bab ii landasan teori 2.1 kajian pustaka ii skripsi... · karbon yang melebihi silikon dalam...
TRANSCRIPT

5
BAB II
LANDASAN TEORI
2.1 Kajian Pustaka
Penelitian tentang pengecoran dengan metode evaporative (lost foam casting)
telah banyak dilakukan, diantaranya: Shin dan Lee (2004) meneliti dengan bahan
paduan A356. Bichler dkk. (2002) meneliti dengan bahan mangnesium paduan
AZ91. Droke (2006) meneliti dengan bahan magnesium AM60B. Qiming dan
Ravindran (2000) meneliti dengan bahan alumunium paduan A356. Sands dan
Sivkumar (2003) meneliti dengan bahan paduan alumuniun 319. Kim dan Lee,
(2005) meneliti dengan bahan A356.2. Mirbagheri dkk. (2004) meneliti degan bahan
grey iron. Serta Venkataramani dkk. (1995) meneliti dengan bahan paduan A356.
Penelitian tentang mampu alir pada pengecoran evaporative (lost foam
casting) dilakukan oleh beberapa peneliti. Shin dan Lee (2004) menggunakan test
casting “T”. dengan memvariasikan temperatur tuang 670, 750, dan 830oC dan
ketebalan pola cetakan 7, 11, dan 17 mm. Sands dan Sivkumar (2003) meneliti
dengan memvariasikan tinggi saluran turun 60 mm dan 360 mm serta ukuran pasir.
Droke (2006) memvariasikan temperatur tuang 1450, 1475, dan 1500oF dan
polystyrene foam dengan kerapatan 1,3, 1,5, dan 1,6 lb/ft3
Penelitian dengan mengunakan jenis polystyrene foam (PS) dikakukan oleh
Shin dan Lee (2004) menggunakan polystyrene foam dengan kerapatan 0,026 g/cm3.
Sands dan Sivkumar (2003) menggunakan polystyrene foam dengan kerapatan 20
kg/m3. Droke (2006) menggunakan polystyrene foam dengan kerapatan 1,3 lb/ft
3,
1,5 lb/ft3, dan 1,6 lb/ft
3.
Penelitian dengan memvariasikan temperatur tuang pada pengecoran
evaporative dilakukan oleh beberapa peneliti diantaranya: Shin dan Lee, (2004) pada
temperatur 670, 750, dan 830oC. Sands dan Sivkumar, (2003) menggunakan satu
temperatur penuangan yaitu 760oC. Droke (2006) pada temperatur 1450, 1475, dan
1500oF.
Penelitian tentang pengaruh temperatur penuangan terhadap mampu alir
logam pada pengecoran evaporative dilakukan oleh: Shin dan Lee (2004)
mengatakan mampu alir meningkat seiring dengan peningkatan temperatur tuang
6
serta ketebalan coran. Sands dan Sivkumar (2003) mengatakan pengaruh tinggi
saluran turun mempengaruhi panjang aliran, pada saluran turun (H) 60 mm tanpa
coating panjang aliran mencapai 150 mm dengan waktu 1,9 detik dengan
menggunakan jenis pasir AFS 55 sedangkan untuk saluran turun (H) 360 mm tanpa
coating aliran logam mencapai 150 mm dengan waktu 1,4 detik dengan
menggunakan jenis pasir AFS 55. Droke (2006) mengatakan temperatur tuang sangat
mempengaruhi mampu alir logam ini terlihat pada hasil coran dengan temperatur
1450oF mampu alir logam sangat jelek ditunjukan dengan bayaknya ruang kosong
pada hasil coran, sementara pada temperatur 1500oF mampu alir logam lebih baik
dengan memenuhi seluruh permukaan coran. Pengujian dilakukan pada jenis
polystyrene foam yang sama (1,5 lb/ft3).
Penelitian tentang pengaruh temperatur tuang terhadap porositas pada
pengecoran evaporative dilakukan oleh: Shin dan Lee (2004) mengatakan
peningkatan temperatur penuangan nilai prositas dan semakin inggi pada ketebalan
pola cetakan 7 mm. Menurut Kim dan Lee (2005) kerapatan polystyrene foam dapat
menentukan kualitas coran dengan memperlihatkan hubungan kerapatan polystyrene
foam dengan kerapatan coran, kerapatan coran meningkat dengan meningkatnya
kerapatan polystyrene foam hingga 20 kg/m3 yang dicor dengan menggunakan
metode lost foam casting. Bichler dkk. (2002) mengungkapkan seiring dengan
peningkatan temperatur tuang maka semakin besar persentase porositas.
2.2 Pengertian Aluminium
Aluminium merupakan logam yang paling banyak digunakan di dunia,
dengan pemakaian tahunnya sekitar 24 juta ton. Mempunyai sifat yang unik, yaitu:
ringan, kuat, dan tahan terhadap korosi pada lingkungan luas termasuk udara, air
(termasuk air garam), petrokimia, dan beberapa sistem kimia. Pemakaian aluminium
dalam dunia industri yang semakin tinggi, menyebabkan pengembangan sifat dan
karakteristik aluminium terus menerus ditingkatkan. Aluminium dalam bentuk murni
memiliki kekuatan yang rendah dan tidak cukup baik digunakan untuk aplikasi yang
membutuhkan ketahanan deformasi dan patahan, maka dari itu perlu ditambahkan
unsur lain untuk meningkatkan kekuatannya. Aluminium dalam bentuk paduan yang
sering dikenal dengan istilah aluminium alloy merupakan jenis aluminium yang

7
digunakan cukup besar saat ini. Berdasarkan metode peleburannya,paduan
aluminium dikelompokkan menjadi dua kelompok utama yaitu paduan tempa
(wrought) dan paduan tuang (casting).Sifat teknik bahan aluminium murni dan
aluminium paduan dipengaruhi oleh konsentrasi bahan dan perlakuan yang diberikan
terhadap bahan tersebut.Aluminium terkenal sebagai bahan yang tahan terhadap
korosi. Hal ini disebabkan oleh fenomena pasivasi, yaitu proses pembentukan lapisan
aluminium oksida di permukaan logam aluminium segera setelah logam terpapar
oleh udara bebas. Lapisan aluminium oksida ini mencegah terjadinya oksidasi lebih
jauh. Sehingga pasivasi dapat terjadi lebih lambat jika dipadukan dengan logam yang
bersifat lebih katodik, karena dapat mencegah oksidasi aluminium (Zulaina Sari
Rahmawati, 2010).
2.3 Silikon
Kelimpahan silikon dalam kerak bumi terlampaui hanya dengan oksigen.
Perkiraan kelimpahan kosmik elemen lain sering dikutip dalam hal jumlah atom
mereka per 106 atom silikon. Hanya hidrogen, helium, oksigen, neon, nitrogen, dan
karbon yang melebihi silikon dalam kelimpahan kosmik. Silikon diyakini menjadi
produk kosmik penyerapan alpha-partikel, pada suhu sekitar 109 K, dengan inti
karbon-12, oksigen-16dan neon-20. Energi ikat partikel yang membentuk inti dari
silikon adalah sekitar 8,4 juta elektron volt (MeV) per nukleon (proton atau neutron).
Dibandingkan dengan energi ikat maksimum sekitar 8,7 juta elektron volt untuk inti
besi, hampir dua kali lebih besar seperti yang dilakukan oleh silikon, angka ini
menunjukkan stabilitas dari inti silikon (Barone, 2004).
Silikon murni terlalu reaktif untuk dapat ditemukan di alam, tetapi ditemukan
di hampir semua batuan serta dalam pasir, tanah liat, dan tanah, dikombinasikan baik
dengan oksigen sebagai silika (SiO2, silikon dioksida) atau dengan oksigen dan
elemen lainnya (misalnya , aluminium, magnesium, kalsium, natrium, kalium, atau
besi) sebagai silikat. Bentuknya teroksidasi, silikon dioksida dan terutama karena
silikat, juga sering terjadi pada kerak bumi dan merupakan komponen penting dari
mantel bumi. Senyawanya juga terjadi pada semua perairan alami, di atmosfer (debu
silika), dalam banyak tanaman, dan dalam kerangka, jaringan, dan cairan tubuh dari
beberapa hewan.Dalam senyawa, silikon dioksida terjadi baik dalam mineral kristal
(misalnya, kuarsa, kristobalit, tridimit) dan amorf atau dalam amorf mineral

8
(misalnya, batu akik, opal, kalsedon) di semua area lahan. Silikat alami yang ditandai
dengan kelimpahan mereka, distribusi yang luas, dan kompleksitas struktural dan
komposisi (Barone, 2004).
2.4 Pengecoran Lost Foam
Pengecoran lost foam (evaporative casting) adalah salah satu metode dengan
menggunakan pola polystyrene foam. Metode ini ditemukan dan dipatenkan oleh
Shroyer pada tahun 1958 (Shroyer, 1958). Pada tahun 1964, konsep penggunaan
cetakan pasir kering tanpa pengikat telah dikembangkan dan dipatenkan oleh Smith
(Smith, 1964). Proses pengecoran lost foam dilakukan dalam beberapa tahap
(Gambar 2.1). Pengecoran lost foam yang dikombinasikan dengan pemvakuman
cetakan (V-Proses) menjadikan jenis pengecoran ini sebagai salah satu teknologi
manufaktur yang sangat baik dan memiliki biaya yang cukup efektif dalam
memproduksi benda yang mendekati bentuk bendanya dibanding pengecoran
konvesional (Liu ,dkk., 2002). Vakum proses telah dikembangkan di Jepang pada
tahun 1971 dan diperkenalkan pada pengecoran logam saat pertemuan musim semi
tahun 1972 (Kumar dan Ghaindhar, 1998). Pengecoran lost foam dimulai dengan
membuat pola polystyrene foam (styrofoam) dengan kerapatan atau massa jenis
tertentu sesuai yang direncanakan. Dalam beberapa aplikasi, bagian-bagian pola
dilem untuk mendapatkan bentuk keseluruhan dari benda yang komplek. Sistem
saluran dirangkai dengan cara dilem menyatu dengan rangkaian pola. Beberapa pola
dapat dilakukan pengecoran dengan dirangkai dalam satu sistem saluran. Pola yang
telah terangkai dengan sistem saluran diistilahkan dengan cluster (Brawn, 1992).
Sistem saluran memiliki pengaruh besar terhadap adanya cacat pada benda cor
misalnya saluran masuk bawah akan menyebabkan porositas dan cacat lipatan
(folded) paling sedikit dibandingsaluran samping atau atas (Shahmiri dan Karrazi,
2007).

9
Gambar 2.1 Tahap proses pengecoran lost foam
Sumber : www.sfsa.org
Pola dan sistem saluran dilakukan pelapisan (coating) dengan cara
dimasukkan ke larutan pelapis dari bahan tahan panas (refractory) atau larutan
refractory tersebut langsung dicatkan pada pola dan sistem saluran lalu dikeringkan.
Penambah, pengalir dan saluran masuk ditempatkan pada tempat yang diperlukan
(Butler, 1964). Cluster yang telah kering diletakkan pada wadah dan pasir silika
dimasukkan di sekeliling pola. Pasir yang menimbun pola dipadatkan dengan cara
digetarkan pada frekuensi dan amplitudo tertentu. Pasir yang dipadatkan dengan
penggetaran densitas pasir meningkat 12,5% dibandingkan tanpa digetarkan (Butler,
1964). Pasir dengan ukuran AFS (Average Fineness Number) grain fineness number
tertentu akan mengisi bagian-bagian yang kosong dari cluster dan akan menahan
clustersaat pengisian logam cair. Pola tersebut dapat dibungkus/ dikapsul dengan
dua lapis plastik dan pasirnya divakum. Vakum akan mengeraskan cetakan dan
kekerasan cetakan diatas 85 dapat tercapai (Kumar ,dkk., 2007). Logam cair
dimasukkan melalui saluran tuang dan pola akan terurai karena panas logam cair saat
masuk ke pola. Hasil uraian pola akan melewati lapisan dan keluar melalui pasir.
Setelah cukup dingin, benda cor diambil dan dilakukan perlakuan panas jika
diperlukan (Matson ,dkk., 2007). Perkembangan penggunaan metode pengecoran
lost foam mengalami peningkatan cukup besar sejak tahun 1990 (Gambar 2.2). Pada
tahun 1997 sebanyak 140.700 ton aluminium, besi cor dan baja sudah diproduksi
dengan proses pengecoran lost foam (Hunter, 1998).

10
Gambar 2.2 Perkembangan pasar pengecoran lost foam
Sumber : Wong, 1998
2.4.1 Kelebihan dan Kekurangan Lost Foam Casting
Pengecoran lost foam memiliki banyak keuntungan. Cetakan dari pola
berbahan polystyrene foam mudah dibuat dan murah (Barone, 2005). Pasir yang
digunakan dapat dengan mudah digunakan lagi karena tidak menggunakan pengikat
(Behm ,dkk., 2003). Penggunaan cetakan foam meningkatkan keakuratan dimensi
dan memberikan peningkatan kualitas coran dibandingkan dengan cetakan
konvensional (Monroe, 1992). Sudut-sudut kemiringan draf dapat dikurangi atau
dieliminasi (Barone, 2005). Pengecoran lost foam dapat memproduksi benda yang
kompleks/ bentuknya rumit, tidak ada pembagian cetakan, tidak memakai inti,
mengurangi tenaga kerja dalam pengecorannya (Monroe,1992) sehingga cepat untuk
membuat benda-benda prototip. Pengecoran lost foam dapat memproduksi benda-
benda ringan (Kim dan Lee, 2005) dan penambah pada dasarnya tidak diperlukan
untuk mengontrol penyusutan saat pembekuan (Askeland, 2001). Proses perbersihan
dan pemesinan dapat dikurangi secara dramatis (Kumar ,dkk., 2007). Pencemaran
lingkungan karena emisi bahan-bahan pengikat dan pembuangan pasir dapat
dikurangi karena tidak menggunakan bahan pengikat dan pasir dapat langsung
digunakan kembali (Kumar ,dkk., 2007).
Pengecoran lost foam juga memiliki beberapa kekurangan. Pasir yang tidak
diikat akan memicu terjadinya cacat pada benda cor karena pasir yang jatuh ke logam
cair (Kumar dkk, 2007). Usaha untuk mengikat cetakan lost foam adalah dengan

11
membuat cetakan tersebut vakum dimana cetakan dilapisi dengan lapisan polietilen
dimana proses ini menghasilkan emisi ke gas hasil pembakaran polystyrene foam
yang dapat membahayakan lingkungan dan kesehatan pekerja (Behm dkk, 2003).
Porositas dalam pengecoran aluminium dengan pola polystyrene foam lebih tinggi
dibandingkan dengan cetakan CO2. Hal ini menunjukkan bahwa sulit untuk
mendapatkan kekuatan mekanik yang lebih baik pada pengecoran aluminium tanpa
perlakuan tertentu (Kim dan Lee, 2007).
2.4.2. Dekomposisi Polystyrene Foam
Polystyrene yang digunakan dalam pengecoran lost foam terdiri dari 92% C
dan 8% H (Niemann, 1980). Rantai benzena C6H5 dalam polystyrene relatif stabil
sedangkan rantai -CH=CH2- cenderung terurai pertama kali. Rantai benzena bertahan
dalam bentuk cair dan bereaksi dengan cairan logam yang dapat menyebabkan cacat
cor. polystyrene co-polymer dan polymethylmetacrylate (PMMA) dikembangkan
untuk mengurangi karbon yang berhubungan dengan cacat cor pada pengecoran
logam ferro (Shivkumar, 1993). PMMA sebagian besar (sekitar 80%) terdekomposisi
menjadi fase gas pada suhu 700oC sedangkan polystyrene hanya sekitar 40% pada
suhu yang sama (Moilbog dan Littleton, 2001). Hasil dekomposisi polystyrene foam
akan menghalangi logam jika tidak segera keluar dari cetakan (Walling dan Dantzig,
1994). Analisa dan pemodelan tentang dekomposisi polystyrene foam telah diteliti
oleh beberapa peneliti. Tsai dan Chen(1988), Hirt dan Barkhudarov (1998), Liu
,dkk.,(2002) menentukan koefisien perpindahan panas konstan pada pertemuan
antara logam cair dan polystyrene foam. Mereka menghitung kecepatan aliran cairan
muka dengan menghubungkan fluks panas yang diperloleh terhadap energi
dekomposisi polystyrene foam. Wang ,dkk., (1993) dan Gurdogan ,dkk., (1996)
mengasumsikan kecepatan aliran muka cairan sebagai fungsi linier terhadap
temperatur dan tekanan logam dengan suatu koefisien empiris yang diperoleh dalam
percobaan pengisian cairan satu dimensi. Shivkumar (1994) menetapkan kecepatan
logam cair secara langsung berdasarkan data pengisian satu arah. Pendekatan-
pendekatan ini mampu mendiskripsikan aliran logam cair dalam cetakan namun tetap
belum mampu menjelaskan mekanisme fisik yang menghubungkan antara pengisian
logam cair dengan porositas karena mekanisme dekomposisi polystyrene foam

12
masih belum jelas. Untuk mendapatkan hasil yang baik, dekomposisi harus
dimodelkan dalam proses fisis yang terpisah (Barone, 2005).
Pola polystyrene foam yang dituang cairan logam dapat membentuk gap
(adanya ruang pemisah) antara logam cair dan pola yang belum terkena cairan. Pada
pengecoran aluminium, pola terurai menjadi cair dan gas (Zhao dkk, 2003).
Polystyrene foam terdekomposisi menjadi hidrogen dan karbon saat penuangan
cairan. Sebagian karbon masih tersisa pada pori-pori dalam benda cor yang
dibuktikan dari analisis WDS pada pengecoran ingot aluminium A 356.2 (Kim dan
Lee, 2007). Gas hasil penguraian keluar dari cetakan dengan berdifusi melalui
coating (pelapis). Coating menyerap cairan yang terurai dari polystyrene foam dan
sisanya tertinggal dipermukaan dalam coating. Cairan logam langsung menyusul
cairan yang tersisa tersebut dan menguapkannya menjadi gelembung-gelembung gas
kecil. Gelembung-gelembung gas dari seluruh bagian cetakan akan bergerak naik ke
bagian atas. Gelembung-gelembung ini akan mengalir dan saling bertemu pada
bagian yang lebih tinggi dari cetakan dan membentuk gap/ pemisah antara cairan
logam dan polystyrene foam (Gambar 2.3). Dengan membesarnya ukuran gap,
perpindahan panas konduksi dari logam cair ke polystyrene foam berkurang dan
kecepatan pengisian cairan berkurang sehingga polystyrene foam mengalami
pengurangan lebih banyak dengan cara mencair daripada dengan cara terbakar
(ablation). Ketika hal ini terjadi, kita katakan polystyrene foam terdekomposisi pada
daerah gap. Gap yang terbentuk ini pada kenyataannya tidak terjadi pada satu tempat
saja karena gelembung-gelembung gas ini terjadi pada seluruh permukaan cairan
logam dalam cetakan (Caulk, 2006). Dekomposisi polystyrene foam akan
menghasilkan tekanan balik yang berlawanan dengan aliran logam sehingga
menghasilkan gaya tekan yang menahan cetakan tetap berada pada tempatnya
(Ballmann, 1988).

13
Gambar 2.3 Skema terbentuknya gap antara polystyrene foam dengan cairan logam
Sumber : Caulk, 2006
Salah satu permasalahan unik dalam produksi cor dengan pengecoran lost
foam adalah terbentuknya cacat pengecoran yang berkaitan dengan dekomposisi
polystyrene foam. Berbagai macam bentuk cacat yang disebabkan karen dekomposisi
ini diantaranya porositas di dalam benda cor, blister (melepuh), fold (lipatan) dan
permukaan yang kasar (Benneth, 2007). Porositas di dalam benda cor disebabkan
hasil dekomposisi polystyrene foam yang terjebak dalam logam cair. Logam
membeku sebelum hasil dekomposisi polystyrene foam keluar melalui pori-pori pada
coating (Kim dan Lee, 2007). Dekomposisi polystyrene foam juga mempengaruhi
waktu pengisian logam cair (Xao dan Shivkumar, 1997). Pada pengecoran
aluminium, tahap awal terbentuk residu cair di bagian depan logam dan menembus
pori-pori pada coating dalam bentuk gas. Gas yang terbentuk dapat dikurangi
dengan pori-pori pada lapisan coating. Laju eliminasi gas tergantung pada beberapa
faktor diantaranya jumlah produksi gas, permeabilitas pada coating dan pasir, sifat
termal dari coating dan pasir serta temperatur cair (Borg, 1996).
Residu cair terutama terdiri dari dimer, trimer, tetramer dan oligomer yang
lain (Shivkumar, 1994). Gas atau residu hasil dekomposisi polystyrene foam yang
terperangkap karena adanya aliran turbulen ketika pengisian cetakan dalam proses
pengecoran konvensional akan menghasilkan porositas. Urutan pengisian cetakan
pada.pengecoran.foam.berbeda dengan pengecoran konvesional. Konsekuensinya
porositas pada pengecoran lost foam lebih tinggi dari pengecoran biasa karena pola
yang terbakar saat cairan dimasukkan (Kim dan Lee, 2007).
14
2.4.3 Pelapisan / Coating
Coating merupakan suatu kesatuan dalam pengecoran logam karena
menghasilkan permukaan yang halus tanpa pengeleman dan pembakaran pasir.
Coating memiliki peran penting dalam beberapa hal. Coating menjamin kekerasan
dan kekakuan pola serta mengontrol pelepasan gas atau cairan dari dekomposisi
polystyrene foam (Acimovic, 2000). Coating menentukan waktu pembongkaran
benda cor dan laju hilangnya panas logam (Zhao, 2006). Seiring peningkatan
teknologi pengecoran, permintaan kualitas coating ditingkatkan dengan
menggunakan jenis bahan refraktrory baru, suspensi dan binder yang mampu
meningkatkan proses manufaktur (Acimovic,dkk, 2003). Ballman (1988)
menyarankan bahwa bahan coating untuk pengecoran lost foam hendaknya
memiliki beberapa kriteria sebagai berikut:
1. Coating dengan permeabilitas tinggi digunakan pasir yang lebih
kasar/besar sedangkan coating dengan permeabilitas sedang atau rendah
digunakan untuk pasir yang lebih halus/ kecil.
2. Coating harus cepat kering.
3. Coating harus mudah menempel ke pola dan mudah untuk mengontrol
ketepatan tebal coating.
4. Kekuatannya bagus, tahan abrasi, tahan retak apabila disimpan, tahan
beban lengkung dan perubahan bentuk selama dibuat cetakan.
5. Coating seharusnya lebih tebal apabila untuk pengecoran pada suhu lebih
tinggi dan pasir yang lebih kasar/ besar.
Ada beberapa jenis coating pola pengecoran lost foam yang memiliki
karakteristik berbeda. Coating ini didesain untuk memenuhi beberapa tuntutan
dalam pengecoran lost foam (Acimovic, 2003). Dieter (1965) menggunakan tepung
zircon untuk coating paduan aluminium sementara Trumbuvolic (2003)
menggunakan kaolin dan talk. Pelapis sodium silikat tidak direkomendasikan untuk
coating karena permeabilitasnya rendah dan memicu terjadinya percikan logam saat
pengisian logam cair. Coating untuk pengecoran besi cor menggunakan coating
berbahan dasar besi mampu menahan permasalahan penetrasilogam (Clegg, 1978).
Kumar ,dkk., (2004) telah menganalisi coating dengan menggunakan filler dari

15
material siliminite, kuarsa, aluminium silikat yang dikombinasikan dengan zirkon
dan binder untuk mempertimbangkan segi ekonomisnya. Tepung zirconia dan
aluminium silikat memiliki dielektrik kostan rendah, massa jenis tinggi, viskositas
tinggi dan pH mendekati bahan refraktorti netral (Kumar ,dkk., 2004).
Waktu pengisian cetakan akan lebihlama jika menggunakan lapisan coating
yanglebih tebal. Jika menggunakan coating makatambahan waktu pengisian kurang
dari 50% dibanding waktu yang terukur dalam kondisinormal di industri. Dalam
kondisi ekstrim dimana cetakan tidak memiliki permeabilitaswaktu pengisian dapat
mencapai 500% lebih lama dibandingkan pada kondisi normal. Haini dapat terjadi
karena coating menutup polaatau ada aglomerasi pasir yang mengkondensasi hasil
degradasi polystyrene foam (Sand dan Shivkumar, 2003).
2.4.4 Pasir Cetak
Pasir cetak dapat digunakan secara terus menerus selama masih mampu
menahan temperatur cairan ketika dituangkan (Lal, 1981). Pasir silika, pasir zirkon,
pasir olivine dan kromate dapat digunakan sebagai pasir cetak pada pengecoran lost
foam. Penggunaan pasir yang mahal seperti pasir zirkon dan kromite dapat dilakukan
untuk mendapatkan tingkat reklamasi pasir yang tinggi (Clegg, 1985). Kekuatan
cetakan pasir ditentukan oleh resistansi gesek antar butir pasir. Kekuatan cetakan
pasir akan lebih tinggi jika menggunakan pasir dengan bentuk angular walaupun jika
menggunakan bentuk rounded/ bulat akan memberikan densitas yang lebih tinggi
(Dieter, 1967; Green, 1982). Perubahan bentuk pasir dari angular ke rounded akan
menaikkan densitasnya sekitar 8-10% (Hoyt dkk, 1991). Densitas pasir cetak dapat
ditingkatkan dengan digetarkan. Pasir leighton buzzard dapat dinaikkan densitasnya
sebesar 12,5% dengan digetarkan (Butler, 1964).
Waktu pengisian logam cair ke dalam cetakan akan lebih lama apabila
menggunakan pasir cetak yang memiliki ukuran lebih kecil. Kecepatan penuangan
semakin besar dengan bertambahnya ukuran pasir cetak (Sands dan shivkumar,
2003). Hal ini karena rongga-rongga antar pasir akan semakin kecil dengan
mengecilnya ukuran pasir sehingga gas hasil degradasi lebih sulit keluar melalui
pasir. Pada pengecoran Al-7%Si, ukuran pasir cetak memiliki faktor dominan dalam
menentukan nilai tegangan tarik dan elongasi benda cor (Kumar dkk, 2008).

16
Pemilihan jenis pasir cetak dan metode pemadatan sangat penting untuk
mendapatkan permeabilitas yang tepat dan mencegah deformasi pola. Ukuran butir
pasir yang dipilih tergantung pada kualitas dan ketebalan lapisan coating. Ukuran
butir pasir AFS 30-45 menjamin permeabilitas yang baik untuk pola yang
terdekomposisi menjadi gas dan cairan (Acimovic, 1991).
2.4.5 Pola Polystyrene Foam / Styrofoam
Massa jenis dan ukuran butiran polystyrene foam memegang peranan penting
dalam pengecoran lost foam. Massa jenis yang rendah diperlukan untuk
meminimalisir jumlah gas yang terbentuk pada saat pola menguap. Gas akan keluar
ke atmosfer melalui coating/ pelapis dan celah-celah pasir. Jika pembentukan gas
lebih cepat daripada keluarnya gas tersebut ke atmosfer maka akan terbentuk cacat
dalam benda cor. Pembentukan gas tergantung pada massa jenis pola polystyrene
foam dan temperatur penuangan. Gas terbentuk makin banyakapabila massa jenis
pola dinaikkan pada temperatur tuang konstan. Jika massa jenis pola tetap dan
temperatur tuang dinaikkan maka gas akan terbentuk lebih banyak karena pola akan
terurai menjadi molekul-molekul yang lebih banyak pada temperatur lebih tinggi.
Pengecoran pada baja memerlukan massa jenis polystyrene foam yang lebih rendah
dibanding pada pengecoran besi cor kelabu, besi cor bergrafit bulat atau besi cor
mampu tempa. Pengecoran besi cor memerlukan massa jenis polystyrene foam lebih
rendah dibanding pada pengecoran tembaga dan pengecoran tembaga memerlukan
massa jenis polystyrene foam lebih rendah dibanding pada aluminium (Kumar dkk,
2007). Perbandingan luas permukaan dan volume pola harus diperhatikan. Gas yang
terbentuk harus keluar melalui coating dipermukaan pola. Ukuran butir polystyrene
foam yang lebih kecil akan meningkatkan kehalusan pola dan mampu untuk mengisi
tempat-tempat yang sempit dari pola (Sikora, 1978). Massa jenis polystyrene foam
secara umum berbanding terbalik dengan massa jenis hasil benda cor. Hal ini berarti
jika pengecoran menggunakan dengan massa jenis polystyrene foam lebih rendah
makamassa jenis benda cor akan lebih tinggi (Kim dan Lee, 2007).
Perbandingan luas permukaan dan volume pola harus diperhatikan. Gas yang
terbentuk harus keluar melalui coating dipermukaan pola. Ukuran butir polystyrene
foam yang lebih kecil akan meningkatkan kehalusan pola dan mampu untuk mengisi

17
tempat-tempat yang sempit dari pola (Sikora, 1978). Massa jenis polystyrene foam
secara umum berbanding terbalik dengan massa jenis hasil benda cor. Hal ini berarti
jika pengecoran menggunakan dengan massa jenis polystyrene foam lebih rendah
maka massa jenis benda cor akan lebih tinggi (Kim dan Lee, 2007).
Polystyrene foam (PS) atau yang biasanya disebutkan dengan nama styrofoam
diproduksi dalam bentuk busa atau gabus. Busa polystyrene foam (PS) terdiri dari
gelembung-gelembung kecil yang bebas sehingga dapat menghalangi panas atau
suara. Akan lunak pada temperatur sekitar 95oC dan menjadi cairan kental pada
120oC sampai 180
oC dan menjadi encer diatas 250
oC, kemudian terurai diatas 320
oC
sampai 330oC (Surdia dan Saito, 2000).
Gambar 2.4. Skema polimerisasi polystyrene
Sumber : www. wikipedia.org/wiki/Polystyrene
Polystyrene foam (PS) yang digunakan pada proses pengecoran evaporative
terdiri 92 wt% C, 8 wt% H. C6H5 benzene relatif stabil pada polystyrene dan CH =
CH2 cenderung terpisahkan terlebih dahulu. Ketika fasa cair bereaksi menyebabkan
tuangan terus mengikuti pola cetakan hingga padat (Shin dan Lee, 2004).
2.4.6 Penggetaran (Vibration)
Kekasaran permukaan Al-7%Si menurun dengan peningkatan amplitudo
penggetaran sampai 485µm. Hal ini terjadi karena peningkatan amplitudo getaran
akan menyebabkan partikel-partikel pasir yang lebih halus bergerak mengisi ruangan
diantara butir-butir pasir. Amplitudo yang lebih besar dari 485 µm menyebabkan
butir-butir pasir yang lebih besar bergerak dan gaya antar butir pasir akan
menyebabkan pasir begerak menuju ke permukaan pola. Hal ini menyebabkan
keruncingan permukaan pola lebih besar dan kekasaran permukaan benda cor
menjadi lebih kasar (Kumar ,dkk., 2007).

18
Peningkatan lama penggetaran cetakan akan menyebabkan kekasaran
permukaan benda cor Al-7%Si menurun. Hal ini karena semakin lama waktu
penggetaran akan menyebabkan partikel-partikel yang lebih kecil berada pada batas
antara pola dan pasir. Keruncingan permukaan pasir pada perbatasan pola akan
berkurang sehingga permukaan benda cor lebih halus (Kumar dkk, 2007). Lama
penggetaran Pada pengecoran Al-7%Si memiliki faktor kurang berpengaruh dalam
menentukan nilai tegangan tarik dan elongasi benda cor (Kumar dkk, 2008).
2.4.7 Penuangan
Suhu penuangan paduan Al-7%Si yang lebih tinggi akan meningkatkan
kekasaran permukaan benda cor. Superheat (suhu diatas temperatur cair) yang lebih
tinggi akan menurunkan tegangan permukaan cairan logam. Hal ini akan menjadikan
cairan logam mudah terserap ke celah-celah diantara pasir yang menyebabkan
kekasaran benda cor meningkat (Kumar dkk, 2007). Temperatur tuang memiliki
faktor dominan dalam menentukan nilai tegangan tarik dan elongasi benda cor
(Kumar dkk, 2008).
Kecepatan penuangan logam cair memiliki pengaruh besar terhadap kualitas
benda cor. Kecepatan penuangan aluminium cair berkisar 0,015-0,02 m/s untuk
mendapatkan jumlah dan jenis cacat pada benda cor yang minimal (Bates dkk, 2001).
Kecepatan pengisian logam dan keluarnya hasil dekomposisi polystyrene foam
tergantung pada banyak faktor diantaranya massa jenis foam, ikatan foam, ketebalan
coating, temperatur logam dan kecepatan bagian depan logam cair (Bates dkk, 1995).
Kecepatan aliran logam meningkat dengan bertambahnya temperatur tuang. Gas
tidak terdeteksi sampai pada suhu 525oC, terdeteksi sepanjang 5 mm pada suhu
750oC dan lebih panjang dari 2 cm pada suhu 1050
oC (Shivkumar dkk, 1995). Gas
yang terbentuk meningkat 230% pada temperatur 750 – 1300oC (Yao dkk, 1997).
2.4.8 Tingkat Kevakuman Cetakan
Tingkat kevakuman cetakan lebih tinggi akan meningkatkan kekasaran
permukaan benda hasil cor. Tekanan vakum yang dikenakan pada cetakan akan
mengisap cairan logam dan membuat ketajaman pada batas cetakan. Semakin tinggi
tingkat kevakuman akan meningkatkan penghisapan ke cairan logam sehingga

19
ketajaman pada batas cetakan semakin tinggi dan kekasaran permukaan benda cor
semakin meningkat (Kumar dkk, 2007).
2.5 Paduan Al-Si
Paduan Al-Si sangat baik kecairannya, mempunyai permukaan bagus, tanpa
kegetasan panas, sangat baik untuk paduan coran serta baik pula dalam ketahanan
korosi, sangat ringan, koefisien pemuaian yang kecil dan sebagai penghantar untuk
listrik dan panas (Surdia dan Saito, 2000). Karena itu paduan Al-Si sangat sering
dipakai dalam produksi pengecoran.
Gambar 2.5 Diagram fasa Al-Si
Sumber :Tottendan MacKenzie, 2003
Diagram fasa Al-Si memperlihatkan jenis paduan Al dengan komposisi Si
yang berbeda melalui pengkodean yang di standarkan (Gambar 2.4).
2.6 Cacat-Cacat Pada Hasil Pengecoran
Pada proses pengecoran, ada beberapa jenis cacat pada hasil akhir produk
pengecoran. Kualitas produk hasil-hasil pengecoran, dapat dinilai memiliki kualitas
yang baik jika produknya hampir tidak ada cacat (Lampman, 2008).
Pada proses pengecoran dilakukan dengan beberapa tahap mulai dari
menyiapkan cetakan, proses peleburan, penuangan dan pembongkaran.
Menghasilkan produk coran yang baik maka semuanya harus direncanakan dan
800

20
dilakukan dengan sebaik-baiknya. Hasil coran sering terjadi cacat, cacat yang terjadi
pada coran dipengaruhi oleh beberapa faktor yaitu :
1. Desain atau pola dari cetakan
2. Komposisi paduan logam
3. Proses peleburan dan penuangan
4. Temperatur penuangan
5. Sistem saluran masuk dari cairan logam
6. Laju pendinginan
2.7 Jenis-Jenis Cacat Pengecoran
Menurut Lampman (2009) cacat-cacat pengecoran terdiri dari 6 jenis cacat
seperti :
1. Porositas
Porositas dapat terjadi karena terjebaknya gelembung-gelembung gas pada
logam cair ketika dituangkan ke dalam cetakan.Porositas pada produk cor dapat
menurunkan kualitas benda tuang. Salah satu penyebab terjadinya porositas pada
penuangan logam adalah gas hidrogen (Budinski, 1996).
Porositas oleh gas hidrogen dalam paduan akan memberikan pengaruh yang
buruk pada kekuatan, serta kesempurnaan dari benda tuang tersebut. Penyebab
porositas antara lain kontrol yang kurang sempurna terhadap absorbsi gas oleh
paduan, pegeluaran gas dari dalam logam karena interaksi antara gas dengan logam
selama peleburan dan penuangan, perbedaan suhu yang sangat tinggi antara cetakan
dengan logam cair yang dituang. Proses pembekuan diawali pada bagian logam cair
yang lebih dahulu mengenai dinding cetakan. Disebabkan oleh suhu dinding cetakan
yang sangat rendah dibandingkan dengan suhu logam cair. Pembekuan yang cepat
dan proses pendinginan yang tidak merata mengakibatkan sejumlah gas
terperangkap, sehingga terbentuk pori. Porositas oleh gas dalam benda cetak paduan
aluminium silikon akan memberikan pengaruh yang buruk pada kesempurnaan dan
kekuatan dari benda tuang tersebut. Cacat ini dapat dihindari dengan penuangan
logam yang cukup temperature, mengontrol jumlah gas yang dihasilkan oleh material
(pengurangan unsur Si dan P akan sangat membantu) (Firdaus, 2002).
21
Cacat pengecoran logam yang terjadi karena gas terlarut dalam logam cair dan
terjebak pada proses solidifikasi disebut porositas gas, dan cacat pengecoran dapat
terjadi karena penyusutan disebut porositas penyusutan (shrinkage) (Suprapto 2007).
a). Cacat porositas gas
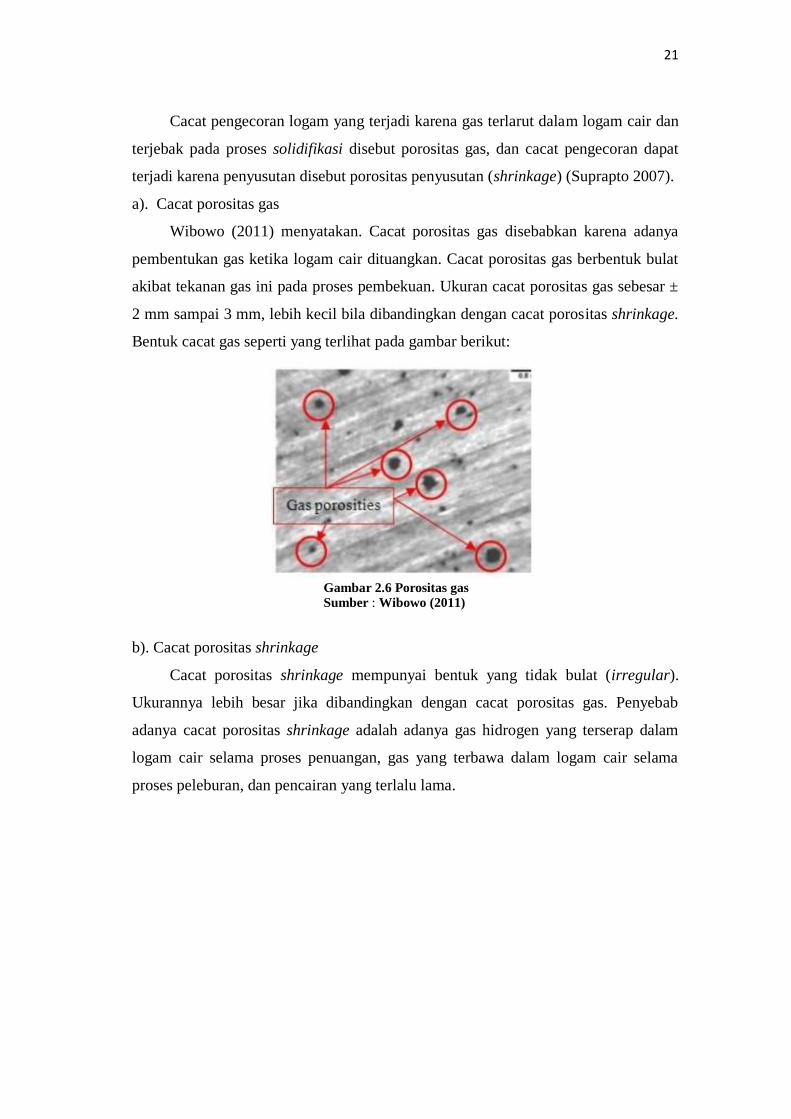
Wibowo (2011) menyatakan. Cacat porositas gas disebabkan karena adanya
pembentukan gas ketika logam cair dituangkan. Cacat porositas gas berbentuk bulat
akibat tekanan gas ini pada proses pembekuan. Ukuran cacat porositas gas sebesar ±
2 mm sampai 3 mm, lebih kecil bila dibandingkan dengan cacat porositas shrinkage.
Bentuk cacat gas seperti yang terlihat pada gambar berikut:
Gambar 2.6 Porositas gas
Sumber : Wibowo (2011)
b). Cacat porositas shrinkage
Cacat porositas shrinkage mempunyai bentuk yang tidak bulat (irregular).
Ukurannya lebih besar jika dibandingkan dengan cacat porositas gas. Penyebab
adanya cacat porositas shrinkage adalah adanya gas hidrogen yang terserap dalam
logam cair selama proses penuangan, gas yang terbawa dalam logam cair selama
proses peleburan, dan pencairan yang terlalu lama.

22
2. Hot Tears and Cracks
Hot tears adalah cacat berupa retakan yang terjadi selama pembekuan akibat
tekanan berlebih pada pembekuan logam karena berkembangnya arus panas yang
tinggi .
Crack adalah retak yang terjadi selama tahap pendinginan pada pengecoran
setelah pembekuan selesai karena penyusutan yang tidak seimbang.
3. Inclusion
Inclusion adalah kehadiran material asing dalam strukturmikro benda cor ,
material tersebut dapat berasal dari tungku waktu pembakaran, dari cetakan waktu
penuangan material kecetakan atau dari material itu sendiri.
Gambar 2.7 Porositas shrinkage
Sumber : Wibowo (2011)
Sumber : Wibowo (2011)
Gambar 2.8 Hot tear and Crack
Sumber : http://keytometals.com

23
4. Misruns
Misruns adalah cacat yg terjadi karena logam cair tidak mengisi seluruh rongga
cetakan sehingga benda cor menjadi tidak lengkap atau ada bagian yg kurang dari
benda cor. Penyebabnya adalah fluiditas logam lebur kurang, temperatur tuang
rendah ,dan kecepatan penuangan lambat.
5. Cold Shuts
Cold Shuts adalah dua aliran logam lebur bertemu tetapi kurang terjadi fusi
atau penggabungan antara keduanya sehingga menimbulkan pendinginan yang
premature.
Gambar 2.9 Inclusion
Sumber : http://www.themetalcasting.com
Gambar 2.10 Misruns
Sumber : http://www.themetalcasting.com

24
6. Shrinkage
Shrinkage adanya rongga-rongga dengan permukaan kasar serta dendritic baik
merupakan rongga tunggal yang besar sampai rongga-rongga kecil yang mengumpul
pada lokasi tertentu.
2.7.1 Porositas
Salah satu penyebab terjadinya porositas pada penuangan paduan aluminium
adalah gas hidrogen. Porositas oleh gas hidrogen dalam hasil coran paduan
aluminium-silikon akan memberikan pengaruh yang buruk pada kekuatan, serta
kesempurnaan dari benda tuang tersebut. Penyebabnya antara lain kontrol yang
kurang sempurna terhadap absorbsi gas, pegeluaran gas dari dalam logam karena
interaksi antara gas dengan logam selama peleburan dan penuangan. Porositas adalah
suatu cacat pada produk cor yang dapat menurunkan kualitas hasil coran (Firdaus,
2002).
Pada proses penuangan, hidrogen yang larut selama peleburan akan tertinggal
setelah proses pembekuannya, karena kelarutannya pada fasa cair lebih tinggi dari
pada fasa padat. Gas yang dikeluarkan dari larutan akan terperangkap pada struktur
padat. Gas yang dikeluarkan bernukliasi pada cairan selama pembekuan dan diantara
fasa padat cair. Banyaknya porositas yang terjadi pada pengecoran paduan
aluminium tidak saja tergantung dengan banyaknya kandungan gas hidrogen yang
terabsorbsi oleh logam, tetapi tergantung juga pada kecepatan pembekuan logam
Gambar 2.11 Cold shut
Sumber : http://www.themetalcasting.com

25
dalam cetakan. Makin rendah kecepatan pembekuan kemungkinan terjadinya
porositas akan lebih besar. (Ifan, 1998)
Berikut dapat adalah tabel cacat-catat yang terjadi beserta penyebab dan cara
mengatasi cacat-cacat yang terjadi pada benda cor :
Tabel 2.1 Cacat-cacat pengecoran
Cacat
pengecoran
Penjelasan Pencegahan
Porositas Terperangkapnya gas (hidrogen) dalam
logam cair pada waktu proses pengecoran.
Penyebab :
1. Gas terbawa dalam logam cair
selama pencairan.
2. Gas terserap dalam logam cair dari
cetakan.
3. Reaksi logam induk dengan uap
air dari cetakan.
4. Titik cair terlalu tinggi dan waktu
pencairan terlalu lama.
1. Pemanasan Cetakan.
2. Penghilangan
dengan.fluks,
terutama.fluorida
dan.klorida.dari logam
alkali tanah.
3. Pencairan Ulang.
4. Temperatur.tuang
yang sesuai.
Hot Tears and
cracks
1. Hot tears adalah cacat berupa
retakan yang terjadi selama
pembekuan akibat tekanan
berlebih pada pembekuan logam
karena berkembangnya arus panas
yang tinggi.
2. Crack adalah retak yang terjadi
selama tahap pendinginan pada
pengecoran setelah pembekuan
selesai karena penyusutan yang
tidak seimbang.
1. Isi cetakan secepat
mungkin.
2. Ubah.saluran
penuangan.
3. Modifikasi.desain
cetakan.dengan
menghindari transisi
tajam diantara bagian
tipis dan tebal.

26
Inclusion
Inclusion adalah kehadiran
material.asing,dalam.strukturmikro
benda cor , material tersebut dapat
berasal dari tungku waktu
pembakaran, dari cetakan waktu
penuangan material kecetakan atau
dari material itu sendiri.
1. Penyaringan material.
2. Menghindari.aliran
logam dalam sistem
pengecoran.yang
dapat.mengikis
cetakan.
Misruns Cacat yang terjadi karena logam cair tidak
mengisi seluruh rongga cetakan sehingga
benda cor menjadi tidak lengkap atau ada
bagian yang kurang dari benda cor.
Penyebab :
1. Ketidakseragaman benda cor,
sehingga mengganggu aliran dari
logam cair.
2. Benda cor terlalu tipis dan
temperatur terlalu rendah.
3. Kecepatan penuangan yg terlalu
lambat.
4. Lubang angin yang kurang pada
cetakan.
1. Temperatur.tuang
jangan terlalu tinggi.
2. Kecepatan penuangan
yang tinggi.
3. Jumlah saluran harus
ditambah dan logam
cair harus diisikan
secara seragam dari
beberapa tempat pada
cetakan.
4. Lubang angin harus
ditambah dan pada inti
harus cukup.
Cold Shuts dua aliran logam lebur bertemu tetapi
kurang terjadi fusi atau penggabungan
antara keduanya sehingga menimbulkan
pendinginan yang premature.
1. Tuangkan.secepat
mungkin.
2. Desain sistem saluran
cairan ,untuk mengisi
saluran cetakan tanpa
gangguan.
3. Panaskan cetakan.
4. Menghindari
pengecoran.yang
panjang dan tipis

27
2.8 Pengujian Spesimen
Penelitian ini dilakukan untuk mengetahui karakteristik dari pengecoran
paduan aluminium silikon (Al-7%Si) baik itu karakteristik porositas dan densitas.
Pengaruh temperatur penuangan terhadap benda cor. Dilakukan dengan pengujian
seperti : pengujian besarnya porositas dengan menggunakan pengukuran densitas ,
untuk struktur mikronya dan karakteristik porositas dapat diuji dengan menggunakan
Uji SEM (Scanning Electron Microscopy).
2.8.1 Pengujian Porositas
Pada pengujian porositas dapat dilakukan dengan menggunakan dua cara yaitu:
pengujian menggunakan perhitungan densitas dari spesimen dan dapat dilakukan
mengunakan uji SEM (Scanning Electron Microscopy).
Shrinkage Adanya rongga-rongga dengan permukaan
kasar serta dendritic baik merupakan
rongga tunggal yang besar sampai rongga-
rongga kecil yang mengumpul pada lokasi
tertentu.
Penyebab :
1. Perbedaan ketebalan benda cor
yang terlalu besar.
2. Terdapatnya bagian tebal yang
tidak dapat dialiri logam cair
secara utuh.
3. Saluran masuk dan penambah
tidak mendukung adanya
solidifikasi progesif.
4. Saluran masuk dan penambah
yang kurang banyak.
5. Saluran masuk dan penambah
yang salah dalam peletakannya
dan terlalu kecil.
1. Digunakan
pembekuan mengarah
sehingga.penambah
dapat bekerja secara
efektif.
2. Penggunaan cil yang
dimaksudkan.agar
terjadi.pembekuan
mengarah.dan
pengaruh.penambah
meningkat.
3. Daerah pengisian yang
efektif dari penambah.
Sumber : ( Casting Design and Performance 2009 )
28
a). Pengujian porositas menggunakan perhitungan densitas
Menurut Taylor (2000) porositas yang terbentuk dapat diketahui dengan
melakukan pengukuran densitas dengan menggunakan metode Piknometri dan
perhitungan presentase porositas yang terjadi dapat diketahui dengan
membandingkan densitas sempel material dengan densitas berdasarkan teori.
Densitas adalah besaran fisis yaitu perbandingan massa (m) dengan volume benda
(V). Pengukuran densitas yang materialnya berbentuk padatan atau bulk digunakan
metode Archimedes.Untuk menghitung nilai densitas sample dan theoritis digunakan
persamaan :
Densitas Sample
Dimana :
ρm = Densitas sample (gram/cm3)
ms = Massa sample kering (gram)
mg = Massa sample yang direndam dalam air (gram)
ρH2O = Massa jenis air (1 gram/cm3)
Densitas teoritis
ρth= ρAl. VAl + ρSi .VSi (Paduan aluminium silikon)
ρth = Densitas teoritis (gram/cm3)
ρAl = Densitas aluminium (gram/cm3) (2,7g/m
3)
ρSi = Densitas silikon (gram/cm3) (2,32g/cm
3)
VAl = Fraksi volume Al (93% = 0,93)
VSi = Fraksi volume Si (7% = 0,07)
Perhitungan porositas
Porositas dapat didefinisikan sebagai perbandingan antara jumlah volume
ruang kosong (rongga pori) yang dimiliki oleh zat padat terhadap jumlah dari volume
zat padat itu sendiri. Porositas suatu bahan pada umumnya dinyatakan sebagai
porositas terbuka atau apparent porositydan dapat dinyatakan dengan persamaan.
……………………………………………...............(2.1)
………………(2.2)
………………………………………............................………...(2.3)

29
ρm = Densitas sample (gram/cm3)
ρth = Densitas teoritis (gram/cm3)
b). Pengamatan karakteristik porositas
Pada pengukuran porositas menggunakan perhitungan densitas bertujuan untuk
mencari besarnya porositas yang terjadi akan tetapi karakteristik dari cacat porositas
spesimen tidak dapat diketahui. Perlu dilakukan pengujian SEM untuk mengetahui
karakteristik bentuk porositas yang terjadi.Pengujian dilakukan menggunakan uji
SEM (Scanning Electron Microscopy).
Uji SEM (Scanning Electron Microscopy)
SEM (Scanning Electron Microscopy) merupakan salah satu jenis mikroscop
electron yang menggunakan berkas electron untuk menggambarkan bentuk
permukaan dari material yang dianalisis.Elektron memiliki resolusi yang lebih tinggi
daripada cahaya. Cahaya hanya mampu mencapai 200nm, sedangkan elektron bisa
mencapai resolusi sampai 0,1 – 0,2 nm. Dibawah ini diberikan perbandingan hasil
gambar mikroskop cahaya dengan elektron (Nugroho,2012).
Gambar 2.12 Pengukuran densitas
Sumber : Wardoyo, dkk., 2011

30
Prinsip kerja dari SEM ini adalah dengan menggambarkan permukaan benda
atau material dengan berkas electron yang dipantulkan dengan energi
tinggi. Permukaan material yang disinari atau terkena berkar electron akan
memantulkan kembali berkas electron atau dinamakan berkas electron sekunder ke
segala arah. Tetapi dari semua berkas electron yang dipantulkan terdapat satu berkas
electron yang dipantulkan dengan intensitas tertinggi. Detector yang terdapat di
dalam SEM akan mendeteksi berkas electron berintensitas tertinggi yang
dipantulkan oleh benda atau material yang dianalisis. Selain itu juga dapat
menentukan lokasi berkas electron yang berintensitas tertinggi .
Prinsip kerja dari SEM adalah sebagai berikut:
1. Sebuah pistol elektron memproduksi sinar elektron dan dipercepat dengan anoda.
2. Lensa magnetik memfokuskan elektron menuju ke sampel.
3. Sinar elektron yang terfokus memindai (scan) keseluruhan sampel dengan
diarahkan oleh koil pemindai.
4. Ketika elektron mengenai sampel maka sampel akan mengeluarkan elektron baru
yang akan diterima oleh detektor dan dikirim ke monitor (CRT).
Gambar 2.13 Perbandingan hasil uji SEM
Sumber : https://materialcerdas.wordpress.com

31
Ada beberapa sinyal yang penting yang dihasilkan oleh SEM.
Tabel 2.2 Sinyal-sinyal pada alat uji SEM
Sinyal Deteksi
Informasi yang Didapat
Resolusi
Lateral
Kedalaman
dari Informasi
Secondary
Electrons
Topografi permukaan,
kontras komposisi
5 - 100 nm
5 - 50 nm
Backscattered
electrons
Kontras komposisi,
topografi permukaan ,
orientasi kristal, domain
magnet
50 - 100 nm
30 - 1000 nm
Specimen
Current
Kontras yang lengkap
ke backscattered dan
sinyal secondary electron
50 - 100 nm
30 - 1000 nm
Characteristic
x-rays
Komposisi elemen,
distribusi elemen
0,5 - 2 μm
0,1 - 1 μm
Gambar 2.14 Skema kerja dari SEM
Sumber : https://materialcerdas.wordpress.com

32
(Sumber: Nugroho,2012)
Aplikasi dari teknik SEM – EDS dirangkum sebagai berikut:
1. Topografi: Menganalisa permukaan dan teksture (kekerasan, reflektivitas)
2. Morfologi: Menganalisa bentuk dan ukuran dari benda sampel
3. Komposisi: Menganalisa komposisi dari permukaan benda secara
kuantitatif dan kualitatif.
Sedangkan kelemahan dari teknik SEM antara lain:
1. Memerlukan kondisi vakum
2. Hanya menganalisa permukaan
3. Resolusi lebih rendah dari TEM
4. Sampel harus bahan yang konduktif, jika tidak konduktor maka perlu
dilapis logam seperti emas.
(primary
Fluorescence)
Cathodolumine
-scence
Deteksi fasa nonmetal
dan semikonduksi