bab ii landasan teori 2.1 maintenanceeprints.umm.ac.id/43537/3/bab ii.pdf · tpm adalah suatu...
TRANSCRIPT

4
BAB II
LANDASAN TEORI
2.1 Maintenance
Perawatan atau pemeliharaan (maintenance) adalah konsepsi dari semua
aktivitas yang diperlukan untuk menjaga atau mempertahankan kualitas
fasilitas/mesin agar dapat berfungsi dengan baik seperti kondisi awal. Perawatan
sebagai bentuk kegiatan yang dilakukan untuk mencapai hasil yang mampu
mengembalikan item atau mempertahankan pada kondisi yang selalu dapat
berfungsi. Perawatan juga merupakan kegiatan pendukung yang menjamin
kelangsungan mesin dan peralatan sehingga pada saat dibutuhkan dapat dipakai
sesuai dengan yang diharapkan. Sehingga kegiatan perawatan merupakan seluruh
rangkaian aktivitas yang dilakukan untuk mempertahankan unit-unit pada kondisi
operasional dana man, dan apabila terjadi kerusakan maka dapat dikendalikan pada
kondisi operasional yang handal dan aman (Ansori & Mustajib, 2013).
2.1.1. Jenis-jenis Perawatan
Jenis perawatan dibagi sebagai berikut (Corder & Hadi, 1988):
1. Breakdown maintenance
Breakdown maintenance adalah pemeliharaan yang direncakanakan untuk
memperbaiki mesin setelah terjadi kerusakan atau kemacetan pada mesin.
Penyebab kerusakan mesin terdiri dari berbagai macam, seperti salah pengoprasian
mesin, kurangnya pemeliharaan, dan usia mesin yang sudah tua. Kerusakan mesin
sering kali disebabkan oleh operator. Misalkan operator beranggapan bahwa
kerusakan tidak bias dihindari atau mesin adalah tanggung jawab departemen
pemeliharaan.
Keruskan jenis ini terdiri dari dua jenis :
1. Function loss breakdown merupakan jenis kerusakan yang menyebabkan
mesin tidak dapat dijalankan sama sekali.
2. Function reduction breakdown merupakan jenis keruskan yang
mengakibatkan penurunan kemampuan mesin.
5
2. Planned maintenance
Planned maintenance Yaitu suatu kegiatan atau tindakan yang dilakukan untuk
mencegah terjadinya kerusakan pada semua unit perlengkapan pabrik, seperti
melumasi, menyetel mesin dan sebagainya. Tindakan-tindakan ini yang bersifat
rutin ada pula yang berkala tergantung kebutuhannya.
Planned maintenance merupakan factor utama yang berpengaruh besar
pada TPM dan keberhasilan dari kegiatan pemeliharaan. mengingat perannya yang
sangat penting kegiatan ini harus direncanakan dengan sebaik-baiknya.
Ada 4 tahap untuk merencanakan pemeliharaan:
1. Coreective maintenance
Pemeliharaan ini bertujuan untuk mengubah mesin sehingga operator
yang menggunakan mesin tersebut menjadi lebih mudah dan dapat
memperkecil breakdown mesin.
2. Predictive maintenance
Pemeliharaan jenis ini dilakukan dengan cara menentukan keandalan
masing-masing komponen peralatan dan melakukan penggantian
komponen sesuai dengan jadwal keandalan
3. Preventive maintenance
Pemeliharaan preventif bertujuan untuk mencegah terjadinya kerusakan.
Preventif dibagi menjadi:
a. Perawatan harian, misalnya: membersihkan, memeriksa, melumasi,
mengencangkan dan menyetel agar operasi mesin dapat bekerja
optimal.
b. Inspeksi berkala dan diagnosis alat
c. Restorasi periodic dan overhaul
4. Maintenance prevention
Maintenance prevention merupakan pembuatan berdasarkan informasi
masa lalu untuk mendapatkan peralatan yang tidak mudah rusak dan
mudah dipelihara.

6
3. Emergency maintenance
Emergency maintenance adalah berupa perbikan yang dilakukan secara
daruart untuk menanggulangi kemacetan proses produksi yang terjadi supaya tidak
terlalu lama berhenti. Pekerjaan ini bersifat sementara sampai selesai penggantinya
komponen yang menyebabkan kemacetan tersebut.
4. Overhaul maintenance
Overhaul maintenance adalah pemeliharaan berupa perbaikan yang
dilaksanakan secara terjadwal dalam interval waktu tertentu. Overhaul bertujuan
mengembalikan performa mesin dan peralatan produksi sehingga mendekati
performa awal. Periodesasi pelaksanaan yang terjadi ditentukan oleh lama jam kerja
maupun kondisi yang sudah out of tolerance (Corder & Hadi, 1988).
2.2. Total Productive Maintenance (TPM)
Total productive Maintenance (TPM) merupakan aktivitas perawatan yang
mengikutsertakan semua elemen dari perusahaan, yang pertama bertujuan untuk
menciptakan suasana kritis (critical mass) dalam lingkungan industri guna
mencapai zero breakdown, zero defect dan zero accident. TPM adalah suatu
metode yang bertujuan untuk memaksimalkan effisiensi penggunaan peralatan, dan
memantapkan system perawatan reventif yang dirancang untuk keseluruhan
peralatan dan memantapkan system perawatan preventif yang dirancang untuk
keseluruhan peralatan dengan mengimplementasikan suatu aturan dan memberikan
motivasi kepada seluruh bagian yang berada dalam suatu perusahaan tersebut,
melalui peningkatan komponenisipasi dari seluruh anggota yang terlibat mulai dari
manajemen puncak sampai ke level terendah (Kurniawan, 2013).
TPM adalah suatu konsep program tenang pemeliharaan yang melibatkan
seluruh pekerja melalui aktifitas terkecil. TPM adalah suatu program pemeliharaan
yang melibatkan suatu gambaran konsep untuk pemeliharaan peralatan dan pabrik
dengan tujuan untuk meningkatkan produktivitas serta pada waktu yang sama dapat
meningkatkan kepuasan kerja dan moril karyawan (Ansori & Mustajib, 2013).
Al-Turki (2011) menyatakan bahwa pemeliharaan merupakan seluruh aktivitas
yang berhubungan untuk memelihara tingkat availability dan reability sistem serta
7
memelihara kemampuan komponen untuk bekerja sesuai standar kualitas yang
ditentukan. Pemeliharaan adalah fungsi logistik perusahaan, dimana biasanya
diintegrasikan ke dalam proses produksi (Al-Turki, 2011).
2.2.1. Tujuan TPM
TPM juga bertujuan untuk menghilangkan kerugian proses yang dibagi
menjadi 3 bagian, yaitu (Ansori & Mustajib, 2013) :
1. Kerugian karena downtime
Kerugian system produksi yang masuk dalam kelompok ini adalah dari
peralatanyang tidak bias digunakan pada proses produksi untuk sementara
waktu. Kerugian ini dibagi lagi menjadi dua kategori yaitu: breakdown dan
setup dan penyesuaian
2. Kerugian karena kinerja buruk
Kategori ini memfokuskan pada penggunaanperalatan yang hilang sebagai
akibat dari hasil peralatan yang dijalankan pada kecepatan yang kurang
dari maksimum. Kapabilitas produksi yang hilang ini masuk dalam
subkategori: reduksi kecepatan dan penghentian minor.
3. Kerugian karena kualitas buruk
Kerugian yang muncul dari produk kualitas yang buruk dibagi menjadi dua
klasifikasi : kerusakan proses dan kerugian startup.

8
2.2.2. 8 Pilar TPM
TPM terdiri dari delapan bagian yang berbeda yang telah dikenal sebagai 8
pilar (Venkatesh, 2007).
Gambar 2.1 8 Pillars of TPM
sumber : (Venkatesh, 2007)
1. 5 S
Permasalahan tidak bisa dilihat dengan jelas apabila tempat kerja tidak
terorganisasi. Melakukan bersih-bersih dan mengatur tempat kerja
membantu team untuk mampu menguak permasalahan. Membuat
permasalahan terlihat adalah langkah pertama improvement
a. Seiri
Menyortir dan mengatur item-item yang kritis, yang penting, yang sering
digunakan, tidak berguna, atau item yang tidak perlu sampai sekarang.
b. Seiton
Konsep disini adalah bahwa “Each items has a place, and only one
place” item harus ditempatkan kembali ketempat yang sama setelah
pemakaian.
c. Seiso
Membersihkan tempat kerja yang bebas dari burr, minyak, oli, limbah,
scrap dll.

9
d. Seiketsu
Karyawan harus membahas bersama-sama dan menentukan standar
untuk menjaga tempat kerja, mesin yang bersih. Standar ini
diimplementasikan untuk seluruh organisasi.
e. Shitsuke
Mengingat 5S sebagai cara hidup dan membawa tentang disiplin antara
organisasi karyawan. Ini termasuk disiplin, ketepatan waktu, dedikasi ke
organisasi, dll.
2. Autonomus Maintenance
Pilar ini diarahkan untuk mengembangkan operator harus mampu
mengurus tugas pemeliharaan kecil, dengan demikian membebaskan
orang-orang maintenance untuk menghabiskan waktu pada nilai lebih
pada aktivitas teknis perbaikan. Operator bertanggung jawab untuk
menjaga peralatan mereka untuk mencegah dari kerusakan.
3. Kaizen
“kai” berarti berubah, dan “Zen” berarti baik (untuk yang lebih baik).
Pada dasarnya kaizen untuk perubahan kecil, tetapi dilakukan secara
terus menerus dan melibatkan semua orang dalam organisasi. Kaizen
adalah kebalikan dari innovasi yang spektakuler. Kaizen tidak
membutuhkan atau sedikit investasi. Prinsipnya adalah “sejumlah
perubahan kecil yang banyak lebih efektif dilingkungan organisasi
daripada perubahan besar”. Pilar ini bertujuan untuk mengurangi
kerugian ditempat kerja yang mempengaruhi efisien.
4. Planned Maintenance
Pilar ini ditujukan untuk bebas dari mesin dan peralatan rusak, bebas dari
produk cacat untu kepuasan pelanggan.
5. Quality Maintenance
Quality maintenance bertujuan untuk memuaskan pelanggan melalui
kualitas yang tinggi melalui bebas dari proses yang cacat. Kegiatan QM
adalah untuk menetapkan kondisi peralatan dalam kondisi baik,

10
didasarkan pada konsep dasar mempertahankan peralatan yang sempurna
untuk menjaga kualitas produk yang sempurna
6. Training
Ditujukan untuk memiliki karyawan yang sangat terampil. Pendidikan
diberikan kepada operator untuk menambah keterampilan mereka. Hal
ini tidak cukup hanya “Know-How” mereka juga harus mempelajari
“Know-Why”
7. Office TPM
Office TPM harus dimulai setelah megaktifkan empat pilar lainnya
(AM,KK,QM,PM). Office TPM harus diikuti untuk meningkatkan
produktivitas, efisiensi dalam fungsi administrative dan mengidentifikasi
dan menghilangkan kerugian, ini termasuk menganalisis proses dan
prosedur terhadap peningkatan otomatisasi kantor.
8. Safety, Healthy and Environment
Target dari Safety, Healthy and Environment:
a. Zero accident
b. Zero health damage
c. Zero fires
Pada pilar ini fokus untuk menciptakan tempat kerja yang aman dan area
sekitarnya yang tidak rusak oleh proses atau prosedur. Pilar ini akan
memainkan peran aktif dalam setiap pilarnya secara teratur (Venkatesh,
2007).
2.3 Overal Equiptment effectiveness (OEE)
Borris (2006) menyatakan OEE merupakan pengukuran kritis yang
digunakan dalam penerapan TPM untuk mengevaluasi kapabilitas sebuah peralatan
dalam sebuah sistem produksi. OEE terdiri dari tiga komponen utama yaitu :
• Availability
• Performance
• Quality

11
Ketiga nilai komponen tersebut mencakup seluruh pokok permasalahan yang dapat
mempengaruhi seberapa banyak produk yang dapat dihasilkan oleh peralatan dan
operator sistem yang digunakan.(Borris, 2006).
Overall Equipment Effectiveness (OEE) adalah metode pengukuran
efektivitas penggunaan suatu peralatan yang digunakan sebagai alat ukur (metric)
dalam penerapan TPM guna menjaga peralatan pada kondisi ideal dengan
menghapuskan six big losses peralatan. Pengukuran OEE ini didasarkan pada
pengukuran tiga rasio utama, yaitu Availability ratio, Performance ratio, dan
Quality ratio. Untuk mendapatkan nilai OEE, makaketiga nilai dari ketiga rasio
utama tersebut harus diketahui terlebih dahulu.Nilai OEE diperoleh dengan
mengalikan ketiga rasio utama tersebut (Jiwantoro, Argo, & Nugroho, 2013).
Menurut (Nakajima, 1988) menyatakan bahwa Availability ratio merupakan
suatu rasio yang menggambarkan pemanfaatan waktu yang tersedia untuk kegiatan
operasi mesin atau peralatan. Availability merupakan rasio dari operation time,
dengan mengeliminasi downtime peralatan, terhadap loading time. Faktor penting
dalam elemen Availability adalah loading time. Performance ratio merupakan suatu
ratio yang menggambarkan kemampuan dari peralatan dalam menghasilkan
barang. Rasio ini merupakan hasil dari operating speed rate dan net operating rate.
Operating speed rate peralatan mengacu kepada perbedaan antara kecepatan ideal
(berdasarkan desain peralatan) dan kecepatan operasi aktual. Net operating rate
mengukur pemeliharaan dari suatu kecepatan selama periode tertentu. Dengan kata
lain, apakah suatu operasi tetap stabil dalam periode selama peralatan beroperasi
pada kecepatan rendah.
Menurut (Dal, Tugwell, & Greatbanks, 2000) Loading time dapat
didefinisikan sebagai total waktu shift setelah pengurangan waktu planned
downtime. Planned downtime biasanya dapat mencakup aktivitas berikut:
• Menunggu pada proses sebelumnya
• Tidak ada operator karena istirahat
• Aktifitas planned maintenance
• Operator training

12
Menurut (Nakajima, 1988) pengalaman perusahaan yang sukses menerapkan
TPM dalam perusahaan mereka nilai OEE yang ideal / diharapkan adalah :
• Avaibility > 90 %
• Performance Efficiency > 95 %
• Quality Product > 99 %
𝑂𝐸𝐸(%) = 𝑎𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑟𝑎𝑡𝑒 (%) × 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 𝑟𝑎𝑡𝑒 (%) × 𝑞𝑢𝑎𝑙𝑖𝑡𝑦 𝑟𝑎𝑡𝑒 (%) (1)
Sehingga OEE yang ideal adalah : 0,90 x 0,95 x 0,99 = 85 %
Pada penerapannya angka formulasi ini akan berbeda-beda untuk tiap
perusahaan. Standar dari JIPM (Japan Institute of Plant Maintenance) untuk indeks
TPM yang ideal adalah diukur dari nilai bancmark OEE yaitu :
1. OEE < 65%
Kelas perusahaan tidak dapat diterima. Ada kerugian ekonomi penting.
Daya saing sangat rendah
2. 65% < OEE < 75%
Kelas perusahaan standar. Diterima jika hanya berada dalam proses
perbaikan. Kerugian ekonomi. Rendah daya saing
3. 75% OEE < 85%
Kelas perusahaan diterima. Lanjutkan perbaikan diatas 85% dan bergerak
menuju kelas dunia. Sedikit kerugian ekonomi. Daya saing sedikit rendah
4. 85% < OEE < 95%
Kelas perusahaan bagus. Maasuk kategori efek kelas dunia. Baik daya saing
5. OEE > 95%
Kelas perusahaan keunggulan. Nilai kelas dunia. Daya saing sempurna.

13
Dari hasil perhitungan OEE tersebut, dapat diketahui variabel mana yang
mempengaruhi produktifitas mesin. Faktor dari variabel tersebut adalah six big
losses. Menurut (Nakajima, 1988) terdapat 6 kerugian besar yang menyebabkan
rendahnya kinerja dari peralatan. Keenam kerugian tersebut, atau sering disebut
dengan six big losses yang terdiri dari :
1. Equipment failure
Kerusakan mesin yang tiba-tiba atau kerusakan yang tidak diinginkan,
keadaan tersebut akan menimbulkan kerugian karena kerussakan mesin
akan menyebabkan mesin tidak beroperasi.
𝑒𝑞𝑢𝑖𝑝𝑚𝑒𝑛𝑡 𝑓𝑎𝑖𝑙𝑢𝑟𝑒 𝑙𝑜𝑠𝑠𝑒𝑠 = 𝑒𝑞𝑢𝑖𝑝𝑚𝑒𝑛𝑡 𝑓𝑎𝑖𝑙𝑢𝑟𝑒
𝑙𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒 × 100% (2)
2. Setup and adjustment losses
Semua waktu setup termasuk penyesuaian dan juga waktu yang
dibutuhkan untuk kegiatan pengganti satu jenis produk.
𝑠𝑒𝑡𝑢𝑝 𝑎𝑛𝑑 𝑎𝑑𝑗𝑢𝑠𝑡𝑚𝑒𝑛 𝑙𝑜𝑠𝑠𝑒𝑠 =𝑠𝑒𝑡𝑢𝑝 𝑎𝑛𝑑 𝑎𝑑𝑗𝑢𝑠𝑡𝑚𝑒𝑛𝑡
𝑙𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒× 100% (3)
3. Idle and minor stoppage
Disebabkan oleh kejadian seperti pemberhentian mesin sejenak,
kemacetan mesin (error) dan idle time dari mesin. Kenyataan kerugian ini
tidak dapat terdeteksi secara langsung tanpa adanya alat pelacak. Ketika
operator tidak dapat memperbaiki pemberhentian yang bersifat minor
stoppages dalam waktu yang tela ditentukan dapat dianggap sebagai suatu
breakdown.
𝑖𝑑𝑙𝑖𝑛𝑔 𝑎𝑛𝑑 𝑚𝑖𝑛𝑜𝑟 𝑠𝑡𝑜𝑝𝑝𝑎𝑔𝑒 =(𝑝𝑙𝑎𝑛𝑛𝑒𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛−𝑜𝑢𝑡𝑝𝑢𝑡)×𝑖𝑑𝑒𝑎𝑙𝑐𝑦𝑐𝑙𝑒 𝑡𝑖𝑚𝑒
𝑙𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒× 100% (4)

14
4. Reduced speed
Kerugian karena mesin tidak dapat bekerja optimal terjadi jika kecepatan
aktual operasi mesin/peralatan lebih kecil dari kecepatan optimal atau
kecepatan mesin yang dirancang.
𝑟𝑒𝑑𝑢𝑐𝑒 𝑠𝑝𝑒𝑒𝑑 =(𝑎𝑐𝑡𝑢𝑎𝑙 𝑐𝑦𝑐𝑙𝑒 𝑡𝑖𝑚𝑒−𝑖𝑑𝑒𝑎𝑙 𝑐𝑦𝑐𝑙𝑒 𝑡𝑖𝑚𝑒)×𝑝𝑟𝑜𝑑𝑢𝑐𝑡 𝑎𝑚𝑜𝑢𝑛𝑡
𝑙𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒× 100% (5)
5. Reject & rework losses
Kerugian yang disebabkan karena adanya produk cacat maupun proses
pengerjaan diulang. Proses cacat yang dihasilkan akan mengakibatkan
kerugian material, mengurangi jumlah produksi. Kerugian akibat
pengerjaan ulang akan mempengaruhi waktu yang dibutuhkan untuk
mengolah atau memperbaiki produk cacat.
𝑟𝑒𝑗𝑒𝑐𝑡 𝑙𝑜𝑠𝑠𝑒𝑠 =𝑡𝑜𝑡𝑎𝑙 𝑟𝑒𝑗𝑒𝑐𝑡×𝑖𝑑𝑒𝑎𝑙𝑐𝑦𝑐𝑙𝑒 𝑡𝑖𝑚𝑒
𝑙𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒× 100% (6)
6. Reduced yield
kerugian akibat hasil rendah/ material yang tidak terpakai
𝑟𝑒𝑑𝑢𝑐𝑒 𝑦𝑖𝑒𝑙𝑑 =𝑟𝑒𝑑𝑢𝑐𝑒 𝑦𝑖𝑒𝑙𝑑×𝑖𝑑𝑒𝑎𝑙𝑐𝑦𝑐𝑙𝑒 𝑡𝑖𝑚𝑒
𝑙𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒× 100% (7)
Untuk lebih jelasnya perhitungan OEE dapat dilihat pada gambar 2.2

15
Gambar 2.2 Perhitungan OEE berdasarkan six big losess
Sumber : (Nakajima, 1988)
Dari Six Big Losses tersebut perencanaan program perawatan yang sistematis
dan jangka panjang dengan tujuan meminimasi losses dapat dilaksanakan yang
secara langsung akan mempengaruhi elemen-elemen penting dari perusahaan
seperti produktivitas yang meningkat karena berkurangnya kerugian, kualitas juga
meningkat sebagai dampak pengurangan kerusakan peralatan sehingga biaya juga
menurun dengan turunnya kerugiankerugian yang terjadi serta menurunnya angka
kerusakan produk.

16
2.3.1. Availability rate
Availability rate merupakan ketersediaan mesin/peralatan merupakan
perbandingan antara waktu operasi (operation time) terhadap waktu persiapan
(loading time) dari suatu mesin/peralatan. Maka availability rate dapat dihitung
sebagai berikut (Rinawati & Dewi, 2014) :
𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑟𝑎𝑡𝑒 =𝑙𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒−𝑑𝑜𝑤𝑛𝑡𝑖𝑚𝑒
𝑙𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒× 100% (8)
2.3.2. Performance rate
Performance rate adalah tolak ukur dari efisiensi suatu kinerja mesin
menjalankan proses produksi. Perfomance rate merupakan hasil perkalian dari
operating speed rate dengan net operating speed. Net operating speed berguna
untuk menghitung menurunnya kecepatan produksi. Tiga faktor yang penting
untuk menghitung peformance rate adalah ideal cycle time (waktu siklus
ideal/waktu standar), processed amount (Jumlah produk yang diproses) dan
operation time (waktu proses mesin). Maka performance rate dapat dihitung
sebagai berikut (Rinawati & Dewi, 2014) :
𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 𝑟𝑎𝑡𝑒 =𝑖𝑑𝑒𝑎𝑙 𝑐𝑦𝑐𝑙𝑒 𝑡𝑖𝑚𝑒 × 𝑜𝑢𝑡𝑝𝑢𝑡
𝑜𝑝𝑒𝑟𝑎𝑡𝑖𝑛𝑔 𝑡𝑖𝑚𝑒× 100% (9)
2.3.3. Quality rate
Quality rate adalah perbandingan jumlah produk yang baik terhadap
jumlah produk yang diproses. Jadi quality merupakan hasil perhitungan dengan
faktor processed amount dan defect amount. Formula ini sangat membantu untuk
mengungkapkan masalah kualitas proses produksi (Rinawati & Dewi, 2014) :
𝑄𝑢𝑎𝑙𝑖𝑡𝑦 𝑟𝑎𝑡𝑒 =𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑒𝑑 𝑎𝑚𝑜𝑢𝑛𝑡−𝑑𝑒𝑓𝑒𝑐𝑡 𝑎𝑚𝑜𝑢𝑛𝑡
𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑒𝑑× 100% (10)
17
2.4 Diagram Pareto
Diagram pareto adalah suatu diagram yang menggambarkan suatu masalah
menurut bobotnya yang dinyatakan dengan frekuensinya. Diagram pareto
digunakan untuk mengidentifikasi masalah, yaitu 20% kesalahan atau
penyimpangan akan menyebabkan 80% masalah yang timbul. Diagram pareto
berguna untuk (Nasution, 2004) :
1. Menentukan jenis persoalan utama
2. Membandingkan masing-masing jenis persoalan terhadap keseluruhan
3. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum
dan setelah perbaikan
2.6 Root Cause Failure Analysis (RCFA)
Root Cause Analysis (RCA) atau juga disebut Root Cause Failure Analysis
(RCFA) adalah langkah demi langkah metodologi yang mengarah ke penyebab
utama (atau akar penyebab) kegagalan. Jika akar penyebab kegagalan tidak
ditujukan secara tepat waktu, kegagalan akan terjadi lagi, biasanya menyebabkan
kegagalan produksi dan meningkatkan biaya pemeliharaan. RCFA merupakan
cara yang terstruktur untuk tiba pada akar penyebab, sehingga memudahkan dalam
penyebab dan gejala-gejala tidak hanya terkait dengan itu (Gulati, 2012).
Root Cause Failure Analysis bukan hanya untuk mendifinisikan satu metode.
Ada 4 (empat) klasifikasi metode RCFA yang dapat diaplikasikan yaitu:
1. Safety based RCA digunakan untuk kasus kegagalan yang berhubungan
dengan safety, health, and environment
2. Production based RCA digunakan untuk mengidentifikasi kualitas produk,
dan produksi yang berhubungan dengan produk
3. Process based RCA digunakan untuk mengidentifikasi masalah pada
proses, termasuk sistem bisnis
4. Asset based RCA digunakan untuk Analisa kegagalan pada mesin atau
sistem permesinan pada area maintenance
Prinsip umum dari RCFA adalah :

18
• Bertujuan korektif mengukur di akar penyebab lebih efektif daripada hanya
memperbaiki gejala-gejala dari masalah.
• Untuk menjadi efektif, RCFA harus dilakukan secara sistematis, dan
kesimpulan harus didukung oleh data.
• Biasanya ada lebih dari satu akar penyebab masalah tertentu.
Root Cause Failure Analysis (RCFA) adalah metode yang banyak digunakan
di industri untuk mengendalikan terulangnya kegagalan. RCFA adalah metode
analisis kegagalan yang fokus untuk mendeteksi penyebab kegagalan dan
mengendalikan kegagalan serupa di masa depan dengan mengidentifikasi dan
menghilangkan penyebabnya. RCFA adalah metodologi pemecahan masalah yang
disiplin, digunakan untuk menentukan akar penyebab kejadian kegagalan spesifik.
Root Cause Failure Analysis adalah metode pemecahan masalah dengan
menggunakan metode langkah demi langkah untuk menemukan penyebab dasar
kegagalan. RCFA adalah proses untuk mengidentifikasi penyebab sebenarnya dari
kegagalan tertentu dan menggunakan informasi tersebut untuk menetapkan
tindakan korektif/preventif. RCFA membutuhkan penyelidikan awal untuk
menganalisa sifat dan frekuensi kegagalan memutuskan apakah akan melakukan
RCFA atau tidak. Setelah diputuskan, maka proses dimulai dengan pengumpulan
data yang komprehensif mengenai kegagalan termasuk bukti fisik dan teknis,
dilanjutkan dengan analisis data yang dikumpulkan, menemukan akar penyebab
kegagalan dan berakhir dengan menawarkan solusi untuk mencegah kekambuhan.
(Hussin, Ahmed, & Muhammad, 2016)
Beberapa faktor penting untuk melakukan RCFA berhasil diidentifikasi dan
dikelompokkan dan digabungkan menjadi lima kategori yaitu (Hussin et al., 2016):
• Management support.
Proses RCFA membutuhkan dukungan kuat dari manajemen atas
keberhasilan pelaksanaannya. Manajemen harus menyadari dari setiap
aspek proyek investigasi kegagalan dan memungkinkan tim investigasi
untuk mengakses semua data dan informasi yang diperlukan sehingga tidak
cukup waktu untuk menyelesaikan penyelidikan, mendorong tim investigasi

19
untuk menerapkan tindakan pencegahan / pencegahan dan tindak lanjut.
Semua sumber yang dibutuhkan untuk pelaksanaan RCFA harus diberikan
kepada tim untuk mendapatkan hasil yang efektif. Manajemen harus
memberi wewenang kepada tim RCFA untuk mengambil keputusan demi
mencegah terulangnya kegagalan serupa.(Hussin et al., 2016)
• Resources.
Sumber daya diperlukan untuk menyelesaikan investigasi RCFA secara
efektif. Alasan utama mengapa organisasi bersedia mengeluarkan sumber
daya mahal di RCFA adalah menghindari kegagalan. Sebelum melakukan
RCFA, perlu memastikan bahwa semua sumber daya yang dibutuhkan
seperti uang, waktu dan orang tersedia. Anggota tim penyelidik harus
terampil dan terlatih di bidangnya masing-masing karena profesional yang
terampil untuk proses RCFA. Pembentukan tim dengan memilih anggota
yang kompetitif dan berpengalaman dari berbagai departemen organisasi
mendukung investigasi RCFA. (Hussin et al., 2016)
• Data and information.
RCFA membutuhkan data dan informasi yang memadai untuk menganalisis
dan menyelidiki penyebab kegagalan yang potensial. Efektivitas RCFA
sangat tergantung pada ketersediaan data dan kemampuan tim RCFA yang
akurat dan komprehensif untuk menganalisis data dengan benar. Data dan
informasi membantu menganalisa alasan mengapa mesin atau peralatan
gagal dan untuk memahami masalah secara mendalam. Data untuk
kegagalan tertentu dapat diperoleh dari laporan kegagalan sebelumnya,
catatan peralatan, wawancara, pengamatan, data proses, data faktor
lingkungan, laporan analisis, bukti fisik dan catatan perawatan. Informasi
atau data yang tidak mencukupi dapat menyebabkan analisis yang tidak
adekuat untuk mengidentifikasi penyebab yang mendasarinya.(Hussin et al.,
2016)
20
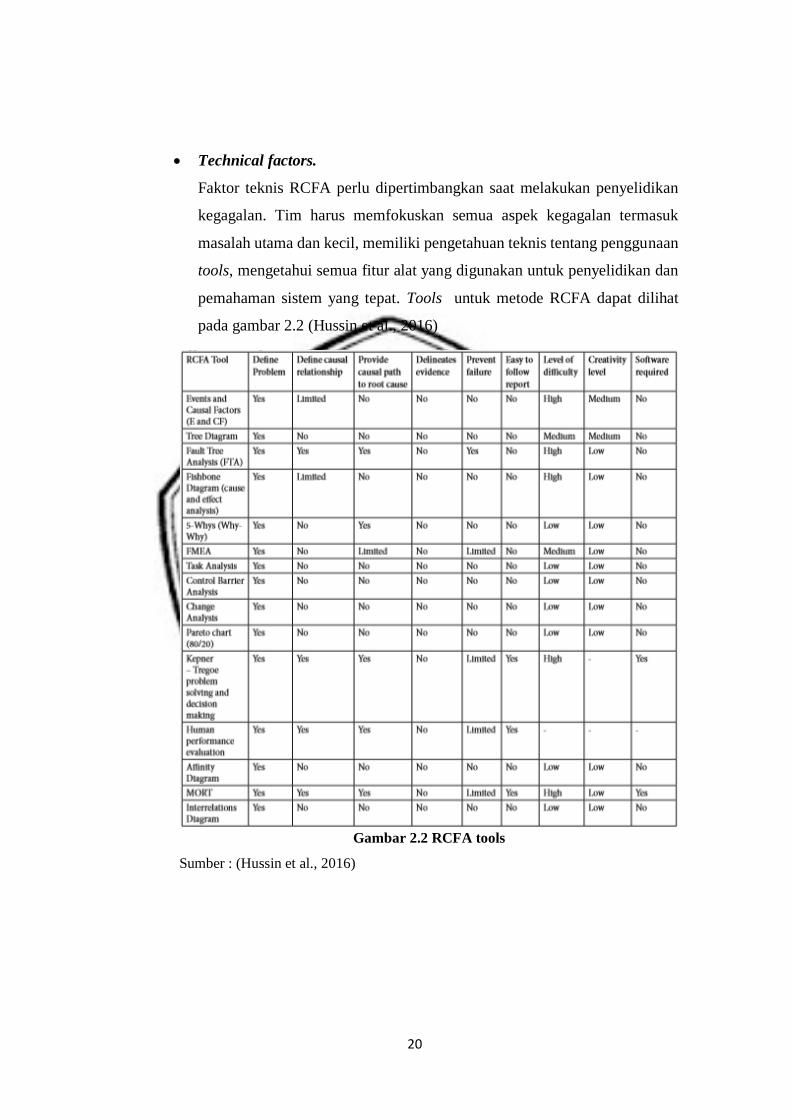
• Technical factors.
Faktor teknis RCFA perlu dipertimbangkan saat melakukan penyelidikan
kegagalan. Tim harus memfokuskan semua aspek kegagalan termasuk
masalah utama dan kecil, memiliki pengetahuan teknis tentang penggunaan
tools, mengetahui semua fitur alat yang digunakan untuk penyelidikan dan
pemahaman sistem yang tepat. Tools untuk metode RCFA dapat dilihat
pada gambar 2.2 (Hussin et al., 2016)
Gambar 2.2 RCFA tools
Sumber : (Hussin et al., 2016)

21
• Failure data management system/database.
Sistem pengelolaan / pelaporan kegagalan data kegagalan atau kegagalan
sangat diinginkan untuk mencatat data investigasi dan pelaporan kegagalan
yang dapat diakses dengan mudah dan cepat untuk menghindari
pengulangan kegagalan dengan meninjau laporan kegagalan / investigasi
sebelumnya dan data dari database. Kegagalan database mendukung
penyidik untuk mengakses laporan RCFA sebelumnya, rincian kegagalan,
mengidentifikasi akar penyebab kegagalan dan pelacakan solusi yang
diimplementasikan yang akan mendukung analisis jenis kegagalan serupa.
2.6.1. Tahapan RCFA
Terdapat tujuh langkah umum dalam suah investigasi untuk mendapatkan
akar permasalah dari suatu analisa kegagalan (RCFA). Ketujuh langkah tersebut
antara lain (Zavagnin, 2008):
• Scoping
Metode RCFA dimulai dengan scoping dari kegagalan. Scoping
dimulai dengan mengevaluasi konsekuensi dari kegagalan dan
risikonya. Mengevaluasi risiko berarti mengidentifikasi konsekuensi apa
yang bisa terjadi jika kegagalan tersebut terulang, serta frekuensi atau
probabilitas kejadian tersebut terulang. Melakukan scoping memungkinkan
kita untuk memahami konsekuensi terburuk untuk kemudian
menghilangkan atau mengelolanya.
Scoping dapat digunakan untuk mengetahui apakah suatu kegagalan
dianggap besar atau kecil. Apabila kegagalan yang terjadi tergolong kecil,
maka biasanya langkah analisa dan mitigasi dapat langsung dilakukan tanpa
melibatkan pihak eksternal (dari luar), hanya pihak internal saja. Namun,
untuk kegagalan yang kompleks terkadang diperlukan gabungan antara
pihak internal dan external yang merupakan orang yang ahli dan
berpengalaman di bidang tersebut.
• Preserving Evidence and Collecting data

22
Tahapan menjaga bukti dan mengumpulkan data adalah langkah
yang penting dalam RCFA. Tanpa tahapan ini, hasil yang didapatkan adalah
akar permasalahan yang tidak tepat, dimana akan menyebabkan kerugian
dan memungkinkan terjadinya kembali kegagalan yang sama. Pada suatu
kejadian kegagalan, kebanyakan orang biasanya hanya berfokus pada
perbaikan dan penggantian material yang rusak saja agar proses dapat
bekerja kembali seperti semula, tanpa berpikir untuk mencegah kegagalan
tersebut terjadi lagi dan bukti-bukti dan data yang telah dikumpulkan hilang
begitu saja.
• Organizing the Analysis
Tahapan selanjutnya adalah membentuk sebuah tim untuk
menganalisa kegagalan yang terjadi untuk merumuskan suatu RCFA.
• Analyzing
Langkah yang selanjutnya adalah analisa. Tahapan analisa
membutuhkan pengetahuan mengenai apa saja yang dapat dikontrol dan hasil
dari suatu pengontrolan dan respon. Salah satu metode dalam menganalisa
adalah dengan metode fault tree analysis (FTA) diagram. FTA diagram
dikenal mampu untuk menyelesaikan masalah yang cukup kompleks atau
ambigu karena banyaknya sumber penyebab masalah.
• Documenting, Implementing, Confirming
Mengkomunikasikan analisis melibatkan tiga tahap
1. Ringkasan kejadian kegagalan, akar penyebab, dan rekomendasi terkait
yang keluar dari analisis
2. Rekomendasi mana yang dipilih selama evaluasi, bagaimana
penerapannya, kapan, dan oleh siapa
3. Apakah rekomendasi yang diimplementasikan berhasil atau tidak.
2.6.2. Fault Tree Analysis (FTA)
FTA digunakan untuk mengembangkan hubungan kausal untuk
menganalisis kejadian atau kegagalan yang tidak diinginkan. Deduktif dalam arti
23
bahawa akan dimulai dari menetapkan kegagalan sistem dan terbentang mundur
untuk mencari penyebabnya sampai ke kesalahan yang independen yang mendasar
(Amrussalam, 2016).
Fault Tree Analysis adalah metodologi deduktif untuk menentukan
kemungkinan penyebab kecelakaan, atau kegagalan sistem lebih umum, dan untuk
memperkirakan probabilitas gagal. Dalam artian FTA dapat dilihat sebagai
alternatif untuk menggunakan diagram blok kehandalan dalam menentukan
keandalan sistem dalam hal komponen yang sesuai. Namun, FTA berbeda dalam
pendekatan terhadap masalah dan lingkup analisis (LEWIS, 1995).
Fault Tree Analysis merupakan sebuah analytical tool yang menerjemahkan
secara grafik kombinasi-kombinasi dari kesalahan yang menyebabkan kegagalan
dari system. Teknik ini berguna mendeskripsikan dan menilai kejadian di
dalam sistem. FTA menggunakan 2 simbol utama yang disebut events dan gates.
Ada tiga tipe event yaitu (Foster, 2001):
1. Primary event
Primary event adalah sebuah tahap dalam proses penggunaan produk yag
mungkin saat gagal. Sebagai contoh saat memasukkan kunci kedalam
gembok, kunci tersebut mungkin gagaluntuk pas/sesuai dengan gembok.
Primary event lebih lanjut dibagi menjadi tiga kategori yaitu:
a Basic event
b Undeveloped event
c External events
2. Intermediate event
Intermediate event adalah hasil dari kombinasi kesalahan-kesalahan,
beberapa diantaranya mungkin primary event. Intermediate event ini
ditempatkan di tengah-tengah sebuah fault tree.
3. Expanded Event
Expanded Event membutuhkan sebuah fault tree yang terpisah dikarenakan
kompleksitasnya. Untuk fault tree yang baru ini, expanded event adalah
undesired event dan diletakkan pada bagian atas fault tree.

24
Menurut (Pyzdek, 2002) tahapan Analisa FTA yaitu :
1. Tentukan kejadian paling atas atau disebut juga kejadian utama. Ini adalah
kondisi kegagalan yang akan ditinjau.
2. Tetapkan batasan Fault Tree Analysis.
3. Periksa sistem untuk mengerti bagaimana berbagai elemen berhubung pada
satu dengan lainnya dan untuk kejadian paling atas.
4. Buat pohon kesalahan, mulai pada kejadian paling atas dan bekerja ke arah
bawah.
5. Analisis pohon kesalahan untuk mengidentifikasi cara dalam menghilangkan
kejadian yang mengarah kepada kegagalan.
6. Persiapkan rencana tindakan perbaikan untuk mencegah kegagalan dan
rencana kemungkinan berkenaan dengan kegagalan saat mereka terjadi.

25
Tabel 2.1 Fault-Tree Symbols
Symbol Name Description
Rectangle Fault event; it is usually the result of
the logical combination of other events.
Circle Independent primary fault event.
Diamond
Fault evebt not fully developed, for its
causes are not known; it is only an
assumed primary fault event,
House Normally occurring basic event; it is
not a fault event.
OR Gate
The union operation of events; i.e., the
output event occurs if one or more of
the inputs occur.
AND Gate
The intersection operation of events;
i.e., the output event occurs if and only
if all the inputs occur
INHIBITE
Gate
Output exist when X exist and condition
A is present; this gate function
somewhat like an AND gate and is used
for a secondary fault event X.
Triangle-in
Triangle symbols provide a tool to
avoid repeating sections of a fault tree
or to transfer the tree construction from
one sheet to next sheet. Triangle-out
Sumber : (LEWIS, 1995)

Daftar Pustaka
Al-Turki, U. (2011). A framework for strategic planning in maintenance. Journal
of Quality in Maintenance Engineering, 17(2), 150-162.
Amrussalam, P. B. S., Ishardita Pambudi Tama. (2016). PENGUKURAN DAN
PERBAIKAN TOTAL PRODUCTIVE MAINTENANCE (TPM)
MENGGUNAKAN OVERALL EQUIPMENT EFFECTIVENESS (OEE)
DAN ROOT CAUSE FAILURE ANALYSISI (RCFA). jemis, 4.
Ansori, N., & Mustajib, M. I. (2013). Sistem Perawatan Terpadu (Integrated
Maintenance System).
Borris, S. (2006). Total productive maintenance: McGraw-Hill New York.
Corder, A., & Hadi, K. (1988). Teknik Manajemen Pemeliharaan: Erlangga.
Dal, B., Tugwell, P., & Greatbanks, R. (2000). Overall equipment effectiveness as
a measure of operational improvement–A practical analysis. International
Journal of Operations & Production Management, 20(12), 1488-1502.
Foster, S. T. (2001). Managing quality: an integrative approach.
Gulati, R. (2012). Maintenance and Reliability Best Practice (2 ed.). New York:
Industrial Press, Inc.
Hussin, H., Ahmed, U., & Muhammad, M. (2016). Critical Success Factors of Root
Cause Failure Analysis. Indian Journal of Science and Technology, 9(48).
Jiwantoro, A., Argo, B. D., & Nugroho, W. A. (2013). Analisis Efektivitas Mesin
Penggiling Tebu dengan Penerapan Total Productive Maintenance (In
Press, JKPTB Vol 1 No 2). Jurnal Keteknikan Pertanian Tropis dan
Biosistem, 1(2).
Kurniawan, F. (2013). TEKNIK DAN APLIKASI MANAJEMEN PERAWATAN
INDUSTRI. Yogyakarta: Graha Ilmu.
LEWIS, E. E. (1995). Introduction to Reliability Engineering. Editorial John Wiley
& Sons: Inc.
Nakajima, S. (1988). Introduction to TPM: Total Productive
Maintenance.(Translation). Productivity Press, Inc., 1988, 129.
Nasution, M. N. (2004). Manajemen Jasa Terpadu. Bogor: Ghalia Indonesia.

Pyzdek, T. (2002). The Six Sigma Hand Book Edisi 1. Jakarta: Salemba.
Rinawati, D. I., & Dewi, N. C. (2014). ANALISIS PENERAPAN TOTAL
PRODUCTIVE MAINTENANCE (TPM) MENGGUNAKAN OVERALL
EQUIPMENT EFECTIVENESS (OEE) DAN SIX BIG LOSSES PADA
MESIN CAVITEC DI PT. ESSENTRA SURABAYA. Prosiding SNATIF,
21-26.
Venkatesh, J. (2007). An introduction to total productive maintenance (TPM). The
plant maintenance resource center, 3-20.
Zavagnin, R. (2008). An overview of a Root Cause Failure Analysis (RCFA)
process. Paper presented at the Banff, Canada: IPEIA Conference.