babii tinjauanpustaka 2.1pengaruhparameterpengeboran ...eprints.umm.ac.id/39095/3/bab ii.pdf · 6...
TRANSCRIPT
4
BAB II
TINJAUAN PUSTAKA
2.1 Pengaruh Parameter Pengeboran
Pengeboran memiliki banyak parameter. Parameter yang perlu
diperhatikan saat melakukan pengeboran adalah parameter setting kecepatan
putar, geometri mata bor, material mata bor yang dipakai. Ada beberapa
penelitian yang melakukan pengeboran Ti-6Al-4V dengan berbagai
parameter.
2.1.1 Pengaruh Parameter Pengeboran Terhadap Kualitas Hasil Bor
Dari penelitian yang dilakukan (waqar,2016) memakai parameter
setting kecepatan dan feed rate. Kualitas hasil bor di analisis
menggunakan uji deviasi diameter bor, Kekasaran permukaan, ketinggian
burr
Pengaruh parameter pengeboran dengan deviasi diameter plat Ti-
6Al-4V menunjukkan penyimpangan diameter pada gerak makan 0,15
mm/putaran dengan 1000 rpm menunjukkan 4µm (waqar,2016)
Pengaruh parameter pengeboran pada Kekasaran permukaan.
Kekasaran permukaan Ra ≈1µm pada laju umpan terendah 0,05 mm /
putaran dan kecepatan spindel tertinggi 1200 rpm (waqar,2016).
Pengaruh parameter pengeboran pada burr tinggi. Burr adalah buram
keluar. Ketinggian burr dari lubang sangat penting untuk dikurangi,
karena sebagai persyaratan perakitan. Dari percobaan dihasilkan bahwa
5
ketinggian burr berbanding lurus dengan gerak makan dan kecepatan
spindel. peristiwa ini terjadi karena panas tinggi dan konduktivitas termal
yang buruk. Tinggi burr terkecil 17,8 μm dihasilkan pada gerak makan
terendah 0,05 mm / putaran dan kecepatan spindel terendah 800
rpm(waqar,2016)
2.2 Paduan Titanium
Paduan titanium memiliki ketahan terhadap laju korosi yang baik,
konduktifitas termal dan muai termal yang rendah. Paduan titanium memiliki
sifat yang menguntungkan bagi aplikasi dirgantara baik untuk mesin dan
komponen kerangka pesawat. Titanium mempunyai struktur cph α hingga
882oC dan struktur bcc β hingga titik lelehnya. Penambahan paduan
mengubah temperatur dimana terjadi transisi dari α menjadi β, material
terlarut yang menaikkan temperatur transisi disebut penstabil α dan material
yang menurunkan temperatur transisi β disebut penstabil β. Paduan (α + β)
mungkin merupakan paduan titanium yang paling banyak digunakan dan
mengandung elemen paduan memperkuat paduan fasa. Paduan ini diproses
secara termo mekanik untuk mengendalikan ukuran, bentuk, dan distribusi α
dan β. Paduan α + β serbaguna adalah IMI 318, yang mengandung 6% Al dan
4%V, paduan ini dapat digunakan hingga 350oC dan mempunyai sifat tempa
dan fabrikasi yang baik. Awalnya paduan ini menggantikan baja sebagai
material cekam dalam mesin jet sehingga menghasilkan penghematan bobot
hingga 20%. Paduan (α + β) dengan kandungan interstisi sangat rendah (ELI,
extra low interstisial) dikenal sebagai material “toleran terhadap kerusakan”
dan digunakan untuk komponen kerangka pesawat yang kritis.(Smallman,

6
2000) Kandungan titanium Ti6Al4V memiliki berbagai senyawa kimia antara
lain :
Tabel 2.1 kandungan kimia Ti-6Al-4V
kandungan Ti Al V C Fe O N H
Wt (%) seimbang 6 4 0,03 0,1 0,15 0,1 0,003
Ti6Al4V dengan kadar oksigen rendah mempunyai kekuatan tarik 8% lebih
rendah dibandingkan dengan paduan standart, tetapi yang lebih diutamakan
adalah ketangguhan perpatahan minimum sebesar 80 MN m-3/2. Ti6Al4V,
mulai populer karena ketahanan korosi , kekuatan , dan modulus
elastisitasnya yang di aplikasikan sebagai implant terlihat pada tabel 2.2
(Smallman, 2000). Dalam penelitian yang dilakukan menggunakan paduan
titanium Ti6Al4V
Tabel 2.2 sifat mekanik Ti-6Al-4V
Mechanical Properties nilai
Yeild Strength 900 Mpa
Tensile Strength 955 Mpa
Reduction of Area (%) 40
Elongation (%) 14
Hardness 33 HRC
7
2.3 Permesinan Titanium
Titanium dianggap sebagai material yang sulit untuk diproses
permesinan (difficut to cut material). Untuk melakukan pemesinan paduan
titanium dibutuhkan gaya pemotongan yang sedikit lebih besar daripada gaya
pemotongan yang digunakan pada pemesinan baja. Titanium paduan
memiliki karakteristik metalurgi tersendiri, hal ini yang menjadi sulit untuk
dillakukan pemesinan. Pemesinan tianium membutuhkan biaya tambahan
yang cukup besar dibanding dengan melakukan pemesinan baja dengan
tingkat kekerasan yang sama. Keberhasilan dalam pemesinan titanium
tergantung sebagaimana cara mengatasi beberapa sifat yang dimilikinya.
Sifat-sifat itu antara lain:
2.3.1 Konduksi Panas
Titanium merupakan konduktor panas yang buruk. Panas yang
dihasilkan oleh pemotongan tidak menghilang dengan cepat. Oleh karena
itu, sebagian besar panas terkonsentrasi pada tepi pemotongan dan
permukaan pahat. Hal ini menyebabkan umur pakai pahat lebih rendah.
2.3.2 Sifat Paduan
Titanium memiliki kecenderungan sifat paduan yang kuat, atau
reaktivitas kimia dengan material pada temperatur pahat potong. Hal ini
dapat menyebabkan tingkat keausan pahat potong lebih cepat.
2.3.3 Modulus Elastisitas
Titanium memiliki modulus elastisitas yang lebih rendah daripada
besi dan superalloy namun memiliki daya lenting yang lebih baik
8
dibandingkan dengan logam-logam tersebut. Hasilnya adalah defleksi
benda kerja yang lebih besar. Rentan terhadap kerusakan permukaan.
2.3.4 Karakteristik Pekerjaan Pengerasan
Karakteristik pengerasan titanium dapat menunjukkan “builtup
edge”. Munculnya built-up edge pada tepi alat potong menyebabkan
perubahan yang mengakibatkan peningkatan temperatur pada sebagian
area alat potong. Sehingga tingkat keausan mata bor meningkan dan
menurunkan umur pakai mata bor.Teknologi pemesinan konvensional
titanium tidak jauh berbeda dengan teknologi pemesinan pada umumnya.
2.4 Elemen-elemen Pengeboran
Pengeboran dilakukan untuk membuat suatu lubang pada benda kerja.
Pembuatan lubang adalah salah satu operasi paling penting di bidang
manufaktur, dan pengeboran adalah proses pembuatan lubang besar dan
umum (kalpakjian,2009).
Elemen proses pengeboran
Kecepatan potong : minm/ ;1000
n d v
Gerak makan permata potong : mm/putaran 2z ;zn
fz
vf
Kedalaman potong : mm ; d/2 a
Waktu pemotongan : min ;/t tc fvl
Dimana mm ;kd/2)/tan ( min,; r nnwvt lllll
Kecepatan penghasilan gram : min/cm ;1000
4d Z 3
2fv
(sumber : proses permesinan Taufiq Rochim )
9
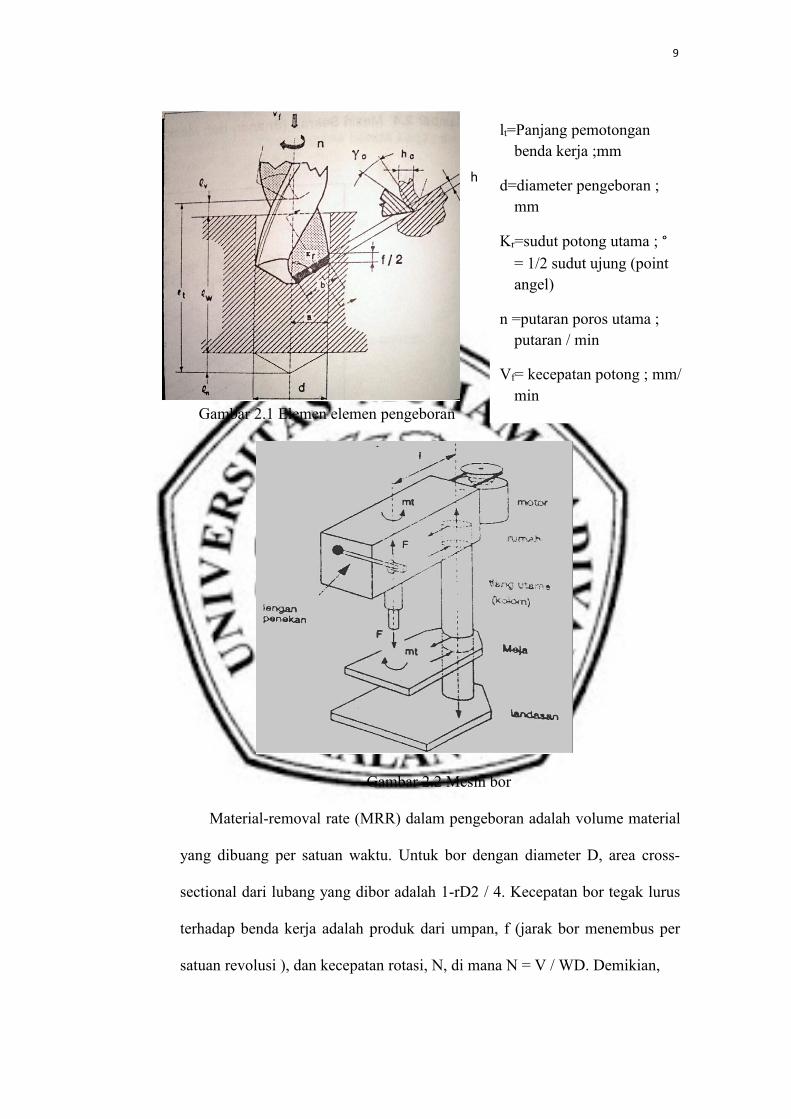
Gambar 2.1 Elemen elemen pengeboran
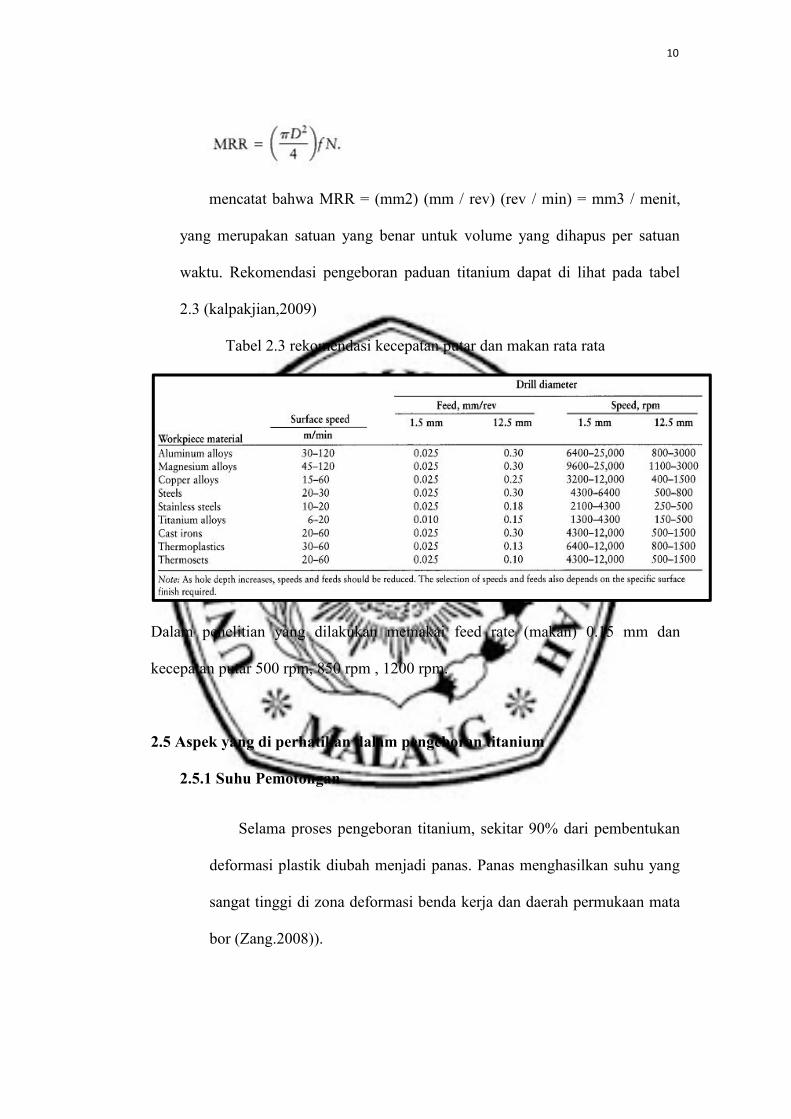
Gambar 2.2 Mesin bor
Material-removal rate (MRR) dalam pengeboran adalah volume material
yang dibuang per satuan waktu. Untuk bor dengan diameter D, area cross-
sectional dari lubang yang dibor adalah 1-rD2 / 4. Kecepatan bor tegak lurus
terhadap benda kerja adalah produk dari umpan, f (jarak bor menembus per
satuan revolusi ), dan kecepatan rotasi, N, di mana N = V / WD. Demikian,
h
lt=Panjang pemotonganbenda kerja ;mm
d=diameter pengeboran ;mm
Kr=sudut potong utama ; °= 1/2 sudut ujung (pointangel)
n =putaran poros utama ;putaran / min
Vf= kecepatan potong ; mm/min
10
mencatat bahwa MRR = (mm2) (mm / rev) (rev / min) = mm3 / menit,
yang merupakan satuan yang benar untuk volume yang dihapus per satuan
waktu. Rekomendasi pengeboran paduan titanium dapat di lihat pada tabel
2.3 (kalpakjian,2009)
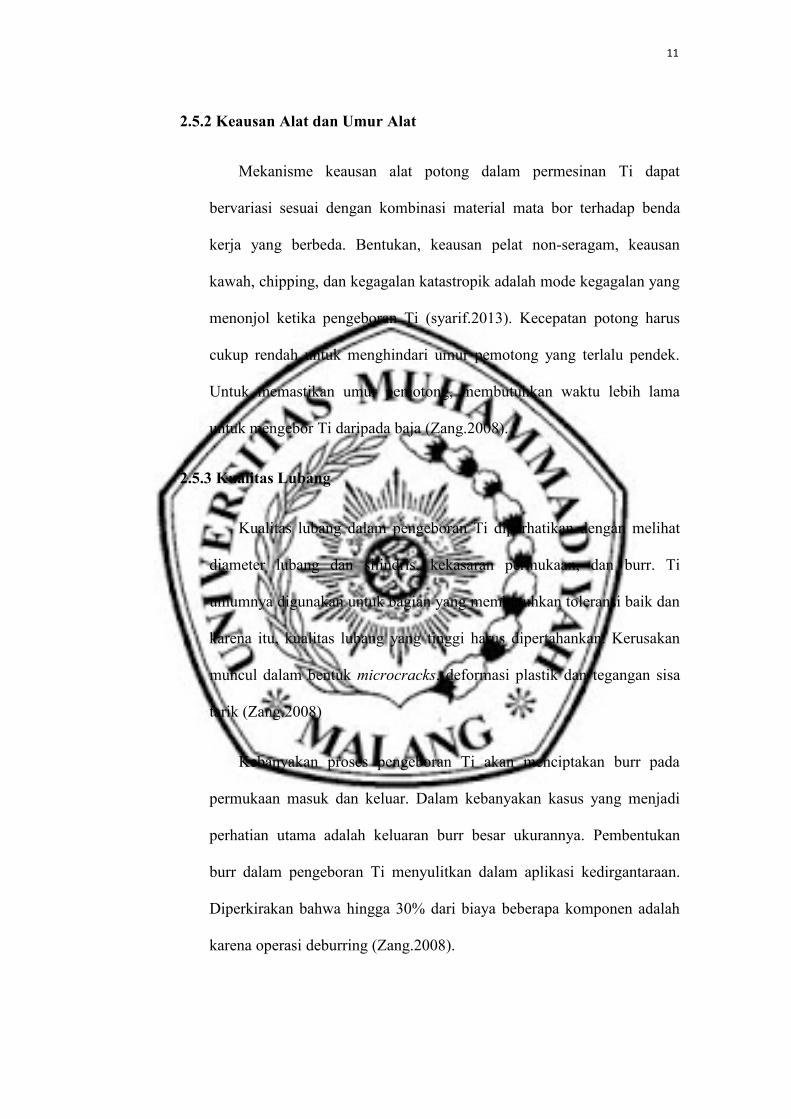
Tabel 2.3 rekomendasi kecepatan putar dan makan rata rata
Dalam penelitian yang dilakukan memakai feed rate (makan) 0.15 mm dan
kecepatan putar 500 rpm, 850 rpm , 1200 rpm.
2.5 Aspek yang di perhatikan dalam pengeboran titanium
2.5.1 Suhu Pemotongan
Selama proses pengeboran titanium, sekitar 90% dari pembentukan
deformasi plastik diubah menjadi panas. Panas menghasilkan suhu yang
sangat tinggi di zona deformasi benda kerja dan daerah permukaan mata
bor (Zang.2008)).
11
2.5.2 Keausan Alat dan Umur Alat
Mekanisme keausan alat potong dalam permesinan Ti dapat
bervariasi sesuai dengan kombinasi material mata bor terhadap benda
kerja yang berbeda. Bentukan, keausan pelat non-seragam, keausan
kawah, chipping, dan kegagalan katastropik adalah mode kegagalan yang
menonjol ketika pengeboran Ti (syarif.2013). Kecepatan potong harus
cukup rendah untuk menghindari umur pemotong yang terlalu pendek.
Untuk memastikan umur pemotong, membutuhkan waktu lebih lama
untuk mengebor Ti daripada baja (Zang.2008).
2.5.3 Kualitas Lubang
Kualitas lubang dalam pengeboran Ti diperhatikan dengan melihat
diameter lubang dan silindris, kekasaran permukaan, dan burr. Ti
umumnya digunakan untuk bagian yang membutuhkan toleransi baik dan
karena itu, kualitas lubang yang tinggi harus dipertahankan. Kerusakan
muncul dalam bentuk microcracks, deformasi plastik dan tegangan sisa
tarik (Zang.2008)
Kebanyakan proses pengeboran Ti akan menciptakan burr pada
permukaan masuk dan keluar. Dalam kebanyakan kasus yang menjadi
perhatian utama adalah keluaran burr besar ukurannya. Pembentukan
burr dalam pengeboran Ti menyulitkan dalam aplikasi kedirgantaraan.
Diperkirakan bahwa hingga 30% dari biaya beberapa komponen adalah
karena operasi deburring (Zang.2008).
12
2.6 Formasi Burr
Proses pemesinan menghasilkan burr yang berakibat deformasi plastis.
proses tersebut sangat mempengaruhi biaya produksi. Burr dapat
didefinisikan sebagai setiap material yang menjorok lebih jauh di luar
permukaan dan tonjolan. Burr terbentuk di permukaan masuknya mata bor
dan di permukaan keluarnya mata bor pada benda kerja. Burr keluar itu
penting, karena ukuran yang besar akan sulit untuk dihapus, maka
menyebabkan masalah deburring. Oleh karena itu, banyak penelitian telah
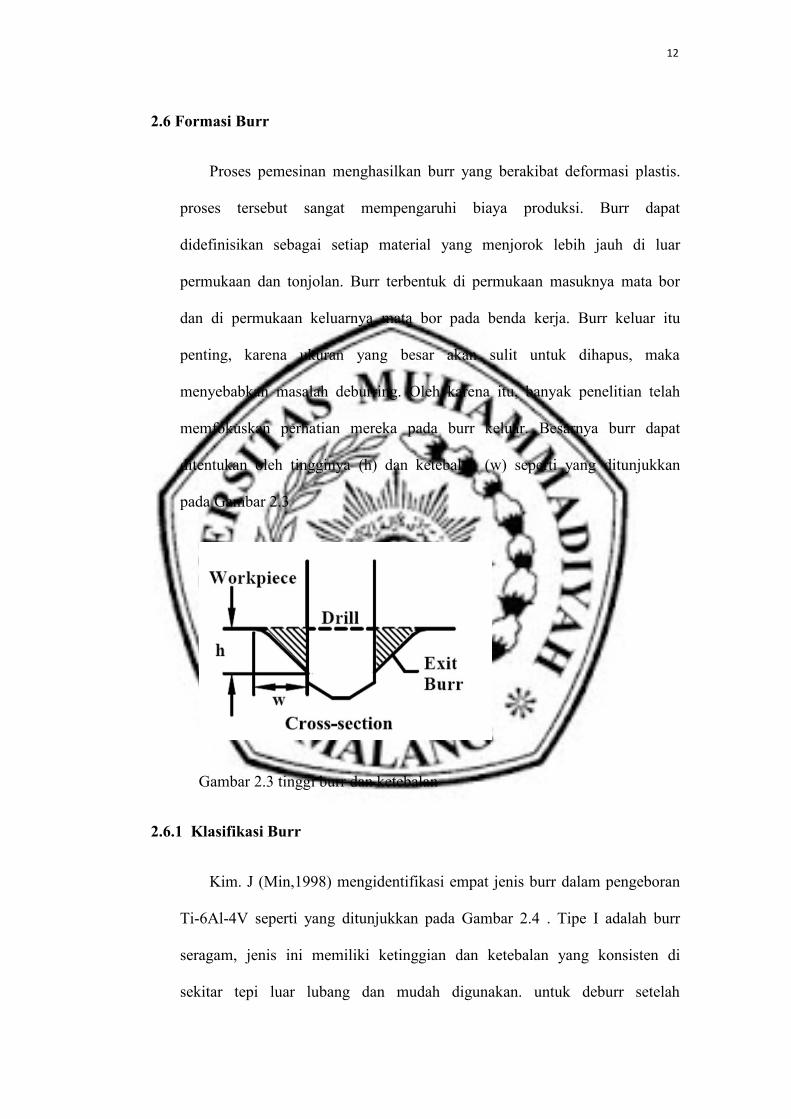
memfokuskan perhatian mereka pada burr keluar. Besarnya burr dapat
ditentukan oleh tingginya (h) dan ketebalan (w) seperti yang ditunjukkan
pada Gambar 2.3
Gambar 2.3 tinggi burr dan ketebalan
2.6.1 Klasifikasi Burr
Kim. J (Min,1998) mengidentifikasi empat jenis burr dalam pengeboran
Ti-6Al-4V seperti yang ditunjukkan pada Gambar 2.4 . Tipe I adalah burr
seragam, jenis ini memiliki ketinggian dan ketebalan yang konsisten di
sekitar tepi luar lubang dan mudah digunakan. untuk deburr setelah
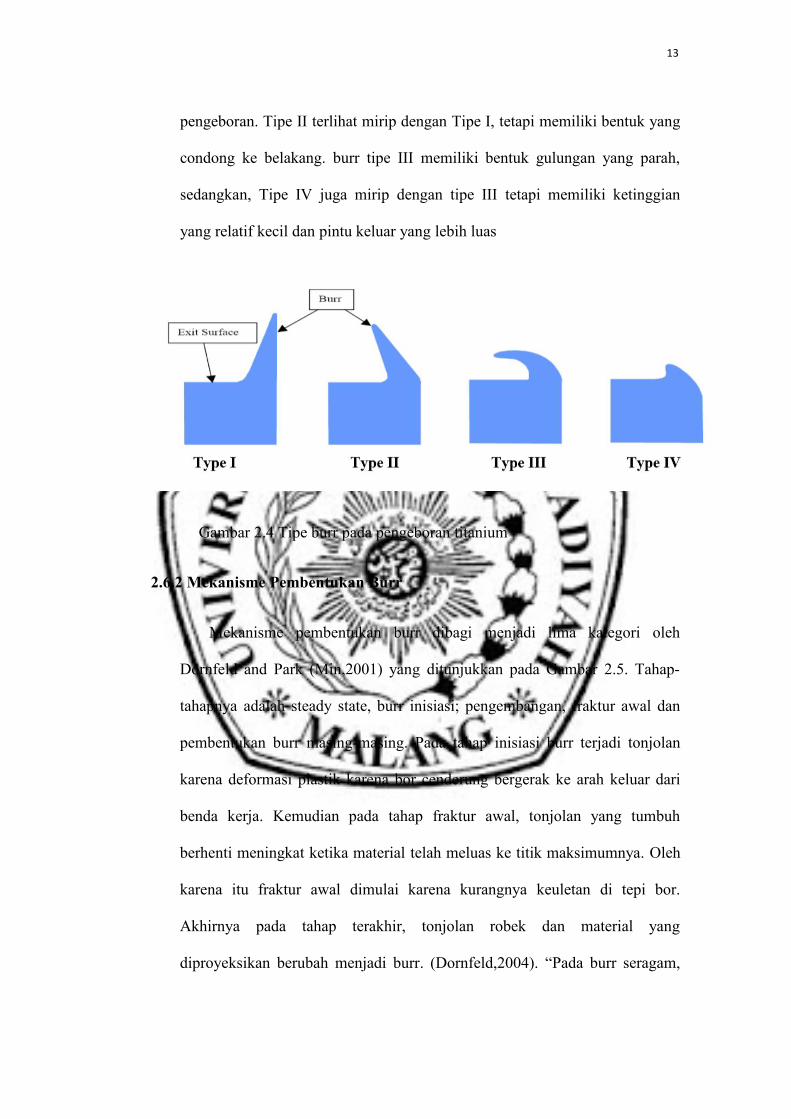
13
pengeboran. Tipe II terlihat mirip dengan Tipe I, tetapi memiliki bentuk yang
condong ke belakang. burr tipe III memiliki bentuk gulungan yang parah,
sedangkan, Tipe IV juga mirip dengan tipe III tetapi memiliki ketinggian
yang relatif kecil dan pintu keluar yang lebih luas
Gambar 2.4 Tipe burr pada pengeboran titanium
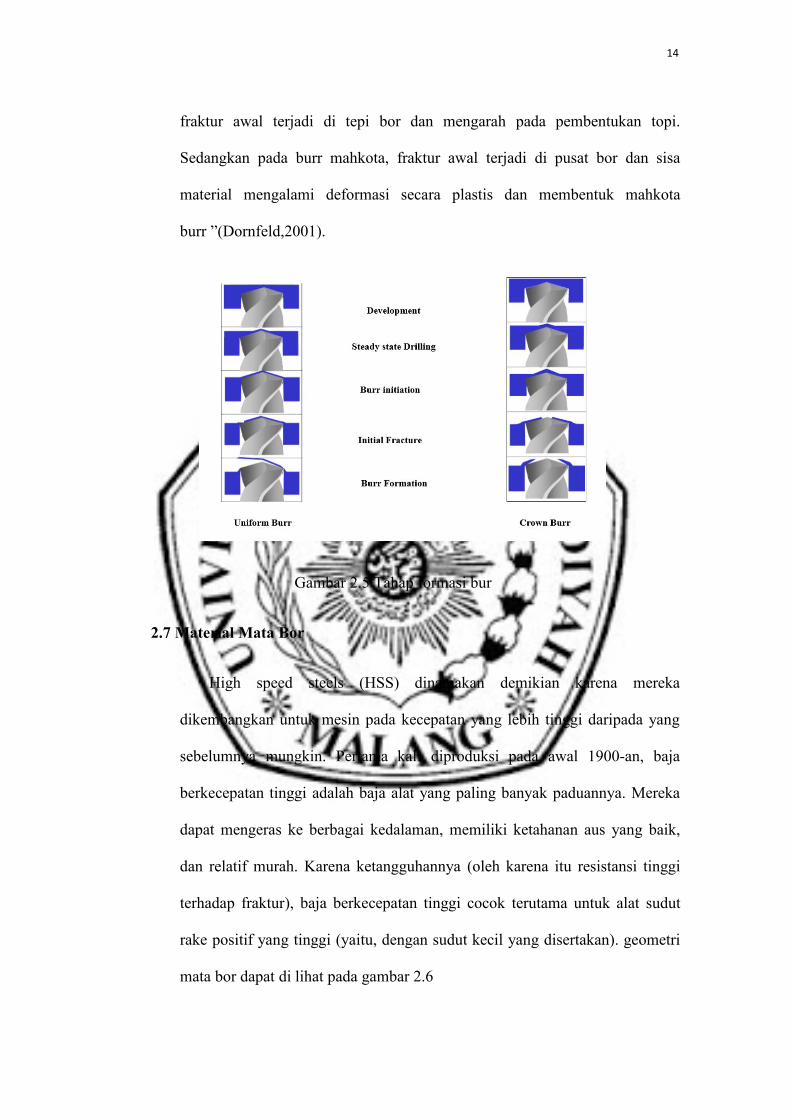
2.6.2 Mekanisme Pembentukan Burr
Mekanisme pembentukan burr dibagi menjadi lima kategori oleh
Dornfeld and Park (Min,2001) yang ditunjukkan pada Gambar 2.5. Tahap-
tahapnya adalah steady state, burr inisiasi; pengembangan, fraktur awal dan
pembentukan burr masing-masing. Pada tahap inisiasi burr terjadi tonjolan
karena deformasi plastik karena bor cenderung bergerak ke arah keluar dari
benda kerja. Kemudian pada tahap fraktur awal, tonjolan yang tumbuh
berhenti meningkat ketika material telah meluas ke titik maksimumnya. Oleh
karena itu fraktur awal dimulai karena kurangnya keuletan di tepi bor.
Akhirnya pada tahap terakhir, tonjolan robek dan material yang
diproyeksikan berubah menjadi burr. (Dornfeld,2004). “Pada burr seragam,
14
fraktur awal terjadi di tepi bor dan mengarah pada pembentukan topi.
Sedangkan pada burr mahkota, fraktur awal terjadi di pusat bor dan sisa
material mengalami deformasi secara plastis dan membentuk mahkota
burr ”(Dornfeld,2001).
Gambar 2.5 Tahap formasi bur
2.7 Material Mata Bor
High speed steels (HSS) dinamakan demikian karena mereka
dikembangkan untuk mesin pada kecepatan yang lebih tinggi daripada yang
sebelumnya mungkin. Pertama kali diproduksi pada awal 1900-an, baja
berkecepatan tinggi adalah baja alat yang paling banyak paduannya. Mereka
dapat mengeras ke berbagai kedalaman, memiliki ketahanan aus yang baik,
dan relatif murah. Karena ketangguhannya (oleh karena itu resistansi tinggi
terhadap fraktur), baja berkecepatan tinggi cocok terutama untuk alat sudut
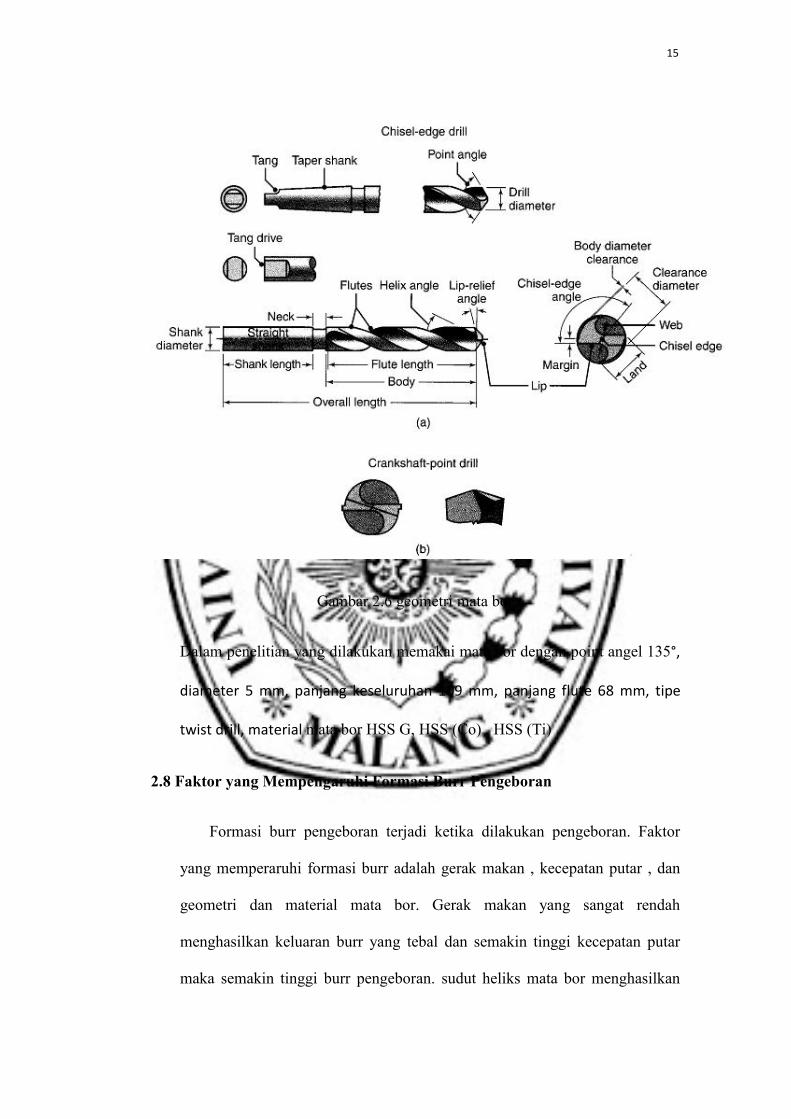
rake positif yang tinggi (yaitu, dengan sudut kecil yang disertakan). geometri
mata bor dapat di lihat pada gambar 2.6
15
Gambar 2.6 geometri mata bor
Dalam penelitian yang dilakukan memakai mata bor dengan point angel 135°,
diameter 5 mm, panjang keseluruhan 109 mm, panjang flute 68 mm, tipe
twist drill, material mata bor HSS G, HSS (Co) , HSS (Ti)
2.8 Faktor yang Mempengaruhi Formasi Burr Pengeboran
Formasi burr pengeboran terjadi ketika dilakukan pengeboran. Faktor
yang memperaruhi formasi burr adalah gerak makan , kecepatan putar , dan
geometri dan material mata bor. Gerak makan yang sangat rendah
menghasilkan keluaran burr yang tebal dan semakin tinggi kecepatan putar
maka semakin tinggi burr pengeboran. sudut heliks mata bor menghasilkan

16
burr yang lebih kecil dari sudut split mata bor. Ketebalan dan ketebalan burr
akan berkurang dengan menggunakan sudut heliks yang lebih besar atau
sudut ujung mata bor yang lebih besar (Dornfeld dkk.1999).
Dornfeld dkk. (1999) mengamati empat jenis burr yang berbeda dalam
pengeboran kering dan tiga burr tipe dalam pengeboran basah Ti. Keluaran
burr tanpa cairan pendingin akan menghasilkan burr yang besar.
2.9 Struktur Mikro Ti-6Al-4V
Struktur mikro dari Ti6Al4V ditunjukkan pada Gambar 2.7 dan 2.8, yang
menunjukkan dua fase struktur yang terdiri yaitu α dan β. Fase α (daerah
yang cerah pada gambar) memiliki struktur pipih yang relatif teratur dan
antara lamellae ini terdapat daerah tipis fase β (terelihat gelap). Sebelum
terbentuk fasa β fasa yang terjadi adalah α + β , mengandung α lamellar
dengan orientasi kristalografi yang serupa. Tumbuh dari batas β butiran
sebelumnya α fase terbentuk yang ″ membatasi ″ butir-butir ini (batas butir
α).(Pinke._)