3. bab iii pembengkokan (sandi)
DESCRIPTION
BUKUTRANSCRIPT
BAB III
PENEKUKAN
Perkembangan Teknologi Pembentukan
Sejarah pembentukan logam dimulai sejak zaman pra-sejarah yang
diperkirakan dalam rentang waktu antara tahun 4000 sampai 3000 S.M.
Perkembangan pembentukan logam ini diawali pada pembuatan aksesoris atau
hiasan-hiasan kerajaan, perisai untuk keperluan perang, peralatan rumah tangga
dan sebagainya. Bahan-bahan logam ini umumnya terbuat dari bahan perunggu
dan kuningan. Proses pengerjaan yang dilakukan untuk pembuatan peralatan ini
dilakukan secara manual dengan proses pengerjaan panas maupun dingin.
Proses pembentukan logam untuk berbagai macam peralatan ini dikerjakan
oleh para ahli logam yang mempunyai keterampilan khusus. Para ahli logam ini
mempunyai keahlian pekerjaan tangan (handy craft) yang diperoleh secara turun
temurun. Proses pembentukan untuk bentuk-bentuk profil ini dilakukan
seluruhnya dengan menggunakan keahlian tangan. Peralatan bantu yang
digunakan meliputi berbagai macam bentuk palu, landasan-landasan pembentuk
serta model-model cetakan sederhana. Bentuk profil pelat yang dihasilkan dari
proses pembentukan ini memiliki nilai seni yang tinggi, khususnya pada bentuk
ukiran yang ditampilkan dari produk tersebut. Profil yang ditampilkan
mempunyai arti dan nilai seni dengan menampilkan bentuk-bentuk jari, bunga-
bunga, simbol-simbol, peradaban manusia serta profil-profil binatang. Beberapa
hasil peninggalan sejarah ditemukan peralatan rumah tangga seperti bentuk-
bentuk cangkir/cawan dan berbagai macam piring. Produk piring dan cangkir ini
memiliki desain dan ukiran khusus yang mempunyai arti dan nilai seni. Hasil
survei bidang arkeologi memberikan gambaran bahwa produk rumah tangga yang
digunakan untuk keperluan kerajaan berbeda dengan produk-produk yang
dikeluarkan untuk rakyat biasa. Biasanya produk-produk ini mempunyai ciri-ciri
khusus, mulai dari desain dan ukiran atau hiasan pada produk tersebut. Pola-pola
atau bentuk profil yang dikerjakan untuk perhiasan atau aksesoris untuk kerajaan
ini memiliki tingkat artistik yang tinggi, hal ini terlihat dari beberapa peninggalan
sejarah yang ditemukan di beberapa museum sejarah di Perancis dan kota-kota
sejarah lainnya.
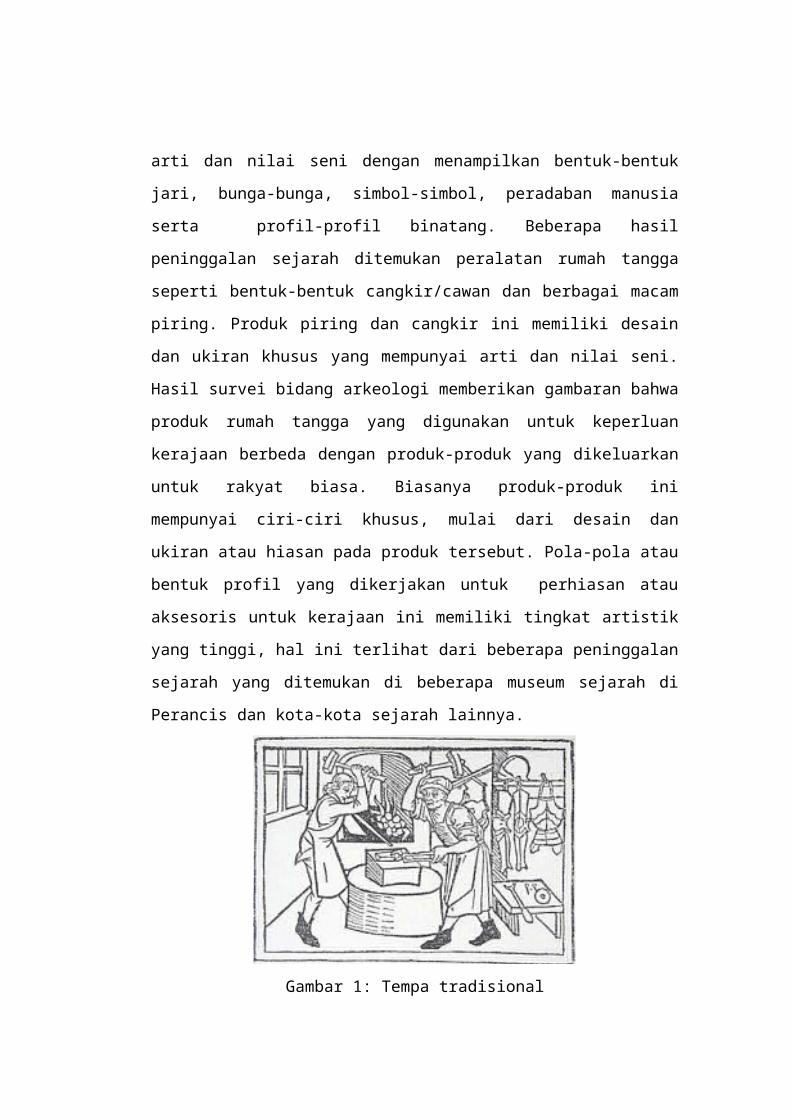
Gambar 1: Tempa tradisional
Pada gambar 1, memperlihatkan proses pembentukan yang dilakukan
dengan sistem penempaan secara tradisional. Perkembangan teknologi
pembentukan logam ini ditandai dengan ditemukannya proses pembentukan
dengan menggunakan alat-alat pembentuk dengan menggunakan penekan sistem
hidrolik, juga menggunakan landasan, punch, swage, dies sebagai alat bantu
untuk membentuk profil-profil yang diinginkan. Jika pada awalnya proses
pembentukan dilakukan secara manual di atas landasan-landasan pembentuk
dengan menggunakan palu, maka sekarang ini proses pembentukan dilakukan
dengan berbagai macam metode.
Metode yang digunakan pada proses pembentukan logam diantaranya
adalah proses bending atau penekukan, squeezing, rolling, spinning, deep
drawing, streching, crumping, blanking, press dan sebagainya. Setiap proses
memiliki kemampuan pembentukan tersendiri, misalnya untuk proses bending,
proses ini mampu menekuk pelat secara lurus dan rapi yang digunakan untuk
peralatan perkantoran seperti file cabinet, locker, lemari data dan sebagainya.
Proses pengerolan pelat juga sangat banyak digunakan untuk pembuatan-
pembuatan pipa, tangki-tangki, bejana bertekanan seperti ketel atau boiler dan
lain-lain. Produk pengerolan ini juga dapat dilakukan secara manual maupun
dengan motor control. Penggerak dengan motor kontrol ini memudahkan dalam
proses pengerolan, khususnya pengerolan pelat-pelat tebal dengan tingkat
ketelitian yang tinggi.
Perkembangan yang sangat pesat juga terjadi pada proses pembentukan
dengan tekanan atau press. Proses press ini dilakukan dengan menggunakan
tenaga hidraulik dengan menggunakan swage atau cetakan dengan penekan karet
(rubber) pembentuk. Proses ini dapat dilakukan dalam keadaan dingin, khususnya
untuk pengerjaan pembentukan pelat-pelat tipis. Hasil dari produk press ini dapat
membentuk profil-profil yang sulit, dengan bentuk yang dihasilkan tanpa cacat.
Proses tekanan (press) hidrolik ini banyak digunakan untuk pembentukan bodi-
bodi mobil dengan istilah sekarang full press body. Pelat-pelat lembaran yang
mengalami pekerjaan pembentukan ini seperti tekan menghasilkan pelat menjadi
lebih kaku (rigid).
Produk pelat yang dihasilkan juga mengalami perkembangan yang pesat,
hal ini semenjak ditemukannya proses pengerolan pelat yang menghasilkan
produk pelat yang mempunyai sifat mampu bentuk, mampu mesin dan mampu
las. Produk pelat yang dihasilkan dari proses pengerolan secara bertingkat ini
mempuyai bentuk struktur mikro yang memanjang dan pipih, sehingga pelat hasil
pengerolan ini memunyai sifat elastis atau lentur yang baik untuk dilakukan
proses pembentukan. Pelat lembaran yang berkualitas mempunyai karakteristik
sifat mampu bentuk yang baik. Sifat ini terlihat jika pelat mengalami proses
pembentukan sisi pelat yang mengalami peregangan tidak menimbulkan
keretakan. Retak ini dapat menyebab-kan terjadinya kerusakan atau robek pada
komponen pelat yang terbentuk. Karakteristik sifat mampu las juga dapat
diperlihatkan apabila pelat tersebut mengalami proses pengelasan maka tidak
terjadi retak atau crack pada daerah transisi. Daerah transisi ini merupakan daerah
yang rentan terhadap kerusakan sebab daerah ini merupakan daerah yang
mengalami perobahan panas dan dingin. Istilah teknologi pengelasannya adalah
Heat Affect Zone (HAZ), dimana pada daerah ini struktur mikro yang terbentuk
mengalami perubahan yang tak menentu. Akibat perubahan struktur mikro ini,
maka terjadi perubahan sifat mekanik dari bahan pelat tersebut. Perubahan sifat
mekanik ini khususnya pada sifat kekerasan dan tegangan luluhnya. Produk bahan
pelat yang dihasilkan tidak hanya diproduk untuk keperluan pembentukannya saja
tetapi produk-produk pelat yang digunakan untuk keperluan khusus juga dapat
dihasilkan. Produk pelat untuk keperluan khusus ini biasanya untuk keperluan
militer juga ada yang digunakan untuk keperluaan perbankan. Produk pelat untuk
keperluan militer ini dapat dilihat dari pembuatan tank baja yang digunakan untuk
keperluan perang. Tank Baja yang dihasilkan ini mempunyai karakteristik anti
peluru, sehingga bahan pelat yang digunakan harus tahan terhadap berbagai
macam tembakan senjata. Rompi anti peluru yang digunakan oleh aparat
keamanan juga dilapisi dengan bahan pelat anti peluru. Bahan pelat anti peluru
yang digunakan untuk melapisi bagian dada atau depan ini mempunyai tebal yang
sangat tipis jika dibandingkan dengan pelat yang digunakan untuk Tank Baja,
walaupun keduanya digunakan untuk anti peluru.
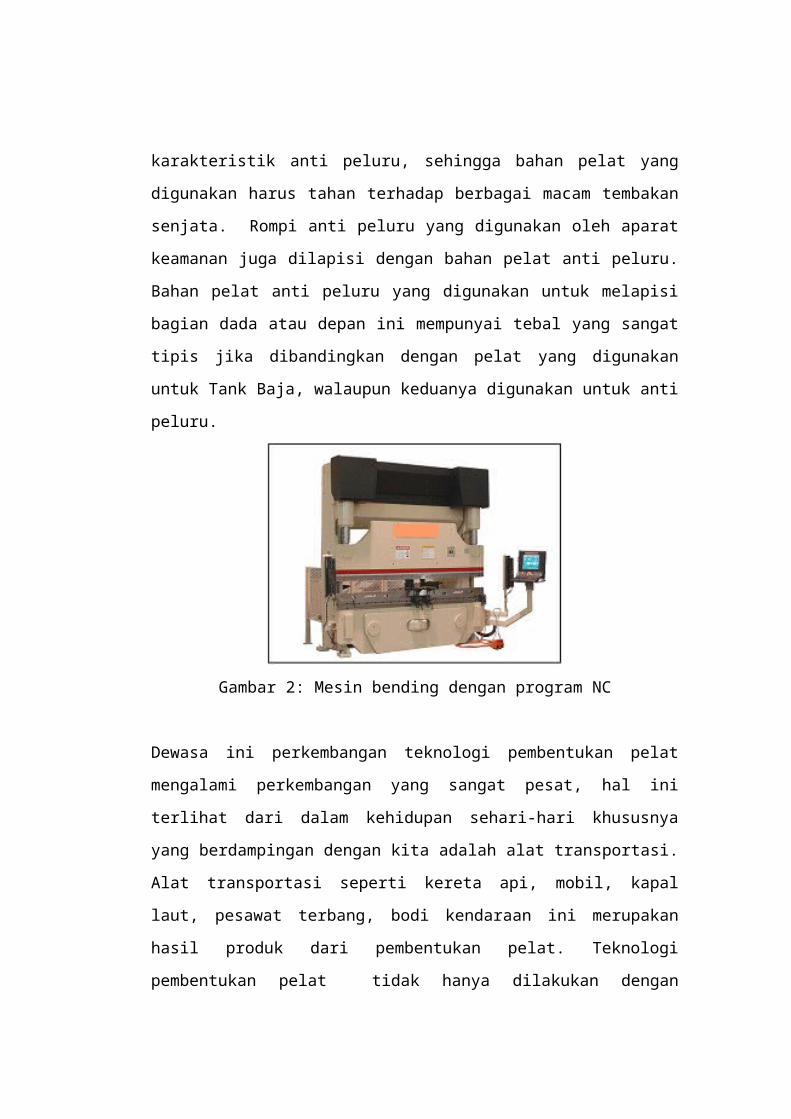
Gambar 2: Mesin bending dengan program NC
Dewasa ini perkembangan teknologi pembentukan pelat mengalami
perkembangan yang sangat pesat, hal ini terlihat dari dalam kehidupan sehari-hari
khususnya yang berdampingan dengan kita adalah alat transportasi. Alat
transportasi seperti kereta api, mobil, kapal laut, pesawat terbang, bodi kendaraan
ini merupakan hasil produk dari pembentukan pelat. Teknologi pembentukan pelat
tidak hanya dilakukan dengan menggunakan peralatan sederhana tetapi sejak
ditemukannya teknologi produksi yang menggunakan program komputer seperti
CNC (Computer Numerical Control) sangat membantu dalam proses produksi.
Pada gambar 2, terlihat mesin penekuk (bending machine hydraulic) pelat
dengan tekanan sistem hidrolik. Proses pembengkokan pelat ini menggunakan
tenaga hidrolik yang berfungsi menekan dies pembengkok. Pelat diletakkan di
atas landasan sesuai dengan posisi bagian pelat yang akan dibengkokan. Prinsip
kerja alat ini dapat dikontrol dengan pemograman sesuai dengan bentuk-bentuk
bending yang diinginkan.
Proses produksi dengan sistem hidrolik dan pemograman komputer ini
terlihat dari hasil produk yang dikerjakan memiliki ketelitian tinggi serta tingkat
sifat mampu tukar (interchange ability) yang tinggi. Produksi dengan sistem
komputer ini sangat menguntungkan untuk jumlah produksi yang besar. Jika
dibandingan produksi secara manual maka tingkat ketelitian dan mampu tukarnya
dari pekerjaan manual ini rendah. Kondisi ini sangat tidak menguntungkan pada
jumlah produksi yang besar, sebab ini akan menambah waktu dan biaya
pekerjaan. Hasil produksi pembentukan pelat secara manual ini akan menjadi
lebih mahal. Harga mahal ini menjadi rendahnya daya saing harga apalagi jika
dibandingkan dengan penggunaan bahan plastik. Bahan plastik sudah mulai
banyak menggeser penggunaan bahan yang menggunakan bahan dasar pelat atau
bahan logam. Tetapi untuk beberapa komponen tertentu ini masih didominasi
bahan yang menggunakan bahan dasar pelat logam. Bahan dasar logam ini
mempuyai keuntungan yang lebih baik jika dibandingkan dengan bahan plastik
khususnya untuk penggunaan pada kondisi-kondisi tertentu. Sifat bahan logam
yang tidak bisa digantikan oleh bahan plastik ini diantaranya bahan logam ini
memiliki sifat mekanik yang lebih baik seperti kekerasan, impact (tumbukan),
tegangan tarik, dan modulus elastisitas. Jika dibandingkan dari sifat-sifat fisis
bahan logam memiliki titik lebur yang lebih tinggi, sehingga bahan ini menjadi
lebih tahan panas dibandingkan dengan plastik.
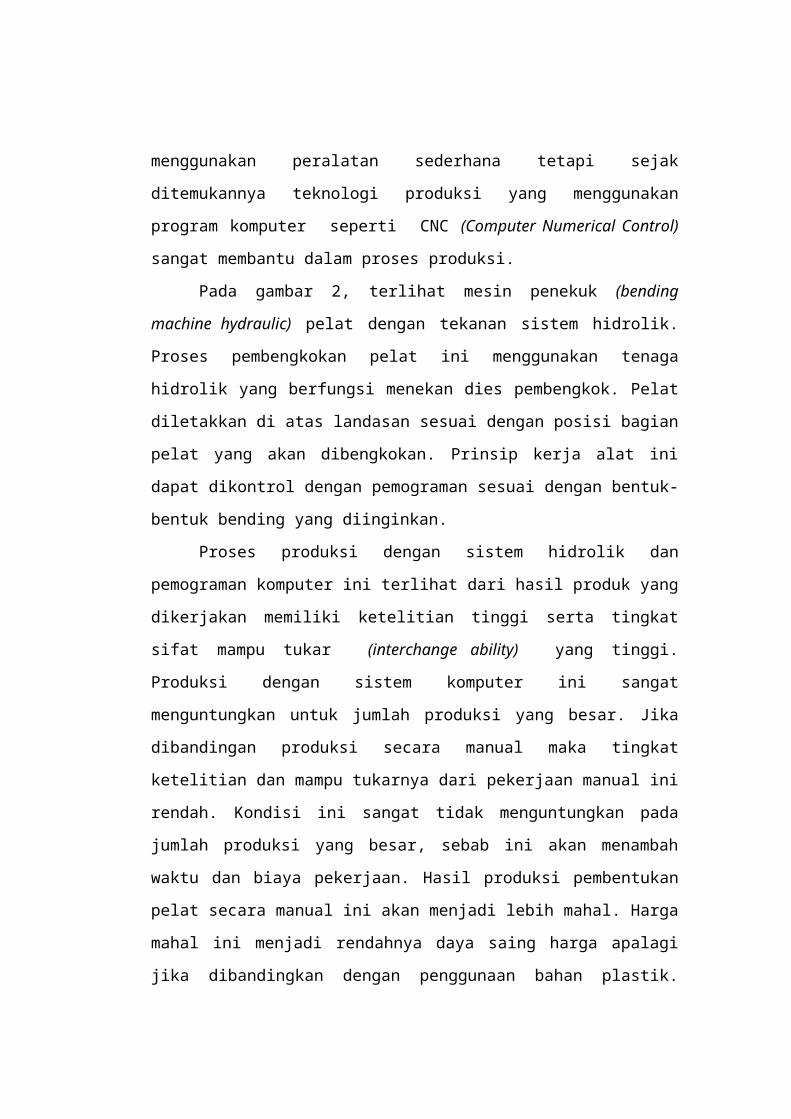
Gambar 3: Mesin blanking dengan program NC
Kemampuan untuk menghasilkan berbagai bentuk dari lembaran pelat datar
dengan laju produksi yang tinggi merupakan salah satu perkembangan teknologi
pembentukan pelat. Laju produksi yang tinggi ini ditengarai dengan penemuan
sistem pembentukan logam secara mekanis dan hidraulik. Proses pembentukan
dengan sistem ini dipicu oleh tuntutan dunia industri pada penggunaan bahan-
bahan pelat untuk berbagai komponen permesinan. Namun demikian metode kuno
pada proses pembentukan pelat dengan tangan tidak dapat ditinggalkan begitu
saja, sebab pada proses pembentukan masih ada beberapa bagian pembentukan
yang belum sempurna. Akhirnya proses lanjutan atau finishing komponen masih
dilakukan dengan tangan secara manual. Pada prinsipnya suatu bentuk yang
dihasilkan dari bahan lembaran pelat datar dengan cara penarikan atau pe-
rentangan dan penyusutan dimensi elemen volume pada tiga arah utama yang
tegak lurus terhadap satu dengan yang lainnya.
Bentuk-bentuk yang diperoleh dari hasil pembentukan pelat ini merupakan
penggabungan antara proses perentangan dengan penyusutan. Proses perentangan
dan penyusutan ini memberikan perubahan terhadap ketebalan pelat lembaran
yang dibentuk. Pada proses pembentukan ini terjadi proses pengerasan regang
artinya kekerasan bahan akan meningkat setelah adanya proses peregangan,
apabila proses ini diabaikan maka kemungkinan cacat dari hasil pembentukan
besar terjadi.
Cacat-cacat pada proses pembentukan ini diantaranya adalah terjadinya
pengeriputan antara proses perengangan dan penyusutan komponen yang tidak
seimbang. Akibat proses peregangan yang besar dapat terjadi robek pada bagian-
bagian komponen yang mengalami penarikan yang berlebihan.
Proses Pembentukan
Gambar 1. Logam hasil pembentukan
Prinsip dasar pembentukan logam merupakan proses yang dilakukan
dengan cara memberikan perubahan bentuk pada benda kerja. Perubahan bentuk
ini dapat dilakukan dengan cara memberikan gaya luar sehingga terjadi deformasi
plastis. Aplikasi pembentukan logam ini dapat dilihat pada beberapa contohnya
seperti pengerolan (rolling), pembengkokan (bending), tempa (forging), ekstrusi
(extruding), penarikan kawat (wire drawing), penarikan dalam (deep drawing),
dan lain-lain. Dalam proses pembentukan logam inipun digunakan perkakas
(tooling) yang fungsinya memberikan gaya terhadap benda kerja, serta
mengarahkan perubahan bentuknya. Secara makroskopis, deformasi dapat dilihat
sebagai perubahan bentuk dan ukuran. Perubahan bentuk yang terjadi dapat
dibedakan atas deformasi elastis dan deformasi plastis.
Deformasi elastis adalah perubahan bentuk yang terjadi bila ada gaya yang
bekerja, serta akan hilang bila bebannya ditiadakan. Dengan kata lain bila beban
ditiadakan, maka benda akan kembali ke bentuk dan ukuran semula. Sedangkan
deformasi plastis adalah perubahan bentuk yang permanen, meskipun bebannya
dihilangkan maka kondisi benda akan tetap berbah bentuknya sesuai dengan
bentuk yang dikenakan pada benda tersebut.
A. Pembentukan Secara Manual
Pembentukan pelat secara manual merupakan proses pembentukan yang
dilakukan dengan menggunakan landasan-landasan pembentuk dengan
menggunakan berbagai macam bentuk palu. Landasan pembentuk ini dikenal juga
dengan istilah Pancang Tinman. Palu yang digunakan dalam proses
pembentukan ini juga terdiri dari berbagai jenis palu pembentuk. Palu pembentuk
ini dapat dibedakan mulai dari ukuran, jenis dan bentuk kepala palu. Karakteristik
pembentukan secara manual ini memiliki bentuk-bentuk yang sangat bervariasi,
sebab pembentuk dengan manual ini sangat tergantung pada bentuk landasan dan
kepala palu yang digunakan.
B. Teknik Pemukulan
Teknik-teknik pemukulan ini dapat dikategorikan sebagai berikut:
1. Pemukulan Peregangan
Pemukulan regang pada dasarnya adalah pemukulan yang dilakukan untuk
meregang pelat menjadi lebih besar. Pelat hasil pemukulan regang ini
menghasilkan bentuk pelat menjadi lebih panjang ke arah bagian yang
mengalami pemukulan. Teknik pemukulan regang ini menggunakan palu
kepala pipih di atas landasan rata. Pada saat proses pemukulan pelat akan
mengalami menurunan ketebalan akibat dari proses pemukulan regang.
2. Pemukulan Pengkerutan
Proses pemukulan kerut menghasilkan pelat menjadi terkompres.
Pemukulan ini merupakan kebalikan dari proses pemukulan regang. Dimensi
ketebalan pelatnyapun menjadi bertambah. Terjadinya proses pemukulan kerut
ini dilakukan di atas landasan lengkung dengan palu kepala bulat. Pemukulan
kerut ini digunakan untuk proses pembentukan pelat menjadi bentuk mangkuk.
3. Pemukulan Perataan
Pemukulan datar merupakan proses pemukulan yang berfungsi untuk
mendatar bagian pelat yang mengalami pelengkungan. Pemukulan datar ini
juga dapat diterapkan untuk proses pemukulan pembentukan di atas landasan.
Seperti untuk membengkok pelat di atas landasan persegi. Teknik pemukulan
ini juga dilakukan untuk meratakan hasil pemukulan regang. Pada saat proses
pemukulan regang pelat mengalami cekungan dan tidak merata. Pemukulan
datar ini sangat banyak digunakan untuk semua proses pembentukan pelat.
4. Pemukulan Keseimbangan
Pemukulan keseimbangan berguna untuk menyeimbangkan kondisi pelat
yang mengalami penyimpangan akibat proses pengerolan. Hasil proses
pengerolan pelat biasanya masih belum mengalami bentuk bulat sempurna,
maka dengan teknik pemukulan keseimbangan ini akan dapat menghasilkan
bulatan silinder menjadi lebih baik. Proses pemukulan ini dilakukan dengan
memukul bagian pelat yang melonjong pemukulan pelat ini akan menekan
pelat yang melonjong dan menjadi lebih datar sampai mendekati keseimbangan
dari kebulatan silinder yang diinginkan.
5. Pemukulan Pembentukan
Pemukulan membentuk merupakan penggabungan dari beberapa teknik
pemukulan yang ada. Proses pemukulan membentuk ini berguna untuk
melakukan pembentukan di atas landasan. Pelat diletakan di atas landasan dan
dipegang oleh salah satu tangan dan tangan yang satunya melakukan
pemukulan pembentukan sesuai dengan bentuk pelat yang inginkan. Apabila
seseorang sudah dapat mensinergikan antara apa yang ada dalam pikirannya
disalurkan melalui tangan dan palu maka akan menghasilkan bentuk pelat yang
seperti apa yang diinginkan dalam pikiran tersebut.
Keuntungan proses pembentukan dengan sistem pembentukan secara
manual ini adalah dapat mengerjakan seluruh bentuk proses pembentukan.
Pembentukan dalam jumlah skala kecil atau pembuatan satu buah komponen yang
terbuat dari bahan pelat ini sangat cocok dengan pembentukan secara manual.
Pengerjaan komponen bahan pelat dengan sistem ini tidak memerlukan cetakan
atau alat bantuk pembentukan yang lain. Pembentukan pelat ini hanya terbatas

pada pembentukan pelat yang relatif mempunyai dimensi lebih kecil dan tipis.
Pelat relatif tebal dan mempunyai dimensi yang besar akan sulit dilakukan dengan
proses pembentukan secara manual.
Kesalahan-kesalahan yang sering terjadi dalam proses pembentukan ini
dapat terjadi apabila pekerja tidak mengetahui karakteristik bahan pelat yang
dibentuk. Jika pekerja tidak mempunyai keterampilan/skill pada bidang pekerjaan
pembentukan ini maka kemungkinan kesalahan besar terjadi. Pekerjaan-pekerjaan
pembentukan dalam sangat sulit dikerjakan secara manual. Biasanya pekerjaan
yang dihasilkan dari proses pembentukan secara manual ini masih kurang teliti.
Apalagi pekerjaan komponen dalam jumlah besar hal ini sangat kurang
menguntungkan, sebab hasilnya memiliki sifat mampu tukar yang rendah.
Penerapan sistem pembentukan secara manual ini sangat variatif khususnya
untuk komponen pelat yang relatif kecil dan ringan. Komponen-komponen bahan
pelat yang dikerjakan dengan sistem manual ini dapat diterapkan untuk
pembuatan komponen mesin yang tidak memerlukan cetakan. Finishing dari
beberapa proses pengerjaan pembentukan yang lain juga finishing-nya dapat
dilakukan finishing secara manual.
C. Proses Tekuk/Lipat
Secara mekanika proses penekukan ini terdiri dari dua komponen gaya yakni:
tarik dan tekan. Mesin-mesin yang digunakan dalam proses lipat ini menggunakan
sistem jepit secara manual dan sistem tekan bending secara hidrolik:
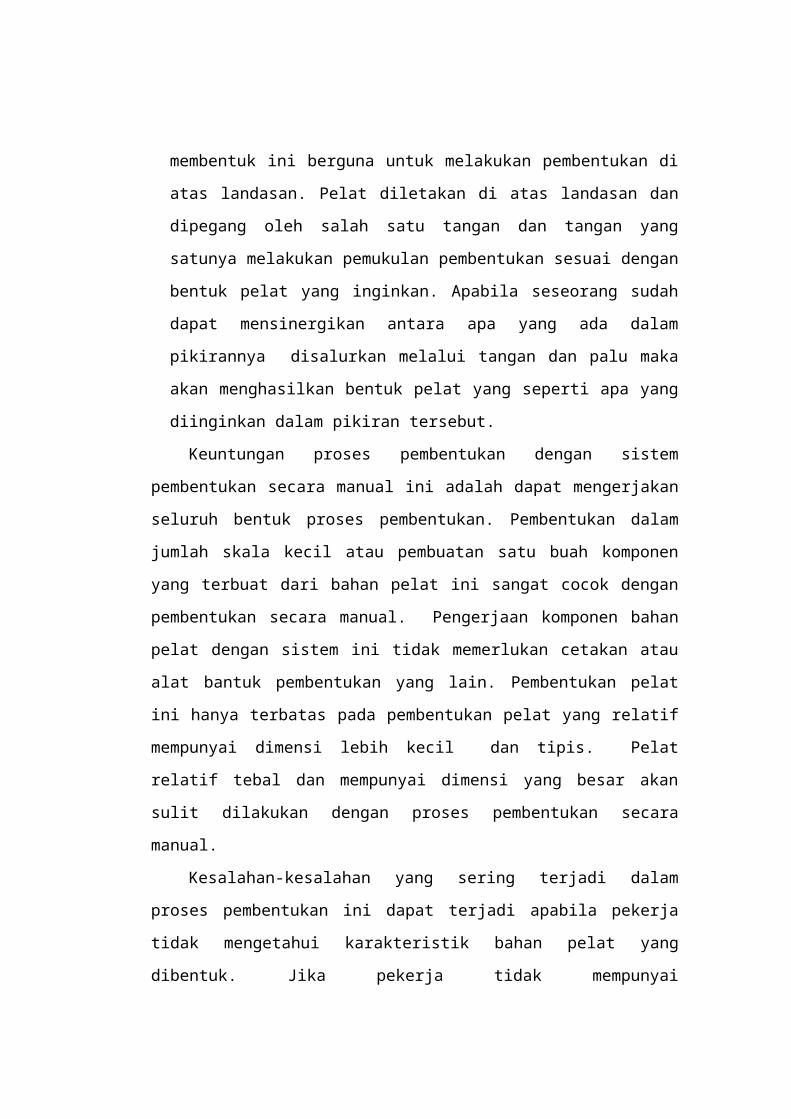
1. Mesin Lipat Universal
Sistem penekukan secara manual dapat dilakukan dengan sepatu tekan
disepanjang pelat yang ditekan. Proses ini dapat dikerjakan dengan membuat
tanda pada daerah pelat yang akan dibengkok. Selanjutnya pelat dijepit diantara
landasan dan sepatu tekan. Garis tanda yang dibentuk harus sejajar dengan sepatu
penekan atas. Selanjutnya pembengkok diputar ke atas sampai membengkok pelat
yang dijepit. Besarnya sudut pembengkokan dapat diatur sesuai dengan sudut
pembengkokan yang dikehendaki.
Gambar 2. Mesin Lipat Universal
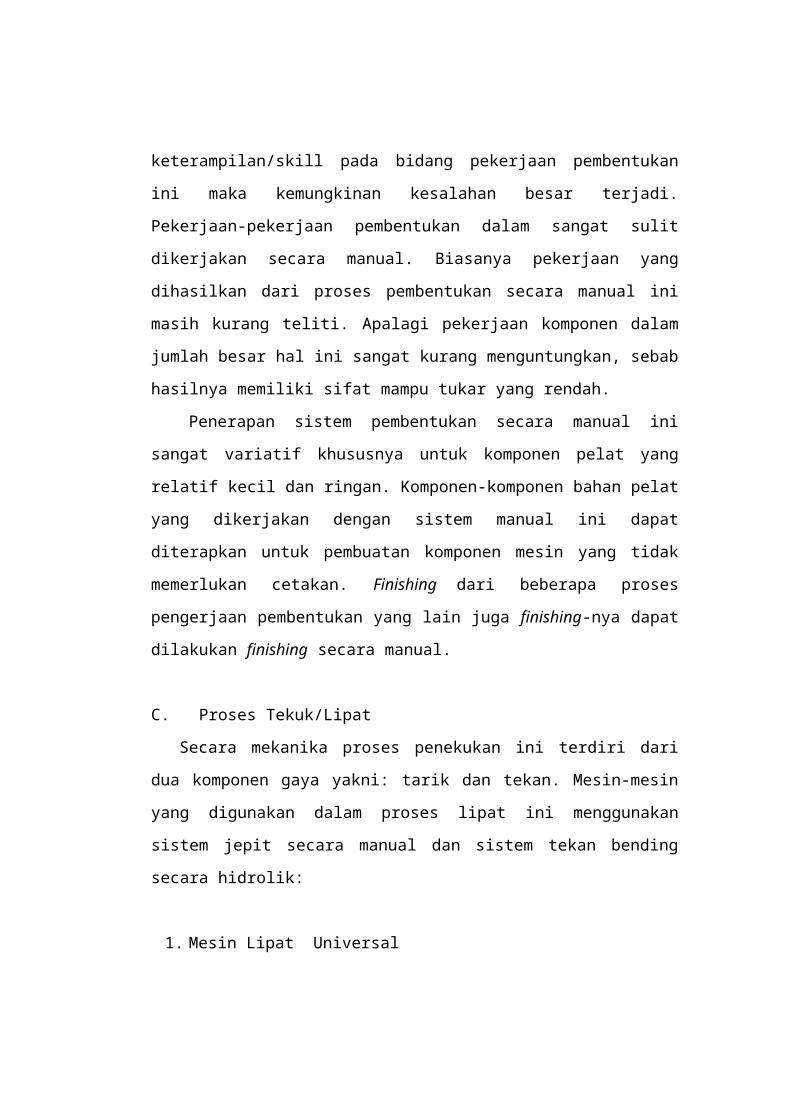
2. Mesin Lipat Independent
Pelipatan pelat independent ini menggunakan sepatu yang terpisah-pisah.
Sepatu penjepit ini dapat dengan bebas diatur sesuai dengan kondisi pelat yang
akan dibentuk. Sepatu penjepit ini dapat dilepas atau diatur sesuai panjang pelat
yang akan dilipat.
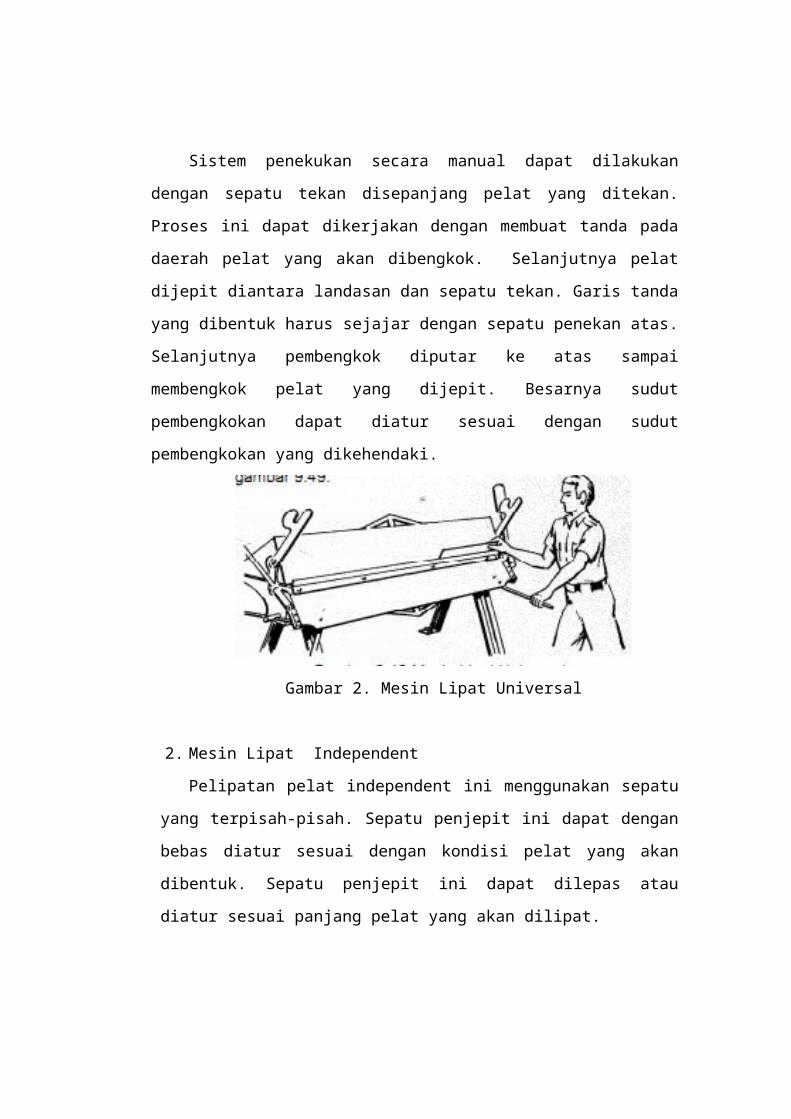
Gambar 3. Mesin Lipat Universal
3. Mesin Tekuk Hidrolik
Mesin tekuk hidrolik merupakan sistem penekukan yang sangat
berkembang di industri. Mesin-mesin Bending sistem hidrolik ini mempunyai
kapasitas yang relatif besar dan umumnya dengan sistem pembentukan pelat
yang panjang sampai mencapai panjang 2500 mm sampai 3000 mm. Mesin
tekuk hidrolik ini memiliki dies sebagai landasan dan dies pada posisi bagian
bawah tetap dan punch penekan bergerak naik dan turun. Gerakan punch ini
dapat dikontrol lang-kahnya dengan sistem hidrolik.
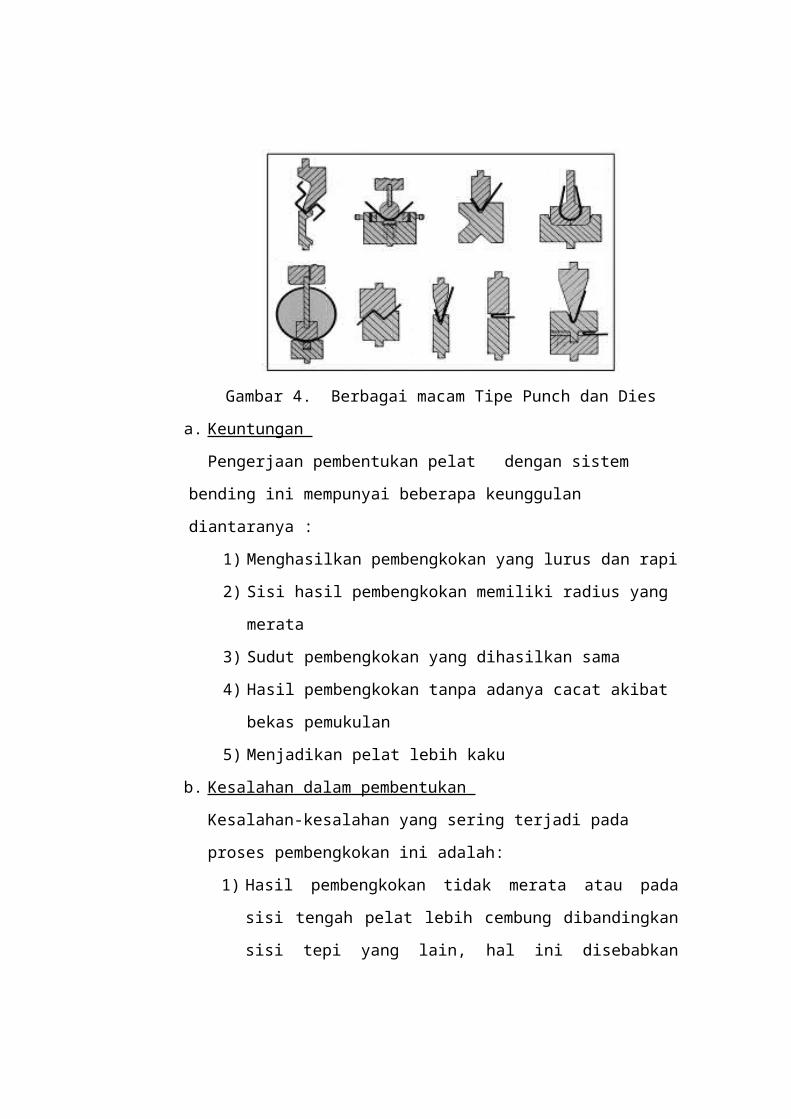
Gambar 4. Berbagai macam Tipe Punch dan Dies
a. Keuntungan
Pengerjaan pembentukan pelat dengan sistem bending ini mempunyai
beberapa keunggulan diantaranya :
1) Menghasilkan pembengkokan yang lurus dan rapi
2) Sisi hasil pembengkokan memiliki radius yang merata
3) Sudut pembengkokan yang dihasilkan sama
4) Hasil pembengkokan tanpa adanya cacat akibat bekas pemukulan
5) Menjadikan pelat lebih kaku
b. Kesalahan dalam pembentukan
Kesalahan-kesalahan yang sering terjadi pada proses pembengkokan ini
adalah:
1) Hasil pembengkokan tidak merata atau pada sisi tengah pelat lebih
cembung dibandingkan sisi tepi yang lain, hal ini disebabkan
karena tebal pelat yang ditekuk melebihi kapasitas mesin lipat.
2) Jika posisi peletakan pelat tidak sejajar terhadap sepatu penjepit
maka mengakibatkan hasil pembengkokan menjadi miring.
3) Penekanan pelat pada sepatu pembentuk tidak boleh melebihi atau
kurang dari batas sudut pembengkokan yang diinginkan. Jika hal
ini terjadi maka hasil pembengkokan cenderung mempunyai sudut
pembengkokan yang tidak tepat atau tidak sesuai yang diharapkan.
c. Aplikasi Proses Tekuk
Penerapan proses bending ini banyak digunakan untuk pembuatan body atau
cover mesin-mesin. Cover mesin-mesin ini biasanya dikerjakan dengan proses
bending yakni dengan melipat sisi-sisi tepi pelat, sehingga pelat menjadi lebih
kaku dan ringan. Cover mesin-mesin ini dapat dengan mudah dibongkar pasang.
Kondisi ini dirancang untuk mempermudah proses penggantian atau perawatan
mesin tersebut. Aplikasi lain dari sistem bending ini dapat dilihat pada body-body
mesin dan kenderaan seperti: Body kereta api, body truck, body alat-alat berat,
body mesin-mesin pertanian dan sebagainya.
d. Hal-hal yang harus diperhatikan dalam proses pembengkokan pelat
Hasil pembengkokan pelat yang baik dapat dihasilkan dengan
mempertimbangkan hal-hal sebagai berikut:
1. Sebelum melakukan proses pembengkokan pelat mesin pembengkok
harus diperiksa terlebih dahulu terutama dies, atau sepatu pembentuk,
sudut pembengkokan yang diinginkan.
2. Tandailah sisi bagian tepi pelat yang akan dibengkokkan.
3. Posisi tanda pembengkokan ini harus sejajar dengan dien pembengkok.
4. Penjepitan pelat harus kuat
5. Atur sudut pembengkokan sesuai dengan sudut pem-bengkokan yang
dikehendaki
6. Sesuaikan dies landasan dengan bentuk pembengkokan yang
diinginkan.
7. Mulailah proses pembengkokan dengan memperhatikan sisi-sisi yang
akan dibengkokan, hal ini untuk menjaga agar lebih dahulu
mengerjakan posisi pelat yang mudah.
8. Jika ingin melakukan pembengkokan dengan jumlah yang banyak
buatlah jig atau alat bantu untuk memudahkan proses pembengkokan.
Jig ini bertujuan untuk memudahkan pekerjaan sehingga
menghasilkan bentuk pembengkokan yang sama.
e. Teknik dan prosedur pembengkokan yang benar akan menghasilkan
pembengkokan yang lurus, rapi dan merata.
Beberapa hal yang harus diperhatikan dalam proses pembengkokan ini
diantaranya:
1) Menghitung panjang bentangan akibat proses pembengkokan, hal ini
bertujuan agar hasil radius pembengkokan tepat sesuai dengan
ukuran yang dikehendaki. Membuat tanda pada sisi bagian pelat
yang akan dibengkokan. Tanda ini dapat dilakukan dengan
penggores yakni dengan menentukan ukuran sisi yang akan
dibengkokan.
2) Menentukan langkah yang tepat pada saat akan dilakukannya
pembengkokannya. Langkah ini ditentukan berdasarkan urutan
pekerjaan pembengkokan sehingga saat proses berlangsung tidak ada
pembengkokan lainnya terganggu dengan proses pembengkokan
dari sisi lainnya.
3) Pada saat meletakkan pelat diatas landasan atau diantara landasan
dan penjepit harus sejajar kelurusannya. Kelurusan bagian sisi pelat
yang akan dibengkokan dengan tanda yang sudah digores terhadap
dies penekan.
4) Penjepitan pelat di sepatu mesin bending harus ditahan dengan baik
agar pelat tidak mengalami perobahan posisi kelurusannya. Jika
terjadi pergeseran maka hasil pembengkokan menjadi miring atau
menyimpang.
5) Sudut hasil pembengkokan harus dilebihkan dari sudut yang
diinginkan. Kelebihan ini untuk mengantisipasi pengaruh elestisitas
bahan pelat yang mengalami pembengkokan.
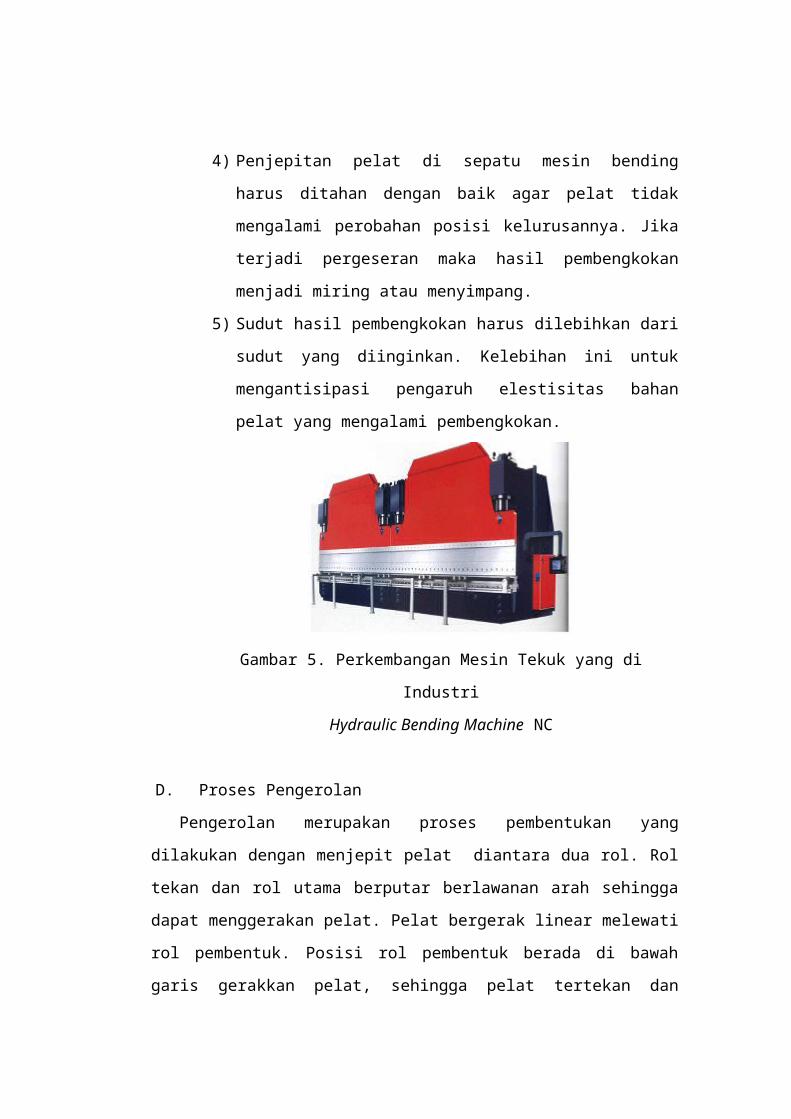
Gambar 5. Perkembangan Mesin Tekuk yang di Industri
Hydraulic Bending Machine NC
D. Proses Pengerolan
Pengerolan merupakan proses pembentukan yang dilakukan dengan menjepit
pelat diantara dua rol. Rol tekan dan rol utama berputar berlawanan arah sehingga
dapat menggerakan pelat. Pelat bergerak linear melewati rol pembentuk. Posisi rol
pembentuk berada di bawah garis gerakkan pelat, sehingga pelat tertekan dan
mengalami pembengkokan. Akibat penekanan dari rol pembentuk dengan putaran
rol penjepit ini maka terjadilah proses pengerolan. Pada saat pelat bergerak
melewati rol pembentuk dengan kondisi pembenkokan yang sama maka akan
menhasilkan radius pengerolan yang merata.
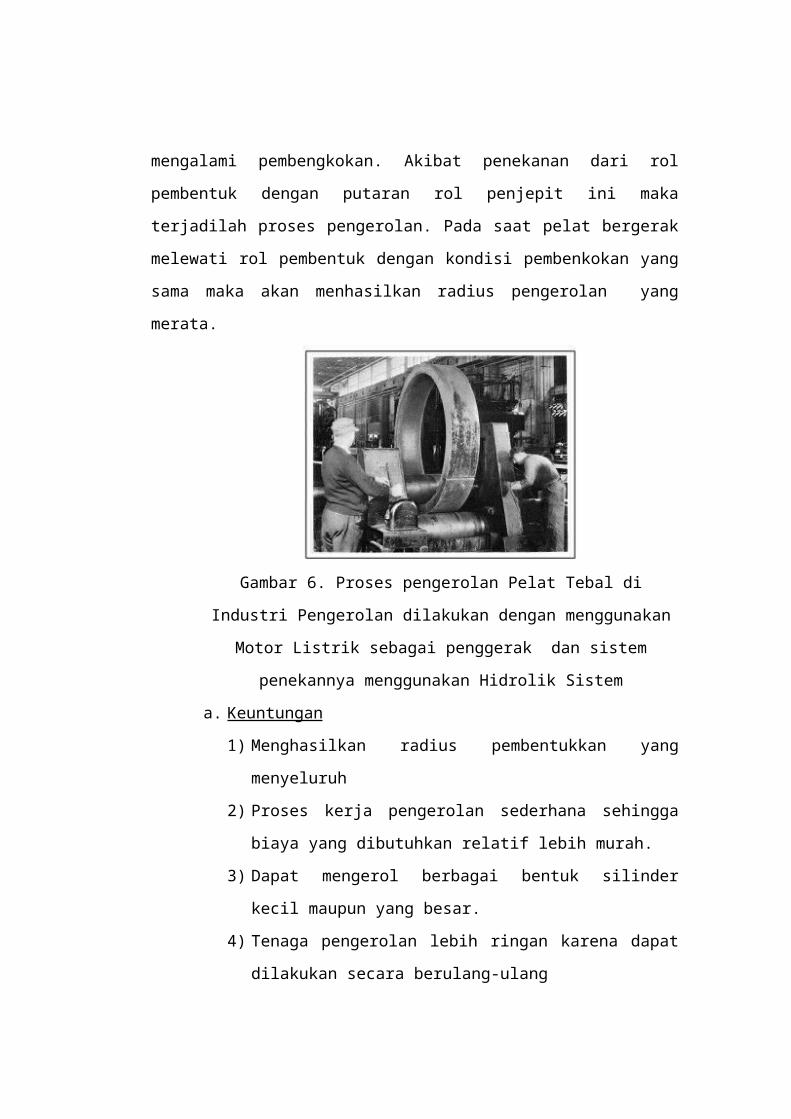
Gambar 6. Proses pengerolan Pelat Tebal di Industri Pengerolan
dilakukan dengan menggunakan Motor Listrik sebagai penggerak dan
sistem penekannya menggunakan Hidrolik Sistem
a. Keuntungan
1) Menghasilkan radius pembentukkan yang menyeluruh
2) Proses kerja pengerolan sederhana sehingga biaya yang
dibutuhkan relatif lebih murah.
3) Dapat mengerol berbagai bentuk silinder kecil maupun yang besar.
4) Tenaga pengerolan lebih ringan karena dapat dilakukan secara
berulang-ulang
5) Mampu mengerol kerucut secara bertahap
6) Hasil pengerolan merata diseluruh lembaran pelat dan kondisi
pelat yang terbentuk tanpa cacat.
b. Aplikasi
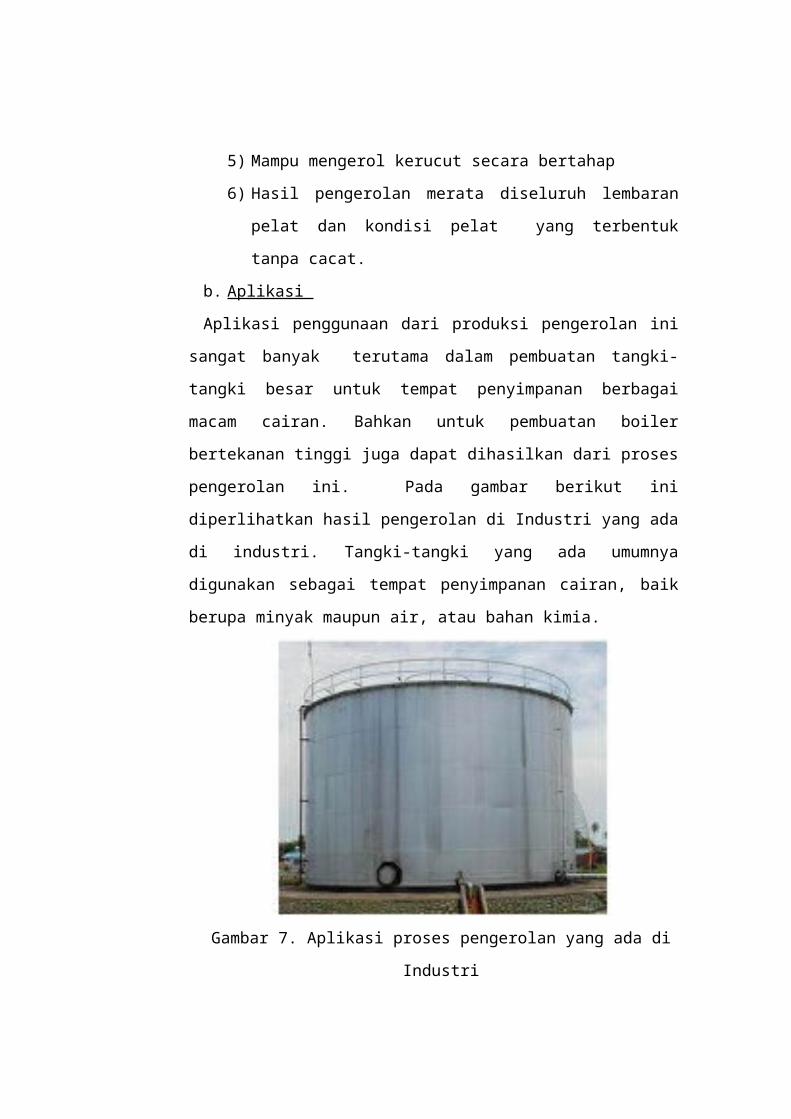
Aplikasi penggunaan dari produksi pengerolan ini sangat banyak
terutama dalam pembuatan tangki-tangki besar untuk tempat penyimpanan
berbagai macam cairan. Bahkan untuk pembuatan boiler bertekanan tinggi
juga dapat dihasilkan dari proses pengerolan ini. Pada gambar berikut ini
diperlihatkan hasil pengerolan di Industri yang ada di industri. Tangki-
tangki yang ada umumnya digunakan sebagai tempat penyimpanan cairan,
baik berupa minyak maupun air, atau bahan kimia.
Gambar 7. Aplikasi proses pengerolan yang ada di Industri
E. Proses Streching (peregangan)
Streching pada dasarnya merupakan proses pembentukan Rentang yakni
proses pembentukan gaya tarik utama sehingga bahan tertarik pada peralatan
atau blok pembentukan. Prosesnya merupakan perkembangan proses
pelusuran rentang lembaran-lembaran yang digulung. Pembentukan rentang
banyak digunakan pada industri pesawat terbang untuk menghasilkan
lengkungan-lengkungan dengan jari-jari lengkung besar, seringkali
lengkungan ganda. pada proses ini balikan pegas berkurang sekali, karena
gradien tegangan relatif seragam. di lain pihak, karena tegangan tarik
dominan, maka proses ini deformasi yang besar hanya terjadi pada bahan
yang sangat ulet.
a. Karakteristik Proses Streching
Proses streching mempunyai karakteristik sendiri dimana ciri yang paling
menonjol pada proses ini bentuk komponen pelat yang di proses relatif besar.
Bentuk kelengkungan yang di kerjakan umumnya berbentuk cembung besar.
b. Peralatan yang digunakan pada proses streching
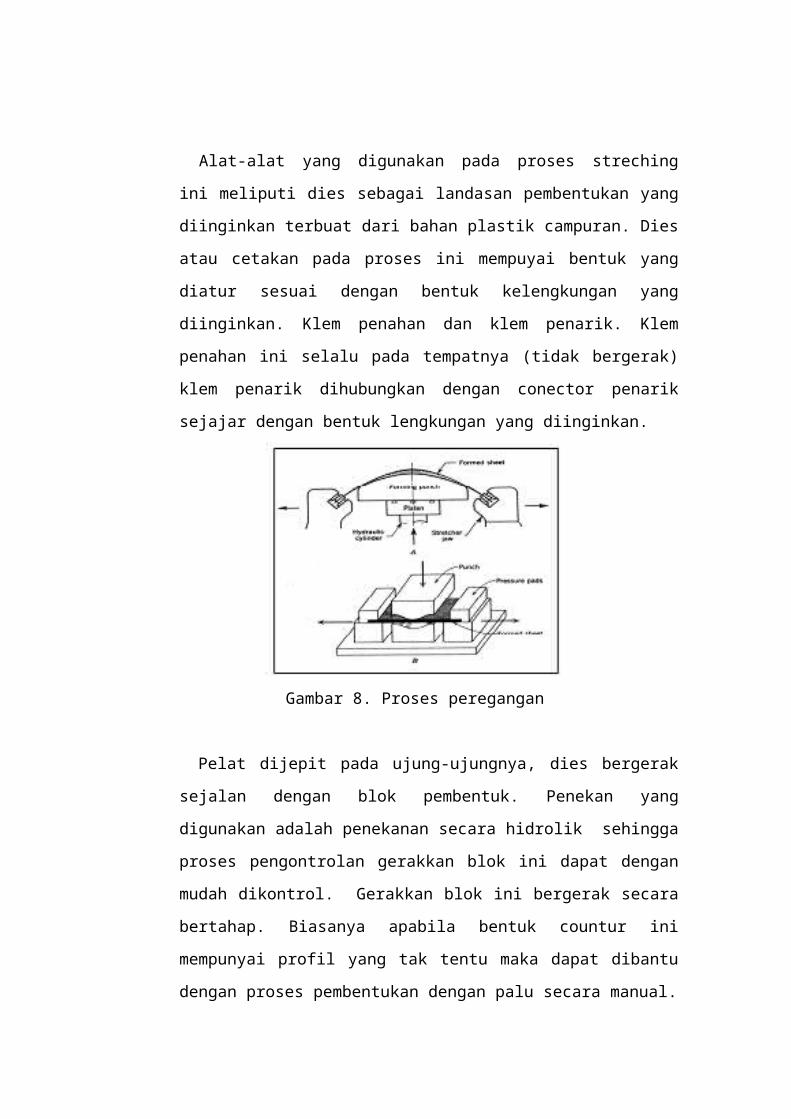
Alat-alat yang digunakan pada proses streching ini meliputi dies sebagai
landasan pembentukan yang diinginkan terbuat dari bahan plastik campuran.
Dies atau cetakan pada proses ini mempuyai bentuk yang diatur sesuai
dengan bentuk kelengkungan yang diinginkan. Klem penahan dan klem
penarik. Klem penahan ini selalu pada tempatnya (tidak bergerak) klem
penarik dihubungkan dengan conector penarik sejajar dengan bentuk
lengkungan yang diinginkan.
Gambar 8. Proses peregangan
Pelat dijepit pada ujung-ujungnya, dies bergerak sejalan dengan blok
pembentuk. Penekan yang digunakan adalah penekanan secara hidrolik
sehingga proses pengontrolan gerakkan blok ini dapat dengan mudah
dikontrol. Gerakkan blok ini bergerak secara bertahap. Biasanya apabila
bentuk countur ini mempunyai profil yang tak tentu maka dapat dibantu
dengan proses pembentukan dengan palu secara manual.
Gambar 9. Efek peregangan
Kapasitas pembentukan dengan streching ini mempunyai keunggulan
terhadap bidang pelat yang di-kerjakan relatif lebih besar dari proses
pembentukan lainnya. Beberapa kelemahan sering terjadii pada proses ini
diantaranya adalah terjadi penyempitan akibat tarikan.
F. Proses Blanking
Proses penekanan atau blanking ini didasarkan pada proses
pengguntingan.
a. Karakteristik
Proses blanking ini mempunyai karakteristik pembentukan terutama
terhadap hasilnya. Bentuk yang dihasilkan dari proses ini relatif
mempunyai dimensi yang sama dengan tingkat ketelitian yang baik. Untuk
proses pembuatan komponen dalam jumlah besar sangat baik dilakukan
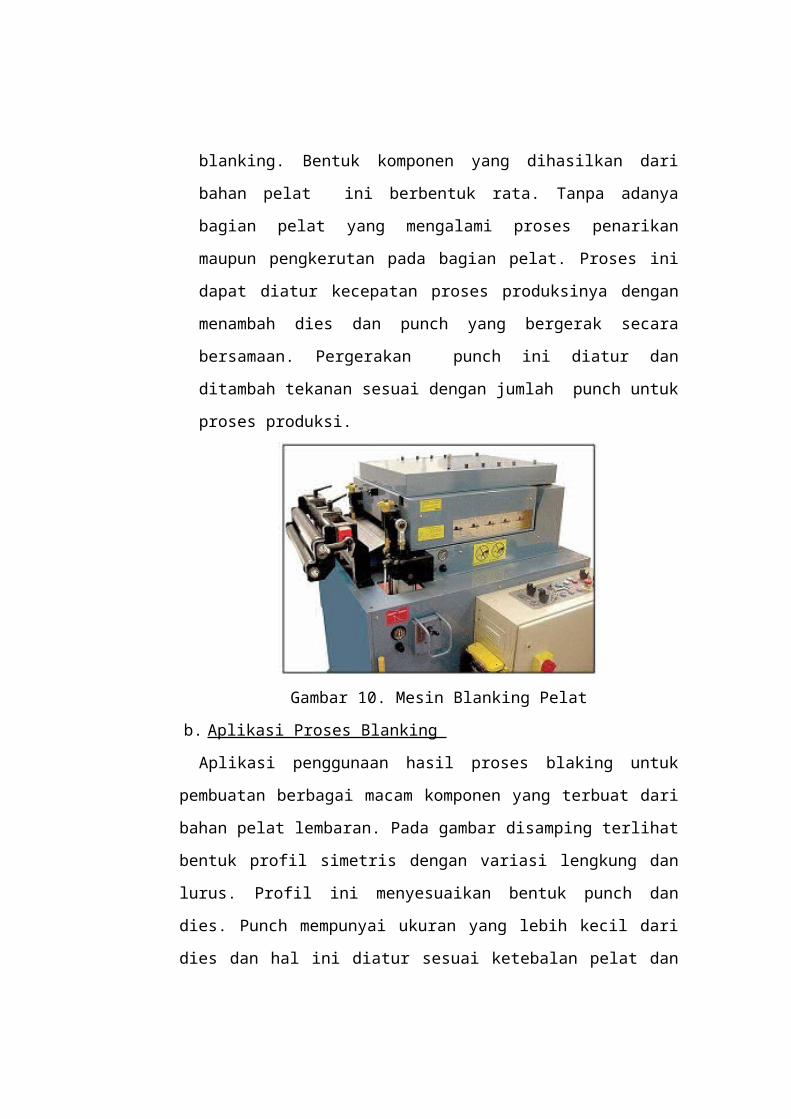
dengan proses blanking. Bentuk komponen yang dihasilkan dari bahan
pelat ini berbentuk rata. Tanpa adanya bagian pelat yang mengalami
proses penarikan maupun pengkerutan pada bagian pelat. Proses ini dapat
diatur kecepatan proses produksinya dengan menambah dies dan punch
yang bergerak secara bersamaan. Pergerakan punch ini diatur dan
ditambah tekanan sesuai dengan jumlah punch untuk proses produksi.
Gambar 10. Mesin Blanking Pelat
b. Aplikasi Proses Blanking
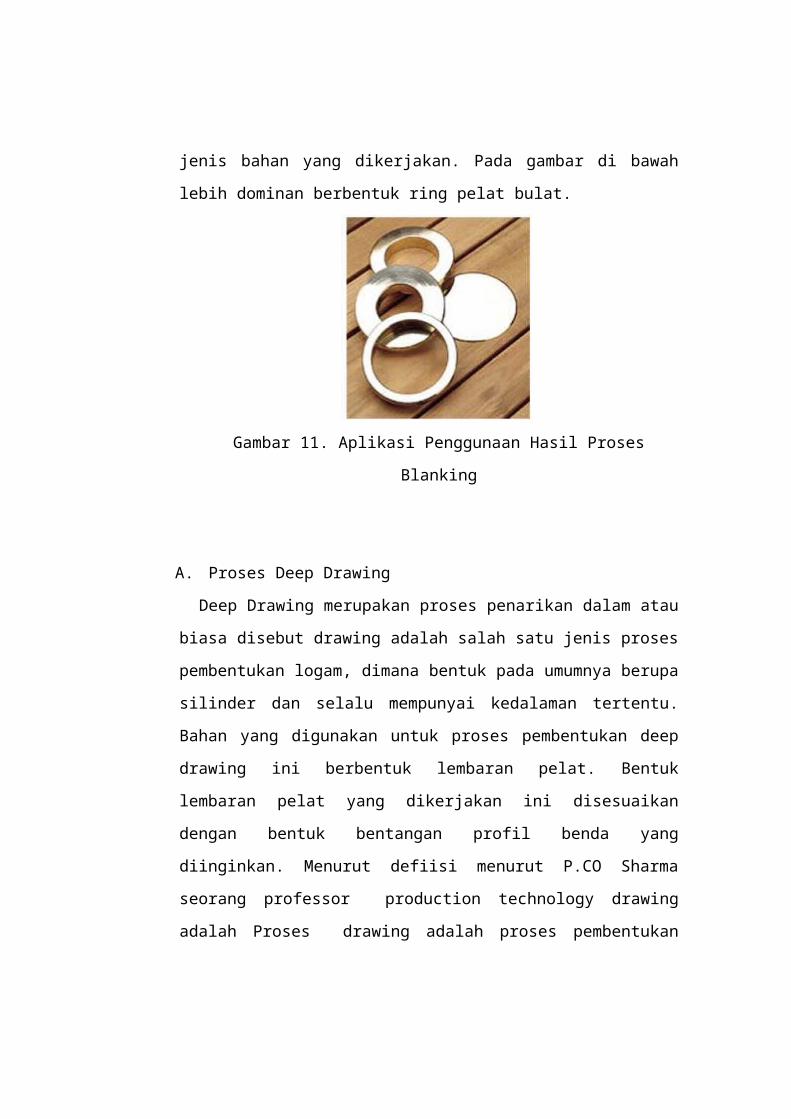
Aplikasi penggunaan hasil proses blaking untuk pembuatan berbagai
macam komponen yang terbuat dari bahan pelat lembaran. Pada gambar
disamping terlihat bentuk profil simetris dengan variasi lengkung dan lurus.
Profil ini menyesuaikan bentuk punch dan dies. Punch mempunyai ukuran
yang lebih kecil dari dies dan hal ini diatur sesuai ketebalan pelat dan jenis
bahan yang dikerjakan. Pada gambar di bawah lebih dominan berbentuk ring
pelat bulat.
Gambar 11. Aplikasi Penggunaan Hasil Proses Blanking
A. Proses Deep Drawing
Deep Drawing merupakan proses penarikan dalam atau biasa disebut
drawing adalah salah satu jenis proses pembentukan logam, dimana bentuk
pada umumnya berupa silinder dan selalu mempunyai kedalaman tertentu.
Bahan yang digunakan untuk proses pembentukan deep drawing ini
berbentuk lembaran pelat. Bentuk lembaran pelat yang dikerjakan ini
disesuaikan dengan bentuk bentangan profil benda yang diinginkan. Menurut
defiisi menurut P.CO Sharma seorang professor production technology
drawing adalah Proses drawing adalah proses pembentukan logam dari
lembaran logam ke dalam bentuk tabung (hallow shape).
Gambar 12. Mesin Deep Drawing
a. Keuntungan
Proses deep drawing yang digunakan untuk memproduksi komponen-
komponen dari bahan pelat ini mempunyai keuntungan diantaranya adalah :
1) Produksi dapat dikerjakan dalam jumlah besar. Kualitas hasil produksi
mempunyai ketelitian yang tinggi.
2) Sifat mampu tukar (interchange ability) komponen yang diproduksi
lebih baik jika dibandingkan secara manual.
3) Proses pengerjaannya sederhana.
b. Kelemahan dalam pembentukan
Kelemahan proses deep drawing ini diantaranya adalah apabila dilakukan
pengerjaan komponen dalam jumlah kecil, hal ini tidak menguntungkan sebab
proses pembuatan dies dan punch memerlukan biaya yang relatif besar.
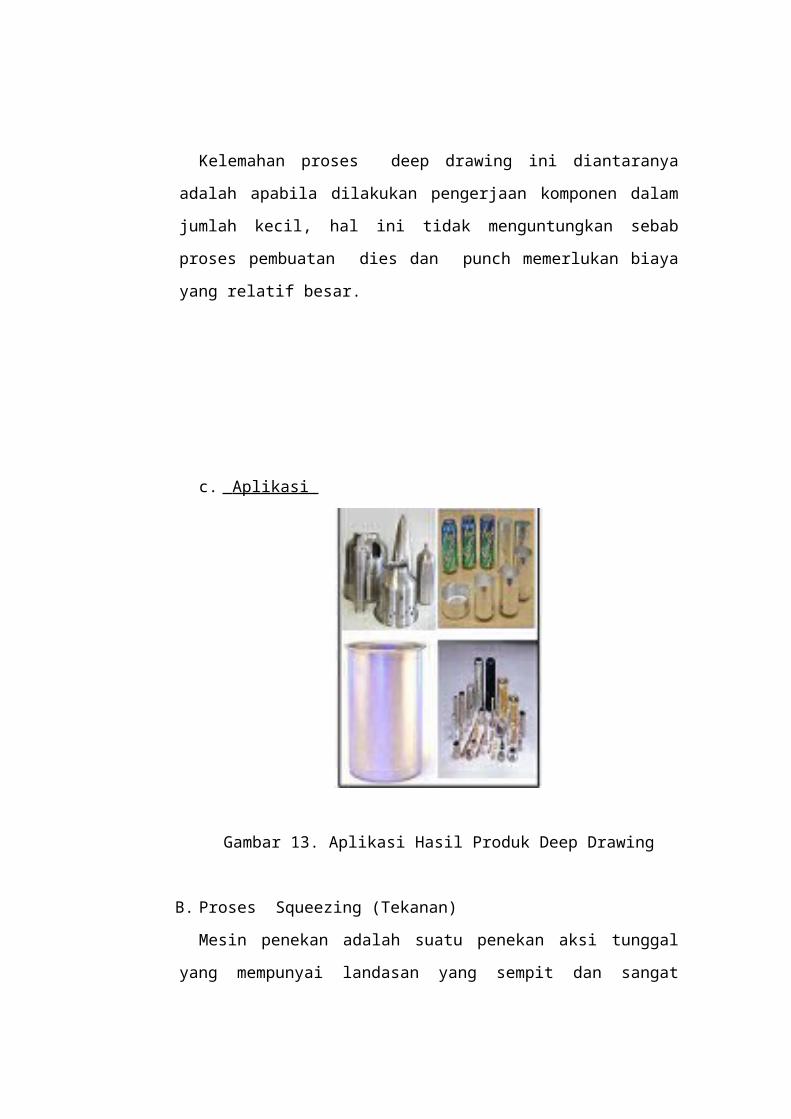
c. Aplikasi
Gambar 13. Aplikasi Hasil Produk Deep Drawing
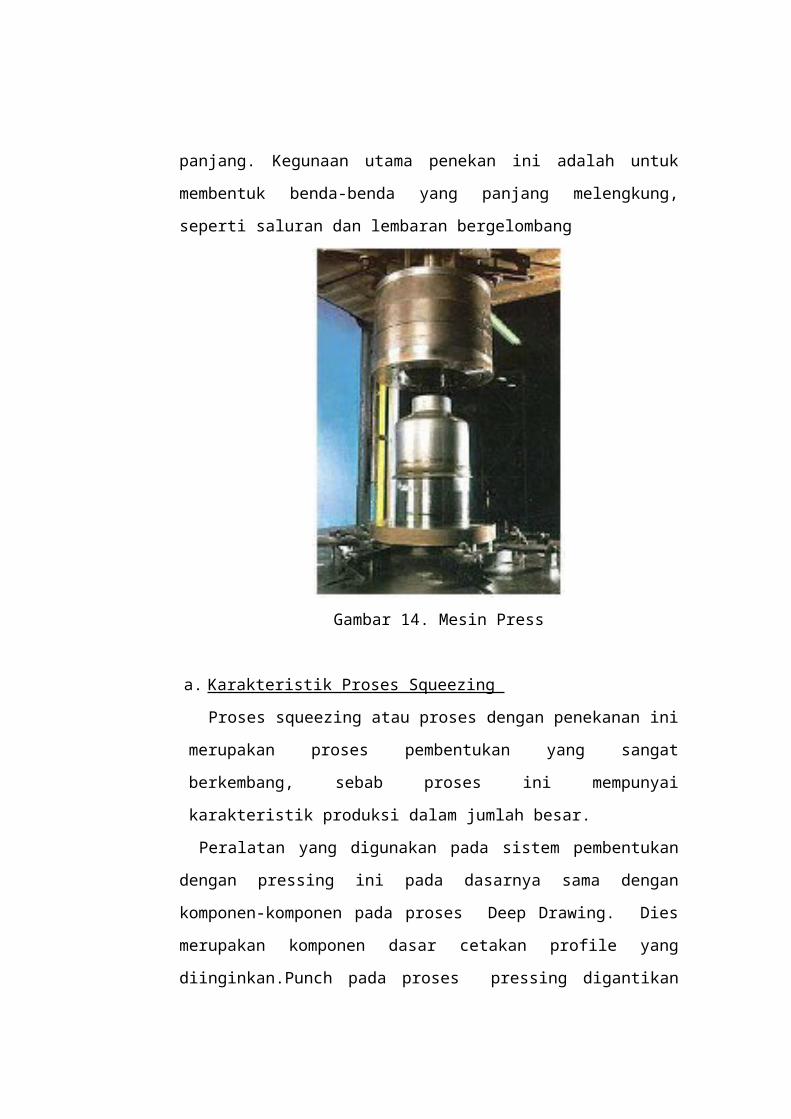
B. Proses Squeezing (Tekanan)
Mesin penekan adalah suatu penekan aksi tunggal yang mempunyai
landasan yang sempit dan sangat panjang. Kegunaan utama penekan ini
adalah untuk membentuk benda-benda yang panjang melengkung, seperti
saluran dan lembaran bergelombang
Gambar 14. Mesin Press
a. Karakteristik Proses Squeezing
Proses squeezing atau proses dengan penekanan ini merupakan proses
pembentukan yang sangat berkembang, sebab proses ini mempunyai
karakteristik produksi dalam jumlah besar.
Peralatan yang digunakan pada sistem pembentukan dengan pressing ini
pada dasarnya sama dengan komponen-komponen pada proses Deep
Drawing. Dies merupakan komponen dasar cetakan profile yang
diinginkan.Punch pada proses pressing digantikan oleh karet untuk
melakukan proses penekanan. Pelat diletakkan diantara dies dan karet.
Selanjutnya karet ditekan dengan menggunakan tekanan
silinder hidraulik sampai men-capai bentuk dies bagian bawah.
Gambar. 9.88. Produksi dari proses pressing mangkuk. Dalam jumlah
besar
Pelengkungan atau Proses Tekuk (Bending)
A. Definisi Proses Bending
Bending merupakan suatu proses pembentukan dengan memberikan gaya
tekuk sehingga pelat mengalami pelengkungan. Daerah pada pelat yang
mengalami proses bending disebut Bend Allowance (BA). Tujuan proses
pelengkungan pada pelat adalah untuk memberikan kekakuan pada bentangan
pelat. Aplikasi dari proses bending dapat dijumpai pada cover mesin, body kereta
api, body truk, body alat-alat berat, body mesin-mesin pertanian, dll. Terdapat 3
profil pelat akibat proses bending yaitu L, U dan Z.
Pada proses tekuk, mesin yang digunakan untuk melipat atau menekuk plat
adalah mesin bending manual dan bending Hydraulic Pipe Bender. Bending
manual digunakan untuk melipat atau menekuk pelat kerja yang telah diselesaikan
untuk pekerjaan awal. Mampu menekuk pelat dengan tebal maksimum 3 mm dan
panjang maksimal 1,5 meter, sedangkan hydraulic pipe bender digunakan untuk
menekuk benda kerja yang berbentuk silinder.
Secara mekanika proses penekukan terdiri dari dua komponen gaya yakni
tarik dan tekan. Pada pelat yang mengalami proses pembengkokan terjadi
peregangan, netral, dan pengkerutan. Daerah peregangan terlihat pada sisi luar
pembengkokan, dimana daerah ini terjadi deformasi plastis atau perubahan
bentuk. Peregangan ini menyebabkan pelat mengalami pertambahan panjang.
Daerah netral merupakan daerah yang tidak mengalami perubahan. Artinya pada
daerah netral ini pelat tidak mengalami pertambahan panjang atau perpendekkan.
Daerah sisi bagian dalam pembengkokan merupakan daerah yang mengalami
penekanan, dimana daerah ini mengalami pengkerutan dan penambahan
ketebalan, hal ini disebabkan karena daerah ini mengalami perubahan panjang
yakni perpendekan atau menjadi pendek akibat gaya tekan yang dialami oleh
pelat.
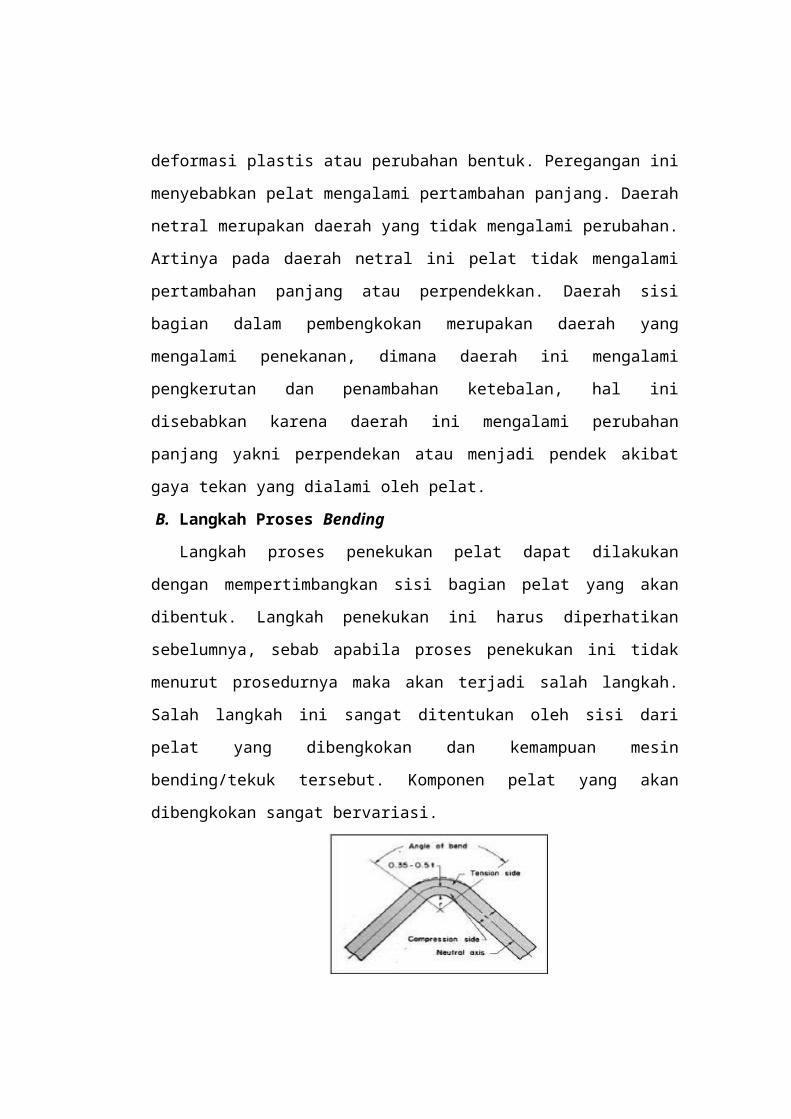
B. Langkah Proses Bending
Langkah proses penekukan pelat dapat dilakukan dengan mempertimbangkan
sisi bagian pelat yang akan dibentuk. Langkah penekukan ini harus diperhatikan
sebelumnya, sebab apabila proses penekukan ini tidak menurut prosedurnya maka
akan terjadi salah langkah. Salah langkah ini sangat ditentukan oleh sisi dari pelat
yang dibengkokan dan kemampuan mesin bending/tekuk tersebut. Komponen
pelat yang akan dibengkokan sangat bervariasi.
Gambar 1. Sudut tekuk
Hasil pembengkokan pelat yang baik dapat dihasilkan dengan
mempertimbangkan hal-hal sebagai berikut:
1. Periksa terlebih dahulu terutama dies, atau sepatu pembentuk, sudut
pembengkokan yang diinginkan.
2. Tandailah sisi bagian tepi pelat yang akan dibengkokkan.
3. Posisi tanda pembengkokan ini harus sejajar dengan dien pembengkok.
4. Penjepitan pelat harus kuat.
5. Atur sudut pembengkokan sesuai dengan sudut pembengkokan yang
dikehendaki
6. Sesuaikan dies landasan dengan bentuk pembengkokan yang diinginkan.
7. Mulailah proses pembengkokan dengan memperhatikan sisisisi yang akan
dibengkokan, hal ini untuk menjaga agar lebih dahulu mengerjakan posisi
pelat yang mudah.
8. Jika ingin melakukan pembengkokan dengan jumlah yang banyak buatlah
jig atau alat bantu untuk memudahkan proses pembengkokan. Jig
ini bertujuan untuk memudahkan pekerjaan sehingga menghasilkan
bentuk pembengkokan yang sama.
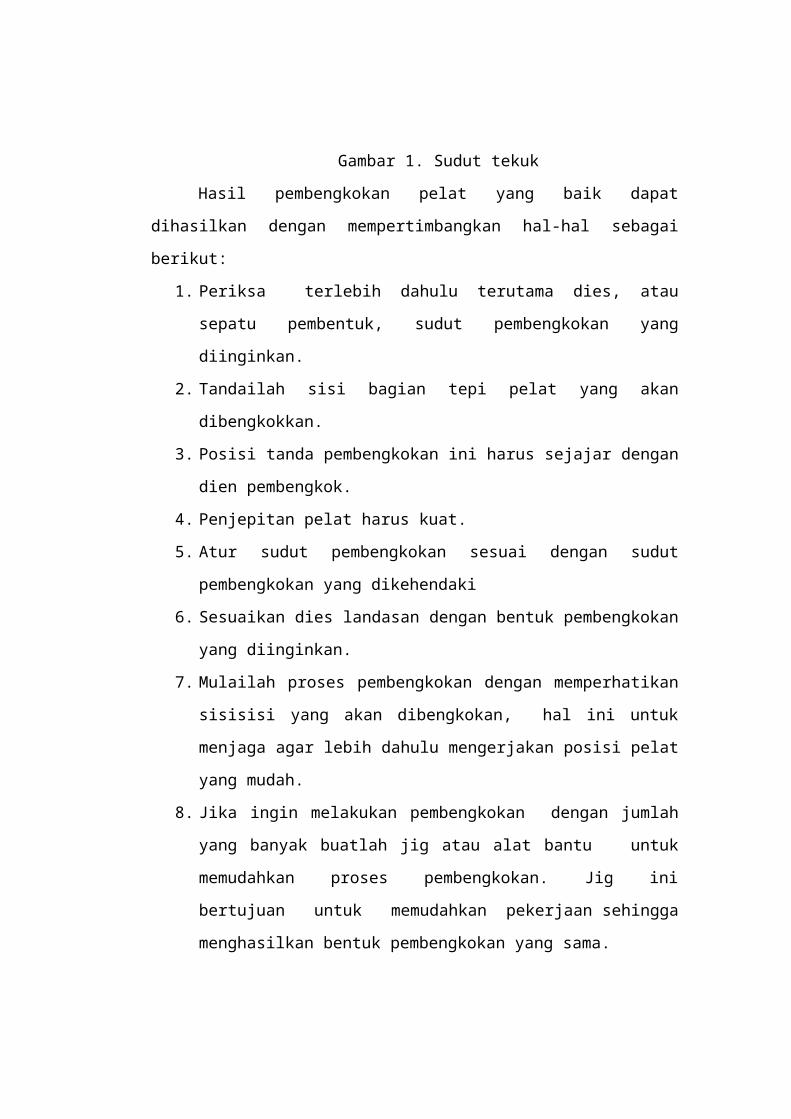
C. Perhitungan Bentangan Bending
Dimana:
F1 = L1-(Rd + t)
BA = 1,57 (Rd + 0,45t)
BA = 1,57 (Rd + 0,5t)
F2 = L2-(Rd + t)
TDW = F1 + BA + F2
Keterangan:
F = Flat
L = Leg
t = Thickness
Rd = Radius Dalam
BA = Bend Allowance
TDW = Total Developpe
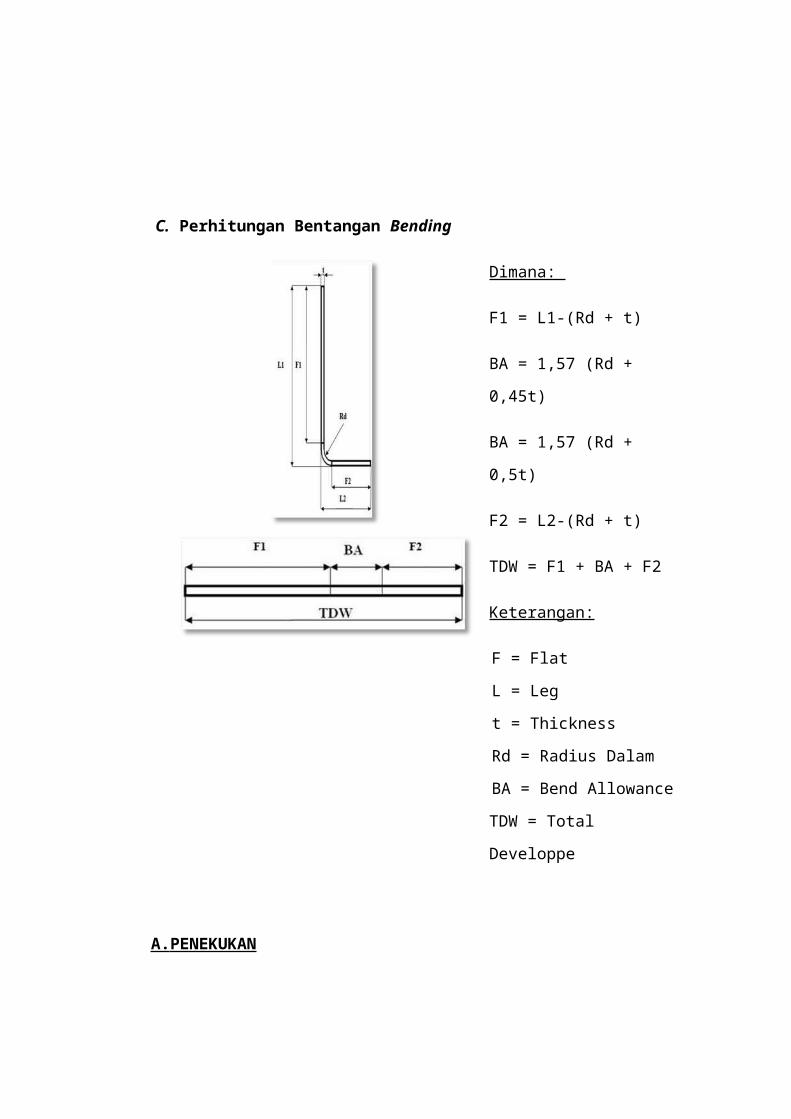
A. PENEKUKAN
Penekukan adalah suatu proses pembentukan pelat dari bentuk rata
hingga beradius. Prosesnya bisa secara manual maupun mekanik. Dalam
proses pembentukan sangat diperlukan yang namanya perhitungan. Maka
dari itu, gambar berikut ini adalah salah satu contoh cara menghitung.
Misalnya untuk menentukan panjang bentangan dari suatu proses bending,
yaitu: Sudut bending 90o
a = A – (R+t)
b = B – (R+t)A
a
B
b
t
L = a + b + 1,57 + (R+t/2)
Gambar 2.4 Pelat dengan sudut bending 90o
Contoh perhitungan : Suatu pelat dengan sudut beding 90o, panjang A = 40 mm,
Panjang B = 35 mmtebal ( t ) = 2 mm, dan R = 6 mm.
Cara Menjawab : L = a + b + 1,57 (R+t/2)
= 32 + 27 + 1,57 + (6+1)
= 60,57 + 7
= 67,57 mm
Proses Bending adalah proses pembengkokan atau penekukan. Proses
bending Plat adalah proses penekukan plat dengan alat bending baik manual
maupun dengan menggunakan Mesin Bending. Material plat bisa dibending
dengan menggunakan pisau bending dan dies.
Jenis Bendingan:
1. Bendingan Lurus
Bendingan Lurus adalah Bendingan yang hasil bendingnya berbentuk garis
atau lurus.
2. Bendingan Radius
Bendingan Radius adalah Bendingan yang hasil bendingnya berbentuk
Radius.
Hal-hal yang perlu diperhatikan sebelum proses bending :
a. Material yang dibending harus mampu bending
b. Tebal Material yang dibending masih dalam kapasitas alat bending.
c. Pemilihan V dies yang digunakan harus tepat
d. Profil bendingan bisa diproses dengan peralatan yang ada atau tidak.
Bending adalah proses manufaktur yang menghasilkan bentuk V , bentuk U ,
atau bentuk saluran sepanjang sumbu lurus dalam bahan ulet, paling sering
lembaran logam . [ 1 ] peralatan yang umum digunakan termasuk kotak dan pan
rem , menekan rem, dan khusus lainnya menekan mesin . Produk khas yang dibuat
seperti ini adalah kotak seperti lampiran listrik dan membutuhkan saluran kerja
persegi panjang.
Dalam membentuk press brake, sebuah benda kerja berada di atas blok die
dan blok die menekan lembar untuk membentuk bentuk . [ 1 ] Biasanya lentur
telah mengatasi kedua tegangan tarik dan tegangan tekan . Ketika proses bending
dilakukan, tegangan sisa menyebabkan bahan memiliki kecenderunga untuk
kembali ke posisi semula (Springback), sehingga lembaran harus dibending
melebihi ukuran sudut final untuk mencapai sudut akhir yang tepat . Jumlah
springback tergantung pada jenis bahan, dan jenis operasi pembentukan . Ketika
lembaran logam dibending, membentang panjang . Tikungan pemotongan adalah
jumlah lembaran logam akan meregang saat membungkuk yang diukur dari tepi
luar dari tikungan . Radius tikungan mengacu pada bagian dalam radius . Radius
tikungan yang terbentuk tergantung pada dies yang digunakan , sifat material , dan
ketebalan material.
Ada tiga tipe dasar lentur pada rem tekan, masing-masing didefinisikan oleh
hubungan posisi alat mengakhiri ketebalan material . Ketiga adalah Air Bending,
bottoming dan coining . Konfigurasi alat untuk ketiga jenis bending hampir
identik . Sebuah dies dengan alat berupa rel panjang dengan ujung diradiuskan
yang menempatkan profil dalam tikungan disebut pukulan. Punches biasanya
melekat pada ram mesin dengan klem dan bergerak untuk menghasilkan kekuatan
lentur . Sebuah dies dengan alat berupa rel panjang yang memiliki cekung atau
berbentuk V memanjang saluran yang menemukan profil luar bentuk disebut die .
Dies biasanya stasioner dan terletak di bawah materi di atas tempat bed mesin .
Perhatikan bahwa beberapa lokasi tidak membedakan antara dua macam dies (
punch dan die . ) Jenis lain dari penggunaan lentur terdaftar alat yang dirancang
khusus atau mesin untuk melakukan pekerjaan.
Ini lentur metode bentuk materi dengan menekan punch ( juga disebut top
die ) ke dalam bahan , memaksa menjadi bottom V - dies , yang dipasang pada
pers . Punch membentuk tikungan sehingga jarak antara punch dan dinding sisi V
lebih besar dari ketebalan material (T).
Entah berbentuk V atau membuka persegi dapat digunakan di bawah dies (
dies sering disebut sebagai alat atau perkakas ) . Satu set dies atas dan bawah yang
dibuat untuk setiap produk atau bagian diproduksi di press . Karena membutuhkan
kekuatan kurang tikungan , Air Bendingcenderung menggunakan alat-alat yang
lebih kecil daripada metode lain.
Beberapa alat dasar baru yang dapat disesuaikan , sehingga , dengan
menggunakan satu set alat atas dan bawah dan bervariasi kedalaman langkah
penekanan , dan produk dengan profil yang berbeda dapat diproduksi . Bahan
yang berbeda dan ketebalan bisa ditekuk dalam berbagai sudut tikungan ,
menambahkan keuntungan dari fleksibilitas untuk Air Bending. Ada juga
perubahan alat lebih sedikit , dengan demikian , produktivitas yang lebih tinggi .
Kelemahan dari Air Bending adalah bahwa , karena lembaran tidak tinggal
di kontak penuh dengan dies , itu tidak tepat karena beberapa metode lain , dan
kedalaman stroke yang harus disimpan sangat akurat . Variasi ketebalan material
dan memakai pada alat dapat mengakibatkan cacat pada bagian diproduksi .
Air Bending memiliki sudut akurasi sekitar ± 0,5 deg . Akurasi sudut
dipastikan dengan menerapkan nilai dengan lebar pembukaan V , mulai dari 6 T
( enam kali ketebalan material ) untuk lembar untuk 3 mm tebal untuk 12 T untuk
lembaran lebih dari 10 mm tebal. Springback tergantung pada sifat material ,
mempengaruhi sudut tikungan yang dihasilkan .
Tergantung pada sifat material , lembaran dapat overbended untuk
mengimbangi springback . [ 3 ]Air bending tidak memerlukan alat bawah untuk
memiliki radius sama dengan punch . Radius tikungan ditentukan oleh elastisitas
bahan bukan shape tool .
Fleksibilitas dan tonase yang relatif rendah diperlukan oleh Air Bending
membantu untuk membuat pilihan yang populer. Masalah kualitas yang terkait
dengan metode ini dimentahkan oleh sudut - sistem pengukuran , klem dan sistem
mahkota disesuaikan sepanjang sumbu x dan y dan tahan aus alat.
The perkiraan K - Factor diberikan di bawah ini lebih cenderung akurat
untuk Air Bending daripada jenis lain lentur karena gaya yang lebih rendah yang
terlibat dalam proses pembentukan bottoming.
Dalam bottoming , lembaran dipaksa terhadap pembukaan V di bawah alat
. Bukaan berbentuk U tidak dapat digunakan . Ruang yang tersisa antara lembaran
dan bagian bawah pembukaan V . Lebar optimum pembukaan V adalah 6 T ( T
singkatan ketebalan material ) untuk lembaran sekitar 3 mm tebal , sampai sekitar
12 T untuk 12 mm lembaran tebal. Jari-jari lentur harus minimal 0,8 T untuk 2 T
untuk baja lembaran . Tikungan radius yang lebih besar membutuhkan sekitar
kekuatan sama dengan jari-jari yang lebih besar di Air Bending, namun jari-jari
yang lebih kecil membutuhkan lebih besar kekuatan - sampai lima kali lebih
banyak dari yang Air Bending. Keuntungan dari bottoming termasuk akurasi yang
lebih besar dan kurang springback . Kerugiannya adalah bahwa alat yang berbeda
diperlukan untuk setiap sudut tikungan , ketebalan lembar , dan material. Secara
umum, Air Bending adalah teknik yang lebih disukai.
Dalam coining , alat atas memaksa materi menjadi bottom die dengan 5
sampai 30 kali kekuatan Air Bending, menyebabkan deformasi permanen melalui
lembaran. Ada sedikit , jika ada , musim springback . Coining dapat menghasilkan
radius dalam adalah serendah 0,4 T , dengan lebar 5 T dari pembukaan V .
Sementara coining dapat mencapai presisi tinggi , biaya yang lebih tinggi berarti
bahwa itu tidak sering digunakant.
Three Point Bending.
Three point bending adalah proses baru yang menggunakan dies dengan alat
bottom adjustable - tinggi , digerakkan oleh motor servo . Ketinggian dapat diatur
dalam 0,01 mm . Penyesuaian antara ram dan alat atas yang dibuat menggunakan
bantal hidrolik , yang mengakomodasi penyimpangan ketebalan lembar . Three
point bending dapat mencapai tikungan sudut dengan 0,25 deg . presisi .
Sedangkan three point bending memungkinkan fleksibilitas yang tinggi dan
presisi , juga memerlukan biaya tinggi dan ada alat lebih sedikit tersedia . Hal ini
digunakan terutama di bernilai tinggi ceruk pasar.
Dalam lipat , menjepit balok memegang sisi panjang lembar . Balok terbit
dan lipatan lembaran sekitar profil tikungan . bendingan balok dapat bergerak
lembar atas atau bawah , yang memungkinkan fabrikasi bagian dengan sudut
tikungan positif dan negatif . Yang dihasilkan sudut tikungan dipengaruhi oleh
sudut lipat balok , alat geometri , dan sifat material . Lembaran besar dapat
ditangani dalam proses ini , membuat operasi mudah otodiess . Ada sedikit risiko
kerusakan permukaan lembaran.
Dalam menyeka , akhir terpanjang lembaran dijepit , maka alat bergerak
naik dan turun , membungkuk lembaran sekitar profil tikungan . Meskipun lebih
cepat daripada lipat , menyeka memiliki risiko yang lebih tinggi menghasilkan
goresan atau merusak lembar , karena alat ini bergerak di atas permukaan lembar .
Risiko meningkat jika sudut tajam sedang diproduksi . Menyeka pada rem tekan
melibatkan alat-alat khusus.
Metode ini biasanya akan bawah atau koin materi untuk mengatur tepi
untuk membantu mengatasi springback . Dalam metode ini membungkuk , jari-
jari bagian bawah die menentukan radius tikungan terakhir rotary bending.
Rotary bending mirip dengan menyeka tetapi atas die terbuat dari sebuah
silinder yang berputar bebas dengan bentuk membentuk final memotong ke
dalamnya dan pencocokan bawah dies . Pada kontak dengan lembar , kontak roll
pada dua poin dan berputar sebagai proses pembentukan tikungan lembar .
Metode bending ini biasanya dianggap sebagai " tanpa tanda " proses
pembentukan cocok untuk pra - dicat atau mudah dirusak permukaan . Proses
bending ini dapat menghasilkan sudut lebih besar dari 90 ° di hit tunggal pada rem
pers standar atau menekan datar.
Dalam metode ini , bagian bawah V - die digantikan oleh pad datar uretan
atau karet . Sebagai pukulan membentuk bagian , uretan mengalihkan dan
memungkinkan bahan untuk membentuk sekitar punch . Metode bending ini
memiliki sejumlah keunggulan . Urethane akan membungkus materi sekitar
punch dan ujung tikungan radius akan sangat dekat dengan radius yang

sebenarnya pada punch . Ini memberikan sebuah tikungan non - marring dan
cocok untuk bahan pra - dicat atau sensitif . Menggunakan pukulan khusus yang
disebut penguasa radius dengan daerah lega pada urethane U - tikungan lebih
besar dari 180 ° dapat dicapai dalam satu pukulan , sesuatu yang tidak mungkin
dengan pers perkakas konvensional . Urethane perkakas harus dianggap sebagai
barang konsumsi dan sementara mereka tidak murah , mereka adalah sebagian
kecil dari biaya diperuntukan perkakas baja . Ia juga memiliki beberapa
kelemahan , metode ini memerlukan tonase mirip dengan posisi terbawahnya dan
coining dan tidak melakukannya dengan baik pada flensa yang tidak teratur
bentuknya , itu adalah di mana tepi flens bengkok tidak sejajar dengan tikungan
dan cukup pendek untuk melibatkan urethane pad.
Joggling juga dikenal sebagai menggoncang membungkuk , adalah proses
bending diimbangi di mana dua tikungan berlawanan masing-masing kurang dari
90 ° ( lihat bagian berikut untuk bagaimana bend angle diukur ) , dan dipisahkan
oleh sebuah web yang netral sehingga offset ( dalam kasus biasa di mana belokan
yang berlawanan adalah sama di sudut ) kurang dari 5 ketebalan benda kerja . [ 5 ]
Sering offset akan menjadi salah satu ketebalan benda kerja , untuk
memungkinkan sendi lap yang halus pada perhitungan.
Banyak variasi dari formula ini ada dan sudah tersedia online. Variasi ini
mungkin sering tampaknya bertentangan dengan satu sama lain , tetapi mereka
selalu rumus yang sama disederhanakan atau gabungan . Apa yang disajikan di
sini adalah rumus yang belum disederhanakan.
Garis netral ( juga disebut sumbu netral ) adalah garis khayal yang dapat
ditarik melalui penampang benda kerja yang mewakili tidak adanya kekuatan
internal . Lokasinya di material adalah fungsi dari kekuatan yang digunakan untuk
membentuk bagian dan hasil material dan kekuatan tarik . Di wilayah tikungan ,
bahan antara garis netral dan dalam radius akan berada di bawah kompresi selama
tikungan . Materi antara garis netral dan luar radius akan berada di bawah
ketegangan saat tikungan.
Kedua pemotongan tikungan dan tikungan tunjangan merupakan selisih
antara garis netral atau unbent pola datar ( panjang diperlukan bahan sebelum
lentur ) dan tikungan terbentuk. Mengurangi mereka dari panjang gabungan dari
kedua flens memberikan panjang pola datar . Pertanyaan yang rumus untuk
menggunakan ditentukan dengan metode dimensi yang digunakan untuk
menentukan flens seperti yang ditunjukkan dalam dua gambar di bawah tunjangan
Bend.
Bending Area ( BA/ Zc ) adalah panjang busur dari garis netral antara
titik-titik singgung dari sebuah tikungan di bahan . Menambahkan panjang setiap
flange yang diambil antara pusat jari-jari ke BA memberikan panjang Pola datar .
Rumus penyisihan bend ini digunakan untuk menentukan panjang pola datar
ketika sebuah Bending dimensioned dari 1 ) pusat jari-jari , 2 ) titik singgung dari
jari-jari atau 3 ) titik singgung luar radius tikungan pada sudut akut.
Gambar 3. 2. Bending Area
Pada daerah bengkokan terjadi dua deformasi yang saling berlawanan, yaitu:
a. Pertambahan panjang terjadi pada daerah disebelah luar lapisan netral
b. Perpendekan panjang terjadi pada daerah disebelah dalam lapisan netral
Dengan demikian panjang daerah bengkokan dihitung pada panjang lapisan netral
yang terbengkok, yaitu dengan ketentuan sebagai berikut :
a. Jika r ‹ 3 e, maka R = r + e/3
b. Jika r ≥ 3 e , maka R = r + e/2
Jadi panjang daerah bengkokan :
Untuk sudut bengkokan 90°, maka :
= 90°/180° X л R
= ½ x л R
= 1,57 R
Panjang Daerah Bengkokan( Zc ) Panjang Garis Tangen ( c )
Gambar 3. 3. Panjang Daerah Bengkokan
Garis tangen adalah garis singgung yang dapat dihitung sebagai berikut :
Untuk Sudut Bengkokan 90°, maka :
Different Ligne Theoritique ( DLT )
Perhatikan pada daerah bengkokan.
Gambar 3. 4. Different Ligne Theoritic
Pada daerah ini ada 2 jenis garis penting karena garis ini biasa dipakai dalam
perhitungan. Kedua garis tersebut adalah:
- Sebuah garis busur netral (Zc)
- Dua buah garis tangen ( 2c )
Perbedaan panjang kedua jenis garis tersebut disebut “Different Ligne
Theoritique” (DLT)
Luar mengatur kembali ( OSSB ) adalah panjang dari titik singgung dari
jari-jari ke puncak bagian luar tikungan . Bending Deminsioned ( BD ) adalah dua
kali di luar tunjangan tikungan kemunduran dikurangi . BD dihitung dengan
menggunakan rumus berikut :
[8] BD = 2 \ left ( R + T \ right ) \ tan { \ frac { A} { 2 } } – BA
Rumus di atas bekerja hanya untuk sudut kanan . Untuk tikungan sudut 90
derajat atau lebih gunakan rumus berikut , dimana A adalah sudut dalam radian
( = derajat * π/180)
DLT = 2C - Zc
BD = R \ left ( A - 2 \ right ) + T \ left ( kA - 2 \ right )
K-factor
K - factor adalah rasio lokasi garis netral dengan ketebalan material sebagaimana
didefinisikan oleh t / T dimana t = lokasi garis netral dan T = ketebalan material .
Formulasi K - Factor tidak mengambil tekanan membentuk memperhitungkan
tetapi hanya perhitungan geometris dari lokasi garis netral setelah pasukan
diterapkan dan dengan demikian roll -up dari semua yang tidak diketahui ( error )
faktor untuk pengaturan yang diberikan . The K - faktor tergantung pada banyak
faktor termasuk bahan , jenis operasi bending ( coining , bottoming , Air bending ,
dll ) alat-alat , dll dan biasanya antara 0,3 hingga 0,5.
Persamaan berikut menghubungkan K - faktor untuk penyisihan tikungan.
K = \ frac { - R + \ frac { BA } { \ pi A / 180 } } { T }
Tabel berikut adalah " Rule of Thumb " . Hasil yang sebenarnya mungkin sangat
berbeda .
Tabel 3. 1 Nilai K - Faktor untuk Logam Aluminium
Radius Bahan lunak Bahan sedang Bahan keras
Air Bending
0 kali ketebalan 0, 33 0, 38 0, 40
3 kali ketebalan 0, 40 0, 43 0, 45
>3 kali ketebalan 0, 50 0, 50 0, 50
Bottoming
0 kali ketebalan 0, 42 0, 44 0, 46
3 kali ketebalan 0, 46 0, 47 0, 48
>3 kali ketebalan 0, 50 0, 50 0, 50
Coining
0 kali ketebalan 0, 38 0, 41 0, 44
3 kali ketebalan 0, 44 0, 46 0, 47
>3 kali ketebalan 0, 50 0, 50 0, 50
Rumus berikut dapat digunakan di tempat meja sebagai pendekatan yang baik dari
K – Factor
untuk Air Bending :
LOG ( MIN ( 100 , MAX ( 20 × R , T ) / T ) ) / LOG ( 100 ) / 2
PEMBENTUKAN AIRCRAFT SHEET
Keterangan gambar:
a & b = panjang sisi lurus luar
C = panjang sisi tangen
m & n = panjang sisi jatuh
e = tebal pelat
S = lebar pelat
R = jari-jari garis netral
r = jari-jari mal pembengkok
θ = sudut bengkokan
Zc = panjang daerah bengkokan
(BA=Bending Area)
Panjang Daerah Bengkokan( Zc )
Pada daerah bengkokan terjadi dua deformasi yang saling berlawanan,
yaitu:
a. Pertambahan panjang terjadi pada daerah disebelah luar lapisan netral
b. Perpendekan panjang terjadi pada daerah disebelah dalam lapisan netral
Dengan demikian panjang daerah bengkokan dihitung pada panjang
lapisan netral yang terbengkok, yaitu dengan ketentuan sebagai berikut :
a.Jika r ‹ 3 e, maka R = r + e/3
b.Jika r ≥ 3 e , maka R = r + e/2
Jadi panjang daerah bengkokan :
Untuk sudut bengkokan 90°, maka :
= 90°/180° X л R
= ½ x л R
= 1,57 R
Panjang Garis Tangen ( c )
Garis tangen adalah garis singgung yang dapat dihitung sebagai berikut :
Untuk Sudut Bengkokan 90°, maka :
Different Ligne Theoritique ( DLT )
Perhatikan pada daerah bengkokan.
Pada daerah ini ada 2 jenis garis penting karena garis ini biasa dipakai
dalam perhitungan.
Kedua garis tersebut adalah:
- Sebuah garis busur netral (Zc)
- Dua buah garis tangen ( 2c )
Perbedaan panjang kedua jenis garis tersebut disebut “Different Ligne
Theoritique” (DLT)
Untuk bengkokan dengan sudut lancip atau tumpul :
Untuk bengkokan dengan sudut 90° :
Panjang Bukaan(L)
Panjang bukaan adalah ukuran benda sebelum dibengkok.
Panjang bukaan dihitung sebagai berikut :
L = a + b + Zc
a = m – c dan b = n – c
L = m-c+n-c+Zc
= m+n-2c+Zc
= m+n-(2c-Zc)
= m+n-DLT
Kesimpulan :
Panjang bukaan sama dengan jumlah sisi-sisi jatuhnya dikurangi dengan jumlah
DLT daerah bengkokannya.
Contoh Soal :
Hitunglah ukuran bukaan benda seperti pada gambar di samping.
Dengan cara yang profesional kita tidak perlu menghitung harga sisi-sisi
lurus luar atau dalam, cukup menghitung harga DLT saja
Seperti terlihat pada gambar, sisi-sisi jatuhnya adalah 25,60 dan16, maka
ukuran bukaan yaitu:
Dimana harga L1 dan L2 adalah sebagai berikut :
-L1 = panjang sisi jatuhnya dikurangi DLT
= 25 – DLT
-L2 = panjang sisi jatuhnya dikurangi DLT
= 16 – DLT
Zc = 1,57 R ; dimana
R = r + e/3 = 3 + 1,5/3 = 3,5 mm
Zc = 1,57 x 3,5mm = 5,495mm = 5,5 mm
c = r + e = 3 + 1,5 = 4,5 mm
DLT = 2C – Zc = 9 – 5,5 = 3,5 mm
L1 = 25 – 3,5 = 21,5 mm
L2 = 16 – 3,5 = 12,5 mm
Panjang bukaan: L = 21,5 + 60 + 12,5 = 94 mm
Garis Batas Pembengkokan ( x )Untuk Sudut Bengkokan 90°
Untuk membengkok pelat dapat dilakukan secara manual ataupun
menggunakan mesin pembengkok.
Pelat disetel seperti pada gambar di samping.
x = Zc+b-r=Zc+n-c-r
x = Zc-2c+c+n-r
=n-(2c-Zc)-r+c
=n-DLT-r+(r+e)
=n-DLT+e =n+e-DLT
Kesimpulan :
X = Panjang sisi jatuhnya + Tebal pelat - DLT
Garis batas pembengkokan pada benda kerja contoh soal di atas adalah
sebagai berikut :
Pada sisi jatuh 25 mm :
X = 25 + 1,5 – 3,5
= 23 mm
Pada sisi jatuh 16 mm :
X = 16 + 1,5 – 3,5
= 14 mm
Garis Batas Pembengkokan ( x )Untuk Sudut Bengkokan Sebesar θ
Untuk membengkok pelat dapat dilakukan menggunakan mesin pembengkok.
Pelat disetel seperti pada gambar di samping.
x = Zc+b-r=Zc+n-c-r
x = Zc-2c+c+n-r
= n-(2c-Zc)-r+c
= n-DLT-r+c
= (n + c ) – ( DLT+ r )
Kesimpulan :
X =(Panjang sisi jatuh + panjang grs. Tangentnya) - (DLT + radius
pembengkoknya)