, mengawasi
proses arus dari logistik mulai dari penyimpanan, pengantaran yang strategis
untuk material, bahan-bahan, dan juga final product agar dapat dimanfaatkan
secara maksimal oleh organisasi yang terkait.
3. Manajer Keuangan dan Administrasi sebagai penggerak roda kehidupan
perusahaan secara efisien dan efektif dengan menjalin hubungan kerja sama
dengan manajer lainnya, selain itu bertugas mengambil keputusan penting dalam
investasi dan dalam menggaji karyawan.
4. Tugas manajer PPIC yaitu melakukan perencanaan dan pengorganisasian jadwal
produksi, mengawasi jalannya proses produksi, dan menentukan standar kontrol
kualitas.
5. Tugas manajer marketing yaitu membina hubungan baik dengan konsumen,
mempelajari kebutuhan dan keinginan konsumen, mengatur invoice kepada
konsumen, dan menciptakan komunikasi pemasaran yang efektif.
6. Tugas manajer purchasing adalah mencari dan menganalisa calon supplier yang
sesuai dengan material yang dibutuhkan, melakukan update tren pasar,
melakukan negosiasi harga dan menyetujui kontrak, melakukan riset dan
mencari barang serta supplier baru.
7. Tugas manajer HRD adalah bertanggung jawab penuh dalam proses rekrutmen
karyawan, menangani isu-isu ketenagakerjaan, mengarahkan prosedur
kedisiplinan, melakukan seleksi, promosi, transfering dan demosi pada
karyawan, dan melakukan kegiatan pembinaan dan pelatihan.

32
4.1.2 Mesin DH2100
Mesin DH2100 adalah salah satu dari tiga mesin yang terdapat di PT. Fajar
Putra Plasindo yang digunakan sebagai alat untuk memproduksi palet. Tercatat
mesin DH2100 merupakan mesin yang mengalami maintenance terbanyak dari
mesin lainnya, yaitu sebanyak 70 kali dalam satu tahun.
Gambar 4.2 Mesin DH2100
Bagian – bagian utama dan fungsi mesin DH2100 adalah:
1. Hopper Dryer
Merupakan alat yang memiliki fungsi sebagai wadah atau penampung bahan,
alat ini juga digunakan sebagai alat pengering bahan plasik. Dalam pemrosesan
bahan baku, Hopper Dryer berfungsi meniupkan angin bersuhu tinggi konstan
ke drum pengeringan melalui kipas pengering.
2. Hot Runner 1210
Sistem pencetakan hot runner berguna untuk menyuntikkan bahan yang
meleleh ke rongga cetakan. Hot runner dari injeksi membentuk bagian
termoplastik, atau beberapa bagian produksi menggunakan cetakan multi-
rongga dan teknologi tumpukan molding atau pencetakan.

33
3. Mould 1210
Sebuah alat Injection cetak, juga dikenal sebagai pers injeksi, adalah alat yang
berfungsi sebagai pembuatan plastik produk dengan molding injeksi proses.
Komponen ini terdiri dari dua bagian utama, unit injeksi dan unit penjepit
4. Extruder
Ekstrusi adalah melakukan kombinasi dari proses tekanan, gesekan, dan suhu
dalam suatu ulir yang bergerak dalam waktu yang bersamaan. Sedangkan
extruder merupakan komponen mesin untuk melakukan proses ekstrusi
meliputi pencampuran bahan, pemasakan, dan pencetakan. Proses yang bisa
dilakukan pada extruder yaitu melakukan pencampuran atau pengadukan,
menghomogenkan dan mereaksikan beberapa bahan baku yang digunakan
dalam pebuatan palet plastik seperti biji plastik, pewarna, dan campuran
lainnya.
5. Injector
Butiran plastik yang dipanaskan menjadi lunak ditampung dalam sebuah
hopper dryer kemudian diturunkan ke dalam barrel. Barrel sendiri adalah
bagian utama yang mengalirkan plastik cair dari hopper melalui screw ke
mould. Plastik yang sudah meleleh diinjeksikan oleh sekrup injeksi melalui
nozzle ke dalam cetakan yang didinginkan oleh air. Fungsi dari injector adalah
menginjeksi plastik leleh untuk dimasukkan ke dalam cetakan.
6. Crusher
Crusher berfungsi untuk menghancurkan biji plastik menjadi ukuran yang
lebih kecil sesuai spesifikasi yang dibutuhkan.
7. Chiller
Chiller adalah komponen yang menggunakan sistem pendingin untuk
menghilangkan panas dari beban proses dan melepaskan panas ke lingkungan.
Chiller dikategorikan sebagai mesin pendingin untuk mengkondisikan fasilitas
industri dan fasilitas umum. Fungsi chiller digunakan untuk menurunkan suhu
semua jenis peralatan dan proses seperti untuk mesin injeksi, atau peralatan
pengelasan.
34
8. Hydraulic motor
Hydraulic motor adalah sistem mekanik yang menggunakan cairan sebagai
sumber penggerak mesin. Pada sistem hydraulic motor menggunakan tekanan
untuk menyalurkan cairan hydraulic ke mesin penggerak. Hydraulic motor
berfungsi untuk menggerakkan mesin molding, juga berfungsi sebagai sumber
tenaga dalam mesin penghancur
9. Handling for clamping
Komponen ini digunakan untuk memindahkan hasil palet plastik yang keluar
dari komponen mould 1210 kemudian dipindahkan ke tray untuk dilakukan
inspeksi oleh operator mengenai terdapat kecacatan produk atau tidak
4.2 Pengumpulan Data
Pengumpulan data dilakukan pada bagian mesin DH2100 di PT. Fajar Putra
Plasindo dengan data yang diperoleh pada penelitian ini adalah data kerusakan
mesin pada bulan Januari-Desember 2019. Data ini diperlukan untuk proses
pengolahan data menggunakan metode Risk Based Maintenance (RBM)
4.2.1 Data Hari kerja di perusahaan
Pada data hari kerja dan jam kerja per hari pada perusahaan selama tahun 2019
terdapat pada tabel 4.1:
Tabel 4.1 Data Hari kerja
No Bulan Hari Kerja Per bulan
(Hari)
Jam Kerja per hari
(jam)
1 Januari 24 24
2 Februari 24 24
3 Maret 24 24
4 April 24 24
5 Mei 24 24
6 Juni 24 24
7 Juli 24 24
8 Agustus 24 24
9 September 24 24
10 Oktober 24 24
11 November 24 24
12 Desember 24 24

35
4.2.2 Data Maintenance Mesin DH2100
Penggantian komponen menyebabkan mesin DH2100 berhenti, sehingga
terdapat biaya sytem performance loss yaitu kerugian untuk performansi sistem
yang disebabkan oleh kegagalan komponen atau sistem. Sedangkan maintenance
yang hanya melakukan inspeksi rutin tidak dimasukkan dalam data maintenance
untuk dilakukan analisa dikarenakan tidak menyebabkan mesin tersebut berhenti
beroperasi.
Berdasarkan tujuan utama metode RBM adalah untuk mengurangi risiko
keseluruhan yang terjadi akibat dari kegagalan pada suatu mesin (Khan dan
Haddara, 2004). Karena komponen yang berisiko mengalami kerusakan hanya
terdapat pada kegagalan suatu komponen atau penggantian komponen, maka pada
data dibawah ini hanya dicantumkan berupa data kegagalan komponen atau
penggantian komponen. Berikut merupakan data maintenance komponen mesin
DH2100 pada tahun 2019 di PT. Fajar Putra Plasindo dapat dilihat pada tabel
dibawah ini:

36
Tabel 4.2 maintenance komponen
No
Komponen
Hopper Dryer Hot Runner 1210 Mould 1210
Tanggal Interval
(hari)
Jenis
Maintenance Tanggal
Interval
(hari)
Jenis
Maintenance Tanggal
Interval
(hari)
Jenis
Maintenance
1 02/01/2019 - Preventive 07/01/2019 - Preventive 31/01/2019 - Preventive
2 04/02/2019 56 Preventive 07/02/2019 31 Corrective 20/02/2019 20 Preventive
3 14/03/2019 24 Preventive 30/03/2019 51 Preventive 18/03/2019 26 Corrective
4 15/04/2019 23 Corrective 30/04/2019 31 Corrective 22/04/2019 35 Preventive
5 18/05/2019 33 Preventive 13/05/2019 13 Preventive 29/05/2019 37 Preventive
6 08/06/2019 21 Preventive 27/06/2019 45 Preventive 17/06/2019 19 Corrective
7 08/07/2019 30 Corrective 30/07/2019 33 Corrective 15/07/2019 28 Preventive
8 14/08/2019 37 Preventive 30/08/2019 31 Preventive 03/08/2019 19 Preventive
9 04/09/2019 21 Corrective 11/09/2019 12 Preventive 17/09/2019 45 Corrective
10 03/10/2019 29 Preventive 27/11/2019 77 Corrective 18/10/2019 31 Preventive
11 05/11/2019 42 Corrective 13/12/2019 16 Preventive 02/11/2019 15 Preventive
12 04/12/2019 20 Preventive

37
Lanjutan Tabel 4.3 interval kerusakan komponen
No
Komponen
Extruder Injector Handling for clamping
Tanggal Interval
(hari)
Jenis
Maintenance Tanggal
Interval
(hari)
Jenis
Maintenance Tanggal
Interval
(hari)
Jenis
Maintenance
1 21/01/2019 - Preventive 04/01/2019 - Preventive 14/01/2019 - Corrective
2 14/02/2019 24 Corrective 05/03/2019 60 Corrective 06/03/2019 51 Preventive
3 11/03/2019 25 Preventive 02/05/2019 58 Preventive 14/04/2019 39 Corrective
4 09/04/2019 29 Preventive 12/07/2019 71 Corrective 12/06/2019 59 Preventive
5 22/05/2019 56 Corrective 30/09/2019 80 Preventive 31/08/2019 80 Corrective
6 22/06/2019 48 Preventive 14/11/2019 45 Corrective 07/11/2019 68 Preventive
7 01/08/2019 30 Preventive
8 03/09/2019 33 Preventive
9 10/10/2019 31 Corrective
10 21/11/2019 56 Preventive
No
Komponen
Hydraulic motor Crusher Chiller
Tanggal Interval
(hari)
Jenis
Maintenance Tanggal
Interval
(hari)
Jenis
Maintenance Tanggal
Interval
(hari)
Jenis
Maintenance
1 12/02/2019 - Preventive 14/02/2019 - Preventive 02/03/2019 - Preventive
2 03/05/2019 80 Preventive 24/05/2019 99 Corrective 07/07/2019 127 Corrective
3 03/07/2019 61 Preventive 22/07/2019 59 Preventive 05/10/2019 90 Preventive
4 03/09/2019 62 Corrective 20/10/2019 90 Corrective 03/12/2019 59 Preventive
5 09/11/2019 67 Preventive 24/12/2019 65 Preventive

38
Tabel 4.3 diatas merupakan data kerusakan mesin DH2100 pada tahun
2019. Interval kerusakan komponen terbanyak terdapat pada komponen Hopper
Dryer terjadi kerusakan 12 kali, untuk komponen Hot Runner 1210 dan Mould 1210
terjadi kerusakan 11 kali dan untuk komponen Extruder terjadi kerusakan sebanyak
10 kali.
4.2.3 Biaya Harga Komponen cat
Biaya komponen ini didapatkan dari wawancara kepada pembimbing
lapangan yang menjabat sebagai kepala departemen maintenance. Harga komponen
dari setiap komponen merupakan total dari kerusakan dalam satu komponen
tertentu.
Tabel 4.3 Harga Komponen
No Nama
Komponen
Nama
Barang Spesifikasi Harga
1 Hopper Dryer Over head
host crane
Lifting weight: 0.5-20kg
Span: 3m
Lifting height: 3m
Work duty: A5
Rp1.850.000
2 Hot Runner
1210 webbing sling 6 TON X 4M Rp1.500.000
3 Mould 1210 heater
hermatic
Ø110 X 90
1080W/400V Rp1.150.000
4 Extruder heater kramic Ø70 X 60 400W/400V Rp1.900.000
5 Injector armature
guidance Armature 5600 NB Rp1.560.000
6 Handling for
clamping
Universal
Clamping
Blocks
Clamps
F clamp 5x50 Rp2.150.000
7 Hydraulic motor
Bolt
Hydraulic
Motor - IS
Shaft Type Keyed
Shaft Diameter 1"
Shaft Length 1-1/2"
Port Size 1/2"
Port Type NPT
Rp1.750.000
8 Crusher
Crusher
Model 2640
Spec Sheet
Model 2640 Spec Sheet
14” 95” 50”” 40 26”
51.5” shaft – SAE4140
Rp1.675.000
9 Chiller
BLK-xFF-X
series water
chiller
Refrigerating capacity:
2 kW~300 kW
Temperature stability: ±
0.02℃ ~± 2℃
Rp1.350.000
39
4.2.4 Biaya Bahan Habis Pakai
Biaya bahan habis pakai merupakan biaya yang jika mesin DH2100
mengalami perbaikan, maka diperlukan juga biaya bahan habis pakai. Terdapat 2
bahan habis pakai yaitu oli dan stempet untuk perbaikan komponen mesin DH2100.
Sehingga setiap melakukan perbaikan mesin DH2100 harus mengganti oli dan
stempet
Tabel 4.4 Bahan Habis Pakai
No Nama Barang Merk Harga Barang
1 Oli Lubricant Clamping ENI HIDROIL 46 Rp240.000
2 Grease 667 H2 Rp.80.000
Total Rp.320.000
4.2.5 Data Loss of Revenue
Loss of revenue merupakan data pendapatan yang hilang karena terdapat
kegiatan perawatan mesin. Nilai loss of revenue dihitung bedasarkan dari nilai
pendapatan perhari mesin DH2100. Pendapatan perhari yaitu nilai ekonomis yang
dihasilkan oleh mesin DH2100 tiap satuan hari. perhitungan nilai pendapatan
perhari adalah sebagai berikut:
Pendapatan perhari = kapasitas mesin satu hari x harga produk per biji
= 250 x Rp140.000
= Rp350.000.000
4.2.6 Data Kriteria dan Alternatif
Pengumpulan data kriteria dan alternatif menggunakan wawancara dan
kuesioner. Pengumpulan data pada kriteria ini dibagi menjadi dua tahap. Tahap
pertama yaitu pembentukan kriteria dan alternatif dalam pemilihan strategi
pemeliharaan. Responden pada pengumpulan data ini adalah manajer dari pihak
divisi teknik. Responden berasal dari 1 orang manajer teknik,
1. Pembentukan Kriteria dan Alternatif
Responden pada wawancara ini adalah manajer maintenance yang
berhubungan langsung dengan mesin DH2100 dan memiliki pengetahuan tentang
performansi dari mesin DH2100. Berikut merupakan kriteria untuk pemilihan
strategi maintenance yang disusun dibawah ini:
a. Risiko (R): Penerapan strategi pemeliharaan untuk mengurangi risiko
kerusakan komponen mesin

40
b. Biaya (B): Sistem pemeliharaan yang diterapkan dapat meminimalkan biaya
dengan melakukan penggantian komponen mesin
c. Nilai Tambah (N): Strategi pemeliharaan yang diterapkan mampu
mengurangi jumlah gagal produksi dengan melakukan maintenance secara
tepat
d. Keandalan & pemeliharaan (K): Pemeliharaan dapat mengidentifikasi
kegagalan / breakdown sebelum terjadi
Kriteria-kriteria tersebut merupakan identifikasi kriteria direkomendasikan
oleh peneliti, yaitu menggunakan kriteria dari penelitian Wang dkk (2007). Kriteria
ini dipilih berdasarkan rekomendasi dari peneliti berdasarkan literatur referensi, dan
persetujuan perusahaan. Setelah didapatkan kriteria-kriteria yang sesuai untuk
pemilihan strategi maintenance, kemudian dilakukan proses pembobotan masing-
masing kriteria menggunakan skala penilaian perbandingan berpasangan. Pada
tabel 4.6 merupakan hasil perbandingan berpasangan untuk masing-masing kolom.
Dalam pembentukan alternatif, para pengambil keputusan/responden pada
penelitian ini diharapkan dapat memahami alternatif yang dipilihnya. Alternatif
sistem pemeliharaan yang menjadi pilihan responden ada empat, yaitu preventive
maintenance, predictive maintenance, condition-based maintenance, dan
corrective maintenance. Pemilihan alternatif ini mengacu pada penelitian yang
dilakukan menurut Bevilacqua dan Braglia (2000). Berikut merupakan ulasan
singkat keempat sistem pemeliharaan tersebut kepada responden:
1. Preventive Maintenance
Kegiatan pemeliharaan ini dilakukan secara terjadwal (periodik), meskipun
tidak terdapat kerusakan. Biaya pemeliharaan yang dikeluarkan cenderung
kecil, dan dapat dilakukan oleh karyawan yang tak terlatih.
2. Predictive Maintenance
Sistem pemeliharaan ini hampir mirip dengan predictive maintenance.
Perbedaannya, CBM menggunakan pengolahan data yang lebih intensif dan
pengawasan yang kontinyu. Selain itu, CBM menggunakan berbagai macam
sensor yang kompleks untuk memonitor kondisi komponen atau mesin. CBM
berfungsi untuk meminimalkan kegagalan.

41
3. Condition Based Maintenance
Predictive maintenance memonitor berbagai macam kondisi pada
komponen/mesin. Aktifitas pemeliharaan dilakukan sekali di awal untuk
memprediksi kapan penggantian part atau perbaikan akan dilakukan. Pada
sistem pemeliharaan ini komponen mesin yang rusak atau diindikasikan akan
segera rusak dapat sesegera mungkin diganti
4. Corrective Maintenance
Pada strategi ini, pemeliharaan hanya dilakukan apabila terjadi rusak
(breakdown) saja. Strategi ini tidak memerlukan jadwal, biaya, serta operator
pemeliharaan yang khusus. Apabila terjadi kerusakan corrective maintenance
dapat menimbulkan biaya (penggantian komponen) yang besar. Selain itu, pada
sistem ini tidak dianalisa dampak kerusakan yang mungkin timbul akibat
breakdown.
2. Hasil perbandingan berpasangan make a pass
Pada tahap ini dilakukan penilaian terhadap kriteria dan alternatif oleh
responden. Kemudian responden diminta untuk menilai dengan membandingkan
dua kriteria/alternatif dengan parent element diatasnya. Penilaian menggunakan
skala linear AHP 1-9, seperti yang tertera pada Tabel 2.1. Kuesioner disebar kepada
kepala divisi teknik. Dibawah ini adalah hasil dari pairwise comparison. Hasil
pertama merupakan pairwise comparison untuk kriteria pemilihan sistem
pemeliharaan. Berikut merupakan perbandingan berpasangan pada Hopper Dryer
Tabel 4.5 Matriks perbandingan Kriteria terhadap Kriteria
Kode Bobot Kode
Kriteria
R 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 B
R 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 N
R 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 K
B 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 N
B 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 K
K 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 N
Pada tabel 4.6 sampai tabel 4.10 terdapat 4 elemen kriteria, responden
memberi nilai skala 1-9 (atau sebaliknya) untuk membandingkan kriteria yang satu
dengan kriteria yang lain. Nilai 1 menunjukan bahwa responden melihat sama baik

42
antara kriteria yang satu dengan kriteria lain mempunyai bobot yang sama.
Selanjutnya dilakukan perbandingan berpasangan alternatif terhadap kriteria.
Tabel 4.6 Perbandingan Alternatif terhadap kriteria R
Kode Bobot Kode
Alternatif
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PM
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 CBM
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
PM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 CBM
PM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
CBM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
Tabel 4.7 Perbandingan Alternatif terhadap kriteria B
Kode Bobot Kode
Alternatif
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PM
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 CBM
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
PM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 CBM
PM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
CBM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
Tabel 4.8 Perbandingan Alternatif terhadap kriteria N
Kode Bobot Kode
Alternatif
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PM
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 CBM
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
PM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 CBM
PM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
CBM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
Tabel 4.9 Perbandingan Alternatif terhadap kriteria K
Kode Bobot Kode
Alternatif
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PM
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 CBM
CM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
PM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 CBM
PM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
CBM 9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 PdM
Selanjutnya perbandingan berpasangan alternatif dan kriteria pada komponen
Hot Runner 1210, Mould 1210, Extruder, Injector, Handling for clamping,
Hydraulic motor, Crusher dan Chiller terdapat pada lampiran tabel
43
4.3 Pengolahan Data
Pengolahan data berisi tentang proses pengolahan data secara bertahap dalam
proses pengerjaan skripsi. Adapaun dengan proses pengolahan data pada penelitian
ini adalah sebagai berikut. out a subject
4.3.1 Risk Based Maintenance (RBM)
Metode RBM digunakan untuk mengetahui nilai risiko yang akan diterima
oleh perusahaan apabila terdapat mesin DH2100 yang mengalami kerusakan.
Terdapat 2 langkah dalam menggunakan RBM, yaitu:
1. Penilaian Risiko (Risk assessment)
Dalam Arunraj dan Maiti (2007) menurut Nieuwhof (1985) risiko
didefinisikan sebagai kerugian atau kerusakan yang diperkirakan akan terjadi
terkait dengan peristiwa yang tidak diinginkan. Penilian risiko terbagi dalam
beberapa fase, yaitu:
a. Mempertimbangkan mesin
Terdapat 3 Mesin yang dioperasionalkan dalam PT Fajar Putra Plasindo, yaitu
mesin DH2100, mesin D500, dan mesin D250. Data frekuensi kerusakan
menunjukkan mesin DH2100 mengalami kerusakan 70 kali dalam satu tahun,
mesin D500 mengalami kerusakan 38 kali dalam satu tahun, dan mesin D250
mengalami kerusakan 11 kali dalam satu tahun. Maka mesin yang perlu dilakukan
maintenance adalah mesin DH2100, karena mesin DH2100 mengalami kerusakan
terbanyak dibandingkan mesin lain.
Penggantian komponen menggunakan metode RBM dilakukan pada seluruh
komponen, hal ini dilakukan karena kegagalan atau penggantian semua komponen
mesin berpengaruh pada output mesin. Mengacu pada (Khan dan Haddara, 2004)
bahwa Tujuan utama RBM adalah untuk mengurangi keseluruhan risiko yang
terjadi sebagai akibat dari kegagalan pada mesin atau komponen. Selain itu
metode RBM digunakan untuk mengoptimalkan jadwal maintenance dan untuk
meminimalkan risiko yang ditimbulkan akibat kerusakan yang terjadi.
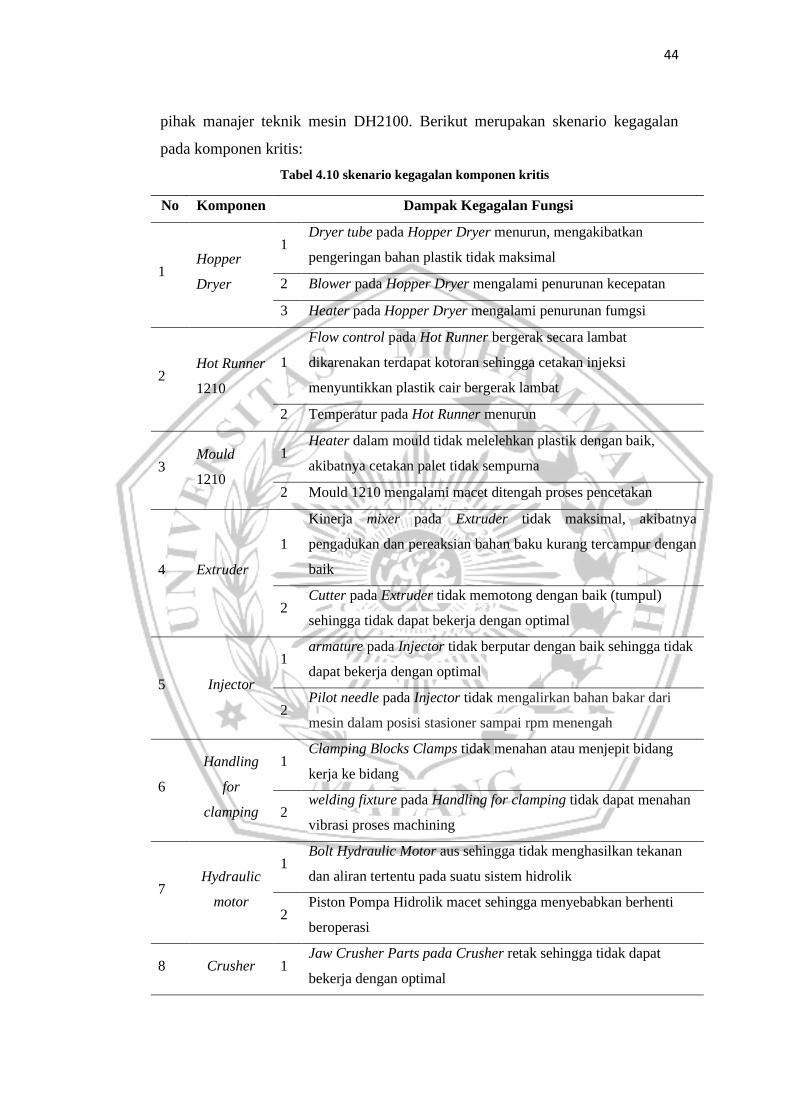
b. Identifikasi Kegagalan
Pada langkah mengidentifikasi kegagalan, yaitu dengan melakukan
penyusunan skenario kegagalan dari tiap komponen kritis yang terpilih.
Penyusunan skenario kegagalan yang terpilih bedasarkan hasil wawancara dengan
44
pihak manajer teknik mesin DH2100. Berikut merupakan skenario kegagalan
pada komponen kritis:
Tabel 4.10 skenario kegagalan komponen kritis
No Komponen Dampak Kegagalan Fungsi
1 Hopper
Dryer
1 Dryer tube pada Hopper Dryer menurun, mengakibatkan
pengeringan bahan plastik tidak maksimal
2 Blower pada Hopper Dryer mengalami penurunan kecepatan
3 Heater pada Hopper Dryer mengalami penurunan fumgsi
2 Hot Runner
1210
1
Flow control pada Hot Runner bergerak secara lambat
dikarenakan terdapat kotoran sehingga cetakan injeksi
menyuntikkan plastik cair bergerak lambat
2 Temperatur pada Hot Runner menurun
3 Mould
1210
1 Heater dalam mould tidak melelehkan plastik dengan baik,
akibatnya cetakan palet tidak sempurna
2 Mould 1210 mengalami macet ditengah proses pencetakan
4 Extruder
1
Kinerja mixer pada Extruder tidak maksimal, akibatnya
pengadukan dan pereaksian bahan baku kurang tercampur dengan
baik
2 Cutter pada Extruder tidak memotong dengan baik (tumpul)
sehingga tidak dapat bekerja dengan optimal
5 Injector
1 armature pada Injector tidak berputar dengan baik sehingga tidak
dapat bekerja dengan optimal
2 Pilot needle pada Injector tidak mengalirkan bahan bakar dari
mesin dalam posisi stasioner sampai rpm menengah
6
Handling
for
clamping
1 Clamping Blocks Clamps tidak menahan atau menjepit bidang
kerja ke bidang
2 welding fixture pada Handling for clamping tidak dapat menahan
vibrasi proses machining
7 Hydraulic
motor
1 Bolt Hydraulic Motor aus sehingga tidak menghasilkan tekanan
dan aliran tertentu pada suatu sistem hidrolik
2 Piston Pompa Hidrolik macet sehingga menyebabkan berhenti
beroperasi
8 Crusher 1 Jaw Crusher Parts pada Crusher retak sehingga tidak dapat
bekerja dengan optimal
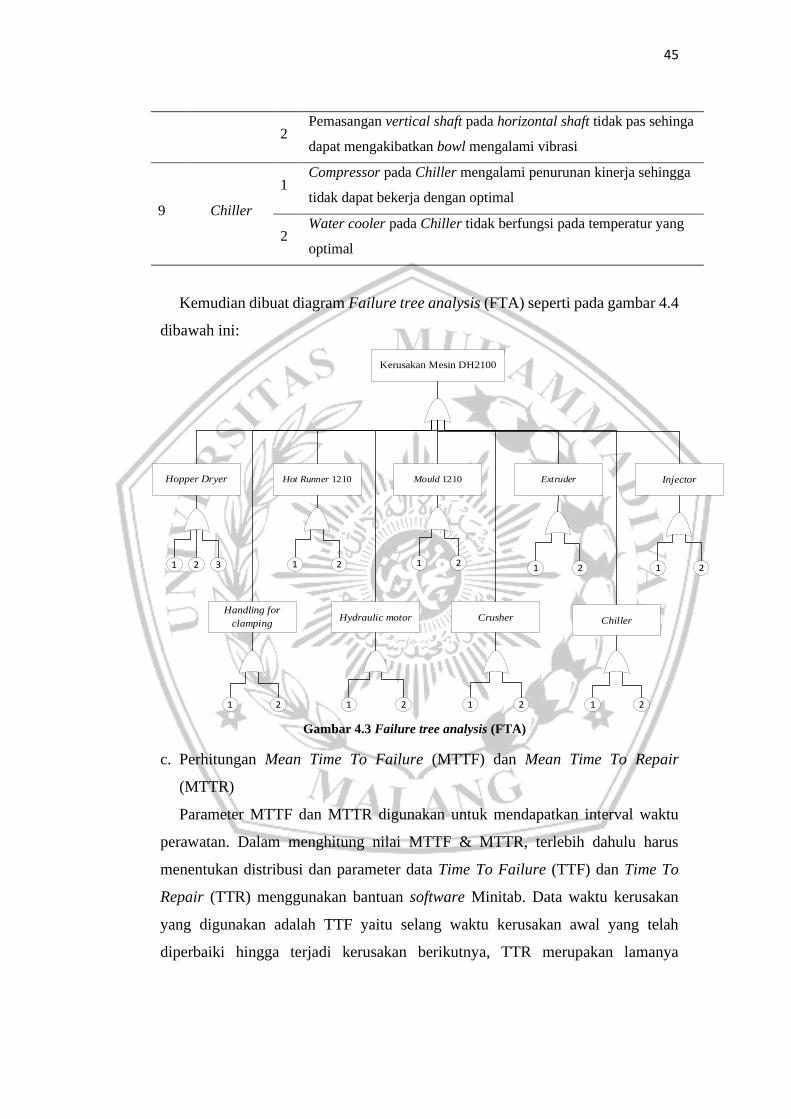
45
2 Pemasangan vertical shaft pada horizontal shaft tidak pas sehinga
dapat mengakibatkan bowl mengalami vibrasi
9 Chiller
1 Compressor pada Chiller mengalami penurunan kinerja sehingga
tidak dapat bekerja dengan optimal
2 Water cooler pada Chiller tidak berfungsi pada temperatur yang
optimal
Kemudian dibuat diagram Failure tree analysis (FTA) seperti pada gambar 4.4
dibawah ini:
Kerusakan Mesin DH2100
Hopper Dryer Hot Runner 1210 Mould 1210 Extruder
1 2 3 1 2 1 21 2
Injector
1 2
Handling for
clamping
1 2
Hydraulic motor
1 2
Crusher
1 2
Chiller
1 2
Gambar 4.3 Failure tree analysis (FTA)
c. Perhitungan Mean Time To Failure (MTTF) dan Mean Time To Repair
(MTTR)
Parameter MTTF dan MTTR digunakan untuk mendapatkan interval waktu
perawatan. Dalam menghitung nilai MTTF & MTTR, terlebih dahulu harus
menentukan distribusi dan parameter data Time To Failure (TTF) dan Time To
Repair (TTR) menggunakan bantuan software Minitab. Data waktu kerusakan
yang digunakan adalah TTF yaitu selang waktu kerusakan awal yang telah
diperbaiki hingga terjadi kerusakan berikutnya, TTR merupakan lamanya
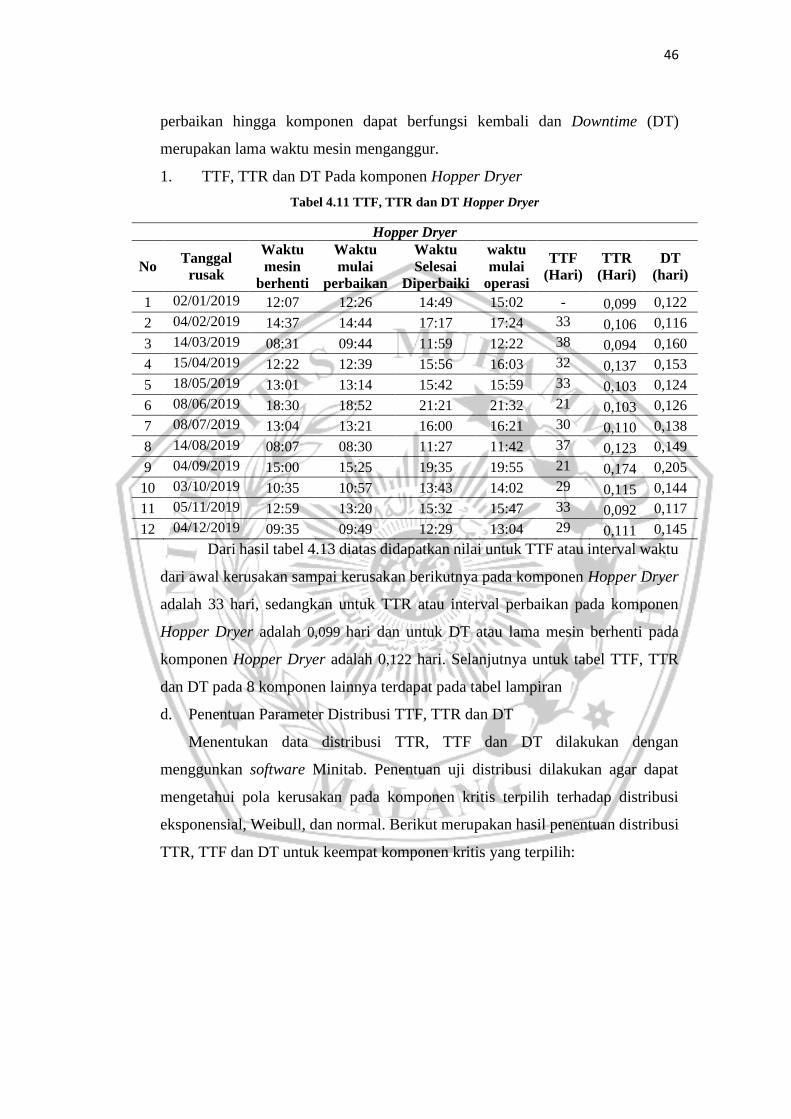
46
perbaikan hingga komponen dapat berfungsi kembali dan Downtime (DT)
merupakan lama waktu mesin menganggur.
1. TTF, TTR dan DT Pada komponen Hopper Dryer
Tabel 4.11 TTF, TTR dan DT Hopper Dryer
Hopper Dryer
No Tanggal
rusak
Waktu
mesin
berhenti
Waktu
mulai
perbaikan
Waktu
Selesai
Diperbaiki
waktu
mulai
operasi
TTF
(Hari)
TTR
(Hari)
DT
(hari)
1 02/01/2019 12:07 12:26 14:49 15:02 - 0,099 0,122
2 04/02/2019 14:37 14:44 17:17 17:24 33 0,106 0,116
3 14/03/2019 08:31 09:44 11:59 12:22 38 0,094 0,160
4 15/04/2019 12:22 12:39 15:56 16:03 32 0,137 0,153
5 18/05/2019 13:01 13:14 15:42 15:59 33 0,103 0,124
6 08/06/2019 18:30 18:52 21:21 21:32 21 0,103 0,126
7 08/07/2019 13:04 13:21 16:00 16:21 30 0,110 0,138
8 14/08/2019 08:07 08:30 11:27 11:42 37 0,123 0,149
9 04/09/2019 15:00 15:25 19:35 19:55 21 0,174 0,205
10 03/10/2019 10:35 10:57 13:43 14:02 29 0,115 0,144
11 05/11/2019 12:59 13:20 15:32 15:47 33 0,092 0,117
12 04/12/2019 09:35 09:49 12:29 13:04 29 0,111 0,145
Dari hasil tabel 4.13 diatas didapatkan nilai untuk TTF atau interval waktu
dari awal kerusakan sampai kerusakan berikutnya pada komponen Hopper Dryer
adalah 33 hari, sedangkan untuk TTR atau interval perbaikan pada komponen
Hopper Dryer adalah 0,099 hari dan untuk DT atau lama mesin berhenti pada
komponen Hopper Dryer adalah 0,122 hari. Selanjutnya untuk tabel TTF, TTR
dan DT pada 8 komponen lainnya terdapat pada tabel lampiran
d. Penentuan Parameter Distribusi TTF, TTR dan DT
Menentukan data distribusi TTR, TTF dan DT dilakukan dengan
menggunkan software Minitab. Penentuan uji distribusi dilakukan agar dapat
mengetahui pola kerusakan pada komponen kritis terpilih terhadap distribusi
eksponensial, Weibull, dan normal. Berikut merupakan hasil penentuan distribusi
TTR, TTF dan DT untuk keempat komponen kritis yang terpilih:

47
Tabel 4.12 Distribusi Parameter TTF, TTR dan DT
Komponen Distribusi
TTF Parameter TTR Parameter DT Parameter
Hopper
Dryer Weibull
θ 32,676 Lognormal
s 0,169 Lognormal
s 0,155
β 7,262 tmed 0,112 tmed 0,14
Hot Runner
1210 Weibull
θ 33,872 Lognormal
s 0,122 Normal
µ 0,167
β 8,774 tmed 0,139 σ 0,017
Mould
1210 Weibull
θ 30,723 Lognormal
s 0,187 Lognormal
s 0,169
β 3,303 tmed 0,148 tmed 0,174
Extruder Weibull
θ 36,546
Normal µ 0,12
Normal µ 0,152
β 5,848 σ 0,025 σ 0,029
Injector Weibull θ 67,75
Weibull θ 0,18
Lognormal s 0,444
β 6,01 β 3,52 tmed 0,2
Handling
for
clamping
Weibull θ 64,95
Lognormal s 0,195
Weibull θ 0,21
β 4,81 tmed 0,168 β 9,96
Hydraulic
motor Weibull
θ 71,07 Lognormal
s 0,108 Lognormal
s 0,06
β 8,85 tmed 0,141 tmed 0,156
Crusher Weibull θ 85,09
Lognormal s 0,295
Lognormal s 0,421
β 5,43 tmed 0,152 tmed 0,22
Chiller Weibull θ 102,26
Weibull θ 0,13
Weibull θ 0,178
β 3,75 β 11,94 β 7,6
Hasil dari distribusi parameter pada komponen kritis mesin DH2100
menggunakan Minitab didapat untuk time to failure pada komponen kritis Hopper
Dryer berdistribusi Weibull dengan parameter θ = 32,676; β = 7,262 dan time to
repair berdistribusi Lognormal s = 0,169; tmed = 0,112 dan untuk Downtime
berdistribusi Lognormal s = 0,155; tmed = 0,14
e. Penentuan MTTF, MTTR dan MDT
Dalam menentukan MTTF, MTTR dan MDT dilakukan bedasarkan dengan
distribusi yang terdapat dalam setiap komponen kritis mesin DH2100. Terdapat
komponen kritis berdistribusi Lognormal, yaitu Hopper Dryer dan Extruder, sedangkan
Hot Runner 1210 dan Mould 1210 berdistribusi Weibull. Nilai MTTF untuk masing –
masing komponen kritis terdapat pada tabel 4.17 di bawah ini:

48
Tabel 4.13 Mean Time To Failure
Komponen Distribusi Parameter Γ MTTF (hari)
Hopper Dryer Weibull θ 32,676
0,936 30,585
β 7,262
Hot Runner 1210 Weibull θ 33,872
0,947 32,077
β 8,774
Mould 1210 Weibull θ 30,723
0,897 27,559
β 3,303
Extruder Weibull θ 36,546
0,926 33,842
β 5,848
Injector Weibull θ 67,75
0,926 62,737
β 6,01
Handling for
clamping Weibull
θ 64,95 0,915 59,429
β 4,81
Hydraulic motor Weibull θ 71,07
0,947 67,303
β 8,85
Crusher Weibull θ 85,09
0,923 78,538
β 5,43
Chiller Weibull θ 102,26
0,902 92,239
β 3,75
Contoh perhitungan Komponen Hopper Dryer:
MTTF = 1+(1
β)
= (1+1
7,262)
= (1 + 0,14) = 1,14
Γ(x) = 0,936
Nilai Γ(x) didapat tabel fungsi gamma
MTTF = θ x Γ (1+1
β)
= 32,676 x 0,936
= 30,585 hari
Penentuan distribusi dan perhitungan MTTR dilakukan bedasarkan
distribusi terpilih dan parameter yang didapatkan dari data TTR. Hasil perhitungan
dapat dilihat pada tabel 4.19 dibawah ini:
49
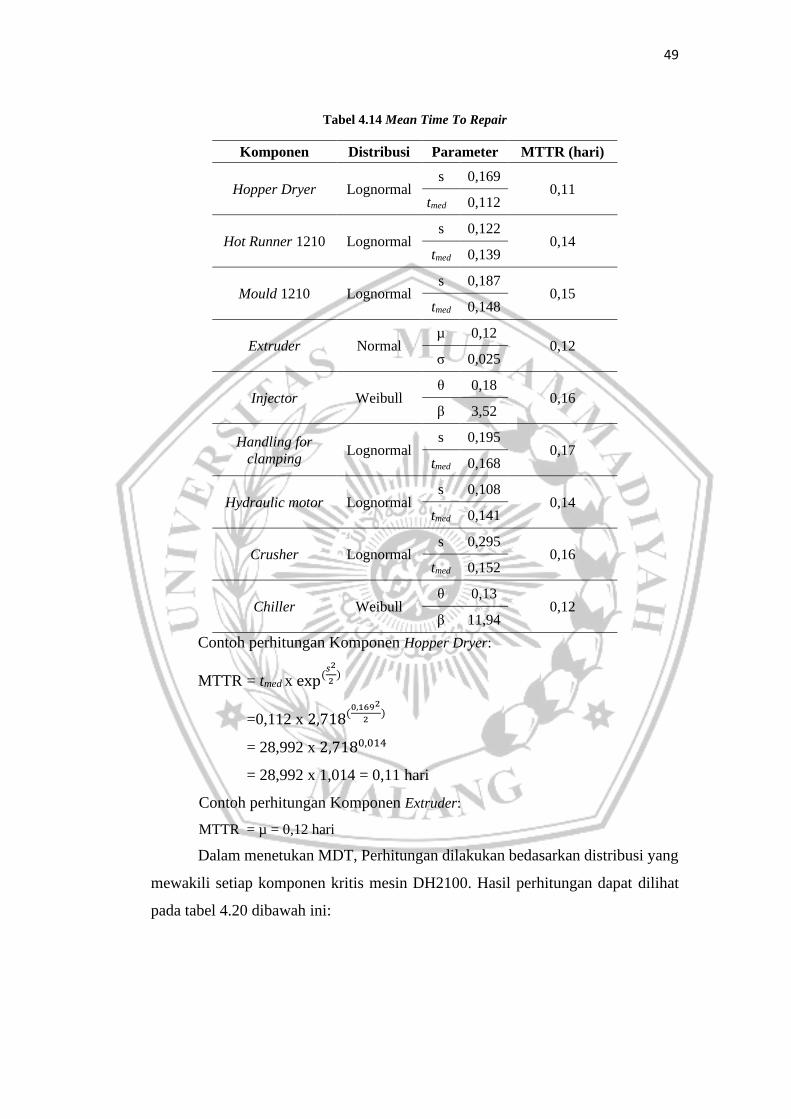
Tabel 4.14 Mean Time To Repair
Komponen Distribusi Parameter MTTR (hari)
Hopper Dryer Lognormal s 0,169
0,11 tmed 0,112
Hot Runner 1210 Lognormal s 0,122
0,14 tmed 0,139
Mould 1210 Lognormal s 0,187
0,15 tmed 0,148
Extruder Normal µ 0,12
0,12 σ 0,025
Injector Weibull θ 0,18
0,16 β 3,52
Handling for
clamping Lognormal
s 0,195 0,17
tmed 0,168
Hydraulic motor Lognormal s 0,108
0,14 tmed 0,141
Crusher Lognormal s 0,295
0,16 tmed 0,152
Chiller Weibull θ 0,13
0,12 β 11,94
Contoh perhitungan Komponen Hopper Dryer:
MTTR = tmed x exp(𝑠2
2)
=0,112 x 2,718(0,1692
2)
= 28,992 x 2,7180,014
= 28,992 x 1,014 = 0,11 hari
Contoh perhitungan Komponen Extruder:
MTTR = µ = 0,12 hari
Dalam menetukan MDT, Perhitungan dilakukan bedasarkan distribusi yang
mewakili setiap komponen kritis mesin DH2100. Hasil perhitungan dapat dilihat
pada tabel 4.20 dibawah ini:

50
Tabel 4.15 Mean Downtime
Komponen Distribusi Parameter MDT (hari)
Hopper Dryer Lognormal s 0,155
0,14 tmed 0,14
Hot Runner 1210 Normal µ 0,167
0,167 σ 0,017
Mould 1210 Lognormal s 0,169
0,18 tmed 0,174
Extruder Normal µ 0,152
0,152 σ 0,029
Injector Lognormal s 0,444
0,22 tmed 0,2
Handling for
clamping Weibull
θ 0,21 0,2
β 9,96
Hydraulic motor Lognormal s 0,06
0,156 tmed 0,156
Crusher Lognormal s 0,421
0,24 tmed 0,22
Chiller Weibull θ 0,178
0,167 β 7,6
Contoh perhitungan Komponen Hopper Dryer:
MDT = tmed x exp(𝑠2
2)
= 0,14 x 2,718(0,1552
2)
= 0,14 x 2,7180,012
= 0,14 x 1,012 = 0,14 hari
Contoh perhitungan Komponen Hot Runner 1210:
MDT = µ
= 0,167 hari
f. Penilaian Kemungkinan (Likelihood Assessment)
Penilaian kemungkinan bertujuan untuk menghitung probabilitas kejadian
yang tidak diinginkan / kerusakan pada suatu komponen atau sistem. Pada penilaian
kemungkinan metode yang digunakan dalam penelitian ini sama seperti metode
probabilistic failure analysis yang dilakukan Khan dan Haddara (2003). Analisa

51
kegagalan probabilitas dilakukan dengan menghitung peluang kegagalan satu
mesin yang terjadi selama satu tahun. Peluang ini telah disesuaikan hasil distribusi
terpilih yang telah dilakukan sebelumnya menggunakan software Minitab. Berikut
ketentuan dalam perhitungan peluang kegagalan pada masing – masing komponen
kritis mesin DH2100 yang terpillih:
1. Dalam komponen kritis diambil nilai parameter distribusi data TTF yang telah
didapatkan saat dilakukan pengolahan data.
2. Karena keandalan mesin tanpa Preventive Maintenance maka nilai t sama dengan
MTTF
3. Nilai R (t) diperoleh dari persamaan:
Distribusi Weibull: R(t)= 𝑒−(𝑡
θ)𝛽
4. Nilai probability of failure dilambangkan Q (t) dengan rumus hasil dari 1 – R(t)
Tabel 4.16 Penilaian Kemungkinan
Komponen Distribusi Parameter t R(t) Q(t)
Hopper Dryer Weibull θ 32,676
30,585 0,539 0,461
β 7,262
Hot Runner 1210 Weibull θ 38,528
34,174 0,452 0,548
β 1,931
Mould 1210 Weibull θ 30,723
27,559 0,497 0,503
β 3,303
Extruder Weibull θ 36,546
33,842 0,528 0,472
β 5,848
Injector Weibull θ 67,75
62,737 0,533 0,467
β 6,01
Handling for
clamping Weibull
θ 64,95 59,429 0,521 0,479
β 4,81
Hydraulic motor Weibull θ 71,07
67,303 0,539 0,461
β 8,85
Crusher Weibull θ 85,09
78,538 0,524 0,476
β 5,43
Chiller Weibull θ 102,26
92,239 0,507 0,493
β 3,75
52
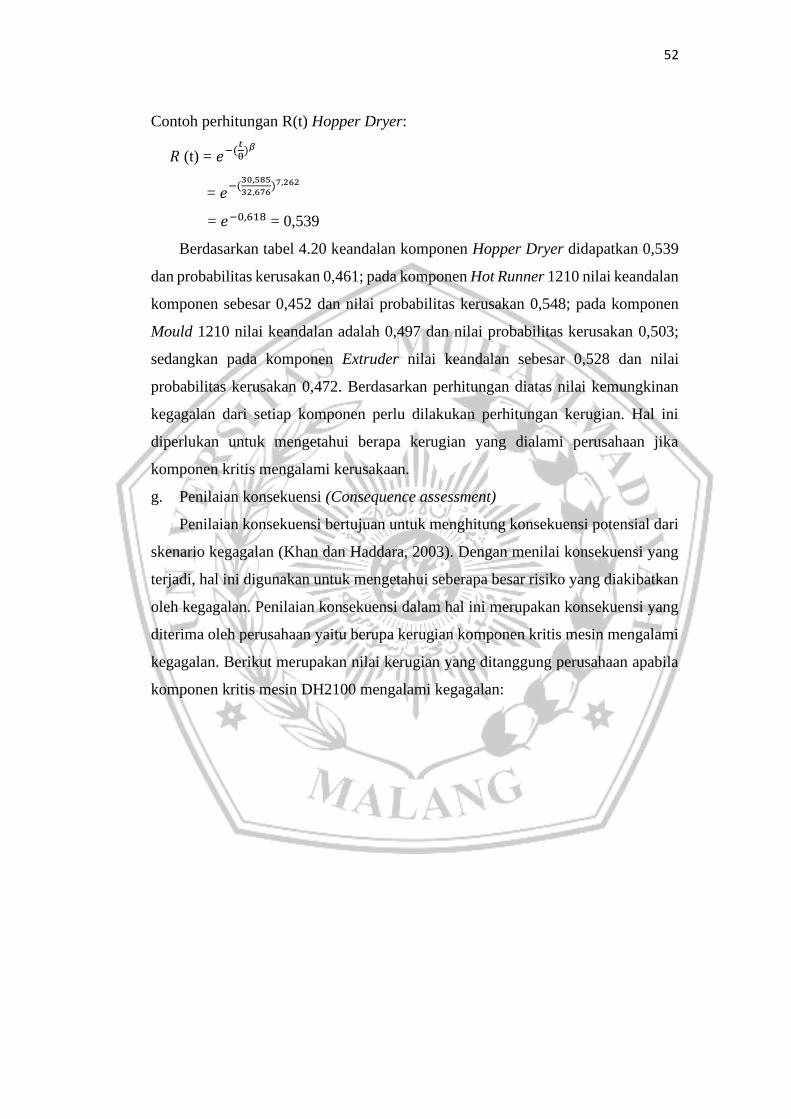
Contoh perhitungan R(t) Hopper Dryer:
𝑅 (t) = 𝑒−(𝑡
θ)𝛽
= 𝑒−(
30,585
32,676)7,262
= 𝑒−0,618 = 0,539
Berdasarkan tabel 4.20 keandalan komponen Hopper Dryer didapatkan 0,539
dan probabilitas kerusakan 0,461; pada komponen Hot Runner 1210 nilai keandalan
komponen sebesar 0,452 dan nilai probabilitas kerusakan 0,548; pada komponen
Mould 1210 nilai keandalan adalah 0,497 dan nilai probabilitas kerusakan 0,503;
sedangkan pada komponen Extruder nilai keandalan sebesar 0,528 dan nilai
probabilitas kerusakan 0,472. Berdasarkan perhitungan diatas nilai kemungkinan
kegagalan dari setiap komponen perlu dilakukan perhitungan kerugian. Hal ini
diperlukan untuk mengetahui berapa kerugian yang dialami perusahaan jika
komponen kritis mengalami kerusakaan.
g. Penilaian konsekuensi (Consequence assessment)
Penilaian konsekuensi bertujuan untuk menghitung konsekuensi potensial dari
skenario kegagalan (Khan dan Haddara, 2003). Dengan menilai konsekuensi yang
terjadi, hal ini digunakan untuk mengetahui seberapa besar risiko yang diakibatkan
oleh kegagalan. Penilaian konsekuensi dalam hal ini merupakan konsekuensi yang
diterima oleh perusahaan yaitu berupa kerugian komponen kritis mesin mengalami
kegagalan. Berikut merupakan nilai kerugian yang ditanggung perusahaan apabila
komponen kritis mesin DH2100 mengalami kegagalan:
53
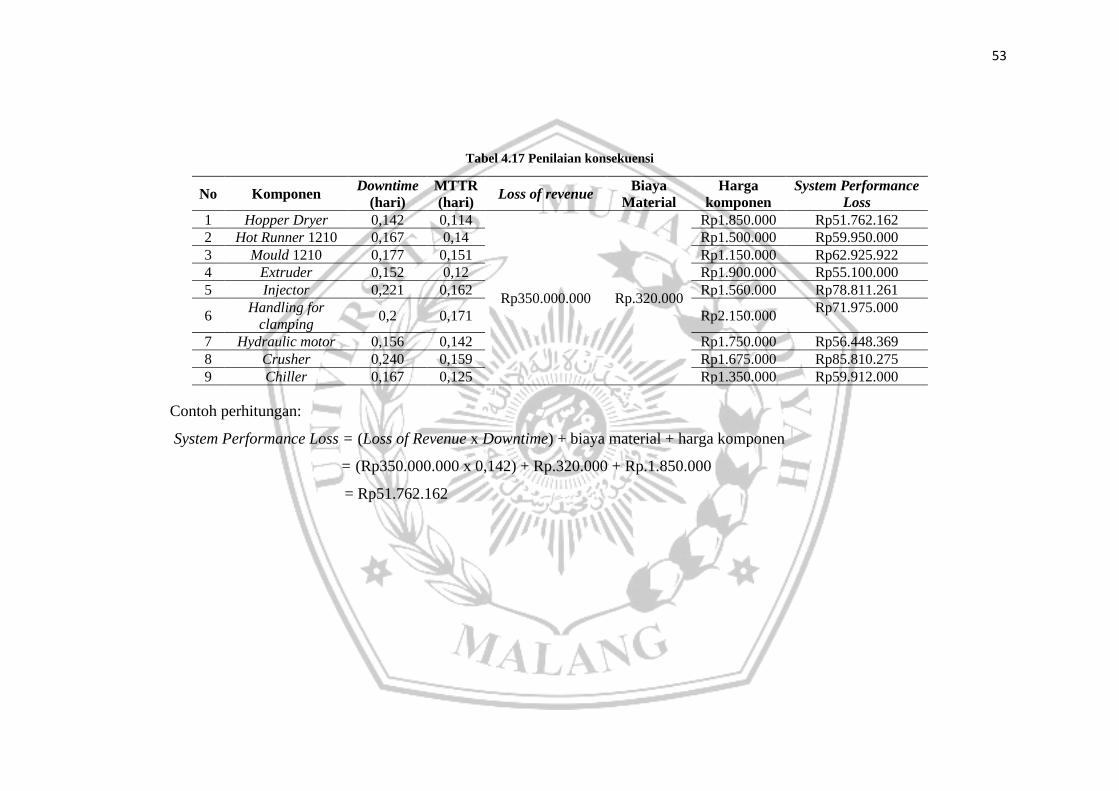
Tabel 4.17 Penilaian konsekuensi
No Komponen Downtime
(hari)
MTTR
(hari) Loss of revenue
Biaya
Material
Harga
komponen
System Performance
Loss
1 Hopper Dryer 0,142 0,114
Rp350.000.000 Rp.320.000
Rp1.850.000 Rp51.762.162
2 Hot Runner 1210 0,167 0,14 Rp1.500.000 Rp59.950.000
3 Mould 1210 0,177 0,151 Rp1.150.000 Rp62.925.922
4 Extruder 0,152 0,12 Rp1.900.000 Rp55.100.000
5 Injector 0,221 0,162 Rp1.560.000 Rp78.811.261
6 Handling for
clamping 0,2 0,171 Rp2.150.000
Rp71.975.000
7 Hydraulic motor 0,156 0,142 Rp1.750.000 Rp56.448.369
8 Crusher 0,240 0,159 Rp1.675.000 Rp85.810.275
9 Chiller 0,167 0,125 Rp1.350.000 Rp59.912.000
Contoh perhitungan:
System Performance Loss = (Loss of Revenue x Downtime) + biaya material + harga komponen
= (Rp350.000.000 x 0,142) + Rp.320.000 + Rp.1.850.000
= Rp51.762.162

54
h. Evaluasi Risiko
Evaluasi risiko didapatkan dari hasil perkalian antara penilaian konsekuensi
(Consequence assessment) dan analisis probabilitas kegagalan (probabilistic
failure analysis) dari komponen mesin yang telah ditentukan. hasil perhitungan
risiko untuk setiap komponen kritis terdapat pada tabel dibawah ini:
Tabel 4.18 Nilai Risiko
No. Komponen Q(t) System
Performance Loss Risiko
1 Hopper Dryer 0,461 Rp51.762.162 Rp23.877.798
2 Hot Runner 1210 0,548 Rp59.950.000 Rp27.704.974
3 Mould 1210 0,503 Rp62.925.922 Rp31.626.247
4 Extruder 0,472 Rp55.100.000 Rp25.984.616
5 Injector 0,467 Rp78.811.261 Rp36.836.511
6 Handling for
clamping 0,479 Rp71.975.000 Rp34.486.406
7 Hydraulic motor 0,461 Rp56.448.369 Rp26.008.885
8 Crusher 0,476 Rp85.810.275 Rp40.888.227
9 Chiller 0,493 Rp59.912.000 Rp29.536.546
Total Rp276.950.210
Contoh perhitungan:
Risiko = Q(T) x System Performance Loss
= 0,461 x Rp51.762.162
= Rp23.877.798
Dari perhitungan nilai risiko diatas, biaya risiko yang diterima perusahaan
apabila terjadi kegagalan pada komponen kritis Hopper Dryer adalah Rp
23.877.798, untuk Hot Runner 1210 sebesar Rp 27.704.974, pada komponen Mould
1210 sebesar Rp 31.626.247, dan Extruder sebesar Rp 25.984.616 Sehingga total
risiko yang ditanggung perusahaan apabila terjadi kerusakan pada komponen kritis
yaitu sebesar Rp 276.950.210
i. Penerimaan risiko
Risiko dihitung dibandingkan dengan kriteria penerimaan risiko. Jika ada
risiko komponen yang melebihi kriteria penerimaan, maka harus dilakukan
perencanaan pemeliharaan untuk mengurangi risiko. Penentuan kriteria penerimaan
risiko tidak ada metodologi khusus dalam menentukan kriteria penerimaan.
Penyusunan kriteria penerimaan ini dilakukan melalui wawancara dengan manajer
divisi maintenance. Perusahaan menetapkan besarnya kriteria penerimaan risiko
sebesar Rp 200.000.000.

55
Tabel 4.19 Penerimaan risiko
Periode
1 tahun
(hari)
Pendapatan /
hari
Kapasitas Produksi
/ tahun Total Risiko
Presentase
Risiko
Batas
Toleransi
Risiko
288 Rp 350.000.000 Rp100.800.000.000 Rp276.950.210 0,27% 0,2%
Pendapatan perhari didapatkan dari loss of revenue, untuk kapasitas produksi /
tahun didapatkan dengan mengalikan pendapatan perhari dengan periode 1 tahun
maka didapatkan hasil Rp 350.000.000, untuk presentase risiko didapatkan dengan
membagi antara total risiko dengan kapasitas produksi / tahun kemudian dikali
100% maka didapatkan hasil 0,27%. Sedangkan batas tolerasnsi risiko didapatkan
dari nilai penerimaan risiko yaitu Rp 200.000.000 dibagi dengan kapasitas
produksi/tahun, kemudian dikali 100% didapatkan hasil 0,2%. Hasil perbandingan
antara risiko dan kriteria didapatkan bahwa risiko melebihi dari kriteria perusahan,
sehingga perlu dilakukan perencanaan pemeliharaan pada komponen kritis.
2. Perencanaan Pemeliharaan (Maintenance Planning)
Perencanaan pemeliharaan digunakan untuk menurunkan risiko agar dapat
memenuhi kriteria yang dapat diterima dan untuk mengurangi probabilitas
kegagalan (Khan dan Haddara, 2004). Interval perawatan yang digunakan pada
komponen kritis terpilih yaitu merencanakan penggantian komponen kritis
menggunakan perhitungan interval waktu perawatan scheduled discard task dan
schedule restoration task. Strategi ini sesuai untuk mengantisipasi penyebab
kegagalan dengan merekondisi komponen untuk mengembalikan pada kemampuan
asal dan untuk mengantisipasi penyebab kegagalan dengan cara mengganti suatu
komponen kritis. Hal itu dikarenakan perusahaan menentukan untuk perawatan
pada komponen mesin DH2100 dengan cara mengganti komponen kritis.
Interval waktu pemeliharaan digunakan untuk merencanakan penggantian
komponen kritis. Dalam perhitungan interval waktu perawatan diperlukan
parameter keandalan MTTF dan MTTR dari setiap komponen kritis. Tujuan
interval waktu perawatan adalah menentukan waktu yang optimal terhadap
perawatan komponen mesin tertentu dari satu perawatan ke perawatan berikutnnya.
Rumus menggunakan persamaan (Havard, 2000):
𝑇𝑀 = θ(𝐶𝑀
𝐶𝐹(𝛽−1))
1
𝛽 (12)
CF = CR + MTTR (CO + CW) (13)

56
Keterangan:
CM = biaya yang dikeluarkan untuk perawatan (Rp)
TM = Interval waktu perawatan optimal (hari)
CF = biaya perbaikan atau penggantian karena komponen rusak
untuk setiap siklus perawatan (Rp)
CR = Biaya penggantian kerusakan komponen (Rp)
MTTR = lama waktu perbaikan (hari)
CO = Biaya kerugian produksi (Rp)
Biaya kerugian produksi (CO) ditentukan oleh output per hari yaitu Rp
350.000.000. Sedangkan untuk CR didapatkan dari biaya material dan harga
komponen. Berikut ini adalah hasil perhitungan biaya perbaikan seluruh komponen
kritis:
Tabel 4.20 perhitungan biaya perbaikan
Komponen CR MTTR CF CM
Hopper Dryer Rp2.170.000 0,114 Rp41.933.811,775 Rp391.933.811,775
Hot Runner 1210 Rp1.820.000 0,140 Rp50.833.403,849 Rp400.833.403,849
Mould 1210 Rp1.470.000 0,151 Rp54.183.661,279 Rp404.183.661,279
Extruder Rp1.220.000 0,120 Rp44.220.000,000 Rp394.220.000,000
Injector Rp1.880.000 0,162 Rp58.580.000,000 Rp408.580.000,000
Handling for
clamping Rp2.470.000 0,171 Rp62.398.630,042 Rp412.398.630,042
Hydraulic motor Rp2.070.000 0,142 Rp51.708.650,086 Rp401.708.650,086
Crusher Rp1.995.000 0,159 Rp57.560.966,268 Rp407.560.966,268
Chiller Rp1.670.000 0,125 Rp45.350.000,000 Rp395.350.000,000
Contoh Perhitungan pada komponen Hopper Dryer untuk biaya perbaikan
(CF) sebagai berikut:
𝐶𝐹 = 𝐶𝑅 +𝑀𝑇𝑇𝑅 (𝐶O)
𝐶𝐹 = Rp2.170.000 + 0,114 (Rp375.000.000)
𝐶𝐹 = Rp41.933.811,775
Contoh Perhitungan pada komponen Hopper Dryer untuk biaya yang dikeluarkan
untuk perawatan (CM) sebagai berikut:
CM = CO + CF
CM = Rp350.000.000 + Rp41.933.811,775
= Rp391.933.811,775

57
Setelah mendapatkan nilai CF dan CM, selanjutnya yaitu menghitung
interval pergantian (TM) komponen. Berikut adalah hasil perhitungan interval
waktu seluruh komponen kritis mesin DH2100:
Tabel 4.21 interval waktu seluruh komponen kritis
No Komponen
Interval waktu
penggantian
Sesudah
dijadwalkan (hari)
Penggantian komponen
sebelum
dijadwalkan
(pergantian/tahun)
sesudah
dijadwalkan
(pergantian/tahun)
1 Hopper
Dryer 35 12 8
2 Hot Runner
1210 34 11 8
3 Mould
1210 44 11 7
4 Extruder 41 10 7
5 Injector 72 6 4
6
Handling
for
clamping
73 6 4
7 Hydraulic
motor 71 5 4
8 Crusher 93 5 3
9 Chiller 139 4 2
Contoh perhitungan komponen Hopper Dryer, Dengan nilai θ =32,676 dan
β = 7,262, didapatkan nilai interval penggantian sebagai berikut:
𝑇𝑀 = θ(𝐶𝑀
𝐶𝐹(𝛽−1))
1
𝛽
𝑇𝑀 = 32,676 (Rp1.421.745.483.031
Rp146.995.483.031(7,262−1))
1
7,262
𝑇𝑀 = 32,676 (1,544)1
7,262
𝑇𝑀 = 32,676(1,062)
𝑇𝑀 = 35 hari
Pada perhitungan penggantian komponen pertahun sesudah dijadwalkan
adalah dengan membagi hari kerja dalam 1 tahun dengan interval waktu
penggantian sesudah dijadwalkan. Contoh perhitungan pada komponen Hopper
Dryer: Penggantian komponen pertahun Sesudah dijadwalkan = 288 ℎ𝑎𝑟𝑖
35 ℎ𝑎𝑟𝑖 = 8 kali.
Sehingga selisih penggantian komponen kritis pada mesin DH2100 untuk semua

58
komponen kritis akan memangkas waktu downtime pada mesin DH2100 dan dapat
menurunkan biaya pembelian komponen serta biaya bahan habis pakai. Da
4.3.2 Analytical Hierarchy Process (AHP)
Metode AHP digunakan dalam perusahaan untuk melakukan perencanaan
strategi maintenance dalam jangka waktu secara berkelanjutan dan berguna untuk
menambah referensi strategi perusahaan, karena selama ini perusahaan hanya
menggunakan preventive maintenance dan corrective maintenance. Selain itu ahp
digunakan untuk memberikan kejelasan strategi maintenance sesuai yang
dibutuhkan perusahaan, karena selama ini, perusahaan hanya menerapkan
preventive maintenance, namun tidak diketahui secara pasti kapan akan terjadi
corrective maintenance sehingga corrective maintenance dilakukan secara
mendadak. Dalam penelitian Arunraj dan Maiti (2010) menjelaskan bahwa jika
sebuah perusahaan tidak memiliki strategi maintenance yang tepat, akan
mengakibatkan terjadinya kerugian dalam aspek biaya, waktu, dan tenaga. Maka
dalam penelitiannya menggunakan AHP untuk memberikan strategi maintenance
yang dibutuhkan perusahaan.
Dalam memproses data AHP, terdapat objek yang digunakan dalam
penelitian ini, yaitu data komponen kritis yang mengalami kerusakan yang tidak
diprioritaskan untuk segera dilakukan maintenance.
• Penilaian Kriteria dan Alternatif Pada Hopper Dryer
Berikut Langkah-langkah dalam AHP:
1. Pembuatan Susunan Hierarki
Susunan Hierarki dalam strategi pemilihan sistem pemeliharaan disusun
berdasarkan kriteria. Dalam menentukan kriteria pemilihan sistem
pemeliharaan yang tepat maka harus mengidentifikasi kriteria apa saja yang
dianggap penting oleh perusahaan. Berdasarkan brainstorming dengan pihak
perusahaan dimana peneliti juga mengajukan kriteria dari studi literatur kepada
perusahaan mengacu pada penelitian Wang dkk (2007). Hasil penyusunan
hierarki kriteria dapat dilihat pada gambar 4.4

59
Pemilihan strategi
Maintenance
RisikoBiayaNilai TambahKeandalan
Preventive
Maintenance (PM)
Corretive
Maintenance (CM)
Conditional Based
Maintenance (CBM)
Predictive
Maintenance (PdM)
Gambar 4.4 Susunan Hierarki Pemilihan Strategi Maintenance
2. Menetapkan Prioritas
Selanjutnya membuat matriks perbandingan berpasangan yang telah
didapatkan dari hasil pengisian kuesioner yang telah dilakukan oleh
manajer teknik. Berikut tabel perbandingan kriteria:
Tabel 4.22 Matriks Perbandingan Kriteria
R B N K
R 1 1/4 1/5 1/7
B 4 1 4 1
N 5 1/4 1 1/3
K 7 1 3 1
Jumlah 17,00 2,50 8,20 2,48
Secara keseluruhan perbandingan pada bagian diagonal diberi nilai 1,
yaitu sama pentingnya. Hanya pada bagian atas diagonal yang akan diisi
karena dibawah diagonal merupakan kebalikan dari bagian atas.
3. Sintesis Komponen
Tahap selanjutnya yaitu sintesis, atau dapat dikatakan suatu proses
normalisasi dari matriks perbandingan berpasangan. Dari hasil normalisasi
tersebut dibagi dengan jumlah elemen untuk mendapatkan rata-rata
sehingga akan diperoleh bobot prioritas.
Tabel 4.23 Matriks Sintesis krtiteria
R B N K Bobot Kriteria
R 0,06 0,10 0,02 0,06 0,06
B 0,24 0,40 0,49 0,40 0,38
N 0,29 0,10 0,12 0,13 0,16
K 0,41 0,40 0,37 0,40 0,40
Jumlah 1 1 1 1 1
Contoh perhitungan pada baris pertama kriteria risiko (R) didapat dari
rata-rata perbaris:
Menormalisasi Matriks = 𝑎11
∑𝑛𝑘 =
1
17=0,06
60
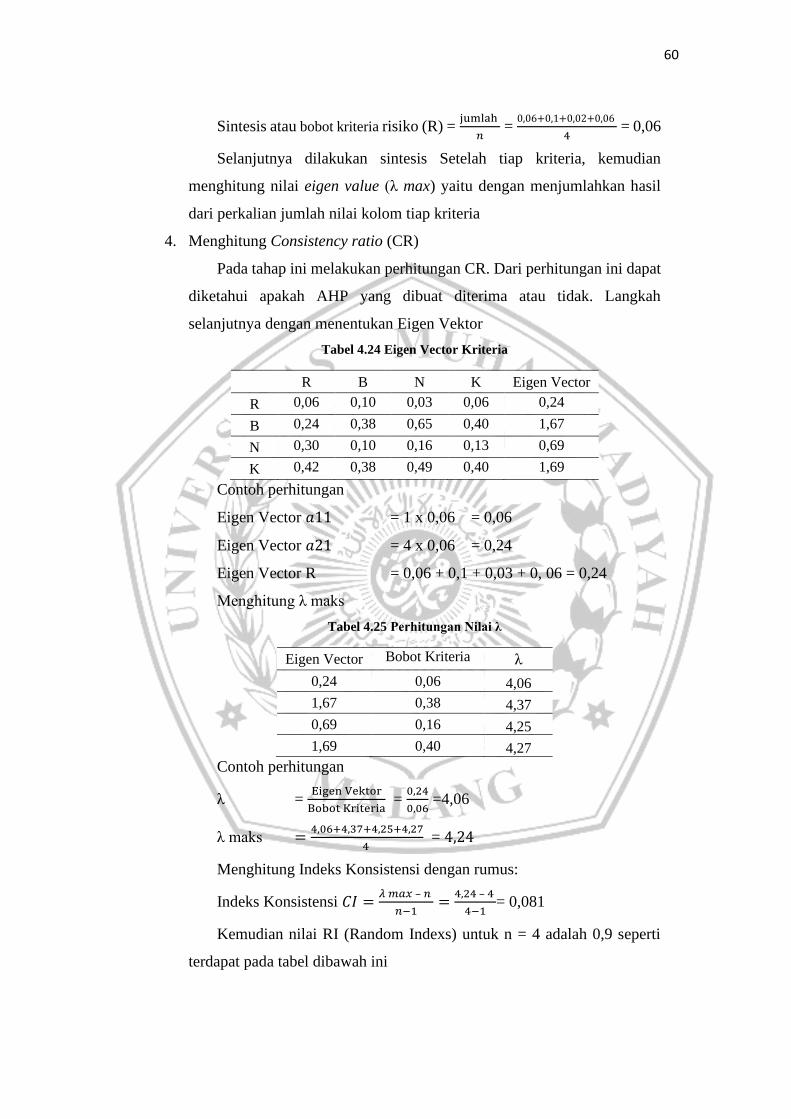
Sintesis atau bobot kriteria risiko (R) = jumlah
𝑛 =
0,06+0,1+0,02+0,06
4 = 0,06
Selanjutnya dilakukan sintesis Setelah tiap kriteria, kemudian
menghitung nilai eigen value (λ max) yaitu dengan menjumlahkan hasil
dari perkalian jumlah nilai kolom tiap kriteria
4. Menghitung Consistency ratio (CR)
Pada tahap ini melakukan perhitungan CR. Dari perhitungan ini dapat
diketahui apakah AHP yang dibuat diterima atau tidak. Langkah
selanjutnya dengan menentukan Eigen Vektor
Tabel 4.24 Eigen Vector Kriteria
R B N K Eigen Vector
R 0,06 0,10 0,03 0,06 0,24
B 0,24 0,38 0,65 0,40 1,67
N 0,30 0,10 0,16 0,13 0,69
K 0,42 0,38 0,49 0,40 1,69
Contoh perhitungan
Eigen Vector 𝑎11 = 1 x 0,06 = 0,06
Eigen Vector 𝑎21 = 4 x 0,06 = 0,24
Eigen Vector R = 0,06 + 0,1 + 0,03 + 0, 06 = 0,24
Menghitung λ maks
Tabel 4.25 Perhitungan Nilai λ
Eigen Vector Bobot Kriteria λ
0,24 0,06 4,06
1,67 0,38 4,37
0,69 0,16 4,25
1,69 0,40 4,27
Contoh perhitungan
λ = Eigen Vektor
Bobot Kriteria =
0,24
0,06 =4,06
λ maks =4,06+4,37+4,25+4,27
4 = 4,24
Menghitung Indeks Konsistensi dengan rumus:
Indeks Konsistensi 𝐶𝐼 =𝜆 𝑚𝑎𝑥 – 𝑛
𝑛−1 =
4,24 – 4
4−1= 0,081
Kemudian nilai RI (Random Indexs) untuk n = 4 adalah 0,9 seperti
terdapat pada tabel dibawah ini
61
Tabel 4.26 Random Indeks
n 1 2 3 4 5 6 7 8 9 10
RI 0 0 0,58 0,9 1,12 1,24 1,32 1,41 1,45 1,49
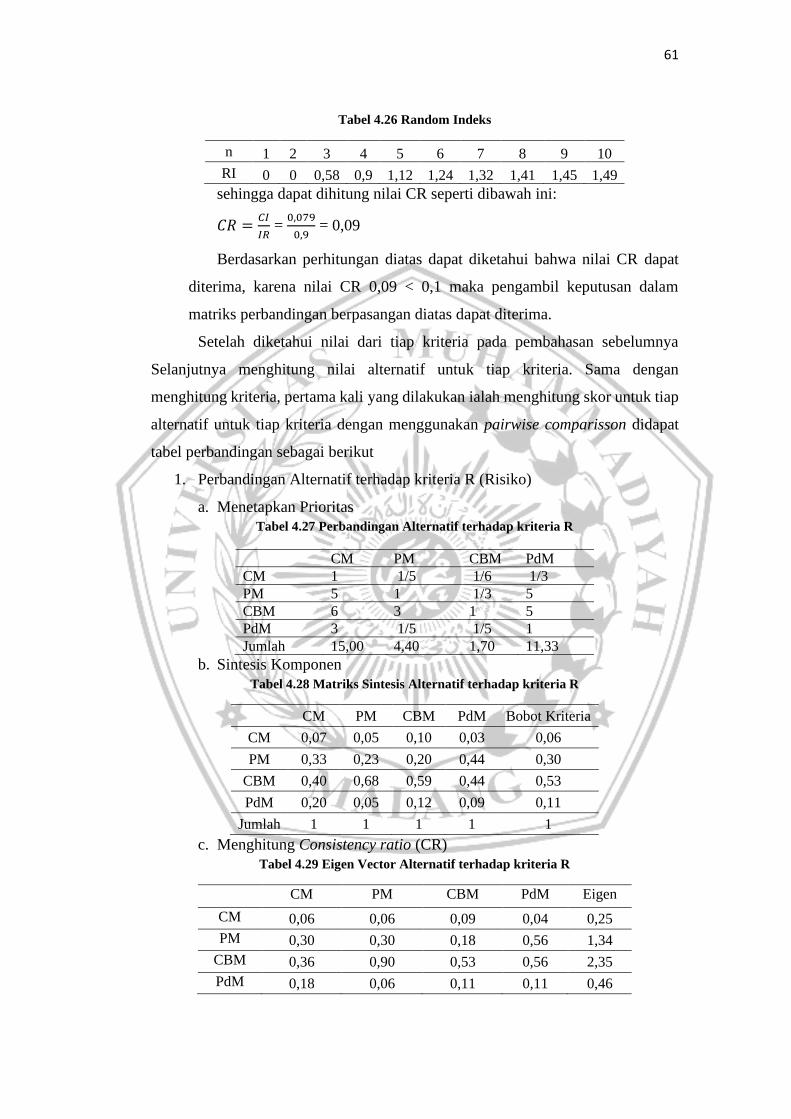
sehingga dapat dihitung nilai CR seperti dibawah ini:
𝐶𝑅 =𝐶𝐼
𝐼𝑅 =
0,079
0,9 = 0,09
Berdasarkan perhitungan diatas dapat diketahui bahwa nilai CR dapat
diterima, karena nilai CR 0,09 < 0,1 maka pengambil keputusan dalam
matriks perbandingan berpasangan diatas dapat diterima.
Setelah diketahui nilai dari tiap kriteria pada pembahasan sebelumnya
Selanjutnya menghitung nilai alternatif untuk tiap kriteria. Sama dengan
menghitung kriteria, pertama kali yang dilakukan ialah menghitung skor untuk tiap
alternatif untuk tiap kriteria dengan menggunakan pairwise comparisson didapat
tabel perbandingan sebagai berikut
1. Perbandingan Alternatif terhadap kriteria R (Risiko)
a. Menetapkan Prioritas
Tabel 4.27 Perbandingan Alternatif terhadap kriteria R
CM PM CBM PdM
CM 1 1/5 1/6 1/3
PM 5 1 1/3 5
CBM 6 3 1 5
PdM 3 1/5 1/5 1
Jumlah 15,00 4,40 1,70 11,33
b. Sintesis Komponen
Tabel 4.28 Matriks Sintesis Alternatif terhadap kriteria R
CM PM CBM PdM Bobot Kriteria
CM 0,07 0,05 0,10 0,03 0,06
PM 0,33 0,23 0,20 0,44 0,30
CBM 0,40 0,68 0,59 0,44 0,53
PdM 0,20 0,05 0,12 0,09 0,11
Jumlah 1 1 1 1 1
c. Menghitung Consistency ratio (CR)
Tabel 4.29 Eigen Vector Alternatif terhadap kriteria R
CM PM CBM PdM Eigen
CM 0,06 0,06 0,09 0,04 0,25
PM 0,30 0,30 0,18 0,56 1,34
CBM 0,36 0,90 0,53 0,56 2,35
PdM 0,18 0,06 0,11 0,11 0,46

62
d. Menghitung λ maks
Tabel 4.30 Perhitungan λ kriteria R
Eigen Vector Bobot Kriteria λ
0,25 0,06 4,10
1,34 0,30 4,47
2,35 0,53 4,45
0,46 0,11 4,06
λ maks =4,1+4,47+4,45+4,06
4 = 4,27
e. Menghitung Indeks Konsistensi dengan rumus:
Indeks Konsistensi 𝐶𝐼 =𝜆 𝑚𝑎𝑥 – 𝑛
𝑛−1 =
4,27 – 4
4−1= 0,089
Kemudian nilai RI (Random Indexs) untuk n = 4 adalah 0,9
sehingga dapat dihitung nilai CR seperti dibawah ini:
𝐶𝑅 =𝐶𝐼
𝐼𝑅 =
0,089
0,9 = 0,099
Berdasarkan perhitungan diatas dapat diketahui bahwa nilai CR dapat
diterima, karena nilai CR 0,099 < 0,1 maka pengambil keputusan dalam
matriks perbandingan berpasangan diatas dapat diterima.
2. Perbandingan Alternatif terhadap kriteria B (Biaya)
a. Menetapkan Prioritas
Tabel 4.31 Perbandingan Alternatif terhadap kriteria B
CM PM CBM PdM
CM 1 1/4 1/3 1/5
PM 4 1 5 1
CBM 3 1/5 1 1/3
PdM 5 1 3 1
Jumlah 13,00 2,45 9,33 2,53
b. Sintesis Komponen
Tabel 4.32 Matriks Sintesis Alternatif terhadap kriteria B
CM PM CBM PdM Bobot Kriteria
CM 0,08 0,10 0,04 0,08 0,07
PM 0,31 0,41 0,54 0,39 0,41
CBM 0,23 0,08 0,11 0,13 0,14
PdM 0,38 0,41 0,32 0,39 0,38
Jumlah 1 1 1 1 1

63
c. Menghitung Consistency ratio (CR)
Tabel 4.33 Eigen Vector Alternatif terhadap kriteria B
CM PM CBM PdM Eigen Vector
CM 0,07 0,10 0,05 0,08 0,30
PM 0,29 0,41 0,69 0,38 1,77
CBM 0,22 0,08 0,14 0,13 0,57
PdM 0,37 0,41 0,41 0,38 1,57
d. Menghitung λ maks
Tabel 4.34 Perhitungan λ kriteria B
Eigen Vector Bobot Kriteria λ
0,30 0,07 4,06
1,77 0,41 4,30
0,57 0,14 4,11
1,57 0,38 4,16
λ maks =4,06+4,3+4,11+4,16
4 = 4,16
e. Menghitung Indeks Konsistensi dengan rumus
Indeks Konsistensi 𝐶𝐼 =𝜆 𝑚𝑎𝑥 – 𝑛
𝑛−1 =
4,16 – 4
4−1= 0,05
Kemudian nilai RI (Random Indexs) untuk n = 4 adalah 0,9
sehingga dapat dihitung nilai CR seperti dibawah ini:
𝐶𝑅 =𝐶𝐼
𝐼𝑅 =
0,05
0,9 = 0,06
Berdasarkan perhitungan diatas dapat diketahui bahwa nilai CR dapat
diterima, karena nilai CR 0,06 < 0,1 maka pengambil keputusan dalam
matriks perbandingan berpasangan diatas dapat diterima.
3. Perbandingan Alternatif terhadap kriteria N (Nilai Tambah)
a. Menetapkan Prioritas
Tabel 4.35 Perbandingan Alternatif terhadap kriteria N
CM PM CBM PdM
CM 1 1/5 1/3 1/5
PM 5 1 3 1/3
CBM 3 1/3 1 1/4
PdM 5 3 4 1
Jumlah 14,00 4,53 8,33 1,78
64
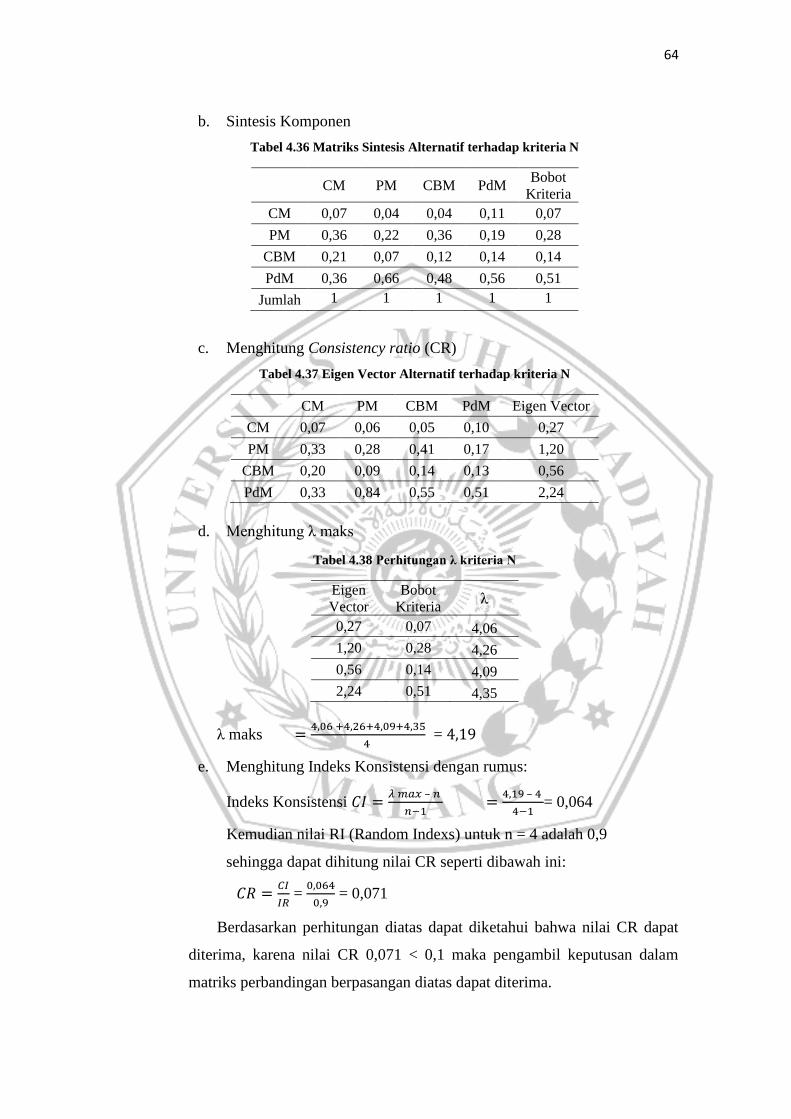
b. Sintesis Komponen
Tabel 4.36 Matriks Sintesis Alternatif terhadap kriteria N
CM PM CBM PdM Bobot
Kriteria
CM 0,07 0,04 0,04 0,11 0,07
PM 0,36 0,22 0,36 0,19 0,28
CBM 0,21 0,07 0,12 0,14 0,14
PdM 0,36 0,66 0,48 0,56 0,51
Jumlah 1 1 1 1 1
c. Menghitung Consistency ratio (CR)
Tabel 4.37 Eigen Vector Alternatif terhadap kriteria N
CM PM CBM PdM Eigen Vector
CM 0,07 0,06 0,05 0,10 0,27
PM 0,33 0,28 0,41 0,17 1,20
CBM 0,20 0,09 0,14 0,13 0,56
PdM 0,33 0,84 0,55 0,51 2,24
d. Menghitung λ maks
Tabel 4.38 Perhitungan λ kriteria N
Eigen
Vector
Bobot
Kriteria λ
0,27 0,07 4,06
1,20 0,28 4,26
0,56 0,14 4,09
2,24 0,51 4,35
λ maks =4,06 +4,26+4,09+4,35
4 = 4,19
e. Menghitung Indeks Konsistensi dengan rumus:
Indeks Konsistensi 𝐶𝐼 =𝜆 𝑚𝑎𝑥 – 𝑛
𝑛−1 =
4,19 – 4
4−1= 0,064
Kemudian nilai RI (Random Indexs) untuk n = 4 adalah 0,9
sehingga dapat dihitung nilai CR seperti dibawah ini:
𝐶𝑅 =𝐶𝐼
𝐼𝑅 =
0,064
0,9 = 0,071
Berdasarkan perhitungan diatas dapat diketahui bahwa nilai CR dapat
diterima, karena nilai CR 0,071 < 0,1 maka pengambil keputusan dalam
matriks perbandingan berpasangan diatas dapat diterima.
65
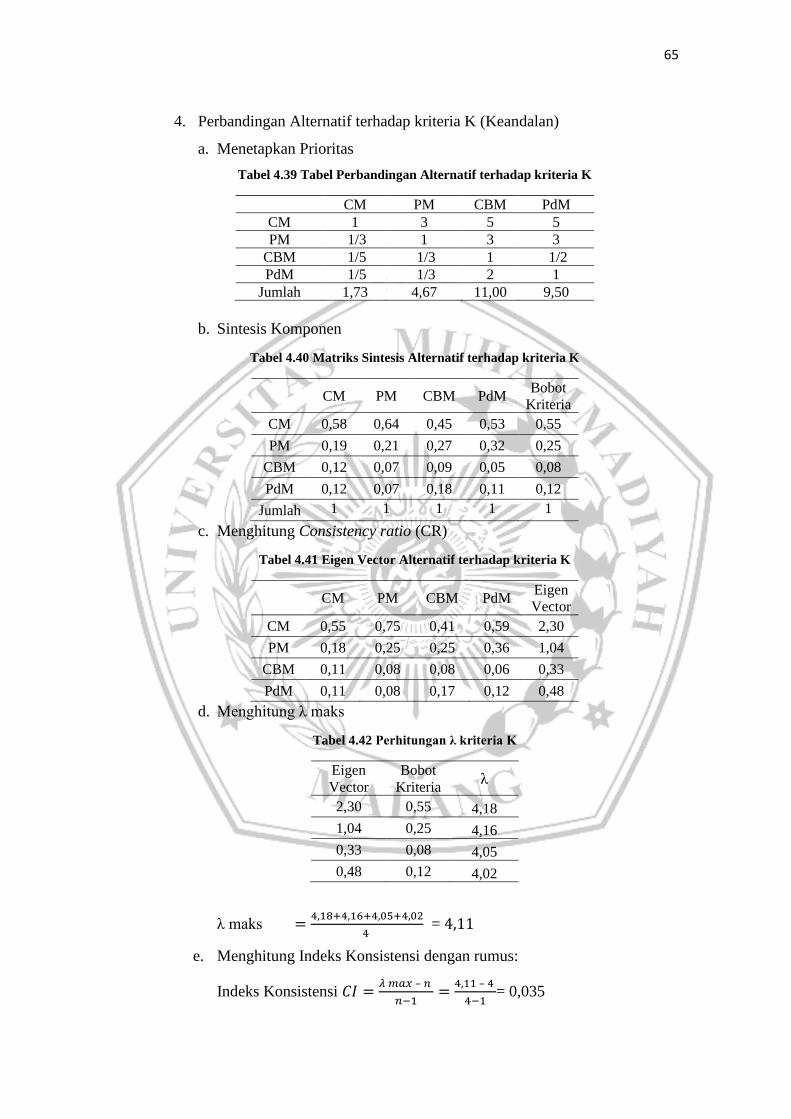
4. Perbandingan Alternatif terhadap kriteria K (Keandalan)
a. Menetapkan Prioritas
Tabel 4.39 Tabel Perbandingan Alternatif terhadap kriteria K
CM PM CBM PdM
CM 1 3 5 5
PM 1/3 1 3 3
CBM 1/5 1/3 1 1/2
PdM 1/5 1/3 2 1
Jumlah 1,73 4,67 11,00 9,50
b. Sintesis Komponen
Tabel 4.40 Matriks Sintesis Alternatif terhadap kriteria K
CM PM CBM PdM Bobot
Kriteria
CM 0,58 0,64 0,45 0,53 0,55
PM 0,19 0,21 0,27 0,32 0,25
CBM 0,12 0,07 0,09 0,05 0,08
PdM 0,12 0,07 0,18 0,11 0,12
Jumlah 1 1 1 1 1
c. Menghitung Consistency ratio (CR)
Tabel 4.41 Eigen Vector Alternatif terhadap kriteria K
CM PM CBM PdM Eigen
Vector
CM 0,55 0,75 0,41 0,59 2,30
PM 0,18 0,25 0,25 0,36 1,04
CBM 0,11 0,08 0,08 0,06 0,33
PdM 0,11 0,08 0,17 0,12 0,48
d. Menghitung λ maks
Tabel 4.42 Perhitungan λ kriteria K
Eigen
Vector
Bobot
Kriteria λ
2,30 0,55 4,18
1,04 0,25 4,16
0,33 0,08 4,05
0,48 0,12 4,02
λ maks =4,18+4,16+4,05+4,02
4 = 4,11
e. Menghitung Indeks Konsistensi dengan rumus:
Indeks Konsistensi 𝐶𝐼 =𝜆 𝑚𝑎𝑥 – 𝑛
𝑛−1 =
4,11 – 4
4−1= 0,035
66
Kemudian nilai RI (Random Indexs) untuk n = 4 adalah 0,9 sehingga
dapat dihitung nilai CR seperti dibawah ini:
𝐶𝑅 =𝐶𝐼
𝐼𝑅 =
0,035
0,9 = 0,04
Berdasarkan perhitungan diatas dapat diketahui bahwa nilai CR dapat
diterima, karena nilai CR 0,04 < 0,1 maka pengambil keputusan dalam
matriks perbandingan berpasangan diatas dapat diterima.
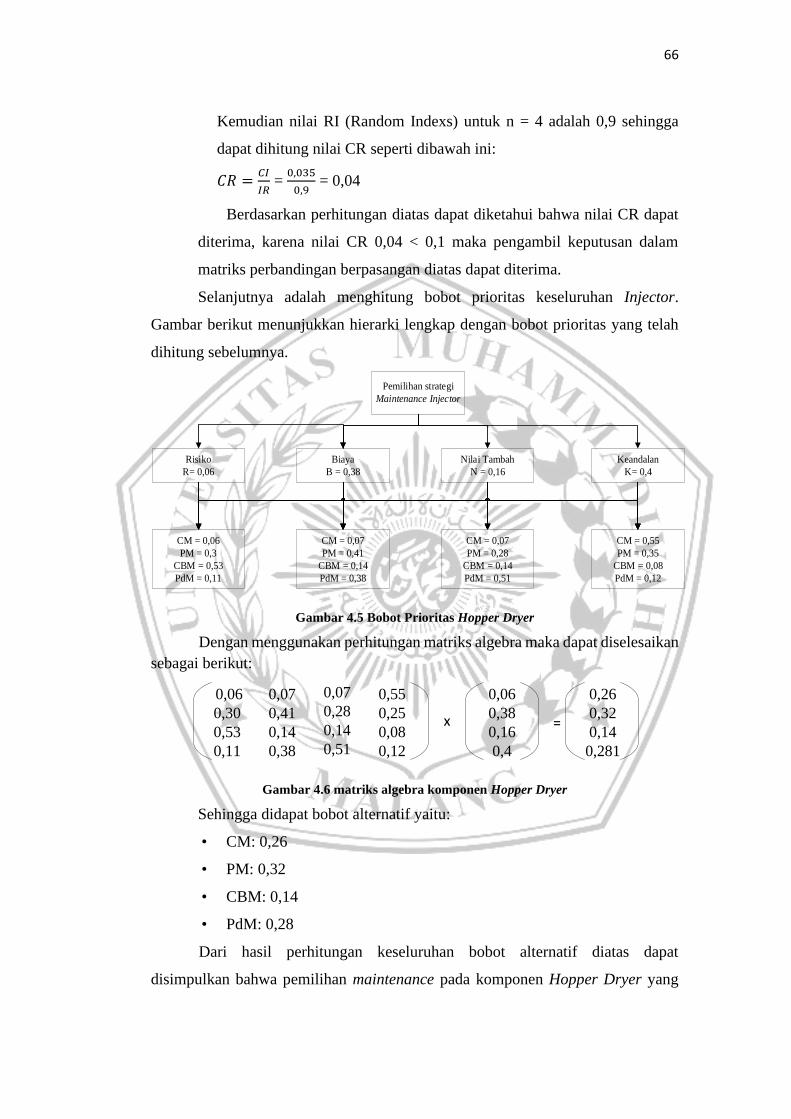
Selanjutnya adalah menghitung bobot prioritas keseluruhan Injector.
Gambar berikut menunjukkan hierarki lengkap dengan bobot prioritas yang telah
dihitung sebelumnya.
Pemilihan strategi
Maintenance Injector
Keandalan
K= 0,4
Nilai Tambah
N = 0,16
Biaya
B = 0,38
Risiko
R= 0,06
CM = 0,55
PM = 0,35
CBM = 0,08
PdM = 0,12
CM = 0,07
PM = 0,28
CBM = 0,14
PdM = 0,51
CM = 0,07
PM = 0,41
CBM = 0,14
PdM = 0,38
CM = 0,06
PM = 0,3
CBM = 0,53
PdM = 0,11
Gambar 4.5 Bobot Prioritas Hopper Dryer
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,06
0,30
0,53
0,11
0,07
0,41
0,14
0,38
0,07
0,28
0,14
0,51
0,55
0,25
0,08
0,12
0,06
0,38
0,16
0,4
=
0,26
0,32
0,14
0,281
Gambar 4.6 matriks algebra komponen Hopper Dryer
Sehingga didapat bobot alternatif yaitu:
• CM: 0,26
• PM: 0,32
• CBM: 0,14
• PdM: 0,28
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen Hopper Dryer yang

67
terbaik adalah Preventive Maintenance (PM) dengan bobot prioritas 0,32,
dilanjutkan dengan PdM 0,281, CM 0,26; dan CBM 0,14.
Selanjutnya pengolahan data AHP dari menetapkan prioritas, menghitung
bobot kriteria, menghitung CR, hingga menghitung bobot prioritas keseluruhan
pada komponen Hot Runner 1210, Mould 1210, extruder, Injector, Handling for
clamping, Hydraulic motor, Crusher, Chiller terdapat pada tabel lampiran
• Penilaian Kriteria Pada komponen Hot Runner 1210
Dengan mengolah data yang didapat dengan cara yang sama pada
perhitungan sebelumnya maka didapat hasil sebagai berikut:
Pemilihan strategi Maintenance
Handling for clamping
Keandalan
K= 0,08
Nilai Tambah
N = 0,17
Biaya
B = 0,54
Risiko
R= 0,21
CM = 0,07
PM = 0,43
CBM = 0,14
PdM = 0,36
CM = 0,06
PM = 0,26
CBM = 014
PdM = 0,54
CM = 0,38
PM = 0,09
CBM = 0,17
PdM = 0,36
CM = 0,06
PM = 0,51
CBM = 0,08
PdM = 0,34
Gambar 4.7 Bobot Prioritas Hot Runner 1210
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,06
0,51
0,08
0,34
0,38
0,09
0,17
0,36
0,06
0,26
0,14
0,54
0,07
0,43
0,14
0,36
0,21
0,54
0,17
0,08
=
0,236
0,235
0,142
0,387
Gambar 4.8 matriks algebra komponen Hot Runner 1210
Sehingga didapat bobot alternatif yaitu:
• CM: 0,236
• PM: 0,235
• CBM: 0,142
• PdM: 0,387
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen Hot Runner 1210 yang
terbaik adalah Predictive Maintenance (PdM) dengan bobot prioritas 0,387,
dilanjutkan dengan CM 0,236; PM 0,235; dan CBM 0,142.
68
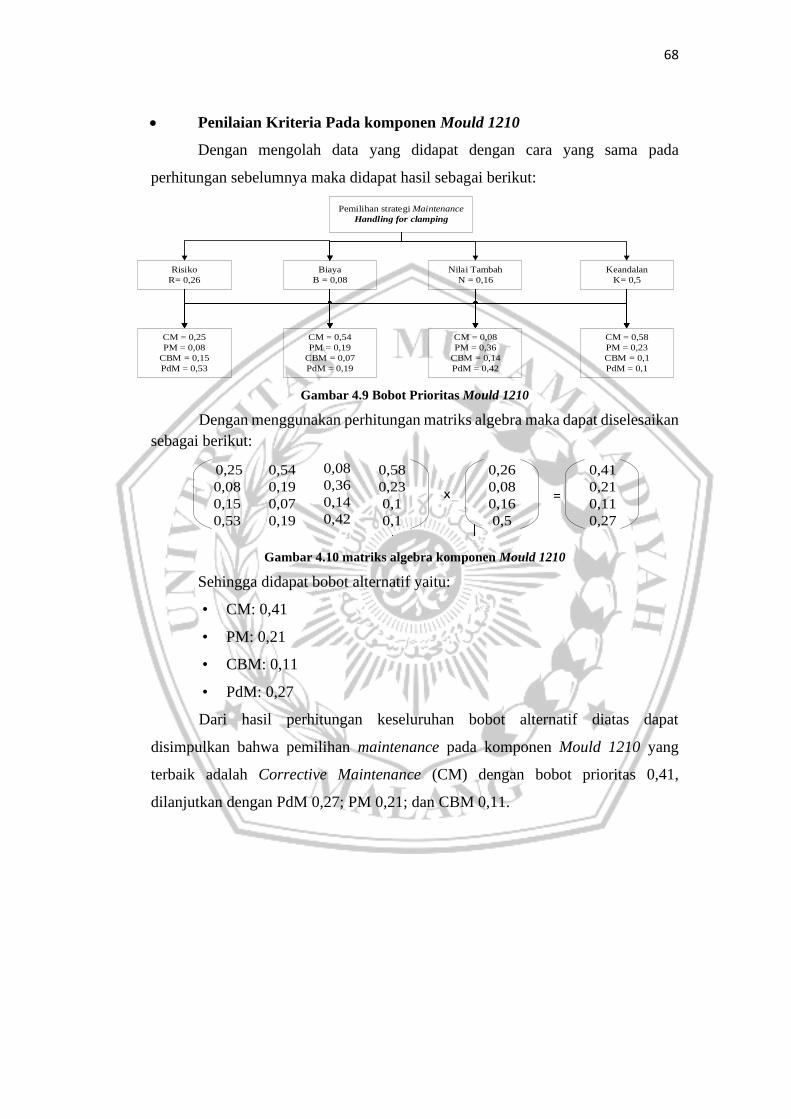
• Penilaian Kriteria Pada komponen Mould 1210
Dengan mengolah data yang didapat dengan cara yang sama pada
perhitungan sebelumnya maka didapat hasil sebagai berikut:
Pemilihan strategi Maintenance
Handling for clamping
Keandalan
K= 0,5
Nilai Tambah
N = 0,16
Biaya
B = 0,08
Risiko
R= 0,26
CM = 0,58
PM = 0,23
CBM = 0,1
PdM = 0,1
CM = 0,08
PM = 0,36
CBM = 0,14
PdM = 0,42
CM = 0,54
PM = 0,19
CBM = 0,07
PdM = 0,19
CM = 0,25
PM = 0,08
CBM = 0,15
PdM = 0,53
Gambar 4.9 Bobot Prioritas Mould 1210
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,25
0,08
0,15
0,53
0,54
0,19
0,07
0,19
0,08
0,36
0,14
0,42
0,58
0,23
0,1
0,1
0,26
0,08
0,16
0,5
=
0,41
0,21
0,11
0,27
Gambar 4.10 matriks algebra komponen Mould 1210
Sehingga didapat bobot alternatif yaitu:
• CM: 0,41
• PM: 0,21
• CBM: 0,11
• PdM: 0,27
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen Mould 1210 yang
terbaik adalah Corrective Maintenance (CM) dengan bobot prioritas 0,41,
dilanjutkan dengan PdM 0,27; PM 0,21; dan CBM 0,11.
69
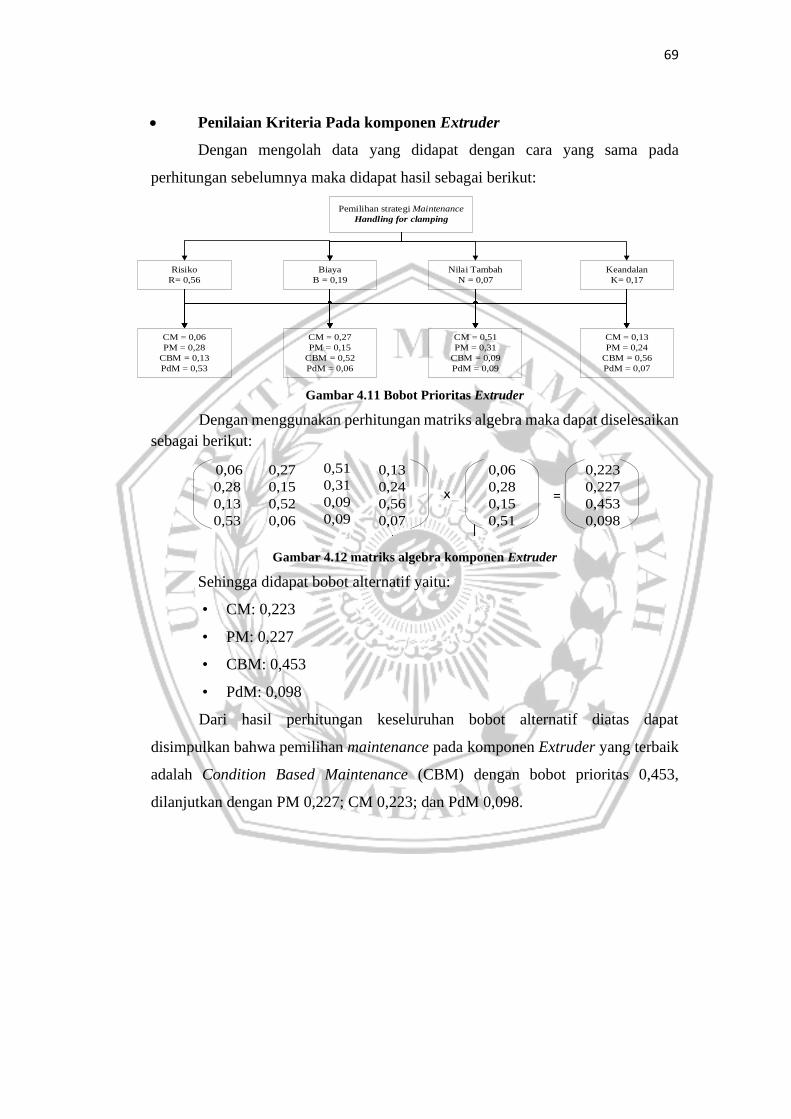
• Penilaian Kriteria Pada komponen Extruder
Dengan mengolah data yang didapat dengan cara yang sama pada
perhitungan sebelumnya maka didapat hasil sebagai berikut:
Pemilihan strategi Maintenance
Handling for clamping
Keandalan
K= 0,17
Nilai Tambah
N = 0,07
Biaya
B = 0,19
Risiko
R= 0,56
CM = 0,13
PM = 0,24
CBM = 0,56
PdM = 0,07
CM = 0,51
PM = 0,31
CBM = 0,09
PdM = 0,09
CM = 0,27
PM = 0,15
CBM = 0,52
PdM = 0,06
CM = 0,06
PM = 0,28
CBM = 0,13
PdM = 0,53
Gambar 4.11 Bobot Prioritas Extruder
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,06
0,28
0,13
0,53
0,27
0,15
0,52
0,06
0,51
0,31
0,09
0,09
0,13
0,24
0,56
0,07
0,06
0,28
0,15
0,51
=
0,223
0,227
0,453
0,098
Gambar 4.12 matriks algebra komponen Extruder
Sehingga didapat bobot alternatif yaitu:
• CM: 0,223
• PM: 0,227
• CBM: 0,453
• PdM: 0,098
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen Extruder yang terbaik
adalah Condition Based Maintenance (CBM) dengan bobot prioritas 0,453,
dilanjutkan dengan PM 0,227; CM 0,223; dan PdM 0,098.

70
• Penilaian Kriteria Pada komponen Injector
Dengan mengolah data yang didapat dengan cara yang sama pada
perhitungan sebelumnya maka didapat hasil sebagai berikut:
Pemilihan strategi
Maintenance Injector
Keandalan
K= 0,51
Nilai Tambah
N = 0,08
Biaya
B = 0,26
Risiko
R= 0,15
CM = 0,06
PM = 0,55
CBM = 0,2
PdM = 0,19
CM = 0,07
PM = 0,55
CBM = 0,14
PdM = 0,23
CM = 0,12
PM = 0,06
CBM = 0,56
PdM = 0,25
CM = 0,07
PM = 0,12
CBM = 0,29
PdM = 0,52
Gambar 4.13 Bobot Prioritas Injector
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,07
0,12
0,29
0,52
0,07
0,57
0,22
0,13
0,39
0,07
0,16
0,37
0,07
0,26
0,17
0,51
0,15
0,26
0,08
0,51
=
0,097
0,3
0,201
0,403
Gambar 4.14 matriks algebra komponen Injector
Sehingga didapat bobot alternatif yaitu:
• CM: 0,097
• PM: 0,3
• CBM: 0,201
• PdM: 0,403
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen injector yang terbaik
adalah Predictive Maintenance (PdM) dengan bobot prioritas 0,403, dilanjutkan
dengan PM 0,3, CBM 0,201; dan CM 0,097.
71
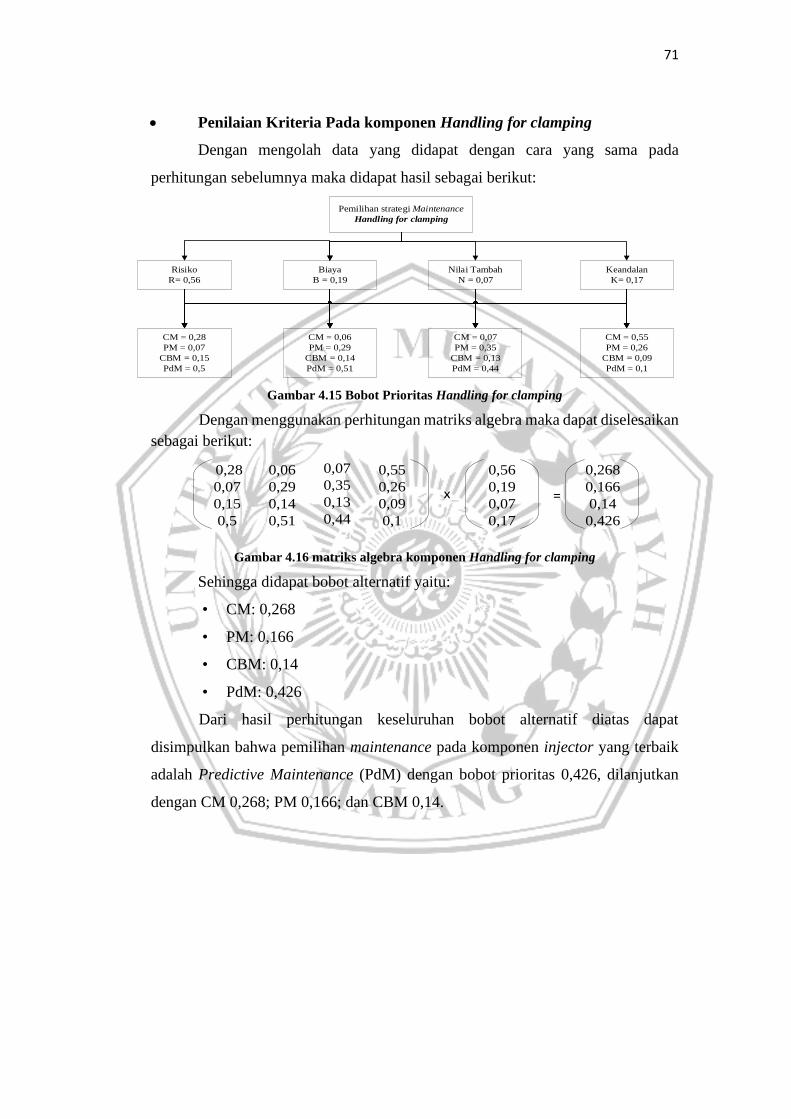
• Penilaian Kriteria Pada komponen Handling for clamping
Dengan mengolah data yang didapat dengan cara yang sama pada
perhitungan sebelumnya maka didapat hasil sebagai berikut:
Pemilihan strategi Maintenance
Handling for clamping
Keandalan
K= 0,17
Nilai Tambah
N = 0,07
Biaya
B = 0,19
Risiko
R= 0,56
CM = 0,55
PM = 0,26
CBM = 0,09
PdM = 0,1
CM = 0,07
PM = 0,35
CBM = 0,13
PdM = 0,44
CM = 0,06
PM = 0,29
CBM = 0,14
PdM = 0,51
CM = 0,28
PM = 0,07
CBM = 0,15
PdM = 0,5
Gambar 4.15 Bobot Prioritas Handling for clamping
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,28
0,07
0,15
0,5
0,06
0,29
0,14
0,51
0,07
0,35
0,13
0,44
0,55
0,26
0,09
0,1
0,56
0,19
0,07
0,17
=
0,268
0,166
0,14
0,426
Gambar 4.16 matriks algebra komponen Handling for clamping
Sehingga didapat bobot alternatif yaitu:
• CM: 0,268
• PM: 0,166
• CBM: 0,14
• PdM: 0,426
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen injector yang terbaik
adalah Predictive Maintenance (PdM) dengan bobot prioritas 0,426, dilanjutkan
dengan CM 0,268; PM 0,166; dan CBM 0,14.

72
• Penilaian Kriteria Pada komponen Hydraulic motor
Dengan mengolah data yang didapat dengan cara yang sama pada
perhitungan sebelumnya maka didapat hasil sebagai berikut:
Pemilihan strategi
Maintenance
Hydraulic motor
Keandalan
K= 0,21
Nilai Tambah
N = 0,53
Biaya
B = 0,19
Risiko
R= 0,07
CM = 0,14
PM = 0,25
CBM = 0,06
PdM = 0,56
CM = 0,08
PM = 0,4
CBM = 0,13
PdM = 0,40
CM = 0,07
PM = 0,25
CBM = 0,14
PdM = 0,55
CM = 0,07
PM = 0,4
CBM = 0,42
PdM = 0,11
Gambar 4.17 Bobot Prioritas Hydraulic motor
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,07
0,4
0,42
0,11
0,07
0,25
0,14
0,55
0,08
0,4
0,13
0,4
0,14
0,25
0,06
0,56
0,07
0,19
0,53
0,21
=
0,088
0,337
0,133
0,442
Gambar 4.18 matriks algebra komponen Hydraulic motor
Sehingga didapat bobot alternatif yaitu:
• CM: 0,088
• PM: 0,337
• CBM: 0,133
• PdM: 0,442
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen injector yang terbaik
adalah Predictive Maintenance (PdM) dengan bobot prioritas 0,442, dilanjutkan
dengan PM 0,337; dan CBM 0,133; dan CM 0,088.

73
• Penilaian Kriteria Pada komponen Crusher
Dengan mengolah data yang didapat dengan cara yang sama akan didapat
hasil sebagai berikut:
Pemilihan strategi
Maintenance
Crusher
Keandalan
K= 0,15
Nilai Tambah
N = 0,6
Biaya
B = 0,18
Risiko
R= 0,06
CM = 0,24
PM = 0,15
CBM = 0,55
PdM = 0,06
CM = 0,07
PM = 0,22
CBM = 0,53
PdM = 0,18
CM = 0,13
PM = 0,24
CBM = 0,55
PdM = 0,07
CM = 0,08
PM = 0,44
CBM = 0,34
PdM = 0,14
Gambar 4.19 Bobot Prioritas Crusher
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,08
0,44
0,34
0,14
0,13
0,24
0,55
0,07
0,07
0,22
0,53
0,18
0,24
0,15
0,55
0,06
0,06
0,18
0,6
0,15
=
0,107
0,229
0,526
0,138
Gambar 4.20 matriks algebra komponen Crusher
Sehingga didapat bobot alternatif yaitu:
• CM: 0,107
• PM: 0,229
• CBM: 0,526
• PdM: 0,138
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen injector yang terbaik
adalah Conditional Based Maintenance (CBM) dengan bobot prioritas 0,526,
dilanjutkan dengan PM 0,229; dan PdM 0,138; dan CM 0,107.
74
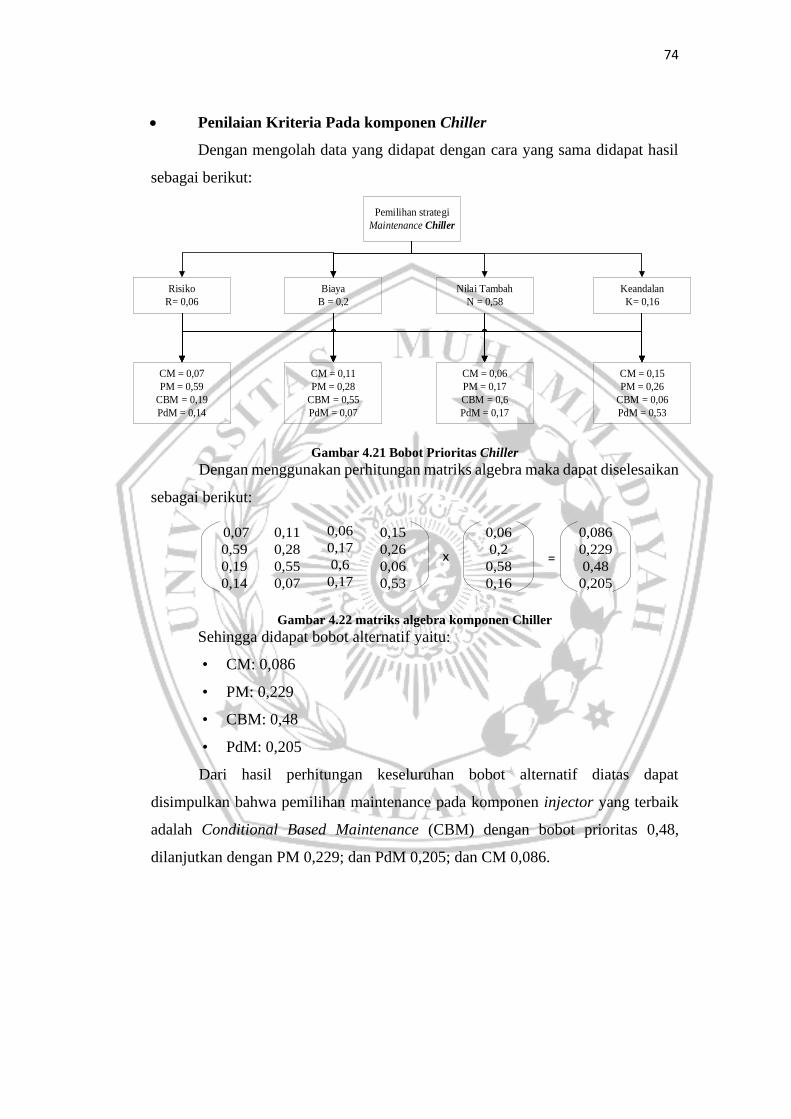
• Penilaian Kriteria Pada komponen Chiller
Dengan mengolah data yang didapat dengan cara yang sama didapat hasil
sebagai berikut:
Pemilihan strategi
Maintenance Chiller
Keandalan
K= 0,16
Nilai Tambah
N = 0,58
Biaya
B = 0,2
Risiko
R= 0,06
CM = 0,15
PM = 0,26
CBM = 0,06
PdM = 0,53
CM = 0,06
PM = 0,17
CBM = 0,6
PdM = 0,17
CM = 0,11
PM = 0,28
CBM = 0,55
PdM = 0,07
CM = 0,07
PM = 0,59
CBM = 0,19
PdM = 0,14
Gambar 4.21 Bobot Prioritas Chiller
Dengan menggunakan perhitungan matriks algebra maka dapat diselesaikan
sebagai berikut:
x
0,07
0,59
0,19
0,14
0,11
0,28
0,55
0,07
0,06
0,17
0,6
0,17
0,15
0,26
0,06
0,53
0,06
0,2
0,58
0,16
=
0,086
0,229
0,48
0,205
Gambar 4.22 matriks algebra komponen Chiller
Sehingga didapat bobot alternatif yaitu:
• CM: 0,086
• PM: 0,229
• CBM: 0,48
• PdM: 0,205
Dari hasil perhitungan keseluruhan bobot alternatif diatas dapat
disimpulkan bahwa pemilihan maintenance pada komponen injector yang terbaik
adalah Conditional Based Maintenance (CBM) dengan bobot prioritas 0,48,
dilanjutkan dengan PM 0,229; dan PdM 0,205; dan CM 0,086.