abstrak · web viewtabel 3 uji validitas untuk data tingkat kepentingan no atribut r hitung r tabel...
TRANSCRIPT

PENENTUAN KOMPOSISI BAHAN BAKU YANG TEPAT UNTUK MEMPERBAIKI KUALITAS PRODUK PAVING
DENGAN METODE QFD DAN TAGUCHI DI PABRIK PAVING MUNCUL MAGELANG
Moehamad Aman, Diah KomalasariProgram Studi Teknik Industri Fakultas Teknik
Universitas Muhammadiyah MagelangEmail : maman63 66 @ gmail.com
ABSTRAK
Permasalahan kualitas masih sering dihadapi oleh perusahaan, begitu pula di pabrik paving Muncul Magelang, sehingga perusahaan ini sering berganti-ganti komposisi bahan baku untuk mendapatkan paving yang dapat memenuhi keinginan konsumen. Untuk itu dilakukan penelitian dengan tujuan untuk mengetahui kebutuhan yang diinginkan konsumen dengan metode Quality Function Deployment (QFD) dan untuk mendapatkan komposisi bahan baku yang tepat dengan menggunakan metode Taguchi, sehingga mampu menghasilkan produk paving dengan kualitas sesuai dengan yang diharapkan. Dari hasil analisis metode QFD diketahui prioritas kebutuhan konsumen pada produk paving adalah tampilan atau penataan dengan importance weight 6,048., kekuatan dengan importance weight 5,58., warna dengan importance weight 4,752., tektur bodi rata dengan importance weight 4,275., dan bentuk dengan importance weight 4,032. Sedangkan respon teknis yang paling berhubungan dengan proses produksi untuk memperbaiki kualitas paving agar sesuai dengan yang dibutuhkan konsumen adalah komposisi bahan baku paving. Dari hasil analisis dengan menggunakan metode Taguchi diperoleh level faktor yang signifikan terhadap rata-rata prosentase produk cacat, yaitu jumlah air lapisan bawah level 2 (1,2 bagian), jumlah pasir lapisan bawah level 1 (8 bagian), jumlah semen lapisan bawah level 1 (2 bagian), jumlah pasir lapisan atas level 1 (1 bagian), dan jumlah semen lapisan atas level 1 (3 bagian). Kemudian untuk menguji validasi hasil percobaan awal, dilakukan percobaan konfirmasi dan diperoleh nilai rata-rata prosentase jumlah produk cacat yang berada dalam interval kepercayaan percobaan awal, sehingga dapat disimpulkan bahwa penentuan level faktor optimal yang dihasilkan dari percobaan sebelumnya telah memenuhi syarat validasi.
Kata Kunci : Kualitas, QFD, Komposisi, Taguchi, Validasi
PENDAHULUAN
Dewasa ini penggunaan paving sangat marak, sebab paving lebih ramah lingkungan, bila dibandingkan ubin atau tegel., karena selain tidak menutupi sirkulasi udara tanah juga dapat menyerap air hujan. Pabrik Paving Muncul Magelang merupakan salah satu perusahaan yang memproduksi paving.
Agar dapat bersaing dengan pabrik paving yang lain pabrik paving Muncul sering mengubah-ubah komposisi bahan baku untuk mendapatkan paving yang dapat memenuhi keinginan pelanggan.
Disampaikan dalam Simposium Nasional Rekayasa Aplikasi Perancangan dan Industri (RAPI 2) Fakultas Teknik Universitas Muhammadiyah Surakarta Tanggal 13 Desember 2003
Tetapi dalam proses produksinya ternyata masih banyak dihasilkan produk cacat. Hal tersebut kemungkinan disebabkan belum ditemukannya komposisi yang tepat untuk memproduksi paving yang berkualitas baik. Oleh karena itu perlu adanya penyelarasan antara keinginan pelanggan dan kebijaksanaan perusahaan, sehingga ditemukan titik tengah antara keduanya. Dari hal tersebut diharapkan mampu menghasilkan produk paving yang berkualitas baik.
Salah satu metode yang digunakan untuk mengetahui keinginan pelanggan adalah metode QFD. Metode QFD merupakan suatu proses atau mekanisme tersetruktur untuk menentukan kebutuhan pelanggan dan menerjemahkan kebutuhan-kebutuhan itu ke dalam kebutuhan teknis yang relevan, dimana masing-masing area fungsional dan level organisasi dapat mengerti dan bertindak (Vincent Gaspersz, 2000). Sedangkan untuk pemilihan komposisi yang tepat maka digunakan konsep kualitas Taguchi. Kedua metode tersebut diharap bisa memecahkan permasalahan di atas, di mana dengan metode QFD maka akan didapat penyelarasan antara keinginan pelanggan dan kebijaksanaan perusahaan sedang dengan metode Taguchi maka diharapkan dapat ditemukan komposisi bahan baku yang tepat untuk memproduksi paving yang berkualitas baik. Penelitian ini bertujuan untuk mengetahui jenis produk paving yang diinginkan oleh pelanggan dan untuk mengetahui komposisi bahan baku yang tepat yang mampu mengurangi rata-rata dan variabilitas jumlah produk cacat.
PEMILIHAN FAKTOR-FAKTOR KARAKTERISTIK MUTU
Data awal yang berupa faktor-faktor yang mempengaruhi karakteristik mutu paving diperoleh dari perusahaan. Berdasarkan dari data tersebut diperoleh faktor-faktor yang mempengaruhi kualitas paving yang diinginkan oleh konsumen. Faktor-faktor yang mempengaruhi karakteristik mutu tersebut dapat dilihat pada tabel 1 sebagai berikut:
Tabel 1 Faktor-faktor yang mempengaruhi kualitas pavingNo Faktor-faktor yang mempengaruhi karakteristik mutu
paving 1 Tidak retak2 Tidak rapuh3 Kuat 4 Tekstur bodi rata5 Komposisi bahan baku6 Mudah dalam penataan7 Keseragaman bentuk8 Warna 9 Bentuk bermacam-macam
10 Kualitas bahan baku Sumber : Bagian Produksi Pabrik Paving Muncul Magelang
DATA ANGKET QFD
Angket kuesioner yang digunakan dalam data QFD adalah sebanyak 100 kuisioner sebagai berikut.
Tabel 2 Data jumlah kuesioner Jumlah kuesioner yang disebarkan
Kuesioner cacat Kuesioner tidak kembali
Kuesioner sah
135 11 24 100Sumber : Data Kuesioner yang telah diolah
1. Uji validitasUji validitas digunakan untuk mengetahui apakah faktor-faktor yang ada pada kuesioner yang telah diisi oleh responden telah mampu menggambarkan apa yang diinginkan oleh konsumen.a. Uji Tingkat Kepentingan
2
“Simposium Nasional RAPI 2003”
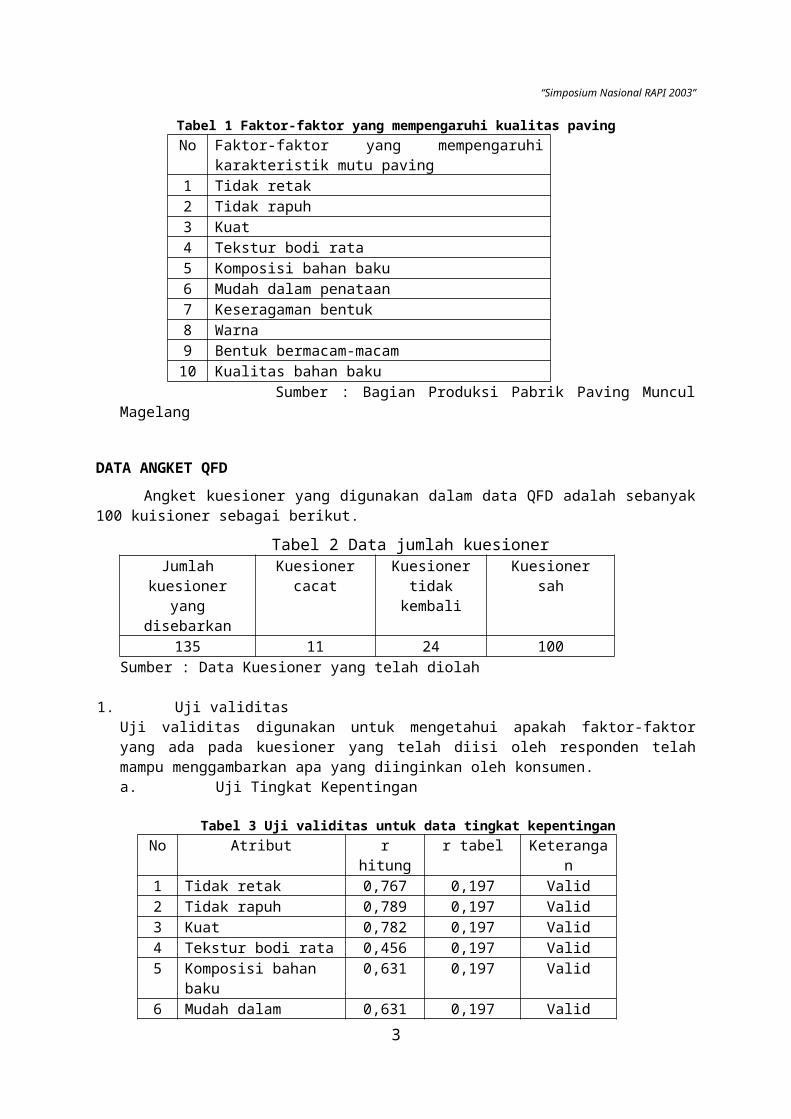
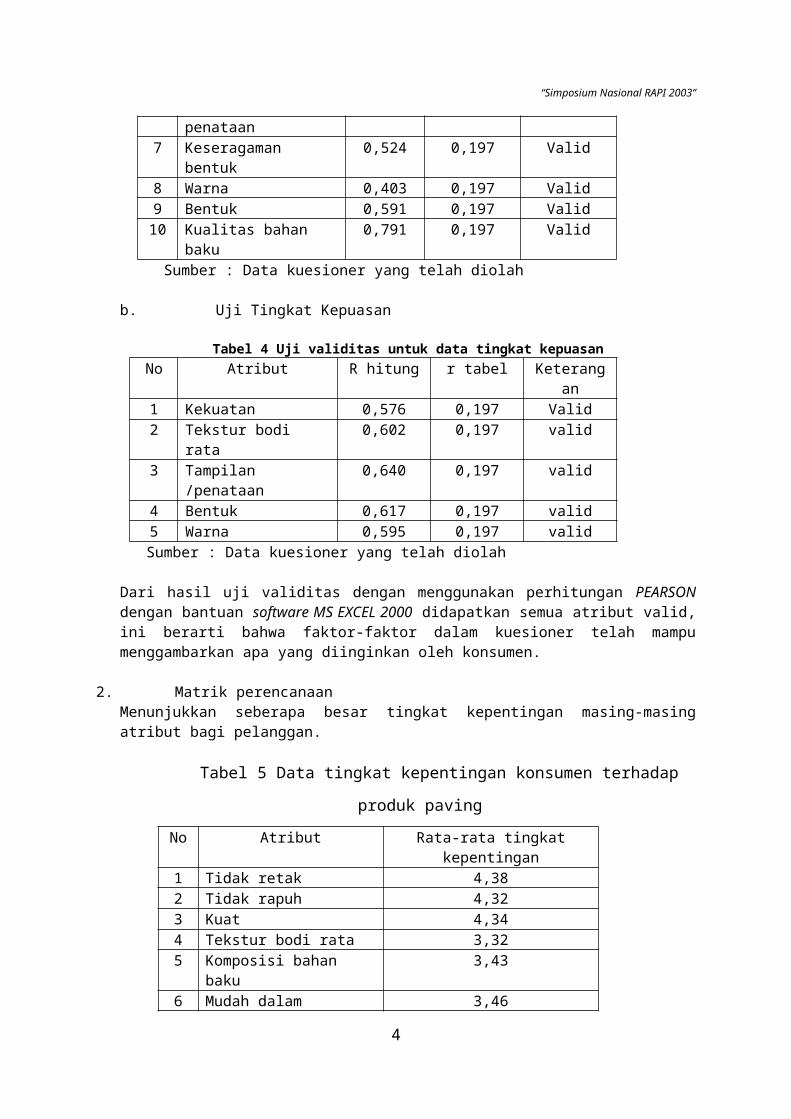
Tabel 3 Uji validitas untuk data tingkat kepentinganNo Atribut r hitung r tabel Keterangan1 Tidak retak 0,767 0,197 Valid2 Tidak rapuh 0,789 0,197 Valid3 Kuat 0,782 0,197 Valid4 Tekstur bodi rata 0,456 0,197 Valid5 Komposisi bahan baku 0,631 0,197 Valid6 Mudah dalam penataan 0,631 0,197 Valid7 Keseragaman bentuk 0,524 0,197 Valid8 Warna 0,403 0,197 Valid9 Bentuk 0,591 0,197 Valid
10 Kualitas bahan baku 0,791 0,197 Valid Sumber : Data kuesioner yang telah diolah
b. Uji Tingkat Kepuasan
Tabel 4 Uji validitas untuk data tingkat kepuasanNo Atribut R hitung r tabel Keterangan 1 Kekuatan 0,576 0,197 Valid2 Tekstur bodi rata 0,602 0,197 valid3 Tampilan /penataan 0,640 0,197 valid4 Bentuk 0,617 0,197 valid5 Warna 0,595 0,197 valid
Sumber : Data kuesioner yang telah diolah
Dari hasil uji validitas dengan menggunakan perhitungan PEARSON dengan bantuan software MS EXCEL 2000 didapatkan semua atribut valid, ini berarti bahwa faktor-faktor dalam kuesioner telah mampu menggambarkan apa yang diinginkan oleh konsumen.
2. Matrik perencanaan Menunjukkan seberapa besar tingkat kepentingan masing-masing atribut bagi pelanggan.
Tabel 5 Data tingkat kepentingan konsumen terhadap produk paving
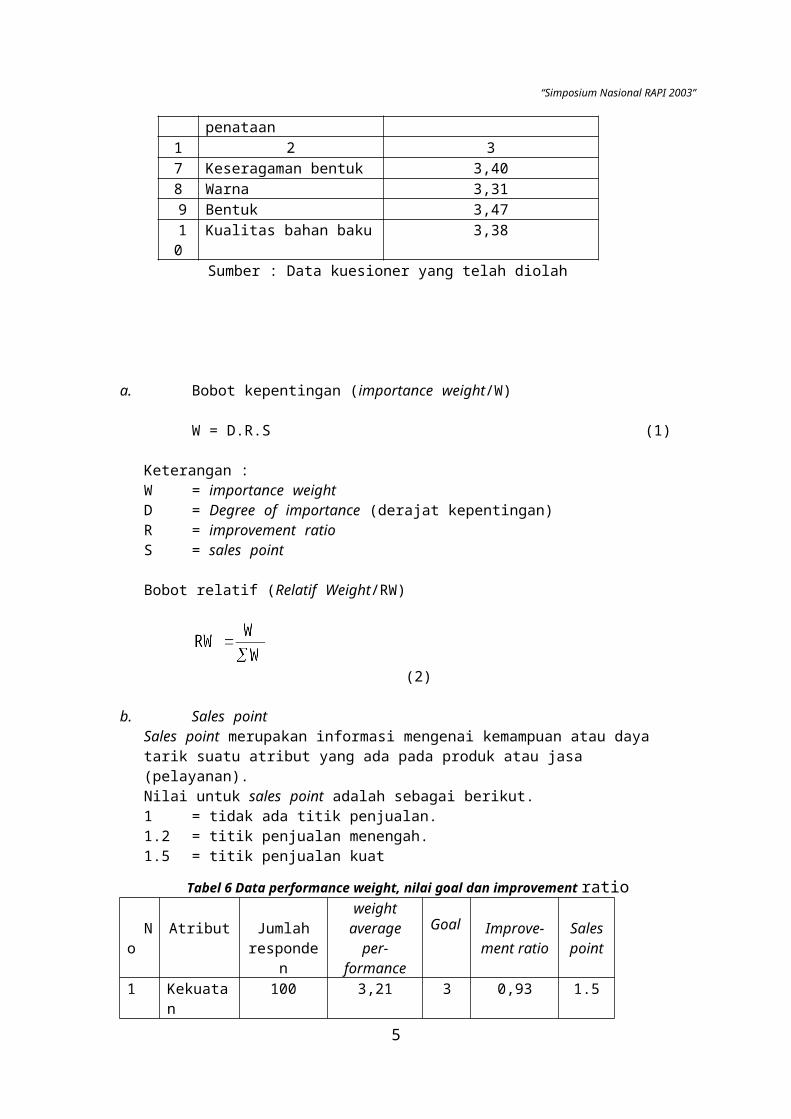
No Atribut Rata-rata tingkat kepentingan1 Tidak retak 4,382 Tidak rapuh 4,323 Kuat 4,344 Tekstur bodi rata 3,325 Komposisi bahan baku 3,436 Mudah dalam penataan 3,461 2 37 Keseragaman bentuk 3,408 Warna 3,31 9 Bentuk 3,47
10 Kualitas bahan baku 3,38 Sumber : Data kuesioner yang telah diolah
3
“Simposium Nasional RAPI 2003”
a. Bobot kepentingan (importance weight/W)
W = D.R.S (1)
Keterangan :W = importance weightD = Degree of importance (derajat kepentingan)R = improvement ratioS = sales point
Bobot relatif (Relatif Weight/RW)
(2)
b. Sales pointSales point merupakan informasi mengenai kemampuan atau daya tarik suatu atribut yang ada pada produk atau jasa (pelayanan).Nilai untuk sales point adalah sebagai berikut.1 = tidak ada titik penjualan.1.2 = titik penjualan menengah.1.5 = titik penjualan kuat
Tabel 6 Data performance weight, nilai goal dan improvement ratio
No Atribut Jumlah responden
weight average per-
formance Goal Improve-
ment ratioSales point
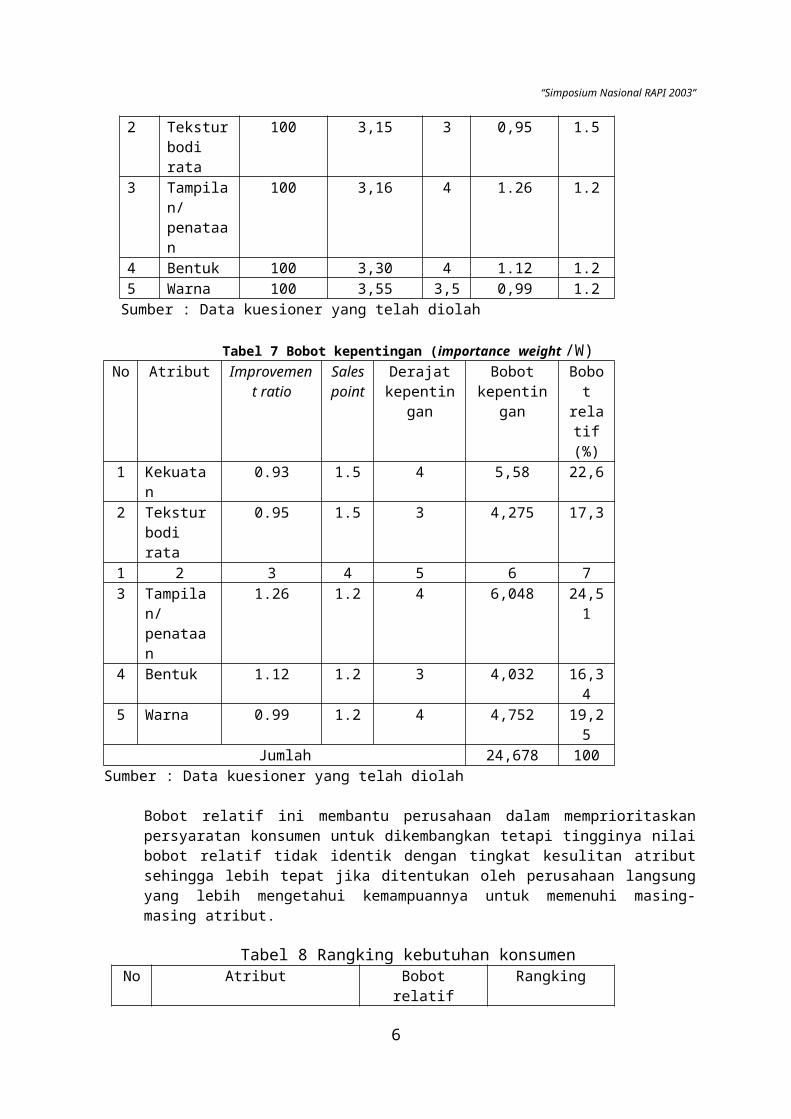
1 Kekuatan 100 3,21 3 0,93 1.52 Tekstur
bodi rata100 3,15 3 0,95 1.5
3 Tampilan/penataan
100 3,16 4 1.26 1.2
4 Bentuk 100 3,30 4 1.12 1.25 Warna 100 3,55 3,5 0,99 1.2
Sumber : Data kuesioner yang telah diolah
Tabel 7 Bobot kepentingan (importance weight /W) No Atribut Improvement
ratioSales point
Derajat kepentingan
Bobot kepentingan
Bobot relatif (%)
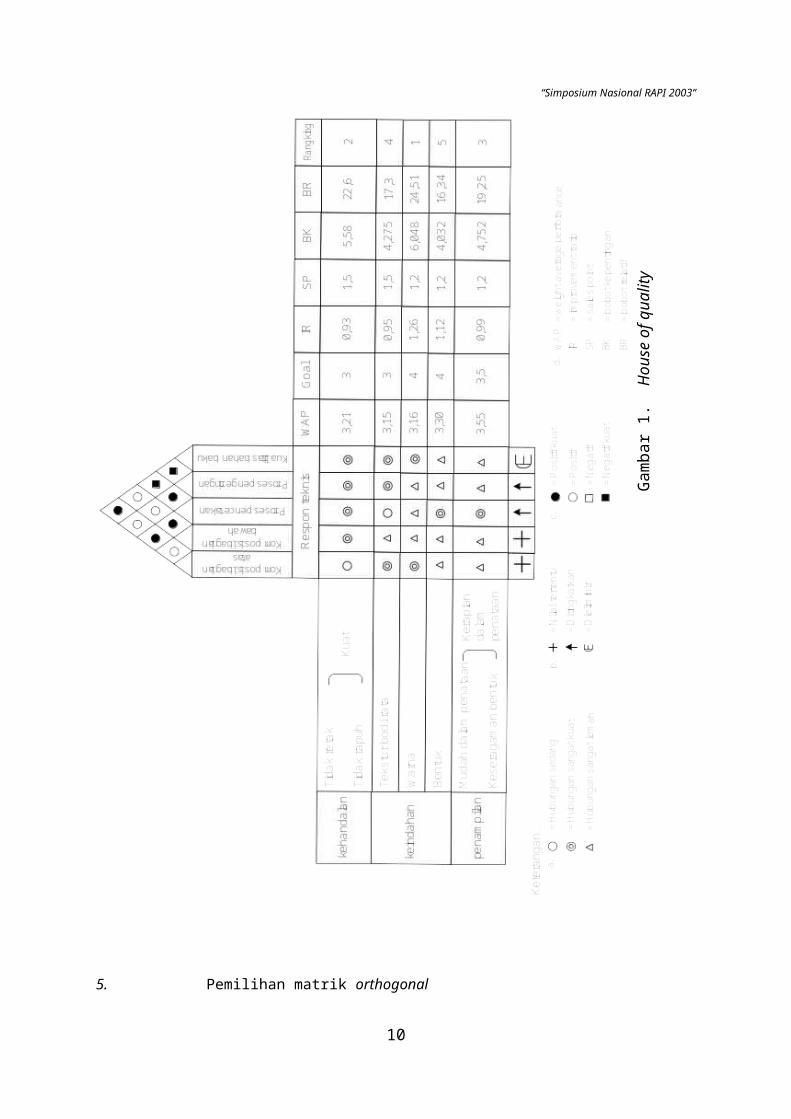
1 Kekuatan 0.93 1.5 4 5,58 22,62 Tekstur
bodi rata0.95 1.5 3 4,275 17,3
1 2 3 4 5 6 73 Tampilan/
penataan1.26 1.2 4 6,048 24,51
4 Bentuk 1.12 1.2 3 4,032 16,345 Warna 0.99 1.2 4 4,752 19,25
Jumlah 24,678 100Sumber : Data kuesioner yang telah diolah
Bobot relatif ini membantu perusahaan dalam memprioritaskan persyaratan konsumen untuk dikembangkan tetapi tingginya nilai bobot relatif tidak identik dengan tingkat kesulitan atribut
4
“Simposium Nasional RAPI 2003”
sehingga lebih tepat jika ditentukan oleh perusahaan langsung yang lebih mengetahui kemampuannya untuk memenuhi masing-masing atribut.
Tabel 8 Rangking kebutuhan konsumenNo Atribut Bobot relatif Rangking1 Kekuatan 22,6 22 Tekstur bodi rata 17,3 43 Tampilan /penataan 24,51 14 Bentuk 16,34 55 Warna 19,25 3
Sumber : Data kuesioner yang telah diolah
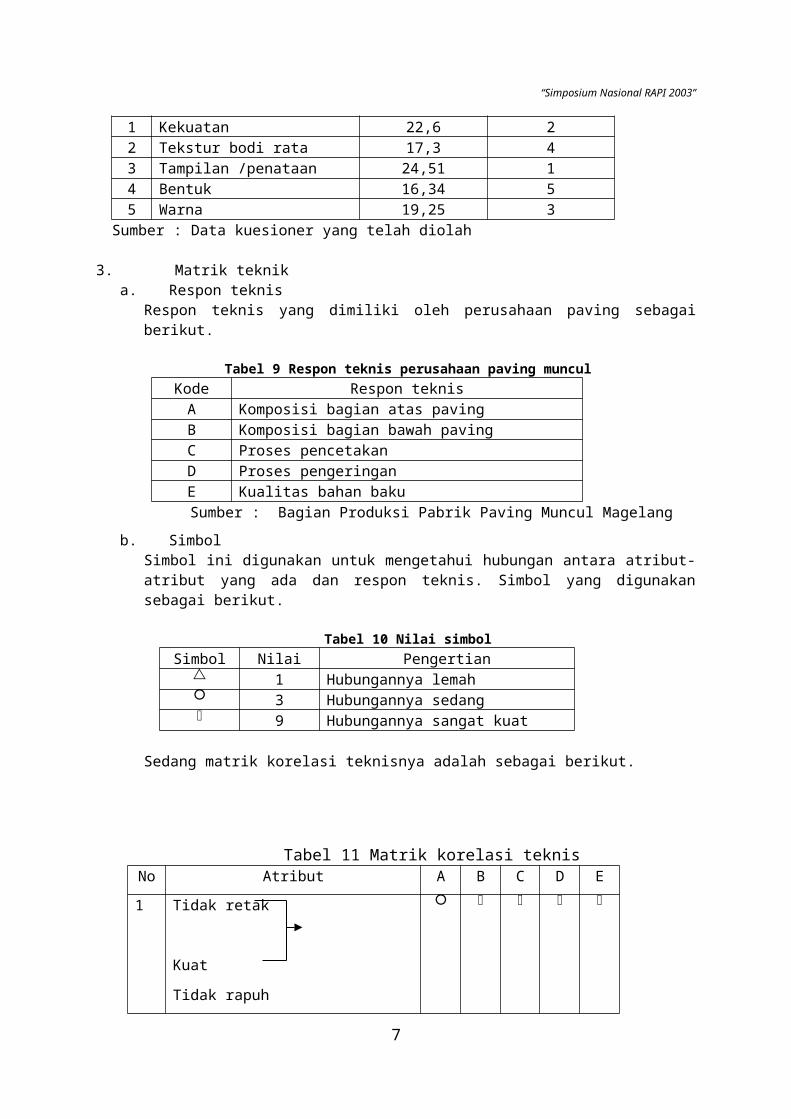
3. Matrik teknika. Respon teknis
Respon teknis yang dimiliki oleh perusahaan paving sebagai berikut.
Tabel 9 Respon teknis perusahaan paving munculKode Respon teknis
A Komposisi bagian atas pavingB Komposisi bagian bawah pavingC Proses pencetakanD Proses pengeringanE Kualitas bahan baku
Sumber : Bagian Produksi Pabrik Paving Muncul Magelang
b. Simbol Simbol ini digunakan untuk mengetahui hubungan antara atribut-atribut yang ada dan respon teknis. Simbol yang digunakan sebagai berikut.
Tabel 10 Nilai simbolSimbol Nilai Pengertian
1 Hubungannya lemah 3 Hubungannya sedang 9 Hubungannya sangat kuat
Sedang matrik korelasi teknisnya adalah sebagai berikut.
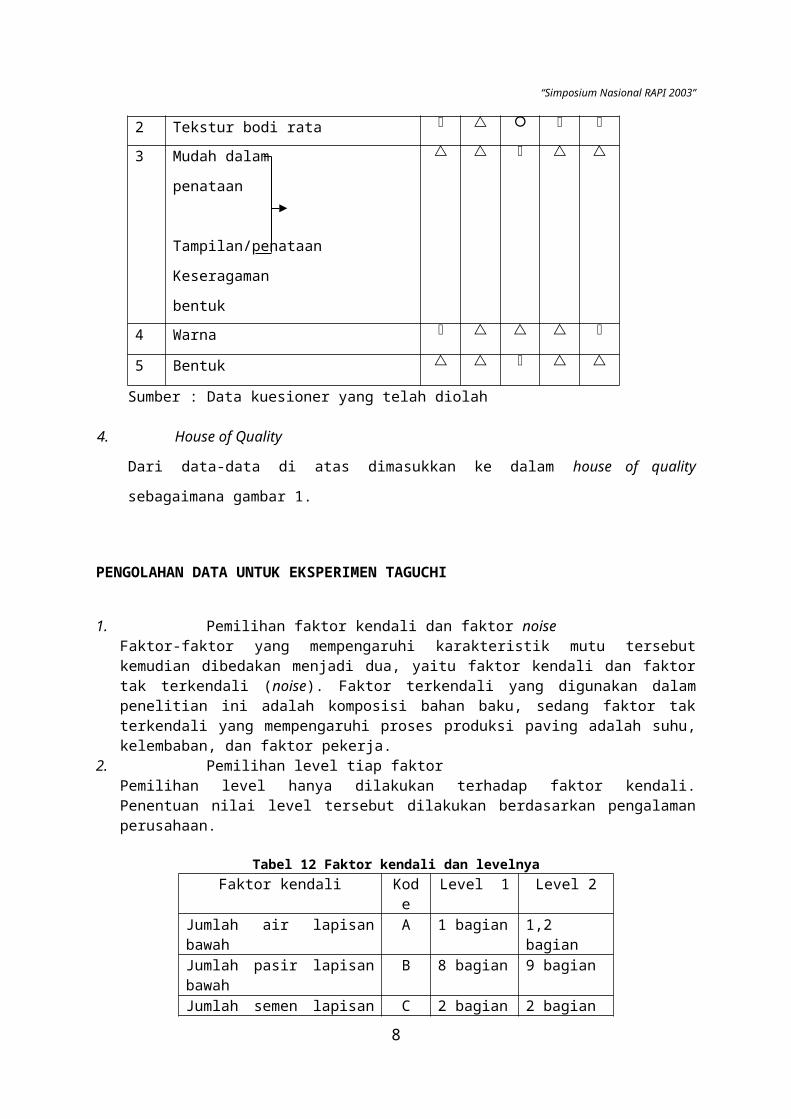
Tabel 11 Matrik korelasi teknisNo Atribut A B C D E
1 Tidak retak
Kuat
Tidak rapuh
2 Tekstur bodi rata
5
“Simposium Nasional RAPI 2003”
3 Mudah dalam
penataan
Tampilan/penataan
Keseragaman
bentuk
4 Warna
5 Bentuk
Sumber : Data kuesioner yang telah diolah
4. House of Quality
Dari data-data di atas dimasukkan ke dalam house of quality sebagaimana gambar 1.
PENGOLAHAN DATA UNTUK EKSPERIMEN TAGUCHI
1. Pemilihan faktor kendali dan faktor noise Faktor-faktor yang mempengaruhi karakteristik mutu tersebut kemudian dibedakan menjadi dua, yaitu faktor kendali dan faktor tak terkendali (noise). Faktor terkendali yang digunakan dalam penelitian ini adalah komposisi bahan baku, sedang faktor tak terkendali yang mempengaruhi proses produksi paving adalah suhu, kelembaban, dan faktor pekerja.
2. Pemilihan level tiap faktorPemilihan level hanya dilakukan terhadap faktor kendali. Penentuan nilai level tersebut dilakukan berdasarkan pengalaman perusahaan.
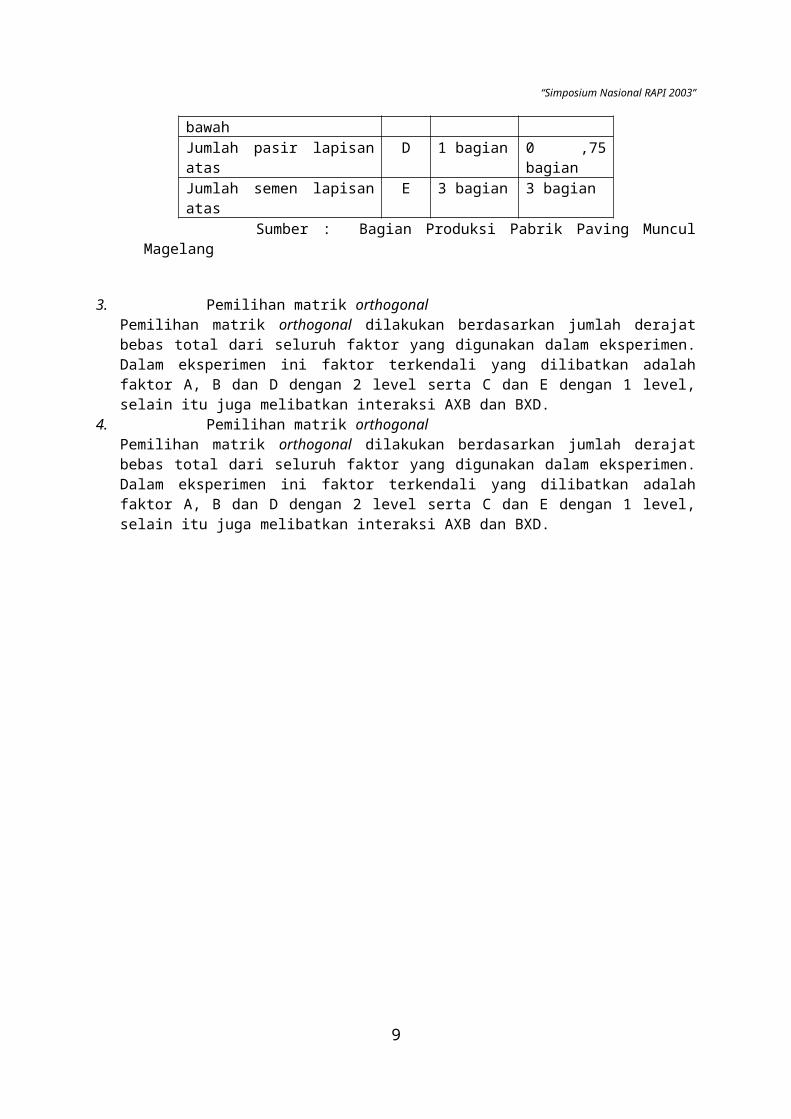
Tabel 12 Faktor kendali dan levelnyaFaktor kendali Kode Level 1 Level 2
Jumlah air lapisan bawah A 1 bagian 1,2 bagian Jumlah pasir lapisan bawah B 8 bagian 9 bagian Jumlah semen lapisan bawah C 2 bagian 2 bagian Jumlah pasir lapisan atas D 1 bagian 0 ,75 bagian Jumlah semen lapisan atas E 3 bagian 3 bagian
Sumber : Bagian Produksi Pabrik Paving Muncul Magelang
3. Pemilihan matrik orthogonalPemilihan matrik orthogonal dilakukan berdasarkan jumlah derajat bebas total dari seluruh faktor yang digunakan dalam eksperimen. Dalam eksperimen ini faktor terkendali yang dilibatkan adalah faktor A, B dan D dengan 2 level serta C dan E dengan 1 level, selain itu juga melibatkan interaksi AXB dan BXD.
4. Pemilihan matrik orthogonalPemilihan matrik orthogonal dilakukan berdasarkan jumlah derajat bebas total dari seluruh faktor yang digunakan dalam eksperimen. Dalam eksperimen ini faktor terkendali yang dilibatkan adalah faktor A, B dan D dengan 2 level serta C dan E dengan 1 level, selain itu juga melibatkan interaksi AXB dan BXD.
6
“Simposium Nasional RAPI 2003”
5. Pemilihan matrik orthogonalPemilihan matrik orthogonal dilakukan berdasarkan jumlah derajat bebas total dari seluruh faktor yang digunakan dalam eksperimen. Dalam eksperimen ini faktor terkendali yang dilibatkan
7
“Simposium Nasional RAPI 2003”
Gam
bar 1
. H
ouse
of q
ualit
y
adalah faktor A, B dan D dengan 2 level serta C dan E dengan 1 level, selain itu juga melibatkan interaksi AXB dan BXD.
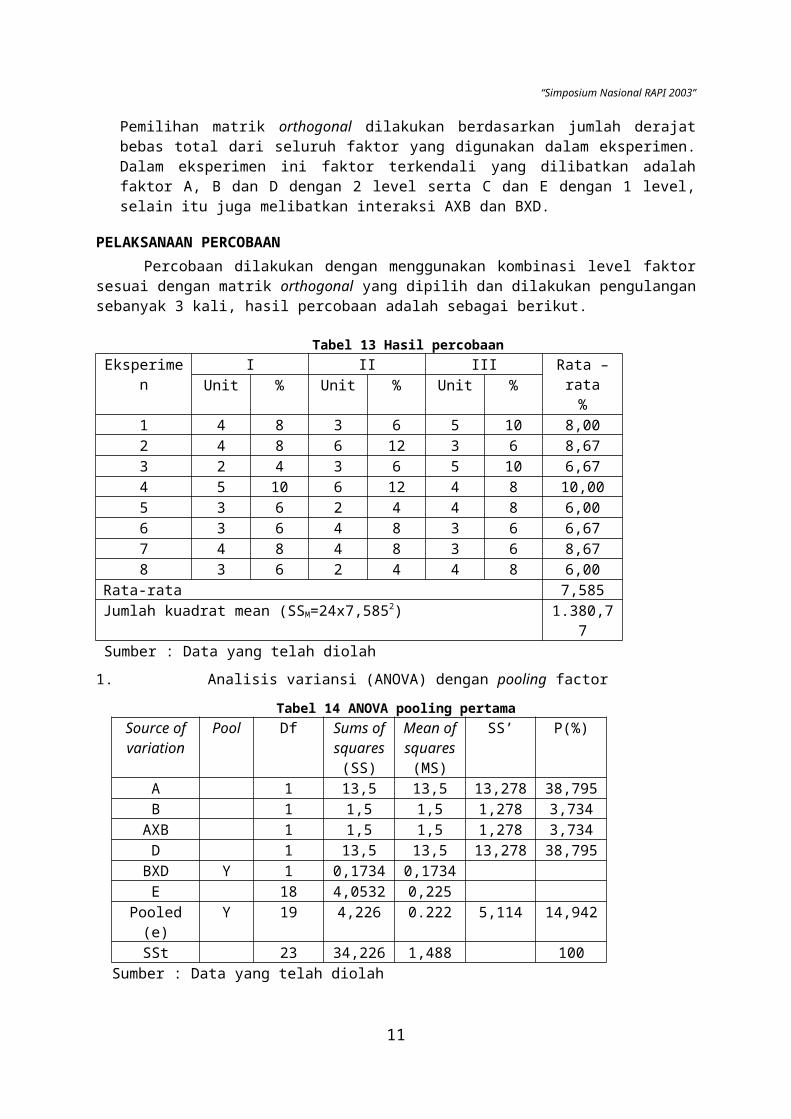
PELAKSANAAN PERCOBAANPercobaan dilakukan dengan menggunakan kombinasi level faktor sesuai dengan matrik
orthogonal yang dipilih dan dilakukan pengulangan sebanyak 3 kali, hasil percobaan adalah sebagai berikut.
Tabel 13 Hasil percobaan Eksperimen I II III Rata –rata
%Unit % Unit % Unit %1 4 8 3 6 5 10 8,002 4 8 6 12 3 6 8,673 2 4 3 6 5 10 6,674 5 10 6 12 4 8 10,005 3 6 2 4 4 8 6,006 3 6 4 8 3 6 6,677 4 8 4 8 3 6 8,678 3 6 2 4 4 8 6,00
Rata-rata 7,585Jumlah kuadrat mean (SSM=24x7,5852) 1.380,77Sumber : Data yang telah diolah
1. Analisis variansi (ANOVA) dengan pooling factor
Tabel 14 ANOVA pooling pertamaSource of variation
Pool Df Sums of squares
(SS)
Mean of squares(MS)
SS’ P(%)
A 1 13,5 13,5 13,278 38,795B 1 1,5 1,5 1,278 3,734
AXB 1 1,5 1,5 1,278 3,734D 1 13,5 13,5 13,278 38,795
BXD Y 1 0,1734 0,1734E 18 4,0532 0,225
Pooled (e) Y 19 4,226 0.222 5,114 14,942SSt 23 34,226 1,488 100
Sumber : Data yang telah diolah
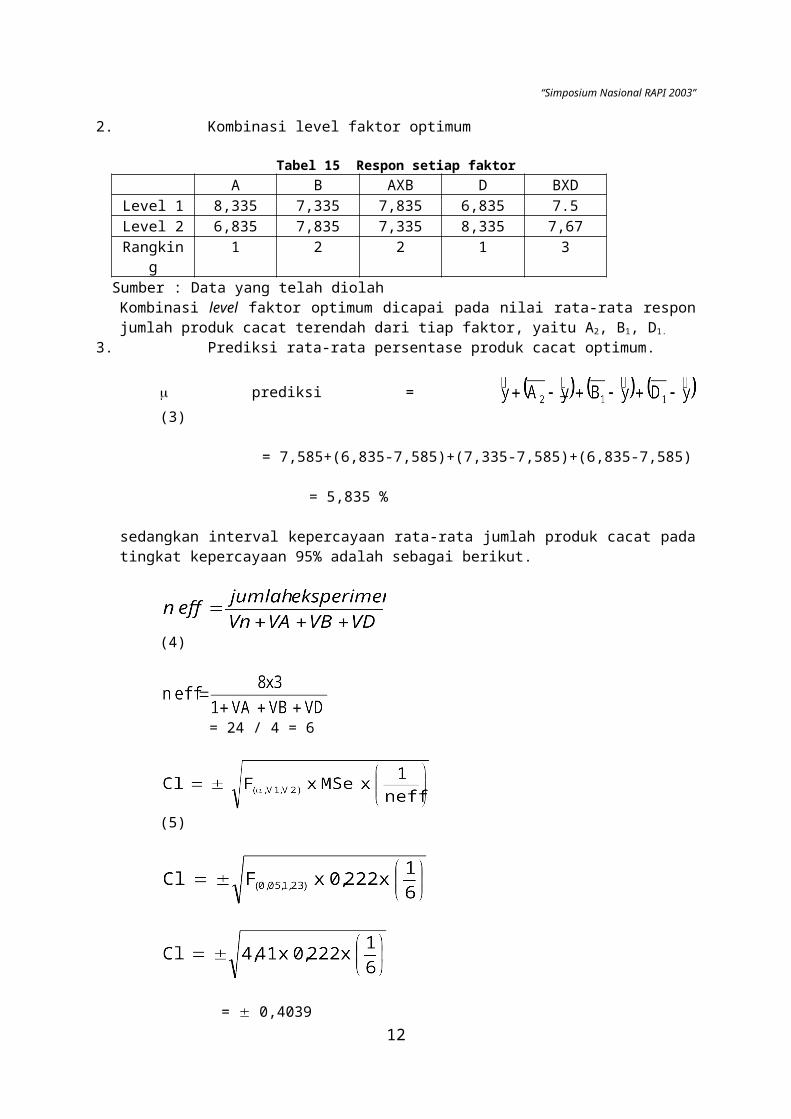
2. Kombinasi level faktor optimum
Tabel 15 Respon setiap faktorA B AXB D BXD
Level 1 8,335 7,335 7,835 6,835 7.5Level 2 6,835 7,835 7,335 8,335 7,67
Rangking 1 2 2 1 3Sumber : Data yang telah diolah
Kombinasi level faktor optimum dicapai pada nilai rata-rata respon jumlah produk cacat terendah dari tiap faktor, yaitu A2, B1, D1.
3. Prediksi rata-rata persentase produk cacat optimum.
prediksi = (3)
8
“Simposium Nasional RAPI 2003”
= 7,585+(6,835-7,585)+(7,335-7,585)+(6,835-7,585)
= 5,835 %
sedangkan interval kepercayaan rata-rata jumlah produk cacat pada tingkat kepercayaan 95% adalah sebagai berikut.
(4)
= 24 / 4 = 6
(5)
= 0,4039
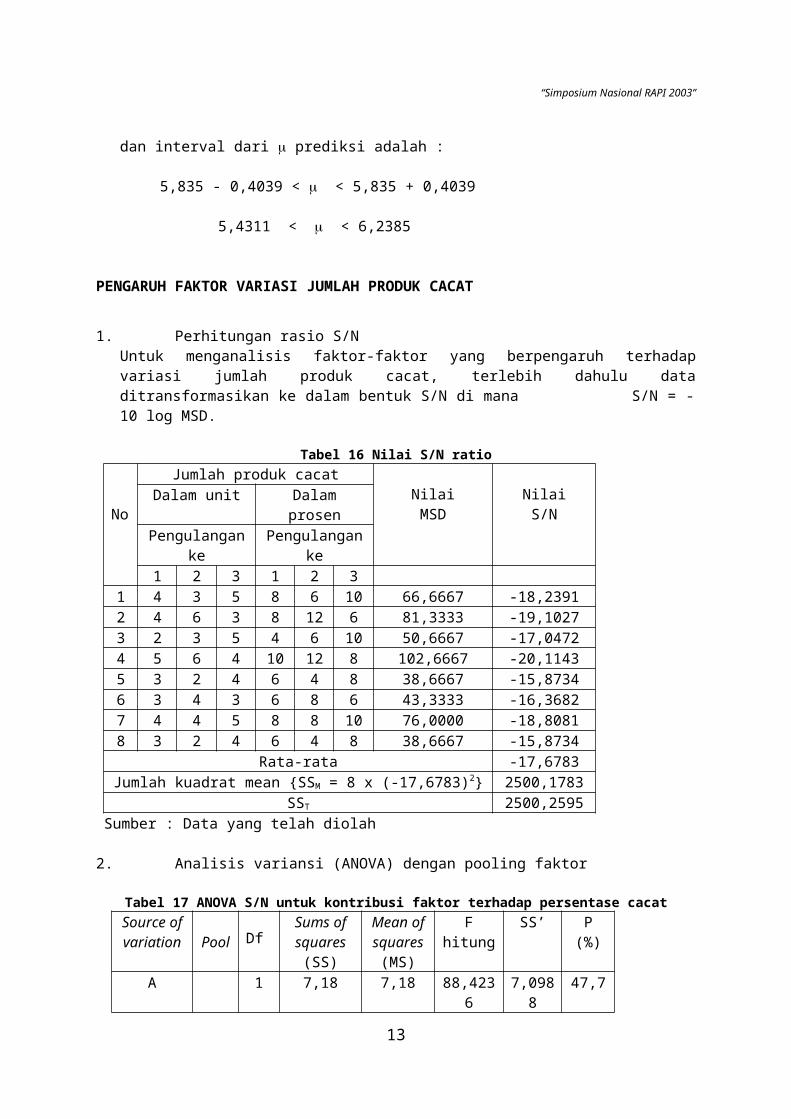
dan interval dari prediksi adalah :
5,835 - 0,4039 < < 5,835 + 0,4039
5,4311 < < 6,2385
PENGARUH FAKTOR VARIASI JUMLAH PRODUK CACAT
1. Perhitungan rasio S/NUntuk menganalisis faktor-faktor yang berpengaruh terhadap variasi jumlah produk cacat, terlebih dahulu data ditransformasikan ke dalam bentuk S/N di mana S/N = -10 log MSD.
Tabel 16 Nilai S/N ratio
No
Jumlah produk cacatNilai MSD
NilaiS/N
Dalam unit Dalam prosenPengulangan
kePengulangan
ke1 2 3 1 2 3
1 4 3 5 8 6 10 66,6667 -18,23912 4 6 3 8 12 6 81,3333 -19,10273 2 3 5 4 6 10 50,6667 -17,04724 5 6 4 10 12 8 102,6667 -20,11435 3 2 4 6 4 8 38,6667 -15,87346 3 4 3 6 8 6 43,3333 -16,3682
9
“Simposium Nasional RAPI 2003”
7 4 4 5 8 8 10 76,0000 -18,80818 3 2 4 6 4 8 38,6667 -15,8734
Rata-rata -17,6783Jumlah kuadrat mean {SSM = 8 x (-17,6783)2} 2500,1783
SST 2500,2595Sumber : Data yang telah diolah
2. Analisis variansi (ANOVA) dengan pooling faktor
Tabel 17 ANOVA S/N untuk kontribusi faktor terhadap persentase cacatSource of variation Pool Df
Sums of squares
(SS)
Mean of squares(MS)
F hitung SS’ P(%)
A 1 7,18 7,18 88,4236 7,0988 47,7B 1 0,6523 0,6523 8,03325 0,5711 3,84
AXB 1 1,691 1,691 14,3977 1,6098 10,82D 1 5,0728 5,0728 62,4729 4,9916 33,55
BXD y 1 0,2020 0,2020 2,487E 1 0,0812 0,0812
Pooled 4 0,2028 0,0507 0,6086 4,09Total 10 29,757 2,9757 100
Sumber : Data yang telah diolah
Terlihat bahwa seluruh faktor yang dipilih memiliki Fhitung > nilai Ftabel, dan besarnya persen kontribusi pooled error tidak lebih dari 50%. Ini berarti tidak ada lagi faktor signifikan yang belum dimasukkan, jadi pooling sudah optimal.
3. Kombinasi level faktor optimum
Tabel 18 Respon dari pengaruh faktor berdasarkan S/NFaktor A B AB D BDLevel 1 -18,6258 -17,3959 -18,0058 -16,882 -17,5451Level 2 -16,7308 -17,9608 -17,4508 -18,4746 -17,8316Selisih 1,895 0,5649 0,555 1,5926 0,3065
Rangking 1 3 4 2 5Sumber : Data yang telah diolah
Kombinasi level faktor optimum dicapai pada nilai variasi respon jumlah produk cacat terendah dari tiap faktor yang memiliki nilai S/N rasio tertinggi adalah A2, B1 dan D1,
4. Prediksi variasi jumlah produk cacat optimum
prediksi =
= A2+B1+D1-2y
= (-16,7308) + (-17,3959) + (-16,882) – [2 x (-17,6783)
= -15,6521
sedangkan interval kepercayaan rata-rata jumlah produk cacat pada tingkat kepercayaan 95% adalah sebagai berikut.
10
“Simposium Nasional RAPI 2003”
= 8 / 4 = 2
= 0,4421
dan interval dari prediksi adalah :
-17,6783 – Cl2 < S/N optimal < -17,6783 + Cl2
-17,6783 – 0,4421 < S/N optimal < -17,6783 + 0,4421 -18,1204 < S/N optimal < -17,2362
PERCOBAAN KONFIRMASIPercobaan konfirmasi dilakukan untuk membuktikan bahwa hasil yang didapat sesuai dengan
hasil eksperimen sebelumnya. Percobaan dilakukan sebanyak 5 kali, masing-masing 50 buah paving. Percobaan pertama menggunakan komposisi sesuai dengan kebijakan perusahaan sebagai berikut.
Tabel 19 Komposisi perusahaan
Faktor kendali Kode KomposisiJumlah air lapisan bawah A 1 bagianJumlah pasir lapisan bawah B 8 bagian Jumlah semen lapisan bawah C 2 bagian Jumlah pasir lapisan atas D 1 bagian Jumlah semen lapisan atas E 3 bagian
Sumber : Bagian Produksi Pabrik Paving Muncul Magelang
Hasil percobaan adalah sebagai berikut.
Tabel 20 Eksperimen konfirmasi dengan komposisi dari perusahaanNo Jumlah produk cacat
Unit %1 5 102 4 83 5 104 5 105 3 6
Rata-rata 4,4 8,8SD 3,94
Sumber : Data yang telah diolah
11
“Simposium Nasional RAPI 2003”
Percobaan kedua sebagai percobaan konfirmasi dilakukan dengan menggunakan level faktor yang diusulkan, sesuai dengan eksperimen terdahulu.
Tabel 21 Komposisi usulanFaktor kendali Kode Komposisi
Jumlah air lapisan bawah A2 1,2 bagianJumlah pasir lapisan bawah B1 8 bagian Jumlah semen lapisan bawah C 2 bagian Jumlah pasir lapisan atas D1 1 bagian Jumlah semen lapisan atas E 3 bagian
Sumber : Data yang telah diolah
Hasil percobaan adalah sebagai berikut:
Tabel 22 Eksperimen konfirmasi dengan komposisi usulanNo Jumlah produk cacat
Unit %1 2 42 3 63 4 84 2 45 2 4
Rata-rata 2,6 5,2SD 0,8
Sumber : Data yang telah diolah
UJI VALIDASIUji ini dilakukan untuk mengetahui apakah hasil yang didapat dari eksperimen awal, akan
memberikan hasil yang tidak berbeda dengan hasil dari percobaan konfirmasi. Pembuktian ini diuji dalam suatu interval kepercayaan.
Interval kepercayaan rata-rata prosentase jumlah produk cacat untuk eksperimen konfirmasi adalah sebagai berikut.
(6)
= 0,599 %
dan interval kepercayaan untuk rata-rata prosentase jumlah produk cacat adalah sebagai berikut.
5,2 - 0,599 < < 5,2 + 0,599 4,601 < < 5,799
interval kepercayaan untuk rata-rata persentase jumlah produk cacat pada eksperimen konfirmasi ini ternyata hasilnya mendekati interval kepercayaan pada eksperimen awal, yaitu 5,4311< < 6,2385 ini berarti komposisi usulan untuk meminimalkan prosentase jumlah produk cacat dianggap akurat.
PENUTUP
12
“Simposium Nasional RAPI 2003”
1. Berdasarkan prioritasnya, atribut-atribut yang mempengaruhi kualitas produk paving dari kuesioner yang telah disebarkan adalah tampilan atau penataan dengan importance weight 6,048., kekuatan dengan importance weight 5,58., warna dengan importance weight 4,752., tektur bodi rata dengan importance weight 4,275., dan bentuk dengan importance weight 4,032.
2. Faktor-faktor yang menjadi technical respon dalam memperbaiki kualitas produk paving adalah kualitas bahan baku dan komposisi bahan baku dimana komposisi bahan baku meliputi jumlah air lapisan bawah, jumlah pasir lapisan bawah, jumlah semen lapisan bawah, jumlah pasir lapisan atas, dan jumlah semen lapisan atas.
3. Level yang paling berpengaruh yang menghasilkan prosentase cacat terkecil berdasarkan rata-rata prosentase cacat dan rasio S/N adalah jumlah air lapisan bawah (A) level 2 (1,2 bagian), jumlah pasir lapisan bawah (B) level 1 (8 bagian), jumlah semen lapisan bawah (C) level 1 (2 bagian), jumlah semen lapisan atas (D) level 1 (1 bagian) dan jumlah semen lapisan atas (E) level 1 (3 bagian). Nilai prediksi prosentase cacat berdasarkan rata-rata jumlah produk cacat adalah 5,835 % dengan interval kepercayaan 5,4311 % < < 6,2385 %, sedangkan berdasarkan S/N adalah -15,6521 % dengan interval kepercayaan variabilitas jumlah produk cacat adalah -18,1204 % < < -17,2362 %.
DAFTAR PUSTAKA
Gaspersz Vincent, 2001, Total Quality Manajemen, Jakarta, PT. Gramedia Pustaka Utama, Jakarta.
Leksono. E. B, 2001, Penentuan Kombinasi Level Faktor Optimal yang Berpengaruh pada Kualitas Produk dengan Metode Taguchi Berdasarkan Respon Teknis pada Analisis Quality Function Deployment, Tesis Program Pasca Sarjana Institut Teknologi Sepuluh November Surabaya, Surabaya.
Pujiyanto. E, Implementasi Pengembangan Metode Analisis Desain Eksperimen Yang Robust untuk Meningkatakan Kualitas Proses dan Produk, Pertemuan Ilmiah BKSTI, Laboratorium Statistik Teknik Industri UNS, Surakarta.
Ross. PJ, 1996, Taguchi Techniques for Quality Engineering 2nd Edition, , Mc Graw Hill, New York.
Supranto. J, 1992, Teknik Sampling Untuk Survai Dan Eksperimen, Rineka Cipta, Jakarta.
Winarsunu. T, 2002, Statistik Psikologi dan Pendidikan, Universitas Muhammadiyah Malang, Malang.
13
“Simposium Nasional RAPI 2003”