tesis limbah menjadi media etanol revisi setelah sidang
DESCRIPTION
tesisTRANSCRIPT
1
1 PENDAHULUAN
1.1 Latar Belakang
Bioetanol merupakan hasil proses fermentasi glukosa dari bahan yang
mengandung komponen pati atau selulosa karena merupakan polimer dari
glukosa. Ubi kayu merupakan salah satu komoditas pertanian yang mempunyai
kandungan pati yang tinggi dan serat (selulosa dan hemiselulosa) dalam umbinya
yang potensial digunakan sebagai bahan baku produksi etanol. Tingkat konversi
pati ubi kayu menjadi bioetanol menurut Nurdyastuti (2005) adalah sebesar
16,66%, yang berarti 1 ton ubi kayu akan menghasilkan 166,7 liter etanol.
Pembuatan bioetanol dengan bahan baku pati dan serat membutuhkan proses
hidrolisis untuk memecah komponen polisakarida menjadi glukosa yang
kemudian akan dikonversi oleh Saccharomyces cerevisiae menjadi etanol melalui
proses fermentasi. Pati dan serat dapat dihidrolisis dengan katalis asam, katalis
enzim, serta kombinasi enzim dan asam (Judoamidjojo et al. 1992).
Ubi kayu pada umumnya baru memanfaatkan komponen pati sedangkan
komponen selulosa dan hemiselulosa belum dimanfaatkan secara maksimal
karena proses hidrolisis menggunakan enzim hanya menggunakan enzim
amilolitik yang hanya mampu menghidrolisis pati. Penggunaan katalis asam
dalam proses hidrolisis antara lain dapat menghidrolisis komponen pati, selulosa
dan hemiselulosa secara bersamaan. Beberapa penelitian mengenai hidrolisis pati
menggunakan asam telah dilakukan antara lain oleh Musyarofah (2007) yang
menggunakan HNO3 untuk menghidrolisis empulur sagu, serta Putri dan Sukandar
(2008) yang menggunakan HNO3, H2SO4 dan HCl untuk menghidrolisis pati
ganyong.
Hidrolisis menggunakan katalisator asam akan memotong secara acak
ikatan pada komponen pati dan serat. Hasil hidrolisis amilosa (komponen pati
larut air) akan menghasilkan glukosa dan maltosa, sedangkan amilopektin
(komponen pati tidak larut air) akan menghasilkan dekstrin, maltosa, isomaltosa
dan glukosa. Hidrolisis sempurna dari selulosa akan menghasilkan glukosa,
sedangkan hidrolisis sebagian akan menghasilkan komponen selobiosa.
2
Hemiselulosa yang terdiri dari banyak jenis monomer dapat terhidrolisis menjadi
xilosa, arabinosa, galaktosa, glukosa dan glukorunat.
Gula-gula sederhana yang ada tidak semuanya dapat dimanfaatkan oleh S.
cerevisiae. S. cerevisiae hanya dapat menggunakan glukosa, fruktosa, maltosa dan
galaktosa; sedangkan gula-gula lain yang tidak dapat dimanfaatkan oleh khamir
akan tertinggal di dalam media. Proses pemotongan polisakarida secara acak oleh
katalis asam akan banyak menghasilkan oligosakarida yang tidak dapat
dimanfaatkan oleh khamir sehingga menurunkan efisiensi fermentasi. Adanya
mekanisme penghambatan proses fermentasi oleh produk (etanol) yang dihasilkan
akan mengakibatkan penurunan kinerja dari khamir dalam mengkonversi gula
menjadi etanol. Oleh karena itu, etanol yang ada dalam media harus dikeluarkan
dahulu dengan proses destilasi, kemudian gula yang ada pada vinasse
dimanfaatkan kembali sebagai media fermentasi dengan melakukan daur ulang.
Pemanfaatan vinasse menjadi penting karena volumenya yang besar,
sehingga jika dibuang ke lingkungan akan menimbulkan pencemaran air.
Pemanfaatan vinasse untuk didaur ulang sebagai bahan baku pembuatan etanol
mulai dikembangkan karena selain dapat meningkatkan jumlah etanol yang
didapatkan proses daur ulang tidak memerlukan instalasi pengolahan baru karena
dapat menggunakan instalasi produksi yang ada.
Penelitian ini bertujuan untuk meningkatkan efisiensi fermentasi etanol
secara berkesinambungan dengan cara mendaur ulang vinasse yang keluar,
sehingga gula yang tersisa pada fermentasi pertama dapat dimanfaatkan pada
proses fermentasi berikutnya. Kandungan gula pada vinasse masih cukup banyak
dan berpotensi untuk dimanfaatkan kembali menjadi substrat untuk pembuatan
etanol. Proses daur ulang juga dapat berfungsi untuk memanfaatkan kandungan
air dalam vinasse sebagai pengencer hidrolisat yang baru sehingga selain dapat
memanfaatkan sisa gula juga dapat mengurangi pemakaian air selama proses
produksi sehingga akan mengurangi biaya produksi.
1.2 Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk mendapatkan desain proses
pembuatan bioetanol dari vinasse. Vinasse yang dimaksud pada penelitian ini

3
adalah sisa cairan destilasi hasil fermentasi etanol ubi kayu dengan hidrolisis
asam. Pemanfaatan vinasse ini dapat mengurangi jumlah produk samping yang
keluar dari proses, menghemat penggunaan bahan baku singkong dan menghemat
air yang digunakan untuk mengencerkan substrat. Tujuan khusus dari penelitian
ini adalah untuk:
1. Melakukan karakterisasi vinasse dari fermentasi hidrolisat asam ubi kayu
sebagai bahan baku media daur ulang.
2. Mendapatkan rasio komposisi vinasse yang didaur ulang dan hidrolisat
asam ubi kayu sebagai bahan baku bioetanol, sehingga menghasilkan
kadar etanol dan jumlah siklus daur ulang yang terbaik.
4

5
2 TINJAUAN PUSTAKA
2.1 Ubi Kayu
Ubi kayu (Manihot utilissima Pohl) merupakan tanaman pangan berupa
perdu dengan nama lain ketela pohon, singkong atau kasape. Ubi kayu berasal
dari benua Amerika, tepatnya dari negara Brazil. Penyebarannya hampir ke
seluruh dunia, antara lain Afrika, Madagaskar, India dan Tiongkok. Ubi kayu
berkembang di negara-negara yang terkenal pertaniannya dan masuk ke Indonesia
tahun 1852. Klasifikasi tanaman ubi kayu adalah sebagai berikut:
dunia : Plantae
filum : Spermatophyta
sub filum : Angiospermae
kelas : Dicotyledonae
ordo : Euphorbiales
famili : Euphorbiaceae
genus : Manihot
spesies : Manihot utilissima Pohl; Manihot esculenta Crantz
Ubi kayu berbentuk silinder dengan ujung yang mengecil dimana diameter
rata-ratanya sekitar 2-5 cm dan panjang 20-30 cm. Ubi kayu umumnya
diperdagangkan dalam bentuk umbi segar. Umbi ubi kayu mempunyai dua lapisan
kulit yaitu kulit luar dan kulit dalam. Daging umbi biasanya berwarna kuning atau
putih. Di bagian tengah umbi terdapat suatu jaringan yang tersusun dari serat
sedangkan di antara kulit dan daging terdapat lapisan kambium (Muchtadi 1992).
Ubi kayu merupakan salah satu jenis umbi-umbian yang menjadi sumber
bahan baku utama pembuatan bioetanol karena mempunyai kemampuan untuk
tumbuh di tanah yang tidak subur, tahan terhadap serangan hama penyakit dan
dapat diatur waktu panennya. Beberapa alasan digunakannya ubi kayu sebagai
bahan baku bioenergi, khususnya bioetanol, diantaranya adalah ubi kayu sudah
lama dikenal oleh petani di Indonesia; tanaman ubi kayu tersebar di 55 kabupaten
dan 33 provinsi; ubi kayu merupakan tanaman sumber karbohidrat karena

6
kandungan patinya yang cukup tinggi; harga ubi kayu di saat panen raya
seringkali sangat rendah sehingga dengan mengolahnya menjadi etanol
diharapkan harga ubi kayu menjadi lebih stabil; ubi kayu akan menguatkan
security of supply bahan bakar berbasis kemasyarakatan; ubi kayu toleran
terhadap tanah dengan tingkat kesuburan rendah, mampu berproduksi baik pada
lingkungan sub-optimal, dan mempunyai pertumbuhan yang relatif lebih baik
pada lingkungan sub-optimal dibandingkan dengan tanaman lain (Prihandana et
al. 2007).
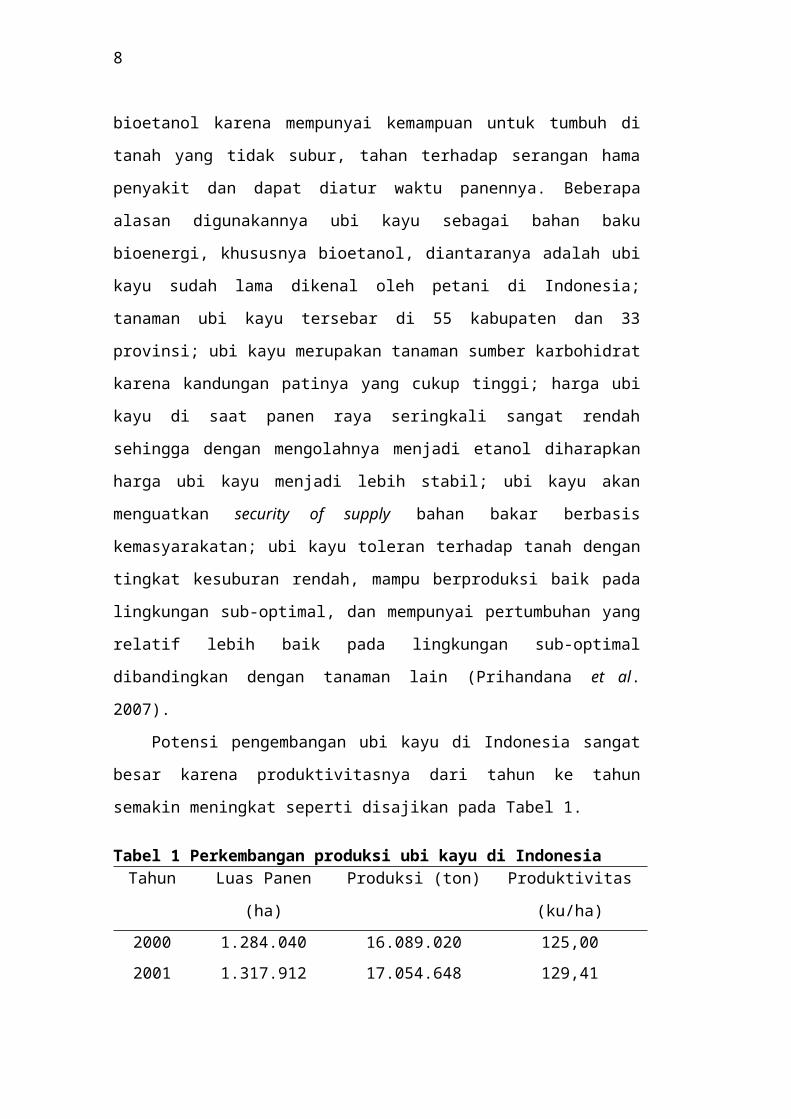
Potensi pengembangan ubi kayu di Indonesia sangat besar karena
produktivitasnya dari tahun ke tahun semakin meningkat seperti disajikan pada
Tabel 1.
Tabel 1 Perkembangan produksi ubi kayu di IndonesiaTahun Luas Panen (ha) Produksi (ton) Produktivitas (ku/ha)
2000 1.284.040 16.089.020 125,00
2001 1.317.912 17.054.648 129,41
2002 1.276.533 16.912.901 132,00
2003 1.244.543 18.523.810 149,00
2004 1.255.805 19.424.707 155,00
2005 1.213.460 19.321.183 159,00
2006 1.227.459 19.986.640 163,00
2007 1.201.481 19.988.058 166,36
2008 1.193.319 (2) 21.593.053 (2) 180,95 (2)
2009 1.194.181 (1) 21.786.691 (1) 182,44 (1)
Keterangan: (1): angka ramalan I(2): angka sementara
Sumber: Departemen Pertanian (2009)
Selama ini dikenal ada dua jenis ubi kayu, yaitu ubi kayu manis dan ubi
kayu pahit. Kriteria manis dan pahit biasanya berdasarkan kadar asam sianida
(HCN) yang terkandung dalam umbi ubi kayu. Komposisi kimia tepung dan pati
ubi kayu jenis pahit dan manis ternyata hampir sama, kecuali kadar serat dan
kadar abu pada tepung ubi kayu manis lebih tinggi dari tepung ubi kayu pahit
(Rattanachon et al. 2004). Umbi dari ubi kayu mempunyai kandungan karbohidrat
sekitar 32% hingga 35%. Jenis polisakarida yang menyusun umbi ubi kayu antara

7
lain pati, selulosa dan hemiselulosa (Winarno 1992). Perbandingan kandungan
kimia tepung ubi kayu tersaji pada Tabel 2.
Tabel 2 Komposisi kimia tepung ubi kayu dan ubi kayu segar
Komponen Komposisi (% bk)Tepung Ubi Kayua) Ubi Kayu Segar b)
AirAbuLemakProteinKarbohidrat (by difference)Serat kasar
SelulosaHemiselulosaLignin
Pati
8,65 ± 0,102,55 ± 0,146,54 ± 0,021,81 ± 0,0380,45 ± 0,232,69 ± 0,040,36 ± 0,011,88 ± 0,030,02 ± 0,0162,54 ± 0,00
57,002,46
--
11,05
74,81Sumber : a) Arnata (2009), b) Susmiati (2010)
Karbohidrat yang terkandung dalam ubi kayu terdiri dari serat kasar dan
pati. Serat kasar terdiri dari selulosa, hemiselulosa dan lignin yang berfungsi
sebagai penguat tekstur. Komponen karbohidrat merupakan bahan baku utama
yang dapat digunakan sebagai bahan baku pembuatan etanol adalah pati yang
berfungsi sebagai sumber energi (Winarno 1992).
Pati terdiri dari dua fraksi yaitu fraksi amilosa dan amilopektin. Fraksi
amilosa mempunyai struktur lurus dengan ikatan α-(1,4)-D-glikosida, sedangkan
fraksi amilopektin mempunyai struktur bercabang dengan ikatan α-(1,6)-D-
glikosida sebanyak 4-5% dari berat total. Molekul-molekul glukosa di dalam
amilosa saling bergandengan melalui gugus glukopiranosa β-1,4. Hidrolisis
amilosa menghasilkan maltosa di samping glukosa dan oligosakarida lainnya,
sedangkan pada amilopektin sebagian dari molekul-molekul glukosa di dalam
rantai percabangannya saling berikatan melalui gugus α-1,6. Ikatan α-1,6 sangat
sukar diputuskan, terlebih jika dihidrolisis memakai katalisator asam. Struktur
kimia amilosa dan amilopektin ditunjukkan pada Gambar 1.
8
Amilosa
Amilopektin Gambar 1 Struktur kimia amilosa dan amilopektin dalam pati (Zamora
2005).
Selulosa merupakan serat-serat panjang yang secara bersama-sama dengan
hemiselulosa dan lignin membentuk struktur jaringan yang memperkuat dinding
sel tanaman. Selulosa terdiri atas sejumlah besar molekul glukosa nomor satu
dengan gugus hidroksil C4 dari molekul glukosa lainnya. Selulosa mempunyai
struktur yang mirip dengan amilosa yaitu merupakan polimer berantai lurus α-
(1,4)-D-glikosida namun berbeda pada jenis ikatan glikosidanya yaitu β-(1,4)-D-
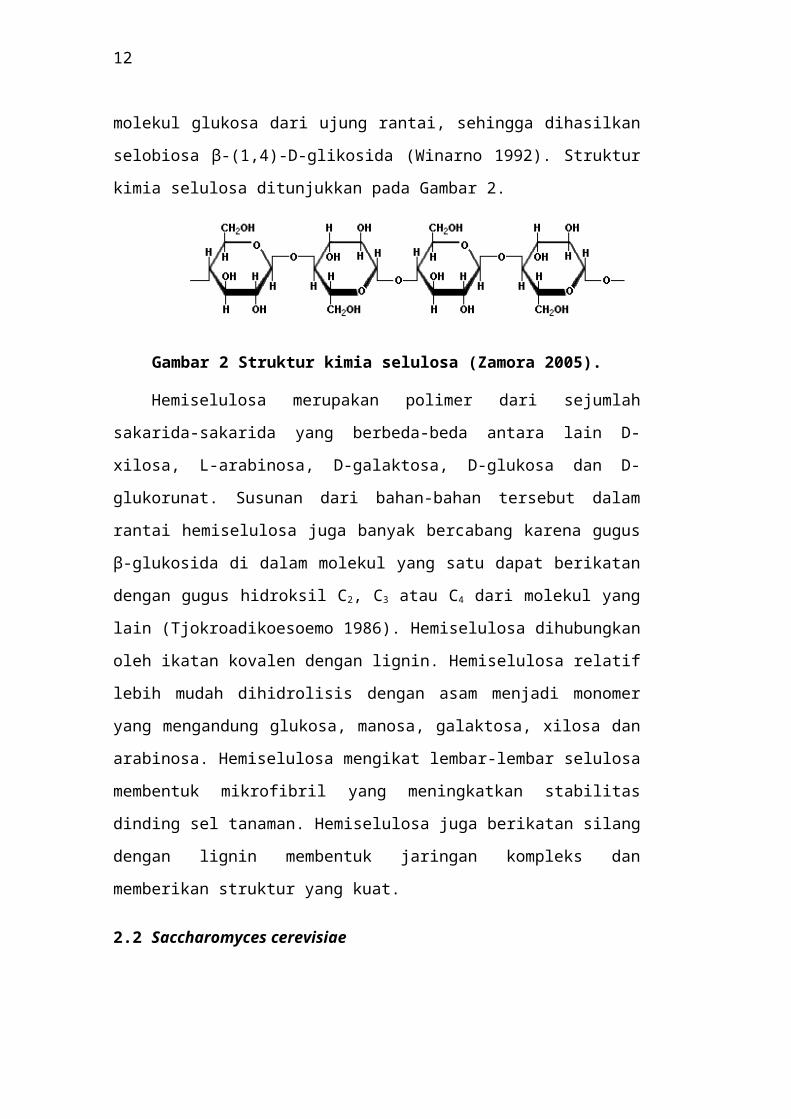
glikosida. Selulosa jika dihidrolisis oleh enzim selobiase akan menghasilkan dua
molekul glukosa dari ujung rantai, sehingga dihasilkan selobiosa β-(1,4)-D-
glikosida (Winarno 1992). Struktur kimia selulosa ditunjukkan pada Gambar 2.
Gambar 2 Struktur kimia selulosa (Zamora 2005).

9
Hemiselulosa merupakan polimer dari sejumlah sakarida-sakarida yang
berbeda-beda antara lain D-xilosa, L-arabinosa, D-galaktosa, D-glukosa dan D-
glukorunat. Susunan dari bahan-bahan tersebut dalam rantai hemiselulosa juga
banyak bercabang karena gugus β-glukosida di dalam molekul yang satu dapat
berikatan dengan gugus hidroksil C2, C3 atau C4 dari molekul yang lain
(Tjokroadikoesoemo 1986). Hemiselulosa dihubungkan oleh ikatan kovalen
dengan lignin. Hemiselulosa relatif lebih mudah dihidrolisis dengan asam menjadi
monomer yang mengandung glukosa, manosa, galaktosa, xilosa dan arabinosa.
Hemiselulosa mengikat lembar-lembar selulosa membentuk mikrofibril yang
meningkatkan stabilitas dinding sel tanaman. Hemiselulosa juga berikatan silang
dengan lignin membentuk jaringan kompleks dan memberikan struktur yang kuat.
2.2 Saccharomyces cerevisiae
S. cerevisiae merupakan suatu khamir sel tunggal (unicellular) yang
berukuran 5 – 10 μm, berbentuk bulat, silindris, atau oval. S. cerevisiae digunakan
untuk produksi etanol pada kondisi anaerob dan untuk pembuatan roti pada
kondisi aerob. Klasifikasi S. cerevisiae adalah sebagai berikut:
dunia : Fungi
filum : Ascomycotina
sub filum : Saccharomycotina
kelas : Saccharomycetes
ordo : Saccharomycetales
famili : Saccharomycetaceae
genus : Saccharomyces
spesies : Saccharomyces cerevisiae

10
Semua galur dari S. cerevisiae dapat tumbuh secara aerobik di dalam media
glukosa, maltosa dan trehalosa namun tidak dapat hidup di dalam laktosa dan
selobiosa. Kemampuan untuk hidup dan menggunakan berbagai jenis gula akan
berbeda-beda yang dipengaruhi oleh kondisi aerobik atau anaerobik, beberapa
galur tidak dapat tumbuh secara anaerobik di media sukrosa dan trehalosa. Semua
galur dari S. cerevisiae dapat menggunakan amonia dan urea sebagai sumber
nitrogen tetapi tidak dapat menggunakan nitrat karena ketidakmampuannya untuk
mereduksi menjadi ion amoniak. Khamir selain membutuhkan unsur nitrogen juga
memerlukan unsur fosfor dan unsur logam seperti magnesium, besi, kalsium dan
seng untuk pertumbuhannya.
Untuk dapat bertahan hidup, S. cerevisiae membutuhkan nutrien yang
diperoleh dari medium perkembangbiakkannya seperti (NH4)2SO4, MgSO4.7H2O,
KCl, CaCl2, P3(PO4)5, ekstrak ragi, air, dan glukosa. S. cerevisiae merupakan
mikroorganisme yang dapat dikultivasi pada kondisi aerobik dan anaerobik,
produk yang dihasilkan pada kedua kondisi tersebut berbeda. S. cerevisiae pada
kondisi aerobik akan menghasilkan individu baru, sedangkan pada kondisi
anaerobik dihasilkan produk utama yang dapat berupa etanol dimana hasilnya
tergantung pada konsentrasi awal biomassa.
Setiap individu sel juga dapat dipandang sebagai fermentor dalam skala
mikroskopik. Reaksi-reaksi ini terjadi secara simultan dan diatur oleh pengontrol
dari internal sel itu sendiri. Kontrol ini mengatur sel untuk memodifikasi laju
reaksi dan kemampuan memproduksi berdasarkan pada lingkungan dan
ketersediaan nutrisi. Lebih dari itu, pertumbuhan populasi sel juga menunjukan
keheterogenan sel. Setiap individu sel dapat memiliki tahap pertumbuhan yang
berbeda. Aktifitas metabolisme sel untuk setiap fasa berbeda.
Reaksi fermentasi tergantung pada gula yang digunakan dan hasil
produksi. Substrat yang paling umum digunakan pada fermentasi adalah glukosa
(C6H12O6) dan menghasilkan dua molekul etanol (C2H5OH), ini adalah reaksi dari
ragi, dan sering digunakan dalam produksi makanan.
Gula (glukosa/fruktosa) Alkohol (etanol) + Karbon dioksida + energi(ATP)
Faktor-faktor yang mempengaruhi pertumbuhan dari khamir ini antara lain:
a. Kondisi lingkungan

11
Suhu, pH, dan oksigen terlarut (Dissolved Oxygen-DO) merupakan faktor
kondisi lingkungan yang mempengaruhi pertumbuhan mikroorganisme. Oleh
karena itu, perlu diatur sedemikian rupa agar pertumbuhan biomassa dapat
optimal. Khamir bersifat anaerobik fakultatif. Khamir dalam kondisi
anaerobik akan melakukan proses fermentasi dengan mengkonversi glukosa
menjadi etanol, sedangkan khamir akan menjalani fase pertumbuhan dengan
keadaan sedikit oksigen. Kadar oksigen yang dibutuhkan oleh khamir untuk
bertumbuh adalah 0,05-0,10 mmHg tekanan oksigen. Proses fermentasi
anaerobik tidak membutuhkan oksigen lebih dari itu, karena oksigen yang
berlebihan akan mendorong pertumbuhan khamir dengan cepat dan
mengkonsumsi glukosa (Trust 2008). S. cerevisiae memerlukan suhu 30oC dan
pH berkisar 4 hingga 4,5 agar dapat tumbuh dengan baik (Sassner 2008).
b. Konsumsi glukosa
Baker’s yeast memerlukan beberapa menit agar dapat beroperasi dengan
kapasitas konsumsi glukosa secara penuh ketika umpan glukosa dialirkan ke
dalam kultur. Kapasitas penuh konsumsi glukosa akan hilang jika sel-sel tidak
dirangsang dengan konsentrasi glukosa yang lebih tinggi untuk beberapa jam.
Secara kinetik glukosa berperan ganda, pada konsentrasi rendah (kurang dari 1
g/l) merupakan substrat pembatas, sedangkan pada konsentrasi tinggi (lebih
dari 300 g/l) akan menjadi penghambat (Mangunwidjaja 1994). Gaur (2006)
mengatakan bahwa konsentrasi gula dalam substrat yang umum digunakan di
dalam industri adalah sebesar 16-18%. Apabila konsentrasi gula lebih tinggi
dari 18% akan menyebabkan tekanan osmottik yang mengurangi efisiensi
proses fermentasi.
c. Adaptasi terhadap etanol
Setelah waktu yang lama (>100 jam), sel-sel khamir beradaptasi terhadap
konsentrasi etanol yang lebih besar. Proses respirasi dipengaruhi oleh
konsentrasi etanol yang ada di dalam substrat. Kadar etanol pada kadar 40 g/l
akan menjadi penghambat baik untuk pertumbuhan biomassa maupun
produksi etanol (Mangunwidjaja 1994).
d. Sensitivitas terhadap berbagai efek
12
Penundaan konsumsi glukosa hanya berpengaruh jika kultur yang dikultivasi
dalam waktu yang lama dengan konsentrasi glukosa rendah dipaksakan
dengan konsentrasi glukosa yang lebih besar. Penundaan respirasi
menyebabkan pembentukan etanol karena jumlah umpan yang terlalu besar
dan menyebabkan timbulnya hambatan respirasi tambahan karena etanol
(Präve et al. 1987). Kebutuhan unsur mikro diperlukan di dalam kehidupan
khamir. Pada jumlah rendah fosfor, sulfur, potassium dan magnesium
diperlukan untuk sintesis komponen-komponen mineral. Beberapa mineral
(Mn, Co, Cu dan Zn) dan faktor pertumbuhan organik (asam amino, asam
nukleat dan vitamin) diperlukan dalam jumlah besar sehingga perlu ada
tambahan nutrien ke dalam media dalam bentuk komponen tunggal seperti
garam amonium dan potasium fosfat (Kosaric et al. 1983).
2.3 Etanol
Pembuatan etanol dapat dilakukan dari bahan yang mengandung glukosa.
Glukosa pada mahluk hidup terdapat dalam bentuk polimer seperti pati, selulosa
dan oligosakarida. Polisakarida dan oligosakarida harus dipecah menjadi molekul
monosakarida agar dapat dipergunakan oleh khamir menjadi etanol. Proses
pemecahan polisakarida dan oligosakarida dapat dilakukan dengan dua cara yaitu
hidrolisis asam dan hidrolisis enzim. Proses hidrolisis asam dapat menggunakan
beberapa jenis asam yang sudah banyak diteliti, antara lain HCl, H2SO4 dan
HNO3. Proses hidrolisis pati secara enzimatik terdiri dari dua tahap yaitu
liquifikasi dengan α-amilase dan sakarifikasi menggunakan amiloglukosidase.
Reaksi yang terjadi pada proses produksi etanol secara sederhana dibagi menjadi
dua tahap yaitu (1) pemecahan komponen polisakarida menjadi komponen
monosakarida (pemecahan sempurna) dan komponen oligosakarida yang dapat
dilakukan secara enzimatis maupun secara kimiawi. Proses pemecahan tahap
pertama ditunjukkan pada persamaan reaksi 1.
H2O + (C6H10O5)n n C6H12O6 + n H2O …….(1)
(2) pengubahan komponen monomer glukosa menjadi etanol yang dilakukan
dengan bantuan agen mikrob. Mikrob pengubah monomer glukosa menjadi etanol

13
yang paling efektif adalah jenis khamir spesies S. cerevisiae. Proses konversi
monomer glukosa menjadi senyawa etanol ditunjukkan pada persamaan reaksi 2.
(C6H12O6)n 2 C2H5OH + 2 CO2……………...(2)
Etanol selain diproduksi dari bahan baku tanaman yang mengandung pati
atau karbohidrat, juga dapat diproduksi dari bahan tanaman yang mengandung
selulosa, namun dengan adanya lignin mengakibatkan proses pemecahan menjadi
glukosa menjadi lebih sulit. Penggunaan selulosa sebagai bahan baku pembuatan
etanol dapat dilakukan dengan menambahan enzim selulase yang dihasilkan dari
jenis mikrob Phanerochate chrysosporium dan Trichoderma reesei.
Secara biokimia, proses pembentukan etanol didahului dengan proses
glikolisis yaitu proses perubahan satu molekul glukosa menjadi dua molekul
piruvat. Proses glikolisis secara garis besar dapat dibagi menjadi dua bagian yaitu.
1. Proses pemakaian energi. Di dalam tahap persiapan ini, glukosa mengalami
proses fosforilasi dan pemecahan menjadi dua molekul triosa yaitu
gliseraldehid-3-fosfat. Proses ini mengkonsumsi 2 ATP.
2. Proses pembentukan energi. Dua molekul gliseraldehid-3-fosfat akan
dikonversi menjadi piruvat yang disertai dengan pembentukan 4 ATP.
Respirasi terhenti dalam keadaan tanpa oksigen karena proses
pengangkutan elektron yang dirangkaikan dengan fosforilasi bersifat oksidasi
melalui rantai pernafasan yang menggunakan molekul oksigen sebagai penerima
elektron terakhir tidak berjalan. Akibatnya jalan metabolisme lingkar asam
trikarboksilat (daur Krebs) akan terhenti pula sehingga piruvat tidak lagi masuk ke
dalam daur Krebs melainkan dialihkan pemakaiannya yaitu diubah menjadi etanol
(Wirahadikusumah 1985). Khamir memproduksi etanol dan CO2 melalui dua
reaksi yang berturutan.
1. Proses dekarboksilasi piruvat menjadi asetaldehid dan CO2 dengan katalis
piruvat dekarboksilase (enzim ini tidak ada di binatang). Proses
dekarboksilasi merupakan reaksi yang tidak reversibel, membutuhkan ion
Mg2+ dan koenzim tiamin pirofosfat. Reaksi berlangsung melalui beberapa
senyawa antara yang terikat secara kovalen pada koenzim.
14
2. Reduksi asetaldehid menjadi etanol oleh NADH dengan dikatalisis oleh
alkohol dehidrogenase, dengan demikian pembentukan NAD+ akan
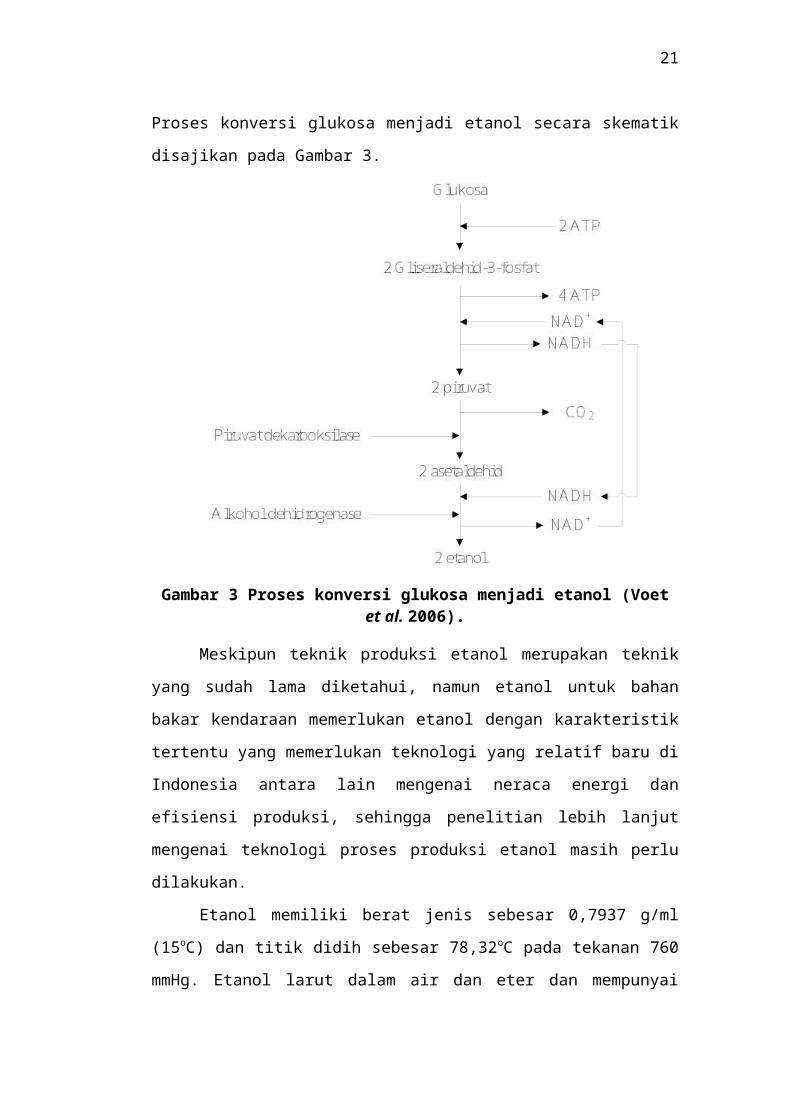
digunakan di dalam proses reaksi GADPH glikolisis (Voet et al. 2006).
Proses konversi glukosa menjadi etanol secara skematik disajikan pada Gambar 3.
Gambar 3 Proses konversi glukosa menjadi etanol (Voet et al. 2006).
Meskipun teknik produksi etanol merupakan teknik yang sudah lama
diketahui, namun etanol untuk bahan bakar kendaraan memerlukan etanol dengan
karakteristik tertentu yang memerlukan teknologi yang relatif baru di Indonesia
antara lain mengenai neraca energi dan efisiensi produksi, sehingga penelitian
lebih lanjut mengenai teknologi proses produksi etanol masih perlu dilakukan.
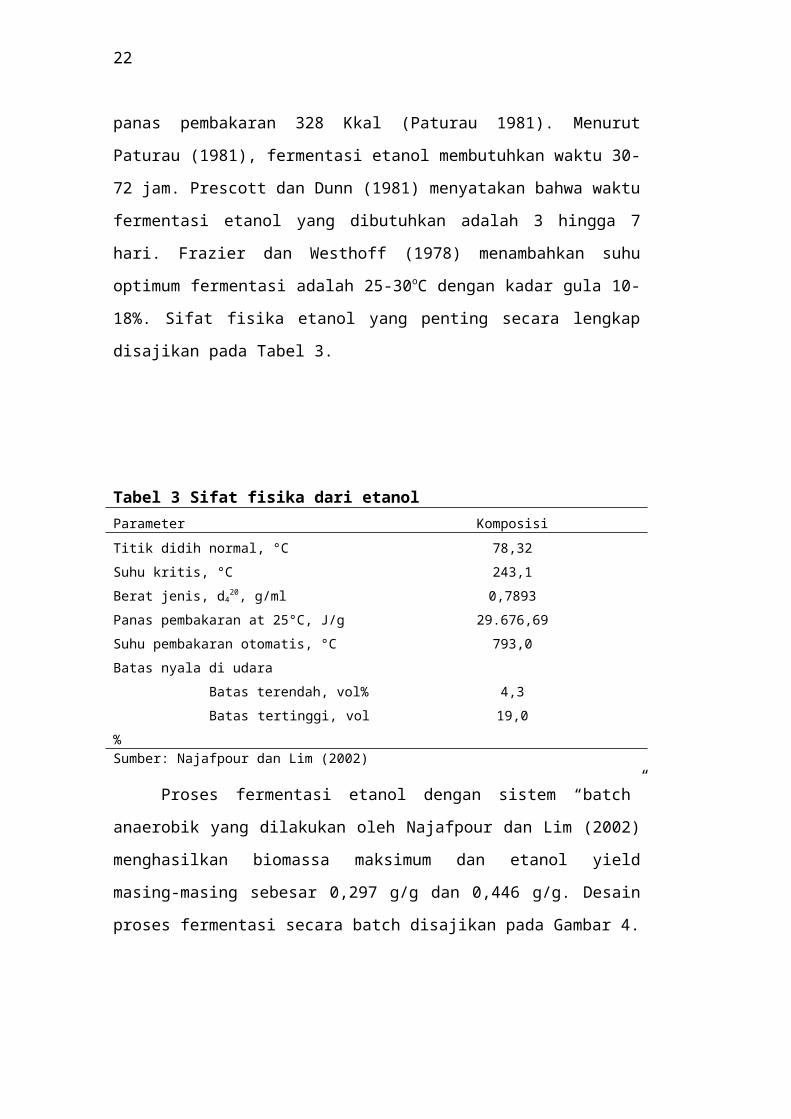
Etanol memiliki berat jenis sebesar 0,7937 g/ml (15oC) dan titik didih
sebesar 78,32oC pada tekanan 760 mmHg. Etanol larut dalam air dan eter dan
mempunyai panas pembakaran 328 Kkal (Paturau 1981). Menurut Paturau (1981),
fermentasi etanol membutuhkan waktu 30-72 jam. Prescott dan Dunn (1981)
menyatakan bahwa waktu fermentasi etanol yang dibutuhkan adalah 3 hingga 7
hari. Frazier dan Westhoff (1978) menambahkan suhu optimum fermentasi adalah

15
25-30oC dengan kadar gula 10-18%. Sifat fisika etanol yang penting secara
lengkap disajikan pada Tabel 3.
Tabel 3 Sifat fisika dari etanolParameter Komposisi
Titik didih normal, °C
Suhu kritis, °C
Berat jenis, d420, g/ml
Panas pembakaran at 25°C, J/g
Suhu pembakaran otomatis, °C
Batas nyala di udara
Batas terendah, vol%
Batas tertinggi, vol%
78,32
243,1
0,7893
29.676,69
793,0
4,3
19,0Sumber: Najafpour dan Lim (2002)
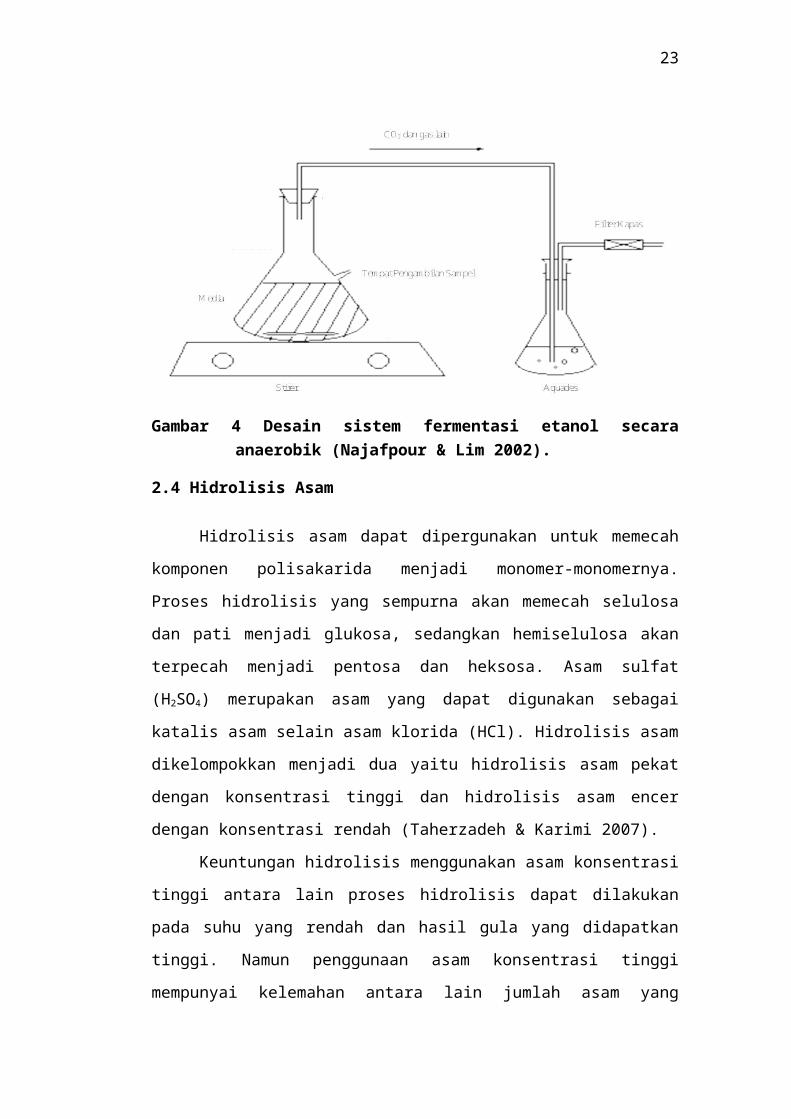
Proses fermentasi etanol dengan sistem “batch” anaerobik yang dilakukan
oleh Najafpour dan Lim (2002) menghasilkan biomassa maksimum dan etanol
yield masing-masing sebesar 0,297 g/g dan 0,446 g/g. Desain proses fermentasi
secara batch disajikan pada Gambar 4.
Gambar 4 Desain sistem fermentasi etanol secara anaerobik (Najafpour & Lim 2002).
16
2.4 Hidrolisis Asam
Hidrolisis asam dapat dipergunakan untuk memecah komponen
polisakarida menjadi monomer-monomernya. Proses hidrolisis yang sempurna
akan memecah selulosa dan pati menjadi glukosa, sedangkan hemiselulosa akan
terpecah menjadi pentosa dan heksosa. Asam sulfat (H2SO4) merupakan asam
yang dapat digunakan sebagai katalis asam selain asam klorida (HCl). Hidrolisis
asam dikelompokkan menjadi dua yaitu hidrolisis asam pekat dengan konsentrasi
tinggi dan hidrolisis asam encer dengan konsentrasi rendah (Taherzadeh & Karimi
2007).
Keuntungan hidrolisis menggunakan asam konsentrasi tinggi antara lain
proses hidrolisis dapat dilakukan pada suhu yang rendah dan hasil gula yang
didapatkan tinggi. Namun penggunaan asam konsentrasi tinggi mempunyai
kelemahan antara lain jumlah asam yang digunakan sangat banyak, potensi korosi
pada peralatan produksi terutama alat yang terbuat dari besi, penggunaan energi
yang tinggi untuk proses daur ulang asam dan waktu reaksi yang lama yaitu
berkisar antara dua hingga enam jam. Hidrolisis menggunakan asam dengan
konsentrasi rendah mempunyai keuntungan antara lain jumlah asam yang
digunakan sedikit dan waktu tinggal yang sebentar. Namun kerugian dalam
penggunaan asam encer dengan konsentrasi rendah antara lain membutuhkan suhu
tinggi dalam proses operasinya, gula yang didapatkan sedikit, potensi korosi pada
peralatan produksi terutama alat yang terbuat dari besi dan pembentukan produk
samping yang tidak diharapkan (Taherzadeh & Karimi 2007a).
Hidrolisis asam dengan konsentrasi rendah dilakukan dalam dua tahap
yaitu tahap pertama yang melibatkan asam encer untuk menghidrolisis gula dari
golongan pentosa yang umumnya terdapat dalam fraksi hemiselulosa. Tahap ini
biasanya menggunakan H2SO4 1% pada suhu 80oC-120oC selama 30-240 menit.
Tahap kedua menggunakan asam dengan konsentrasi yang lebih tinggi untuk
menghidrolisis gula yang berasal golongan heksosa seperti selulosa biasanya
dilakukan dengan konsentrasi asam 5-20% H2SO4 dengan suhu 180oC. Proses
hidrolisis bertahap ini dapat memaksimalkan hasil glukosa yang dihasilkan dan
meminimumkan hasil samping yang tidak diinginkan (Purwadi 2006).
17
Penentuan konsentrasi asam tergantung pada ukuran, bentuk dan kadar air
pada partikel lignoselulosa. Asam sulfat biasanya digunakan pada bahan terlarut
dengan konsentrasi tidak melebihi 10% berat (H2SO4 umum digunakan tidak lebih
dari 5%). Penggunaan katalis asam encer selalu terjadi penambahan air yang
banyak pada bahan lignoselulosa dan hal itu membutuhkan energi panas yang
lebih banyak selama proses pemanasan (Patent Cooperation Treaty 1998).
Proses hidrolisis menggunakan konsentrasi asam encer, selain dapat
menguraikan glukosa juga menghasilkan hasil samping yang dapat menghambat
proses fermentasi. Hasil samping yang dapat menghambat proses fermentasi
antara lain furfural, 5- hidroksimetilfurfural (HMF), asam lefulenat, asam asetat,
asam format, asam uronat dan lain-lainnya (Taherzadeh & Karimi 2007).
Hidrolisis asam pada bahan lignoselulosa, hemiselulosa merupakan komponen
yang paling mudah terhidrolisis oleh asam yang akan terdegradasi menjadi xilosa,
manosa, asam asetat, galaktosa arabinosa dan sejumlah kecil rhamnosa, asam
glukuronat, asam metil glukronat dan asam galakturonat (Morohoshi 1991;
Sjӧstrӧm 1993). Selulosa akan terdegradasi menjadi glukosa. Xilosa akan
terdegradasi menjadi furfural dan 5-hidroksimetilfurfural (HMF) pada kondisi
suhu dan tekanan tinggi. Komponen fenol terbentuk dari lignin yang terpecah
sebagian dan juga selama proses degradasi karbohidrat (Palmqvist & Hahn-
Hӓgerdal 2000). Lignin merupakan komponen komplek yang tersusun oleh
phenylpropane yang terikat di dalam struktur tiga dimensi. Ikatan kimia terjadi di
antara lignin dan hemiselulosa bahkan terkadang juga dengan selulosa. Lignin
sangat tahan terhadap reaksi kimia dan enzimatik (Taherzadeh 1999; Palmqvist &
Hahn-Hӓgerdal 2000a).
2.5 Produk Samping Fermentasi Etanol
Produk samping proses fermentasi etanol menggunakan ubi kayu ada dua
macam, yaitu produk samping yang berupa padatan dan cairan. Produk samping
yang berupa padatan dihasilkan dari hasil pemisahan ampas dengan cairan
hidrolisat sedangkan produk samping yang berupa cairan dihasilkan pada saat
proses destilasi selesai dilakukan (vinasse) (Parnaudeu et al. 2007).
Ampas ubi kayu (onggok) merupakan salah satu produk samping yang
dihasilkan pada proses pengolahan ubi kayu. Onggok mengandung air cukup
18
tinggi (81-85%), protein kasar sekitar 1,55% dan serat kasar 10,44% (bahan
kering) (Supriyati 2009). Komponen onggok secara lengkap disajikan pada Tabel
4.
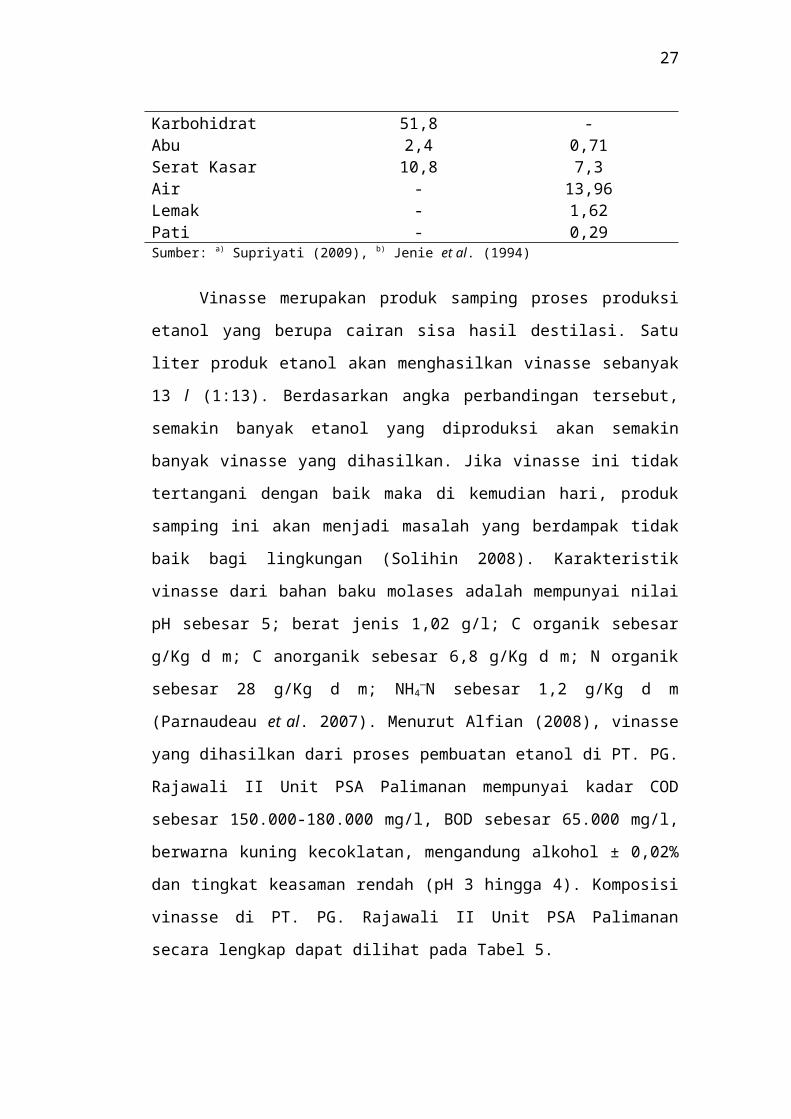
Tabel 4 Komposisi onggok
Parameter Komposisi Onggok (%)a) Onggok (% bk)b)
Protein KasarKarbohidratAbuSerat KasarAirLemakPati
2,251,82,410,8
---
0,48-
0,717,3
13,961,620,29
Sumber: a) Supriyati (2009), b) Jenie et al. (1994)
Vinasse merupakan produk samping proses produksi etanol yang berupa
cairan sisa hasil destilasi. Satu liter produk etanol akan menghasilkan vinasse
sebanyak 13 l (1:13). Berdasarkan angka perbandingan tersebut, semakin banyak
etanol yang diproduksi akan semakin banyak vinasse yang dihasilkan. Jika
vinasse ini tidak tertangani dengan baik maka di kemudian hari, produk samping
ini akan menjadi masalah yang berdampak tidak baik bagi lingkungan (Solihin
2008). Karakteristik vinasse dari bahan baku molases adalah mempunyai nilai pH
sebesar 5; berat jenis 1,02 g/l; C organik sebesar g/Kg d m; C anorganik sebesar
6,8 g/Kg d m; N organik sebesar 28 g/Kg d m; NH4—N sebesar 1,2 g/Kg d m
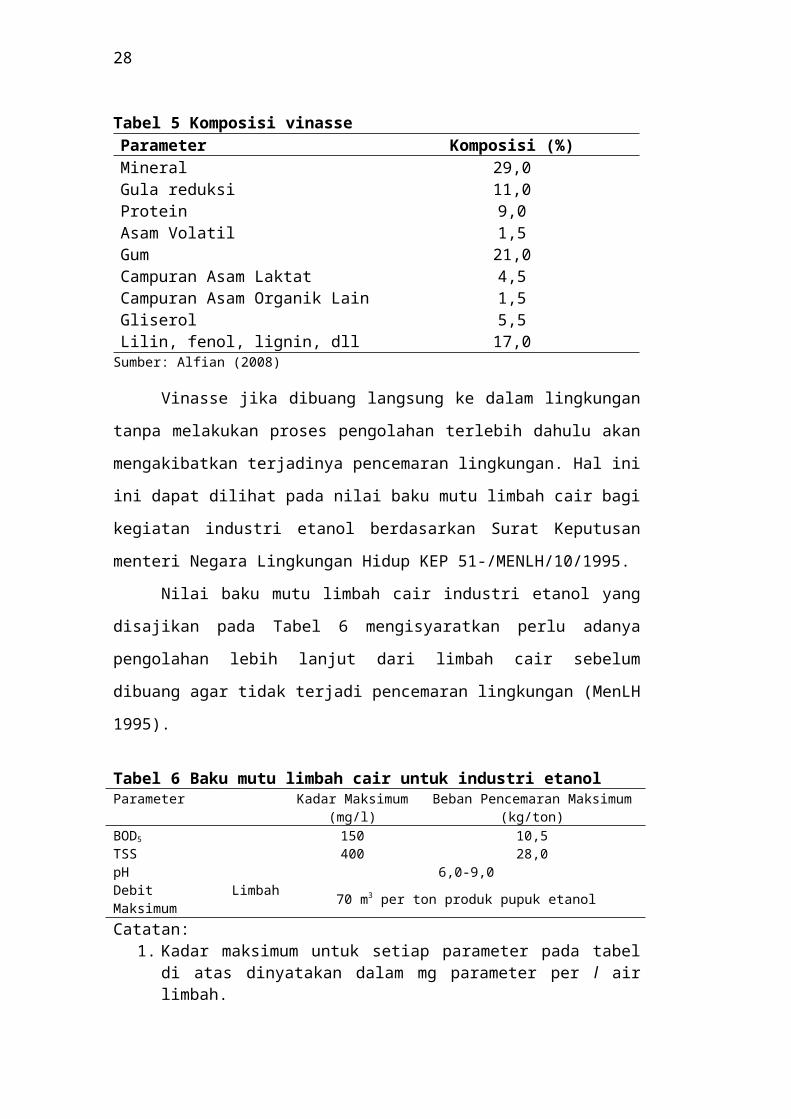
(Parnaudeau et al. 2007). Menurut Alfian (2008), vinasse yang dihasilkan dari
proses pembuatan etanol di PT. PG. Rajawali II Unit PSA Palimanan mempunyai
kadar COD sebesar 150.000-180.000 mg/l, BOD sebesar 65.000 mg/l, berwarna
kuning kecoklatan, mengandung alkohol ± 0,02% dan tingkat keasaman rendah
(pH 3 hingga 4). Komposisi vinasse di PT. PG. Rajawali II Unit PSA Palimanan
secara lengkap dapat dilihat pada Tabel 5.
Tabel 5 Komposisi vinasseParameter Komposisi (%)Mineral 29,0Gula reduksi 11,0Protein 9,0Asam Volatil 1,5Gum 21,0
19
Campuran Asam Laktat 4,5Campuran Asam Organik Lain 1,5Gliserol 5,5Lilin, fenol, lignin, dll 17,0
Sumber: Alfian (2008)
Vinasse jika dibuang langsung ke dalam lingkungan tanpa melakukan
proses pengolahan terlebih dahulu akan mengakibatkan terjadinya pencemaran
lingkungan. Hal ini ini dapat dilihat pada nilai baku mutu limbah cair bagi
kegiatan industri etanol berdasarkan Surat Keputusan menteri Negara Lingkungan
Hidup KEP 51-/MENLH/10/1995.
Nilai baku mutu limbah cair industri etanol yang disajikan pada Tabel 6
mengisyaratkan perlu adanya pengolahan lebih lanjut dari limbah cair sebelum
dibuang agar tidak terjadi pencemaran lingkungan (MenLH 1995).
Tabel 6 Baku mutu limbah cair untuk industri etanolParameter Kadar Maksimum
(mg/l) Beban Pencemaran Maksimum (kg/ton)
BOD5 150 10,5TSS 400 28,0pH 6,0-9,0Debit Limbah Maksimum 70 m3 per ton produk pupuk etanolCatatan:
1. Kadar maksimum untuk setiap parameter pada tabel di atas dinyatakan dalam mg parameter per l air limbah.
2. Beban pencemaran maksimum untuk setiap parameter pada tabel di atas dinyatakan dalam kg parameter per ton produk pupuk urea (MenLH 1995).
20
21
3 METODOLOGI PENELITIAN
3.1 Kerangka Pemikiran
Ubi kayu merupakan salah satu hasil pertanian dengan kandungan
karbohidrat yang cukup tinggi sehingga berpotensi sebagai bahan baku pembuatan
etanol. Penggunaan ubi kayu segar mempunyai kelebihan dibandingkan dengan
penggunaan tepung ubi kayu, yaitu dapat memperpendek proses produksi etanol.
Ubi kayu segar harus melalui proses hidrolisis untuk memecah komponen
polisakarida menjadi gula-gula sederhana yang siap untuk digunakan sebagai
sumber karbon yang akan diubah menjadi etanol oleh khamir. Proses hidrolisis
yang digunakan adalah metode hidrolisis asam karena mempunyai kelebihan
mampu menghidrolisis komponen pati dan serat secara bersamaan serta
penanganannya yang mudah. Namun, bertambahnya jumlah etanol yang
dihasilkan selama proses fermentasi akan menghambat laju fermentasi sehingga
tidak semua kandungan gula dapat dikonversi menjadi etanol. Sisa gula yang tidak
terkonversi menjadi etanol akan tertinggal pada vinasse. Sebelum digunakan,
vinasse harus diberi pretreatment. Proses pretreatment vinasse mempunyai tujuan
untuk memperbaiki kualitas dari vinasse itu sendiri. Proses netralisasi selain
bertujuan untuk menaikkan pH menjadi 4,5 juga dapat berfungsi untuk
menurunkan kadar HMF (Susmiati 2010), sedangkan sentrifugasi bertujuan untuk
menghilangkan partikel kotoran dan kelebihan garam yang terbentuk setelah
proses netralisasi. Potensi sumber nutrien dalam vinasse tersebut akan didaur
ulang sehingga dapat dimanfaatkan kembali sebagai sumber gula dengan
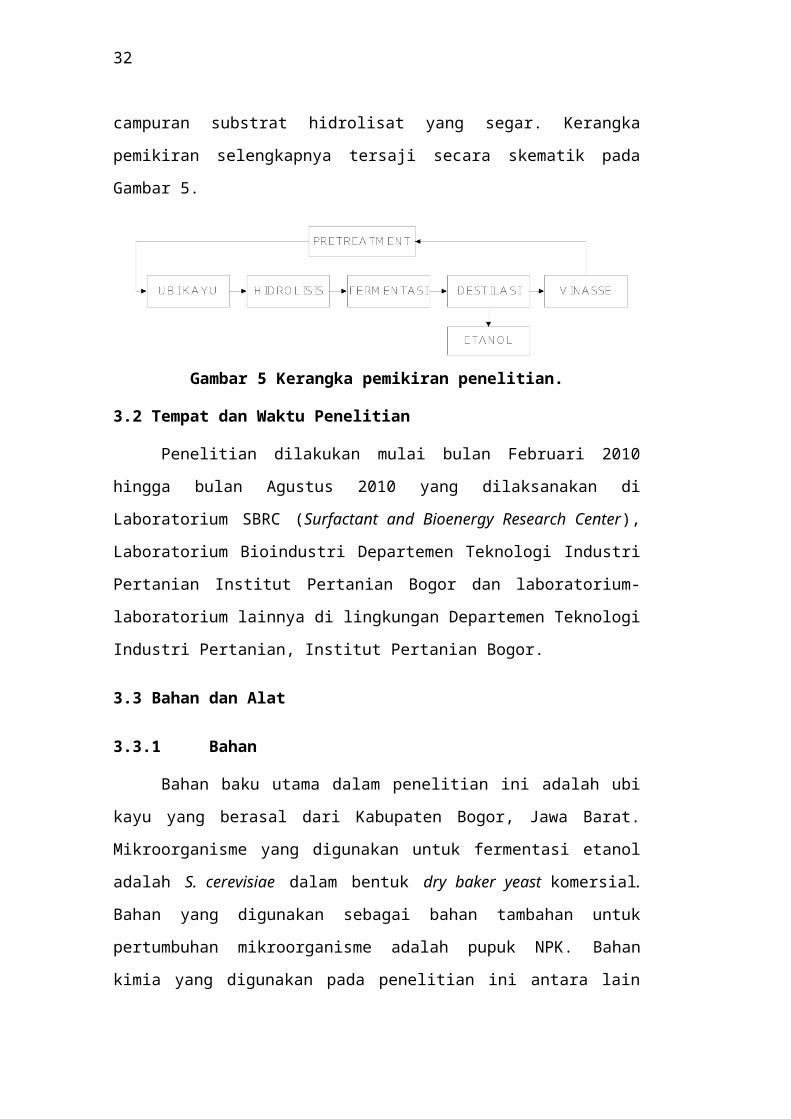
campuran substrat hidrolisat yang segar. Kerangka pemikiran selengkapnya tersaji
secara skematik pada Gambar 5.
22
Gambar 5 Kerangka pemikiran penelitian.
3.2 Tempat dan Waktu Penelitian
Penelitian dilakukan mulai bulan Februari 2010 hingga bulan Agustus
2010 yang dilaksanakan di Laboratorium SBRC (Surfactant and Bioenergy
Research Center), Laboratorium Bioindustri Departemen Teknologi Industri
Pertanian Institut Pertanian Bogor dan laboratorium-laboratorium lainnya di
lingkungan Departemen Teknologi Industri Pertanian, Institut Pertanian Bogor.
3.3 Bahan dan Alat
3.3.1 Bahan
Bahan baku utama dalam penelitian ini adalah ubi kayu yang berasal dari
Kabupaten Bogor, Jawa Barat. Mikroorganisme yang digunakan untuk fermentasi
etanol adalah S. cerevisiae dalam bentuk dry baker yeast komersial. Bahan yang
digunakan sebagai bahan tambahan untuk pertumbuhan mikroorganisme adalah
pupuk NPK. Bahan kimia yang digunakan pada penelitian ini antara lain H2SO4
pekat teknis, NH4OH 21%, etanol 70% dan bahan kimia untuk analisis.
3.3.2 Alat
Peralatan utama yang digunakan dalam penelitian ini antara lain peralatan
gelas, spektrofotometer merck Hach, otoklaf, pH meter merck Beckman, vortex
mixer, density meter DMA 4500 merk Anton Paar, refraktometer merck Atago
tipe Master-53M dan seperangkat alat produksi bioetanol skala laboratorium.
Pengolahan data menggunakan bantuan software Microsoft Office Excel versi
2007.
23
3.4 Metode Penelitian
Tahapan percobaan fermentasi untuk produksi etanol dengan melakukan
proses daur ulang vinasse sebagai umpan balik dapat dibagi menjadi lima tahapan
utama antara lain proses persiapan bahan baku, hidrolisis ubi kayu, fermentasi,
persiapan vinasse dan proses daur ulang vinasse.
3.4.1 Persiapan Bahan Baku
Persiapan bahan baku utama penelitian yang berupa ubi kayu diawali
dengan membuang bagian pangkal tanaman yang masih melekat dengan umbi
karena umbi yang dipakai dalam penelitian ini dibeli dari petani dalam keadaan
masih melekat utuh dengan batang bawah untuk menjaga kesegaran umbi ketika
dibawa dari tempat panen ke laboratorium. Ubi kayu kemudian diproses lebih
lanjut di Laboratorium SBRC IPB Baranangsiang untuk membersihkan kotoran
dan tanah yang masih menempel di umbi dengan cara pencucian. Umbi ubi kayu
yang telah bersih kemudian dikupas lapisan kulit arinya yang berwarna cokelat
menggunakan pisau. Proses pengupasan selain untuk membersihkan kulit ari
sekaligus juga berfungsi untuk menyortir umbi yang jelek, membuang bagian
pangkal umbi yang mengandung kayu dan bagian akar yang masih menempel di
umbi. Ubi kayu yang telah bersih kemudian dicuci dengan air untuk
menghilangkan tanah dan kotoran yang masih menempel pada umbi.
Ubi kayu yang telah bersih kemudian digiling hingga halus menggunakan
mesin parut hingga menjadi bubur. Bubur ubi kayu kemudian dikarakterisasi sifat
kimia antara lain komponen proksimat (air, abu, lemak, protein, serat kasar dan
karbohidrat (by difference) menurut metode AOAC (1995)), pati dan komponen
serat (ADF, NDF, selulosa dan lignin menurut metode Van Soest (1963)).
Prosedur analisis secara lengkap dapat dilihat pada Lampiran 1.
3.4.2 Hidrolisis Asam
Metode hidrolisis yang digunakan merupakan hasil modifikasi metode
hidrolisis yang dipergunakan oleh Susmiati (2010). Hasil hidrolisis tepung ubi
kayu dengan total padatan substrat 30% dengan konsentrasi H2SO4 0,4 M akan
menjadi patokan bagi hasil hidrolisis bubur ubi kayu. Bubur ubi kayu dihidrolisis

24
menggunakan larutan H4SO4 0,4 M dengan total padatan substrat 30%, 35%, 20%,
18% dan 15%. Hasil hidrolisat kemudian diamati tingkat kesempurnaan proses
hidrolisis berdasarkan warna hidrolisat yang merata dan tidak adanya gumpalan
ubi kayu. Hasil hidrolisis bubur ubi kayu dengan total padatan substrat 18%
dipilih karena menghasilkan total padatan terlarut hidrolisat tertinggi dan tidak
adan gumpalan ubi kayu yang di dalam hidrolisat. Bubur ubi kayu dengan total
padatan substrat 18% kemudian dihidrolisis dengan konsentrasi H2SO4 0,4 M dan
1 M yang kemudian diukur nilai total padatan terlarut hidrolisatnya. Nilai total
padatan terlarut hidrolisat yang didapatkan kemudian dibandingkan dengan nilai
total padatan terlarut hidrolisat hasil hidrolisis tepung ubi kayu. Nilai hasil total
padatan terlarut hidrolisat yang mendekati nilai total padatan terlarut tepung ubi
kayu yang akan digunakan di dalam penelitian ini, yaitu kadar padatan bubur ubi
kayu 18% dengan konsentrasi H2SO4 1 M.
Hidrolisis asam dalam penelitian ini dilakukan dalam satu tahap
menggunakan otoklaf sederhana dimana suhu dan waktu hidrolisis diatur secara
manual. Waktu hidrolisis dihitung ketika kondisi suhu telah tercapai. Bubur ubi
kayu dihidrolisis dengan volume total 500 ml dalam erlenmeyer 1000 ml yang
diberi sumbat kapas dan alumunium foil untuk mencegah larutan meluap keluar
ketika dilakukan proses hidrolisis. Hidrolisis dilakukan dengan menambahkan
asam H2SO4 pekat teknis sebanyak 23 ml ke dalam 270,68 g bubur ubi kayu dan
ditambahkan aquadest sebanyak 206,32 ml. Perbandingan yang dipakai tersebut
untuk mencapai kondisi proses hidrolisis yang diinginkan yaitu kadar padatan
18% dan konsentrasi H2SO4 sebesar 1 M. Campuran kemudian dihidrolisis
menggunakan otoklaf pada suhu 121oC selama 15 menit sehingga diperoleh
hidrolisat asam yang berwarna merah tua. Proses hidrolisis ini ditujukan untuk
memecah komponen pati dan serat yang ada di dalam bahan menjadi glukosa.
Selanjutnya dilakukan pengukuran total gula dan gula pereduksi untuk melihat
tingkat hidrolisis.
3.4.3 Fermentasi Etanol
A. Persiapan Media Fermentasi
25
Hidrolisat asam sebelum digunakan sebagai media fermentasi harus melalui
proses netralisasi, penyaringan dan sentrifugasi. Proses netralisasi hidrolisat
menggunakan NH4OH teknis 21% hingga pH 4,5. Tahap persiapan hidrolisat
selanjutnya adalah proses pemisahan padatan dengan cairan hidrolisat yang terdiri
dari dua tahapan proses yaitu penyaringan dan sentrifugasi. Proses penyaringan
dilakukan menggunakan kain saring yang berfungsi untuk memisahkan ampas
yang berukuran besar. Ampas yang didapatkan dilakukan karakterisasi yang
meliputi analisis kadar air, kadar abu, total N, kadar lemak, kadar serat, kadar
karbohidrat. Prosedur analisis secara lengkap dapat dilihat pada Lampiran 1.
Hasil penyaringan dilanjutkan dengan proses sentrifugasi untuk mengurangi
jumlah padatan terlarut dan kelebihan garam yang terbentuk dari proses
netralisasi. Proses sentrifugasi dilakukan pada kecepatan 2500 rpm selama 5
menit sehingga dihasilkan dua produk yaitu sludge dan filtrat. Filtrat digunakan
sebagai media fermentasi etanol sedangkan sludge tidak digunakan.
B. Fermentasi Etanol
Fermentasi dilakukan dengan menambahkan S. cerevisiae sebagai agen yang
melakukan fermentasi dalam bentuk dry baker yeast komersial (ragi roti) dan
sumber nutrisi berupa pupuk NPK. Jumlah ragi roti dan NPK yang ditambahkan
sebanyak 0,06% total gula dan ragi roti sebanyak 0,23% total gula. Proses
fermentasi dilakukan selama 96 jam pada suhu ruangan dengan 24 jam pertama
diberi perlakuan agitasi menggunakan orbital shaker (129 rpm) dengan sistem
tertutup. Hasil fermentasi yang didapatkan dilakukan analisis mengenai kadar
etanol, kadar gula, pH dan total asam. Prosedur analisis dapat dilihat secara
lengkap pada Lampiran 1. Proses fermentasi diakhiri setelah 96 jam dan
dilanjutkan dengan proses destilasi.
Kaldu hasil fermentasi kemudian didestilasi untuk memisahkan produk utama
yang berupa etanol dan cairan sisa destilasi sebagai produk samping akhir proses
destilasi. Parameter yang diamati pada akhir fermentasi antara lain efisiensi
pembentukan produk, efisiensi fermentasi dan efisiensi penggunaan substrat.
Hasil dari destilasi yang berupa cairan berwarna cokelat gelap inilah yang menjadi

26
bahan baku utama yang diteliti dalam penelitian ini. Cairan hasil destilasi ini
kemudian disebut dengan istilah vinasse.
3.4.4 Persiapan Vinasse
Vinasse sebelum digunakan sebagai umpan balik dilakukan karakterisasi
sifat kimia yang meliputi meliputi analisis pH, total gula, total gula pereduksi,
total padatan terlarut, total asam, kadar HMF, BOD5 dan COD. Prosedur analisis
secara lengkap dapat dilihat pada Lampiran 1. Vinasse yang didapatkan dari hasil
destilasi mempunyai nilai pH yang rendah.
Vinasse harus diolah terlebih dahulu agar dapat dipergunakan kembali
sebagai bahan fermentasi alkohol, yaitu dengan melakukan proses netralisasi dan
sentrifugasi. Hasil karakterisasi vinasse menjadi acuan dalam melakukan proses
pengolahan pretreatment sebelum dilakukan daur ulang. Vinasse dinetralkan
dahulu menggunakan NH4OH 21% hingga mencapai pH 4,5 untuk menyesuaikan
dengan kondisi pH yang digunakan dalam proses fermentasi. Vinasse kemudian
disentrifugasi pada kecepatan 2500 rpm selama 5 menit untuk memisahkan sludge
dengan filtrat (treated vinasse). Diagram alir pengolahan vinasse menjadi
hidrolisat yang siap digunakan sebagai media fermentasi secara lengkap dapat
dilihat pada Gambar 6.
Gambar 6 Diagram alir proses pengolahan vinasse.
3.4.5 Daur Ulang VinasseModifikasi yang dilakukan dalam penelitian ini adalah dengan melakukan
pengolahan kembali produk samping yang keluar dan menggunakan kembali
27
sebagai media fermentasi baru. Produk samping yang keluar, baik produk
samping padat maupun vinasse, masih banyak mengandung kandungan
karbohidrat yang dapat digunakan sebagai media fermentasi. Produk samping
yang ada akan diproses untuk mendapatkan komponen gula sederhana sebagai
bahan baku pembuatan etanol. Hasil pengolahan vinasse akan dikombinasikan
dengan hidrolisat baru sehingga menjadi media fermentasi baru. Diagram alir
proses daur ulang vinasse dapat dilihat secara lengkap pada Gambar 7.
Vinasse diformulasikan dengan jumlah 60% (V1), 50% (V2) dan 40%
(V3) sedangkan sisanya adalah hidrolisat ubi kayu segar untuk mencari komposisi
yang dapat menghasilkan kadar etanol terbaik. Hasil formulasi diatur total padatan
terlarutnya hingga mencapai 15% (obrix). Media fermentasi sebelum difermentasi
dilakukan proses sterilisasi selama 5 menit pada suhu 105oC untuk mematikan
mikrob lain yang dapat mengganggu pertumbuhan S. cerevisiae kemudian
ditambahkan NPK sebanyak 0,06% total gula dan khamir sebanyak 0,23% total
gula. Proses fermentasi selama 24 jam pertama dilakukan di atas shaker dengan
kecepatan 129 rpm dan setelah 24 jam, fermentasi dilanjutkan tanpa pengadukan.
Kaldu hasil fermentasi dianalisis kadar etanol, kadar gula dan pH dimana prosedur
analis secara lengkap dapat dilihat pada Lampiran 1. Proses fermentasi dengan
melakukan daur ulang vinasse dilakukan berulang hingga tiga kali tingkatan (T1,
T2 dan T3). T0 adalah fermentasi awal menggunakan hidrolisat ubi kayu tanpa
penambahan vinasse.
Gambar 7 Diagram alir proses daur ulang vinasse.
28
3.5 Rancangan Percobaan
Rancangan percobaan yang digunakan adalah rancangan acak lengkap
faktorial yang terdiri dari dua faktor yaitu kandungan vinasse (V) dan tingkat daur
ulang (T) dengan dua kali ulangan (Gaspersz 1991). Faktor kandungan vinasse
terdiri dari kandungan vinasse 60% (V1), kandungan vinasse 50% (V2) dan
kandungan vinasse 40% (V3). Faktor tingkat daur ulang yang dianalisis meliputi
daur ulang tingkat pertama (T1), daur ulang tingkat kedua (T2) dan daur ulang
tingkat ketiga (T3). Model matematis yang digunakan untuk percobaan ini adalah
sebagai berikut:
Y ijk = μ + αi + β j + ( αβ)ij + εijk
Keterangan:
Yijk = nilai variabel respon unit percobaan yang dikenai taraf ke-i faktor
kandungan vinasse dan tingkat daur ulang ke-j .
µ = nilai rata-rata pengamatan yang sesungguhnya.
αi = pengaruh aditif dari kandungan vinasse ke-i
βj = pengaruh aditif dari tingkat daur ulang ke-j
αβij = pengaruh interaksi antara kandungan vinasse ke-i dan tingkat daur
ulang ke-j.
εijk = pengaruh galat dari satuan percobaan ke-k yang memperoleh
kombinasi perlakuan ij.
Parameter yang diamati meliputi kadar etanol, efisiensi fermentasi, yield etanol, Δ
total asam dan efisiensi penggunaan substrat. Uji lanjut Duncan dilakukan untuk
menentukan pengaruh perlakuan terhadap parameter (Setiawan 2009).

29
4 HASIL DAN PEMBAHASAN
4.1 Karakteristik Bahan Baku
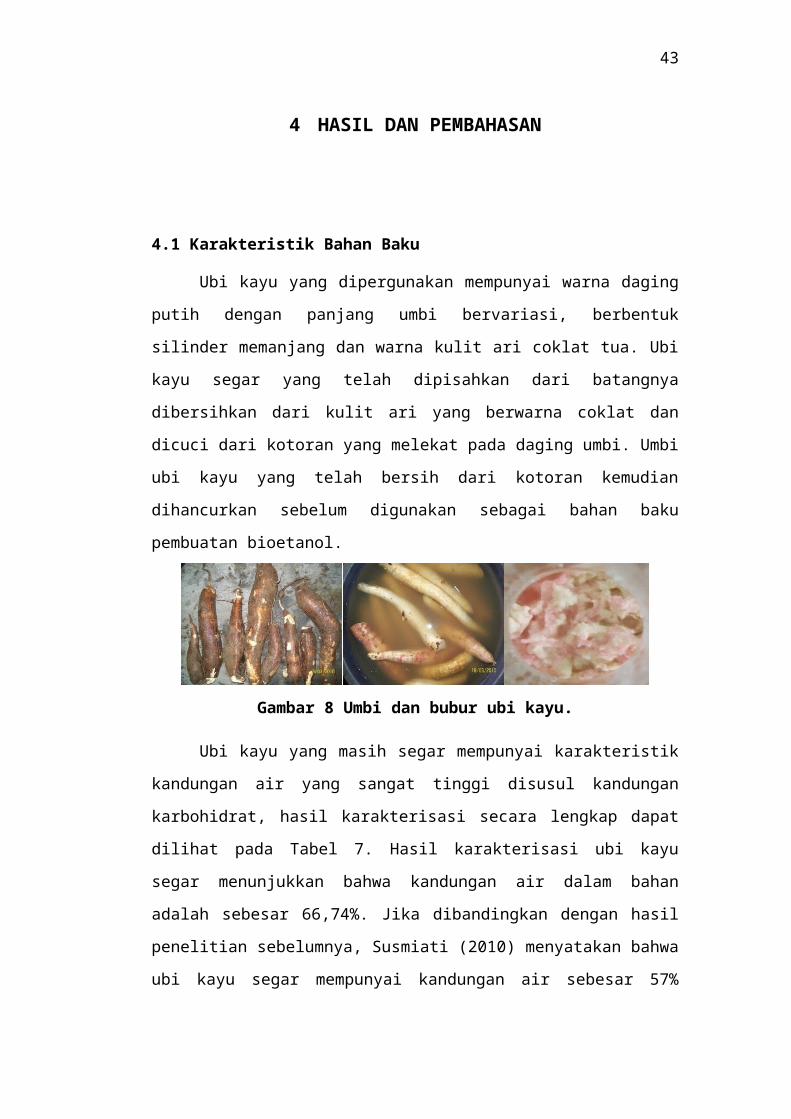
Ubi kayu yang dipergunakan mempunyai warna daging putih dengan
panjang umbi bervariasi, berbentuk silinder memanjang dan warna kulit ari coklat
tua. Ubi kayu segar yang telah dipisahkan dari batangnya dibersihkan dari kulit ari
yang berwarna coklat dan dicuci dari kotoran yang melekat pada daging umbi.
Umbi ubi kayu yang telah bersih dari kotoran kemudian dihancurkan sebelum
digunakan sebagai bahan baku pembuatan bioetanol.
Gambar 8 Umbi dan bubur ubi kayu.
Ubi kayu yang masih segar mempunyai karakteristik kandungan air yang
sangat tinggi disusul kandungan karbohidrat, hasil karakterisasi secara lengkap
dapat dilihat pada Tabel 7. Hasil karakterisasi ubi kayu segar menunjukkan bahwa
kandungan air dalam bahan adalah sebesar 66,74%. Jika dibandingkan dengan
hasil penelitian sebelumnya, Susmiati (2010) menyatakan bahwa ubi kayu segar
mempunyai kandungan air sebesar 57% sedangkan Subagio (2006) memberikan
hasil kandungan air adalah 62,50 %.
30
Ubi kayu segar yang digunakan harus dilakukan pengukuran kadar air
karena hasil pengukuran kadar air akan digunakan sebagai dasar perhitungan
pengenceran asam dan kadar padatan yang dipakai pada tahap hidrolisis.
Kandungan air yang sangat tinggi pada bahan baku mempunyai keuntungan yaitu
mengurangi jumlah penggunaan air pada saat proses hidrolisis.
Komponen penting lainnya dari ubi kayu adalah kadar karbohidrat yaitu
pati dan serat, karena sumber gula yang digunakan oleh khamir dalam proses
fermentasi adalah hasil hidrolisis karbohidrat terutama pati. Kadar serat dan
karbohidrat ubi kayu dalam penelitian ini hampir sama dengan data yang
diberikan oleh Balagopalan et al. (1988) yaitu kandungan serat dan karbohidrat
berturut-turut adalah 0,60% dan 38,10%, sedangkan Subagio (2006) memberikan
data bahwa kandungan karbohidrat pada ubi kayu sebesar 34%. Hasil serupa juga
diberikan dari hasil penelitian Pandey et al. (2000) bahwa ubi kayu mengandung
pati 32,4% dan serat 1,2%.
Tabel 7 Komposisi kimia ubi kayu
Komponen Ubi Kayu SegarBerat Basah (%) Berat Kering (%)
Air 66,74Abu 0,67 2,52Lemak 0,36 1,33Protein 1,05 3,94Pati 30,42 89,35Serat Kasar 0,77 2,87 Selulosa Hemiselulosa Lignin
3,5111,670,67
Pati merupakan komponen utama yang diperhatikan dalam proses
hidrolisis dibandingkan komponen serat karena pati lebih mudah dihidrolisis oleh
asam dibandingkan serat. Serat yang terdiri dari selulosa, hemiselulosa dan lignin
lebih sulit terhidrolisis karena adanya ikatan antara selulosa dengan lignin dan
hemiselulosa. Faktor lain yang mempersulit hidrolisis serat adalah selulosa
mempunyai struktur kristalin sebanyak 50-90% (Judoamidjojo et al. 1989).
Kadar selulosa, hemiselulosa dan lignin dianalisa dengan metode Van
Soest (1963); yaitu dengan menentukan nilai Acid Detergent Fiber (ADF) dan
Neutral Detergent Fiber (NDF). Nilai ADF menunjukkan komponen selulosa dan

31
lignin sedangkan NDF terdiri dari selulosa, hemiselulosa dan lignin. Kadar
hemiselulosa didapatkan dari pengurangan nilai NDF dan ADF. Kadar lignin yang
kecil menunjukkan bahwa ada potensi bahwa selulosa juga akan terhidrolisis
menjadi gula sederhana sebagai media fermentasi etanol. Sifat hemiselulosa yang
amorf dan lebih mudah terhidrolisis dibandingkan dengan selulosa mengakibatkan
kondisi optimum hidrolisis hemiselulosa sangat dekat dengan kondisi hidrolisis
pati.
4.2 Hidrolisis Ubi Kayu
Penggunaan asam dalam proses hidrolisis ubi kayu diharapkan dapat
memecah komponen selain pati seperti hemiselulosa dan selulosa. Metode
hidrolisis yang digunakan adalah berdasarkan metode hidrolisis yang dilakukan
oleh Susmiati (2010) dengan melakukan modifikasi untuk menyesuaikan dengan
kondisi bahan baku yang dipakai dalam penelitian ini yang berupa bubur ubi kayu
segar. Penggunaan kadar padatan bubur ubi kayu yaitu 18%, lebih rendah dari
kadar tepung ubi kayu (30%) seperti yang dipergunakan dalam penelitian
Susmiati (2010); dikarenakan serat pada umbi segar yang masih utuh sehingga
penyerapan air yang terjadi lebih banyak.
Penelitian Susmiati (2010) menggunakan bahan baku tepung ubi kayu
dimana pada proses hidrolisis, kadar padatan yang digunakan adalah 30% dengan
konsentrasi H2SO4 0,4 M. Penggantian penggunaan kondisi ubi kayu dari bentuk
tepung ke bentuk segar didasari beberapa pertimbangan antara lain:
1) Penggunaan bubur ubi kayu segar dapat memperpendek rantai proses
produksi. Proses produksi yang dapat dipotong antara lain proses pembuatan
chip, pengeringan dan penggilingan. Ketiga proses tersebut dapat diganti
menjadi proses pembuburan ubi kayu pada penelitian ini.
2) Memperpendek rantai proses produksi akan memberikan beberapa efek positif
antara lain menekan potensi kehilangan bahan, mengurangi biaya produksi
dan menghemat pemakaian energi.
3) Memanfaatkan kandungan air yang ada dalam bahan sebagai faktor
pengenceran asam sehingga dapat mengurangi jumlah air yang digunakan
selama proses produksi.
32
Pada akhir hidrolisis, warna bahan akan berubah dari putih atau merah muda
(tergantung dari jenis ubi kayu yang dipakai) menjadi warna merah tua gelap.
Hasil hidrolisis yang sempurna dapat dilihat jika warna merah tua pada hidrolisat
merata pada seluruh larutan dan tidak ada bubur ubi kayu yang masih berwarna
putih dan tidak terdapat gumpalan bubur ubi kayu yang menyerupai lem kanji.
Gumpalan yang menyerupai lem kanji menandakan bahwa ada ubi kayu yang
tergelatinisasi namun tidak terhidrolisis. Hal ini disebabkan jumlah larutan asam
yang terlalu sedikit dibandingkan jumlah padatan yang digunakan. Perbedaan
hasil hidrolisis sempurna dengan hasil hidrolisis yang tidak sempurna dapat dilihat
pada Gambar 9.
Gambar 9 Hasil hidrolisis dari kiri ke kanan: hasil hidrolisis yang tidak sempurna, hasil hidrolisis yang sempurna.
Berdasarkan hasil percobaan maka didapatkan bahwa dengan kadar
padatan 18% dan 15%, ubi kayu telah terhidrolisis sempurna, yang ditandai
dengan warna hidrolisat yang berwarna merah kehitaman merata sedangkan
hirolisat dengan kadar padatan 30%, 25% dan 20% belum terhidrolisis sempurna
karena masih terdapat bubur ubi kayu yang berwarna putih dan bagian tengah dari
hidrolisat masih berupa gumpalan yang kental. Hasil pengamatan hasil hidrolisis
dengan berbagai macam kadar padatan substrat dapat dilihat pada Tabel 8.
Adanya gumpalan kental menandakan bahwa proses hidrolisis baru terjadi pada
bagian luar yang dekat dinding kaca erlenmeyer sedangkan semakin ke dalam
tidak terjadi hidrolisis karena jumlah cairan sudah habis terpakai untuk proses
gelatinisasi dan sebagian menguap.
Hasil hidrolisis ubi kayu segar dengan kadar padatan 18% dan konsentrasi
H2SO4 0,4 M menghasilkan total padatan terlarut yang lebih rendah dibandingkan
33
dengan hasil hidrolisis tepung ubi kayu dengan kadar padatan 30% dan
konsentrasi H2SO4 0,4 M. Hasil hidrolisis asam dengan kadar padatan 18% dan
H2SO4 1 M menghasilkan total padatan terlarut (25%) yang lebih mendekati
proses hidrolisis menggunakan tepung ubi kayu dengan kadar padatan 30% dan
konsentrasi H2SO4 0,4 M yaitu 24%. Hasil hidrolisis menggunakan H2SO4 1 M
pada suhu 121oC selama 15 menit akan menghasilkan hidrolisat dengan kadar
total gula sebesar 296,98 g/l sedangkan gula pereduksi sebesar 193,88 g/l; dimana
nilai dextrose equivalent sebesar 65,28 yang menandakan proses hidrolisis mampu
mengkonversi sekitar 65% karbohidrat rantai panjang menjadi gula pereduksi atau
glukosa. Hasil hidrolisis menggunakan ubi kayu segar dengan kadar padatan 18%;
H2SO4 1 M selama 15 menit ternyata menghasilkan nilai dextrose equivalent yang
hampir sama dengan penelitian yang dilakukan oleh Arnata (2010), dimana hasil
hidrolisis menggunakan H2SO4 0,4 M dan waktu hidrolisis selama 10 menit akan
menghasilkan nilai dextrose equivalent sebesar 56,63. Menurut Judoamidjojo et
al. (1989), konversi pati dengan hidrolisis asam hanya akan memperoleh sirup
glukosa dengan DE sebesar 55. Kadar bubur ubi kayu sebesar 18% merupakan
kadar maksimum yang tidak menyebabkan gumpalan pada hidrolisat yang
diperoleh. Namun hidrolisis bubur ubi kayu dengan kadar padatan 18%
menggunakan H2SO4 0,4 M seperti pada penelitian Susmiati (2010) hanya
mendapatkan total padatan terlarut hidrolisat sebesar 19%. Oleh karena itu
konsentrasi H2SO4 ditingkatkan menjadi 1 M agar diperoleh total padatan terlarut
hidrolisat sebesar 25% yang hampir sama dengan total padatan terlarut dari hasil
hidrolisis tepung ubi kayu 30% dengan H2SO4 0,4 M.
Tabel 8 Karakteristik hasil hidrolisis ubi kayu dengan kadar padatan dan konsentrasi asam yang berbeda
Kadar Padatan
Substrat (%)
Konsentrasi
H2SO4 (M)
Total Padatan Terlarut
Hidrolisat (%)Pengamatan Visual
Tepung Ubi Kayu
30 0,4 24 Tidak ada gumpalan
Bubur Ubi Kayu Segar
30 0,4 32 Masih ada gumpalan putih
25 0,4 29 Masih ada gumpalan putih
20 0,4 21 Masih ada gumpalan putih
18 0,4 19 Tidak ada gumpalan

34
15 0,4 16 Tidak ada gumpalan
Bubur Ubi Kayu Segar
18 0,4 19 Tidak ada gumpalan
18 1 25 Tidak ada gumpalan
Pemakaian konsentrasi asam sampai dengan 1 M dan waktu hidrolisis
sampai dengan 15 menit didasarkan dari penelitian Susmiati (2010)
memperlihatkan pertambahan kadar HMF di dalam hidrolisat. Wikandari et al.
(2010) menyatakan bahwa konsentrasi HMF sebesar 1 g/l akan menghambat
pertumbuhan sel dan proses fermentasi oleh S. cerevisiae sehingga menurunkan
produksi etanol sebesar 71,42%. Hasil hidrolisis pada konsentrasi asam 1 M
dengan waktu hidrolisis 10 menit mendapatkan kadar HMF sebesar 0,009 g/l.
Kadar HMF akan semakin meningkat jika hidrolisis dilakukan menggunakan
H2SO4 1 M dan waktu hidrolisis selama 20 menit yaitu sebesar 0,014 g/l.
4.3 Fermentasi Etanol dari Ubi Kayu
Fermentasi merupakan proses konversi glukosa menjadi etanol dalam
kondisi anaerob dengan agensia perubah berupa khamir. Khamir akan merubah
glukosa dan fruktosa menjadi asam piruvat melalui tahapan reaksi pada jalur
Embden-Meyerhof-Parnas yang kemudian akan dilanjutkan dengan proses
dekarboksilasi asam piruvat menjadi asetaldehida. Asetaldehida kemudian
mengalami proses dehidrogenasi menjadi senyawa etanol. Jenis khamir yang
sering digunakan dalam proses fermentasi adalah Saccharomyces cerevisiae
karena jenis ini mempunyai beberapa keunggulan antara lain mampu berproduksi
tinggi, toleran dengan konsentrasi etanol yang cukup tinggi (12-18% v/v), tahan
terhadap kadar gula yang tinggi dan tetap aktif melakukan fermentasi pada suhu
4-32oC (Gaur 2006).
Substrat fermentasi yang digunakan diencerkan hingga total gula 15%.
Substrat sebelum difermentasi dilakukan proses pemanasan pada suhu 105oC
selama 5 menit untuk mematikan mikroorganisme lain yang tidak diinginkan.
Pemanasan dilakukan sesingkat mungkin untuk menghindari terjadinya
pembentukan senyawa inhibitor.
35
Proses fermentasi dilakukan dalam dua tahap yaitu pertama dilakukan proses
agitasi selama 24 jam pertama dengan tujuan untuk meningkatkan kontak antara
mikrob dengan nutrisi yang ditambahkan ke dalam substrat sehingga tersuspensi
dengan homogen. Proses agitasi juga bertujuan untuk mempermudah difusi
oksigen sehingga kadar oksigen terlarut dalam media cukup untuk mendukung
pertumbuhan sel secara aerobik (Hollander 1981).
Proses fermentasi pada tahap kedua dilakukan hingga 96 jam dan pada akhir
fermentasi dianalisis kandungan total gula sisa, gula reduksi sisa dan pH. Etanol
yang dihasilkan akan dihitung efisiensi fermentasinya berdasarkan kadar etanol
yang dihasilkan pada percobaan dengan kadar etanol yang seharusnya dihasilkan
secara teoritis. Jika kondisi fermentasi diasumsikan berjalan sempurna (secara
teoritis), maka glukosa dalam substrat terfermentasi 100% menjadi etanol
sebanyak 51,11% dan karbondioksida sebanyak 48,89% dengan densitas etanol
sebesar 0,789 kg/l (Smith et al. 2006). Data hasil fermentasi bubur ubi kayu
ditampilkan dalam Tabel 9.
Tabel 9 Karakteristik hasil fermentasi bubur ubi kayuParameter Nilai
Kadar Etanol (% v/v) 3,39
pH 4,22
Efisiensi Fermentasi (%) 58,90
Efisiensi Penggunaan Substrat (%) 71,74
Δ Total Asam (g/l) 0,27
Pengukuran total gula pada awal fermentasi dan akhir fermentasi dapat
digunakan untuk menentukan nilai efisiensi penggunaan substrat. Efisiensi
penggunaan substrat menunjukkan seberapa banyak gula yang dapat dimanfaatkan
oleh khamir untuk diubah menjadi etanol (produk utama), asam organik (produk
samping) dan digunakan untuk pertumbuhan khamir. Efisiensi penggunaan
substrat dihitung berdasarkan persentase perbandingan antara total substrat
glukosa yang dikonsumsi dengan jumlah substrat awal yang tersedia.
Hasil fermentasi etanol pada kontrol mendapatkan data bahwa terjadi
penurunan nilai total gula dari 131,51 g/l menjadi 36,08 g/l. Hal ini menunjukkan
bahwa proses fermentasi berlangsung dengan efisiensi penggunaan substrat
36
sebesar 71,74%. Penurunan kandungan gula menunjukkan terjadinya aktivitas
mikrob yang menggunakan substrat untuk hidup dan memproduksi etanol.
Salah satu parameter yang menandakan terjadinya proses fermentasi adalah
terjadinya penurunan nilai pH dari 4,82 menjadi 4,22. Kecenderungan media
fermentasi menjadi semakin asam disebabkan karena khamir akan membentuk
asam organik. Peningkatan jumlah asam organik yang dihasilkan selama proses
fermentasi akan terkumpul di dalam larutan sehingga akan menurunkan nilai pH
pada akhir fermentasi. Senyawa asam organik dapat berupa asam asetat, laktat dan
piruvat
Kadar etanol yang dihasilkan mencapai 3,39 % (v/v). Kadar etanol yang
dihasilkan ini lebih rendah jika dibandingkan dengan percobaan yang dilakukan
oleh Susmiati (2010) yaitu sebesar 5,42%. Fermentasi tersebut dilakukan dengan
menggunakan hasil hidrolisis asam satu tahap dan ampas dipisahkan. Penelitian
Arnata (2009) dengan menggunakan kultur campuran S. cerevisiae dan
Trichoderma viride menghasilkan kadar etanol masing-masing sebesar 3,92 ±
0,31% (b/v).
Efisiensi fermentasi merupakan rasio antara kadar etanol yang dihasilkan
dengan kadar etanol teoritis. Efisiensi fermentasi yang dihasilkan adalah sebesar
58,90%. Jumlah asam-asam organik yang terbentuk mengalami peningkatan
setelah proses fermentasi ditandai dengan peningkatan nilai total asam dari 0,99
g/l menjadi 1,26 g/l. Tingginya pembentukan asam organik merupakan salah satu
kemungkinan yang menyebabkan proses fermentasi pembentukan etanol tidak
maksimal. Gokarn et al. (1997) mengatakan bahwa rendahnya efisiensi produksi
etanol dapat disebabkan karena produk biomassa yang rendah selama proses
fermentasi dan pembentukan produk samping selain etanol. Piruvat sebagai
senyawa antara glikolisis glukosa akan terpecah ke dalam beberapa jalur
biosintesis multiproduk antara lain menjadi laktat, asetat, aseton dan butirat.
4.4 Karakterisasi Produk Samping Fermentasi
Produk samping yang dihasilkan dari produksi etanol ada dua macam yaitu
produk samping yang berbentuk padat dan produk samping yang berbentuk
cairan. Produk samping yang berupa padatan akan dihasilkan pada proses
37
penyaringan hidrolisat dimana cairan hidrolisat akan lolos dari saringan
sedangkan padatan yang berupa ampas akan tertahan di kain saring. Produk
samping yang berupa cairan, dihasilkan dari proses destilasi dimana etanol akan
diuapkan dan kemudian dikondensasi kembali, sedangkan cairan sisa destilasi
yang berwarna cokelat tua akan keluar sebagai produk samping yang dikenal
dengan vinasse. Ampas akan dibuang dan tidak didaur ulang karena jumlahnya
yang sedikit sedangkan vinasse akan diproses kembali untuk digunakan kembali
sebagai media fermentasi etanol. Ampas dan vinasse dilakukan analisis komposisi
kimia untuk mengetahui karakteristik dari masing-masing produk samping.
4.4.1 Karakteristik Ampas
Ampas merupakan hasil samping berupa padatan dari proses pembuatan
etanol dari ubi kayu. Komposisi kimia ampas secara lengkap dapat dilihat pada
Tabel 10. Kandungan ampas yang penting untuk digunakan kembali sebagai
media fermentasi etanol adalah serat dan karbohidrat. Kandungan serat kasar dan
karbohidrat potensial untuk digunakan kembali dimana kandungan serat kasar
yang masih tinggi dapat dipergunakan sebagai sumber glukosa melalui proses
hidrolisis baik secara asam maupun enzimatik. Kandungan karbohidrat
merupakan unsur utama yang potensial untuk dipergunakan kembali karena
jumlah yang masih banyak yaitu sekitar 13,72%-14,70% dari berat ampas basah.
Rendemen ampas adalah 5% dari volume hidrolisat asam.
Tabel 10 Komposisi kimia ampas
Komponen AmpasBerat Basah (%) Berat Kering (%)
Air 66,33 ± 0,07Abu 0,31 ± 0,00 0,92 ± 0,00Lemak 0,45 ± 0,05 1,34 ± 0,15Total N 11,63 ± 0,04 34,53 ± 0,17Serat Kasar 7,07 ± 0,34 21,01 ± 1,04Karbohidrat (by difference) 14,21 ± 0,49 42,20 ± 1,36
Namun karena jumlah ampas yang sedikit, maka proses pengolahan
kembali menjadi bahan baku media fermentasi menjadi kurang efisien jika
dilakukan karena biaya pengolahan yang dikeluarkan menjadi lebih mahal
dibandingkan jika ampas dipergunakan sebagai pupuk urea karena kandungan

38
nitrogennya yang tinggi. Hasil pengukuran total N menunjukkan bahwa
penetralan menggunakan NH4OH akan meningkatkan kandungan nitrogen dalam
ampas karena reaksi NH4OH dengan H2SO4 menjadi (NH4)2SO4 yang merupakan
unsur utama penyusun pupuk ZA (zwavelzure ammoniak).
4.4.2 Karakteristik Vinasse
Vinasse merupakan hasil samping destilasi yang sudah tidak mengandung
alkohol lagi dan mempunyai nilai pH yang cukup asam sebagai hasil dari
pembentukan asam-asam organik selama proses fermentasi. Akumulasi asam-
asam organik dan total padatan terlarut dalam vinasse berpeluang untuk menjadi
inhibitor dalam proses daur ulang sehingga diperlukan tahapan pengolahan
vinasse sebelum digunakan kembali sebagai media fermentasi antara lain proses
netralisasi dan sentrifugasi.
Tabel 11 menunjukkan komposisi kimia vinasse, dan terlihat bahwa
kandungan gula yang terkandung dalam cairan tersebut masih memungkinkan
untuk dipergunakan kembali sebagai media fermentasi yaitu sebesar 15,62% dari
total gula awal. Kandungan gula total dalam vinasse sebesar 20,55 g/l sedangkan
kandungan gula reduksi sebesar 12,07 g/l. Keberadaan kandungan gula di dalam
vinasse berpeluang untuk dimanfaatkan kembali sebagai media tambahan pada
hidrolisat sedangkan kandungan air dapat dimanfaatkan sebagai pengencer
hidrolisat, sehingga dapat mengurangi penggunaan ubi kayu dan air pada proses
pembuatan bioetanol. Kadar HMF dari vinasse terukur sebesar 3,42 mg/100g. Hal
ini berarti kadar HMF masih berada dalam batas aman. Taherzadeh et al. (1999)
mengatakan bahwa kadar furfural, HMF dan asam asetat yang dapat menghambat
mikrob adalah berturut-turut pada kadar 2,2 g/l; 7,3 g/l dan 3,2 g/l.
Tabel 11 Karakterisasi vinasseKomponen JumlahpH 4,17 ± 0,37TSS (Total Suspended Solid) (mg/l) 6,65 ± 0,37Kandungan Gula Reduksi (g/l) 12,07 ± 0,30Kandungan Gula Total (g/l) 20,55 ± 1,47Total Asam (g/l) 10,80 ± 0,90Kandungan hydroxymethylfurfural (mg/100g) 3,42 ± 0,02BOD5 (Biological Oxygen Demand) (mg/l) 2.886

39
COD (Chemical Oxygen Demand) (mg/l) 9.234
Jika dilihat dari karakteristik limbah vinasse pada Tabel 11, maka vinasse
yang dihasilkan sangat berpotensi menjadi cemaran jika langsung dibuang ke
lingkungan tanpa adanya proses pengolahan limbah terlebih dahulu. Berdasarkan
Surat Keputusan Menteri Negara Lingkungan Hidup KEP 51–MENLH/10/1995
tentang baku mutu limbah cair untuk industri etanol, terdapat tiga parameter
penting bagi vinasse untuk industri etanol antara lain nilai BOD5 maksimal adalah
150 mg/l; nilai TSS maksimal 400 mg/l dan pH berada di rentang nilai 6,0 hingga
9,0.
Nilai BOD dari vinasse sebesar 2.886 mg/l, nilai ini lebih besar dibandingkan
dengan Surat Keputusan Menteri Negara Lingkungan Hidup KEP
51–MENLH/10/1995 tentang baku mutu limbah cair untuk industri etanol yang
mensyaratkan vinasse harus diencerkan hingga 20 kali agar nilai BOD5 memenuhi
nilai ambang batas kualitas. Nilai BOD5 menunjukkan bahwa di dalam vinasse
yang dihasilkan banyak terdapat kandungan bahan organik yang jika dibuang
langsung ke lingkungan akan mengakibatkan pertumbuhan mikroorganisme yang
berlebihan sehingga akan menghabiskan kandungan oksigen dalam air. Nilai COD
adalah jumlah oksigen yang diperlukan untuk mengurai seluruh bahan organik
yang terkandung dalam limbah (Boyd 1990). Selisih nilai antara COD dan BOD
akan memberikan gambaran besarnya bahan organik yang sulit terurai yang
berada dalam limbah. Oleh karena itu jumlah bahan organik yang sulit terurai
dalam vinasse sebesar 6.348 mg/l.
Tabel 11 menunjukkan bahwa kadar TSS vinasse masih berada di bawah
kadar maksimum yang diperbolehkan untuk dibuang ke lingkungan, yaitu berada
di bawah nilai 400 mg/l. Nilai TSS merupakan parameter penting bagi kualitas air
karena semakin tinggi nilainya berarti semakin keruh vinasse sehingga jika
dibuang ke lingkungan akan memperkeruh air sehingga menurunkan daya guna
air tersebut.
Vinasse juga memiliki nilai pH yang berada di bawah ambang yang
diperbolehkan yaitu berkisar antara pH 6,0-9,0 sehingga vinasse harus dinetralkan
terlebih dahulu menggunakan larutan basa seperti natrium hidroksida (NaOH),

40
amonia (NH4OH), abu soda (Na2CO3), kapur (CaCO3) sebelum dibuang ke
lingkungan.
4.5 Penentuan Komposisi dan Tingkat Daur Ulang Vinasse
Proses daur ulang vinasse dimaksudkan untuk memanfaatkan gula-gula
sisa yang masih ada untuk dikonversi menjadi etanol. Proses daur ulang ini juga
merupakan salah satu cara untuk mengurangi jumlah limbah yang dikeluarkan
dari industri etanol. Komposisi vinasse yang digunakan untuk proses daur ulang
ada tiga macam yaitu 60% (V1), 50% (V2) dan 40% (V3) dimana masing-masing
komposisi akan didaur ulang hingga tiga tingkat, yaitu tingkat pertama (T1),
tingkat kedua (T2) dan tingkat ketiga (T3).
Salah satu cara identifikasi bahwa proses fermentasi etanol berjalan adalah
terjadi penurunan nilai pH di akhir fermentasi. Perubahan pH akan terjadi selama
proses fermentasi sebagai hasil dari metabolisme khamir dalam media. Derajat
keasaman substrat akan mempengaruhi kecepatan fermentasi dimana pH yang
optimum untuk pertumbuhan khamir berkisar pada pH 4 hingga 4,5 (Budiyanto
2003), sedangkan Mukhtar et al. (2010) menyatakan bahwa kondisi pH 4,6-4,8
akan memberikan yield etanol yang maksimal dan konsentrasi asam yang rendah.
Kon-trol
V1T1 V1T2 V1T3 V2T1 V2T2 V2T3 V2T1 V3T2 V3T33.00
3.50
4.00
4.50
5.00 pH Awal
Perlakuan
pH
Keterangan: V1: Vinasse 60%, V2: Vinasse 50%, V3: Vinasse 40%, T1: Tingkat daur ulang 1, T2: Tingkat daur ulang 2, T3: Tingkat daur ulang 3

41
Gambar 10 Perubahan nilai pH pada awal dan akhir fermentasi.
Laju pertumbuhan tergantung pada nilai pH karena pH akan
mempengaruhi fungsi kerja membran, enzim dan komponen sel lainnya terutama
yang mengandung unsur protein. Perubahan nilai pH yang terlalu ekstrim akan
mempengaruhi stabilitas protein dimana protein akan mengalami proses koagulasi
pada titik isoelektrisnya. Perubahan pH juga akan mempengaruhi permeabilitas
sel dan sintesis enzim (Judoamidjojo et al. 1989). Elevri dan Putra (2006)
mengatakan bahwa nilai pH awal media fermentasi sangat mempengaruhi kadar
etanol yang dihasilkan karena proton-proton mempengaruhi kinerja enzim-enzim
dalam jalur EMP diantaranya enzim fosfofruktokinase yang berperan pada tahap
konversi fruktosa 6-fosfat menjadi fruktosa 1-6-difosfat.
Perubahan nilai pH selama proses fermentasi dapat diakibatkan oleh
beberapa sebab antara lain penambahan jenis sumber nitrogen ke dalam media
dan pembentukan asam organik selama proses fermentasi. Penambahan amonia ke
dalam media akan mengakibatkan pH menjadi turun sedangkan penambahan
nitrat dan komponen amino organik akan mengakibatkan pH menjadi naik.
Pembentukan asam-asam organik sebagai produk samping fermentasi etanol akan
meningkatkan konsentrasi ion H+ dalam media sehingga akan menurunkan nilai
pH media.
Pertumbuhan khamir dalam media secara teoritis akan merubah gula
menjadi etanol. Banyaknya gula yang digunakan oleh khamir dan banyaknya
etanol yang dihasilkan dibandingkan jumlah gula yang dikonsumsi tercermin pada
nilai efisiensi penggunaan substrat dan yield fermentasi. Nilai yield etanol,
efisiensi penggunaan substrat, total asam dan efisiensi fermentasi proses daur
ulang vinasse dapat dilihat secara lengkap pada Tabel 12.
Nilai YP/S menunjukkan perbandingan pembentukan produk dengan jumlah
substrat yang digunakan dalam proses fermentasi. Berdasarkan data pada Tabel
12, nilai YP/S mengalami penurunan seiring semakin bertambahnya proses daur
ulang sedangkan efisiensi penggunaan substrat semakin bertambah besar seiring
bertambahnya proses daur ulang. Perbandingan YP/S yang kecil menandakan
bahwa jumlah produk yang dihasilkan tidak seimbang dengan jumlah substrat

42
yang digunakan. Hal ini menunjukkan bahwa terjadi pembentukan senyawa lain
selain etanol yang dilakukan oleh khamir. Nilai total asam yang semakin
meningkat seperti ditunjukkan pada Tabel 12 mengindikasikan bahwa selama
proses fermentasi terbentuk asam-asam organik sebagai hasil metabolisme
khamir. Gokarn et al. (1997) menyatakan bahwa piruvat dapat masuk ke dalam
jalur biosintesis multiproduk dimana dapat terbentuk senyawa laktat, butirat,
aseton dan asetat. Kehadiran senyawa inhibitor juga akan menghambat kinerja
khamir dalam membentuk etanol. FitzGibbon et al. (1998) mengatakan bahwa
vinasse kemungkinan juga mengandung komponen melanoidin dan fenolik yang
dapat menghambat atau mengurangi aktifitas mikroorganisme. Komponen
melanoidin dan fenolik merupakan senyawa pembentuk warna coklat. Jika dilihat
dari warna vinasse yang semakin gelap maka ada indikasi bahwa semakin tinggi
tingkat daur ulang maka akumulasi komponen melanoidin dan fenolik dalam
larutan akan semakin meningkat.
Tabel 12 Nilai yield etanol, efisiensi penggunaan substrat, Δ total asam dan efisiensi fermentasi hasil daur ulang vinasse pada berbagai konsentrasi
Perlakuan YP/S ΔS/So Δ Total Asam (g/l) Efisiensi Fermentasi (%)
V1T1 0,29 0,55d 0,18 56,67a
V1T2 0,14 0,71c 0,45 26,72cd
V1T3 0,08 0,78ab 0,49 16,26d
V2T1 0,23 0,73bc 0,23 45,22b
V2T2 0,14 0,77b 0,45 27,58cd
V2T3 0,10 0,83a 0,49 19,43cd
V3T1 0,34 0,58d 0,36 66,57a
V3T2 0,14 0,76b 0,58 28,08c
V3T3 0,11 0,83a 0,58 21,01cd
Angka yang diikuti oleh huruf yang sama tidak berbeda nyata pada taraf uji 5%Keterangan: V1: Vinasse 60%, V2: Vinasse 50%, V3: Vinasse 40%, T1: Tingkat daur ulang 1, T2:
Tingkat daur ulang 2, T3: Tingkat daur ulang 3
Hasil pengukuran menunjukkan bahwa kadar etanol yang dihasilkan
selama proses daur ulang vinasse mempunyai kecenderungan menurun seiring
semakin tingginya tingkat daur ulang. Hasil uji statistik menunjukkan bahwa
43
untuk perlakuan dengan kandungan vinasse 50% dan 40% tidak menunjukkan
adanya perbedaan kadar etanol yang dihasilkan seiring bertambahnya tingkat daur
ulang. Perlakuan dengan kandungan vinasse 60% menunjukkan kadar etanol
untuk tingkat daur ulang ketiga berbeda nyata jika dibandingkan pada tingkat daur
ulang pertama dan kedua. Hasil uji statistik berdasarkan tingkat daur ulang
menunjukkan bahwa kadar etanol pada tingkat daur ulang pertama, kedua dan
ketiga tidak berbeda nyata pada taraf nyata 5% untuk semua komposisi vinasse.
Penurunan kadar etanol selama proses daur ulang diakibatkan adanya akumulasi
senyawa-senyawa inhibitor yang ada dalam media.
Daur ulang dengan kandungan vinasse 40% ternyata menghasilkan kadar
etanol rata-rata tertinggi yaitu sebesar 2,39% dibandingkan kadar etanol rata-rata
pada perlakuan dengan kandungan vinasse 60% dan 50% yaitu masing-masing
sebesar 1,83% dan 2,11%. Penelitian Aisyah (2003) menghasilkan kadar etanol
sebesar 4,05% dengan bahan baku vinasse fermentasi molasses dengan satu
tingkat daur ulang.
Efisiensi fermentasi yang semakin rendah pada setiap tingkat daur ulang
dapat diakibatkan oleh keberadaan senyawa inhibitor dan pembentukan produk
samping selain etanol. Proses destilasi yang menyebabkan media menjadi panas
juga berpotensi mengubah kandungan gula dalam substrat menjadi senyawa
inhibitor seperti furfural dan hydroxymethylfurfural (HMF). Furfural dan HMF
bersifat toksik bagi mikroorganisme fermentatif baik pada kapang, khamir
maupun bakteri (Horvarth et al. 2003; Chandel et al. 2007).
Rendahnya efisiensi fermentasi khamir juga membentuk produk samping
yang berupa asam organik dikarenakan piruvat masuk ke dalam jalur biosintesis
multiproduk. Hohl dan Joslyn (1941) menyatakan bahwa pembentukan asam
laktat sebagai produk samping proses fermentasi etanol akan dipengaruhi oleh
komposisi dari sumber karbon dan nitrogen yang tersedia dalam media dan galur
dari khamir yang digunakan. Penelitian yang dilakukan oleh Mukhtar et al. (2010)
menunjukkan adanya kecenderungan peningkatan pembentukan asam asetat dan
penurunan yield etanol seiring semakin tingginya konsentrasi urea. Salah satu cara
yang dapat dilakukan agar piruvat dapat diubah sebanyak mungkin menjadi etanol

44
adalah dengan melakukan optimasi kondisi fermentasi dan seleksi galur khamir
(Gokarn et al. 1997).
Rata-rata efisiensi fermentasi dengan komposisi vinasse 40% adalah
sebesar 38,55% sedangkan untuk kandungan vinasse 60% dan 50 % berturut-turut
sebesar 33,22% dan 31,98%. Nilai efisiensi fermentasi tersebut lebih kecil jika
dibandingkan dengan hasil penelitian Susmiati (2010) yang melakukan fermentasi
dari hasil hidrolisis tahap I dengan pemisahan serat dan tanpa daur ulang vinasse
mendapatkan efisiensi proses fermentasi sebanyak 74,88%. Efisiensi fermentasi
dengan daur ulang vinasse lebih kecil dibandingkan tanpa daur ulang dikarenakan
adanya akumulasi senyawa inhibitor seperti melanoidin dan fenolik yang terjadi
akibat adanya pemanasan pada saat destilasi dan sterilisasi.
Kontrol
V1T1V1T2
V1T3V2T1
V2T2V2T3
V3T1V3T2
V3T30
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5Rerata DP AwalRerata DP Akhir
Perlakuan
Der
ajat
Pol
imer
isas
i
Keterangan: V1: Vinasse 60%, V2: Vinasse 50%, V3: Vinasse 40%, T1: Tingkat daur ulang 1, T2: Tingkat daur ulang 2, T3: Tingkat daur ulang 3
Gambar 11 Perubahan nilai derajat polimerisasi substrat sebelum dan sesudah fermentasi.
Gambar 11 menunjukkan bahwa nilai derajat polimerisasi gula dalam
substrat setelah fermentasi mengalami peningkatan dibandingkan dengan nilai
derajat polimerisasi sebelum fermentasi. Nilai derajat polimerisasi sesudah
fermentasi yang meningkat menunjukkan bahwa selama proses fermentasi,
khamir hanya mengkonsumsi gula-gula sederhana sehingga gula-gula rantai

45
panjang yang tidak terpakai tersisa dalam larutan. Aisyah (2003) menuliskan
bahwa semakin tinggi frekuensi daur ulang maka semakin banyak terjadi
akumulasi komponen-komponen non metabolit (senyawa fenolik dan melanoidin)
dalam cairan fermentasi yang dapat menghambat aktivitas khamir sehingga gula
tidak dapat diubah seluruhnya menjadi etanol. Derajat polimerisasi pada tingkat
daur ulang ketiga menunjukkan data yang berbeda dengan daur ulang pertama dan
kedua. Daur ulang ketiga menunjukkan fenomena nilai derajat polimerisasi
setelah fermentasi lebih rendah daripada sebelum fermentasi. Jika dilihat dari nilai
total asam, maka adanya akumulasi asam organik dan panas pada proses destilasi
dan sterilisasi dapat mengakibatkan terjadinya proses hidrolisis pada karbohidrat
rantai panjang menjadi gula-gula sederhana.
Khamir tidak dapat menggunakan semua jenis gula dalam proses
fermentasinya. Khamir hanya dapat menggunakan jenis gula seperti glukosa,
maltosa, fruktosa dan galaktosa. Gula-gula sederhana selain glukosa, maltosa,
fruktosa dan galaktosa tidak akan dapat terfermentasi oleh khamir walaupun
dilakukan proses daur ulang sehingga akan terkumpul dalam vinasse. Oleh karena
adanya gula-gula sederhana yang merupakan non fermentable sugar, semakin
tinggi tingkat daur ulang akan semakin meningkatkan jumlah non fermentable
sugar. Oleh karena itu, akumulasi non fermentable sugar merupakan hambatan
dalam proses daur ulang untuk meningkatkan efisiensi fermentasi karena semakin
banyak tingkat daur ulang akan semakin banyak pula akumulasi non fermentable
sugar yang tidak akan dapat dimanfaatkan oleh khamir untuk dirubah menjadi
etanol.
Keuntungan dari daur ulang adalah dapat mengurangi jumlah air yang
digunakan dalam pengenceran media fementasi. Jumlah air yang ditambahkan ke
dalam proses secara lengkap dapat dilihat pada Lampiran 10. Daur ulang
dilakukan dengan mencampurkan antara vinasse dan hidrolisat asam dengan
komposisi tertentu. Apabila daur ulang tidak dilakukan, maka air yang
ditambahkan ke dalam 150 ml hidrolisat adalah 100 ml untuk mencapai total
padatan terlarut 15% (obrix). Perlakuan V1T1 dan V2T1 tidak memerlukan
penambahan air pada campuran hidrolisat dan vinasse karena kandungan air
dalam vinasse cukup untuk mengencerkan larutan hingga mencapai total padatan
46
terlarut 15%. Perlakuan V3T1 memerlukan penambahan air sebanyak 52,63 ml
untuk mengencerkan campuran hidrolisat dan vinasse, sehingga air yang dapat
dihemat adalah sebanyak 47,37 ml dibandingkan dengan kontrol.
Proses daur ulang dengan kandungan vinasse 60% mempunyai persentase
penghematan air pada daur ulang tingkat pertama, kedua dan ketiga masing-
masing sebesar 100%, 58,33% dan 47,32%. Proses daur ulang daur ulang dengan
kandungan vinasse 50% mempunyai persentase penghematan air pada daur ulang
tingkat pertama, kedua dan ketiga masing-masing sebesar 100%, 48,73% dan
46,04%. Sedangkan untuk komposisi vinasse 40% mempunyai persentase
penghematan air pada daur ulang tingkat pertama, kedua dan ketiga masing-
masing sebesar 47,37%, 37,48% dan 26,50%. Perlakuan V1T1 dan V2T1 dapat
menghemat air hingga 100% dibandingkan dengan kontrol. Hal ini berarti dengan
komposisi tersebut tidak diperlukan tambahan air untuk pengenceran media
karena air dalam vinasse telah cukup banyak.
Kontro
lV1T
1V1T
2V1T
3V2T
1V2T
2V2T
3V3T
1V3T
2V3T
30
102030405060708090
100
0102030405060708090100
Penambahan Air (ml) Penghematan Air (%)
Perlakuan
Jum
lah
Pena
mba
han
air
(ml)
Peng
hem
atan
Air
(%)
Keterangan: V1: Vinasse 60%, V2: Vinasse 50%, V3: Vinasse 40%, T1: Tingkat daur ulang 1, T2: Tingkat daur ulang 2, T3: Tingkat daur ulang 3
Gambar 12 Penambahan air dan penghematan penggunaan air selama proses daur ulang vinasse dibandingkan dengan kontrol.
Peningkatan penggunaan air untuk mengencerkan media seiring semakin
banyaknya tingkat daur ulang menunjukkan bahwa konsentrasi vinasse semakin
pekat sebagai akibat akumulasi gula sisa, mineral dan padatan terlarut.

47
Penghematan penggunaan air jika melakukan daur ulang vinasse memberi
keuntungan jika industri bioetanol akan dikembangkan di daerah yang memiliki
pasokan air yang minim, selain itu dengan adanya pengurangan penggunaan air
dapat mengurangi biaya produksi. Gambar 13 menunjukkan desain proses
produksi bioetanol dengan melakukan daur ulang vinasse.
Fermentasi etanol dengan daur ulang vinasse didesain menggunakan dua
fermentor, tangki penampungan vinasse, tangki penampungan hidrolisat, tangki
air, tangki penampungan etanol. Proses fementasi dapat dilakukan dengan
menggunakan hidrolisat tanpa daur ulang atau dengan daur ulang vinasse. Ketika
vinasse belum dihasilkan, kedua fermentor dapat digunakan untuk fermentasi
hidrolisat. Hasil fermentasi hidrolisat akan didestilasi untuk mendapatkan etanol,
sedangkan vinasse akan masuk ke proses netralisasi dan selanjutnya disentrifugasi
untuk memisahkan padatan dengan cairan. Treated vinasse selanjutnya ditampung
dalam tangki vinasse. Proses fermentasi dengan daur ulang vinasse dapat
dilakukan menggunakan dua fermentor sekaligus ketika jumlah vinasse yang
ditampung telah banyak. Namun jika jumlah vinasse masih sedikit, fermentasi
dapat hanya menggunakan satu fermentor dan fermentor yang lain digunakan
untuk memfermentasi hidrolisat.
Jika dilihat dari rendemen etanol berdasarkan ubi kayu kering, proses
fermentasi etanol dengan melakukan daur ulang tidak kalah jika dibandingkan
dengan proses fermentasi menggunakan tepung ubi kayu. Produksi etanol
menggunakan hidrolisat tepung ubi kayu menghasilkan rendemen etanol berkisar
pada nilai 22,69% hingga 30,54% (Susmiati 2010). Produksi etanol menggunakan
hirolisat ubi kayu segar menghasilkan rendemen etanol sebesar 22,40%. Proses
daur ulang vinasse sebanyak 60% berarti akan mengurangi pemakaian hidrolisat
ubi kayu sebanyak 60%. Hal ini berarti akan mengurangi jumlah ubi kayu yang
digunakan. Oleh karena itu proses daur ulang vinasse sebanyak 60% akan
menghasilkan rendemen etanol sebesar 23,39% (tingkat daur ulang pertama) dan
menurun seiring bertambahnya tigkat daur ulang. Demikian pula dengan daur
ulang dengan kadar vinasse 50% dan 40% memberikan rendemen etanol yang
cukup besar yaitu masing-masing 22,01% dan 21,56% (tingkat daur ulang
pertama). Hal ini menunjukkan bahwa proses daur ulang selain dapat mengurangi
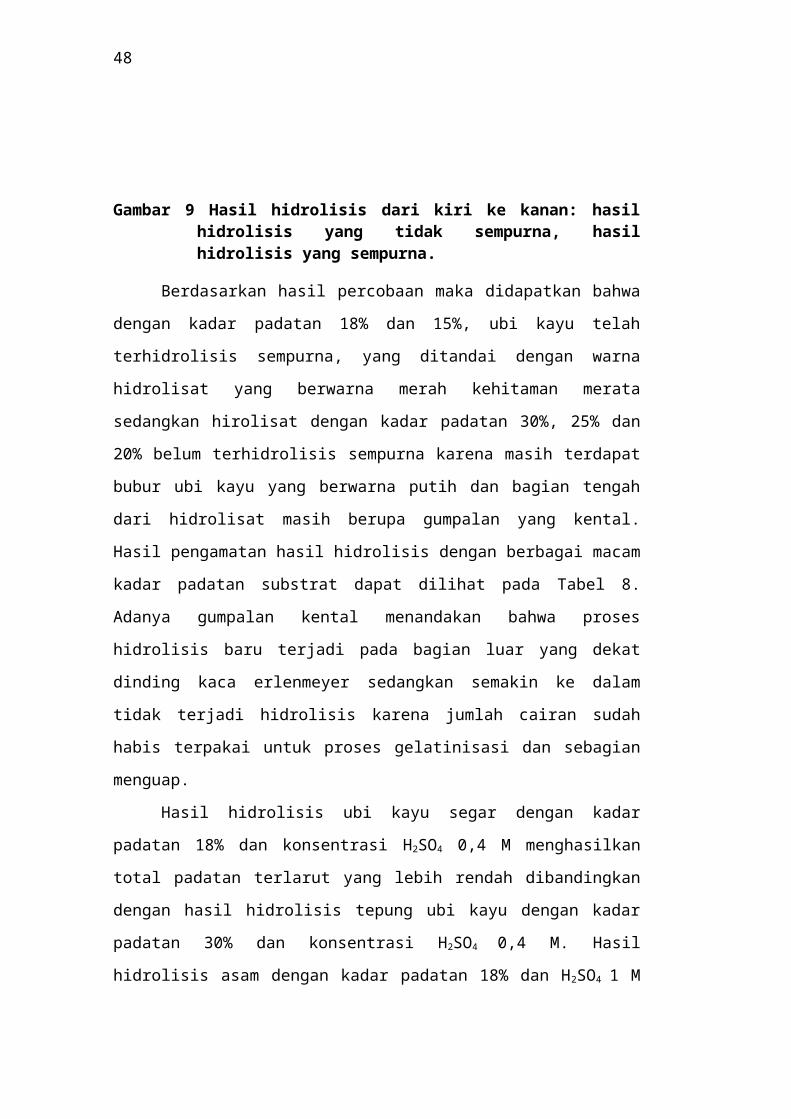
48
pemakaian air dapat meningkatkan rendemen etanol, pada daur ulang dengan
kandungan vinasse 60%, dibandingkan tanpa melakukan daur ulang. Sedangkan
daur ulang vinasse dengan kadar vinasse 50% dan 40%, walaupun menghasilkan
rendemen etanol lebih rendah, masih mampu mendekati rendemen etanol pada
proses fermentasi tanpa melakukan daur ulang.
Tingkat daur ulang vinasse tidak dilakukan lebih dari tiga kali karena jika
dilihat dari nilai pada perlakuan dengan kandungan vinasse 40% menunjukkan
kadar etanol telah menurun dari 2,58% menjadi 2,08% pada tingkat daur ulang
ketiga. Sedangkan jika dilihat dari efisiensi fermentasi juga telah menunjukkan
penurunan yang cukup banyak yaitu dari 66,57% menjadi 21,01% pada tingkat
daur ulang ketiga. Selain itu akumulasi gula-gula yang tidak dapat dimanfaatkan
oleh khamir menjadi etanol akan menjadi salah satu faktor yang menyebabkan
efisiensi fermentasi semakin menurun, karena semakin banyak tingkat daur ulang
akan semakin banyak gula-gula tersebut terakumulasi di dalam media.
Keuntungan dari proses produksi bioetanol dengan daur ulang vinasse
seperti tersaji pada Gambar 13 antara lain:
1. Mengurangi jumlah ubi kayu yang digunakan. Penggunaan vinasse
bertujuan untuk memanfaatkan kembali kandungan gula yang tersisa
sehingga dapat mengurangi jumlah hidrolisat yang digunakan yang berarti
jumlah ubi kayu yang digunakan semakin sedikit. Jumlah hidrolisat yang
berkurang sesuai dengan persentase vinasse yang dicampurkan. Jika
perbandingan vinasse yang digunakan adalah 40% maka hidrolisat yang
dapat dihemat adalah sebesar 40%.
2. Mengurangi jumlah pemakaian air dalam proses pengenceran. Vinasse
mengandung air dalam jumlah banyak sehingga dengan melakukan daur
ulang vinasse dapat sekaligus memanfaatkan kandungan air yang ada.
Daur ulang vinasse dengan komposisi 40% dapat mengurangi air hingga
47,37% pada tingkat daur ulang pertama dan 26,50% pada tingkat daur
ulang ketiga.
Kelebihan lain yang dimiliki dengan melakukan fermentasi etanol
menggunakan hidrolisat asam adalah waktu yang dibutuhkan untuk
menghidrolisis ubi kayu hanya 15 menit ditambah waktu untuk pemanasan otoklaf
49
dan pendinginan hidrolisat dibandingkan dengan proses hidrolisis enzim yang
membutuhkan waktu 25 hingga 20 menit ditambah waktu pemanasan dan
pendinginan proses.
Perbaikan proses detoksifikasi hidrolisat dan proses pengolahan vinasse
perlu dilakukan untuk dapat meningkatkan efisiensi dan kadar etanol yang
diperoleh. Proses detoksifikasi akan berpengaruh terhadap jumlah senyawa
inhibitor dalam hidrolisat, nilai pH, konsentrasi garam yang terbentuk dan
kandungan gula dalam media. Metode detoksifikasi seperti metode over liming
dan penambahan arang aktif dapat menjadi alternatif karena mudah didapatkan
dan harganya yang murah.
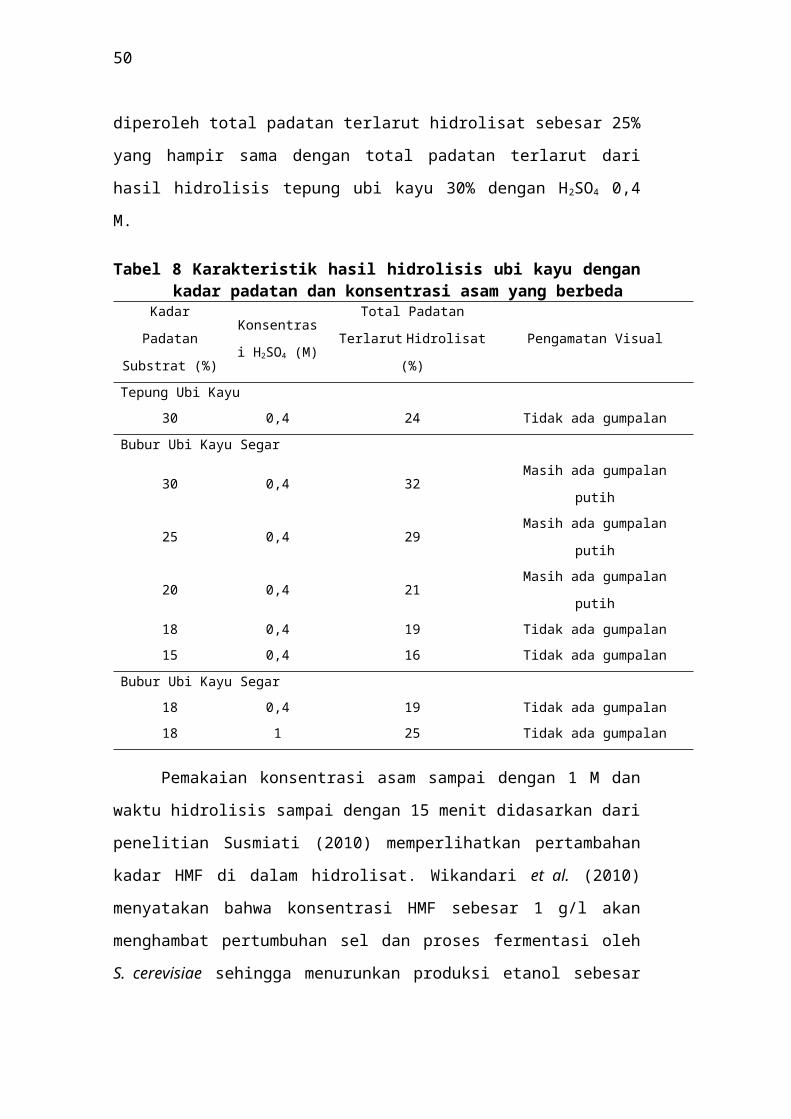
50
Gambar 13 Desain proses produksi bioetanol dengan daur ulang vinasse.
51
5 SIMPULAN DAN SARAN
5.1 Simpulan
1. Vinasse mempunyai potensi untuk digunakan kembali sebagai bahan baku
pembuatan etanol karena sisa kandungan gulanya masih sebesar 15,62% dari
kandungan gula awal, dan kandungan HMF masih berada di bawah ambang
batas toleransi khamir.
2. Perlakuan terbaik dari proses daur ulang vinasse berdasarkan kadar etanol dan
efisiensi fermentasi adalah daur ulang dengan komposisi 40% vinasse yang
menghasilkan kadar etanol sebesar 2,58% (v/v) pada daur ulang tingkat
pertama dan 2,08% (v/v) pada daur ulang tingkat ketiga; sedangkan tingkat
efisiensi pembentukan etanol menurun dari 66,57% menjadi 21,01%.
3. Semakin tinggi komposisi vinasse yang digunakan pada proses daur ulang,
maka kadar etanol dan efisiensi fermentasi mempunyai kecenderungan
menurun. Semakin tinggi tingkat daur ulang akan mengakibatkan penurunan
terhadap efisiensi fermentasi dan kadar etanol yang dihasilkan sehingga
disarankan tidak melebihi tiga kali daur ulang.
4. Proses daur ulang vinasse dapat mengurangi penggunaan air 100%-27,30%
jika kadar vinasse 60% hingga 40%.
5.2 Saran
Rendahnya kadar etanol yang dihasilkan membuat perlu adanya kajian lebih
lanjut untuk perbaikan proses fermentasi seperti proses detoksifikasi dan seleksi
khamir yang adaptif sehingga dapat meningkatkan kadar etanol yang didapatkan.
Selain itu, perbaikan proses pengolahan vinasse perlu dilakukan agar didapatkan
kualitas vinasse yang lebih baik sehingga dapat meningkatkan efisiensi fermentasi
ketika didaur ulang. Proses detoksifikasi akan berpengaruh terhadap jumlah
senyawa inhibitor dalam hidrolisat, nilai pH, konsentrasi garam yang terbentuk
dan kandungan gula dalam media.

52

53
DAFTAR PUSTAKA
AisyahY. 2003. Studi Daur Ulang Limbah Cair Fermentasi Etanol yang Berbahan Baku Molase dengan Teknologi Membran. [tesis]. Bogor: Sekolah Pasca Sarjana. Institut Pertanian Bogor.
Alfian. 2008. Mempelajari Teknologi Proses Produksi dan Analisis Pengelolaan Produk samping di PT. P.G. Rajawali II Unit PSA Palimanan. [laporan praktek lapang]. Bogor: Fakultas Teknologi Pertanian. Institut Pertanian Bogor.
AOAC. 1995. Official Method of Analysis of Association Official Agriculture Chemist. Washington: AOAC International.
APHA. 1976. Standard Methods for the Examination of Water and Wastewater. 18th Ed. New York: American Public Health Association.
APHA. 1992. Standard Methods for the Examination of Water and Wastewater. 18th Ed. New York: American Public Health Association.
Apriyantono A, Fardiaz D, Puspitasari NL, Sedarwati, Budiyanto S. 1989. Analisis Pangan. Bogor: Pusat Antar Universitas Pangan dan Gizi. Institut Pertanian Bogor.
Arnata IW. 2009. Teknologi Bioproses Pembuatan Bioetanol dari Ubi Kayu (Manihot utilisima) Menggunakan Kultur Campuran Trichoderma viride, Aspergillus niger dan Saccharomyces cerevisiae. [tesis]. Bogor: Sekolah Pasca Sarjana. Institut Pertanian Bogor.
Balagopalan C, Padmaja G, Nanda SK, Moorthy SN. 1988. Cassava in Food, Feed, and Industry. Florida: CRC Press, Inc. Boca Raton.
Boyd CE. 1990. Water Quality in Ponds for Aquaculture. Alabama: Alabama Agricultural Experiment Station, Auburn University.
Budiyanto MAK. 2003. Mikrobiologi Terapan. Malang: UMM Press.
Chandel AK et al. 2007. Economics and Environmental Impact of Bioethanol Production Technologies: an Appraisal. J Biotecnol Mol Biol 2(1): 014-032.
[Deptan] Departemen Pertanian Republik Indonesia. 2009. Basis Data Statistik Pertanian. (Diakses dari http://database.deptan.go.id/bdsp/index.asp).
54
Dewipadma JK. 1978. Pekerjaan Laboratorium Mikrobiologi Pangan. Bogor; Fatemeta. Institut Pertanian Bogor.
Elevry PS, Putra SR. 2006. Produksi Etanol Menggunakan Saccharomyces cerevisiae yang Diamobilisasi dengan Agar Batang. J Akta Kim Indones 1 (2): 105-114.
FitzGibbon F, Singh D, McMullan G, Marchant R. 1998. The Effect of Phenolic Acids and Molasses Spent Wash Concentration on Distillery Wastewater Remediation by Fungi. J Process Biochem33: 799.
Frazier WC, Westhoff DC. 1978. Food Microbiology, 4th Edition. New York: Mc. Graw Hill Book Publishing Co. Ltd.
Gaspersz V. 1991. Teknik Analisis dalam Penelitian Percobaan. Bandung: Penerbit Tarsito.
Gaur K. 2006. Process Optimatization for the Production of Ethanol via Fermentation. [dissertation]. Punjab: Departement of Biotechnology and Environment Sciences Thapar Intitute of Engineering & Technology (Deemed University). Patiala-14700. Patiala Punjab India.
Gokarn RR, Eitman MA, Sridhar J. 1997. Production of Succinate by Anaerobic Microorganisms in Fuels and Chemicals from Biomass. Washington DC: American Chemical Society.
Hohl LA, Joslyn MA. 1941. Lactic Acid Formation in Alcohol Fermentation by Yeast. Plant Physic. 16: 343-360.
Hollander M. 1981. Sequential Induction of Maltose Permease System in Saccharomyces cerevisiae. J Biochem. 99: 89-95.
Horvarth HS, Franzen CJ, Taherzadeh MJ, Niklasson C, Liden G. 2003. Effect of Furfural on the Respiratory Metabolism of Saccharomyces cerevisiae in Glucose-Limited Chemostats. J Appl Environ Microbiol 69(7): 4076-4086.
Jenie BSL, Ridawati, Rahayu WP. 1994. Produksi Angkak oleh Monascus purpureus dalam Medium Vinasse Tapioka, Ampas Tapioka dan Ampas Tahu. Bul Tek dan Industri Pangan V (3): 61-64.
Judoamidjojo RM, Sa’id EG, Hartoto L. 1989. Biokonversi. Bogor: Departemen Pendidikan dan Kebudayaan, Dirjen Dikti, Pusat Antar Universitas Bioteknologi, Institut Pertanian Bogor.
Judoamidjojo RM, Sa’id EG, Hartoto L. 1992. Teknologi Fermentasi. Bogor: Departemen Pendidikan dan Kebudayaan, Dirjen Dikti, Pusat Antar Universitas Bioteknologi, Institut Pertanian Bogor.
55
Kosaric H, Wieczorek A, Cosentino GP, Mageg RJ, Presonil JE. 1983. Ethanol Fermentation. Di Dalam Subekti H. 2006. Produksi Etanol dari Hidrolisat Fraksi Selulosa Tongkol Jagung. [skripsi]. Bogor: Institut Pertanian Bogor.
Mangunwidjaja D, Suryani A. 1994. Teknologi Bioproses. Jakarta: Penebar Swadaya.
[MenLH] Menteri Negara Lingkungan Hidup. 1995. Salinan Keputusan Menteri Negara Lingkungan Hidup NOMOR: KEP-51/MENLH/10/1995. Jakarta: Menteri Negara Lingkungan Hidup.
Morohoshi, N. 1991. Chemical Characterization of Wood and Its Components in Wood and Cellulosic Chemistry. New York: Marcels Dekker, Inc.
Muchtadi TR, Sugiyono. 1992. Petunjuk Laboratorium Ilmu Pengetahuan Bahan Pangan. Bogor: Pusat Antar Universitas Pangan dan Gizi Institut Pertanian Bogor.
Mukhtar K, Asgher M, Afghan S, Hussain H, Zia-ul-Hussnain S. 2010. Comparative Study on Two Commercial Galurs of Saccharomyces cerevisiae for Optimum Ethanol Production on Industrial Scale. J Biomedic Biotechnol. 1-5.
Musyarofah E. 2007. Hidrolisis Empulur Sagu (Metroxylon sp.) secara Asam dan Pemanfaatannya untuk Fermentasi Etanol oleh Saccharomyces cerevisiae. [skripsi]. Jakarta: Fakultas Farmasi, Universitas Santa Dharma.
Najafpour GD, Lim JK. 2002 Evaluation and Isolation of Ethanol Producer Galur SMP-6. Regional Symposium on Chemical Engineering.
Nurdyastuti I. 2005. Teknologi Proses Produksi Bio-Etanol. Prospek Pengembangan Bio-Fuel Sebagai Bahan Bakar Minyak. Jakarta: BPPT.
Pandey A et al. 2000. Biotehnological Potential of Agro-industrial Residues. II: Cassava Bagasse. J Bioresour Technol 74: 81-87.
Palmqvist E, Hahn-Hӓgerdal B. 2000. Fermentation of Lignocellulosic Hydrolysates. I: Inhibition and Detoxification. J Bioresour Technol 74: 17-24.
Palmqvist E, Hahn-Hӓgerdal B. 2000a. Fermentation of Lignocellulosic Hydrolysates. II: Inhibition and Mechanisms of Inhibition. J Bioresour Technol 74: 25-33.
Parnaudeau V, Condom N, Oliver R, Cazevieille P, Recous S. 2007. Vinasse Organic Matter Quality and Mineralization Potential, as Influenced by
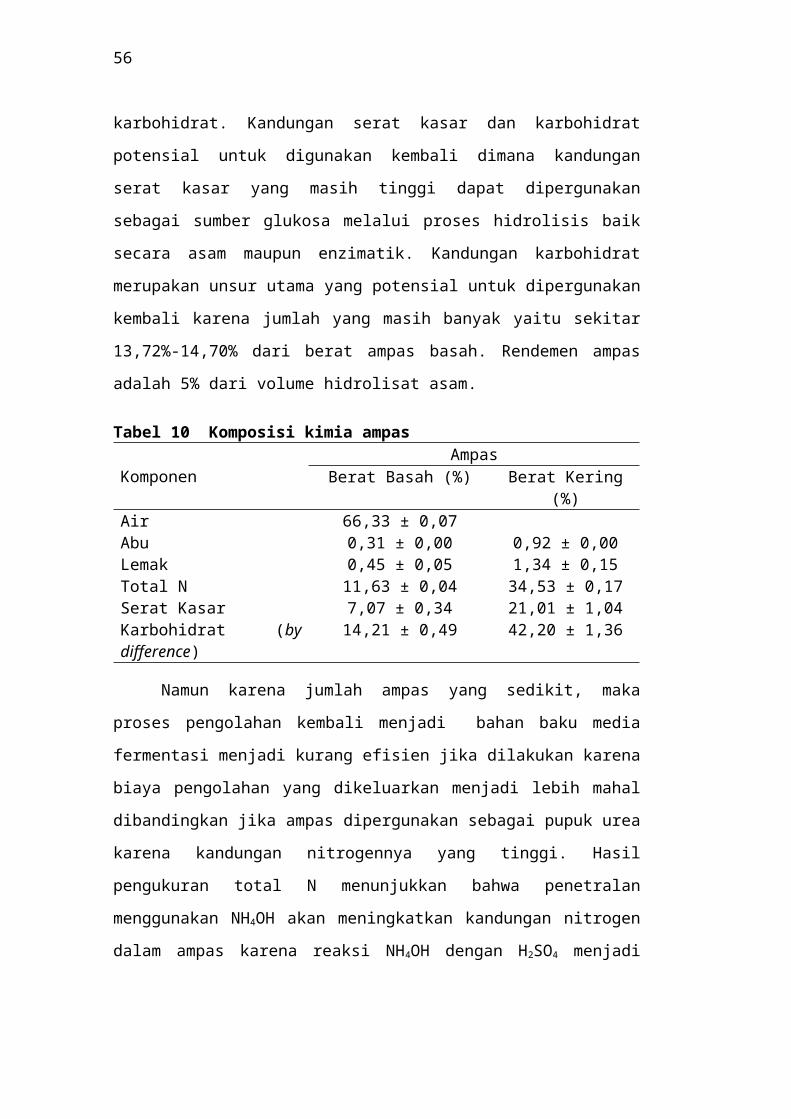
56
Raw Material, Fermentation and Concentration Processes. J Bioresour Technology 99: 1553-1562.
Patent Cooperation Treaty. 1998. Treatment of Lignocellulosic Material. World Intellectual Property Organization. International Bureau.
Paturau JM. 1981. By Product of the Sugar Cane Sugar Industry: An Introduction to Their Industrial Utilization. Amsterdam: Elseiver Scientific Publ. Co.
Purwadi R. 2006. Continue Ethanol Production from Dilute-Acid Hydrolizates: Detoxification and Fermentation Technology – Zymomonas mobilis. [theses of doctoral]. Goteborg: Chemical and Biological Engineering, Chalmers University of Technology. Sweden.
Putri LSE, Sukandar D. 2008. Konversi Pati Ganyong (Canna edulis Ker.) Menjadi Bioetanol Melalui Hidrolisis Asam dan Fermentasi. J Biodiver 9: 112-116.
Präve P, Faust U, Sittig W, Sukatch DA. 1987. Fundamental of Biotechnology. Weinhim: VCH Publishing Co.
Prihandana R et al. 2007. Bioetanol Ubi Kayu: Bahan Bakar Masa Depan. Jakarta: AgroMedia Pustaka.
Prescott SC, Dunn M. 1981. Industrial Microbiology. New York: Mc. Graw Hill Book Publishing Co. Ltd.
Rattanachon W, Piyachomkwan K, Sriroth K. 2004. Physicochemical Properties of Root, Flour and Starch of Bitter and Sweet Cassava Varieties. (Diakses http://www.ciat.cgiar.org/biotechnology/cbn/sixth_internationalmeeting/Posters-PDF/PS-5/W_Rattanachon.pdf).
Sassner P, Martensson CG, Galbe M, Zacchi G. 2008. Steam Pretreatment of H2SO4-Impregnated Salix for Production of Bioethanol. J Bioresour Technol. 99: 137-145.
Setiawan A. 2009. Perancangan Percobaan: Percobaan Faktorial. (Diakses dari http://smartstat.wordpress.com tanggal 02 Agustus 2010).
Sjӧstrӧm E. 1993. Wood Chemistry: Fundamentals and Applications. San Diego: Academic Press.
Smith TC et al. 2006. Wheat as Feedstock for Alcohol Production. HGCA Research Review 61.
Solihin A. 2008. Pemanfaatan Produk samping Pabrik Gula dan Etanol Menjadi Pupuk Organik Bernilai Ekonomi Tinggi. (Diakses dari www.beritabumi.or.id tanggal 26 Agustus 2009).
57
Subagio A. 2006. Ubi Kayu Substitusi Berbagai Tepung-Tepungan. Food Review. (1): 18-22
Supriyati K. 2009. Onggok Terfermentasi Bahan Pakan Bergizi Tinggi. Bogor: Balai Penelitian Ternak.
Susmiati Y. 2010. Rekayasa Proses Hidrolisis Pati dan Serat Ubi Kayu untuk Produksi Bioetanol. [tesis]. Bogor: Sekolah Pasca Sarjana. Institut Pertanian Bogor.
Taherzadeh MJ. 1999. Ethanol from Lignocellulose: Physiochemical Effects of Inhibitors and Fermentation Strategies. Gӧteborg: Chemical Reaction Engineering, Chalmers University of Technology.
Taherzadeh MJ, Niklasson C, Liden G. 1999. Conversion of Dilute-Acid Hydrolyzates of Spruce and Birch to Ethanol by Fed-Batch Fermentation. J Bioresour Technol 69: 59-66.
Taherzadeh MJ, Karimi K. 2007. Acid-Based Hydrolysis Processes for Etanol from Lignocellulosic Materials: A Review. J BioResour 2 (3): 472-499.
Taherzadeh MJ, Karimi K. 2007a. Enzyme-Based Hydrolysis Processes for Ethanol from Lignocellulosic Materials: A Review. J BioResour 2(4): 707-738.
Tjokroadikoesoemo PS. 1986. HFS dan Industri Kayu Lainnya. Jakarta: Gedia.
Trust N. 2008. Ethanol Fermentation Batch Reactor Design Basics. Team Analysts, GB Analysts Reports. New Jersey: Hackensack.
Van Soest, P. J. 1963. Use of Detergent in Analysis of Fibrous Feeds III. New York: The Handbook of Dietary Fiber.
Voet D, Voet JG, Pratt CW. 2006. Fundamentals of Biochemistry Life at The Molecular Level. New York: John Wiley & Sons, Inc.
Wikandari R, Millati R, Syamsiah S, Muriana R, Ayuningsih Y. 2010. Effect of
Furfufural, Hydroxymethylfurfural and Acetic Acid on Indigeneous Microbial Isolate for Bioethanol Production. J Agric (5): 105-109.
Winarno FG. 1992. Kimia Pangan dan Gizi. Jakarta: Gramedia Pustaka Utama.
Wirahadikusumah M. 1985. Biokimia. Metabolisme Energi, Karbohidrat dan Lipid. Bandung: Penerbit ITB Bandung.
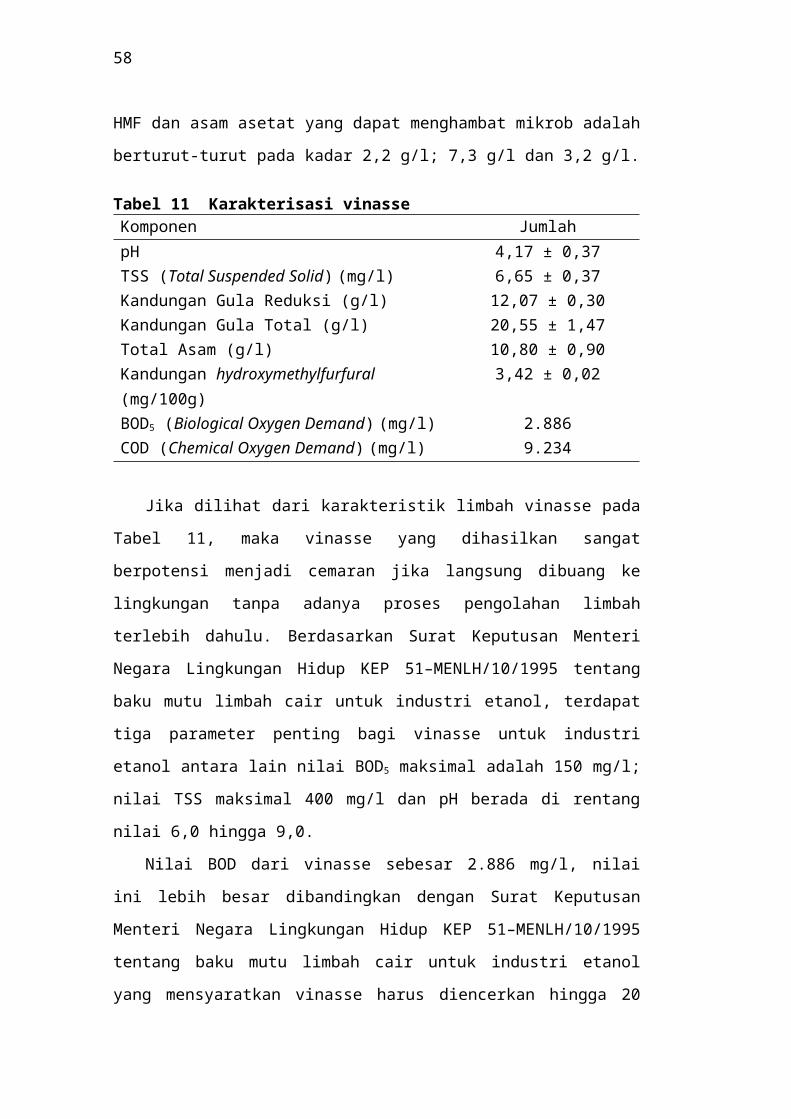
58
Woiciechowski AL, Nitsche S, Pandey A, Soccol CR. 2002. Acid and Enzymatic Hydrolysis to Recover Reducing Sugar from Cassava Bagasse: an Economic Study. J Brazilian Archives of Biol Technol an Int 45 (3): 393-400.
Wyman CE. 1996. Handbook on Bioethanol Production and Utilization. Taylor & Francis Ltd.
Zamora A. 2005. Carbohidrat-Chemistry Structure. (Diakses dari h ttp://www.scientificpsychic.com/fitness/carbohydrates.html tanggal 16 September 2010).
59
Lampiran 1 Prosedur analisis parameter-parameter percobaan
1. Prosedur Analisis Proksimat Ubi Kayu
A. Analisis Kadar Air (Apriyantono et al. 1989)
Analisis Cawan alumunium yang telah dikeringkan dan diketahui
bobotnya diisi dengan sampel sebanyak 2 g dan ditimbang (A). Sampel
kemudian dimasukan ke dalam oven dengan suhu 105oC selama 1-2 jam.
Cawan alumunium dan sampel yang telah dikeringkan kemudian dimasukkan
ke dalam desikator kemudian ditimbang. Pemanasan sampel dilakukan
berulang hingga didapatkan berat yang konstan (B). Sisa contoh dihitung
sebagai total padatan, sedangkan air yang hilang dihitung sebagai kadar air.
Perhitungan kadar air menggunakan rumus:
Kadar air (% )= A−BA
x 100 %
B. Analisis Kadar Abu (AOAC 1995)
Sampel sebanyak 2 g diletakkan di atas cawan porselin yang telah di
ketahui bobotnya (A). Sampel kemudian diarangkan dahulu menggunakan
bunsen hingga tidak mengeluarkan asap lagi. Cawan porselin yang berisi
contoh (B) kemudian dimasukkan ke dalam tanur pengabuan dengan suhu
600oC selama 2 jam. Cawan porselin beserta abu kemudian didinginkan dalam
desikator dan ditimbang hingga mencapai berat yang konstan (C). Kadar abu
dihitung menggunakan rumus:
Kadar Abu (%)=C−AB
x100 %
C. Analisis Kadar Protein (AOAC 1995)
Sampel sebanyak 0,1 g dimasukkan ke dalam labu kjeldahl kemudian
ditambah dengan 2,5 ml H2SO4 pekat, 1 g katalis dan beberapa butir batu
didih. Sampel kemudian didekstruksi hingga menghasilkan larutan jernih.
Larutan hasil dekstruksi yang telah dingin ditambah dengan 15 ml NaOH 50%
60
kemudian dimasukkan ke alat destilasi. Labu erlenmeyer yang berisi 25 ml
HCl 0,02 N dan 2-4 tetes indikator (campuran metil merah 0,02% dan metil
biru 0,02% dalam alkohol (2:1)) diletakkan di bawah kondensor dengan ujung
kondensor terendam dalam larutan HCl. Destilasi dilakukan hingga volume
dalam erlenmeyer mencapai dua kali volume awal. Destilat kemudian dititrasi
dengan NaOH 0,02 N hingga diperoleh perubahan warna dari hijau menjadi
ungu. Kadar total nitrogen dihitung berdasarkan volume larutan NaOH yang
digunakan dalam titrasi. Blanko disiapkan seperti prosedur penentuan kadar
total nitrogen dengan metode kjedahl dengan aquades sebagai larutan sampel.
Penentuan kadar protein dihitung menggunakan rumus:
Total N (% )=ml titrasi (blanko−sampel ) x N NaOH x14Bobot Sampel
x 100 %
Kadar Protein (%) = 6,25 x Total N (%)
D. Analisis Kadar Pati (AOAC 1971)
Analisa pati berdasarkan metode Luff Schrool, larutan Luff Schrool
dibuat dengan cara melarutkan CuSO4.5H2O sebanyak 25 g ke dalam 50 ml
aquadest, 50 g asam sitrat dilarutkan ke dalam 50 ml aqudest dan 388 g
Na2CO3.10H2O dilarutkan ke dalan 400 ml aquadest. Larutan asam sitrat
ditambahkan sedikit demi sedikit pada larutan soda, kemudian campuran
ditambahkan larutan terusi dan diencerkan hingga 100 ml pada labu ukur,
kemudian ke dalam erlenmeyer 500 ml dimasukkan 2 g sampel kering dan
ditmabahkan 200 ml HCl 3% serta batu didih. Erlenmeyer dipasang pada
pendingin tegak dan dihidrolisa selam 3 jam. Larutan kemudian didinginkan
dan dinetralkan dengan NaOH dan indikator fenolftalin. Larutan dimasukkan
ke dalam labu ukur 500 ml, ditambahkan dengan air suling hingga tanda tera,
kemudian disaring. Larutan sebanyak 10 ml dipipet ke dalam erlenmeyer 250
ml dan ditambahkan larutan Luff 25 ml serta 15 ml aquadest. Blanko dibuat
tanpa larutan contoh yang dianalisa. Erlenmeyer dipasang pada pendingin
balik, dididihkan selama 10 menit dan segera didinginkan pada air mengalir.
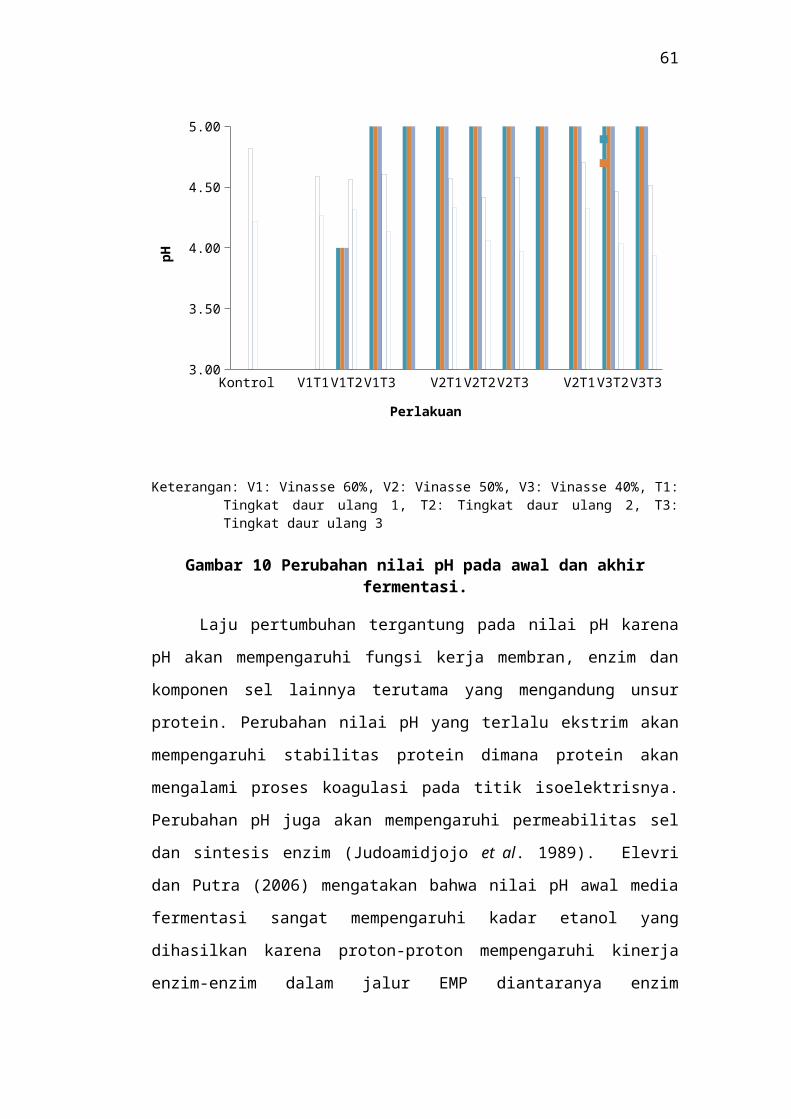
61
Kemudian ditambahkan larutan KI 30% dan 25 ml H2SO4 25%. Setelah reaksi
habis segera dititrasi dengan larutan Na2S2O3 sampai larutan berwarna muda.
Kadar Pati=0,90 xG x Pg
x 100 %
Keterangan:
0,90 = faktor pembanding berat molekul satu unit gula dalam molekul
pati
G = glukosa setara dengan ml Na2S2O3 yang digunakan untuk titrasi
(mg) setelah gula diperhitungkan
P = pengenceran
g = bobot sampel (mg)
E. Analisis Kadar Serat Kasar (AOAC 1984)
Sampel sebanyak 5 g dimasukkan ke dalam erlenmeyer 500 ml kemudian
ditambah dengan 100 ml H2SO4 0,325 N dan dididihkan selama 30 menit.
Larutan ditambah lagi dengan larutan NaOH 1,25 N sebanyak 50 ml dan
dididihkan kembali selama 30 menit. Larutan dalam keadaan panas disaring
dengan kertas Whatman No. 40 setelah diketahui bobot keringnya. Kertas
saring yang digunakan dicuci berturut-turut dengan air panas, 25 ml H2SO4
dan etanol 95%. Kertas saring beserta sampel kemudian dikeringkan dalam
oven dengan suhu 100-110oC hingga bobotnya konstan. Kertas saring yang
telah kering kemudian didinginkan dalam desikator dan ditimbang beratnya.
Kadar serat kasar dihitung menggunakan rumus:
Kadar Serat Kasar (% )=Bobot Endapan Kering (g)Bobot Sampel(g)
x 100 %
F. Analisa Kadar NDF (Van Soest 1963)
Sampel ditimbang sebanyak A g dan kemudian dimasukkan ke dalam
gelas piala 500 ml. Larutan NDS yang mengandung aquades 1 l; natrium
sulfat 30 g; EDTA 18,81 g; natrium borat 10 H2O 6,81 g; Di Na-HPO4
anhidrat 4,5 g; 2-etoksi etanol murni 10 ml dimasukkan ke dalam gelas piala.
Filter glass G-3 ditimbang beratnya (B g). Larutan campuran kemudian
62
dipanaskan selama satu jam di atas penangas listrik. Sampel yang bercampur
dengan larutan NDS kemudian disaring dengan filter glass dan dibantu dengan
bantuan pompa vakum. Sisa hasil penyaringan kemudian dibilas sebanyak tiga
kali dengan air panas dan aseton. Sisa hasil penyaringan kemudian
dikeringkan di dalam oven pada suhu 105oC. Hasil penyaringan yang telah
kering kemudian ditimbang bobotnya (C g) setelah didinginkan terlebih
dahulu di dalam eksikator selama satu jam.
%NDF=C−BA
x 100 %
Keterangan:
A = bobot sampel (g)
B = bobot filter glass (g)
C = bobot fiber glass dan sampel setelah kering (g)
G. Analisa Kadar ADF dan Hemiselulosa (Van Soest 1963)
Sampel ditimbang sebanyak A g dan kemudian dimasukkan ke dalam
gelas piala. Larutan ADS sebanyak 50 ml yang mengandung H2SO4; CTAB
(cethyle trymethyl ammonium bromide) dimasukkan ke dalam gelas piala.
Larutan campuran kemudian dipanaskan selama satu jam di atas penangas
listrik. Filter glass G-3 ditimbang beratnya (B g). Sampel yang bercampur
dengan larutan ADS kemudian disaring dengan filter glass dan dibantu dengan
pompa vakum. Sisa hasil saringan kemudian dibilas sebanyak tiga kali dengan
air panas dan aseton. Sisa hasil penyaringan kemudian dikeringkan di dalam
oven pada suhu 105oC. Hasil penyaringan yang telah kering kemudian
ditimbang bobotnya (C g) setelah didinginkan terlebih dahulu di dalam
eksikator selama satu jam.
%ADF=C−BA
x 100 %
Keterangan:
A = bobot sampel (g)
B = bobot filter glass (g)
C = bobot fiber glass dan sampel setelah kering (g)
63
H. Analisa Kadar Selulosa (Van Soest 1963)
Residu analsia ADF ditimbang bobotnya (C g) kemudian diletakkan di
atas nampan yang berisi air dengan ketinggian 1 cm. Larutan H2SO4
ditambahkan ke dalam nampan hingga ketinggian ¾ bagian filter glass.
Biarkan sampel selama 3 jam sambil diaduk-aduk. Sampel dipisahkan dari
larutan dengan disaring menggunakan pompa vakum. Pencucian dilakukan
dengan larutan aseton dan air panas. Sisa hasil penyaringan kemudian
dikeringkan di dalam oven pada suhu 105oC. Hasil penyaringan yang telah
kering kemudian ditimbang bobotnya (D g) setelah didinginkan terlebih
dahulu di dalam eksikator selama satu jam.
%Selulosa= D−CA
x100 %
I. Analisis Kadar Lemak (AOAC 1995)
Sampel bebas air (hasil analisis kadar air) sebanyak 2 g diekstraksi dengan
pelarut heksan dalam soxhlet selama 6 jam. Sampel hasil ekstraksi kemudian
diangin-angikan untuk menguapkan pelarut yang tersisa kemudian
dikeringkan dalam oven dengan suhu 105oC. Sampel kemudian didinginkan
dalam desikator, ditimbang hingga diperoleh bobot yang tetap. Kadar lemak
dihitung menggunakan rumus:
Kadar Lemak (%)= Bobot≤makBobot Sampel
x100 %
2. Prosedur Analisis Vinasse
A. Analisis Kadar Gula Total dengan Metode Fenol Sulfat (AOAC 1995)
Larutan gula standar dengan berbagai konsentrasi diambil sebanyak 2 ml
dan masing-masing dimasukkan ke dalam tabung reaksi dan ditambahkan 1 ml
larutan fenol 5% serta ditambahkan 5 ml larutan H2SO4 pekat dengan cepat.
Larutan didiamkan selama 10 menit kemudian diukur absorbansinya pada λ =
490 nm. Penetapan konsentrasi gula total pada sampel dilakukan
menggunakan prosedur pada penetapan kurva standar.

64
B. Analisis Gula Pereduksi menggunakan Metode DNS (Apriyantono et al. 1989)
Asam 3,5 dinitrosalisilat sebanyak 10,6 g dan NaOH sebanyak 19,8 g
dilarutkan ke dalam 1.416 ml aquades. Na-K-Tartarat sebanyak 306 g; 7,6 ml
fenol yang telah dicairkan pada suhu 105oC; 8,3 g Na-metabisulfit
ditambahkan ke dalam larutan yang telah dibuat dan diaduk hingga rata.
Keasaman pereaksi DNS yang dihasilkan ditentukan dengan cara sebagai
berikut: sebanyak 3 ml larutan DNS dititrasi dengan HCl 0,1 N dengan
indikator fenolftalin. Banyaknya titer berkisar 5-6 ml, dan untuk setiap ml
kekurangan HCl 0,1 N pada titrasi ditambahkan 2 g NaOH.
Larutan glukosa standar atau sampel sebanyak 1 ml diambil dan
ditambahkan ke dalam 3 ml pereaksi DNS. Larutan kemudian diletakkan
dalam air mendidih selama 5 menit dan didinginkan hingga mencapai suhu
kamar. Larutan kemudian dibaca absorbansinya menggunakan
spektrofotometer dengan λ = 550 nm.
C. Dextroxe Equivalent (DE)
DE diperoleh dengan membagi nilai gula pereduksi pada sampel dengan
nilai total gula pada sampel. Nilai DE dihitung menggunakan rumus:
DE=Kadar Gula PereduksiSampel (g/ l)
Total GulaContoh(g / l)x 100
D. Derajat Polimerisasi (DP)
Derajat polimerisasi adalah jumlah unit monomer dalam suatu polimer.
Derajat polimer diperoleh dengan membagi nilai total gula (metode fenol
sulfat) dengan nilai gula pereduksi sampel. Nilai derajat polimerisasi dihitung
menggunakan rumus:
DP=TotalGula Pereduksi Sampel (g/ l)
Kadar Gula Pereduksi Sampel (g/ l)
E. Analisis Total Suspended Solid (TSS) (APHA 1976)
Sampel sebanyak 25 ml (C) disaring menggunakan kertas Whatman No.
41 yang telah dikeringkan terlebih dahulu dan ditimbang bobotnya (A).
Sampel yang telah disaring semua kemudian dikeringkan dalam oven pada
65
suhu 105oC selama tiga jam. Sampel yang telah kering didinginkan dalam
desikator dan ditimbang hingga bobotnya konstan (B). Perhitungan nilai TSS
menggunakan rumus:
TSS (mg / l )=B−AC
x1000
F. Analisis Chemical Oxygen Demand (COD) (APHA 1992)
Sampel sebanyak 5 ml dimasukkan ke dalam erlenmeyer yang telah diisi
dengan larutan HgSO4. Larutan kemudian ditambah dengan 20 ml K2Cr2O7
dan dikocok hingga bercampur. Jika larutan campuran berwarna hijau maka
larutan tersebut harus diencerkan terlebih dahulu sebelum ditambah dengan
HgSO4 dan K2Cr2O7. Erlenmeyer yang telah berisi larutan sampel kemudian
dipanaskan selama 10 menit kemudian didinginkan sebelum ditambah dengan
150 ml aquades. Larutan sampel yang telah dingin kemudian diambah dengan
1,5 mg kristal KI atau larutan KI, kemudian dititrasi dengan larutan Na2S2O3
hingga warna iodium berubah menjadi kuning pucat. Larutan sampel diberi
indikator pati sebanyak 1-2 ml kemudian dititrasi sehingga warna biru muda
berubah kembali menjadi hijau muda. Perlakuan yang sama dilakukan juga
untuk blanko. Perhitungan nilai COD menggunakan rumus:
COD ( ppm)= ( B−C ) x N− tiosianat x 8000Volume Contoh(ml)
x P
Keterangan:
B = ml Na2S2O3 untuk blanko
C = ml Na2S2O3 untuk sampel
P = faktor pengenceran
G. Analisis Biological Oxygen Demand (BOD) (APHA 1992)
Sampel terlebih dahulu dinetralkan menggunakan HCl (jika sampel terlalu
basa) atau NaOH (jika sampel terlalu asam). Jika sampel mengandung klor
akif, sampel perlu ditambah Na2S2O3 dengan perbandingan molar yang sama.
Sampel yang diduga memiliki nilai BOD yang sangat tinggi diencerkan

66
terlebih dahulu hingga pengukuran DO sebesar 3-4 ml O2/l. Sampel untuk
pengukuran hari ke 0, ke n dan blanko diletakkan dalam inkubator. Setelah 1
jam, untuk sampel pengukuran hari ke 0 dan blanko diambil untuk diukur
konsentrasi oksigen terlarutnya. Nilai BOD dapat ditentukan berdasarkan
rumus:
BODn ¿
Keterangan:
Ao = oksigen terlarut hari ke 0 untuk sampel
An = oksigen terlarut hari ke n untuk sampel
Bo = oksigen terlarut hari ke 0 untuk blanko
Bn = oksigen terlarut hari ke n untuk blanko
P = faktor pengenceran
H. Uji Hidroksimetilfurfural (HMF) (AOAC 980.23-1999)
Larutan Carrez I: timbang 15 g kalium feroksianida, larutkan dengan air dan
encerkan sampai 100 ml.
Larutan Carrez II: timbang 30 g seng asetat, larutkan dengan air dan encerkan
sampai 100 ml.
Natrium bisulfit 0,2%: timbang 0,2 g NaHSO3, larutkan dengan air dan
encerkan sampai 100 ml.
Timbang dengan teliti 5 g sampel (sampai ketelitian 1 mg) dalam gelas
piala kecil, masukkan ke dalam labu ukur 50 ml dan bilas dengan air sampai
volume larutan 25 ml. Tambahkan 0,5 ml larutan Carrez I, kocok dan
tambahkan 0,5 ml larutan Carrez II, kocok kembali dan encerkan dengan air
sampai tanda garis. Tambahkan setetes alkohol untuk menghilangkan busa
pada permukaan. Saring melalui kertas saring dan buang 10 ml saringan
pertama.
Pipet 5 ml saringan dan masing-masing masukkan ke dalam tabung reaksi
18 ml x 150 ml. Pipet 5 ml air dan masukkan ke dalam salah satu tabung
(contoh) dan 5 ml 0,2% natrium bisulfit ke dalam tabung lainnya

67
(pembanding). Kocok sampai tercampur sempurna dan tetapkan absorban
contoh terhadap reference (pembanding) dalam sel 1 cm pada panjang
gelombang 284 nm dan 336 nm. Bila absorban lebih tinggi dari 0,6 untuk
memperoleh hasil yang teliti, larutan contoh diencerkan dengan air sesuai
kebutuhan. Demikian juga dengan larutan pembanding (larutan referensi)
encerkan dengan cara sama dengan menggunakan larutan NaHSO3 0,1%, nilai
absorban yang diperoleh dikalikan dengan faktor pengencer sebelum
perhitungan. Kadar HMF dihitung berdasarkan persamaan:
HMF (mg /100 g sampel )= ( A 284−A 336 ) x 14,97 x 5bobot sampel (g)
Faktor : 12616830
x 100010
x 1005
=14,97
Keterangan:
126 = adalah bobot molekul HMF
16830 = absorbansifitas moler HMF pada panjang gelombang 284 nm
1000 = mg/g
10 = sentiliter/l
100 = gram sampel yang dilaporkan
5 = bobot contoh yang diambil dalam gram
I. Total Asam (Dewipadma 1978)
Total asam ditentukan dengan cara titrasi dan dinyatakan sebagai asam
laktat. Sampel sebanyak 1 ml dipipet ke dalam erlenmeyer 50 ml dan
ditambah dengan aquades sebanyak 9 ml. Larutan dipanaskan untuk
menghilangkan CO2 yang ada. Larutan kemudian dititrasi dengan NaOH 0,1 N
dengan indikator fenolftalein. Total asam dihitung menggunakan rumus:
Total Asam ( g/ l )=ml NaOH x N NaOH x9 x Faktor PengenceranVolume Contoh(ml )
68
3. Prosedur Analisis Cairan Hasil Fermentasi
A. Efisiensi Pemanfaatan Substrat
Efisiensi pemanfaatan substrat diperoleh dengan membagi selisih nilai
gula pereduksi awal (A) dan gula pereduksi setelah fermentasi (B) dengan
nilai gula pereduksi sampel awal (A). Efisiensi pemanfaatan substrat dihitung
menggunakan rumus:
Efisiensi PemanfaatanSubstr at (% )= A−BA
x 100 %
B. Penentuan Kadar Etanol (Density Meter % v/v 01ML-ITS-90)
Hasil destilasi akan dilakukan pengujian kadar etanol menggunakan alat
Density Meter dengan spesifikasi sebagai berikut:
1. Jenis : Density Meter DMA 4500 Merk Anton Paar
2. Metode : % v/v 01ML-ITS-90
3. Sampel : 2 ml
4. Suhu Pengukuran : 20oC
C. Efisiensi Fermentasi
Efisiensi fermentasi diperoleh dengan membagi konsentrasi etanol
sesungguhnya (yang diperoleh) (A) dengan konsentrasi etanol secara teoritis
(B). Efisiensi fermentasi dihitung menggunakan rumus:
Efisiensi Fermentasi ( %)= AB
x100 %
D. Rendemen Etanol (% w/w)
Rendemen etanol dihitung menggunakan persamaan sebagai berikut:
Rendemen Etanol= Berat EtanolBerat Ubi Kayu Kering
x100 %
69
Lampiran 2 Hasil pengukuran kadar etanol
Kode SampelKadar Etanol (% v/v)
RerataUlangan 1 Ulangan 2
Kontrol 21,02 15,81 18,41
V1T1 15,34 23,73 19,53
V1T2 14,66 13,57 14,12
V1T3 6,29 6,09 6,19
V2T1 22,86 20,95 21,91
V2T2 22,09 18,37 20,23
V2T3 8,75 14,44 11,60
V3T1 25,15 25,94 25,55
V3T2 18,93 20,03 19,48
V3T3 10,71 11,45 11,08
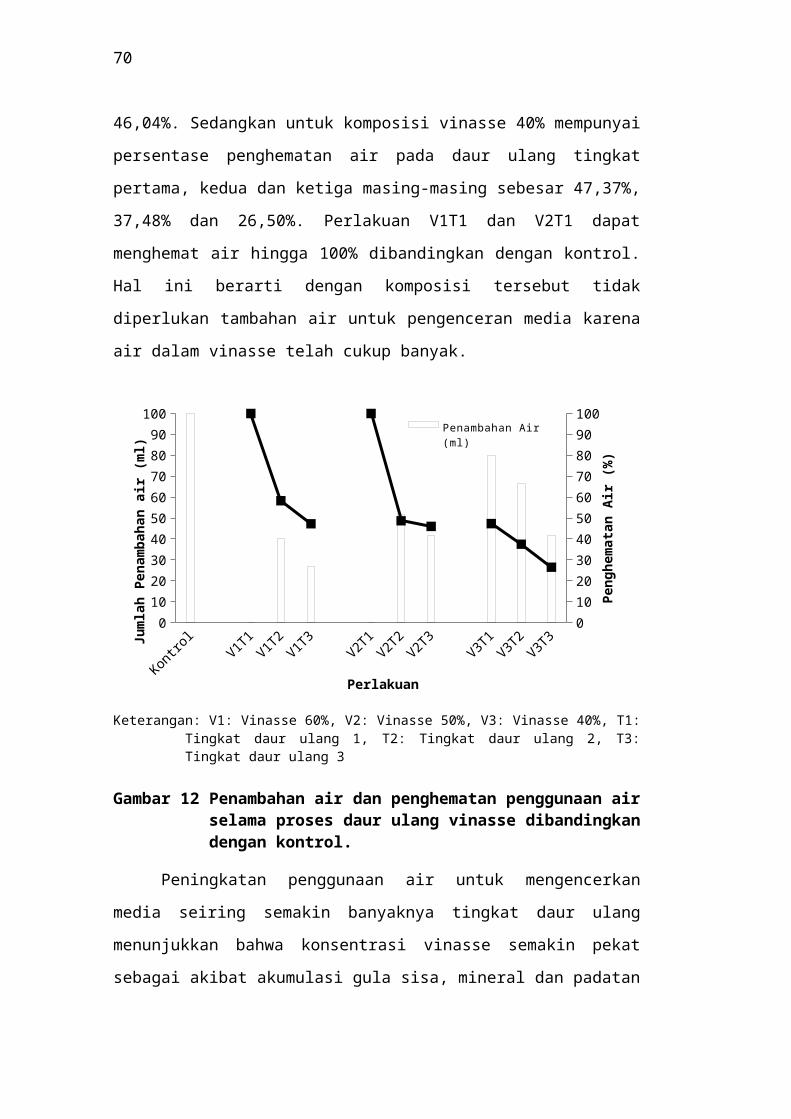
70
Lampiran 3. Hasil pengukuran pH sebelum dan sesudah fermentasi
Perlakuan pH Awal Rerata pH Awal
pH Akhir Rerata pH AkhirUlangan 1 Ulangan 2 Ulangan 1 Ulangan 2Kontrol 4,82 4,81 4,82 4,12 4,31 4,22 V1T1 4,58 4,60 4,59 4,28 4,25 4,27V1T2 4,77 4,36 4,56 4,48 4,15 4,31V1T3 4,64 4,56 4,60 4,21 4,06 4,14 V2T1 4,59 4,55 4,57 4,35 4,32 4,34V2T2 4,44 4,39 4,42 4,04 4,09 4,06V2T3 4,58 4,58 4,58 3,97 3,96 3,97 V3T1 4,76 4,65 4,71 4,34 4,31 4,33V3T2 4,41 4,51 4,46 4,02 4,05 4,03V3T3 4,47 4,55 4,51 3,92 3,96 3,94
71
Lampiran 4 Hasil pengukuran total gula sebelum dan sesudah fermentasi
PerlakuanTotal Gula Awal (g/l) Total Gula Akhir (g/l) Rerata Total
Gula AwalRerata Total Gula AkhirUlangan 1 Ulangan 2 Ulangan 1 Ulangan 2
Kontrol 107,86 155,22 35,42 36,75 131,54 36,09V1T1 118,00 118,00 52,13 54,61 118,00 53,37V2T1 127,06 132,4 38,07 30,66 129,73 34,37V3T1 102,52 102,52 45,49 40,01 102,52 42,75V1T2 146,59 161,21 41,40 47,27 153,90 44,34V2T2 150,37 166,76 34,02 39,13 158,57 36,58V3T2 181,27 181,27 43,14 42,09 181,27 42,62V1T3 140,55 172,91 34,02 33,11 156,73 33,57V2T3 161,21 166,60 27,80 26,87 163,91 27,34V3T3 181,27 188,45 32,48 30,76 184,86 31,62
72
Lampiran 5 Hasil pengukuran gula reduksi sebelum dan sesudah fermentasi
PerlakuanGula Reduksi awal Gula Reduksi akhir Rerata Gula
Reduksi AwalRerata Gula Reduksi
AkhirUlangan 1 Ulangan 2 Ulangan 1 Ulangan 2Kontrol 48,84 52,07 10,92 11,34 50,46 11,13V1T1 47,76 47,76 10,06 15,48 47,76 12,77V2T1 56,89 69,48 12,79 16,74 63,19 14,77V3T1 57,34 47,82 13,77 14,55 52,58 14,16V1T2 62,37 62,94 15,46 14,59 62,66 15,03V2T2 73,2 70,72 13,12 15,4 71,96 14,26V3T2 73,45 79,87 13,03 12,44 76,66 12,74V1T3 53,05 59,91 15,57 14,52 56,48 15,05V2T3 59,7 66,26 14,57 13,05 62,98 13,81V3T3 68,29 75,11 15,69 14,76 71,70 15,23
73
Lampiran 6 Hasil perhitungan derajat polimerisasi sebelum dan sesudah fermentasi
PerlakuanDerajat Polimerisasi Awal Derajat Polimerisasi Akhir Rerata Derajat
Polimerisasi AwalRerata Derajat
Polimerisasi AkhirUlangan 1 Ulangan 2 Ulangan 1 Ulangan 2Kontrol 2,21 2,98 3,24 3,24 2,59 3,24V1T1 2,47 2,47 5,18 3,53 2,47 4,35V2T1 2,23 1,91 2,98 1,83 2,07 2,40V3T1 1,79 2,14 3,30 2,75 1,97 3,03V1T2 2,35 2,56 2,68 3,24 2,46 2,96V2T2 2,05 2,36 2,59 2,54 2,21 2,57V3T2 2,47 2,27 3,31 3,38 2,37 3,35V1T3 2,65 2,89 2,18 2,28 2,77 2,23V2T3 2,70 2,51 1,91 2,06 2,61 1,98V3T3 2,65 2,51 2,07 2,08 2,58 2,08

74
Lampiran 7 Data nilai yield etanol (ΔP) dan yield fermentasi (YP/S)
PerlakuanΔP (g/l)
Rerata ΔP (g/l)YP/S Rerata YP/SUlangan 1 Ulangan 2 Ulangan 1 Ulangan 2
Kontrol 27,59 26,19 26,89 0,38 0,22 0,30V1T1 19,18 18,26 18,72 0,29 0,29 0,29V2T1 20,90 23,12 22,01 0,23 0,23 0,23V3T1 17,46 23,39 20,43 0,31 0,37 0,34V1T2 15,48 14,35 14,91 0,15 0,13 0,14V2T2 16,70 17,66 17,18 0,14 0,14 0,14V3T2 16,61 23,21 19,91 0,12 0,17 0,14V1T3 10,18 9,87 10,02 0,10 0,07 0,08V2T3 10,00 17,28 13,64 0,07 0,12 0,10V3T3 16,18 16,72 16,45 0,11 0,11 0,11

75
Lampiran 8 Data penggunaan substrat (ΔS) dan efisiensi penggunaan substrat (ΔS/So)
PerlakuanPenggunaan Substrat (ΔS) g/l
Rerata ΔS (g/l)ΔS/So
Rerata ΔS/SoUlangan 1 Ulangan 2 Ulangan 1 Ulangan 2Kontrol 72,44 118,47 95,46 0,67 0,76 0,72V1T1 65,87 63,39 64,63 0,56 0,54 0,55V2T1 88,99 101,74 95,37 0,70 0,77 0,73V3T1 57,04 62,51 59,77 0,56 0,61 0,58V1T2 105,19 113,94 109,57 0,72 0,71 0,71V2T2 116,35 127,63 121,99 0,77 0,77 0,77V3T2 138,13 139,19 138,66 0,76 0,77 0,76V1T3 106,53 139,80 123,16 0,76 0,81 0,78V2T3 133,40 139,73 136,57 0,83 0,84 0,83V3T3 148,79 157,69 153,24 0,82 0,84 0,83
76
Lampiran 9 Hasil pengukuran dan perhitungan total asam
Perlakuan Total Asam Awal (g/l) Total Asam Akhir (g/l) Δ Total Asam (g/l) Rerata Δ Total Asam (g/l)Ulangan 1 Ulangan 2 Ulangan 1 ulangan 2 Ulangan 1 Ulangan 2
Kontrol 1,17 0,81 1,35 1,17 0,18 0,36 0,27
V1T1 1,17 1,17 1,35 1,35 0,18 0,18 0,18V1T2 0,99 1,08 1,35 1,62 0,36 0,54 0,45V1T3 0,81 0,90 1,44 1,26 0,63 0,36 0,49 V2T1 1,17 1,08 1,26 1,44 0,09 0,36 0,23V2T2 1,08 0,99 1,35 1,62 0,27 0,63 0,45V2T3 0,99 0,99 1,53 1,44 0,54 0,45 0,49 V3T1 0,90 0,81 1,35 1,08 0,45 0,27 0,36V3T2 0,90 0,99 1,26 1,80 0,36 0,81 0,58V3T3 0,90 0,90 1,53 1,44 0,63 0,54 0,58
77
Lampiran 10 Hasil pengukuran dan perhitungan penambahan air dan penghematan air
PerlakuanHidrolisat Air Vinasse Persentase Pengenceran (%) Penghematan Air (%)
Ulangan 1 Ulangan 2 Ulangan 1 Ulangan 2 Ulangan 1 Ulangan 2 Ulangan 1 Ulangan 2 Ulangan 1 Ulangan 2
Kontrol 150,00 150,00 100,00 100,00 0,00 0,00 66,67 66,67 - -
V1T1 100,00 100,00 0,00 0,00 150,00 150,00 0,00 0,00 100,00 100,00
V1T2 83,33 83,33 41,67 41,67 125,00 125,00 20,00 20,00 58,33 58,33
V1T3 78,93 78,93 52,68 52,68 118,39 118,39 26,70 26,70 47,32 47,32
V2T1 125,00 125,00 0,00 0,00 125,00 125,00 0,00 0,00 100,00 100,00
V2T2 97,39 101,34 55,22 47,32 97,39 101,34 28,35 23,35 44,78 52,68
V2T3 93,75 102,29 62,50 45,42 93,75 102,29 33,33 22,20 37,50 54,58
V3T1 118,42 118,42 52,63 52,63 78,95 78,95 26,67 26,67 47,37 47,37
V3T2 112,49 112,49 62,52 62,52 74,99 74,99 33,35 33,35 37,48 37,48
V3T3 105,41 106,38 74,31 72,70 70,27 70,92 42,30 41,00 25,69 27,30
78
Lampiran 11 Data rendemen etanol hasil fermentasi
Perlakuan Rendemen Etanol (%) Rerata Rendemen Etanol (%)Ulangan 1 Ulangan 2
Kontrol 22,98 21,82 22,40V1T1 23,97 22,81 23,39V1T2 23,21 21,52 22,37V1T3 16,12 15,62 15,87 V2T1 20,89 23,12 22,01V2T2 21,42 21,78 21,60V2T3 13,33 21,11 17,22 V3T1 18,43 24,69 21,56V3T2 18,45 25,79 22,12V3T3 19,18 19,64 19,41

79
Lampiran 12 Hasil analisis efisiensi fermentasi
Daur Ulang ke- Kandungan Vinasse
Efisiensi Fermentasi (%)Ulangan 1 Ulangan 2
1 60% 56,99 56,3650% 45,96 44,4840% 59,91 73,23
2 60% 28,79 24,6550% 28,08 27,0840% 23,53 32,64
3 60% 18,70 13,8150% 14,67 24,2040% 21,27 20,75
Analisis sidik ragam efisiensi fermentasi
Sumber keragaman
Derajat Bebas
Jumlah Kuadrat
Kuadrat Tengah F hitung F (0,01) F(0,05)
Perlakuan 8 5050,92- Kand. vinasse 2 191,23 95,61 4,34ns 8,02 4,62
- Daur ulang ke 2 4568,762284,3
8 103,79** 8,02 4,62- Interaksi 4 290,94 72,73 3,30ns 6,42 3,63Galat 9 198,08 22,01Total 17 5249,00
Keterangan: ns: tidak berbeda nyata *: berpengaruh nyata pada taraf 5%**: berpengaruh sangat nyata pada taraf 1%
Uji lanjut Duncan efisiensi fermentasi
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 1.
Perlakuan Rata-rata Selisih NOTASIV3 66,57 aV1 56,67 9,90 aV2 45,22 21,35** 11,45* b
80
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 2.
Perlakuan Rata-rata Selisih NOTASIV3 28,08 aV2 27,58 0,50 aV1 26,72 1,36 0,86 a
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 3.
Perlakuan Rata-rata Selisih NOTASIV3 21,01 aV2 19,43 1,58 aV1 16,26 4,76 3,18 a
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 60%
Perlakuan Rata-rata Selisih NOTASIT1 56,67 aT2 26,72 29,95** bT3 16,26 40,42** 10,47 b
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 50%
Perlakuan Rata-rata Selisih NOTASIT1 45,22 aT2 27,58 17,64** bT3 19,43 25,78** 8,15 b
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 40%
Perlakuan Rata-rata Selisih NOTASIT1 66,57 aT2 28,08 38,49** bT3 21,01 45,56** 7,07 b
81
Tabel Matriks selisih perbedaan pasangan rata-rata VxT
Kandungan Vinasse V3 V1 V2 V3 V2 V1 V3 V2 V1
NOTASIDaur ulang T1 T1 T1 T2 T2 T2 T3 T3 T3
Rata-rata 66,57 56,67 45,22 28,08 27,58 26,72 21,0
1 19,43 16,26
V3 T1 66,57 0 aV1 T1 56,67 9,90 0 aV2 T1 45,22 21,35* 11,45* 0 bV3 T2 28,08 38,49* 28,59* 17,14* 0 cV2 T2 27,58 38,99* 29,09* 17,64* 0,50 0 cdV1 T2 26,72 39,85* 29,95* 18,50* 1,36 0,86 0 cdV3 T3 21,01 45,56* 35,66* 24,21* 7,07 6,57 5,71 0 cdV2 T3 19,43 47,14* 37,24* 25,78* 8,65 8,15 7,29 1,58 0 cd
V1 T3 16,26 50,32* 40,42* 28,96* 11,83* 11,33 10,47 4,76 3,18 0 d
82
Lampiran 13 Hasil analisis kadar etanol fermentasi
Daur Ulang ke- Kandungan Vinasse Kadar Etanol (%)
Ulangan 1 Ulangan 21 60% 2,42 2,30
50% 2,63 2,2340% 2,20 2,95
2 60% 1,95 1,8150% 2,10 2,2340% 2,09 2,92
3 60% 1,28 1,2450% 1,26 2,1840% 2,04 2,11
Analisis sidik ragam kadar etanol
Sumber keragaman
Derajat Bebas
Jumlah Kuadrat
Kuadrat Tengah F hitung F (0,01) F(0,05)
Perlakuan 8 2,94 0,37 2,85ns 5,47 3,23- Kand. vinasse 2 0,91 0,46 3,55ns 8,02 4,62- Daur ulang ke 2 1,83 0,92 7,11* 8,02 4,62- Interaksi 4 0,19 0,05 0,38ns 6,42 3,63Galat 9 1,16 0,13Total 17 4,10
Keterangan: ns: tidak berbeda nyata *: berpengaruh nyata pada taraf 5%**: berpengaruh sangat nyata pada taraf 1%
Uji lanjut Duncan Kadar Etanol
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 1.
Perlakuan Rata-rata Selisih NOTASIV3 2,58 aV2 2,43 0,15ns aV1 2,36 0,22ns 0,07ns a
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 2.
Perlakuan Rata-rata Selisih NOTASIV3 2,51 aV2 2,17 0,34ms aV1 1,88 0,63ns 0,29ns a
83
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 3.
Perlakuan Rata-rata Selisih NOTASIV3 2,08 aV2 1,72 0,36ns aV1 1,26 0,82ns 0,46ns a
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 60%
Perlakuan Rata-rata Selisih NOTASIT1 2,36 aT2 1,88 0,48ns aT3 1,26 1,10* 0,62ns b
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 50%
Perlakuan Rata-rata Selisih NOTASIT1 2,43 aT2 2,17 0,27ns aT3 1,72 0,71ns 0,45ns a
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 40%
Perlakuan Rata-rata Selisih NOTASIT1 2,58 aT2 2,51 0,07ns aT3 2,08 0,50ns 0,43ns a
Hasil pengujian pengaruh sederhana (tabel dwi arah) pada kadar etanol (% v/v)
T1 T2 T3V1 2,36aA 1,88aA 1,28bA
V2 2,43aA 2,17aA 1,72aA
V3 2,58aA 2,51aA 2,08aA
Keterangan: Angka yang diikuti huruf yang sama tidak berbeda nyata menurut uji Duncan pada taraf nyata 5%. Huruf kecil dibaca arah horizontal (baris) dan huruf kapital dibaca arah vertikal (kolom)
84
Lampiran 14 Hasil analisis yield etanol
Daur Ulang ke- Kandungan Vinasse Yield Etanol
Ulangan 1 Ulangan 21 60% 0,29 0,29
50% 0,23 0,2340% 0,31 0,37
2 60% 0,15 0,1350% 0,14 0,1440% 0,12 0,17
3 60% 0,10 0,0750% 0,07 0,1240% 0,11 0,11
Analisis sidik ragam yield etanol
Sumber keragaman
Derajat Bebas
Jumlah Kuadrat
Kuadrat Tengah F hitung F (0,01) F(0,05)
Perlakuan 8 0,1319 0,0165 28,69** 5,47 3,23- Kand. vinasse 2 0,0050 0,0025 4,34ns 8,02 4,62
- Daur ulang ke 2 0,1193 0,0596103,79*
* 8,02 4,62- Interaksi 4 0,0076 0,0019 3,30ns 6,42 3,63Galat 9 0,0052 0,0006Total 17 0,1371
Keterangan: ns: tidak berbeda nyata *: berpengaruh nyata pada taraf 5%**: berpengaruh sangat nyata pada taraf 1%
Uji lanjut Duncan Yield Etanol
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 1.
Perlakuan Rata-rata Selisih NOTASIV3 0,34 aV1 0,29 0,051 aV2 0,23 0,109* 0,059* b
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 2.
Perlakuan Rata-rata Selisih NOTASIV3 0,14 aV2 0,14 0,00 aV1 0,14 0,01 0,00 a

85
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 3.
Perlakuan Rata-rata Selisih NOTASIV3 0,11 aV2 0,10 0,01ns aV1 0,08 0,02ns 0,02ns a
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 60%
Perlakuan Rata-rata Selisih NOTASIT1 0,29 aT2 0,14 0,153* bT3 0,08 0,207* 0,053* c
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 50%
Perlakuan Rata-rata Selisih NOTASIT1 0,23 aT2 0,14 0,09* bT3 0,10 0,13* 0,04ns b
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 40%
Perlakuan Rata-rata Selisih NOTASIT1 0,34 aT2 0,14 0,20* bT3 0,11 0,23* 0,04 b
Hasil pengujian pengaruh sederhana (tabel dwi arah) pada yield etanol
T1 T2 T3V1 2,36aA 1,88bA 1,28cA
V2 2,43aA 2,17bA 1,72bA
V3 2,58aA 2,51bA 2,08bA
Keterangan: Angka yang diikuti huruf yang sama tidak berbeda nyata menurut uji Duncan pada taraf nyata 5%. Huruf kecil dibaca arah horizontal (baris) dan huruf kapital dibaca arah vertikal (kolom)
86
Lampiran 15 Hasil analisis Δ total asam
Daur Ulang ke- Kandungan Vinasse Δ Total Asam (g/l)
Ulangan 1 Ulangan 21 60% 0,18 0,18
50% 0,36 0,5440% 0,63 0,36
2 60% 0,09 0,3650% 0,27 0,6340% 0,54 0,45
3 60% 0,45 0,2750% 0,36 0,8140% 0,63 0,54
Analisis sidik ragam Δ Total Asam
Sumber keragaman
Derajat Bebas
Jumlah Kuadrat
Kuadrat Tengah F hitung F (0,01) F(0,05)
Perlakuan 8 0,33 0,04 1,34ns 5,47 3,23- Kand. vinasse 2 0,07 0,03 1,06ns 8,02 4,62- Daur ulang ke 2 0,26 0,13 4,23ns 8,02 4,62- Interaksi 4 0,00 0,00 0,04ns 6,42 3,63Galat 9 0,28 0,03Total 17 0,61
Keterangan: ns: tidak berbeda nyata *: berpengaruh nyata pada taraf 5%**: berpengaruh sangat nyata pada taraf 1%
87
Lampiran 16 Hasil analisis efisiensi penggunaan substrat
Daur Ulang ke- Kandungan Vinasse Efisiensi Penggunaan Substrat
Ulangan 1 Ulangan 21 60% 0,56 0,54
50% 0,70 0,7740% 0,56 0,61
2 60% 0,72 0,7150% 0,77 0,7740% 0,76 0,77
3 60% 0,76 0,8150% 0,83 0,8440% 0,82 0,84
Analisis sidik ragam efisiensi penggunaan substrat
Sumber keragaman
Derajat Bebas
Jumlah Kuadrat
Kuadrat Tengah F hitung F (0,01) F(0,05)
Perlakuan 8 0,1623 0,0203 32,97** 5,47 3,23- Kand. vinasse 2 0,0289 0,0144 23,46** 8,02 4,62- Daur ulang ke 2 0,1159 0,0579 94,13** 8,02 4,62- Interaksi 4 0,0176 0,0044 7,14** 6,42 3,63Galat 9 0,0055 0,0006Total 17 0,1679
Keterangan: ns: tidak berbeda nyata *: berpengaruh nyata pada taraf 5%**: berpengaruh sangat nyata pada taraf 1%
Uji lanjut Duncan Efisiensi Penggunaan Substrat
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 1.
Perlakuan Rata-rata Selisih NOTASIV2 0,73 aV3 0,58 0,151* b
V1 0,55 0,187*0,035n
s b
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 2.
Perlakuan Rata-rata Selisih NOTASIV2 0,77 a

88
V3 0,76 0,005ns a
V1 0,71 0,057ns0,053n
s a
Pengujian pengaruh sederhana dua rata-rata kandungan vinasse pada daur ulang
tingkat 3.
Perlakuan Rata-rata Selisih NOTASIV2 0,83 aV3 0,83 0,00ns aV1 0,78 0,05ns 0,05ns a
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 60%
Perlakuan Rata-rata Selisih NOTASIT3 0,78 aT2 0,71 0,071* bT1 0,55 0,236* 0,165* c
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 50%
Perlakuan Rata-rata Selisih NOTASIT3 0,83 aT2 0,77 0,06* bT1 0,73 0,10* 0,04ns b
Pengujian pengaruh sederhana dua rata-rata tingkat daur ulang pada kandungan
vinasse 40%
Perlakuan Rata-rata Selisih NOTASIT3 0,83 aT2 0,76 0,06* bT1 0,58 0,25* 0,18* c
89
Tabel Matriks selisih perbedaan pasangan rata-rata VxT
Kandungan Vinasse V2 V3 V1 V2 V3 V2 V1 V3 V1
NOTASIDaur Ulang T3 T3 T3 T2 T2 T1 T2 T1 T1 T10,833 0,829 0,783 0,770 0,765 0,734 0,712 0,583 0,548 0,548
V2 T3 0,833 0,0000 aV3 T3 0,829 0,0043 0,0000 aV1 T3 0,783 0,0499 0,0456 0,0000 abV2 T2 0,770 0,0636* 0,0592* 0,0137 0,0000 bV3 T2 0,765 0,0682* 0,0639* 0,0183 0,0046 0,0000 bV2 T1 0,734 0,0987* 0,0944* 0,0488 0,0352 0,0305 0,0000 bcV1 T2 0,712 0,1209* 0,1166* 0,0710* 0,0574 0,0527 0,0222 0,0000 cV3 T1 0,583 0,2501* 0,2458* 0,2002* 0,1865* 0,1819* 0,1514* 0,1292* 0,0000 dV1 T1 0,548 0,2854* 0,2811* 0,2355* 0,2219* 0,2172* 0,1867* 0,1645* 0,0353 0,0000 d