bab ii tinjauan pustaka 2.1 mesin...
TRANSCRIPT
3
BAB II
TINJAUAN PUSTAKA
2.1 Mesin Cumnins/Onan Genset.
Mesin Cumnins/Onan Genset ini adalah mesin pembangkit listrik yang
digunakan PT. Hardaya Inti Plantations guna memasok listrik ke pabrik dan
perumahan serta mengantisipasi terjadinya kekurangan pasok listrik dari mesin
tersebut, mesin disel ini memerlukan adanya perawatan sebelum terjadi
kerusakan, komponen-komponen yang dibuat jadwal perencanaan perawatan
adalah komponen Liner, Piston, Cit lub Oil dan ring dikarenakan keempat
komponen ini selalu mengalami kerusakan.
Kerusakan ataupun gangguan yang sering dialami mesin cumnins / onan
genset ini berupa gangguan mekanik dan gangguan elektrik. Untuk memperkecil
kerusakan yang ada maka dibutuhkan adanya preventive maintenece.
2.2 Perawatan
Dunia industri secara khas mengemukakan dua jenis manajemen
pemeliharaan: 1 run-to-failure, atau 2 pemeliharaan pencegahan.
2.2.1 Manajemen Run-To-Failure
Manajemen run-to-failure adalah secara langsung dan sederhana. Ketika
mesin rusak maka langkah selanjutnya memperbaiki. Metoda pemeliharaan
mesinan dalam industri telah menjadi suatu bagian terbesar operasi pemeliharaan
pabrik sejak pabrik yang pertama telah dibangun. Suatu pabrik yang
menggunakan manajemen run-to-failure tidak mengeluarkan biayapada
pemeliharaan sampai suatu mesin atau sistem gagal untuk beroperasi. Run-to-
failure adalah suatu teknik manajemen reaktif yang menantikan mesin atau
kegagalan peralatan sebelum tindakan pemeliharaan diambil. Ini juga metoda
manajemen pemeliharaan yang mahal.
Sedikit pabrik menggunakan suatu filsafat manajemen run-to-failure. Di
dalam hampir semua kejadian, pabrik melaksanakan tugas pencegahan basis
dasar yaitu pemberian minyak pelumas, penyesuaian mesin, dan penyesuaian
lainnya bahkan di suatu lingkungan run-to-failure.
4
Biaya yang utama berhubungan dengan jenis manajemen pemeliharaan ini
adalah:
1.Menginventarisir biaya onderdil tinggi,
2.Biaya tenaga kerja lembur tinggi,
3. Down time mesin tinggi, dan
4.Ketersediaan produksi rendah.
2.2.2. Manajemen Pemeliharaan Pencegahan
Banyak definisi dari pemeliharaan pencegahan, tetapi semua pemeliharaan
pencegahan merupakan program manajemen pengaturan waktu. Dengan kata
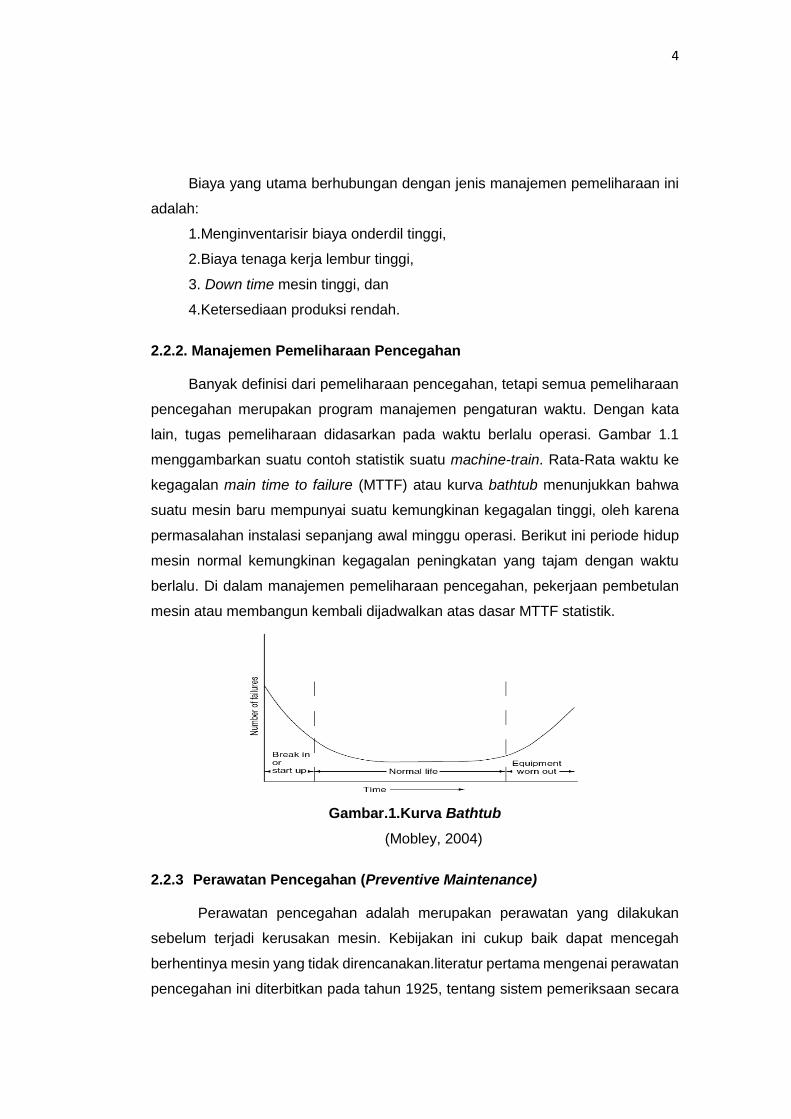
lain, tugas pemeliharaan didasarkan pada waktu berlalu operasi. Gambar 1.1
menggambarkan suatu contoh statistik suatu machine-train. Rata-Rata waktu ke
kegagalan main time to failure (MTTF) atau kurva bathtub menunjukkan bahwa
suatu mesin baru mempunyai suatu kemungkinan kegagalan tinggi, oleh karena
permasalahan instalasi sepanjang awal minggu operasi. Berikut ini periode hidup
mesin normal kemungkinan kegagalan peningkatan yang tajam dengan waktu
berlalu. Di dalam manajemen pemeliharaan pencegahan, pekerjaan pembetulan
mesin atau membangun kembali dijadwalkan atas dasar MTTF statistik.
Gambar.1.Kurva Bathtub
(Mobley, 2004)
2.2.3 Perawatan Pencegahan (Preventive Maintenance)
Perawatan pencegahan adalah merupakan perawatan yang dilakukan
sebelum terjadi kerusakan mesin. Kebijakan ini cukup baik dapat mencegah
berhentinya mesin yang tidak direncanakan.literatur pertama mengenai perawatan
pencegahan ini diterbitkan pada tahun 1925, tentang sistem pemeriksaan secara
5
terratur terhadap kendaraan yang dimulai pada tahun 1930 di pabrik baja USA.
Diperkenalkan di jepang pada tahun 1951 dari ESSO oleh Toa full co.
Keuntungan kebijakan perawatan pencegahan terutama akan menjamin
keandalan dari sistem tersebut, menjamin keselamatan bagi pemakai, umur pakai
mesin menjadi lebih panjang, down time proses produksi dapat diperendah.
Sedangkan kerugian yang terjadi diantaranya waktu operasi akan banyak
terbuang, kemungkinan akan terjadi human error dalam proses assembling atau
lainnya.
Kebijakan perawatan pencegahan umumnya dilakukan sebelum terjadi
kerusakan mesin. Ciri dari kebijakan ini terlihat dari dilakukannya inspeksi secara
periodik dan adanya perencanaan yang sistematis. Adapun aktivitas utama dari
kebijakan ini lebih menitik beratkan pada inspeksi secara periodik dalam
pemulihan kondisi mesin secara terencana akibat adanya kemunduran fungsi.
Dengan demikian, pengertian perawatan pencegahan merupakan kegiatan
pendeteksian atau penanganan secara secara cepat terhadap mesin/peralatan
yang tidak normal sebelum terjadi kerusakan atau merugikan.
Pelaksanaan kegiatan perawatan pencegahan bisa dilakukan secara on-
line, artinya sistem dalam kondisi jalan dan ada pula beberapa kegiatan perawatan
pencegahan yang harus dilakukan dalam kondisi berhenti (off-line). Program
perawatan pencegahan harus di mulai dengan melakukan sosialisasi ke semua
bagian terkait (produksi, maintenance, manajemen, dll.) untuk memperkenalkan
program dan meyakinkan manfaatnya. Sedangkan parameter keberhasilan
program diukur dari ongkos-ongkos yang terjadi, presentasi down time dan bisa
pula diukur dari Ratio antara Planned Work Order dan Emergency Work Order.
Tujuan perawatan pencegahan diarahkan untuk memaksimalkan
availability, dan meminimasikan ongkos melalui peningkatan reliability. Dengan
lingkup kegiatan bisa hanya mencakup area process (operation,utility, main
process, dll.) atau bisa diperluas ke area lain seperti buildingoffice dan fasilitas
umum.
Kriteria penentuan fasilitas yang termasuk dalam program perawatan
pencegahan dilihat dari (Anting, 2011):
a. Apakah kerusakan alat berdampak pada safety?
b. Apakah kerusakan alat dapat menyebabkan system down?
c. Apakah rep?

6
d. air cost-nya tinggi dan lama?
e. Ketersedian spare part dari fasilitas tersebut.
f. Kondisi kerja dari fasilitas tersebut
2.2.4 Efisiensi Perawatan
Menurut Setiawan efisiensi perawatan (2008), bila ditelusuri ternyata
banyak sekali jenis mesin yang mungkin juga bisa mencapai jutaan jenis mesin.
Tetapi mesin-mesin tersebut terdiri dari komponen-komponen baik elektrikal
maupun mekanikal. Bila dipandang dalam komponen mekanikal maka jumlahnya
akan berkurang sehingga terdiri dari apa yang kita sebut dengan elemen mesin.
Kerusakan mekanikal yang terjadi bila digolongkan berdasarkan akar
permasalahan penyebabnya ternyata dapat dikatagorikan menjadi sediki, yang
kadang kala persentasi kerusakan melebihi 95% dari total kerusakan semua mesin
(ditinjau dari segi mekanikal).
Penurunan kinerja elemen mesin ini merupakan dasar pemikiran untuk
menganalisis kerusakan-kerusakan.
Penurunan kinerja elemen mesin dapat digolongkan menjadi (Setiawan
2008):
1. Pembebanan berlebihan (overload)
Kegagalan kinerja akibat pembebanan berlebihan terjadi langsung saat
beban terpasang. Ada dua macam bentuk kegagalan kinerja akibat pembebanan
yang berlebihan :
a. Mudah bengkok/liat (ductile)
Hal ini dapat dilihat pada material baja karbon rendah misalnya pada poros.
Bila terjadi pembebanan yang berlebihan misalnya puntiran akan
menyebabkan terjadinya perubahan bentuk (deformation) seperti poros
menjadi bengkok tetapi tidak menyebabkan material patah.
b. Mudah patah (brittle)
Bila pembebanan berlebihan pada material yang mudah patah (material
yang mengalami proses pengerasan dan temper) misalnya baja mata bor
atau besi cor
Maka akan menyebabkan material elemen mesin menjadi hancur.
2. Kelelahan pemakaian (fatique)
7
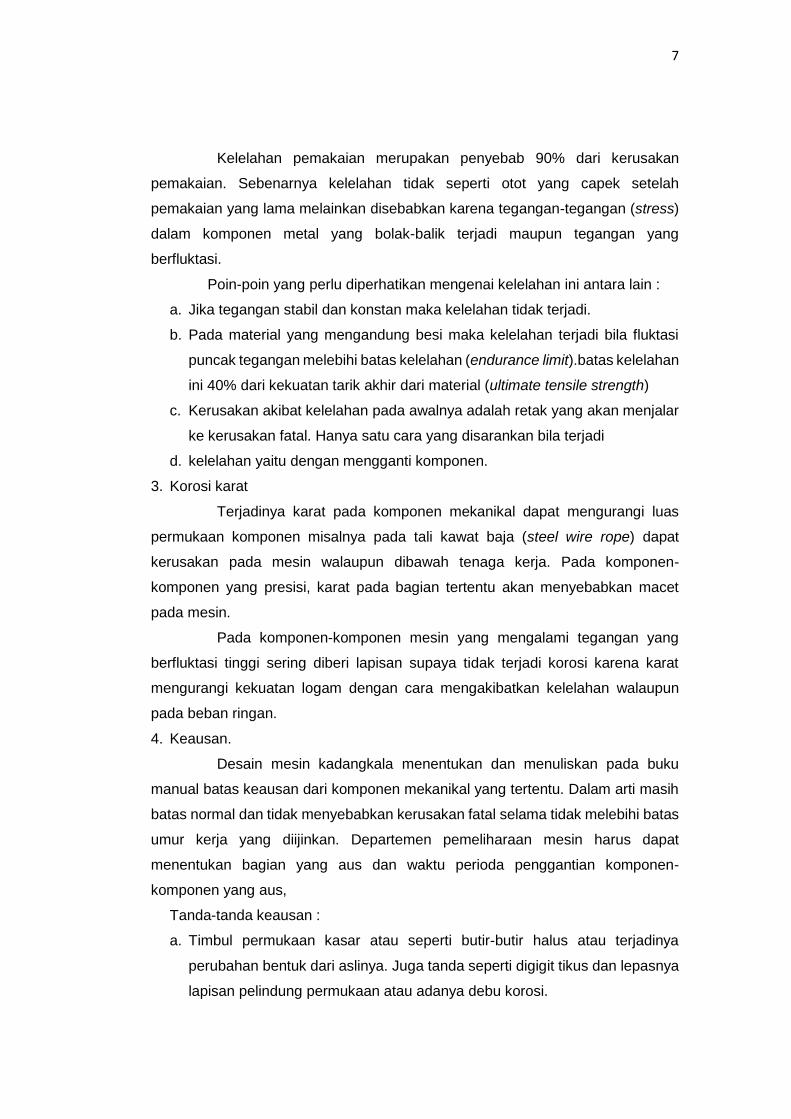
Kelelahan pemakaian merupakan penyebab 90% dari kerusakan
pemakaian. Sebenarnya kelelahan tidak seperti otot yang capek setelah
pemakaian yang lama melainkan disebabkan karena tegangan-tegangan (stress)
dalam komponen metal yang bolak-balik terjadi maupun tegangan yang
berfluktasi.
Poin-poin yang perlu diperhatikan mengenai kelelahan ini antara lain :
a. Jika tegangan stabil dan konstan maka kelelahan tidak terjadi.
b. Pada material yang mengandung besi maka kelelahan terjadi bila fluktasi
puncak tegangan melebihi batas kelelahan (endurance limit).batas kelelahan
ini 40% dari kekuatan tarik akhir dari material (ultimate tensile strength)
c. Kerusakan akibat kelelahan pada awalnya adalah retak yang akan menjalar
ke kerusakan fatal. Hanya satu cara yang disarankan bila terjadi
d. kelelahan yaitu dengan mengganti komponen.
3. Korosi karat
Terjadinya karat pada komponen mekanikal dapat mengurangi luas
permukaan komponen misalnya pada tali kawat baja (steel wire rope) dapat
kerusakan pada mesin walaupun dibawah tenaga kerja. Pada komponen-
komponen yang presisi, karat pada bagian tertentu akan menyebabkan macet
pada mesin.
Pada komponen-komponen mesin yang mengalami tegangan yang
berfluktasi tinggi sering diberi lapisan supaya tidak terjadi korosi karena karat
mengurangi kekuatan logam dengan cara mengakibatkan kelelahan walaupun
pada beban ringan.
4. Keausan.
Desain mesin kadangkala menentukan dan menuliskan pada buku
manual batas keausan dari komponen mekanikal yang tertentu. Dalam arti masih
batas normal dan tidak menyebabkan kerusakan fatal selama tidak melebihi batas
umur kerja yang diijinkan. Departemen pemeliharaan mesin harus dapat
menentukan bagian yang aus dan waktu perioda penggantian komponen-
komponen yang aus,
Tanda-tanda keausan :
a. Timbul permukaan kasar atau seperti butir-butir halus atau terjadinya
perubahan bentuk dari aslinya. Juga tanda seperti digigit tikus dan lepasnya
lapisan pelindung permukaan atau adanya debu korosi.

8
Tanda-tanda keausan diatas umumnya disebut keausan luncur misalnya
terjadi pada bantalan luncur, roda gigi, penghancur (crusher) dan lain
sebagainya.
b. Adanya retak, perubahan bentuk dari aslinya, kepingan yang berlapis yang
rapuh, terjadi lubang-lunbang kecil, adanya bekas karena benda-benda
asing.
Tanda-tanda keausan diatas umumnya disebut keausan gelinding misalnya
terjadi pada bearing dan impeller pompa (Setiawan,2008):
2.2.5 Penentuan Jumlah Keperluan Spare Parts
Secara sederhana untuk menentukan jumlah kebutuhan suku cadang dapat
digunakan rumus (Anting, 2011):
Jumlah spare parts yang perlu disimpan, (K):
K = √𝑓 𝑃 Pers (1)
f = faktor yang di tentukan berdasarkan pengalaman dalam kondisi normal
= 1.
P = jumlah spart parts yang sama dipakai pada equipment yang ada.
Perhatikan :
a. Besarnya investasi dalam bentuk persediaan (tidak lebih dari 30 % dari nilai
aset).
b. Jumlah persedian (lebih dari 6 bulan pemakaian 40 %).
c. Pengaruh inflasi, ketidak akuratan data, maupun tingkat layanan terhadap
keuntungan.
d. Perputaran barang persediaan.
2.3 Konsep Kehandalan
Menurut Hurts (2006) Alasan meningkatnya desain yang menitik beratkan
kehandalan adalah peningkatan kesadaran bahwa biaya kepemilikan suatu produk
atau sistem terdiri dari dua hal. Pertama adalah besarnya modal dan yang kedua
adalah biaya operasi, penanganan, pemeliharaan dan penggantian komponen
suatu produk atau sistem. Alasan kedua, biaya operasi, seringkali melebihi besar
modal,
9
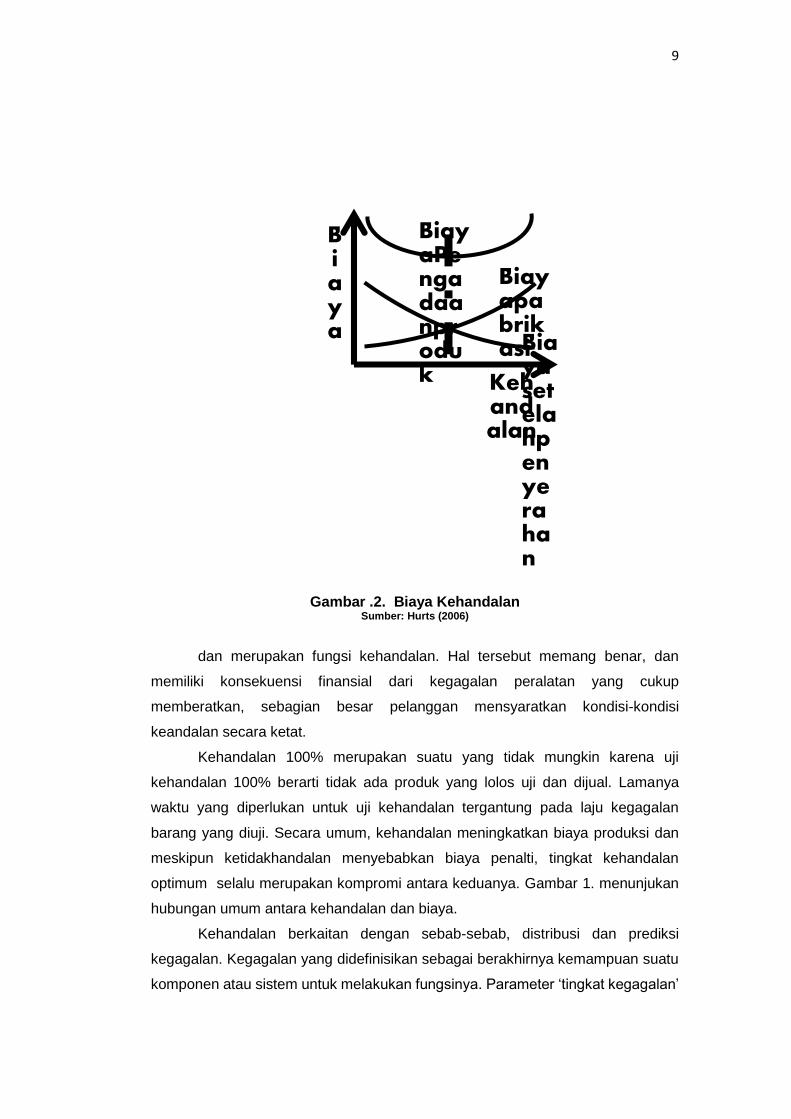
Gambar .2. Biaya Kehandalan Sumber: Hurts (2006)
dan merupakan fungsi kehandalan. Hal tersebut memang benar, dan
memiliki konsekuensi finansial dari kegagalan peralatan yang cukup
memberatkan, sebagian besar pelanggan mensyaratkan kondisi-kondisi
keandalan secara ketat.
Kehandalan 100% merupakan suatu yang tidak mungkin karena uji
kehandalan 100% berarti tidak ada produk yang lolos uji dan dijual. Lamanya
waktu yang diperlukan untuk uji kehandalan tergantung pada laju kegagalan
barang yang diuji. Secara umum, kehandalan meningkatkan biaya produksi dan
meskipun ketidakhandalan menyebabkan biaya penalti, tingkat kehandalan
optimum selalu merupakan kompromi antara keduanya. Gambar 1. menunjukan
hubungan umum antara kehandalan dan biaya.
Kehandalan berkaitan dengan sebab-sebab, distribusi dan prediksi
kegagalan. Kegagalan yang didefinisikan sebagai berakhirnya kemampuan suatu
komponen atau sistem untuk melakukan fungsinya. Parameter ‘tingkat kegagalan’
BiayaPengadaanproduk
Biayapabrikasi Biayasetelahpenyerahan
Biaya
Kehandalan
10
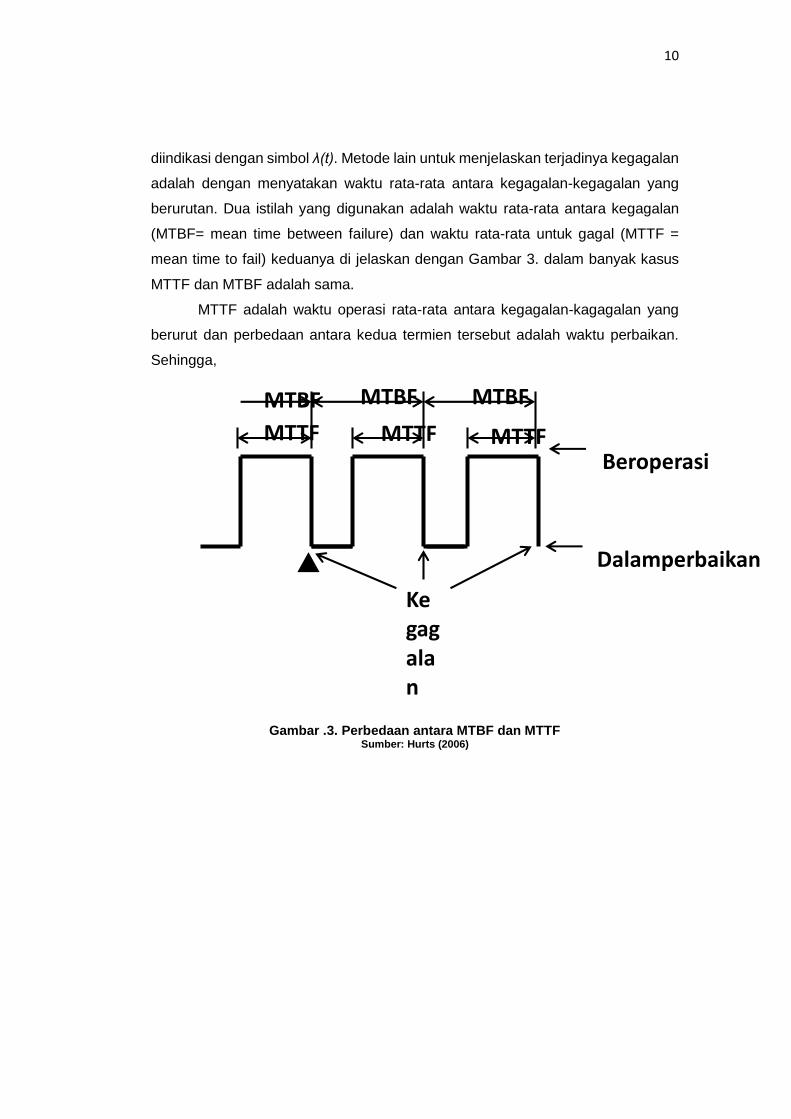
diindikasi dengan simbol λ(t). Metode lain untuk menjelaskan terjadinya kegagalan
adalah dengan menyatakan waktu rata-rata antara kegagalan-kegagalan yang
berurutan. Dua istilah yang digunakan adalah waktu rata-rata antara kegagalan
(MTBF= mean time between failure) dan waktu rata-rata untuk gagal (MTTF =
mean time to fail) keduanya di jelaskan dengan Gambar 3. dalam banyak kasus
MTTF dan MTBF adalah sama.
MTTF adalah waktu operasi rata-rata antara kegagalan-kagagalan yang
berurut dan perbedaan antara kedua termien tersebut adalah waktu perbaikan.
Sehingga,
Gambar .3. Perbedaan antara MTBF dan MTTF Sumber: Hurts (2006)
Kegagalan
Beroperasi
Dalamperbaikan
MTBF MTBF MTBF
MTTF MTTF MTTF
11
MTTF + waktu rata-rata untuk perbaikan = MTBF
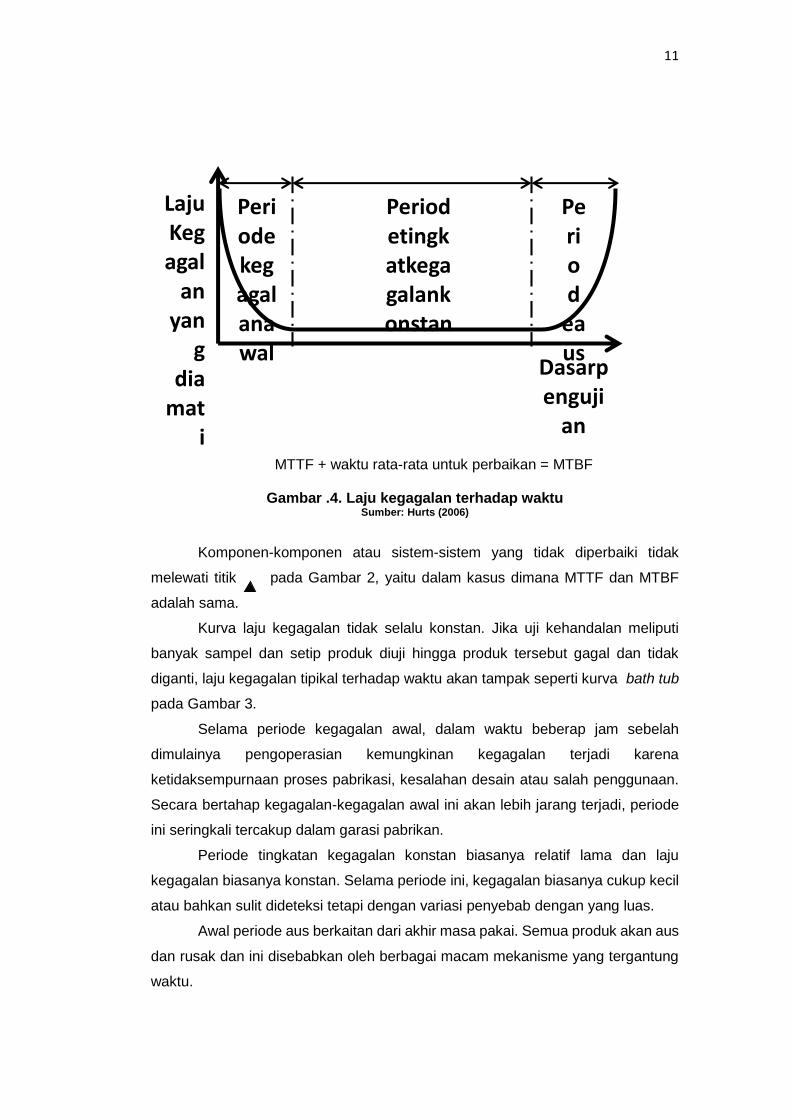
Gambar .4. Laju kegagalan terhadap waktu Sumber: Hurts (2006)
Komponen-komponen atau sistem-sistem yang tidak diperbaiki tidak
melewati titik pada Gambar 2, yaitu dalam kasus dimana MTTF dan MTBF
adalah sama.
Kurva laju kegagalan tidak selalu konstan. Jika uji kehandalan meliputi
banyak sampel dan setip produk diuji hingga produk tersebut gagal dan tidak
diganti, laju kegagalan tipikal terhadap waktu akan tampak seperti kurva bath tub
pada Gambar 3.
Selama periode kegagalan awal, dalam waktu beberap jam sebelah
dimulainya pengoperasian kemungkinan kegagalan terjadi karena
ketidaksempurnaan proses pabrikasi, kesalahan desain atau salah penggunaan.
Secara bertahap kegagalan-kegagalan awal ini akan lebih jarang terjadi, periode
ini seringkali tercakup dalam garasi pabrikan.
Periode tingkatan kegagalan konstan biasanya relatif lama dan laju
kegagalan biasanya konstan. Selama periode ini, kegagalan biasanya cukup kecil
atau bahkan sulit dideteksi tetapi dengan variasi penyebab dengan yang luas.
Awal periode aus berkaitan dari akhir masa pakai. Semua produk akan aus
dan rusak dan ini disebabkan oleh berbagai macam mekanisme yang tergantung
waktu.
LajuKegagal
an yan
g dia
mati
Periodekegagalanawal
Periodetingkatkegagalankonstan
Period
eaus
Dasarpenguji
an
12
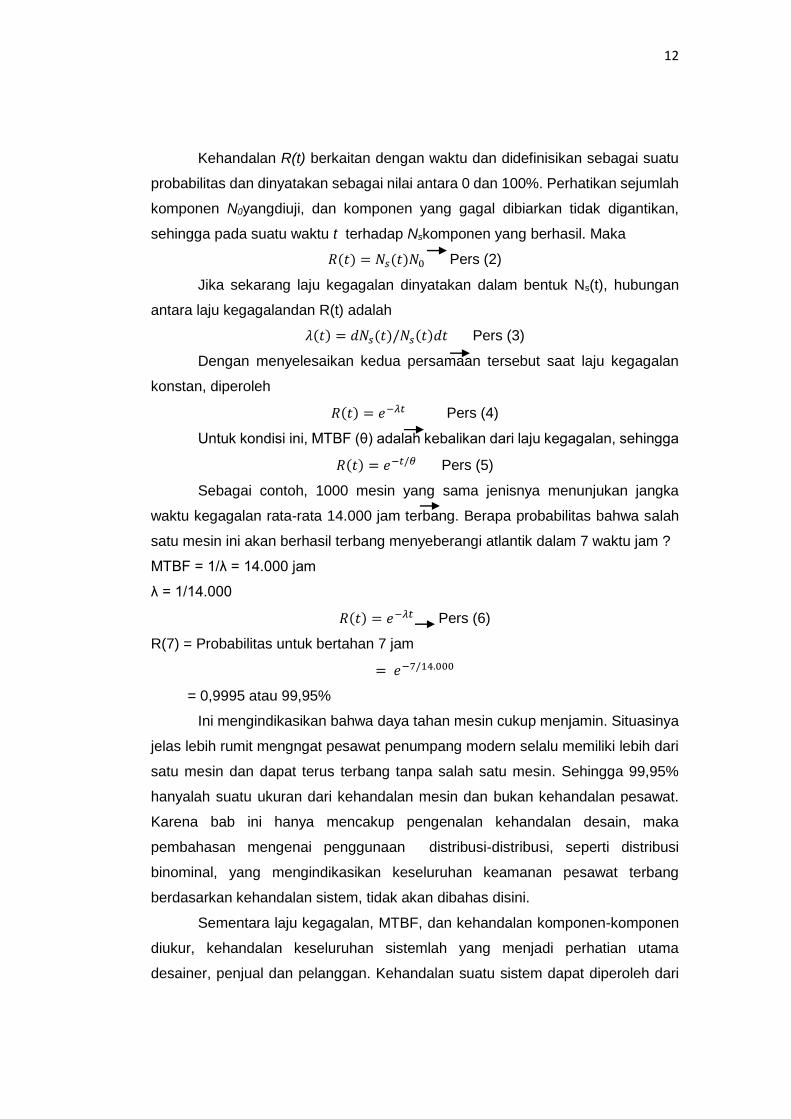
Kehandalan R(t) berkaitan dengan waktu dan didefinisikan sebagai suatu
probabilitas dan dinyatakan sebagai nilai antara 0 dan 100%. Perhatikan sejumlah
komponen N0yangdiuji, dan komponen yang gagal dibiarkan tidak digantikan,
sehingga pada suatu waktu t terhadap Nskomponen yang berhasil. Maka
𝑅(𝑡) = 𝑁𝑠(𝑡)𝑁0 Pers (2)
Jika sekarang laju kegagalan dinyatakan dalam bentuk Ns(t), hubungan
antara laju kegagalandan R(t) adalah
𝜆(𝑡) = 𝑑𝑁𝑠(𝑡)/𝑁𝑠(𝑡)𝑑𝑡 Pers (3)
Dengan menyelesaikan kedua persamaan tersebut saat laju kegagalan
konstan, diperoleh
𝑅(𝑡) = 𝑒−𝜆𝑡 Pers (4)
Untuk kondisi ini, MTBF (θ) adalah kebalikan dari laju kegagalan, sehingga
𝑅(𝑡) = 𝑒−𝑡/𝜃 Pers (5)
Sebagai contoh, 1000 mesin yang sama jenisnya menunjukan jangka
waktu kegagalan rata-rata 14.000 jam terbang. Berapa probabilitas bahwa salah
satu mesin ini akan berhasil terbang menyeberangi atlantik dalam 7 waktu jam ?
MTBF = 1/λ = 14.000 jam
λ = 1/14.000
𝑅(𝑡) = 𝑒−𝜆𝑡 Pers (6)
R(7) = Probabilitas untuk bertahan 7 jam
= 𝑒−7/14.000
= 0,9995 atau 99,95%
Ini mengindikasikan bahwa daya tahan mesin cukup menjamin. Situasinya
jelas lebih rumit mengngat pesawat penumpang modern selalu memiliki lebih dari
satu mesin dan dapat terus terbang tanpa salah satu mesin. Sehingga 99,95%
hanyalah suatu ukuran dari kehandalan mesin dan bukan kehandalan pesawat.
Karena bab ini hanya mencakup pengenalan kehandalan desain, maka
pembahasan mengenai penggunaan distribusi-distribusi, seperti distribusi
binominal, yang mengindikasikan keseluruhan keamanan pesawat terbang
berdasarkan kehandalan sistem, tidak akan dibahas disini.
Sementara laju kegagalan, MTBF, dan kehandalan komponen-komponen
diukur, kehandalan keseluruhan sistemlah yang menjadi perhatian utama
desainer, penjual dan pelanggan. Kehandalan suatu sistem dapat diperoleh dari
13
kehandalan komponen-komponen penyusun. Adapun sistemnya, kegagalan satu
komponen dapat menyebabkan kegagalan keseluruhan sistem. Sebagai contoh,
suatu televisi mungkin memiliki 500 komponen, sementara pesawat ruang
angkasa berawak memiliki beberapa juta komponen. Jadi, masalah yang dihadapi
para desainer bukanlah seberapa handal komponen-komponennya, tetapi
seberapa banyak komponen-komponen tersebut. Terdapat berbagai jenis
hubungan sistem komponen, diantaranya dalah hubungan seri dan paralel.
Perhatikan suatu sistem yang terdiri dari dua komponen yang terhubung
secara seri demikian sehingga kegagalan salah satunya dapat menyebabkan
kegagalan sistem. Kehandalan sistem didukung oleh kehandalan komponen-
komponennya. Jika masing-masing komponen memiliki kehandalan 90% maka
Kehandalan sistem = 0,9 x 0,9 = 0,81 atau 81%
Denagn mengembangkan kasus N komponen yang dihubungkan secara
seri ;
Ran = Ra. Rb… Rn Pers (7)
Ran = kehandalan sistem
Jika suatu sistem seri terdiri dari 100 komponen dengan masing-masing
kehandalan komponen 90%, maka
R100 = 𝑅100 = (0,9)100 = 0,000026
Nilai tersebut mengimplikasi bahwa tidak ada harapan bahwa sistem akan
bekerja secara memuaskan dalam masa hidup sistem. Jika kehandalan individual
ditingkatkan menjadi 0,9999, maka kehandalan sistem menjadi 0,906 atau 90,6%.
Contoh-contoh ini bersifat simulasi karena :
Kecil kemungkinannya setiap komponen handal dan berfungsi dengan baik
untuk memastikan keberhasilan sistem
Komponen-komponen penting yang digandakan sehingga jika terjadi
kegagalan terjadi cadangan yang dapat mengambil alih-ini disebut
redundancy.
Jika tingakat kegagalan λa dan λb berlaku untuk sistem dua-komponen sedemikian
sehingga
𝑅𝑎 = 𝑒−𝜆𝑎𝑡𝑑𝑎𝑛 𝑅𝑏 = 𝑒−𝜆𝑏𝑡 Pers (8)
Dengan menerapkan antara rangkaian seri diperoleh
𝑅𝑎𝑏 = 𝑒−(𝜆𝑎+𝜆𝑏)𝑡

14
Ini menunjukkan bahwa sistem tersebut adalah suatu sistem-laju
kegagalan konstan dengan tingkat kegagalan (λa + λb).
Menurut hurst (2006), Untuk mencapai derajat kehandalan yang
dibutuhkan, kehandalan kita perlu menggandakan komponen sehingga jika salah
satu komponen gagal masih tersedia komponen lain untuk tetap bekerja. Berikut
ini adalah contoh-contoh dari teknik yang disebut redundancy ini :
Altimeter pada pesawat tebang. Satu saja tidak cukup menengarai jika terjadi
kegagalan fungsi. Dua akan menimbulkan masalah jika keduanya memberi
bacaan berbeda. Sehingga dibutuhkan tiga. Ini disebut reduncancy aktif.
Ruang-ruang operasi dirumah sakit. Jika sumber listrik utama mati maka akan
dialihkan pada tenaga listrik darurat. Ini di sebut standby redundancy.
Jari-jari roda sepeda menggambarkan jenis redundancy lain. Jika beberapa jari
patah maka roda tersebut Masih tetap berfungsi.ini disebut redundancy parsial.
2.3.1 Failure Modes and Effects Analysis (FMEA)
Menurut Hurts (2006) Istilah FMEA = failure modes and effects analysis
(mode-mode kegagalan dan analisis efek-efek) pertama-tama dipergunakan pada
tahun 1960-an oleh industri penerbangan dan sekarang merupakan teknik yang
digunakan di sebagian besar sektor industri. FMEA merupakan metode obyektif
untuk mengevaluasi desain sistem. Hal ini dicapai dengan membentuk suatu tim
multi disiplin unutk mempertimbangkan semua potensi kegagalan komponen-
komponen yang menyusun suatu sistem dan mengukur pengaruh kegagalan-
kegagalan komponen terhadap kehandalan keseluruhan sistem. Ini merupakan
salah satu sarana yang paling penting untuk mengidentifikasi kehandalan,
keamanan, kesesuaian dan ketidak harmonisan produk dalam tahap-tahap desain.
Menurut Hurts (2006) FMEA menitik beratkan perhatian pada desain detail
produk, yang bisa meyebabkan kriteria kehandalan atau kriteria keamananya tidak
memuaskan. Ketika komponen-komponen utama di indentifikasi, maka langkah-
langkah perbaikan korektif dapat diambil untuk memperbaiki desain. Sebagai
contoh, teknik FMEA dapat digunakan untuk mengindentifikasi bagian-bagian kritis
suatu sistem sebaiknya menggunakan rangkaian komponen paralel atau
komponen cadangan.
15
FMEA adalah proses yang berkelanjutan, dimulai sebagai evaluasi desain
yang pertama dan berlanjut hingga akhir umur produk. FMEA adalah teknik
analisis dari bawah ke atas.
Efek kegagalan komponen terhadap fungsi sistem tergantung pada fungsi
komponen tersebut dalam sistem. Tingkat seberapa parah potensi kegagalan
diwakili oleh variabel S dan bernilai antara 1 & 10, dengan 10 sebagai yang paling
parah. Kejadian kegagalan (laju kegagalan Relatif) dinyatakan sebagai variable 0
dan ditetapkan bernilai antara 1 & 10, dimana 10 adalah laju kegagalan paling
tinggi atau paling kerap terjadi kegagalan. Kemampuan untuk mendeteksi suatu
kegagalan dinyatakan oleh variable D yang ditetapkan bernilai antara 1 & 10
dimana 10 merupakan yang paling sulit dideteksi. Peringkat signifikansi relatif
suatu kegagalan dalam mempengaruhi sistem dinyatakan oleh Angka Prioritas
Resiko (Risk Priority Number-RPN) yang dihitung sebagai:
RPN= Severity (S) x Occurerence(O) x Detection(D)
Menurut Hurts (2006) Setiap komponen memiliki beberapa potensi
kegagalan dan menurut teori tidak ada batasan sejauh mana suatu kegagalan
dapat terjadi. Terdapat suatu titik balik dimana biaya tambahan lebih besar dari
manfaat yang didapat. Dalam prakteknya, suatu komponen dengan angka RPN
lebih dari 100, perlu mendapat perhatian. Proses FMEA mengembangkan
beberapa database yang sangat berguna, yang menyediakan perangkat dasar
yang penting bagi pabrikan untuk mengontrol kualitas produknya.
Metode:
1. Suatu tim multidisiplin harus dibentuk untuk mengembangkan FMEA.
2. Identifikasi fungssi suatu komponen.
3. Buat daftar setidaknya satu potensi mode kegagalan untuk setiap fungsi.
4. Definisikan efek kegagalan dari segi apa yang menjadi perhatian
pelanggan.
5. Tentukan peringkat seberapa parah (atau serius) efek suatu potensi
kegagalan.
6. Tetapkan peringkat frekuensi kejadian setiap sebab/mekanisme-
mekanisme kegagalan.
7. Tetapkan peringkat deteksi yang menilai kemampuan kontrol desain
untuk mendeteksi potensi sebab/mekanisme kegagalan selanjutnya.
16
8. Hitunglah angka RPN untuk setiap komponen.
9. Identifikasi dan perbaiki karakteristik komponen yang signifikan dan
kritis untuk menurunkan resiko angka RPN yang lebih tinggi.
10. Hitunglah tingkat keparahan, frekuensi kejadian, deteksi dan angka
RPN, yang baru.
Mengapa FMEA dilakukan oleh suatu tim multi disiplin adalah karena sifat
alami penyebab kejadian yang bermacam-macam, tingkat keparahan dan nilai
kemampuan terdeteksi. Tabel-tabel berikut ini memberikan panduan umum proses
FMEA dan peringkat-peringkat yang dikutip adalah peringkat yang umum
digunakan dalam industri otomotif .
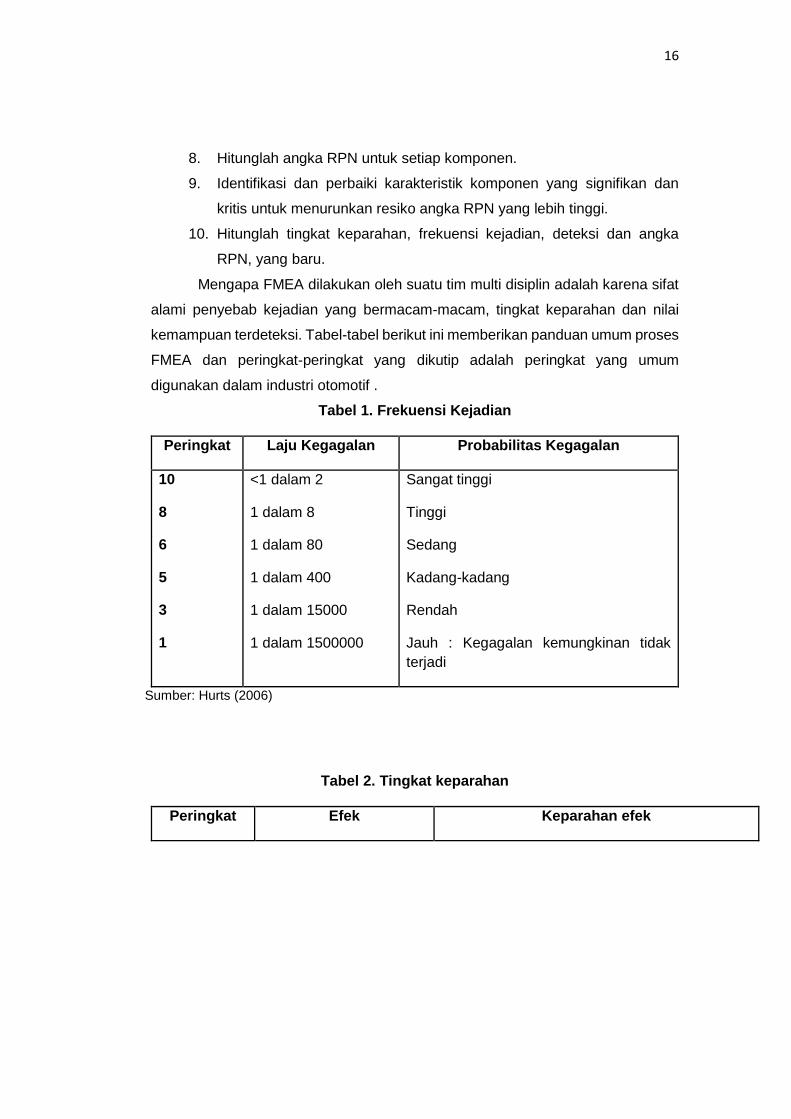
Tabel 1. Frekuensi Kejadian
Peringkat Laju Kegagalan Probabilitas Kegagalan
10
8
6
5
3
1
<1 dalam 2
1 dalam 8
1 dalam 80
1 dalam 400
1 dalam 15000
1 dalam 1500000
Sangat tinggi
Tinggi
Sedang
Kadang-kadang
Rendah
Jauh : Kegagalan kemungkinan tidak
terjadi
Sumber: Hurts (2006)
Tabel 2. Tingkat keparahan
Peringkat Efek Keparahan efek

17
10
9
8
7
6
5
4
3
2
1
Berbahaya-tanpa
peringatan
Berbahaya-dengan
peringatan
Sangat tinggi
Tinggi
Sedang
Rendah
Sangat rendah
Minor
Sangat minor
Tidak ada
Potensi mode kegagalan mempengaruhi
keamanan atau melibatkan ketidaksamaan
dengan peraturan pemerintah, tanpa
peringatan.
Potensi mode kegagalan mempengaruhi
keamanan dan/atau melibatkan ketidaksesuaian
dengan peraturan pemerintah dengan
peringatan.
Produk tidak dapat beroperasi, dengan fungsi
primer gagal
Produk dapat dioperasikan, tetapi pada level
performa yang lebih rendah. Pelanggan tidak
puas.
Produk dapat dioperasikan, tetapi pelanggan
tidak nyaman.
Produk dapat dioperasikan, tetapi pada level
performa yang lebih rendah. Pelanggan
mengalami sejumlah ketidakpuasan.
Hasil akhir yang buruk. Kerusakan tampak oleh
pelanggan rata-rata.
Hasil akhir yang buruk. Kerusakan tampak oleh
kebanyakan pelanggan.
Hasil akhir yang buruk. Kerusakan tampak oleh
pelangan yang teliti.
Tidak ada efek
Sumber: Hurts (2006)
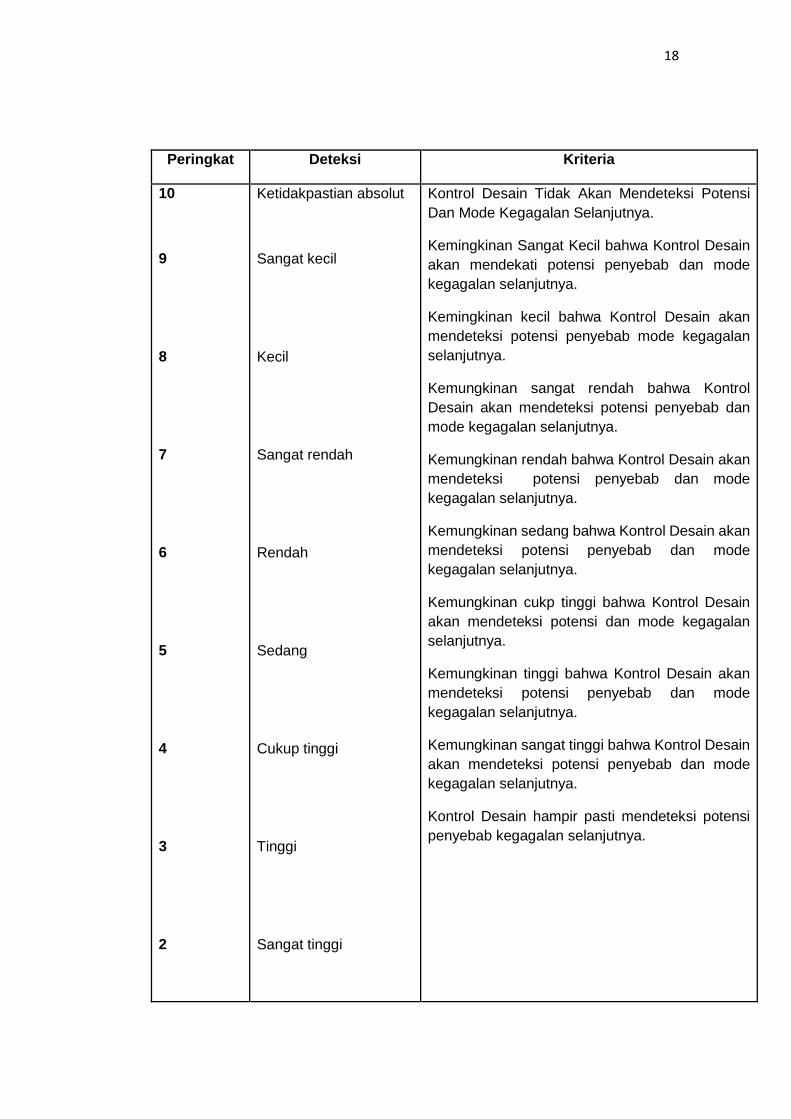
Tabel 3. Kemampuan terdeteksi
18
Peringkat Deteksi Kriteria
10
9
8
7
6
5
4
3
2
Ketidakpastian absolut
Sangat kecil
Kecil
Sangat rendah
Rendah
Sedang
Cukup tinggi
Tinggi
Sangat tinggi
Kontrol Desain Tidak Akan Mendeteksi Potensi
Dan Mode Kegagalan Selanjutnya.
Kemingkinan Sangat Kecil bahwa Kontrol Desain
akan mendekati potensi penyebab dan mode
kegagalan selanjutnya.
Kemingkinan kecil bahwa Kontrol Desain akan
mendeteksi potensi penyebab mode kegagalan
selanjutnya.
Kemungkinan sangat rendah bahwa Kontrol
Desain akan mendeteksi potensi penyebab dan
mode kegagalan selanjutnya.
Kemungkinan rendah bahwa Kontrol Desain akan
mendeteksi potensi penyebab dan mode
kegagalan selanjutnya.
Kemungkinan sedang bahwa Kontrol Desain akan
mendeteksi potensi penyebab dan mode
kegagalan selanjutnya.
Kemungkinan cukp tinggi bahwa Kontrol Desain
akan mendeteksi potensi dan mode kegagalan
selanjutnya.
Kemungkinan tinggi bahwa Kontrol Desain akan
mendeteksi potensi penyebab dan mode
kegagalan selanjutnya.
Kemungkinan sangat tinggi bahwa Kontrol Desain
akan mendeteksi potensi penyebab dan mode
kegagalan selanjutnya.
Kontrol Desain hampir pasti mendeteksi potensi
penyebab kegagalan selanjutnya.

19
1
Hampir pasti
Catatan: pemberian peringkat (0) untuk frekuensi kejadian. Tingkat keparahan, kemampuan
terdeteksi, tidak diperbolehkan.
Sumber: Hurts (2006)
2.3.2 Failure (Kerusakan)
Menurut Setiawan (2008) bahwa Bagi perusahaan pabrik yang
sangat peduli dengan downtime/breakdown time produksi akibat kerusakan mesin,
pihak management tidak puas telah diperbaiki mesin dan berproduksi kembali,
mereka umumnya akan mempertanyakan mengapa kerusakan itu bisa sampai
terjadi, oleh karena itu analisis dilakuakan.
Penerapan dalam menganalisis kerusakan mesin hampir sama dengan
yang lain Cuma menjadi perhatian bagi pihak yang terkait (maintenance dan
engineering) adalah bagian komponen itu bisa mengalami kerusakan, kesimpulan
dari analisis akan menjadi dasar untuk mencegah kerusakan itu terulang lagi. Dan
menjadi perhatian juga adalah setiap kerusakan komponen pasti akan
meninggalkan tanda kenapa kerusakan itu terjadi.
Alur cara pemikiran untuk menganalisis akan dijelaskan dengan langkah-
langkah sebagai berikut (Setiawan 2008):
a. Memutuskan perlu atau tidak dilakukan analisis.
Bila kerusakan itu kurang berarti atau kecil dalam jumlahnya atau tidak
mempengaruhi proses yang dianggap penting, maka kadangkala analisis tidak
perlu dilakukan karena bila dilakukan analisis maka akan memerlukan waktu
kerja yang lama sekali dan biaya untuk pengetesan-pengetesan. Sehingga
tidak semua kerusakan perlu dianalisis karena mungkin saja kerusakan itu
langsung dapat diperbaiki dan diketemukan penyebab utamanya.
b. Mencari tahu apa yang terjadi setelah kerusakan.
20
Salah satu cara seorang teknis dengan cepat memperbaiki mencari
jawaban setelah kerusakan dengan menanyakan orang yang terlibat dengan
mesin tersebut saat kejadian kerusakan. Karena mereka sehari-hari bekerja
dengan mesin dan mengetahui jenis-jenis kerusakan mesin maupun tanda-
tanda kerusakan kecil sebelum menjadi kerusakan fatal. Carilah informasi
sebanyan-banyaknya apa sebenarnya terjadi dan segala kemungkinan yang
didapat dari informasi dari pihak terkait dengan mesin.
c. Lakukan penyelidikan awal kerusakan pada lokasi mesin.
Setelah kerusakan yang terjadi jangan melakukan tindakan seperti
membersihkan, merapikan dan membersihkan mesin yang rusak. Tetapi
kumpulkan data-data sebanyaknya berupa photo dari bagian mesin yang rusak,
posisi bagian yang rusak/patah. Lakukan pemotretan dari berbagai sudut.
d. Kumpulkan data-data pendukung.
Mengumpulkan data pada saat pengoperasian mesin tersebut dan
membandingkan pada kondisi disain awal mesin bisa juga awal dari modifikasi
atau dengan kondisi pengoperasian normal. Ketika masih dilapangan setelah
melakukan pemotretan lakukan pencatatan seperti waktu kejadian, suhu,
ampere listrik, voltase, beban kerja, kelembaban, tekanan pressure mesin
(pressure gauge), pelumasan/lubrikasi yang dilakukan, bahan material, standar
operating machine (SOP)-standar pengoperasian mesin, korosif yang terjadi,
data vibrasi/getaran dan lain sebagainya. Dan intinya membandingkan dengan
kondisi operasi normal mesin dengan saat kerusakan mesin.
e. Menentukan penyebab kerusakan.
Dalam pengartian menentukan kerusakan untama mesin setelah melihat
langsung kerusakan mesin. Untuk menentukan mengapa timbulnya kerusakan
utama itu kadangkala memerlukan keputusan yang sulit dan lama karena
memerlukan sejumlah analisis teknik. Yang paling penting selama terjadi
kerusakan apakah ada yang berubah dari prameter-parameter tertentu dan
apakah mesin mengalami perubahan desain.
f. Memeriksa dan menganalisis kerusakan utama.
Pengecekan dan penganalisisan mulai dilakukan dengan alat tambahan
misalnya dengan mikroskop pembesaran 5 X untuk melihat struktur komponen
mekanikal seperti poros as yang patah. Untuk itu perlu mempunyai data
referensi yang cukup canggih untuk membandingkan hasil pengecekan secara
21
mikroskop dengan referensi yang ada yang mirip. Bisa saja hasil tampilan
kerusakan menjadi data referensi untuk kerusakan lainnya (sehingga perlu
dipotret). Pemeriksaan struktur bagian yang patah memerlukan suatu cabang
ilmu mendalami masalah ini lebih mendetail. Referensi tampilan patahan
tersebut dapat diperoleh pada buku atau organisasi yang khusus membahas
analisis kerusakan (root cause failure analysis).
g. Pemeriksaan karakteristik material dari komponen mekanikal yang rusak.
Pemeriksaan dapat dilakukan dengan tes kekerasan (hardness test), test
ultrasonic, test komponen dan sebagainya yang berhubungan dengan material
komponen. Intinya membandingkan hasil pengetesan dengan standar disain
komponen mesin pada awalnya.
h. Pemeriksaan dengan bahan kimia dan analisis metalurgi.
Penggunaan bahan kimia tertentu dan ilmu metalurgi dapat menunjukkan
bukti kelemahan dari material yang digunakan.
Untuk ini perlu seorang yang ahli dalam bidang metalurgi.
i. Menentukan tipe kerusakan dan penyebab kerusakan.
Mengulangi kembali langkah-langkah sebelum ini sehingga benar-benar
diperoleh jawaban yang akurat.
Pertanyaan-pertanyaan selama analisis yang belum ada solusinya akan
mengurangi hasil akurasi analisis tersebut.
j. Menentukan akar permasalahan.
Setelah diketahui dengan sejelas-jelasnya penyebab kerusakan utama
(yang umumnya berbeda dengan kerusakan yang terjadi pada awal kerusakan
secara visual). Maka untuk menetukan akar permasalahan, pertanyaan seperti
mengapa kerusakan itu harus terjadi, harus dijawab dengan tuntas.mungkin
jawabanya berhubungan dengan faktor manusia dan management.
Misalnya kesimpulan yang ditarik seperti berikut yaitu departemen disain dan
engineering melakukan kesalahan, pengoperasian yang tidak benar sesuai
dengan standar, departement maintenanace tidak melakukan preventive
maintenance dengan benar.
Bila kesalahan menyangkut manusia maka harus dilakukan suatu perubahan
yang bisa dilakukan oleh pihak management.
2.3.3 Distribusi Weibull
22
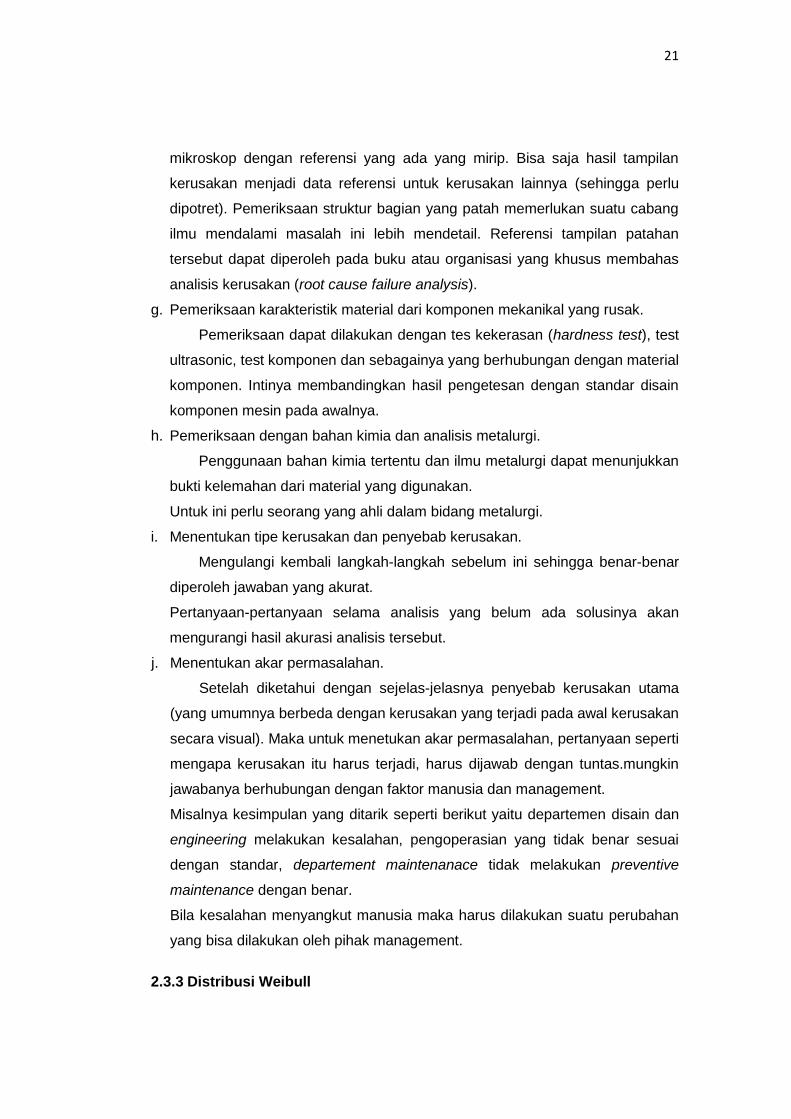
Distribusi Weibull adalah salah satu cara yang menggunakan distribusi
dalam keandalan dan teknik perawatan. Distribusi Weibull merupakan suatu
distribusi serbaguna yang dapat mengambil bentuk berbeda. Tergantung pada
nilai parameter bentuk β, dapat mengurangi tingkat fungsi kegagalannya, tetap,
atau terus meningkat, Seperti halnya dapat digunakan untuk model perilaku
kegagalan beberapa sistem hidup.
Distribusi weibull dengan tiga parameter di formulasikan sebagai berikut :
𝑓(𝑡) =𝛽
𝜃(
𝑡−𝛿
𝜃)
𝛽−1. 𝑒
−(𝑡−𝛿
𝜃)
𝛽
Pers (9)
Dimana t≥0,𝛿, 𝛽, 𝜃 >0 dan 𝜃 merupakan parameter skala, 𝛽 merupakan
parameter bayang dan 𝛿 merupakan parameter lokasi.
Distribusi weibull dengan dua parameter di formulasikan sebagai berikut :
𝑓(𝑡) =𝛽
𝜃(
𝑡
𝜃)
𝛽−1. 𝑒
−(𝑡
𝜃)
𝛽
Pers (10)
Gambar .5. Grafik distribusi weibull (𝜽 = 𝟏𝟎)
(Ben-Daya, 2009)
Grafik fungsi probabilitas dua-parameter Distribusi Weibull ditunjukkan
Gambar diatas untuk berbagai nilai-nilai parameter bentuk kumulatif fungsi
distribusi yang dirumuskan sebagai berikut :
𝑓(𝑡) = 1 − 𝑒−(
𝑡
𝜃)
𝛽
Pers (11)
Fungsi reliabilitas dirumuskan sebagai berikut :
𝑅(𝑡) = 𝑒−(
𝑡
𝜃)
𝛽
Pers (12)
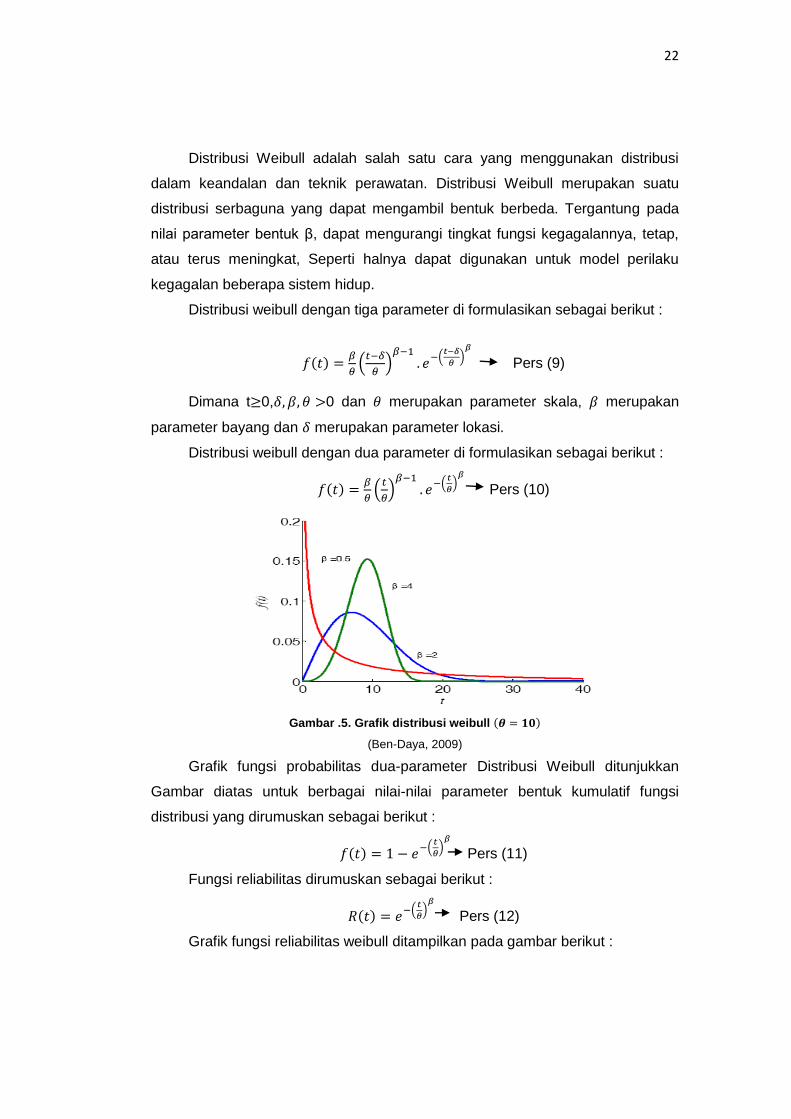
Grafik fungsi reliabilitas weibull ditampilkan pada gambar berikut :
23
Gambar .6. Grafik fungsi reliabilitas weibull(𝜽 = 𝟏𝟎)
(Ben-Daya, 2009)
Sehingga rata-rata waktu kerusakan dirumuskan sebagai berikut :
𝑀𝑇𝑇𝐹 = 𝜃𝛤 (1 +1
𝛽) Pers (13)
Dimana 𝛤 merupakan fungsi gamma diperoleh dari 𝛤(𝑛) = ∫ 𝑒−𝑥𝑥𝑛−1𝑑𝑥∞
0
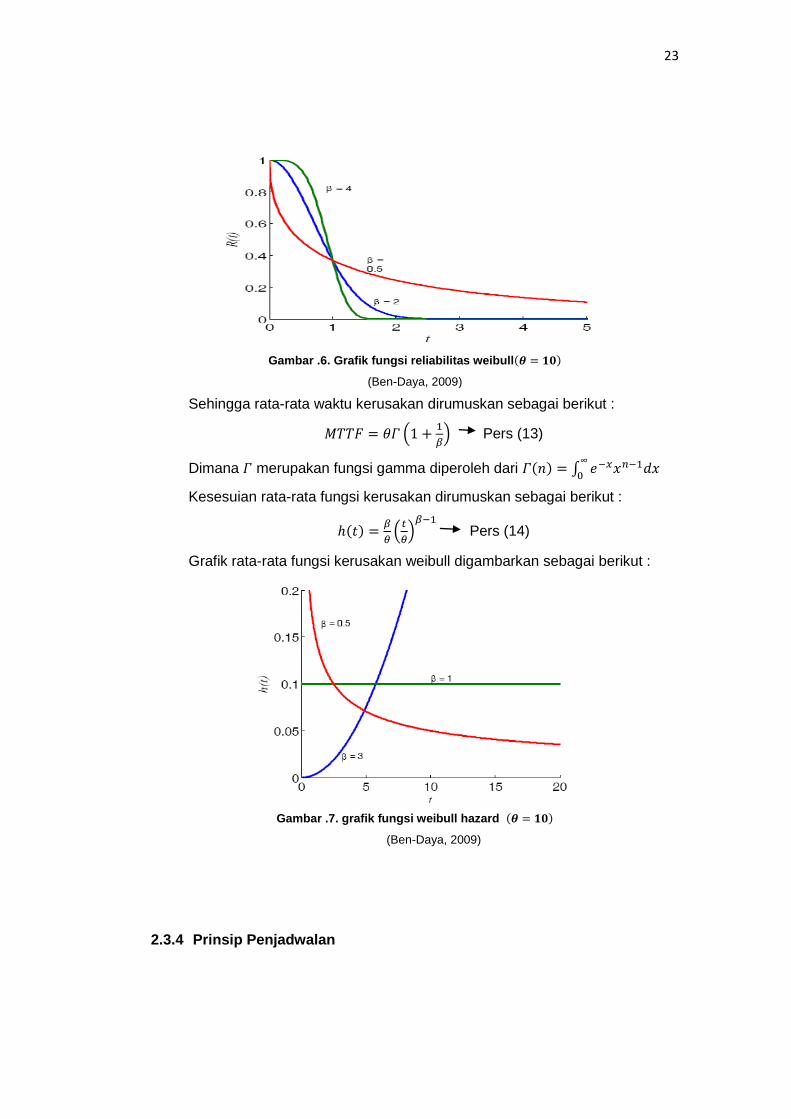
Kesesuian rata-rata fungsi kerusakan dirumuskan sebagai berikut :
ℎ(𝑡) =𝛽
𝜃(
𝑡
𝜃)
𝛽−1 Pers (14)
Grafik rata-rata fungsi kerusakan weibull digambarkan sebagai berikut :
Gambar .7. grafik fungsi weibull hazard (𝜽 = 𝟏𝟎)
(Ben-Daya, 2009)
2.3.4 Prinsip Penjadwalan

24
Visi perencanaan hanya untuk meningkatkan produktivitas tenaga kerja.
Misi perencanaan adalahmenyiapkan pekerjaanuntuk meningkatkan produktivitas
tenaga kerja. Kapan implementasi perencanaan manajemenmenjadi nyata
bahwasistem perencanaan penuh dengan banyak orang. Ketidakmampuan dari
banyak perusahaan untuk mengenali atau berhadapan dengan mencegah
perencanaan organisasi dari hasil peningkatan produktivitas. Prinsip yang berikut
memandu perencanaan sampai melaluiberbagai kesulitan tertentu untuk bisa
efektif (Palmer, 2006).
2.4 Peningkatan jadwal kerja Perawatan
Menurut Subandi (1998) banyak industri mengeluarkan biaya yang besar
untuk pekerjaan perawatan. Keadaan ini terjadi selama adanya perkembangan
dalam menerapkan metode dan menganalisis pekerjaan untuk mencapai efisiensi
yang tinggi. Untuk itu perlu adanya upaya melalui perencanaa kerja yang baik agar
dapat mencapai hasil yang lebih tepat. Pelaksanaan kerja dalam kondisi normal
dapat dicapai berdasarkan pertimbangan waktu rata-rata yang dibutuhkan untuk
menyelesaikan suatu pekerjaan.
Dalam hal ini, kondisi yang tidak efisien hampir selalu terjadi pada
pemakaian material. Kerugian tersebut dapat diatasi dengan berbagai cara, antara
lain :
Mengurangi pemakaian bahan yang melebihi kebutuhan.
Mengganti suku cadang atau komponen dengan yang baru walaupun bagian
yang lama masih dapat dipakai.
Mangadakan penggantian suku cadang yang kondisinya sudah tidak efisien.
Selalu menyediakan material atau suku cadang yang sangat diperlukan, seperti
mur, baut, ring, klem dan lain-lain yang sering dibutuhkan pada berbagai
aktifitas perawatan dipabrik.
Pada kenyataannya, masalah yang terjadi dapat diatasi oleh sistem
manajemen yang diterapkan, sehingga kondisi yang menyulitkan itu dapat
diperbaiki menjadi lebih baik. Untuk mencapai produktivitas yang tinggi, maka
penting adanya sistem pengawasan kerja sehingga tidak terjadi penyimpangan
terhadap hal-hal yang telah ditetapkan.
2.4.1 Faktor-Faktor Nilai Keandalan

25
Banyak faktor yang harus diketahui dan dihitung sebelum melakukan
perhitungan analisa keandalan antara lain: MTTF, MTTR, Laju Kegagalan, Laju
Perbaikan, Ketersediaan, dan distribusi eksponensial.
1. Mean Time To Failure
Mean Time To Failure (MTTF) adalah waktu rata-rata
kegagalan yang terjadi selama beroperasinya suatu sistem,
dapat dirumuskan:
MTTF = Tn
TnTTT ....321
Dimana : T= waktu operasi (up time)
N = jumlah kegagalan
Dari data yang didapat maka dilakukan perhitungan
MTTF tiap mesin untuk tiap tahunnya.
2. Mean Time To Repair
Mean Time To Repair adalah waktu rata-rata yang
diperlukan untuk melakukan perbaikan terhadap terjadinya
kegagalan suatu sistem yang dapat dirumuskan:
MTTR = Tn
LnLLL ....321
Dimana : L= waktu perbaikan (down time)
N = jumlah perbaikan
Dari hasil yang didapat bisa terlihat apakah kerusakan
atau gangguan-gangguan pada mesin tersebut bisa
ditangani dengan cepat atau tidak (Fauzia 2012).