05 manajemen persediaan - mercu buana university...pemakaian persediaan bahan baku yang tidak...
TRANSCRIPT

Modul ke:
Fakultas
Program Studi
Manajemen PersediaanPenentuan Jumlah Persediaan (Stochastics Model)
Hesti Maheswari SE., M.Si05
Ekonomi & Bisnis
Manajemen

MenghindariKeterlambatan
Pengiriman
MenghindariKerusakan
MenghindariKenaikan
harga
Economics of scale
Menjaminkelangsungan
Produksi
Fungsi

Meminimalkan biaya-biaya yang timbulakibat dari adanya persediaan tersebut.
Jenis Biaya dalam stochastics model:
◦ Holding cost: ◦ Ordering/setup cost◦ Stock Out cost

Model pengendalian probabilistik digunakan apabilasalah satu dari permintaan, lead time atau keduanyatidak dapat diketahui dengan pasti.
Suatu hal yang harus diperhatikan dalam model iniadalah adanya kemungkinan stock out yang timbulkarena◦ pemakaian persediaan bahan baku yang tidak diharapkan◦ karena waktu penerimaan yang lebih lama dari lead time
yang diharapkan.
Untuk menghindari stock out perlu diadakan suatu fungsipersediaan pengaman yaitu suatu persediaan tambahanuntuk melindungi atau menjaga kemungkinan terjadinyastock out.
Tingkat demand konstan, namun periodewaktu datangnya pesananan (lead time) berubah.
Lead time tetap sementara demand berubah
Demand dan lead time berubah

Mempertimbangkan optimalisasi hanyadengan performance pengukuran tunggal
Padahal….. optimalisasi dengan pengukurantunggal belum tentu merupakan solusi tepat
Maka selanjutnya dilakukan 2 pengukuran :
◦ Model All Unit Diskon dengan Biaya Kekurangan(S>0)◦ Incremental diskon

Model kebijakan ini hampir sama dengankebijakan continous review, perbedaannyadalam kebijakan ini, pengambilan persediaandilakukan hanya sekali (penguranganpersediaan terjadi hanya sekali), dan ketikatingkat persediaan mencapai reorder level, maka dilakukan pemesanan sebesar Q

Permintaan item pada interval jarangJenis permintaan ini untuk item yang mengikuti model yang cepat berubah, kebutuhan komponen yang jarang rusak sertasuku cadang item tertentu untuk perawatan dan perbaikan.
Permintaan tidak pasti untuk item yang berumur pendek pada interval yang sering
Permintaan seperti ini terutama untuk item-item yang cepatkadaluarsa (Koran, mjalah mingguan, kartu natal)

Ketidakpastian bahan baku yang dibutuhkanperusahaan (2 kemungkinan)◦ Ketidakpastian yang berasal dari dalam perusahaan,
yaitu: akibat dari penyerapan bahan baku yang tidak sama dengan perencanaan pemakaian bahanbaku yang telah disusun sebelumnya. Faktor-faktoryang menjadi penyebab keadaan tersebut antaralain karena adanya gangguan teknis dalampelaksanaan proses produksi, adanya pesanan kilat, kerja lembur, tidak dipenuhinya standar kualitasbahan baku

Ketidakpastian yang berasal dari luarperusahaan◦ ada kalanya bahan yang dipesan tersebut akan
datang lebih cepat atau lambat dari waktu yang telah disepakati bersama
Untuk mengatasi ketidakpastian bahan baku dari luarperusahaan harus dicari titik pemesanan kembaliyang paling optimal (reorder point = ROP). Namunsebelumnya harus dicari terlebih dahulu waktutunggu (lead time) yang tepat untuk bahan bakutersebut.

Penggunaan meterial selama tenggang waktumendapatkan barang yaitu waktu dimanameliputi dimulainya usaha-usaha untukmemesan barang atau meterial tersebutditerima dan ditempatkan dalam gudang.
Besarnya safety stock yaitu jumlah persediaanpengaman yang harus ada untuk menjaminkelangsungan proses produksi.

Menetapkan jumlah penggunaan selama lead time dan ditambah dengan persentasetertentu.
Dengan menetapkan penggunaan selama lead time dan ditambah dengan safety stock.
ROP = d x L + SS◦ d = tingkat penggunaan bahan baku per hariAtau….ROP = (d x L)/EDY + SS

Tingkat persediaan dipantau secara berkala atauberdasarkan interval waktu tertentu (T) dan jarakantar dua pesanan adalah tetap.
Apabila dalam akhir periode T, tingkatpersediaan masih sangat tinggi, melebihiekspektasi tingkat pemesanan, maka tidak adatindakan yang diambil.
Sebaliknya, apabila tingkat persediaan pada akhirperiode T sama dengan atau kurang dariekspektasi tingkat pemesanan, maka akandilakukan pemesanan sampai maksimum tingkatpersediaan yang diijinkan.

Artinya, setiap kali pesan, jumlah yang dipesansangat bergantung pada sisa persediaan padasaat periode pemesanan tercapai; sehinggasetiap kali pemesanan dilakukan, ukuran lot pesanan tidak sama.
Permasalahan dalam kebijakan ini adalahterdapat kemungkinan persediaan sudah habissebelum periode pemesanan kembali belumtercapai.
Akibatnya, safety stock yang diperlukan relatiflebih besar. Safety stock dalam system ataukebijakan ini tidak hanya dibutuhkan untukmeredam fluktuasi permintaan selama lead time, tetapi juga untuk seluruh konsumsi persediaan.

Kebijakan ini relatif tidak memerlukan proses administrasi yang banyak, karena periodepemesanan sudah dilakukan secara periodik. Untuk memudahkan implementasinya, digunakan visual review system denganmetode yang disebut One Bin System:
RUMUS ?????

Dalam kebijakan ini, tingkat persediaandipantau secara terus-menerus danpemesanan dilakukan pada sembarang waktuasalkan jumlah persediaan telah mencapaititik pemesanan (reorder point)
Kebijakan ini tidak tergantung pada panjangperiode yang digunakan, tetapi tergantungpada tingkat persediaan yang terjadi.

Untuk memudahkan implementasinya, seringdigunakan visual review system denganmetode yang disebut Two Bin System:
Dibuat dua bin (tempat) penyimpanan; Bin I berisi persediaan sebesar tingkat reorder point; Bin II berisi sisanya.
Penggunaan stock dilakukan denganmengambil isi Bin II; jika sudah habis artinyapemesanan harus dilakukan kembali; sementara menunggu pesanan datang, stock pada Bin I digunakan

Kebijakan ini hampir sama dengan kebijakanperiodic review, perbedaannya dalamkebijakan ini, reoder level ditentukan sebesarR, sehingga order sebesar Qi = R – Ii selaludilakukan pada saat akhir periode T. Dalamkebijakan ini, variabel R dan T yang harusditentukan untuk mencapai total biayapersediaan minimal
Dalam kebijakan ini, reorder level (r) diset = R, (r = R), dan order dilakukan ketika adapengurangan persediaan, sehingga junlahinventory on hand pada sebuah periode (Ii) ditambah dengan jumlah pengorderan (Q) akan sama dengan R pada semua periode. Maksimum tingkat persediaan, R adalah base stock level-nya.

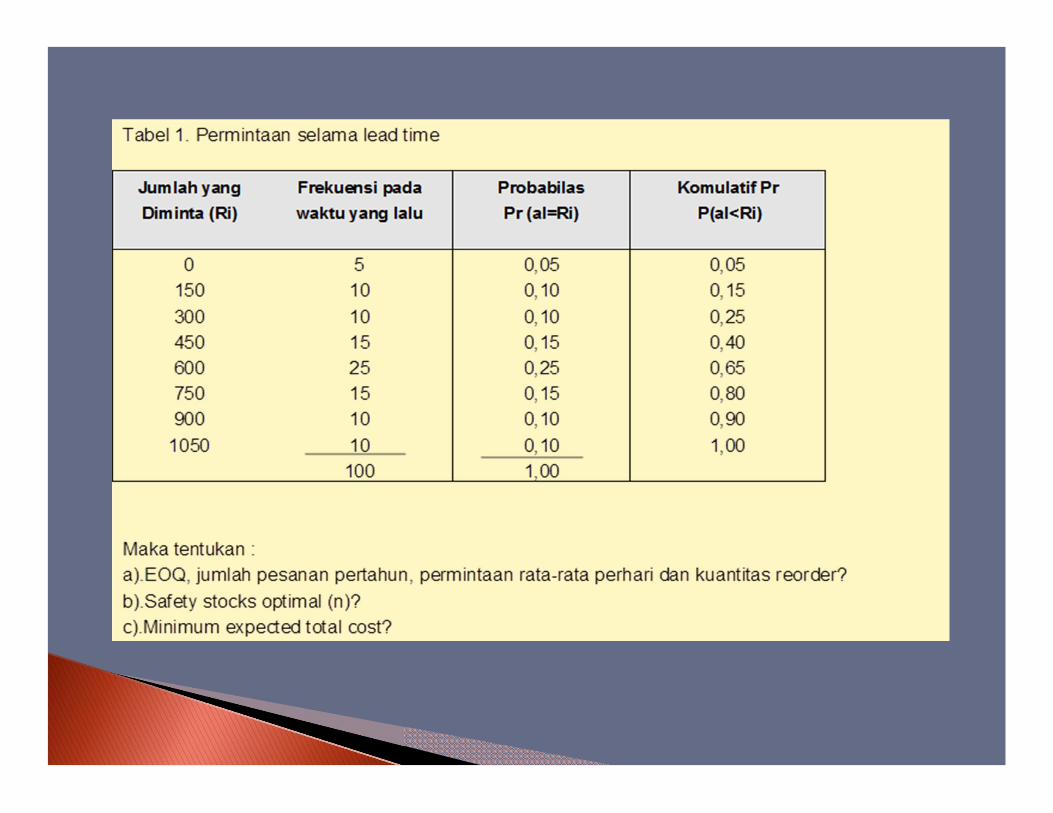
Sebuah perusahaan elektronika mensuplaikontraktor dengan 1000 unit komponenlistrik x. Permintaan tahunan untukkomponen tersebut sebesar 16.000 per 250 hari kerja. Carrying Cost per tahun Rp 12 per unit. Stocks-out Cost Rp 1 per unit. Order Cost Rp 60 per pesanan dan memerlukan 10 hari untuk pengiriman. Permintaan padawaktu yang lalu selama lead time sepertitabel berikut :

−−−−퐻
퐹푟푒푘푤푒푛푠푖 =
푃푒푟푚푖푛푡푎푎푛ℎ푎푟푖푎푛(푑) =
ROP = d x L
Safety Stock Optimal (n) = D (pada Pr optml) - ROP

푃푟표푏푎푏푖푙푖푡푎푠푂푝푡푖푚푎푙 = 1 −( )
Total cost = C ( Q/2 + n) + S R/Q + Stock Out Cost
Stock Out cost =
Kuantitas(unit)
Kekurangankuatitas
PR B R/Q PerkiraanStockout
