bab 4 pengumpulan, pengolahan dan analisa datathesis.binus.ac.id/doc/bab4/2011-2-00185-ti...
TRANSCRIPT

27
BAB 4
PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA
4.1 Sejarah Perusahaan
Daihatsu didirikan di Osaka, Jepang pada tahun 1907. Memasuki ulang
tahunnya yang ke-100, Daihatsu telah mencanangkan filosofi baru sesuai tuntutan
jaman, yaitu :
1. Menjadi merek global yang dicintai di seluruh dunia.
2. Menjadi perusahaan yang memiliki kepercayaan diri dan kebanggaan melalui
produk mobil yang inovatif dan terkemuka di era kita.
Slogan baru Daihatsu “Inovation for Tomorrow” menjadi komitmen
perusahaan untuk selalu mewujudkan inovasi agar dapat bertahan di era globalisasi
yang terus berkembang cepat dan menghasilkan produk yang dapat memberikan
manfaat bagi masyarakat luas. Slogan baru ini merupakan aspirasi dari falsafah , visi
dan prinsip-prinsip dasar tanggung jawab sosial serta rencana strategi global Group
Daihatsu untuk 100 tahun ke depan.
PT. Astra Daihatsu Motor (ADM) mengawali sejarahnya pada tahun 1973.
Pada tahun 1973, Astra mendapatkan hak untuk mengimpor kendaraan Daihatsu ke
Indonesia. Pada tahun 1976, PT Astra International ditunjuk menjadi agen tunggal,
importir dan distributor tunggal kendaraan Daihatsu di Indonesia.
PT Astra International, Daihatsu Motor Co., Ltd. dan Nichimen Corporation
bersama-sama mendirikan pabrik pengepresan plat baja, PT Daihatsu Indonesia pada
tahun 1978. Kemudian pada tahun 1983, pabrik mesin PT Daihatsu Engine
Manufacturing Indonesia (DEMI) didirikan. Pada tahun 1987, PT Nasional Astra
Motor didirikan sebagai agen tunggal dan pengimpor kendaraan Daihatsu
menggantikan posisi PT Astra International. Kemudian pada tahun 1992, PT Astra
Daihatsu Motor didirikan melalui penggabungan 3 perusahaan yaitu PT Daihatsu
Indonesia, PT Daihatsu Engine Manufacturing Indonesia dan PT National Astra
Motor. Dalam perkembangan PT. Astra Daihatsu motor mengalami perubahan
signifikan dalam tahapan-tahapan menjadi perusahaan global dan terbesar di Asia
Tenggara. Sejarah dari awal munculnya PT. Astra Daihatsu Motor sebagai berikut :

28
Tabel 4.1 Sejarah Perkembangan PT. Astra Daihatsu Motor
Tahun Perkembangan PT. Astra Daihatsu Motor1973 Astra mendapatkan hak untuk mengimpor kendaraan Daihatsu ke Indonesia
1976PT. Astra International ditunjuk menjadi agen tunggal, importer dan distributor tunggal kendaraan Daihatsu di Indonesia
1978Pabrik pengepresan plat baja, PT. Astra Daihatsu Indonesia, didirikan sebagai perusahaan patungan PT. Astra International, Daihatsu Motor Co.,Ltd., dan Nichimen Corporation
1983 Pabrik mesin, PT. Daihatsu Engine Manufacturing Indonesia didirikan
1987PT. National Astra Motor didirikan sebagai agen tunggal dan pengimpor kendaraan Daihatsu menggantikan posisi PT. Astra International
1992PT. Astra Daihatsu Motor didirikan melalui penggabungan tiga perusahaan, yaitu PT. Daihatsu Indonesia, PT. Daihatsu Engine Manufacturing Indonesia dan PT. National Astra Motor
1996 Pabrik pengecoran aluminium dibangun di KIIC Karawang, Jawa Barat
1998Pembelian pabrik perakitan dari PT. Gaya Motor, sejak itu ADM memiliki empat pabrik yaitu pabrik pengepresan plat baja, mesin, pengecoran aluminium dan perakitan
2004Kolaborasi strategi Toyota, Daihatsu dicanangkan melalui peluncuran Daihatsu Xenia dan Toyota Avanza di Indonesia
2005 Produksi Daihatsu mencapai satu juta kendaraan2007 Kapasitas produksi ditingkatkan menjadi 211.000 unit per tahun2008 Ekspor perdana Gran Max ke pasar Jepang
2009ADM mencapai peringkat "Good Performance" dalam Indonesian Quality Award 2009 yang berbasis Malcolm Baldridge Criteria for Performance Excellence
(Daihatsu – www.daihatsu.co.id)
4.2 Hasil Observasi lapangan
Kualitas produk mobil yang baik akan memberikan keuntungan bagi
pelanggan. Dalam lingkup service quality dan industry system, keuntungan tidak
hanya dibatasi oleh pelanggan eksternal saja, tetapi juga pihak pelanggan internal
dalam perusahaan sendiri. Prinsipnya , “The costumer is number one”. Ditinjau dari
pelanggan eksternal , kualitas mobil yang baik akan memberikan kepuasan bagi
pelanggan tersebut, sehingga akan menyebabkan bertambahnya order. Dilihat dari
sisi pelanggan internal perusahaan, kualitas berarti efisiensi penggunaan biaya dan
waktu, yaitu tidak dihasilkan produk cacat yang akan menambah volume dan lead
time produksi.
Pada proses produksi mobil, tidak semuanya berjalan sesuai dengan standar.
Permasalahan dalam proses produksi yang muncul beraneka ragam diantaranya,
equipment yang rusak, listrik yang mati saat proses produksi, dan faktor lingkungan
yang menyebabkan defect pada produk, dll. Lingkungan yang dimaksud seperti
pekerja, material, dan tempat produksi. Hasil observasi lapangan ini akan

29
mengangkat permasalahan dalam proses produksi mobil yang berasal dari faktor
lingkungan yang menyebabkan defect pada produk mobil.
Defect diartikan dengan cacat atau kerusakan. Defect terbagi dua yaitu defect
aperance dan defect function. Defect aperance adalah cacat yang terlihat di
permukaan atau berhubungan dengan penampilan fisik mobil. Sedangkan untuk
defect function merupakan cacat yang menyebabkan kegagalan fungsi yang nantinya
akan berdampak ke keselamatan dan kenyamanan si pengendara mobil. Cacat yang
terdapat pada proses painting pada umumnya adalah defect aperance, karena
berhubungan dengan penampilan fisik dari mobil seperti tampilan warna dan kualitas
pengecatan yang dilihat oleh konsumen. Terdapat satu defect function di painting
yaitu cacat yang terdapat di jalur sealer. Sealer ini berfungsi untuk mencegah
kebocoran dari mobil, jika proses pen-sealer-an tidak sesuai dengan standar maka
akan menimbulkan cacat yaitu kebocoran pada mobil atau mesin jika terkena air.
Pada penelitian ini dibagi lima macam defect painting secara umum yaitu
defect poor repair, defect flow out, defect top coat, defect touch up, defect sealer.
Keterangan dari masing – masing defect dapat dilihat pada Tabel 4.2.
Tabel 4.2 Jenis dan Pengertian Defect
Nama Defect Pengertian Defect
Defect poor repairCacat yang disebabkan oleh hasil repair cacat yang tidak tuntas di jalur top coat inspection
Defect flow outCacat yang tidak terdeteksi saat final inspection di painting yang berupa debu, serat dan baret
Defect top coat Cacat yang disebabkan oleh proses pengecatan di jalut top coat
Defect touch upCacat yang disebebkan oleh proses repair yang membekas di jalur top coat inspection
Defect sealerCacat yang disebabkan oleh material sealer dan proses pen-sealer-an
Defect poor repair dan defect touch up sama – sama merupakan cacat yang
terdapat pada jalut top coat inspection, tetapi dibedakan dari jenis defect yang
dihasilkan. Terdapat beberapa jenis cacat pada mobil proses painting yang
merupakan penjabaran secara terperinci cacat mobil secara umum.
30
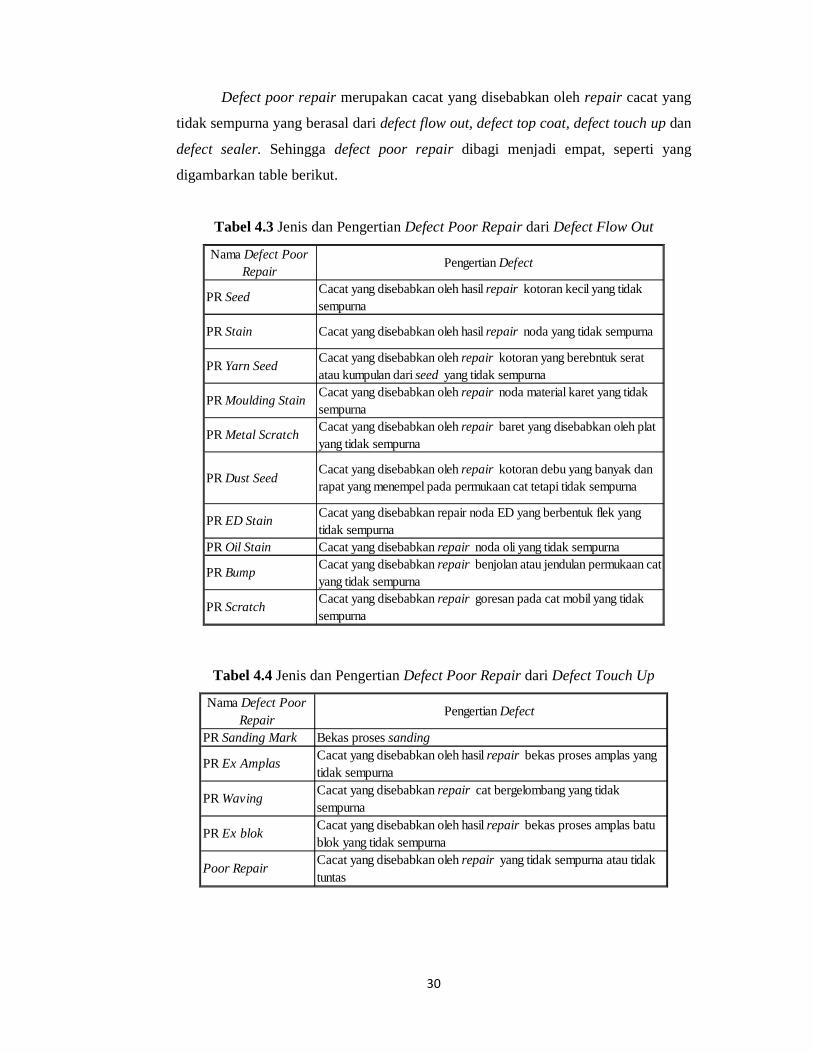
Defect poor repair merupakan cacat yang disebabkan oleh repair cacat yang
tidak sempurna yang berasal dari defect flow out, defect top coat, defect touch up dan
defect sealer. Sehingga defect poor repair dibagi menjadi empat, seperti yang
digambarkan table berikut.
Tabel 4.3 Jenis dan Pengertian Defect Poor Repair dari Defect Flow Out
Nama Defect Poor Repair
Pengertian Defect
PR SeedCacat yang disebabkan oleh hasil repair kotoran kecil yang tidak sempurna
PR Stain Cacat yang disebabkan oleh hasil repair noda yang tidak sempurna
PR Yarn SeedCacat yang disebabkan oleh repair kotoran yang berebntuk serat atau kumpulan dari seed yang tidak sempurna
PR Moulding StainCacat yang disebabkan oleh repair noda material karet yang tidak sempurna
PR Metal ScratchCacat yang disebabkan oleh repair baret yang disebabkan oleh plat yang tidak sempurna
PR Dust SeedCacat yang disebabkan oleh repair kotoran debu yang banyak dan rapat yang menempel pada permukaan cat tetapi tidak sempurna
PR ED StainCacat yang disebabkan repair noda ED yang berbentuk flek yang tidak sempurna
PR Oil Stain Cacat yang disebabkan repair noda oli yang tidak sempurna
PR BumpCacat yang disebabkan repair benjolan atau jendulan permukaan cat yang tidak sempurna
PR ScratchCacat yang disebabkan repair goresan pada cat mobil yang tidak sempurna
Tabel 4.4 Jenis dan Pengertian Defect Poor Repair dari Defect Touch Up
Nama Defect Poor Repair
Pengertian Defect
PR Sanding Mark Bekas proses sanding
PR Ex AmplasCacat yang disebabkan oleh hasil repair bekas proses amplas yang tidak sempurna
PR WavingCacat yang disebabkan repair cat bergelombang yang tidak sempurna
PR Ex blokCacat yang disebabkan oleh hasil repair bekas proses amplas batu blok yang tidak sempurna
Poor RepairCacat yang disebabkan oleh repair yang tidak sempurna atau tidak tuntas

31
Tabel 4.5 Jenis dan Pengertian Defect Poor Repair dari Defect Top Coat
Nama Defect Poor Repair
Pengertian Defect
PR Creater Cacat yang disebabkan repair cat bolong yang tidak sempurnaPR Pick Up mark Cacat yang disebabkan repair benjolan cat yang tidak sempurna
PR Chip paint Cacat yang disebabkan repair cat menggompal yang tidak sempurna
PR SagCacat yang disebabkan repair cat yang meleleh secara vertikal yang tidak sempurna
PR Thin Paint Cacat yang disebabkan repair cat tipis yang tidak sempurna
PR Touch MarkCacat yang disebabkan repair cat yang masih basah tersentuh dan membekas setelah kering yang tidak sempurna
PR MarblingCacat yang disebabkan repair corak warna yang tidak seirama atau pigmen metalik cat menunjukkan kesan gelap dan terang yang tidak sempurna
PR BuramCacat yang disebabkan repair warna cat yang buram yang tidak sempurna
PR Over SprayCacat yang disebabkan repair cat yang berlebih yang tidak sempurna
PR PoppingCacat yang disebabkan repair cat yang seperti meletus yang tidak sempurna
PR BelangCacat yang disebabkan oleh hasil repair warna belang pada pengecatan yang tidak sempurna
PR Cat NempelCacat yang disebabkan repair cat yang menempel tidak sesuai standar yang tidak sempurna
PR Cat LembabCacat yang disebabkan repair cat yang belum kering yang tidak sempurna
PR CissingCacat yang disebabkan repair pengecetan yang tidak rata berbentuk lubang atau disebut juga cat bolong dengan ukuran kecil dan jumlahnya banyak yang tidak sempurna
Tabel 4.6 Jenis dan Pengertian Defect Poor Repair dari Defect Sealer
Nama Defect Poor Repair
Pengertian Defect
PR Sealer seedCacat yang disebabkan oleh hasil repair noda material sealer yang tidak sempurna
PR Sealer TRCacat yang disebabkan oleh hasil repair aplikasi sealer tidak rapi yang tidak sempurna
PR Sealer CrackCacat yang disebabkan oleh hasil repair sealer retak yang tidak sempurna
PR Sealer MisplaceCacat yang disebabkan oleh hasil repair roses pen-sealer-an yang tidak tepat pada area yang seharusnya diaplikasikan material sealer yang tidak sempurna
PR Sealer stainCacat yang disebabkan repair noda yang menempel pada sealer yang tidak sempurna
PR Sealer BolongCacat yang disebabkan oleh repair aplikasi sealer yang bolong yang tidak sempurna
PR Sealer TouchCacat yang disebabkan repair sealer yang belum kering dan tersentuh yang belum sempurna
32
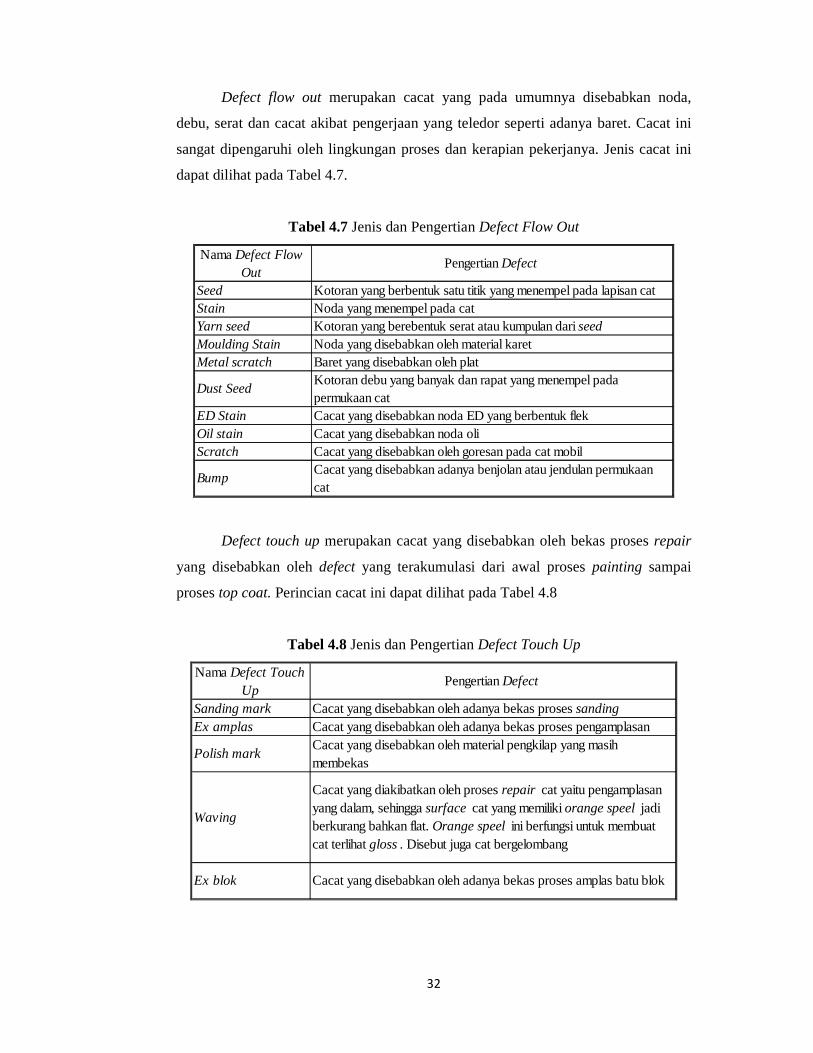
Defect flow out merupakan cacat yang pada umumnya disebabkan noda,
debu, serat dan cacat akibat pengerjaan yang teledor seperti adanya baret. Cacat ini
sangat dipengaruhi oleh lingkungan proses dan kerapian pekerjanya. Jenis cacat ini
dapat dilihat pada Tabel 4.7.
Tabel 4.7 Jenis dan Pengertian Defect Flow Out
Nama Defect Flow Out
Pengertian Defect
Seed Kotoran yang berbentuk satu titik yang menempel pada lapisan catStain Noda yang menempel pada catYarn seed Kotoran yang berebentuk serat atau kumpulan dari seedMoulding Stain Noda yang disebabkan oleh material karetMetal scratch Baret yang disebabkan oleh plat
Dust SeedKotoran debu yang banyak dan rapat yang menempel pada permukaan cat
ED Stain Cacat yang disebabkan noda ED yang berbentuk flekOil stain Cacat yang disebabkan noda oliScratch Cacat yang disebabkan oleh goresan pada cat mobil
BumpCacat yang disebabkan adanya benjolan atau jendulan permukaan cat
Defect touch up merupakan cacat yang disebabkan oleh bekas proses repair
yang disebabkan oleh defect yang terakumulasi dari awal proses painting sampai
proses top coat. Perincian cacat ini dapat dilihat pada Tabel 4.8
Tabel 4.8 Jenis dan Pengertian Defect Touch Up
Nama Defect Touch Up
Pengertian Defect
Sanding mark Cacat yang disebabkan oleh adanya bekas proses sandingEx amplas Cacat yang disebabkan oleh adanya bekas proses pengamplasan
Polish markCacat yang disebabkan oleh material pengkilap yang masih membekas
Waving
Cacat yang diakibatkan oleh proses repair cat yaitu pengamplasan yang dalam, sehingga surface cat yang memiliki orange speel jadi berkurang bahkan flat. Orange speel ini berfungsi untuk membuat cat terlihat gloss. Disebut juga cat bergelombang
Ex blok Cacat yang disebabkan oleh adanya bekas proses amplas batu blok

33
Defect top coat merupakan cacat yang disebabkan oleh proses pengecatan
yang tidak sesuai sengan standar cat yang seharusnya menempel pada permukaan
mobil. Top coat merupakan jalur yang sangat penting pada proses pengecatan,
dimana proses pengecatan adalah mengubah material cair menjadi material padat,
pengontrolan yang tidak tepat bisa menyebabkan kesalahan proses yang
mengakibatkan timbulnya defect. Perincian cacat ini dapat dilihat pada Tabel 4.9.
Tabel 4.9 Jenis dan Pengertian Defect Top Coat
Nama Defect Top Coat
Pengertian Defect
crater
Hasil pengecetan yang tidak rata berbentuk lubang atau disebut juga cat bolong, yang disebabkan oleh surfaktan sebagai penghancur tegangan permukaan yang akan menaikan tegangan adhesi antara plat dan cat
Picked up markBercak yang berasal dari cat karena disebabkan oleh cat yang belum sempat menyebar dengan rata tetapi sudah kering, sehingga menyebabkan benjolan cat.
Chip paint Cacat yang disebabkan oleh cat yang menggompalRuns Cacat yang disebabkan oleh cat yang meleleh secara horizontalPeel Off Cacat yang disebabkan oleh cat yang terkelupasSag Cacat yang disebabkan oleh cat yang meleleh secara vertikal
Thin paintProses pengecatan yang tidak standar yang menyebabkan cat yang tipis
Touch markCacat yang disebabkan oleh cat yang masih basah tersentuh dan membekas setelah kering
MarblingCacat yang disebabkan oleh corak warna yang tidak seirama atau pigmen metalik cat menunjukkan kesan gelap dan terang
BuramCacat yang disebabkan oleh warna cat yang tidak cerah atau cat base dan cat clear nya menyatu
Over sprayCacat yang disebabkan oleh pengecatan secara penyemprotan yang berlebih
PoppingCacat yang disebabkan oleh cat yang tidak rata karena adanya udara yang terperangkap sehingga menyebabkan cat menggelembung dan meletus
BelangCacat yang disebabkan proses pengecatan yang tidak standar sehingga menyebabkan cat berwarna tidak rata atau belang
Orange speelCacat yang disebabkan permukaan cat seperti kulit buah jeruk yang terlalu mengkerut yang menyebabkan cat tidak indah dilihat
Cat LembabCacat yang disebabkan oleh proses pengeringan cat yang tidak sempurna
CissingHasil pengecetan yang tidak rata berbentuk lubang atau disebut juga cat bolong dengan ukuran kecil dan jumlahnya banyak
Buble Hasil pengecatan yang tidak rata dan berbentuk gelembung

34
Defect sealer merupakan cacat yang disebabkan oleh proses aplikasi dari pen-
sealer-an yang tidak tepat sehingga bisa menyebabkan kebocoran jika mobil
dilakukan pengetesan dengan disiram air. Selain itu, cacat ini juga disebabkan oleh
material nya sendiri karena material sealer ini berbentuk lembek, maka jika tersentuh
akan langsung rusak dan bisa menempel pada permukaan cat mobil. Perincian cacat
ini dapat dilihat pada Tabel 4.10
Tabel 4.10 Jenis dan Pengertian Defect Sealer
Nama Defect Sealer Pengertian Defect
Sealer seedNoda yang disebabkan oleh material sealer yang menempel pada permukaan mobil
Sealer TR Proses pen-sealer-an yang tidak rapi
Sealer Over Cacat yang disebabkan oleh proses pen-sealer-an yang berlebih
Sealer crack Material sealer yang retak setelah proses pengovenan
Sealer missplaceProses pen-sealer-an yang tidak tepat pada area yang seharusnya diaplikasikan material sealer
Sealer stain Cacat yang disebabkan oleh noda yang menempel pada sealerLeakage / Sealer bolong
Cacat yang disebabkan oleh adanya bagian mobil yang bocor karena aplikasi sealer yang bolong
Sealer TouchCacat yang disebabkan oleh sealer yang masih basah tersentuh dan membekas setelah kering
Sealer thin paintCacat yang disebabkan oleh sealer yang tipis atau tidak sesuai standar ketebalan sealer
Sealer buble Cacat yang disebabkan oleh sealer yang berbentuk gelembung
Dari observasi lapangan ditemukan defect-defect seperti yang dijabarkan pada
penjelasan sebelumnya. Cacat pada proses painting ini akan ditanggulangi dengan
memanfaatnya PDCA 8 Langkah menggunakan seven tools sehingga proses repair
unit bisa dikurangi bahkan dihilangkan agar biaya repair bisa diturunkan.

35
4.3 Pengumpulan dan Pengolahan Data
PT. Astra Daihatsu Motor memproduksi tipe mobil yang beragam
diantaranya adalah Van, Pick Up, Xeva, dan Wagon. Peneliti mendata produksi mobil
berdasarkan tipe yang ada, dari hasil pendataan maka jumlah produksi yang
terbanyak dalam waktu satu tahun terakhir adalah tipe Xeva, dengan presentase
produksi mencapai 66%, selanjutnya Pick Up 19%, Van 12%, dan terakhir Wagon
3%, dapat dilihat pada Gambar 4.1.
Gambar 4.1 Persentase Produksi Mobil di Painting
Dari data produksi mobil berdasarkan tipenya tersebut maka peneliti akan
mengambil historical data defect pada tipe mobil dengan jumlah produksi terbanyak,
sehingga akan lebih dominan mempengaruhi perbaikan yang akan dilakukan
nantinya.

36
4.3.1 Menentukan Tema dan Analisa Situasi
Menentukan tema dan analisa situasi merupakan tahap pertama dalam
program peningkatan kualitas menggunakan PDCA (Plan, Do, Check, Action) 8
langkah. Pada tahap ini dilakukan penetapan tema yang akan dikembangkan
berdasarkan analisa yang dilakukan menggunakan seven tools. Aktivitas yang
dilakukan pada tahap ini adalah mengumpulkan data-data yang diperlukan dalam
mendefenisikan dan memahami permasalahan , menyatakan masalah kualitas yang
ada, dan menggambakan kondisi yang ada, sehingga bisa ditentukan tema yang akan
diangkat.
Salah satu tujuan penetapan tema ini adalah mengidentifikasi defect yang
paling banyak muncul. Dilakukan pengolahan data untuk menentukan DPU (Defect
Per Unit) pada unit proses painting. Seperti dijelaskan pada tahap observasi
lapangan, defect dibagi berdasarkan kategori, defect poor repair, defect flow out,
defect top coat, defect touch up, defect sealer. Menggunakan diagram pareto,
diperoleh DPU yang paling dominan. DPU terbesar yaitu DPU poor repair, dapat
dilihat pada Gambar 4.2.
Gambar 4.2 Pareto DPU Proses Painting
37
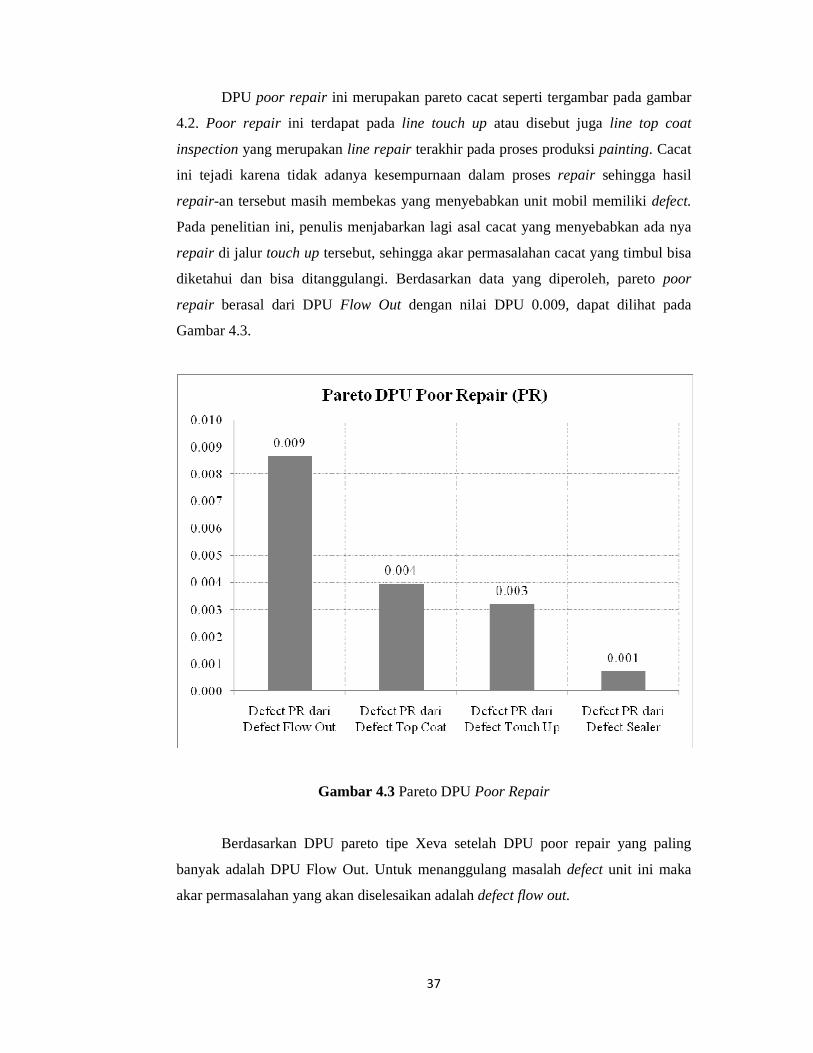
DPU poor repair ini merupakan pareto cacat seperti tergambar pada gambar
4.2. Poor repair ini terdapat pada line touch up atau disebut juga line top coat
inspection yang merupakan line repair terakhir pada proses produksi painting. Cacat
ini tejadi karena tidak adanya kesempurnaan dalam proses repair sehingga hasil
repair-an tersebut masih membekas yang menyebabkan unit mobil memiliki defect.
Pada penelitian ini, penulis menjabarkan lagi asal cacat yang menyebabkan ada nya
repair di jalur touch up tersebut, sehingga akar permasalahan cacat yang timbul bisa
diketahui dan bisa ditanggulangi. Berdasarkan data yang diperoleh, pareto poor
repair berasal dari DPU Flow Out dengan nilai DPU 0.009, dapat dilihat pada
Gambar 4.3.
Gambar 4.3 Pareto DPU Poor Repair
Berdasarkan DPU pareto tipe Xeva setelah DPU poor repair yang paling
banyak adalah DPU Flow Out. Untuk menanggulang masalah defect unit ini maka
akar permasalahan yang akan diselesaikan adalah defect flow out.

38
4.3.2 Menetapkan Target
Defect flow out merupakan defect yang lolos dan seharusnya terdeteksi ketika
adanya pengecekan oleh bagian quality inspection. Defect flow out yang dihasilkan
tersebut berupa seed, yarn seed, dust seed, stain, moulding stain, ED stain, Oil stain,
metal scratch, scratch, dan bump. Cacat yang dihasilkan pada umumnya disebabkan
oleh lingkungan sekitar. Untuk mengatasi permaslahan yang ada maka diperlukannya
target sebagai acuan dalam penetapan hasilnya.
Berdasarkan actual data DPU flow out sekarang yaitu 0.012 dan 0.009, target
yang akan dicapai terlihat pada gambar 4.4.
Gambar 4.4 Target DPU Flow Out
Dasar penetapan target tersebut adalah sejalan denga target yang ditetapkan
oleh perusahaan dan target konsumen. Berdasarkan rata – rata total DPU yang
terdapat pada proses painting untuk unit Xeva adalah 0.05 sedangkan target
manajemen maximal total DPU untuk unit Xeva adalah 0.03. Dengan adanya
pengklasifikasian DPU ini diharapkan satu per satu permasalahan yang ada bisa
terselesaikan dengan berawal dari mengatasi pareto defect.

39
4.3.3 Analisa Faktor dan Menentukan Sumber Penyebab dengan Diagram
Sebab Akibat
Manusia
Faktor manusia dalam produksi mobil proses painting dapat menjadi sumber
atau penyebab cacat, karena semua operasi yang dilakukan untuk menghasilkan
produk mobil proses painting tidak lepas dari peranan manusia. Kemungkinan
tingkat kesalahan yang dihasilkan manusia ini diantaranya adalah pekerja yang
kurang teliti dan kurang berkonsentrasi, pekerja yang kurang menguasai standar
operasi yang benar, dan pekerja yang kurang mengerti standar kualitas yang bagus.
Pekerja yang dipekerjakan pada perusahaan sebagian besar adalah yang baru
lulus setara dengan SLTA, baik dari SMK, STM, maupun SMA, mereka belum
memiliki pengalaman dalam bekerja sebelumnya. Dikarenakan pekerja yang sudah
memiliki pengalaman lebih dari dua tahun dilakukan mutasi ke New Plant PT. ADM
di Karawang, sehingga untuk penggantinya dilakukan perekrutan pekerja baru yang
baru lulus setara dengan SLTA. Proses pelatihan di perusahaan pun belum
mempunyai standar baku dan belum terlaksana secara baik, karyawan baru dilatih
oleh leader atau foreman yang lebih senior dari mereka. Akibatnya ilmu dan keahlian
yang diajarkan bervariasi dan kurang cukup banyak, akibatnya adalah mereka jadi
tidak begitu memahami standar operasi yang baik dan benar.
Pemahaman tentang kualitas yang baik juga tidak diajarkan dengan benar,
akibatnya mereka tidak dapat mengetahui dengan benar tentang standar kualitas dari
produk yang bagus.Pada umumnya para pekerja beranggapan untuk masalah kualitas
dan pemeriksaan produk adalah tanggung jawab dari bagian QC, sedangkan
tanggung jawab mereka adalah melakukan produksi saja, padahal kualitas adalah
tanggung jawab semua pihak. Penyebab lain yang bersumber dari pekerja adalah
masalah pekerja yang kurang berkonsentrasi dan kurang teliti dalam melaksanakan
pekerjaan yang diakibatkan oleh kurang nya semangat atau perasaan bosan dan rasa
jenuh karena mengerjakan pekerjaan yang sama seccara berulang-ulang serta rasa
letih dan ngantuk yang timbul.
Mesin
Mesin atau equipment yang digunakan dalam proses produksi painting
merupakan sumber lain yang menyebabkan berbagai macam defect flow out pada

40
mobil. Penyebab yang termasuk dalam kategori ini adalah equipment yang tidak
terawat atau tidak dibersihkan secara berkala, sehingga menghasilkan defect pada
unit mobil. Pada setiap produksi, pemeliharaan equipment tidak begitu diperhatikan,
sehingga pembersihan dari equipment setelah digunakan jarang dilakukan,
penempatannya pun sering teledor yang merupakan salah satu penyebab timbulnya
berbagai macam cacat flow out. Penanggung jawab dari equipment yang digunakan
pun tidak jelas, dikarenakan job desk yang belum jelas antara bagian produksi dan
bagian maintenance. Pengelolaan equipment yang standar harus dibuatkan untuk
pengontrolan semua eguipment yang digunakan.
Material
Material merupakan faktor yang bisa menyebabkan terjadinya defect pada
unit mobil. Pada proses painting menggunakan mixing tank untuk pengadukan cat
dan thinner sebelum di supply ke jalur top coat, penyaringan cat maupun thinner
sebelum dimasukkan ke mixing tank perlu dimonitor dan dianalisa agar bisa
meminimalisir material-material asing yang ikut masuk ke proses mixing. Kondisi
filter yang digunakan untuk penyaringan material perlu dimonitor kemampuannya,
selain itu pengecekan sludge material yang tertinggal perlu dilakukan pengontrolan
agar bisa dilakukan cleaning yang tepat.
Metode
Metode dapat menjadikan sumber penyebab terjadinya cacat pada mobil
proses painting, apabila tidak dijalankan dengan benar. Proses produksi, penempatan
equipment, proses cleaning, aktivitas maintenance yang memiliki metoda standar
yang dapat menghasilan produk dengan kualitas yang bagus, yaitu berupa work
instruction yang jelas.
Lingkungan
Kualitas sebuah proses produksi mobil ditentukan oleh lingkungan produksi
tersebut. Tempat kerja, equipment yang digunakan, mesin yang mensupport
produksi, dan pekerja pun merupakan bagian dari lingkungan. Penyebab timbulnya
defect flow out pada umunya disebabkan oleh faktor lingkungan. Kebersihan dari
lingkungan sangat mempengaruhi penurunan defect flow out tersebut.

41
Gambar 4.5 Cause and Effect Diagram

42
4.3.4 Mencari Ide Perbaikan (Root Cause Anaysis) dengan 5W2H
Root cause analysis adalah sebuah metode yang digunakan untuk
mengklarifikasi dengan jelas akar penyebab dari permasalahan. Akar penyebab
permasalahan ini dapat mengidentifikasi dengan cara bertanya. Metode ini akan
membantu untuk mengidentifikasi permasalahan pada proses yang diteliti secara
jelas. Dengan menemukan akar permasalahan, pada akhirnya tindakan yang diambil
akan tepat sasaran.
Proses pengidentifikasian akar penyebab sangat penting untuk dilakukan.
Pada penelitian ini proses pengidentifikasian akar penyebab permasalahan
dituangkan dalam sebuah tabel menggunakan metode 5W2H. 5W2H merupakan
pertanyaan yang akan mengkaitkan permasalahan yang terjadi. 5W2H adalah What,
Why, Who, Where, When, How dan How Much, yang menjadi pertanyaan untuk
menjawab permasalahan yang ada. Pertanyaan tersebut memiliki tujuan agar setiap
menjawab pertanyaan tepat sasaran. What merupakan pertanyaan yang arahan
jawabannya untuk menjawab sumber-sumber penyebab permasalahan, Why adalah
pertanyaan yang bertujuan mengetahui alasan atau tujuan dari perbaikan, Who untuk
mengetahui siapa yang bertanggung jawab dari perbaikan yang dilakukan, Where
bertujuan untuk mengidentifikasi tempat terjadinya permasalahan, When merupakan
pertanyaan untuk menjawab waktu pelaksanaan perbaikan. Selanjutnya rincian dari
2H sebagai berikut, How adalah pertanyaan yang tujuannya mencari ide-ide solusi
dari permasalahan yang diidentifikasi, dan How Much merupakan biaya yang
dikeluarkan dalam aktivitas perbaikan.
Tabel untuk mengidentifikasi permasalahan defect flow out yang ditemukan
pada proses painting dapat dilihat pada tabel 4.11. Data yang digunakan berasal dari
diagram sebab akibat yang dikembangkan menggunakan metode 5W2H.

43
Tabel 4.11 Root Cause Analysis dengan 5W2H
No Faktor What Why Who Where When How How Much
Kurang berpengalaman
Agar jumlah pekerja yang berpengalaman lebih banyak
Man power allocation section
Painting 2 Januari 2012Dibuatkan target permanen ratio
-
Kurang mengikuti SOP memasuki area kerja
Agar kebersihan area kerja bisa dipertahankan
Safety trainer section
- Masuk area painting - Masuk area line produksi - Masuk masing-masing area line
Maret 2012 Dibuatkan SOP -
Kurang pelatihan dari leader atau foreman masalah kedisiplinan
Agar produksi berjalan lebih lancar
Foreman dan leader masing - masing member
Painting 2 Maret 2012Meeting sebelum produksi
-
- Penggantian filter mesh #200 menjadi #300
- Pencucian filter mesh
Sludge materialAgar mengurangi kotoran dari sludge material cat
Top Coat member Top Coat Februari 2012Dibuatkan SOP dan jadwal cleaning sludge material
-
- Dibuatkan standar equipment yang harus di cleaning
- Dibuatkan SOP cleaning equipment
Shower room top coat tidak berfungsi
Menghilangkan seed dari baju, sepatu, dan topi pekerja
Maintenance Area Top Coat Maret 2012
Menunjuk PIC yang harus melakukan pengecekan shower room
-
Konfirmasi methoda TPM
Menyamakan ide agar PIC yang melaksanakan cleaning saat itu bertanggung jawab terhadap hasil cleaning nya
- Produksi shift A - Produksi shift B - Maintenance
Area Painting Februari 2012Dibuatkan rule proses TPM
-
Metoda TPM Catridge Robot
Methoda cleaning catridge kurang maximal dengan interval waktu 1 bulan 1 kali cleaning
Robot member Engineering Februari 2012
Dilakukan improve methoda cleaning catridge dengan automatic cleaning dan buble cleaning
-
- Covering dengan aluminium coil area gap ceiling filter
-Dilakukan pergantian ceiling filter dengan standar 6 bulan 1 kali pergantian
Waktu cleaning area spray gun kurang
Meminimalisir kotoran seed dari hanger spray gun
Top Coat member Top Coat Februari 2012
Dilakukan cleaning area hanger spray gun setiap akhir proses dan waktu clening diperpanjang sampai 25 menit
-
Covering robot area lengan kurang maksimal sehingga masih berpotensi menyebabkan jatuhnya kotoran
Meminimalisir kotoran seed dari baju robot
Robot member Top Coat Februari 2012Perubahan metoda covering lengan robot
-
Dust seed dari material aspal melalui double door
Meminimalisir kotoran seed aspal
Forklif MemberDouble door Painting 2
Februari 2012Covering area menggunakan green net
Rp 500,000
Rontokan kotoran dari turn table ED inspection
Meminimalisir kotoran seed dari turn table ED Inspection
MaintenanceArea masuk proses ED
Maret 2012Cleaning turn table oleh maintenance
-
Rontokan kotoran dari conveyor dan transfer lifter setelah top coat
Meminimalisir kotoran dari conveyor dan transfer lifter
MaintenanceArea setelah Top Coat
Maret 2012Cleaning conveyor dan transfer lifter oleh maintenance
-
Rp 800,000
1 Man
2 Material
3 Machines
4 Mhetode
5 Environment
Total Biaya Improvement
Rp 300,000
-
Belum ada sistem yang standar untuk cleaning equipment produksi
Mengurangi seed yang berasal dari equipment
Foreman semua line produksi dan Maintenance
Semua Line Maret 2012 -
Kotoran dari cat dan pengaruh kondisi filter
Agar material cat yang di supply ke top coat bersih dari seed
Mixing member Mixing room Februari 2012
Rontokan kotoran dari ceiling filter
Meminimalisir kotoran dari ceiling filter
Top Coat member Top Coat Februari 2012

44
4.3.5 Implementasi Ide Perbaikan dengan Deskripsi Perbaikan
Man
1. Dibuatkan target permanen ratio
Permanen ratio menunjukkan persentase jumlah karyawan yang berpengalaman
lebih dari dua tahun bekerja, hal ini menunjukkan kestabilan proses maupun
kualitas di painting 2. Permanen ratio adalah ratio pegawai tetap dimana
penilaian kinerja dari karyawan tersebut pada tahun kedua mereka bekerja.
Karyawan yang diangkat menjadi pegawai tetap pun harus memenuhi penilaian
yang objektif berdasarkan kriteria yang ditetapkan oleh painting 2. Progres
permanen ratio painting 2 dapat dilihat pada Gambar 4.6.
Gambar 4.6 Progres Permanen Ratio Man Power Painting 2
2. Dibuatkan SOP memasuki area kerja
SOP atau Standar Operational Procedur merupakan prosedur yang membatasi
atau mengatur karyawan dalam menjalani pekerjaannya. Karyawan yang
memasuki area painting memiliki kekhusunan yaitu menggunakan baju sprayer
khusus yang berfungsi sebagai baju antistatic dan baju yang tidak menimbulkan
seed atau yarn seed. Selain itu karyawan painting menggunakan sepatu safety
putih yang berfungsi untuk menunjukkan kebersihan dari karyawan tersebut, dan
juga menggunakan topi putih berjaring-jaring serta berjenis parasut agar
45
menutupi rambut yang bisa menjadi seed atau yarn seed pada mobil. Pada
dasarnya kedisipinan karyawan belum terlaksana dengan baik, menggunakan
baju sprayer dan topi kerja yang kotor, dan suka menginjak bagian belakang
sepatu safety. Dengan ada nya SOP yang jelas dan sangsi yang sesuai akan
mentertibkan karyawan dalam menjalankan proses produksi. SOP ini dipajang di
bagian depan pintu shower room sebelum karyawan memasuki area produksi.
3. Meeting sebelum produksi dimulai
SOP saja tidak mendukung untuk terjaminnya kedisiplinan bisa diterapkan.
Komunikasi yang baik antara foreman, leader dan member – member nya
menjadi proses yang baik dalam meningkatkan kedisiplinan dari keseluruhan
karyawan painting. Setiap sebelum menjalankan produksi dilakukan meeting pagi
terlebih dahulu maximal 15 menit sebagai media foreman dan leader untuk
mengarahkan member – member nya, baik masalah kedisiplinan maupun masalah
proses produksi.
Material
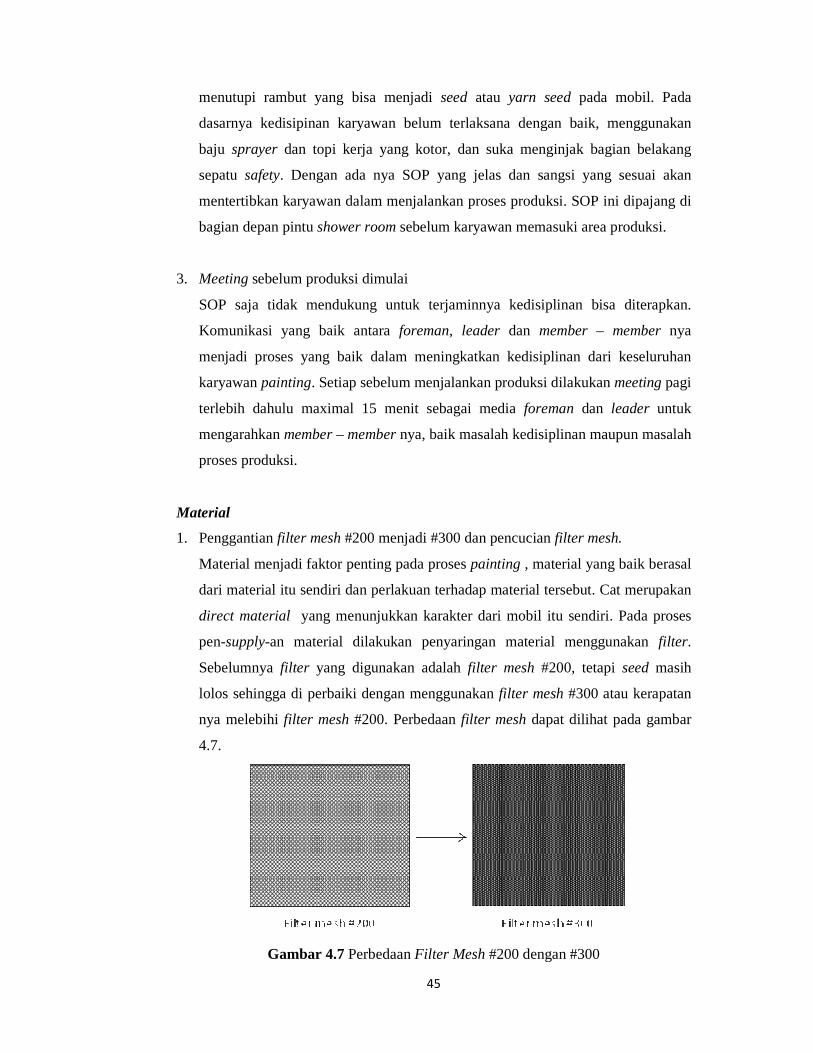
1. Penggantian filter mesh #200 menjadi #300 dan pencucian filter mesh.
Material menjadi faktor penting pada proses painting , material yang baik berasal
dari material itu sendiri dan perlakuan terhadap material tersebut. Cat merupakan
direct material yang menunjukkan karakter dari mobil itu sendiri. Pada proses
pen-supply-an material dilakukan penyaringan material menggunakan filter.
Sebelumnya filter yang digunakan adalah filter mesh #200, tetapi seed masih
lolos sehingga di perbaiki dengan menggunakan filter mesh #300 atau kerapatan
nya melebihi filter mesh #200. Perbedaan filter mesh dapat dilihat pada gambar
4.7.
Gambar 4.7 Perbedaan Filter Mesh #200 dengan #300

46
Agar filter mesh bisa digunakan berulang kali maka dilakukan pencucian filter
mesh untuk menjaga kualitas filter tersebut, dan tujuan nya juga untuk
menghemat penggunaan filter mesh tersebut. Proses pencucian filter mesh dapat
dilihat pada gambar 4.8.
Gambar 4.8 Proses pencucian filter mesh #300
2. Dibuatkan SOP dan jadwal cleaning sludge material
Sludge material merupakan endapan atau lumpur yang berasal dari material.
Salah satu penyebab defect flow out adalah sludge material ini. Pembersihan
slude material dilakukan setiap istirahat produksi, kendala yang masih dihadapi
oleh painting 2 adalah penanggung jawab untuk activitas ini belum ada, sehingga
aktivitas cleaning sludge material masih belum berjalan lancar.
Machines
1. Dibuatkan standar equipment yang harus di cleaning dan dibuatkan SOP
cleaning equipment.
Jumlah equipment yang digunakan di painting cukup banyak, setiap equipment
tersebut memiliki fungsi masing – masing di jalur produksi. Ada beberapa
equipment yang sensifitasnya tinggi yang mudah terkena debu, maka untuk
equipment tersebut dibuat SOP cleaning equipment agar tidak menjadi sumber
defect dan keawetannya pun terjaga.
2. Menunjuk PIC yang harus melakukan pengecekan shower room.
Shower room merupakan salah satu alat yang berfungsi untuk meminimalisir
debu yang masuk ke dalam proses produksi. Setiap karyawan yang akan
memasuki line produksi harus melewati shower room terlebih dahulu. Shower
room berbentuk sebuah ruangan dengan lorong yang bisa ditempati oleh sekitar 4

47
orang dan memiliki lubang – lubang tempat disemprotkannya udara kering untuk
merontokkan debu yang menempek di topi, baju dan sepatu pekerja. Shower
room tersebut terdapat di dua tempat yaitu masuk ke line produksi keseluruhan
dan masuk ke line top coat. Pada kenyataan di lapangan shower room yang
terdapat di top coat sering rusak, dan jarang diperbaiki dikarenakan bagian yang
bertanggung jawab untuk shower room tersebut tidak ada. Untuk proses
perbaikannya PIC yang bertanggung jawab adalah bagian maintenance produksi
painting dengan support foreman top coat yang mengontrol shower room
tersebut.
Methode
1. Dibuatkan rule proses TPM dan Dilakukan improve metoda cleaning catridge
dengan automatic cleaning dan buble cleaning.
Catridge robot merupakan salah satu equipment yang digunakan pada robot yang
berfungsi dalam proses spray material cat ke mobil. Untuk menjaga agar catridge
ini terjamin kebersihannya, maka dilakukan perbaikan dengan cara pembersihan
yang awalnya manual menjadi otomatis. Prosesnya dapat dilihat pada gambar
4.9.
Gambar 4.9 Cleaning Catridge Robot Oleh Thinner dan Udara
Environment
1. Covering dengan aluminium coil area gap ceiling filter dan dilakukan pergantian
ceiling filter dengan standar 6 bulan 1 kali pergantian.

48
Gap yang terdapat pada langit – langit di area top coat merupakan salah satu
faktor yang bisa menimbulkan flow out, oleh karena itu ditutupi area gap tersebut
menggunakan aluminium coil. Aliminium coil bisa di bersihkan melalui proses
pengelapan. Gambar ceiling ditutupi dengan aluminium coil dapat dilihat pada
gambar 4.10.
Gambar 4.10 Improvement Area Ceiling di Top Coat
2. Dilakukan cleaning area hanger spray gun setiap akhir proses dan waktu clening
diperpanjang sampai 25 menit.
Spary gun memiliki hanger yang berfungsi untuk tempat menggantung nya
equipment tersebut, tidak tertutup kemungkinan debu menempel pada hanger
tersebut. Untuk mengantisipasinya, dilakukan perbaikan dengan memperpanjang
waktu cleaning menjadi 25 menit agar proses pembersihan yang awalnya tidak
sempurna dapat disempurnakan.
3. Perubahan metoda covering lengan robot
Untuk menjaga keawetan robot yang berfungsi sebagai alat untuk mengecat
mobil secara otomatis, maka robot tersebut di cover menggunakan lembaran kain
khusus yang lentur dan pas digunakan pada body robot. Cover tersebut menjadi
sumber yang menghasilkan defect flow out pada mobil, maka pada lengan robot
ditambahkan semacam material yang bisa menangkap debu agar tidak jatuh ke
body mobil yang sedang di spray.

49
4. Covering area double door menggunakan green net
Double door merupakan area tempat keluar masuknya supply material dan part
ke painting, untuk meminimalisir kotoran dan debu yang berterbangan memasuki
area painting maka dilakukan covering area double door agar debu – debu bisa
diminimalisir.
5. Cleaning turn table, conveyor dan transfer lifter oleh maintenance
Turn table, conveyor, dan transfer lifter merupakan media yang berfungsi
mentransfer monil dari satu proses ke proses lain. Media ini sangat
mempengaruhi kualitas mobil yang di supply nya dikarenakan kotoran yang
menempel pada media tersebut bisa menempel pada mobil, terutama mobil yang
masih basah sebelum proses oven di top coat. Maintenance diberi tanggung
jawab untuk melakukan cleaning terhadap media tersebut setiap tidak adanya
proses produksi, lebih kurang 2 kali dalam satu bulan.
4.4 Analisis Hasil Pengolahan Data
4.4.1 Evaluasi Hasil ditinjau dari Biaya Repair
Perbaikan yang dilakukan sekitar empat bulan memiliki hasil nyata dengan
menurunnya defect flow out. Persentase penurunan defect flow out adalah sebagai
berikut :
0.021 – 0.01 x 100% = 52% 0.021 Penurunan defect flow out ini sebesar 52% yang dapat dilihat pada gambar 4.11.
Gambar 4.11 Penurunan defect flow out
50
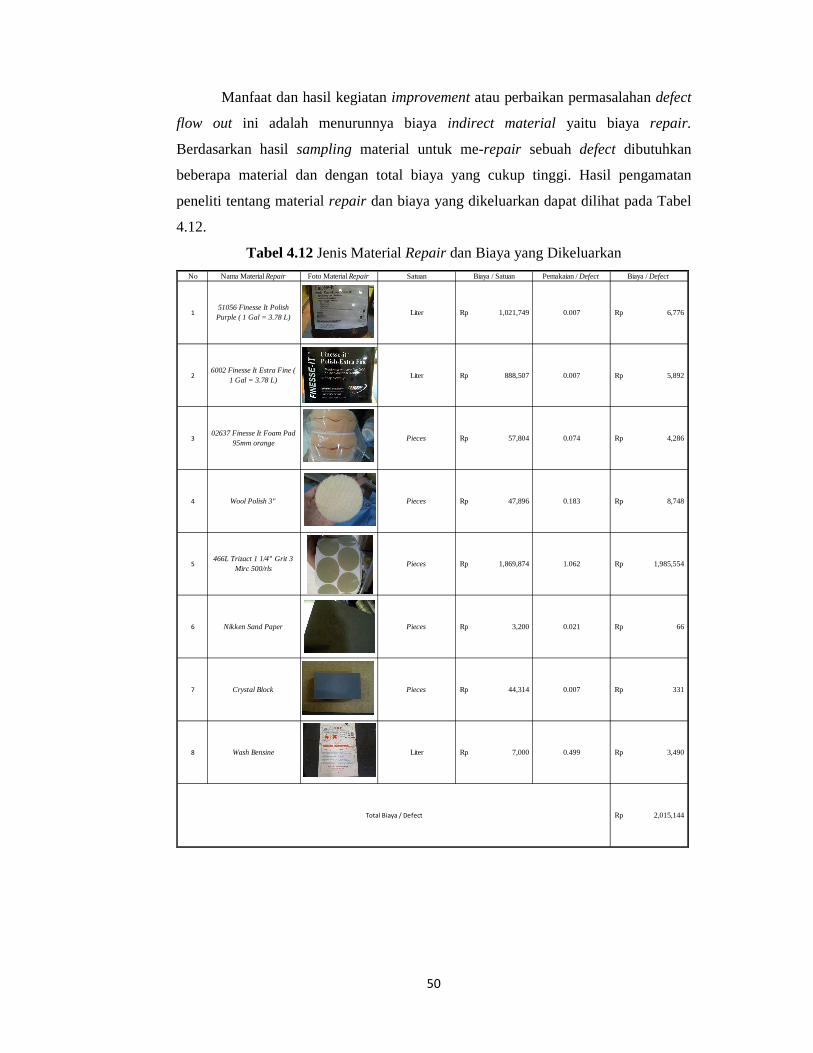
Manfaat dan hasil kegiatan improvement atau perbaikan permasalahan defect
flow out ini adalah menurunnya biaya indirect material yaitu biaya repair.
Berdasarkan hasil sampling material untuk me-repair sebuah defect dibutuhkan
beberapa material dan dengan total biaya yang cukup tinggi. Hasil pengamatan
peneliti tentang material repair dan biaya yang dikeluarkan dapat dilihat pada Tabel
4.12.
Tabel 4.12 Jenis Material Repair dan Biaya yang Dikeluarkan
No Nama Material Repair Foto Material Repair Satuan Biaya / Satuan Pemakaian / Defect Biaya / Defect
151056 Finesse It Polish Purple ( 1 Gal = 3.78 L)
Liter 1,021,749Rp 0.007 6,776Rp
26002 Finesse It Estra Fine (
1 Gal = 3.78 L)Liter 888,507Rp 0.007 5,892Rp
302637 Finesse It Foam Pad
95mm orangePieces 57,804Rp 0.074 4,286Rp
4 Wool Polish 3" Pieces 47,896Rp 0.183 8,748Rp
5466L Trizact 1 1/4" Grit 3
Mirc 500/rlsPieces 1,869,874Rp 1.062 1,985,554Rp
6 Nikken Sand Paper Pieces 3,200Rp 0.021 66Rp
7 Crystal Block Pieces 44,314Rp 0.007 331Rp
8 Wash Bensine Liter 7,000Rp 0.499 3,490Rp
2,015,144Rp Total Biaya / Defect

51
Jenis material repair yang digunakan untuk mengatasi sebuah defect atau
cacat cukup banyak, seperti yang terlihat dari tabel 4.12. Berdasarkan sampling
didapatkan pemakaian masing – masing material dan harga yang dikeluarkan per
masing – masing material. Total biaya yang dikeluarkan untuk melakukan perbaikan
terhadap satu defect adalah Rp 2.015.144. Berdasarkan penurunan defect maka total
material yang bisa dihemat dapat dilihat pada gambar 4.12
Gambar 4.12 Penurunan Biaya Repair Defect flow out
Penurunan dari biaya repair untuk tidak melakukan repair 0.011 defect
adalah Rp 22.167.
4.4.2 Standarisasi dan Rencana Pencegahan
Pada proses improvement atau perbaikan diperlukan standarisasi yang
berfungsi sebagai penopang roda PDCA agar tidak kembali ke proses sebelum
dilakukan perbaikan. Standarisasi yang digunakan adalah Standar Operating
Procedure (SOP) dan Working Instruction (WI). SOP merupakan standar – standar
yang sudah dibuatkan sebagai petunjuk bagi karyawan dalam melaksanakan sebuah
proses yang berkaitan dengan pekerjaan, sedangkan WI lebih mengarah kepada
perintah – perintah atau kebijaksanaan atasan dalam menunjang proses Imrovement

52
agar berjalan sesuai dengan rencana. Standarisasi proses perbaikan yang sudah
dilakukan pada proses mengurangi defect flow out proses painting dapat dilihat pada
tabel 4.13.
Tabel 4.13 Standarisasi Improvement proses Painting
No Faktor Item Improvement Standarisasi Tools
Kurang berpengalaman Dibuatkan target permanen ratio Work Instruction (WI) dengan target permanen ratio
Kurang mengikuti SOP memasuki area kerja Dibuatkan SOP Standard Operating Procedure (SOP)Kurang pelatihan dari leader atau foreman masalah kedisiplinan
Meeting sebelum produksi Work Instruction (WI) dari Supervisor
- Penggantian filter mesh #200 menjadi #300Work Instruction (WI)- Pencucian filter mesh Standard Operating Procedure (SOP)
Sludge materialDibuatkan SOP dan jadwal cleaning sludge material
Standard Operating Procedure (SOP)
- Dibuatkan standar equipment yang harus di cleaning
Work Instruction (WI)
- Dibuatkan SOP cleaning equipment
Shower room top coat tidak berfungsiMenunjuk PIC yang harus melakukan pengecekan shower room
Work Instruction (WI)
Konfirmasi methoda TPM Dibuatkan rule proses TPM Standard Operating Procedure (SOP)
Methoda TPM Catridge RobotDilakukan improve methoda cleaning catridge dengan automatic cleaning dan buble cleaning
Work Instruction (WI)
- Covering dengan aluminium coil area gap ceiling filter
Work Instruction (WI)
-Dilakukan pergantian ceiling filter dengan standar 6 bulan 1 kali pergantian
Work Instruction (WI)
Waktu cleaning area spray gun kurangDilakukan cleaning area hanger spray gun setiap akhir proses dan waktu clening diperpanjang sampai 25 menit
Work Instruction (WI)
Covering robot area lengan kurang maksimal sehingga masih berpotensi menyebabkan jatuhnya kotoran
Perubahan methoda covering lengan robot Work Instruction (WI)
Dust seed dari material aspal melalui double door
Covering area menggunakan green net Work Instruction (WI)
Rontokan kotoran dari turn table ED inspection
Cleaning turn table oleh maintenance Standard Operating Procedure (SOP)
Rontokan kotoran dari conveyor dan transfer lifter setelah top coat
Cleaning conveyor dan transfer lifter oleh maintenance
Standard Operating Procedure (SOP)
4 Mhetode
5 Environment
Rontokan kotoran dari ceiling filter
1 Man
2 MaterialKotoran dari cat dan pengaruh kondisi filter
3 Machines
Belum ada sistem yang standar untuk cleaning equipment produksi
4.3.8 Penetapan Rencana Berikut
Setelah menentukan solusi yang bisa diimplementasikan maka dipikirkan
cara untuk menetapkan rencana berikutnya. Pada penetapan rencana berikutnya dari
proses perbaikan yang sudah dilakukan, dilakukan evaluasi ulang untuk memastikan
bahwa implementasi solusi telah berjalan sesuai dengan baik. Target yang ditetapkan
belum sepenuhnya tercapai, actual dari proses perbaikan baru mengurangi defect flow
out sekitar 52%. Agar target bisa tercapai maka perlu dilakukan evaluasi lagi yang
bisa meningkatkan kualitas di jalur proses produksi painting.