analisis pengendalian kualitas pada prameter crude …
TRANSCRIPT

E-ISSN 5Jurnal Sains dan Teknologi Vol. XX No.X, September 201X
ANALISIS PENGENDALIAN KUALITAS PADA PRAMETER CRUDE
PALM OIL (CPO) MENGGGUNAKAN STATISTICAL PROCESS
CONTROL (SPC)
(Study kasus Di PT. Agro Wira Ligatsa (AWL )
.
Doni Afrianto, Ir. Gamindra Jauhari, MP, Tri Ernita, ST, MP
Program Studi Teknik Industri, Sekolah Tinggi Teknologi Industri Padang
Abstrak : Pengendalian kualitas pada produk yang baik merupakan persyaratan penting bagi
perusahaan untuk memperoleh daya saing produk di pasaran. Untuk menghadapi persaingan yang
sangat ketat ini. Setiap perusahaan dituntut untuk perlu melakukan pemeriksaan yang ketat terhadap
kualitas produk .PT. Agro Wira Ligatsa (AWL) adalah perusahaan yang bergerak dalam industri
manufaktur yang memproduksi minyak kelapa sawit. Permasalahan yang sering terjadi yaitu, produk
yang tidak memenuhi standar. Metode yang digunakan dalam penelitian ini menggunakan Statiscal
process Control, dengan alat bantu fishbone, Pareto, peta kendali X dan R dan perbaikan
menggunakan 5W +1 H. Dari hasil diperoleh pada pareto terlihat kerusakan yang terjadi di bagian
pengolahan kerusakan terbesar adalah adanya kadar ALB yang tinggi (91,68%), dan diikuti dengan
kadar air 7,8% dan kadar kotoran 0,52%. Dari hasil penelitian yang telah dilakukan didapati
kerusakan yang paling besar adalah adanya kadar ALB yang tinggi. %. Sedangkan untuk faktor yang
mempengaruhi penurunan mutu CPO berdasarkan fishbone diagram terdiri dari 5 faktor utama yaitu:
Material, manusia, mesin, metode dan lingkungan kerja.
.
Kata Kunci : Pengendalian Kualitas, fishbone, pareto peta kendali X dan R .
Abstract : Good quality control of products is an important requirement for companies to gain product
competitiveness in the market. To face this very tight competition. Every company is required to carry
out strict checks on the quality of .PT products. Agro Wira Ligatsa (AWL) is a company engaged in
the manufacturing industry that produces palm oil. Problems that often occur are, products that do
not meet standards. The method used in this study uses Statiscal Process Control, with a fishbone,
Pareto, control chart and and repair tools using 5W +1 H. From the results obtained in Pareto it
appears that the damage that occurs in the processing of the biggest damage is the presence of high
ALB levels ( 91.92%), and followed by water content of 7.52% and impurities content of 0.51%. From
the results of the research that has been done found the greatest damage is the presence of high ALB
levels. %. While for the factors that influence the decline in the quality of CPO based on fishbone
diagrams consist of 5 main factors, namely: Material, humans, machinery, methods and work
environment.
Keywords: Quality control, fishbone, pareto control map X and R .
1. PENDAHULUAN
Pada setiap perusahaan manufaktur
maupun jasa memiliki ketentuan masing
masing dalam menjalankan perusahaan.
begitu juga dengan PT. AWL perusahaan
ini menghasilkan dua jenis produk yaitu
Crude Palm Oil (CPO) dan Kernel (inti),
perusahaan ini juga memiliki ketentuan
ketentuan dalam proses operasi, dan
merupakan pabrik yang mengelola kelapa
sawit dengan metode dan aturan tertentu,
sehingga dapat menghasilkan CPO. Dalam
setiap proses pengolahan perusahaan selalu
mengutamakan kualitas dan selalu
mengoptimalkan jumlah CPO dan Kernel.
Salah satu sistem manajemen yang
ditetapkan untuk mendapatkan jumlah
E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September201X
CPO optimal adalah menekankan
pengawasan pada saat proses produksi
agar kandungan kadar asam lemak bebas,
kadar air dan kadar kotoran pada CPO
tidak melampaui batas kendali agar
kualitas CPO tetap terjaga pada
standarnya.
Pengendalian kualitas secara statistic
dilakukan menggunakan alat bantu statistic
yang terdapat pada statistical Process
Control (SPC). SPC merupakan metode
pengambilan keputusan secara analisis
yang memperlihatkan suatu proses berjalan
dengan baik atau. SPC digunakan untuk
mengukur kualitas sekarang dari produk
atau jasa dan mendeteksi apakah proses
barang atau jasa mengalami perubahan
yang akan mempengaruhi kualitas (Heizer
dan Render, 2005 dalam Kartika, 2013)
PT. AWL merupakan perusahaan yang
memproduksi Crude Palm Oil (CPO).
faktor faktor yang menentukan mutu CPO
itu adalah asam lemak bebas, kadar air dan
kadar kotoran, disamping itu juga
karakteristik mutu atau bentuk seperti
warna, kekentalan dll.
Dalam melakukan pengolahan kelapa
sawit mutu yang dihasilkan ternyata selalu
bervariasi dan sering tidak memenuhi
spesifikasi standar mutu yang ditetapkan
SNI (Standar nasional indonesia).
2. TINJAUAN PUSTAKA
2.1 Kualitas
Pengendalian Kualitas Menurut
(Gaspersz, 2011) adalah suatu aktivitas
yang berorientasi pada tindakan
pencegahan kerusakan, dan bukan
berpokus pada upaya untuk mendeteksi
kerusakan saja, sedangkan menurut
(Assauri, 1998) pengendalian kualitas
adalah suatu usaha untuk mempertahankan
mutu atau kualitas dari barang yang
dihasilkan agar sesuai dengan spesifikasi
produk yang telah ditetapkan berdasarkan
kebijakan pemimpin perusahaan.
Berdasarkan beberapa pengertian diatas
maka dapat disimpulkan bahwa
pengendalian kualitas adalah suatu
kegiatan atau usaha yang dilakukan dalam
rangka mencegah kerusakan atau
ketidaksesuaian kualitas sebagaimana yang
telah ditetapkan. Adanya pengendalian
kualitas diharapkan perusahaan dapat
meminimalisir terjadinya produk cacat
diluar batas yang diinginkan, sehingga
perusahaan dapat juga mempertahankan
kualitas dari produk yang dihasilkan.
2.2 Statistical Process Ccontrol (SPC)
statistik adalah seni pengambilan
keputuisan tentang suatu proses atau
populasi berdasarkan suatu analisis
informasi yang terkandung didalam suatu
sampel dari populasi itu. Metode statistik
memainkan peranan penting dalam
jaminan kualitas. Statistical Process
Control (SPC) merupakan metode
pengambilan keputusan secara analitis
yang memperlihatkan suatu proses berjalan
dengan baik atau tidak. SPC digunakan
untuk memantau konsistensi proses yang
digunakan untuk pembuatan produk yang
dirancang dengan tujuan mendapatkan
proses yang terkontrol (Yuri. 2013). SPC
digunakan untuk mengukur kualitas
sekarang dari produk atau jasa dan
mendeteksi apakah proses barang atau jasa
mengalami perubahan yang akan
mempengaruhi kualitas. Metode statistik
ini memberikan cara cara pokok dalam
pengambilan sampel produk, pengujian
serta evaluasinya dan informasi didalam
data digunakan untuk mengandalikam dan
meningkatkan proses pembauatan,
Lagipula statistik adalah bahasa yang
digunakan oleh insinyur pengembangan,
pembuatan, pengusahaan, manajemen,dan
komponen komponen fungsional bisnis
yang lain untuk berkomunikasi tentang
kualitas, menurut Montgoment dalam
artikel (Alfin, Daniel, dkk 2008).
3. METODE PENELITIAN
3.1 Tempat dan Waktu Penelitian
Dalam pelaksanaan penelitian ini,
pengambilan data dilakukan di PT.Agro
Wira Ligatsa ( AWL ) Pabrik ini terletak
di Jorong Simpang Tiga Alin, Nagari

E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September 201X
Muara Kiawai, Kec Gunung Tuleh, Kab.
Pasaman Barat, Provinsi Sumatra Barat.
Sedangkan untuk waktu penelitian
dilaksanakan pada bulan juni 2019.
4.HASIL DAN PEMBAHASAN
Tebel. 1 Tabel 4.1 ALB, Kadar Air dan
Kadar Kotoran Bulan Mai 2019
No Tanggal Sampel ALB
%
Kadar
Air %
Kadar
Kotoran
%
1 01 Mei 7 3.2 0.28
0.021
2 02 Mei 7 3.22 0.28
0.019
3 03 Mei 7 3.3 0.26
0.019
4 04 Mei 7 3.23 0.29
0.018
5 05 Mei 7 3.58 0.28
0.018
6 06 Mei 7 3.21 0.27
0.018
7 07 Mei 7 3.46 0.27
0.019
8 08 Mei 7
3.06 0.29
0.019
9 09 Mei 7 3.07 0.29 0.021
10 10 Mei 7 3.1 0.24
0.018
11 11 Mei 7 3.1 0.28 0.019
12 12 Mei 7
3.33 0.27 0.019
13 13 Mei 7 3.19 0.27 0.018
14 14 Mei 7 3.32 0.28 0.019
15 15 Mei 7 3.33 0.26 0.018
16 16 Mei 7 3.05 0.26 0.018
17 17 Mei 7 3.38 0.29 0.019
18 18 Mei 7 3.38 0.28 0.019
19 19 Mai 7 3.62 0.28 0.018
20 20 Mei 7 3.63 0.29 0.018
21 21 Mei 7 3.29 0.27 0.019
22 22 Mei 7 3.57 0.29 0.019
23 23 Mei 7 3.5 0.24 0.018
24 24 Mei 7 3.6 0.28 0.018
25 25 Mei 7
3.63 0.27 0.018
26 26 Mei 7 3.5 0.29 0.018
27 27 Mei 7 3.34 0.24 0.019
28 28 Mei 7 3.63 0.28 0.019
29 29 Mei 7
3.57 0.27 0.019
30 30 Mai 7 3.33 0.27 0.018
Jumlah 96.98 8.24 0.56
Rata2 3.36 0.27 0.018
Tabel 2 Standar Standar Mutu CPO
Menurut SNI
No Kategori Persen %
1 Asan lemak
bebas
2.5% - 3.0%
2 Kadar air 0,05% - 0.15%
3 Kadar kotoran 0.01% - 0,020%
Dari tabel 4.1 di atas dibandingkan dengan
standar mutu menurut SNI maka secara
rata-rata terdapat kadar Asam Lemak
Bebas (ALB) lebih dari 3.0 %, kadar air
lebih dari 0.15 %. dan kadar kotoran lebih
dari 0.020 %. Maka perlu dilakukan
pengolahan data agar dapat menyelesaikan
permasalahan tentang penurunan kualitas
produk CPO
Analisis Masalah Menggunakan
Fishabone pada tingginya variabel ALB
Gambar 1 Diagram fishbone ALB
E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September201X
Dari gambar 4.1 di atas, dapat diketahui
bahwa tingginya ALB pada CPO itu di
sebabkan oleh faktor -faktor material
seperti lamanya buah di loading ramp dan
kualitas buah tidak sesuai, SDM seperti
kurang terampil dan lelah, metode seperti
penjadwalan pemeriksaan tidak teratur,
mesin seperti kurang perawatan dan
pengaturan suhu mesin COT dan CST dan
lingkungan seperti lokasi kotor
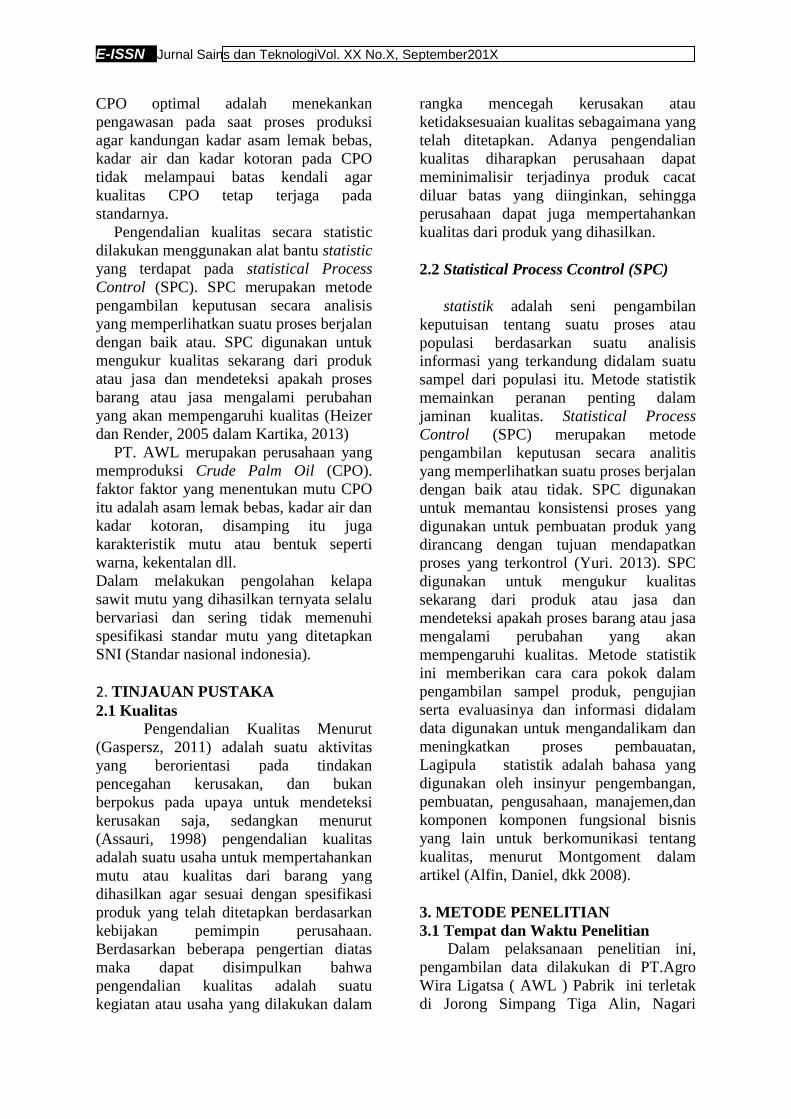
Analisis Masalah Menggunakan
Fishabone pada tingginya variabel
kadar air.
Gambar 2 Diagram fishbone Kadar Air
Dari gambar 4.2 di atas, dapat diketahui
bahwa tingginya kadar air pada CPO itu di
sebabkan oleh faktor -faktor material
seperti buah terlalu matang SDM seperti
lelah dan kurang pengawan, metode seperti
pemisahaan kadar air dan kotoran uidak
sempurna, mesin seperti vakum dryer
rtidak sempurna dan kurang perawatan dan
lingkungan seperti cuaca yang buruk.
Analisis Masalah Menggunakan
Fishabone pada tingginya varoabel
kadar kotoran
Gambar 3 Diagram fishbone Kadar
Kotoran
Dari gambar 4.3 di atas, dapat diketahui
bahwa tingginya kadar kotora pada CPO
itu di sebabkan oleh faktor -faktor
material seperti buah tidak bersih SDM
seperti kurang teliti dan lelah, metode
seperti penyaringan minyak dan kotoran
tidak sempurna, mesin seperti kebersihan
peralatan dan lingkungan seperti lokasi
yang kotor.
Mengetahui Kerusakan yang Dominan
Dari ALB, Kadar Air dan Kadar
Kotoran pada Cpo Menggunakan
Pareto
Tabel 3 Rekapitulasi Persentase
Kerusakan No Jenis
Kerusakan Kerusakan Persentase Persentase
Kumulatif
1 Asam lemak
bebas
96,89 91.68 91.68
2 Kadar air 8,24 7,8 99.48
3 Kadar kotoran
0,56 0.52 100

E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September 201X
Rekapitulasi Persentase cacat dapat
dilihat di bawah ini, yaitu:
1. Asam lemak bebas (ALB)
= 96,89 ÷ 105,69 × 100%
= 91,68
2. Kadar air
= 8,24 ÷ 105,69 × 100%
= 7,8
3. Kadar kotoran
= 0.56 ÷ 105,69 × 100%
= 0.52
Hasil Rekapitulasi di atas dapat
digambarkan pada diagram Pareto seperti
dibawah ini.
Gambar 4 Diagram Pareto Persentase
ALB, Kadar Air dan Kadar Kotoran
Dari gambar 4.4 Pareto diatas
diketahui kerusakan dominan terjadi
adalah kadar ALB dengan persentase
kerusakan tertinggi 91,68%, di ikuti kadar
air sebesar 7,8% dan kadar kotoran sebesar
0,52%
Menentukan Kadar ALB Dalam Batas
Kendali atau Tidak
Kadar ALB Dalam Batas Kendali atau
Tidak
Tabel 4 ALB
No X1 X2 X3 X4 X5 X6
X7
1 2.86 3.31 3.27 3.31 3.24 3.32 3.1 3.2 0.46
2 3.15 .7 2.96 2.93 3.91 3 2.89 3.22 0.81
3 3.38 3.18 3.31 3.12 3.2 3.35 3.55 3.3 0.43
4 2.87 3.61 3.43 3.21 2.79 3.9 2.77 3.23 1.13
5 3.86 4.17 3.59 3.56 3.65 3.59 2.65 3.58 1
6 3.48 3.45 3.12 3.09 2.78 3.42 3.16 3.21 0.7
7 3.24 3.46 2.71 4 3.57 3.14 4.11 3.46 1.4
8 3.07 3.01 3.05 3.07 3.05 3.08 3.08 3.06 0.07
9 2.87 2.81 3.16 2.73 2.85 2.84 3.24 3.07 1.08
10 3.46 3.65 3.23 2.91 3.24 2.81 2.77 3.1 0.88
11 2.97 3.09 3.09 2.99 3.19 3.18 3.12 3.1 0.27
12 3.09 3.59 3.68 3.55 3.47 3 3.21 3.33 0.59
13 3.34 3.43 2.89 3.49 2.88 2.88 2.84 3.19 0.65
14 4.22 3.69 3.14 3.04 3.33 3.21 3.04 3.32 1.34
15 3.2 2.94 3.47 4.28 3.07 3.15 2.96 3.33 1.34
16 2.96 3.13 3.05 3.05 3.19 3.02 3.07 3.05 0.17
17 3.11 3.42 3.68 3.05 3.35 3.66 3.19 3.38 0.57
18 3.46 3.56 3.71 3.43 3.19 2.96 2.95 3.38 0.76
19 4.36 3.43 3.52 3.69 3.35 3.45 3.7 3.62 0.95
20 3.51 3.73 3.76 3.45 3.63 3.7 3.62 3.63 0.31
21 3.34 3.07 3.39 3.45 3.39 3.35 3.09 3.29 0.3
22 2.91 4.02 4.21 3.37 3.41 3.63 3.5 3.57 1.3
23 3.71 4.21 3.61 3.43 3.57 2.88 3.09 3.5 1.33
24 3.6 3.93 4.37 3.63 2.94 3.42 3.34 3.6 1.43
25 3.45 3.71 3.79 3.71 3.64 3.6 3.44 3.63 0.34
26 3.79 3.29 3.37 3.6 3.44 3.52 3.53 3.5 0.5
27 3.57 3.65 3.29 3.46 3.39 3.24 3.41 3.34 0.41
28 3.51 3.73 3.76 3.45 3.63 3.7 3.62 3.63 0.31
29 2.91 4.02 4.21 3.37 3.41 3.63 3.5 3.57 1.3
30 3.2 2.94 3.47 4.28 3.07 3.15 2.96 3.33 1.34
Jumlah
96,89 23.6
Rata2 3.36 0.78
91,68
7,8 0,52
91,61
99,48 100
0
10
20
30
40
50
60
70
80
90
100
0
25
50
75
100
ALB Kadar air Kadarkotoran
F
r
e
k
u
e
n
s
i
X R

E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September201X
Dari dabel 4.4 di atas diketahui nilai
rata-rata X = 3.36 dan nilai rata-rata R =
0.78. Selanjutnya menentukan apakah
ALB berada dalam batas kendali atau tidak
menggunakan peta kendali X dan R
sebagai berikut :
1. Peta X ( X – Chart)
BKA = X + A2 × R
CL = X
BKB = X – A2 × R
BKA = 3,36 + 0.419 × 0,78
= 3,69
CL = 3,36
BKB = 3,36 - 0,419 × 0,78
= 3,03
2. Peta R ( R – Chart
BKA = D4 × R
CL = R
BKB = D3 × R
BKA = 1,92 × 0.78
= 1,50
CL = 0,78
BKB = 0,08 × 0,78
= 0,06
Dari hasil perhitungan di atas dapat
digambarkan peta kendali X dan R yang
tertera pada gambar 5 dan gambar 6.
Gambar 5 Peta Kendali X ( ALB )
Pada gambar peta kendali X ALB
terdapat 30 sub group, dan setelah
dilakuikan pengolahan menggunkan peta
kendali X semua sub group berada dalam
batas kendali.
Gambar 6 Peta Kendali R (ALB )
Pada gambar peta kendali R ALB
terdapat 30 sub group, dan setelah
dilakukan pengolahan menggunkan peta
kendali x semua sub group berada dalam
batas kendali.
Pada peta kendali X dan R diatas
tidak ada data yang Out Of Kontrol.
Capability process dapat dihitung dengan
mencari simpangan baku.
R
X
–
X
BKA = 3.69
BKB = 3.03
CL = 3,36
3
3,1
3,2
3,3
3,4
3,5
3,6
3,7
3,8
1 4 7 10 13 16 19 22 25 28
R
ATA
RA
TA
BKA = 1.50
CL= 0.78
BKB= 0.06 0,05
0,35
0,65
0,95
1,25
1 4 7 10 13 16 19 22 25 28
RA
NG
E
E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September 201X
–
X X
= –
Berdasarkan ukuran indeks kerja,
dapat diketahui bahwa CPK, CP < 1.33
menunjukkan bahwa proses rendah dan
tidak mampu memenuhi spesifikasi.
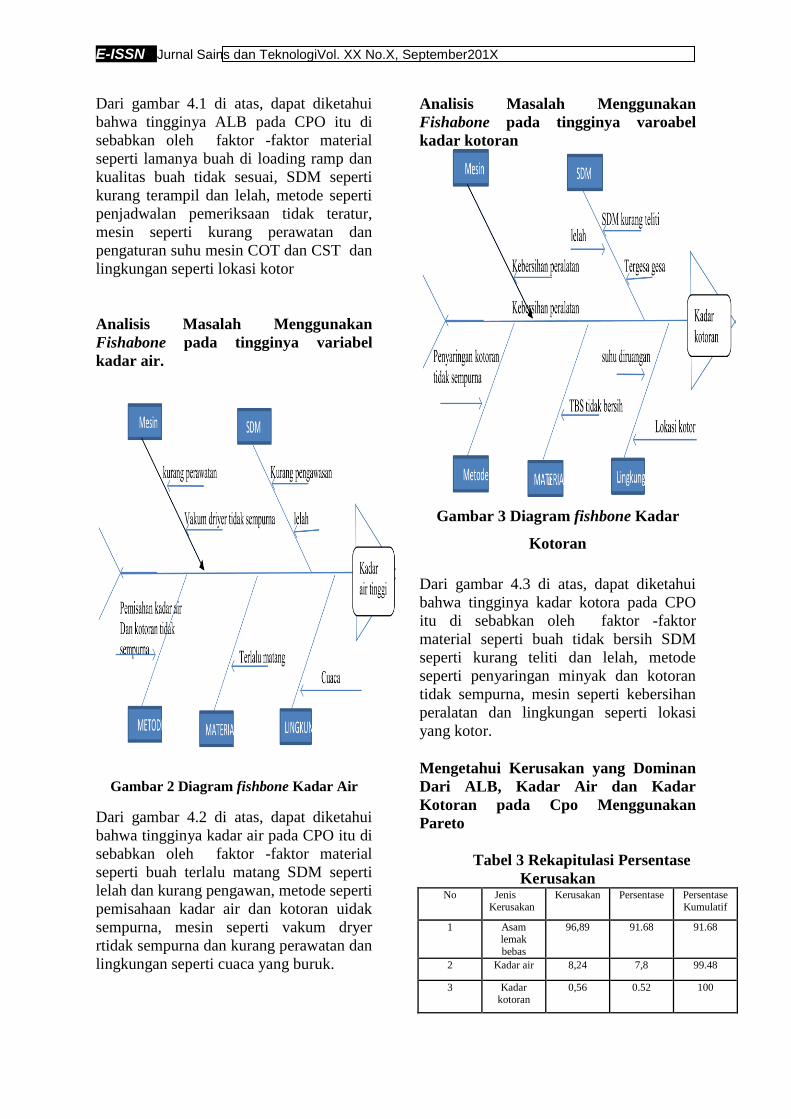
Menentukan Kadar Air Dalam Batas
Kendali atau Tidak
Tabel 5 Kadar Air
No X1 X2 X3 X4 X5 X6 X7
1 0.16 0.16 0.1
8
0.14 0.1
8
0.1
5
0.15 0.2
8
0.0
4
2 0.18 0.17 0.1
7
0.13 0.1
7
0.1
5
0.17 0.2
8
0.0
5
3 0.15 0.15 0.1
6
0.12 0.1
6
0.1
5
0.15 0.2
6
0.0
4
4 0.18 0.17 0.1
8
0.16 0.1
7
0.1
6
0.17 0.2
9
0.0
2
5 0.15 0.15 0.1
8
0.16 0.1
8
0.1
8
0.17 0.2
8
0.0
3
6 0.18 0.14 0.1
2
0.17 0.1
5
0.1
7
0.15 0.2
7
0.0
6
7 0.16 0.14 0.1
3
0.17 0.1
5
0.1
7
0.17 0.2
7
0.0
5
8 0.17 0.17 0.1
6
0.17 0.1
8
0.1
6
0.17 0.2
9
0.0
3
9 0.19 0.18 0.1
7
0.17 0.1
3
0.1
7
0.14 0.2
9
0.0
5
10 0.14 0.13 0.1
3
0.14 0.1
3
0.1
5
0.14 0.2
4
0.0
2
11 0.18 0.15 0.1
4
0.17 0.1
6
0.1
6
0.15 0.2
8
0.0
5
12 0.17 0.16 0.1
5
0.15 0.1
6
0.1
6
0.15 0.2
7
0.0
2
13 0.16 0.15 0.1
6
0.16 0.1
5
0.1
5
0.15 0.2
7
0.8
2
14 0.15 0.16 0.1
8
0.17 0.1
7
0.1
3
0.17 0.2
8
0.0
1
15 0.14 0.13 0.14
0.12 0.17
0.15
0.17 0.26
0.05
16 0.14 0.14 0.1
4
0.13 0.1
7
0.1
5
0.17 0.2
6
0.0
5
17 0.15 0.16 0.19
0.18 0.17
0.17
0.13 0.29
0.05
18 0.18 0.15 0.1
4
0.17 0.1
6
0.1
6
0.15 0.2
8
0.0
5
19 0.17 0.17 0.16
0.17 0.18
0.16
0.17 0.28
0.03
20 0.16 0.17 0.1
8
0.16 0.1
7
0.1
4
0.17 0.2
9
0.0
5
21 0.17 0.17 0.1
6
0.17 0.1
8
0.1
6
0.17 0.2
7
0.0
3
22 0.19 0.18 0.17
0.17 0.13
0.17
0.14 0.29
0.05
23 0.14 0.13 0.1
3
0.14 0.1
3
0.1
5
0.14 0.2
4
0.0
2
24 0.18 0.15 0.14
0.17 0.16
0.16
0.15 0.28
0.05
25 0.17 0.16 0.1
5
0.15 0.1
6
0.1
6
0.15 0.2
7
0.0
2
26 0.19 0.18 0.17
0.17 0.13
0.17
0.14 0.29
0.05
27 0.14 0.13 0.1
3
0.14 0.1
3
0.1
5
0.14 0.2
4
0.0
2
28 0.18 0.15 0.1
4
0.17 0.1
6
0.1
6
0.15 0.2
8
0.0
5
29 0.17 0.16 0.15
0.15 0.16
0.16
0.15 0.27
0.02
30 0.16 0.15 0.1
6
0.16 0.1
5
0.1
5
0.15 0.2
7
0.0
1
Jum
lah
8.2
4
1.8
Rat
a2
0.2
7
0.1
Pada tabel 4.5 diketahui nilai rata-rata X
= 0.27 dan nilai rata-rata R = 0.061.
Selanjutnya menentukan apakah kadar air
berada dalam batas kendali atau tidak
menggunakan peta kendali X dan R
sebagai berikut :
1. Peta X ( X – Chart)
BKA = X + A2 × R
CL = X
BKB = X – A2 R
BKA = 0.27 + 0,419 × 0,061
= 0,30
CL = 0,27
BKB = 0,27 – 0.419 × 0,061
= 0.24
2. Peta R ( R – Chart )
BKA = D4 – R
CL = R
BKB = D3 – R
BKA = 1,92 × 0,061
= 0,117
CL = 0,061
BKB = 0.08 × 0.061
= 0,005
Dari hasil perhitungan di atas dapat
digambarkan peta kendali X dan R yang
tertera pada gambar 4.7 dan gambar 4.8.
X R
E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September201X
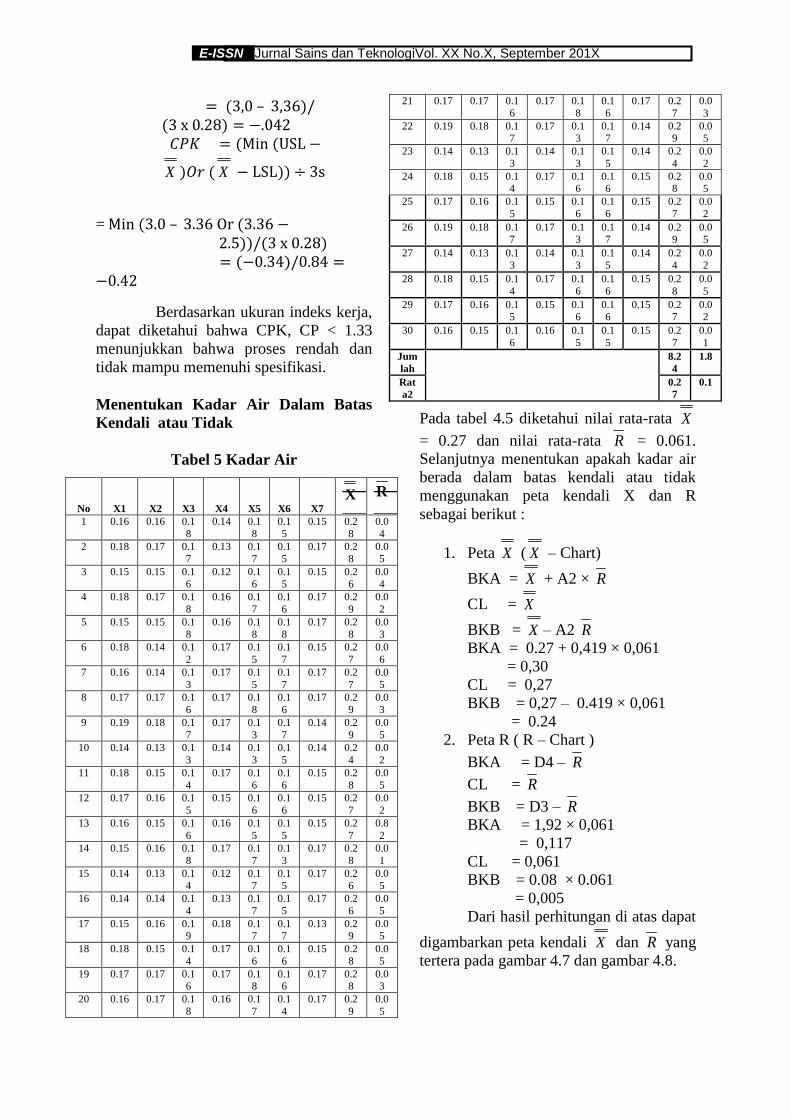
Gambar 7 Peta Kendali X
Kadar Air
Pada gambar peta kendali X kadar air
terdapat 30 sub group, dan setelah
dilakukan pengolahan menggunakan peta
kendali X semua sub group berada dalam
batas kendali.
Gambar 4.8 Peta Kendali R Kadar Air
Gambar 8 Peta Kendali R Kadar Air
Pada gambar peta kendali R kadar
air terdapat 30 sub group, dan setelah
dilakukan pengolahan menggunakan peta
kendali R semua sub group berada dalam
batas kendali.
Pada peta kendali X dan diatas
tidak ada data yang Out Of Kontrol.
Capability process dapat dihitung dengan
mencari simpangan baku.
R
X
–
X
– 18
X X
–
Berdasarkan ukuran indeks kerja,
dapat diketahui bahwa CPK, CP < 1.33
menunjukkan bahwa proses rendah dan
tidak mampu memenuhi spesifikasi.
Menentukan kadar kotoran dalam
batas kendali atau tidak .
No X1 X2 X3 X4 X5 X6 X7 X R
1 0.02 0.023 0.02
1
0.02 0.022 0.02 0.019 0.02
1
0.004
2 0.017 0.018 0.02 0.02 0.018 0.02 0.021 0.01
9
0.004
3 0.021 0.018 0.01
9
0.02 0.019 0.02 0.019 0.01
9
0.003
4 0.017 0.018 0.02 0.02 0.018 0.02 0.019 0.01
8
0.004
BKA=0.3
CL= 0.27
BKB= 0.24
0,23
0,24
0,25
0,26
0,27
0,28
0,29
0,3
1 4 7 10 13 16 19 22 25 28
RA
TA-R
ATA
BKA= 0.117
CL= 0.061
BKB=0.005 0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
1 4 7 10 13 16 19 22 25 28
RA
NG
E
E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September 201X
5 0.017 0.018 0.02 0.02 0.018 0.02 0.017 0.01
8
0.004
6 0.017 0.018 0.02 0.02 0.018 0.02 0.017 0.01
8
0.004
7 0.022 0.018 0.02
1
0.02 0.016 0.02 0.019 0.01
9
0.006
8 0.022 0.022 0.02 0.02 0.017 0.02 0.017 0.01
9
0.005
9 0.023 0.021 0.02
2
0.02 0.02 0.02 0.021 0.02
1
0.003
10 0.018 0.02 0.01
6
0.02 0.018 0.02 0.02 0.01
8
0.004
11 0.016 0.019 0.01
9
0.02 0.021 0.02 0.019 0.01
9
0.005
12 0.018 0.02 0.01
6
0.02 0.02 0.02 0.02 0.01
9
0.004
13 0.017 0.016 0.01
9
0.02 0.017 0.02 0.016 0.01
7
0.003
14 0.017 0.018 0.02 0.02 0.018 0.02 0.017 0.01
8
0.003
15 0.022 0.018 0.02
1
0.02 0.016 0.02 0.019 0.01
9
0.006
16 0.016 0.022 0.02 0.02 0.017 0.02 0.017 0.01
8
0.006
17 0.017 0.018 0.02 0.02 0.018 0.02 0.017 0.01
8
0.004
18 0.022 0.018 0.02
1
0.02 0.016 0.02 0.019 0.01
9
0.006
19 0.021 0.018 0.01
9
0.02 0.019 0.02 0.019 0.01
9
0.003
20 0.017 0.018 0.02 0.02 0.018 0.02 0.019 0.01
8
0.004
21 0.017 0.018 0.02 0.02 0.018 0.02 0.017 0.01
8
0.003
22 0.022 0.018 0.02
1
0.02 0.016 0.02 0.019 0.01
9
0.006
23 0.022 0.022 0.02 0.02 0.017 0.02 0.017 0.01
9
0.005
24 0.017 0.018 0.02
1
0.02 0.018 0.02 0.017 0.01
8
0.005
25 0.022 0.018 0.01
8
0.02 0.016 0.02 0.018 0.01
8
0.005
26 0.016 0.022 0.02 0.02 0.017 0.02 0.017 0.01
8
0.005
27 0.017 0.018 0.02 0.02 0.018 0.02 0.017 0.01
8
0.004
28 0.022 0.018 0.02
1
0.02 0.016 0.02 0.019 0.01
9
0.005
29 0.021 0.018 0.01
9
0.02 0.019 0.02 0.019 0.01
9
0.003
30 0.019 0.019 0.02 0.02 0.016 0.02 0.02 0.01
9
0.004
Jumlah 0.55
9
0.126
Rat
a2
0.
0
2
0.0
04
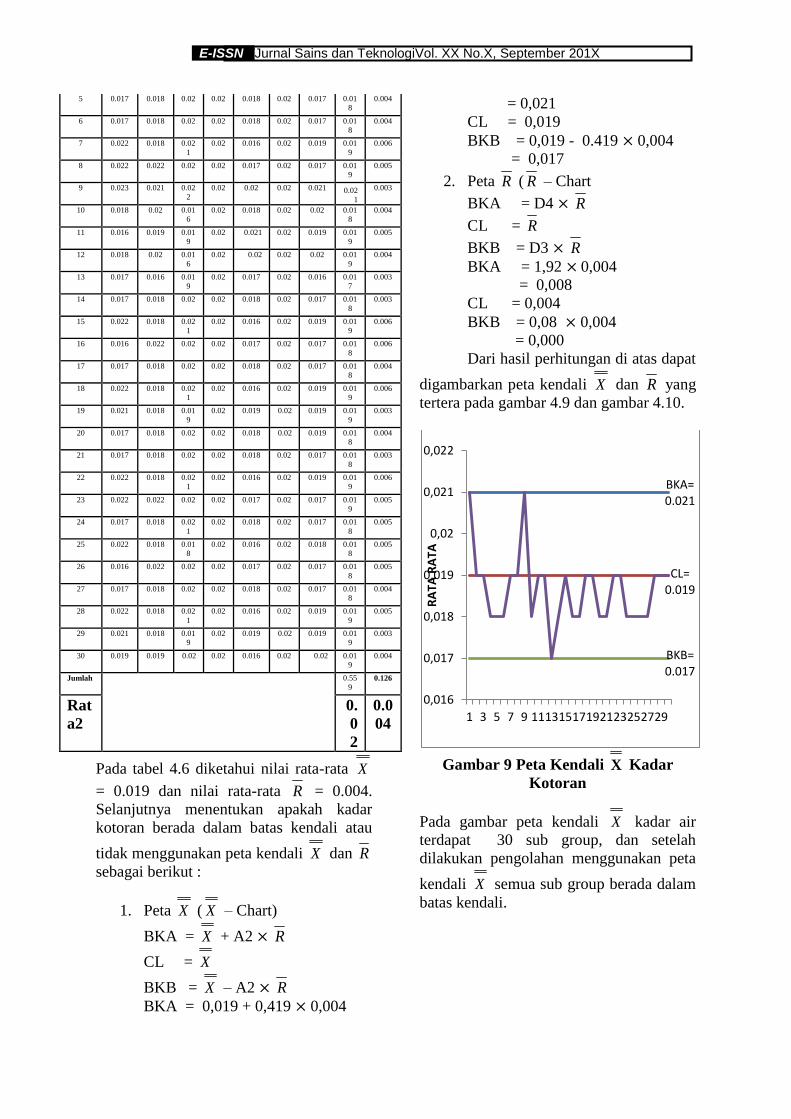
Pada tabel 4.6 diketahui nilai rata-rata X
= 0.019 dan nilai rata-rata R = 0.004.
Selanjutnya menentukan apakah kadar
kotoran berada dalam batas kendali atau
tidak menggunakan peta kendali X dan R
sebagai berikut :
1. Peta X ( X – Chart)
BKA = X + A2 R
CL = X
BKB = X – A2 R
BKA = 0,019 + 0,419 0,004
= 0,021
CL = 0,019
BKB = 0,019 - 0.419 0,004
= 0,017
2. Peta R ( R – Chart
BKA = D4 R
CL = R
BKB = D3 R
BKA = 1,92 0,004
= 0,008
CL = 0,004
BKB = 0,08 0,004
= 0,000
Dari hasil perhitungan di atas dapat
digambarkan peta kendali X dan R yang
tertera pada gambar 4.9 dan gambar 4.10.
Gambar 9 Peta Kendali X Kadar
Kotoran
Pada gambar peta kendali X kadar air
terdapat 30 sub group, dan setelah
dilakukan pengolahan menggunakan peta
kendali X semua sub group berada dalam
batas kendali.
BKA= 0.021
BKB= 0.017
CL= 0.019
0,016
0,017
0,018
0,019
0,02
0,021
0,022
1 3 5 7 9 11131517192123252729
RA
TA R
ATA

E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September201X
Gambar 10 Peta Kendali R Kadar
Kotoran
Pada gambar peta kendali R kadar
kotoran terdapat 30 sub group, dan setelah
dilakukan pengolahan menggunakan peta
kendali R semua sub group berada dalam
batas kendali
Pada peta kendali X dan R diatas
tidak ada data yang Out Of Kontrol.
Capability process dapat dihitung dengan
mencari simpangan baku.
R
X
–
X
– 33
X X
–
berdasarkankan ukuran indeks
kerja, dapat diketahui bahwa CP 1.6
menunjukkan CP > 1.33, sedangkan
menunjukkan bahwa proses sangat baik,
sedangkan CPK <1 menunjukkan proses
rendah dan tidak mampu memenuhi
spesifikasi.
Rencana Perbaikan Menggunakan 5 W
+ 1 H pada ALB
Adapun rencana perbaikan 5W + 1 H pada
ALB adalah pada material menghindari
penumpukan terlalu lama pada loading
ramp dengan melakukan proses
pengolahan secara cepat dan sesuai dengan
first it first out, kualitas dari TBS saat
sortasi diperhatikan dengan cara perlu
pengwasan pada saat sortasi dan membuat
syarat atau kriteria buah yang di terima,
pada SDM meningkatkan keterampilan
kerja para pekerja dengan cara melalukan
pelatihan kerja unruk para kerja secara
berskala, optimalkan perawatan pada
mesin dengan cara membuat jadwal
perawatannya kepada maintenance,
menyesuaikan suhu pada mesin COT dan
CST dengan cara mengatur dan menjaga
supaya suhu berada pada sekitar 90-95C,
pada metode penjadwalan pemeriksaan
(inspeksi) secara teratur dengan cara
membuat waktu jadwal pemeriksaan CPO
yang teratur dan dengan teliti, dan pada
lingkungan, menjaga kebersihan area
pabrik dengan cara membuang sampah
sisa-sisa ampas produksi dan membuat
kolam limbah
Rencana Perbaikan Menggunakan 5 W
+ 1 H pada Kadar Air
BKA= 0.008
BKB= 0.000
CL= 0.004
0
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0,009
1 3 5 7 9 11131517192123252729
RA
NG
E

E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September 201X
Adapun rencana perbaikan 5W + 1 H pada
kadar air adalah kualitas dari TBS
diperhatikan saat sortasi, dengan cara
melakukan pengawasan pada saat sortasi
dan membuat syarat atau kriteria buah
yang di terima, pada SDM memberikan
pengawasan kepada para pekerja, dengan
cara mengawasi seluruh pekerja pada saat
produksi dan memberikan sanksi kepada
pekerja yang main-main, mengurangi
kelelahan para pekerja, dengan cara
mengurangi waktu kerja yang panjang dan
memamfaatkan waktu istirahat dengan
baik, optimalkan perawatan pada mesin
dengan cara membuat jadwal
perawatannya kepada maintenance,
menyempurnakan pengeringan air pada
vakum dryer, dengan cara mengatur dan
menjaga pengeringan air pada vakum dryer
dan mengganti peralatan yang rusak, dan
pada metode pemisahan kadar air dan
kotoran lebih sempurnakan, dengan cara
lebih memperhatikan pemisahan air dan
kotoran pada minyak dan mengganti
peralatan yang sudah rusak.
Rencana Perbaikan Menggunakan 5 W
+ 1 H pada Kadar Kotoran
adapun rencana perbaikan 5W + 1 H pada
kadar kotoran adalah kualitas dari TBS
diperhatikan dengan cara membersihkan
area loading ramp dan membuat syarat
atau kriteria buah yang di terima, pekerja
harus lebih teliti dalam bekerja dengan
cara memberikan nasehat kepada pekerja
agar lebih teliti dan disiplin dalam bekerja,
mengurangi kelelahan kerja, dengan cara
mengurangi waktu kerja yang panjang dan
memamfaatkan waktu istirahat dengan
baik, membersihkan peralatan-peralatan
mesin dengan cara melakukan perawatan
dan membersihkan ampas-ampas sisa
produksi, pada metode sempurnakan
pemisahan kadar kotoran dan minyak,
dengan cara lebih memperhatikan proses
pemisahan kotoran pada minyak dan
mengganti peralatan yang sudah rusak dan
menjaga kebersihan lingkungan area
pabrik caranya membuang sampah sisa-
sisa ampas produksi dan membuat kolam
limbah.
5. Kesimpulan
1. Adapun fakto-faktor penyebab
terjadinya penurunan pada CPO sebagai
berikut :
a. Kadar ALB terlalu tinggi
melebihi standar
perusahaan, ini sebabkan
oleh material, SDM, mesin,
metode dan lingkungan.
b. Kadar air terlalu tingggi
melebihi standar
perusahaan ini di sebabkan
oleh faktor material, SDM,
mesin dan metode
2. Faktor dominan yang mempengaruhi
penurunan mutu CPO adalah variabel
ALB yaitu sebesar 91.964%.
3. Variable ALB, kadar air dan kadar
kotoran mengugunakan peta kendali X
dan R diketahui masih berada dalam batas
kendali tidak ada sampel yang keluar dari
garfik control BTS dan BTA.
Nilai proses kapabilitas (CP) untuk kadar
ALB sebesar 0.29, kadar air sebesar 0.75
dan untuk kadar kotoran sebesar 1.6
4. Dimana tindakan perbaikan pada
tingginya ALB, Kadar air dan kadar
kotoran bisa menggunakan 5 W + 1 H
dimana tindakan perbaikannya bisa
dimulai dari perbaikan material, SDM,
mesin, metode dan lingkungan
DAFTAR KEPUSTAKAAN
Assauri, Sofjan, 1998. Manajemen
Operasi Dan Produksi. Jakarta.
Daniel, Alifin, Jurnal Quality
Engineering,
http://qualityengineering,wordpress.co
m/2018/06/29. statistical-prosess-
control-spc/. 2008
E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September201X
Devani Vera, Fitri Wahyuni, 2016.
Pengendalian Kertas Dengan
Menggunakan Statistical Process
Control (SPC) DI Paper Macvhine
3. jurnal teknik industry. Vol.15 (2),
Des 2016, 87 – 93
Ervil Riko, dkk. Buku Panduan
Penulisan Dan Ujian Skripsi.
STTIND Padang. Padang. 2014.
Gaspers.2005.Total Quality
Management.: PT. Gramedia
Pustaka Utama. Jakarta.
Handes Dicki, Dkk. 2013. Statistical
Quality Control (SQC) Pada Proses
Produksi Produk “E” Di PT DYN,
TBK. Jurnal Teknik Industri. Vol.
14 No.2, Oktober 2013: 177-186.
Hitoshi, kume. 1988. Metode Statistic
Untuk Meningkatkan Mutu.
Penerbit pt. Mediyana Sarana
Perkasa. Jakarta.
Heizer, J.; Render, B. 2005. Manajemen
Operasi. Edisi 7. Jakarta: Salemba
Empat.
Kartika. 2013. Analisis Pengendalian
Kualitas Produk CPE Film
Dengan Metode Statistical Process
Control pada PT. MSI. Jurnal
Ilmiah Teknik Industri. Vol. 1 (1),
pp.: 50-58.
Kataran, S. 1986. Pengantar teknologi
Minyak dan Lemak Pangan.
Cetakan Pertama Universitas
Indonesai. Jakarta.
Kusumo, Ryo. Artikel belajar tentang
CPO, http://belajartentang
CPO.htm,2014.
Mufrida Meri, Irsa, Hendri Wijaya. 2017.
Analisis Pengendalain Kualitas
Pada Produk Sms (Sumber
Minuman Sehat) Dengan Metode
Statistical Process Control (SPC)
universitas Putra Indonesia
YPTK. Jurnal Teknologi. Vol. 7,
No. 1, April 2017, Hal. 119- 126
Mangoen Soekearjo. 2003. Manajemen
Agrobisnis Kelapa Sawit Cetakan
Pertama Gajah Mada University
Press. Jakarta.
Montgomery. 2001. Introduction To
Statistical Quality Control. 4th
edition : John Wiley & Sons, Inc.
Prawirosentono, S. 2007.Filosofi Baru
Tentang Manajement Mutu
Terpadu Abad 21 “Kiat
Membangun Bisnis Kompettif”.
Jakarta : Bumi Aksas.
Syarif Muhammad. 2017. Pengendalian
Kualitas Dengan Menggunakan
Metode Statistical Quality Control
(SQC) Untuk Meminimumkan
Produk Gagal Pada Roti Barokah Bakery. Jurnal Penelitian Ilmu
Ekonomi WIGA Vol. 7, Maret 2017,
Hal 15-22.
Yuri, M.Z. Rahmat Nurcahyo. 2013. TQM
Manajemen Kualitas Total Dalam
Perspektif Teknik Industri. Jakarta
: PT. Indeks.

E-ISSN 5Jurnal Sains dan TeknologiVol. XX No.X, September 201X