bab iii metodologi penelitian - eprints.ums.ac.ideprints.ums.ac.id/45997/13/bab 3...
TRANSCRIPT

11
BAB III
METODOLOGI PENELITIAN
3.1 DIAGRAM PENELITIAN
Gambar 3.1 Diagram Alir Penelitian
Studi Lapangan dan Tinjauan
Pustaka
Persiapan Alat dan Bahan
Proses pembuatan alat
Pengecekan dan pengukuran alat
Pembuatan produk
Koneksi alat dengan Software
Setting Kalibrasi
Pengakuratan
Akurat
Pengambilan data mesin CNC
Analisa data mesin
Kesimpulan
TIDAK
YA
Mulai
Selesai

12
3.2 PROSEDUR PENELITIAN
3.2.1 Studi Pustaka
Pada tahap persiapan penelitian yaitu mencari acuan
sebagai sumber dan dasar dalam melakukan penelitian. Pada
tahapan selanjutnya melakukan persiapan bahan dan alat yang
akan dipergunakan dalam proses penelitian. Kemudian mendesain
sebuah Mesin CNC dan membuat bagian kontruksi yang telah
ditentukan dengan menggunakan bahan alumunium dan besi.
Kemudian melakukan penyetingan aplikasi dan kalibrasi pada alat,
setelah alat di setting kemudian baru dilakukan pembuatan produk
untuk diambil data kemudian dilakukan analisa data pada mesin
CNC.
3.2.2 Studi Lapangan
Pada studi lapangan penulis mencari bahan bahan yang
akan digunakan dalam pembuatan alat CNC tersebut dan
mempersiapkan alat bantu yang dibutuhkan selama penelitan.
3.2.3 Persiapan Bahan
Persiapan bahan seperti alumunium, besi siku, baut, Linear
Bearing, Pillow Block, Motor Stepper, kabel dan Ball Screw.
3.2.4 Pemilihan Bahan
Pada proses pemilihan bahan alumunium dapat dipilih
dengan menggunakan alumunium dengan bahan plat lembaran
diamana kita dapat memotong bahan sesuai dengan desain yang
sudah di gambar. Sedangkan ukuran yang di tentukan tebal
maksimal plat alumunium yang digunakan adalah 1-2 cm untuk
mendapatkan kontruksi yang kuat dan tidak berubah pada saat
dilakukan pengujian.

13
Plat Aluminium
Plat alumunium adalah bahan logam berbentuk lembaran yang
ringan dan kuat serta mudah dalam proses pengerjaannya
dengan ketebalan 0,5 cm - 2 cm yang berjenis untuk AA 1100.
Gambar 3.2 Pemilihan Bahan Alumunium
Besi Siku
Besi siku adalah logam yang keras dan mempunyai bentuk siku
90̊ yang di gunakan dalam pembuatan dudukan alas dan bet
mesin cnc.
Gambar 3.3 Plat Besi Siku
14
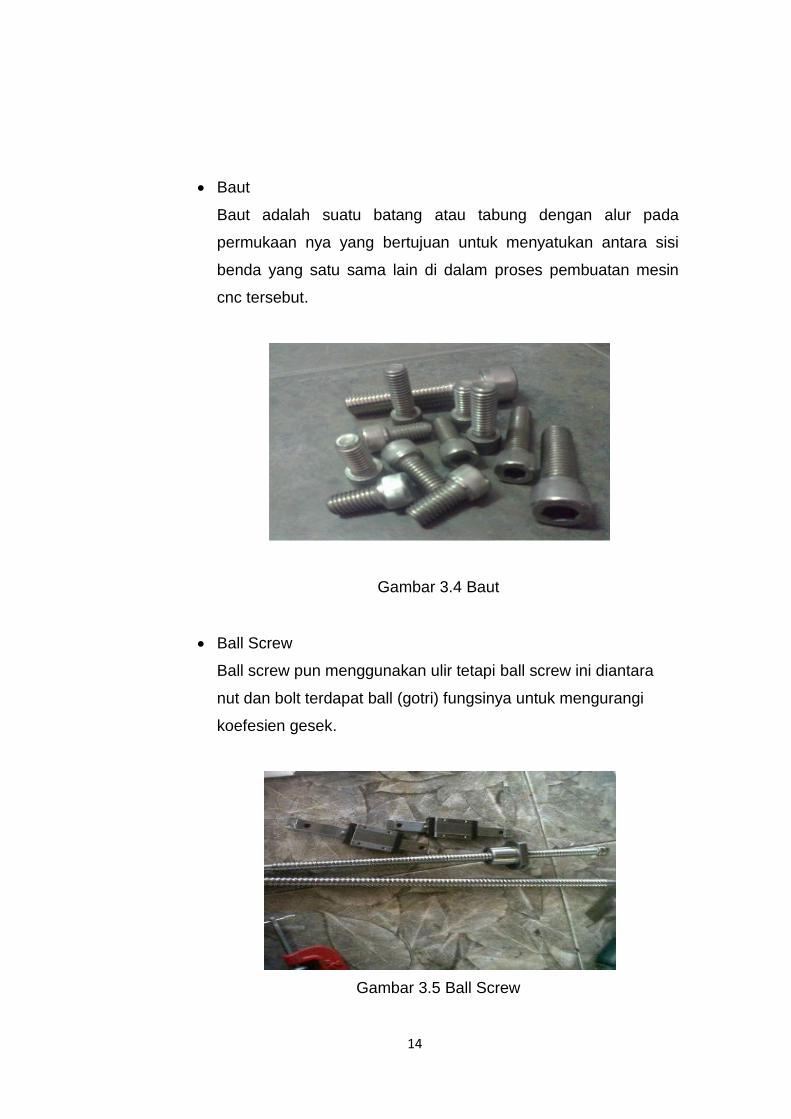
Baut
Baut adalah suatu batang atau tabung dengan alur pada
permukaan nya yang bertujuan untuk menyatukan antara sisi
benda yang satu sama lain di dalam proses pembuatan mesin
cnc tersebut.
Gambar 3.4 Baut
Ball Screw
Ball screw pun menggunakan ulir tetapi ball screw ini diantara
nut dan bolt terdapat ball (gotri) fungsinya untuk mengurangi
koefesien gesek.
Gambar 3.5 Ball Screw

15
Flexible Coupling
Flexible coupling memiliki dua fungsi utama ya itu meneruskan
daya untuk ditransmisikan dari system sebelum coupling menuju
ke sistem setelah coupling. Yang kedua sebagai pengaman
terhada beban berlebih, jika muncul beban berlebih dari system
setelah coupling maka coupling akan mengalami kegagalan
fungsi beban berlebih tersebut tidak sampai menimpa sistem
sebelum coupling.
Gambar 3.6 Flexibel Coupling
Motor Stepper
Motor stepper adalah satu jenis motor DC yang dikendalikan
dengan pulsa-pulsa digital. Prinsip kerja motor stepper adalah
bekerja dengan mengubah pulsa elektronis menjadi gerakan
mekanis diskrit dimana motor stepper bergerak bedasarkan
urutan pulsa yang diberikan kepada motor stepper tersebut.

16
Gambar 3.7 Motor Stepper
Linier Bearing
Alat yang memungkinkan terjadinya pergerakan relative antara
dua bagian dari alat atau mesin, biasanya gerakan liniear.
Dengan adanya bearing gesekan antara dua bagian tersebut
menjadi sangat minim di banding tanpa bearing.
Gambar 3.8 Linear Bearing
Pillow Block
Pillow block adalah unit yang paling representative dan universal
digunakan pada semua jenis perangkat transmisi. UCFL type
tetap pada poros dengan cara yang sederhana dan dapat
17
diandalkan dengan cara sekrup set dengan lubang heksagonal
disisipkan dalam lubang samping.
Gambar 3.9 Pillow Block
3.3 ALAT - ALAT PENDUKUNG
Peralatan pendukung utama yang digunakan penelitian ini
diantaranya:
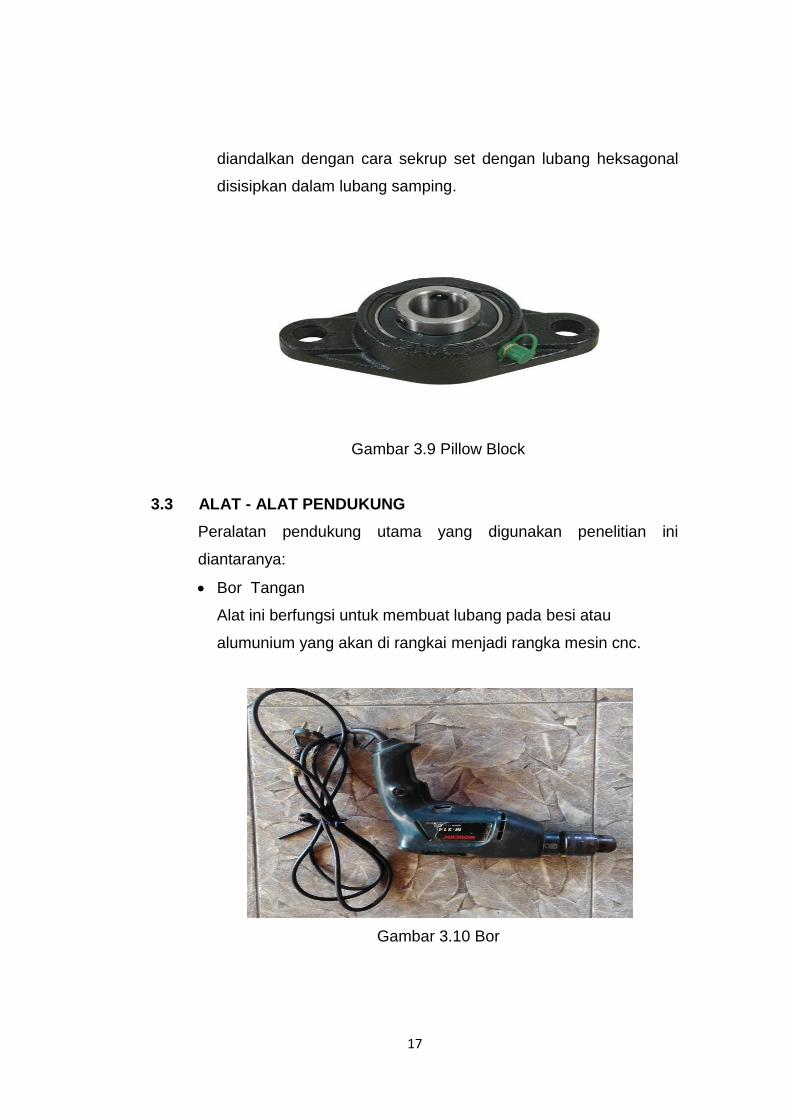
Bor Tangan
Alat ini berfungsi untuk membuat lubang pada besi atau
alumunium yang akan di rangkai menjadi rangka mesin cnc.
Gambar 3.10 Bor

18
Gerinda
Alat ini berfungsi sebagai alat potong dan menghaluskan
alumunium dan besi siku.
Gambar 3.11 Gerinda
Jangka Sorong
Jangka sorong ini memiliki ketelitian 0,01 mm yang digunakan
untuk mengukur diameter suatu produk.
Gambar 3.12 Jangka sorong
Dial indicator
Dial indicator adalah alat yang digunakan untuk mengukur
ketelitian, kerataan dan kesejajaran dari mesin cnc tersebut.

19
Gambar 3.13 Dial Indicator
3.4 ALAT DAN BAHAN PENELITIAN
Akrilik
Akrilik adalah Bahan penelitian ini menggunakan Akrilik dengan
ukuran ketebalan 0,8 mm.
Gambar 3.14 Akrilik
Mesin CNC Router
Mesin CNC router adalah alat yang digunakan untuk penelitian.

20
Gambar 3.15 Mesin CNC Router
Mesin CNC Ruoter yang dipakai adalah tipe ROUTER 40 X 60 dan
mempunyai spesifikasi sebagai berikut:
TYPE : ROUTER 40 X 60
X,Y axis motion : 400 x 600 mm
Z axis : 105 mm
Table Size : 400 x 600mm
Drive System : Drive High Precision Ball
Screw and Square Rails All 3 Axis
Max moving Speed : 7.8 mmr/menit
Max.engraing Speed : 6 mm/menit
Max feeding height : 125 mm
Repeat ability : 0.05 mm
resolution : 0.003125mm
Controller : mach 3
Memory : 32 MB
suhu ruangan terbaik : ≥ 25℃
power supply : AC 220v 50Hz
spindle : 400 watt
Spindle Rotary Speed : 32000 RPM

21
Perangkat Berat : 40kg
Temperatur : +5℃-40℃; 20%-75%;86-
106Kpa
Komputer : Windows 98/2000/XP
3.5 TEMPAT PENELITIAN
Lokasi penelitian dilakukan di dua tempat yaitu:
a. Proses pembuatan Mesin CNC ROUTER bertempat di rumah
Bp. Bambang Waluyo Febriantoko, ST, MT Desa Windan
Rt.03/Rw03 Gumpang, Sukoharjo
b. SMK MUHAMMADIYAH KARTASURA JL. Brigadir Jendral
Slamet Riyadi No. 80
3.6 PROSES PEMBUATAN PRODUK
Gambar 3.16 Diagram Alir Penelitian
Pembuatan gambar / desain produk pada solidwork
Produk Jadi
Analisa Produk dan Pengukuran produk
Setting kalibrasi Mesin CNC
Router
Pemasangan bahan pada
mesin CNC Router
Proses
Pengaplikasian dari solid ke CAM
Pengaplikasian dari CAM ke Mach 3
22
3.7 WAKTU SIKLUS (CYCLE TIME)
Waktu siklus merupakan waktu total yang diperlukan untuk
membuat produk.
Gambar solid CAM Mach3 Kalibras Pengujian
Waktu Siklus
Gambar 3.17 Waktu Siklus
3.8 PROSEDUR PEMBUATAN PRODUK
Berikut ini ialah langkah-langkah pembuatan produk
dengan mesin CNC:
1. Memasang benda kerja yang akan diuji yang berbentuk akrilik
pada meja / bet mesin cnc.
2. Penyetelan pada alat ( mesin CNC ) dan setting program pada
komputer
3. Mengaplikasikan gambar dari solidwork ke aplikasi CAM
kemudian mendapat kode G dan dimasukan program ke math 3
yang bertujuan untuk membaca kode G yang diaplikasikan
kemesin cnc ruoter.
4. Menyetel atau menyeting titik nol benda kerja atau titik refrensi.
5. Melakukan pengujian.
6. Melakukan proses pengambilan sampel sebanyak 3 buah
bentuk berupa bentuk 4 persegi sama sisi, persegi panjang dan
lingkaran
7. Menganalisa benda setelah di uji.
3.9 PENGUJIAN DAN PENDATAAN KEAKURASIAN KALIBRASI
Mengukur hasil pengujian dengan membandingkan suatu produk,
sebelum dilakuakan pendataan kalibrasi kedalaman pemakanan
dilakukan leveling meja mesin cnc router (lihat lampiran) setelah itu
data hasil pengujian diolah menggunakan rumus aritmetik
(arithmetic mean) akan diperoleh standar deviasi.