bab ii landasan teori 2.1 abrasive blastingeprints.umm.ac.id/41053/3/bab ii .pdf · pengecatan...
TRANSCRIPT
5
BAB II
LANDASAN TEORI
2.1 Abrasive blasting
Pengecatan merupakan salah satu cara pencegahan korosi. Untuk
meningkatkan hasil pengecatan yang baik, perlu dipilih jenis cat berdasarkan
penggunaan atau bahan kimia pengikatnya. Meskipun demikian, hasil pengecatan
yang baik tergantung pada kondisi permukaan logam yang akan dicat, dengan
kondisi permukaan yang baik maka cat akan melapisi logam dengan baik pula
sehingga akan mampu menghambat laju korosi yang terjadi (Trethewey dan John,
1991).
Suatu permukaan logam yang baik adalah yang bersih dari semua jenis
pengotor seperti debu, karat dan pengotor lainnya, serta memiliki kekasaran
permukaan yang merata. Banyak macam cara yang digunakan untuk membersihkan
suatu permukaan logam, diantaranya memasukkan ke dalam larutan asam,
penyikatan dengan kawat, atau dengan penyemprotan partikel padat yang berupa
pasir sebagai zat abrasive atau disebut Abrasive blasting (Sulistyo dan Putu, 2011).
Abrasive blasting umumnya digunakan untuk membersihkan permukaan baja
yang akan di cat. Aplikasi cat yang sebelumnya dibersihkan dengan Abrasive
blasting akan memiliki umur yang lebih tinggi dan meningkatkan umur pakai
struktur secara signifikan. Pembersihan dengan abrasive, pada prinsipnya
menggunakan peristiwa “impact”, partikel abrasive yang berkecepatan tinggi
menabrak permukaan baja. Akibat peristiwa impact ini maka kontaminan yang ada
di permukaan seperti karat, scale, kotoran, cat yang lama dapat di remove/di
pindahkan dari permukaan. Tetapi grease atau oil tidak dapat dibersihkan dengan
6
metoda ini sehingga sebelum masuk kedalam proses blasting kontaminan tersebut
harus di remove terlebih dahulu dengan menggunakan solvent cleaning. Solvent
cleaning di gunakan untuk membersihkan permukaan dari kotoran seperti minyak
grease, kotoran debu, tanah dan paduan organik yang ada di permukaan.
Gambar 2.1 Proses Abrasive blasting
Abrasive blasting merupakan proses yang diadaptasi dari teknologi yang
biasa digunakan oleh perusahaan-perusahaan yang bergerak di bidang oil dan gas,
industri ataupun fabrikasi guna membersihkan atau mengupas lapisan yang
menutupi sebuah obyek dengan cepat dan singkat yang biasanya berbahan dasar
metal/besi dengan bantuan butiran pasir khusus yang di tembakkan langsung dari
sebuah kompresor bertekanan tinggi ke obyek. Selain itu, operator Abrasive
blasting harus memakai perlengkapan khusus seperti pakaian, sarung tangan
khusus, dan masker yang telah dilengkapi saluran untuk pernapasan dan kacamata
pelindung.
Pembersihan dengan abrasif, pada prinsipnya menggunakan peristiwa impact,
partikel pasir yang berkecepatan tinggi menabrak permukaan baja. Akibatnya,
kontaminan yang ada dipermukaan seperti karat, kotoran, debu, dan bekas coating
bisa dibersihkan dari permukaan. Disamping membersihkan permukaan, proses
Abrasive blasting juga bertujuan untuk membuat kekasaran permukaan atau

7
menciptakan profil. Sehingga daya rekat antara material coating dan benda kerja
maksimal (ASCOATINDO, 2007).
Prinsip kerja dari proses penyemprotan ini adalah pembangkitan udara
bertekanan oleh suatu kompresor yang kemudian dilewatkan melalui dua pipa. Pipa
pertama menuju tabung pasir sedangkan pipa kedua dilewatkan langsung menuju
nozzle. Akhirnya dari ujung nozzle dihasilkan udara bertekanan dan pasir yang akan
mengikis kotoran yang melekat pada benda kerja (Sulistyo dan Putu, 2011).
Abrasive blasting terbagi menjadi dua jenis, yaitu Dry Abrasive blasting dan
Wet Abrasive blasting. Dry Abrasive blasting biasa diaplikasikan ke benda-benda
berbahan metal/besi yang tidak beresiko meledak akibat tumbukan dan gesekan
material abrasive yang relatif tinggi. Sedangkan Wet Abrasive blasting sedikit
berbeda penggunaan, penggunaannya diaplikasikan ke benda-benda berbahan
metal/besi yang beresiko terbakar atau terletak di daerah yang beresiko terjadi
kebakaran.
Adapun Abrasive blasting mempunyai keuntungan dan kelemahan, yaitu:
a. Keuntungan
1. Membersihkan permukaan material (besi) dari kontaminasi seperti
karat, tanah, minyak, cat, garam dan lainya.
2. Mengupas cat lama yang sudah rusak atau pudar.
3. Membuat profil (kekasaran) pada permukaan metal sehingga cat lebih
melekat.
4. Kecepatan pengerjaan (lebih efisien).
5. Flexibility dalam mengikuti bentuk benda kerja yang berlekuk rumit.
8
b. Kelemahan
1. Aplikasi metoda sandblasting menimbulkan paparan radiasi internal
dan eksternal yang tinggi.
2. Menimbulkan pencemaran debu yang berbahaya bagi kesehatan dan
lingkungan jika pengoperasiannya sandblasting dilakukan di udara
terbuka.
3. Limbah tergolong limbah B3.
2.1.1 Dry Abrasive blasting
Dry Abrasive blasting atau biasa disebut sandblasting adalah proses
penyemprotan abrasif material biasanya berupa pasir silika atau steel grit dengan
tekanan tinggi pada suatu permukaan dengan tujuan untuk menghilangkan material
kontaminasi seperti karat, cat, garam, oli, dll. Selain itu juga bertujuan untuk
membuat profil (kekasaran) pada permukaan material agar dapat tercapai tingkat
perekatan yang baik antara permukaan metal dengan bahan pelindung misalnya cat.
Gambar 2.2 Ilustrasi material Dry Abrasive blasting
Dry Abrasive blasting adalah rangkaian kegiatan surface preparation dengan
cara menembakkan partikel dengan ukuran grit 18 – 40 seperti pasir silika, steel
grit atau garnet ke suatu permukaan dengan tekanan tinggi sehingga terjadi

9
tumbukan dan gesekan. Dry Abrasive blasting dipilih karena proses ini yang paling
cepat dan efisien untuk membersihkan permukaan material yang terkontaminasi
oleh berbagai kotoran terutama karat. Efek dari Dry Abrasive blasting ini membuat
permukaannya menjadi kasar dan permukaan yang kasar ini membuat cat dapat
melekat dengan kuat. Cara pengoprasiannya Dry Abrasive blasting yaitu memakai
pasir dan udara dengan tekanan tinggi dari kompresor, pasir-pasir ini disemprotkan/
ditembakkan dengan keepatan tinggi melalui nozel. Ada banyak jenis pasir Dry
Abrasive blasting sesuai kebutuhan pengguna diantaranya Brown Aluminium
Oxide, Glass Beads, Black Silicon Carbide, Aluminium Cut Wire, Stainless Steel
Shot, Stainless Steel Cut Wire, Plastic Media, White Aluminium Oxide, Steel Shot,
Steel Grit, steel cut wire, garnet, copperslag, corrondum.
Gambar 2.3 Ilustrasi Abrasive blasting
Prinsip kerja dari pada Dry Abrasive blasting adalah mengalirkan udara
bertekanan dari kompresor kemudian udara bertekanan tersebut dihubungkan
melalui dua pipa. Pipa pertama menuju tabung pasir, sedangkan pipa kedua
dihubungkan langsung menuju nozzle. Selanjutnya ujung nozzle menghasilkan
udara bertekanan dan pasir yang akan mengikis kotoran yang melekat pada benda
kerja.
10
Gambar 2.4 Sistem kerja Dry Abrasive blasting
2.1.2 Wet Abrasive blasting
Wet Abrasive blasting adalah proses yang sama dengan Dry Abrasive
blasting, bertujuan untuk membersihkan permukaan dan membentuk profil baru
pada permukaan logam, bedanya Wet Abrasive blasting di tambahkan campuran air
ke dalam campuran pasir.
Gambar 2.5 Ilustrasi nozzle spray Wet Abrasive blasting
Air dapat diinjeksikan kedalam aliran abrasif blast untuk mengontrol partikel-
partikel yang disemprotkan selama proses blasting berlangsung pada peralatan
conventional air pressurized Abrasive blasting. Air berfungsi untuk membantu
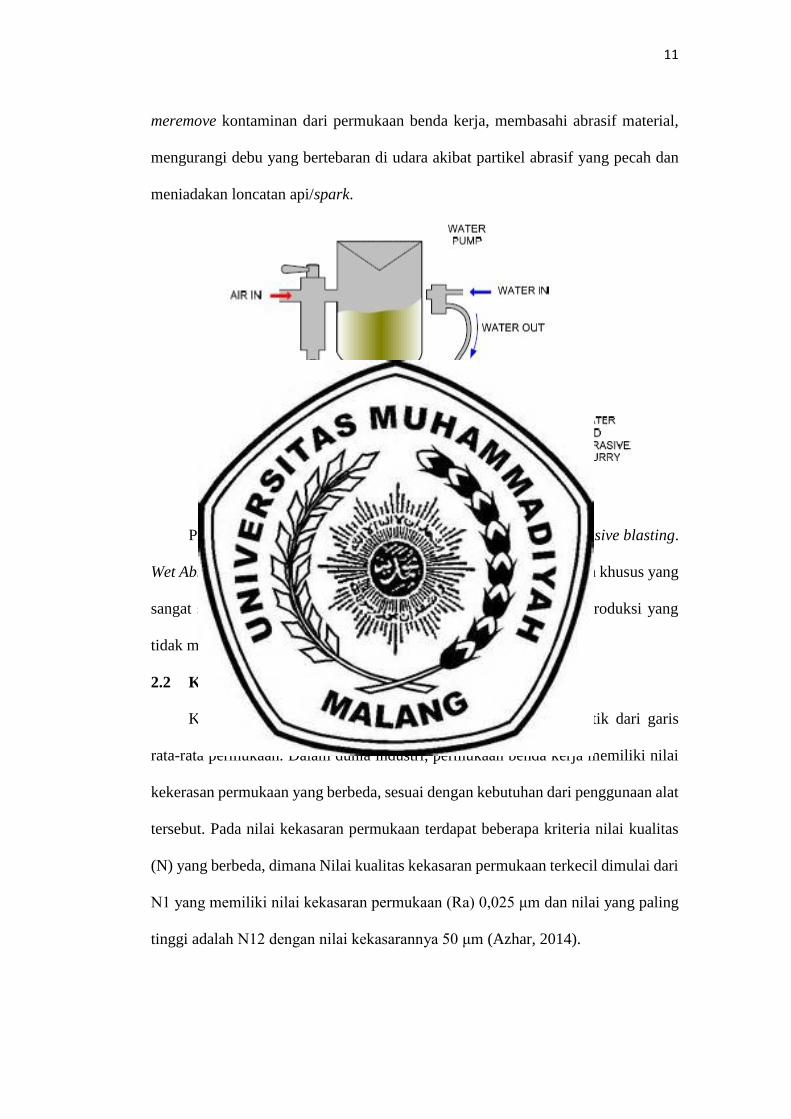
11
meremove kontaminan dari permukaan benda kerja, membasahi abrasif material,
mengurangi debu yang bertebaran di udara akibat partikel abrasif yang pecah dan
meniadakan loncatan api/spark.
Gambar 2.6 Sistem kerja Wet Abrasive blasting
Prinsip kerja dari Wet Abrasive blasting sama dengan Dry Abrasive blasting.
Wet Abrasive blasting atau vapor blast biasa di aplikasikan untuk area khusus yang
sangat sensitif terhadap percikan api dan debu, dan juga di ruang produksi yang
tidak memungkinkan adanya penghentian proses produksi sesaat.
2.2 Kekasaran Permukaan
Kekasaran permukaan adalah penyimpangan rata-rata aritmetik dari garis
rata-rata permukaan. Dalam dunia industri, permukaan benda kerja memiliki nilai
kekerasan permukaan yang berbeda, sesuai dengan kebutuhan dari penggunaan alat
tersebut. Pada nilai kekasaran permukaan terdapat beberapa kriteria nilai kualitas
(N) yang berbeda, dimana Nilai kualitas kekasaran permukaan terkecil dimulai dari
N1 yang memiliki nilai kekasaran permukaan (Ra) 0,025 μm dan nilai yang paling
tinggi adalah N12 dengan nilai kekasarannya 50 μm (Azhar, 2014).

12
Kekasaran permukaan adalah salah satu penyimpangan yang disebabkan oleh
kondisi pemotongan dari proses pemesinan. Sedangkan permukaan itu sendiri ialah
batas yang memisahkan benda padat dengan sekelilingnya. Karakter suatu
permukaan memegang peranan penting dalam perancangan komponen mesin atau
peralatan-peralatan. Dimana karakteristik permukaan dinyatakan dengan jelas
misalnya dalam kaitannya dengan gesekan, keausan, pelumasan, tahanan kelelahan,
dan lain-lain. Karakteristik perancangan sedapat mungkin harus dipenuhi oleh
operator pembuat komponen.
2.2.1 Permukaan
Permukaan adalah suatu batas yang memisahkan benda padat dengan
sekitarnya. Istilah lain yang berkaitan dengan permukaan yaitu profil. Profil atau
bentuk adalah garis hasil pemotongan secara normal atau serong dari suatu
penampang permukaan (Munadi, 1988).
Bentuk dari suatu permukaan dapat dibedakan menjadi dua yaitu permukaan
yang kasar (roughnees) dan permukaan yang bergelombang (waviness). Permukaan
yang kasar berbentuk gelombang pendek yang tidak teratur dan terjadi karena
getaran pisau (pahat) potong atau proporsi yang kurang tepat dari pemakanan (feed)
pisau potong dalam proses pembuatannya. Sedangkan permukaan yang
bergelombang mempunyai bentuk gelombang yang lebih panjang dan tidak teratur
yang dapat terjadi karena beberapa faktor misalnya senter yang tidak tepat, adanya
gerakan tidak lurus (non linier) dari pemakanan (feed), getaran mesin, tidak
imbangnya (balance) batu gerinda, perlakuan panas (heat treatment) yang kurang
baik, dan sebagainya. Dari kekasaran (roughness) dan gelombang (waviness) inilah
kemudian timbul kesalahan bentuk (Munadi, 1988).

13
Gambar 2.7 Kekasaran, gelombang dan kesalahan bentuk dari suatu permukaan
(Sumber : Munadi, 1988)
Secara lebih rinci, ketidakteraturan dari bentuk permukaan dapat dibedakan
menjadi empat tingkat, yaitu :
1. Tingkat pertama yaitu tingkat yang menunjukkan adanya kesalahan bentuk,
(form eror) seperti gambar diatas (kekasaran). Faktor penyebabnya bisa
terjadi karena proses pemesinan yang salah.
2. Tingkat kedua ketidak rataannya berbentuk dari bidang yang ada
bergelombang tidak teratur. Pada puncak gelombang tidak terlalu tajam.
3. Tingkat ketiga ketidak rataan berbentuk gelombang, namun di ujung
gelombang lebih tajam dan runcing. Jika ada benda yang mendekat maka
akan terasa tertahan. Sebenarnya hal itu terjadi karena bagian benda yang
lain tersebut terperangkap dalam gelombang yang ada pada benda tersebut.
4. Pada kekasaran tingkat ke-4 ini bentuk yang terlihat tidak teratur. Ada
gelombang yang tidak teratur jika benda tersebut dilakukan pengukuran
menggunakan profil proyektor. Tapi jika dilakukan dengan kasat mata tidak
akan nampak bentuk kekasaran benda tersebut.
14
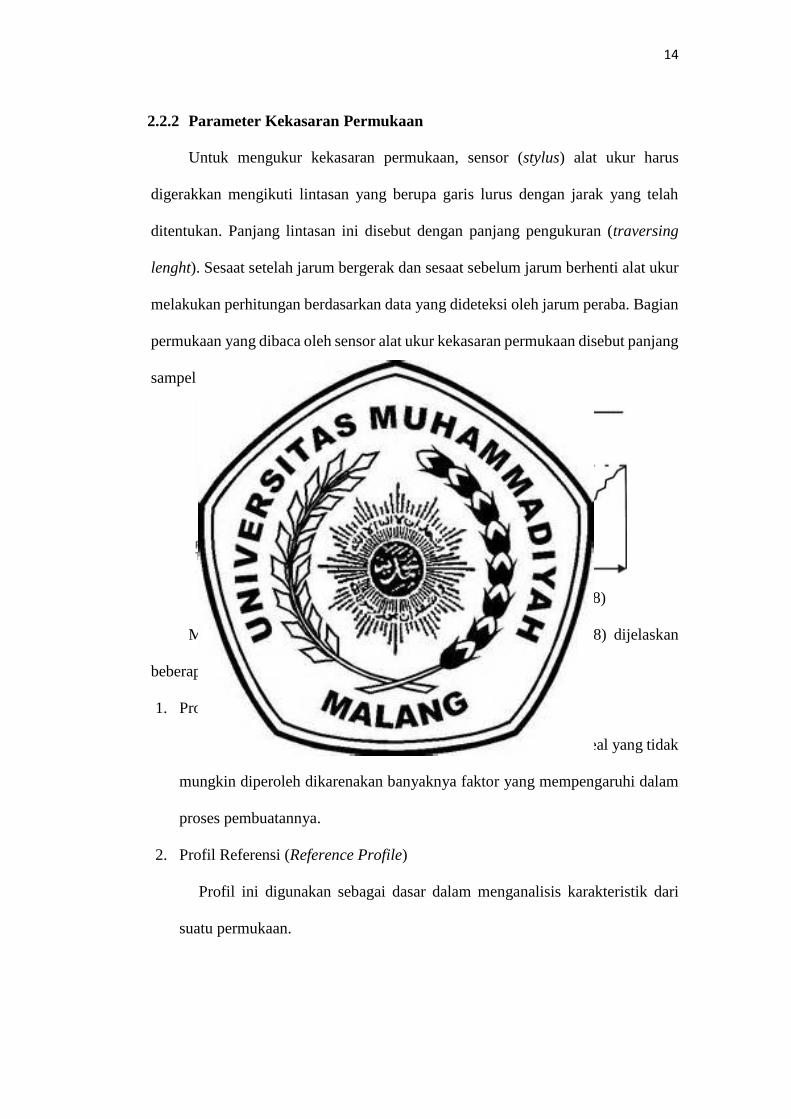
2.2.2 Parameter Kekasaran Permukaan
Untuk mengukur kekasaran permukaan, sensor (stylus) alat ukur harus
digerakkan mengikuti lintasan yang berupa garis lurus dengan jarak yang telah
ditentukan. Panjang lintasan ini disebut dengan panjang pengukuran (traversing
lenght). Sesaat setelah jarum bergerak dan sesaat sebelum jarum berhenti alat ukur
melakukan perhitungan berdasarkan data yang dideteksi oleh jarum peraba. Bagian
permukaan yang dibaca oleh sensor alat ukur kekasaran permukaan disebut panjang
sampel (Azhar, 2014).
Gambar 2.8 Profil suatu permukaan. (Sumber : Munadi, 1988)
Menurut Munadi pada Dasar- dasar Metrologi Industri (1988) dijelaskan
beberapa bagian dari profil permukaan dari suatu permukaan, yaitu :
1. Profil Geometris Ideal (Geometrically Ideal Profile)
Profil ini merupakan profil dari geometris permukaan yang ideal yang tidak
mungkin diperoleh dikarenakan banyaknya faktor yang mempengaruhi dalam
proses pembuatannya.
2. Profil Referensi (Reference Profile)
Profil ini digunakan sebagai dasar dalam menganalisis karakteristik dari
suatu permukaan.
15
3. Profil Terukur (Measured Profile)
Profil terukur adalah profil dari suatu permukaan yang diperoleh melalui
proses pengukuran.
4. Profile Dasar (Root Profile)
Profil dasar adalah profil referensi yang disegerakan kebawah hingga tepat
pada titik paling rendah pada profil terukur.
5. Profil Tengah (Centre Profil)
Profil tengah adalah profil yang berada ditengah- tengah dengan posisi
sedemikian rupa sehingga jumlah luas bagian atas profil tengah sampai pada
profil terukur sama dengan jumlah luas bagian bawah profil tengah sampai
pada profil terukur.
6. Kedalaman Total (Peak to Valley), Rt
Kedalamann total ini adalah besarnya jarak dari profil referensi sampai
dengan profil dasar.
7. Kedalaman Perataan (Peak to Mean Line), Rp
Kedalaman perataan merupakan jarak- jarak dari profil referensi sampai
dengan profil terukur.
8. Kekasaran Rata- rata Aritnetis (Mean Roughness Indec), Ra
Kekasaran rata-rata merupakan harga-harga rata-rata secara aritmetis dari
harga absolut antara harga profil terukur dengan profil tengah.
9. Kekasaran Rata-rata Kuadratis (Root Mean Square Height), Rg
Besarnya harga kekasaran rata-rata kuadratis ini adalah jarak kuadrat rata-
rata dari harga profil terukur sampai dengan profil tengah.

16
2.2.3 Toleransi Kekasaran Permukaan
Seperti halnya toleransi ukuran (lubang dan poros), harga kekasaran rata- rata
aritmetis Ra juga mempunyai harga toleransi kekasaran. Dengan demikian masing-
masing harga kekasaran mempunyai kelas kekasaran yaitu dari N1 sampai N12.
Besarnya toleransi Ra biasanya diambil antara 50% ke atas dan 25% ke bawah
(Munadi, 1988).
Tabel 2.1 Toleransi harga kekasaran rata-rata Ra (Sumber: Munadi,1988).
Toleransi harga kekasaran rata- rata, Ra dari suatu permukaan tergantung
pada proses pengerjaannya.
Tabel 2.2 Toleransi harga kekasaran rata-rata Ra (Sumber: Munadi,1988).
17
2.3 Material Uji
Baja merupakan salah satu jenis material logam yang berasal dari paduan
unsur besi dan karbon. Selain besi dan karbon, baja juga mengandung unsur-unsur
paduan lain baik itu ditambahkan secara sengaja atau akibat kontaminasi pada saat
proses pembuatan baja (misalnya silika, mangan, belerang, dan fosfor). Kadar
unsur-unsur yang secara tidak sengaja mengkontaminasi baja ditekan serendah
mungkin agar tidak mempengaruhi kualitas baja. Berbeda halnya dengan unsur
kontaminsai, unsur paduan yang secara sengaja ditambahkan pada baja digunakan
untuk memperoleh jenis baja dengan sifat tertentu.
Baja merupakan paduan logam paduan yang telah dipakai secara luas dalam
kehidupan manusia. Baja memiliki keragaman jenis dan sifat yang dapat
disesuaikan dengan kebutuhan. Beberapa cara untuk mengklasifikasikan baja,
sebagai berikut :
a. Menurut komposisinya : baja karbon, baja paduan rendah, baja paduan
tinggi, dan lainnya.
b. Menurut struktur mikronya : baja eutectoid, baja hypoeutectoid, baja
hypereutectoid, dan baja ferriteik, dan lainnya.
c. Menurut sifat mekanisnya : baja lunak dan baja kekuatan tinggi.
Berdasarkan komposisi kimianya, baja dapat dibagi menjadi baja karbon
(baja tanpa paduan) dan baja paduan. Pada baja karbon, unsur pembentuk utamanya
adalah unsur besi dann karbon. Pada baja karbon juga mengandung unsur lain
seperti mangan, silikon, belerang, dan fosfor yang ikut masuk pada saat proses
pembuatan. Sedangkan pada baja paduan, unsur paduan ditambahkan dengan kadar
tertentu untuk memperoleh sifat dan kualitas baja yang diinginkan.

18
Baja karbon secara umum dibagi menjadi tiga jenis, yaitu baja karbon rendah
(low carbon steel atau mild steel), baja karbon sedang (medium carbon steel), dan
baja karbon tinggi (high carbon steel). Pembagian didasarkan pada banyaknya
kadar unsur karbon yang ditambahkan pada baja. Besar kecilnya kadar karbon pada
baja ini sangat mempengaruhi struktur mikro baja pada saat diberikan perlakuan
panas yang dijelaskan oleh diagram keseimbangan fasa Fe-Fe3C sebagai berikut :
Gambar 2.9 Diagram Fasa Fe-Fe3C
Baja karbon rendah (low carbon steel atau mild steel) merupakan jenis baja
karbon yang memiliki kadar karbon sampai 0,30%. Strukturnya terdiri dari ferrit
dan sedikit pearlite sehingga baja jenis ini memiliki karakteristik yang lunak,
mudah di bending, keuletan tinggi, namun kekuatannya relatif rendah. Pada
penggunaannya, baja jenis ini umumnya digunakan untuk baja profil rangka
bangunan, baja tulangan beton, rangka kendaraan, mur, baut, pipa, pelat, dan
sebagainya (Zakharov, 1962).
Baja karbon sedang (medium carbon steel) merupakan jenis baja yang
memiliki kadar karbon 0,30% sampai 0,70%. Strukturnya terdiri dari ferrite dan
19
pearlite yang cukup banyak. Baja jenis ini memiliki kekuatan yang lebih baik dari
pada baja karbon rendah, tapi sifat keuletannya menurun sehingga membuatnya
agak lebih getas. Baja jenis ini umumnya digunakan sebagai kontruksi mesin
seperti: poros, poros engkol, batang torak, roda gigi, pegas, dan sebagainya
(Zakharov, 1962).
Baja karbon tinggi (high carbon steel) merupakan jenis baja karbon dengan
kadar karbon lebih dari 0,70%. Dikarenakan kadar karbonnya yang lebih tinggi dari
pada baja karbon rendah dan baja karbon sedang, jenis baja ini memiliki kekuatan
yang paling keras, namun sangat getas. Baja jenis ini digunakan untuk perkakas
yang membutuhkan kekuatan dan ketangguhan tinggi serta tahan aus seperti: mata
bor, reamer, dan alat-alat pemotong (Zakharov, 1962).
Pada penelitian ini, baja yang digunakan adalah baja karbon ASTM A131
Grade AH 36 yang tergolong baja karbon rendah (mild steel). Baja karbon ASTM
A131 Grade AH 36 merupakan baja karbon yang memiliki kapasitas untuk
digunakan pada bagian struktur yang membutuhkan kekuatan tarik tinggi. Baja
jenis ini telah dipakai secara luas dan khususnya dipakai pada industri maritim, baja
ini digunakan sebagai kontruksi bangunan kapal, single buoy mooring (SBM)
maupun pada bangunan struktur lepas pantai lainnya.
2.4 Korosi
Korosi dapat didefinisikan sebagai kerusakan dari material karena reaksi
dengan lingkungan disekitarnya. Beberapa menyebutkan bahwa definisi ini hanya
dibatasi untuk logam, tetapi sering corrosion engineer harus mempertimbangkan
baik logam maupun non-logam untuk solusi penyelesaiaan suatu masalah. Korosi
20
dari logam dapat dipandang seperti kebalikan dari proses ekstraksi metalurgi,
dimana ekstraksi metalurgi merupakan proses pengolahan dari bijih kemudian
dilakukan peleburan dan pemurnian sampai menjadi logam yang siap digunakan,
sedangkan korosi adalah kebalikan dimana logam kembali ke kondisi awal dialam
karena reaksi dengan alam. Banyak bijih besi mengandung oksida dari besi, dan
karat dari baja oleh air dan oksigen adalah hasil dalam hidrasi oksida besi.
Pengkaratan adalah kondisi yang umunya terjadi untuk korosi baja dan besi,
walaupun banyak logam lainnya terbentuk dari oksida ketika korosi terjadi.
Mekanisme terjadinya korosi yang terjadi pada logam disebabkan adanya reaksi
yang melibatkan dua reaksi setengah sel, yaitu reaksi oksidasi pada anoda dan
reaksi reduksi pada katoda dan anoda yang terjadi dalam suatu proses korosi adalah
sebagai berikut. (Jones, 1992)
1. Anoda : M → M+ + e-
2. Katoda :
a. Evolusi hidrogen (asam) : 2H+ + 2e- → H2
b. Reduksi air (netral/basa) : H2O + 2e- → H2 + 2OH
c. Reduksi oksigen (asam) : O2 + 4H+ + 4e- → 2H2O
d. Reduksi Oksigen : O2 + 2H2O + 4e- → 4OH
e. Reduksi ion logam : M 3+ + e- → M2+
3. Elektrolit
Suatu reaksi reduksi dan oksidasi dapat terjadi apabila antara anoda
dan katoda terdapat elektrolit. Elektrolit berfungsi menghantarkan arus
listrik karena mengandung ion-ion yang mampu menghantarkan arus
eletroequivalen force sehingga reaksi dapat berlangsung. Semakin banyak
21
kandungan ion-ion dalam elektrolit maka semakin cepat elektrolit
menghantarkan arus listrik. Beberapa lingkungan yang dapat bersifat
katoda antara lain lingkungan air, atmosfer gas, mineral acid, tanah, dan
minyak.
4. Kontak Metalik (Metallic Pathway)
Antara anoda dan katoda haruslah terdapat suatu hubungan atau
kontak agar elektron dapat mengalir dari anoda menuju katoda. Baja
memiliki sebuah lapisan proteksi yang lemah pada permukaannya, dengan
adanya uap air dan oksigen korosi terjadi. Korosi adalah reaksi
elektrokimia, pada dasarnya proses yang terjadi sama dengan proses pada
sel elektrolit sederhana, dimana bahan utamanya adalah sebuah sel dengan
dua elektroda yaitu anoda dan katoda digabungkan oleh konduktor
eksternal dan tercelup didalam sebuah elektrolit (Bayliss, 2002).
Korosi terjadi pada anoda dari sel dan sedikit atau bahkan tidak terjadi pada
katoda. Jika logam atau paduan yang berbeda dihubungkan dalam kondisi pada
elektrolit salah satunya akan mengalami peningkatan karat sedangkan lainnya akan
hanya sedikit mengalami karat atau bahkan tidak sama sekali. Hal tersebut muncul
karena perbedaan potensial ketika logam yang berbeda dihubungkan.
Bagaimanapun jika salah satu dari dua bagian pada baja mengalamin oksidasi, dan
udara terperangkap disekitarnya atau elektrolit menjadi panas dekat salah satu
bagian baja, arus akan mengalir. Intinya adalah variasi pada logam atau
lingkungannya dapat menghasilkan kondisi yang dibutuhkan untuk mengatur
sebuah sel dengan korosi yang terjadi pada anoda. Sebenarnya terdapat perbedaan
kecil pada permukaan dari baja. Jika sepotong baja di polish dan dietsa, lalu diamati
22
dengan mikroskop, maka strukturnya umumnya akan terlihat memiliki butir, hal ini
menghasilkan perbedaan potensial kecil pada permukaannya, jadi sebenarnya suatu
baja yang sama pun memiliki perbedaan potensial yang berbeda pada
permukaannya sehingga akan ada bagian yang mengalami karat terlebih dahulu
dibandingkan bagian lainnya. (Bayliss, 2002).
2.4.1 Metode Pengendalian Korosi
2.4.1.1 Desain yang Baik
Pengendalian korosi dapat dilakukan sejak dari perancangan. Desain yang
baik dari sisi korosi dapat meningkatkan ketahanan korosi struktur, misalnya
mencegah uap atau air, garam-garam kimia dan kotoran yang terperangkap.
Struktur yang dirancang sedemikian rupa sehingga tidak mengalami kesulitan
dalam aplikasi coating. (ASCOATINDO, 2014).
2.4.1.2 Pemilihan Material
Memilih material yang sesuai dengan lingkungan dimana material tersebut
berada merupakan salah satu metode pengendalian korosi. Menggunakan logam
tahan korosi seperti Baja Tahan Karat (Corrosion Resistant Material) dapat
membantu dalam menurunkan laju korosi. Galvanic series dapat digunakan untuk
membantu melihat material yang mudah terkorosi atau yang lebih tahan terhadap
korosi. Disisi lain kita juga dapat menggunakan material komposi atau non metal,
komposit material merupakan kombinasi antara serat dan resin, material ini
merupakan material alternatif yang dapat digunakan terutama pada daerah-daerah
yang sangat korosif. (ASCOATINDO, 2014).
2.4.1.3 Proteksi Katodik
Proteksi katodik adalah salah satu cara yang dilakukan untuk
mengendalikan korosi dari permukaan logam dengan membuat logam tersebut
23
menjadi katoda pada sel elektrokimia. Kondisinya bagian anoda dan katoda ada
pada permukaan pipa. Pada bagian anoda arus mengalir dari pipa baja ke
lingkungan elektrolit (tanah atau air) dan pipeline akan berkarat. Pada area katoda
arus yang mengalir dari elektrolit ke permukaan pipa dan korosi berkurang atau
tidak terjadi (Peabody, 2001).
Proteksi katodik dapat digunakan untuk konstruksi yang terendam dalam air
atau tertanam dalam tanah, seperti pipa, bagian kapal yang terendam, dan tangki
bagian dalam yang selalu terisi air. Pada proteksi katodik, struktur yang akan
diproteksi dikondisikan menjadi katoda sehingga konstruksi tidak terkorosi.
(ASCOATINDO, 2014)
Metode-metode yang dilakukan untuk mengendalikan korosi dengan
proteksi katodik adalah: (Roberge, 2000).
1. Anoda Korban (Sacrifice Anode)
Prinsip yang digunakan dalam metode ini adalah sistem galvanik dimana
logam yang akan dilindungi dihubungkan secara elektrik dengan logam yang
bersifat lebih anodik (potensial standarnya lebih kecil) dan sesuai dengan deret
galvanik. Dengan demikian logam yang akan dilindungi bersifat sebagai katoda
dan logam lainnya akan menjadi anoda. Akibatnya, anoda korban akan terus-
menerus terkorosi sehingga harus diganti secara berkala.
2. Arus Paksa (Impressed Current)
Metode arus paksa diaplikasikan dengan memberikan arus listrik searah dari
sumber luar untuk melindungi struktur logam. Proses ini menggunakan
penyearah yang disebut rectifier, dimana kutub negatif dihubungkan ke logam
yang akan dilindungi, dan kutub positif dihubungkan ke anoda. Pada prinsipnya,
24
metode ini dilakukan dengan memberikan suplai elektron kepada struktur yang
akan diproteksi secara katodik agar tidak terjadi kebocoran elektron. Anoda
yang digunakan biasanya adalah anoda inert yang stabil agar tidak mudah
terkontaminasi oleh lingkungan.
2.4.2 Inhibitor
Inhibitor adalah larutan kimia yang apabila ditambahkan kedalam suatu
fluida akan menurunkan korosifitas fluida sehingga laju korosi akan turun. Inhibitor
ini akan membentuk lapisan inhibisi pada permukaan logam atau menangkap unsur
unsur yang menimbulkan korosi seperti oksigen. (ASCOATINDO, 2014)
Inhibitor memiliki mekanisme kerja secara umum yaitu sebagai berikut :
(Roberge, 2000)
1. Inhibitor teradsorpsi pada permukaan logam dan membentuk suatu lapisan
tipis dengan ketebalan beberapa molekul inhibitor.
2. Inhibitor mengendap pada lingkunan dan selanjutnya teradsorpsi pada
permukaan logam serta melindunginya terhadap korosi Inhibitor lebih
dahulu mengkorosi logam-logamnya dan menghasilkan suatu zat kimia dan
mengalami adsorpsi dari produk korosi untuk membentuk lapisan pasif pada
permukaan.
3. Inhibitor menghilangkan konstituen yang agresif dari lingkungan.
2.4.3 Mengondisikan Lingkungan
Lingkungan bisa saja dikondisikan untuk mengurangi agresifitasnya
terhadap korosi. Salah satu contoh adalah penggunaan peralatan dehumidification,
alat ini digunakan untuk mengeringkan udara yang masuk kedalam tangki yang
sedang diblasting. Dengan menggunakan alat ini kelembapan udara dapat
25
diturunkan sampai lebih rendah dari 50%. Pada kondisi ini laju korosi akan rendah
sekali. (ASCOATINDO, 2014).
2.4.4 Pelapisan dengan Cat
Pelapisan (Coating) merupakan salah satu metode untuk membuat material
menjadi tahan terhadap korosi. Pelapisan sendiri dilakukan dengan tujuan dari salah
satu atau lebih alasan, seperti sebagai dekoratif, sebagai pelindung, dan beberapa
tujuan tertentu. (Wicks, 2007).
Usaha pertama untuk mengontrol korosi pada pipeline adalah dengan
menggunakan material pelapis (Coating materials) dan alasannya adalah jika logam
pipeline dapat diisolasi dari kontak dengan lingkungan alam, maka korosi tidak
dapat terjadi.
Konsep ini seluruhnya jelas dan logis. Lagipula, coating dapat menjadi
perlindungan yang efektif terhadap korosi karena merupakan insulatir elektrik yang
efektif, dapat diaplikasikan tanpa rusak dan akan mudah dalam proses perbaikan,
dan mendasari awal film yang baik yang akan melindungi sepanjang waktu tertentu.
(Peabody, 2001).
Coating merupakan proses pelapisan permukaan logam dengan cairan atau
serbuk, yang akan melekat secara kontinu pada logam yang akan dilindungi,
tentunya setelah melalui proses solidifikasi. Proses pelapisan ini akan mengurangi
intensitas logam untuk mengalami kontak dengan lingkungannya. Pelapisan yang
paling umum digunakan adalah pelapisan dengan menggunakan cat. Coating dapat
dibedakan berdasarkan bahan pelindungnya seperti polimer (organik dan
inorganik), keramik, dan metal, dengan cara aplikasinya dapat menggunakan

26
electroplating, cladding, hotdip coating, liquid coating atau protective coating.
(Roberge, 2000).
2.5 Jenis-jenis Komponen Painting
Cat adalah suatu cairan yang dipakai untuk melapisi permukaan suatu bahan
dengan tujuan memeperindah, memperkuat, atau melindungi bahan tersebut.
Setelah dikenakan pada permukaan dan mengering, cat akan membentuk lapisan
tipis yang melekat kuat pada permukaan tersebut. Pelekatan cat ke permukaan dapat
dilakukan dengan banyak cara : diusapkan, dilumurkan, dikuas, disemprotkan, dsb.
(Fajar Anugerah, 2009).
Emulasi merupakan suatu jenis koloid dengan fase terdispersi berupa zat
cair dalam medium pendispersi padat, cair, dan gas. Cat tembok water based
disebut juga cat emulasi, dimana terdapat emulasi antara air dan minyak dalam
formulasinya. Dalam emulasi pada masing-masing komponen pembentuknya sudah
terdapat elmufiser berupa surfactan. Komponen atau bahan penyusun dari cat terdiri
dari binder (resin), pigmen, solvent dan additive. (Fajar Anugerah, 2009).
a. Binder
Zat pengikat atau binder merupakan bahan yang mengikat antara
partikel pigmen cat, sehingga cat dapat membentuk lapisan tipis yang rapat
ketika digunakan. Binder bertugas merekatkan partikel-partikel pigmen
kedalam lapisan film cat dan membuat cat merekat pada permukaan. Tipe
binder dalam suatu formula cat menentukan banyak hal dari performa cat.
Binder dibuat dari material bernama resin yang biasa dari bahan alam juga
sintetis. Cat dapat berbinder natural oil, alkyd, nitro sellulosik, poliester,
27
melamin, akrilik, epoksi, poliurethane, silikon, fluorokarbon, vinil,
sellulosik, dan lain-lain.
ASCOATINDO (2007) menyatakan bahwa binder/resin merupakan
komponen pembentuk film yang berubah dari fasa cair menjadi padat.
Binder membasahi dan mengikat partikel pigment dan menempel pada
substrate. Binder menentukan sifat-sifat painting. Fungsi umum binder
antara lain:
1. Mekanisme dan waktu curing.
2. Kinerja pada lingkungan yang berbeda.
3. Kinerja pada substrate yang berbeda.
4. Kompatibilitas dengan painting lain.
5. Flexibility dengan ketangguhan (toughness).
6. Lingkungan cuaca luar (exterior weathering).
7. Adhesion (daya adhesi).
8. Kemudahan aplikasi, topcoating dan repair.
b. Pigmen
Pigmen berperan sebagai zat pemberi warna utama pada cat. Pigmen
dapat dibagi menjadi 2 yaitu organik dan non organik. Pigmen non organik
di buat dari beberapa logam (oksida logam) sedangkan pigmen organik
dibuat dari bahan minyak bumi (carbon based). Pigmen lebih jauh lagi dapat
dibagi menjadi pigmen utama dan pigmen extender. Pigmen utama
memberikan cat dengan daya tutup dan warna. Sedangkan pigmen extender
membantu memperkuat pigmen utama.
28
ASCOATINDO (2007) menyatakan bahwa pigment merupakan
komponen painting yang terberat dan padat. Pigment dari alam, misalnya
kaolin clay, magnesium silicate, calsium carbonate cenderung lebihh tahan
terhadap sinar ultra violet dibanding jenis pigment baru, seperti synthetic
organic pigment. Fungsi umum pigment antara lain:
1. Daya tutup.
2. Warna (colour).
3. Tahan korosi (corrosion resistance).
4. Sifat basah cat (Wet paint peroperties).
5. Tahan cuaca dan uap air (weather and mointure resistance).
6. Tingkat kilap (level of gloss).
7. Penguat (reinforcement).
c. Solvent
Solvent atau pelarut berfungsi untuk menjaga kekentalan cat agar
tetap cair saat digunakan, selain itu juga sebagai media pendispersi. Sebuah
cat membutuhkan bahan cair agar partikel pigmen, binder dan material pada
lainnya dapat mengalir. Cairan pada suatu cat disusun oleh solvent minyak
dan atau diluent. Keduanya adalah suatu cairan yang dapat melarutkan
(dissolve) suatu material. Keduanya juga disebut thinner karena keduanya
mempunyai kemampuan untuk mengencerkan cat ke kentalan yang
diinginkan.
d. Additive
Additive merupakan bahan yang ditambahkan dalam cat untuk
menambahkan property atau sifat-sifat cat sehingga dapat meningkatkan
29
kualitas cat. Sebagai tambahan selain liquid, pigmen dan binder, suatu cat
dapat mengandung satu atau lebih zat aditif (zat tambahan) yang berfungsi
untuk meningkatkan performansi, dan biasanya digunakan dalam jumlah
yang sangat kecil. Hal ini mempengaruhi fitur vital dari tergantung
penggunaan akhir cat terutama kemampuan flow dan leveling dari cat.
2.5.1 Komponen-komponen Painting
Dalam penelitian ini ada 3 jenis aplikator yang digunakan, antara lain roller,
air spray dan airless sesuai dengan standart SSPC PA1.
2.5.1.1 Roller
Pengaplikasian roller dilakukan pada papan yang memiliki nilai khusus,
area yang datar. Penggunaan roller lebih efektif dari kuas. Untuk pengerjaan yang
luas lebih cocok dengan menggunakan kaleng dari pada nampan. Letakkan jala
dalam kaleng, masukkan roller pada cat kemudian gulung pada roller dengan
menekan untuk menghilangkan material yang berlebihan dan lebih merata
(ASCOATINDO, 2007).
2.5.1.2 Conventional Air Spray
Pelapisan dilakukan dengan pengkabutan menggunakan arus kompresor
angin yang dibawa ke permukaan oleh aliran udara. Udara dan pelapisan keduanya
masuk ke gun melalui bagian yang terpisah lalu di campur dan mengalir melalui
aircup (ASCOATINDO, 2007).

30
Tabel 2.3 Komponen-komponen Conventional Spray
No Alat Conventional Spray Gambar
1 Kompresor
2 Penampung Cat
3 Spray gun
4 Aircup
2.5.1.3 Airless Spray
Pelapisan dilakukan dengan pengkabutan tanpa menggunakan arus
kompresor angin yang di bawa ke permukaan dengan tenaga dari fluid pressure
lewat spray gun. Material coating dipompa dengan tekanan tinggi ke airless spray,
dimana material itu melewati lubang kecil yang presisi biasa kita sebut spray tip
(ASCOATINDO, 2007).
31
Tabel 2.4 Komponen-komponen Airless Spray
No Alat Conventional Air Spray Gambar
1 Kompresor
2 Tangki Cat
3 Fluid Pressure
4 Spray Gun
2.6 Daya Rekat Cat
Kekuatan adesi antara material coating dengan permukaan logam dapat
dibangun melalui tiga jenis ikatan, yaitu ikatan kimia, ikatan polar dan ikatan
mekanik. Jenis ikatan yang akan dihasilkan akan dipengaruhi oleh jenis material
painting yang akan digunakan, tingkat kebersihan dan tingkat kekasaran
permukaan. Khususnya di daerah sisi yang tajam perlu mendapat perhatian, karena
32
pada daerah tersebut bidang kontak antara material painting dan benda kerja relatif
kecil sehingga perlu diberi radius. Demikian juga hasil pengerjaan sebelumnya
seperti proses pengelasan (ASCOATINDO, 2007).
2.6.1 Ikatan Kimia
Ikatan kima adalah ikatan yang terjadi akibat reaksi antara material painting
dengan material benda kerja (logam) dan ikatan ini merupakan ikatan yang sangat
efektif, disebut juga ikatan valensi utama (primary valence bonding). Salah satu
contoh adalah ikatan yang terjadi pada penggunaan inorganic zinc coating. Akan
terjadi ikatan kimia antara molekul zinc (silicate matrix) dan besi pada baja
(ASCOATINDO, 2007).
2.6.2 Ikatan Polar
Ikatan polar lebih umum terjadi dibandingkan dengan ikatan kimia,
khususnya pada organic coating material. Ikatan polar adalah tarik menarik antara
molekul resin dan molekul logam induk. Dalam hal ini resin berperan sebagai
magnet yang lemah, kutub utara dan kutub selatan dari magnet saling tarik menarik
dan logam (substrate) merupakan salah satu kutub. Secara kimia, ikatan polar
disebut juga secondary valence bonding (ASCOATINDO, 2007).
2.6.3 Ikatan Mekanik
Ikatan mekanik sangat erat hubungannya dengan kekasaran permukaan atau
profil permukaan logam yang akan dilapisi dengan coating. Kekasaran atau profil
dihasilkan pada waktu persiapan permukaan. Profil adalah kekasaran yang
terbentuk akibat adanya lembah dan puncak pada permukaan logam. Yang penting
adalah jumlah lembah dan puncak, karena akan memperluas bidang kontak antara

33
material coating dengan benda kerja. Kalau bidang kontaknya semakin luas maka
ikatan adesinya pun akan meningkat.
2.7 Flash Rusting
Flash rust adalah korosi umum dan cepat yang langsung terjadi saat logam
terkena lingkungan korosif. Ini adalah fenomena yang terkait dengan pengerasan
panci besi cor yang tersisa yang dikeringkan melalui udara. Logam seperti tembaga
dan aluminium bisa mengoksidasi dengan cepat membentuk lapisan pasif. Dalam
proses ini, inhibitor korosi biasanya digunakan untuk menghambat pembentukan
lapisan pasivasi dengan menjaga interaksi oksigen di permukaan. Korosi flash juga
dikenal sebagai flash rust atau flashing
Flash rust adalah masalah berat untuk semua lapisan yang mengandung air
pada baja. Jenis korosi ini terjadi dari pendarahan baja melalui cat, yang
menyebabkan pewarnaan beberapa jam setelah cat telah diterapkan. Korosi flash
terjadi dengan cepat, terutama saat film air tipis berada di permukaan baja, memicu
aksi korosif. Sebagian besar waktu, produk korosi larut dan mampu bermigrasi di
dalam cat dan menghasilkan noda.
Fenomena korosi ini terjadi pada tahap aplikasi cat dan pengeringan. Dengan
demikian, penghambat korosi atau aditif harus ditambahkan selama tahap
pengeringan untuk mencegah korosi korosi berlangsung. Padahal, ada uji
laboratorium korosi yang bisa mengukur efektifitas inhibitor korosi dalam hal flash
korosi. Penghambat tersebut diterapkan pada cat untuk mencegah oksidasi yang
bertanggung jawab untuk berkarat. Tes ini sering dilakukan untuk menilai
keefektifan aditif korosi anti-flash pada lapisan tertentu. Durasi pengujian
34
tergantung pada jenis pelapis dan hasilnya biasanya dinyatakan sebagai tingkat dan
laju korosi. (https://www.corrosionpedia.com/definition/519/flash-corrosion)
" Flash rust " adalah karat yang terjadi pada saat water jetting (WJ) atau
proses Wet Abrasive Blasting (WAB) dimulai pada waktu air yang digunakan
untuk proses pembersihan mengering. Dengan pengecualian permukaan stainless
steel, permukaan baja dapat menunjukkan karat flash dalam waktu 0,5 jam atau
lebih, tergantung pada kondisi lingkungan, setelah dibersihkan dengan air.
Flash rust dengan cepat mengubah tampilan permukaan yang dibersihkan dan
dapat dikurangi atau dihilangkan dengan metode fisika atau kimia. Warna karat
berkorelasi dapat bervariasi tergantung pada umur dan komposisi baja dan waktu
basah dari substrat sebelum pengeringan. Seiring waktu, kilatan karat berubah dari
karat yellow-brown, well adherent, light rust to a red-brown, loosely adherent,
heavy rust.
Tidak ada jenis " Flash rust " yang pasti. Teknik yang berbeda pada hari yang
sama akan terjadi penampilan berbeda Berapa banyak " Flash rust " yang terbentuk
berhubungan langsung dengan waktu basah. Kontrol teknik dan penjadwalan
proyek adalah kunci dalam mengurangi waktu basah.
"Light (L) Flash Rust": Permukaan yang bila dilihat tanpa pembesaran,
menunjukkan lapisan karat yang melaluinya substrat baja dapat diamati. Karat atau
perubahan warna dapat didistribusikan secara merata atau ada pada tambalan,
namun sangat melekat dan tidak mudah dihilangkan dengan sedikit menyeka
dengan kain. Hampir selalu ada sedikit warna yang menempel ke kain.
"Medium (M) Flash Rust": Permukaan yang jika dilihat tanpa perbesaran,
menunjukkan lapisan karat yang mengaburkan permukaan baja asli. Lapisan karat
35
dapat didistribusikan secara merata atau terdapat dalam tambalan, tapi cukup sulit
dihilangkan dan memberi tanda pada kain yang ada sedikit dilap di atas permukaan.
Bila dilihat tanpa perbesaran, lapisan karat coklat terang akan mengaburkan
aslinya permukaan metalik Lapisan ini bisa merata atau sedikit merata dalam
penampilannya.
"Berat (H) Flash Rust" Permukaan yang jika dilihat tanpa pembesaran,
menunjukkan lapisan karat yang menutupi permukaan awal sepenuhnya. Karat
dapat merata atau ada di dalam tambalan, tapi karatnya sangat melekat, mudah
lepas, dan meninggalkan bekas yang signifikan di atas kain yang dilapkan dengan
ringan di atas permukaan. Bila dilihat tanpa pembesaran, lapisan tebal karat coklat
tua akan benar - benar mengaburkan permukaan metalik aslinya Lapisan karat ini
akan melekat secara longgar dan mudah disikat.
(https://www.wjta.org/images/wjta/Proceedings/Papers/2009/E1%20Frenzel.pdf)
2.8 Salt Test dengan Bresle Test Kit
Garam ada di daerah pesisir. Konsentrasi garam dengan berat sekitar 3,5%
berada dalam air laut. Dengan semprotan dari ombak dan dengan cara lain, garam
masuk ke udara sebagai aerosol, dan akhirnya menjadi partikel mirip debu. Garam
garam ini bisa ditemukan dimana-mana di dekat pantai. Garam memiliki khasiat
higroskopik, dan properti ini membuatnya berbahaya bagi pelapis.
Kontaminasi garam di bawah lapisan, seperti cat pada baja, dapat
menyebabkan masalah adhesi dan korosi karena sifat higroskopik garam.
Kecenderungannya untuk menarik air melalui lapisan permeabel menciptakan
pembentukan molekul air antara substrat dan lapisan. Ini, bersama dengan garam
dan zat oksidasi lainnya yang terperangkap selama pelapisan atau migrasi kemudian

36
melalui lapisan, menciptakan sel elektrolitik, menyebabkan korosi. Pembersihan
ledakan sering digunakan untuk membersihkan permukaan sebelum pelapisan;
Namun, dengan kontaminasi garam, pembersihan ledakan bisa meningkatkan
masalah dengan memaksa garam masuk ke bahan dasarnya. Mencuci permukaan
dengan air deionisasi sebelum pelapisan adalah solusi yang umum.
Pernyataan IMO PSPC (standar kinerja untuk pelapis pelindung) menetapkan
konsentrasi garam terlarut maksimum yang diijinkan pada permukaan yang akan
dilapisi, diukur dengan natrium klorida, 50 mg/m2. Jumlah maksimum garam yang
diizinkan di permukaan sebelum aplikasi pelapisan biasanya ditentukan oleh
pemasok pelapis dan pengguna, seperti galangan kapal.
Metode Bresle menggunakan perbedaan konduktivitas garam dalam air,
masing-masing garam memiliki hubungan konduktivitas dan konsentrasi yang
khas. Hubungan ini berguna hanya jika garam terlarut diketahui. Sodium klorida,
garam utama di air laut, menyebabkan peningkatan konduktivitas yang besar
dengan konsentrasi yang meningkat.
Patch khusus diaplikasikan ke permukaan yang akan diuji, dan volume air
deionisasi tertentu disuntikkan di bawah tambalan. Setiap garam terlarut yang ada
di permukaan akan larut dalam air. Cairan diekstraksi dan konduktivitasnya diukur.
Konduktivitas larutan garam yang dikumpulkan bergantung pada volume air
yang digunakan dan konduktivitas awalnya, dan garam dalam larutan tergantung
pada luas tambalan. Perhitungan garam per daerah didasarkan pada peningkatan
konduktivitas tetapi dalam metode IMO PSPC garam dihitung sebagai natrium
klorida, dalam metode ISO 8502-9 dihitung sebagai campuran garam khusus,
namun dinyatakan sebagai Sodium Chloride.

37
2.9 Conductivity Salt Test
Pengujian salt test dilakukan dengan menggunakan Bresle Salt Test Kit dan
dilakukan berdasarkan ASTM D4940. Pada saat menggunakan soluble salt tets, air
diijensikan kedalam patch yang ditempelkan d permukaan sampel. Air didalam
patch melarutkan garam-garam yang erdapat pada permukaan sampel. Kelarutan
garam tergantung pada jenis garam yang terdaat pada permukaan sampel. Garam
dasar, NaCl, dapat larut dalam air dingin pada konsentrasi 357g/L. Tingkat kelartan
ggaram dengan air berbeda-beda, begiru juga konduktivitasnya. Maka, ketika
melakukan pengukuran, bukan hanya garam dasar yang terlarut, namun juga garam-
garam yang lain yang terdapat pada permukaan sampel ikut larut dalam air. Larutan
berbagai macam garam ini pad akhirnya diukur dengan menggunakan conductivity
meter.
Gambar 2.10 Alat Bresle kit
Konduktivitas diukur dengan menggunakan potensial gelombang sinus pada
dua pelat yang ditentukan pada jarak yang telah ditetapkan satu sama lain. Antara
dua plat ini, ion dalam elektrolit melakukan arus ke belakang dan ke depan. Ukuran
dan jarak antara pelat menentukan konstanta sel. Konstanta ini juga merupakan
38
faktor yang disesuaikan selama kalibrasi. Ketika mengambil pembacaan
konduktivitas dari larutan yang diperoleh dengan metode Bresle, semua garam
terlarut diukur, bahkan bagian terlarut kecil dari garam yang tidak larut.
2.10 Uji Tarik (Pull Off)
Uji tarik merupakan uji yang dilakukan untuk mengetahui kekuatan daya
rekat cat terhadap substrat, metode yang digunakan adalah ASTM 4541 pull off
test.
Gambar 2.11 Alat Pull off Test
Hasilnya merupakan kualitas pengecatan yang baik sehingga dapat diterima
atau kualitas pengecatan yang buruk sehingga dilakukan penolakan. Kualitas
pengecatan juga ditentukan oleh beberapa faktor diantaranya kuaitas cat atau
tingkat korosi. Uji tarik dilakukan dengan melapisi produk dengan cat kemudian
diukur daya rekatnya dengan menilai tegangan tarik minimum yang diperlukan
untuk pelepaskan atau merusak lapisan yang tegak lurus terhadap substrat. Berbeda
dengan metode lainnya, metode ini memaksimalkan tegangan tarik, oleh karena itu
hasilnya mungkin tidak sebanding dengan yang lainnya. Pengujian dilakukan
dengan mengamankan perlengkapan pemuatan yang tegak lurus dengan perekat
39
atau cat. Kemudian alat uji dilekatkan pada permukaan pemuatan dan kemudian
disejajarkan untuk menerapkan tegangan tegak lurus terhadap permukaan uji. Gaya
yang diterapkan secara bertahap meningkat dan dipantau sampai steker lapisan
terlepas, atau nilai yang telah ditentukan sebelumnya telah dicapai.