teknik pengelasan
DESCRIPTION
sedikit membantuTRANSCRIPT

2
JOINING METHODS
Solid Stade
Mechanical Fastening Adhesive Bonding
Fusion
Welding
Brazing And
Soldering
3
DEFINISI PENGELASAN Penyambungan antara dua/lebih material dalam keadaan cair
dengan menggunakan panas (heat) atau tekanan (preassure) atau keduanya. Logam pengisi (filler metal) dengan temperature lebur yang sama dengan TL dari logam induk dapat atau tanpa digunakan dalam proses penyambungan tsb.
Penyambungan dari logam yang dihasilkan dengan memanaskan material hingga temperature las, dengan atau tanpa menggunakan tekanan (pressure) atau hanya tekanan, dengan atau tanpa menggunakan logam pengisi.

4
PERSYARATAN DASAR (Untuk setiap proses penyambungan)
1. Sumber energi :A. Electrical (resistance, radiation, induction, conduction and electric
arc)B. Chemical (flame, radiation, explosion and solid reactants)C. Mechanical (no heating and friction)
2. Mekanisme penghilangan kontaminasi pada permukaan sambungan
3. Perlindungan terhadap kontaminasi udara4. Pengontrolan metalurgi las
5
Energi Busur Listrik
Q B = I x U x 60 K (J/mm) v
dimana : I = Arus Las (A) U = tegangan las (V) v = Kecepatan las (mm/mnt)
energi las yang ditransfer ke benda kerja. QM, tergantung pada efisiensi busur η, dan dikalkulasikan sebagai berikut:
QM = QB x η

TERJADINYA BUSUR LISTRIK

KLASIFIKASI LAS BUSUR LISTRIK Las elektroda terbungkus
(Coated-electrode welding – SMAW) Las elektroda kontinyu
(Continuos-electrode welding ) Las busur rendam
(Sumerged Arc Welding – SAW) Las listrik terak
(Electro-Slag Welding ) Las logam gas mulia (MIG)
(Gas-shielded Metal Arc Welding – GMAW) Las tungsten gas mulia (TIG)
(Gas Tungsten Arc Welding)
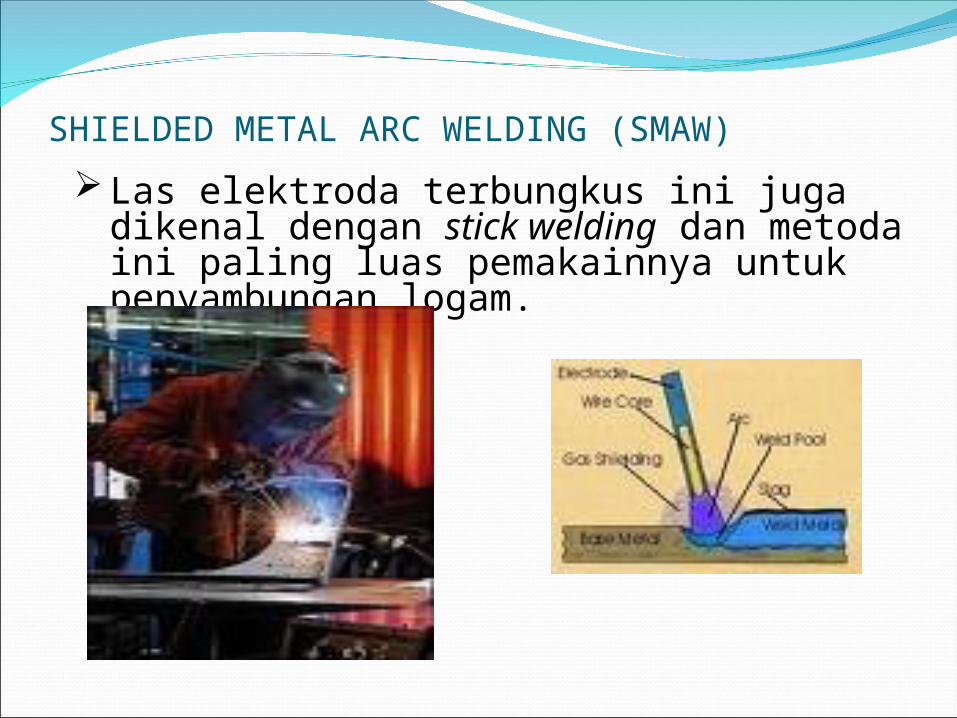
SHIELDED METAL ARC WELDING (SMAW) Las elektroda terbungkus ini juga dikenal
dengan stick welding dan metoda ini paling luas pemakainnya untuk penyambungan logam.

Keunggulan SMAW antara lain : Peralatan sederhana, murah dan portable Tidak memerlukan gas pelindung (digunakan fluks) Busur listriknya tidak mudah terpengaruh angin Dapat digunakan pada bagian yang sulit dijangkau Cocok untuk mengelas berbagai jenis logam
SHIELDED METAL ARC WELDING (SMAW)
Keterbatasannya antara lain : Tidak dapat digunakan untuk mengelas logam yang
memiliki titik lebur rendah & reactive metals Pemakaian arus terbatas

Proses Pengelasan SMAW
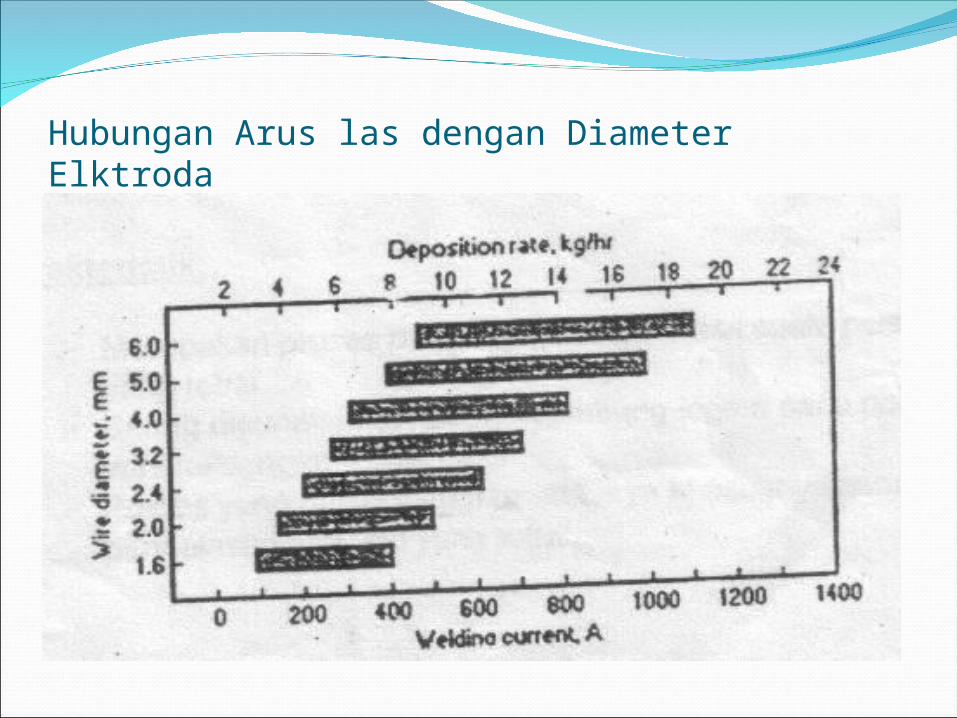
Hubungan Arus las dengan Diameter Elktroda

Submerged Arc Welding - SAW
SAW mampu menghasilkan weld dengan arus hingga 2000 Ampere dengan sumber AC atau DC
Prinsipnya sbb :Elektroda dalam bentuk kawat diumpankan kekampuh las benda kerja secara kontinyu dan ditutup dengan fluk dalam bentuk serbuk halus. Busur listrik tercipta diantara elektroda dan benda kerja namun tidak terlihat karena elektroda tertutup oleh fluk sehingga namanya disebut las busur rendam.
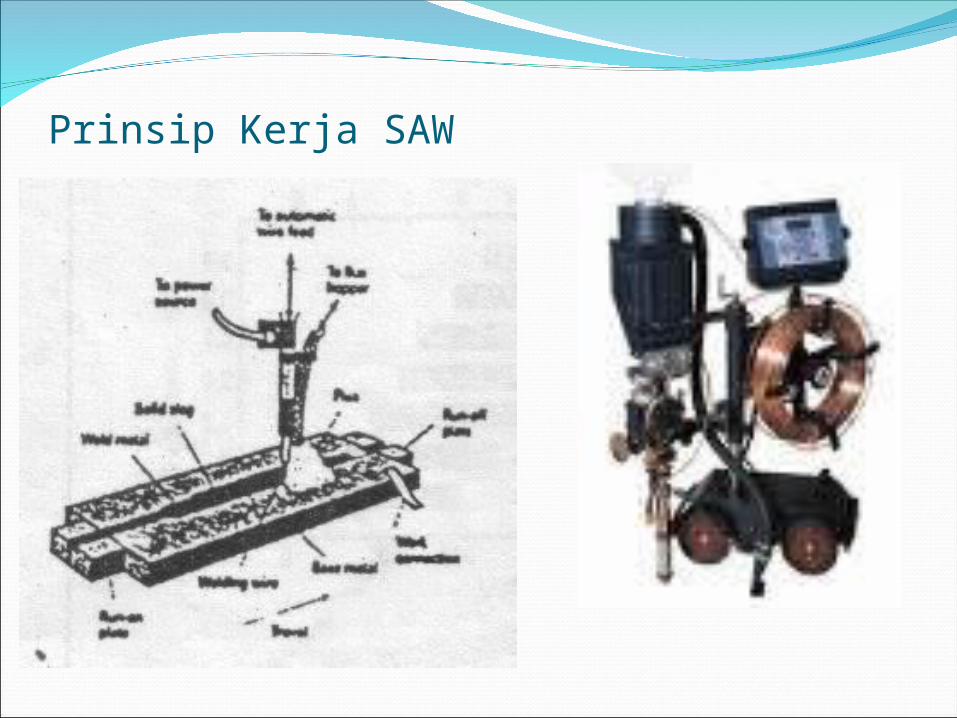
Prinsip Kerja SAW
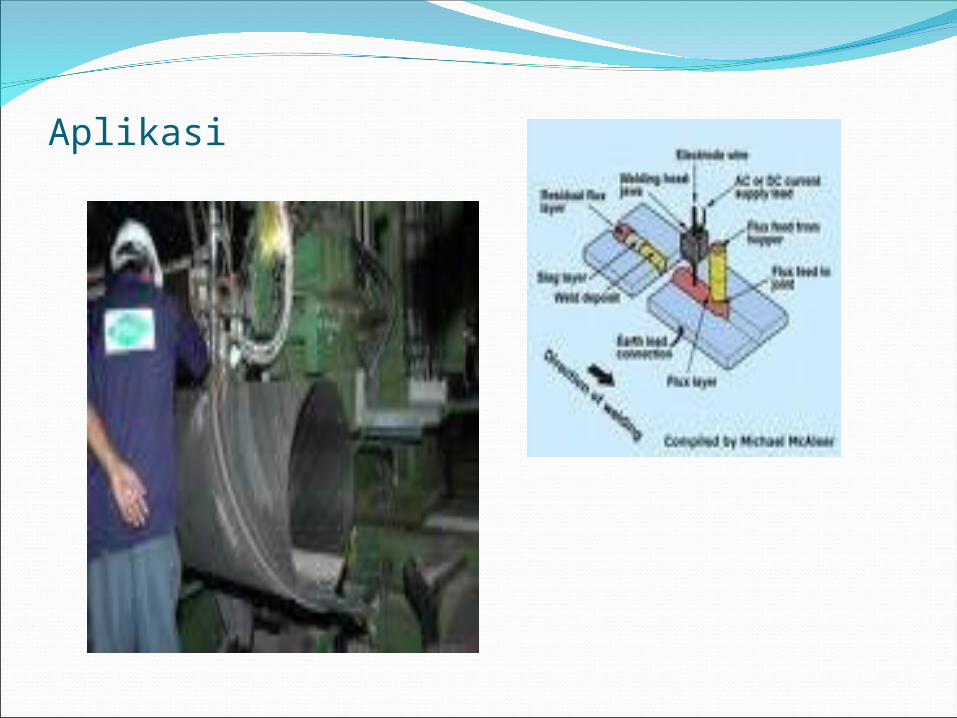
Aplikasi
Faktor yang dipertimbangkan dalam menggunakan SAW a.l :
Komposisi kimia sifat mekanik yang dibutuhkan dari weld metal
Ketebalan logam induk yang akan di las Join ascessibility Posisi dimana lasan akan dibuat Frekuensi atau volume pengelasan yang harus
dikerjakanPenggunaan SAW : SAW cocok untuk fabrikasi weldments yang besar &
tebal Digunakan pada fabrikasi bejana tekan (pressure
vessels), kapal, bangunan railroad, pipe manufacturing.

Peralatan & Material untuk LasAlat yang dibutuhkan untuk SAW a.l : Sumber arus Sistem pengumpan elektroda Sistem pendistribusian fluk Pengatur kecepatan pengelasan Sistem kontrol proses
Logam yang dapat di las dengan SAW a.l : Baja karbon hingga 0.29 %C Baja paduan rendah Baja Cr-Mo Baja tahan karat
Keuntungan & KeterbatasanKeuntungan : Asap hasil proses las ini sedikit karena fluk menutup
seluruh busur listrik maka tidak membutuhkan helmet. Penggunaan arus yang tinggi, mengakibatkan proses ini
memiliki efisiensi/produktifitas yang tinggi.
Kelemahan/keterbatasan : Hanya untuk posisi pengelasan datar (flat) Karena penetrasi las sangat dalam maka kualitas logam
las yang dihasilkan sangat tergantung pada komposisi logam induk dan kondisi pengelasan.
Material yang dapat di lasMild steel, structural, and pressure vessel
grades seperti ASTM A36, A515 dan A516.High-strength, low alloy structural grades
seperti ASTM A440, A441, A572 dan A588.High-strength quenched and tempered alloy
steel, ASTM A514, A517 dan A588.Cr-Mo steelAISI tipe 304, 309, 316, 347, 410, 430 dan
502.Nickel steels, ASTM A203.Abrasion-resistant alloy steels.
Fungsi flukMemberikan sifat mekanik, korosi dan metalurgi
dari weld dengan pengaturan komposisi kimiaMenghasilkan weld yang terlindung dari atmosfirMemberikan pengotor dari logam cair melalui
reaksi flukMenghasilkan terak yang dapat melindungi weld
yang membekuMenstabilkan busur
FUNGSI COATING (FLUX) 1. Sebagai Slag Pelindung (Ptotective
Slag) => Si & Mn (Slag Forming) => TiO2 dan CaF2/CaCO3
2. Sebagai Gas Pelindung (Shielding Gas) => Celulosa, 15 – 30 %
(C6H10O5)n + n/2 O2 -> 6n CO + 5n H22CO + O2 -> 2CO2 2H2 + O2 -> 2H2O
3. Sebagai penstabil busur -> Na dan K4. Sebagai sumber unsur paduan

Gas Metal Arc Welding (GMAW)Karakteristik :Menggunakan busur yang terbentuk antara kawat las
terumpan dan weld poolMenggunakan gas sebagai pelindung dan tanpa tekanan
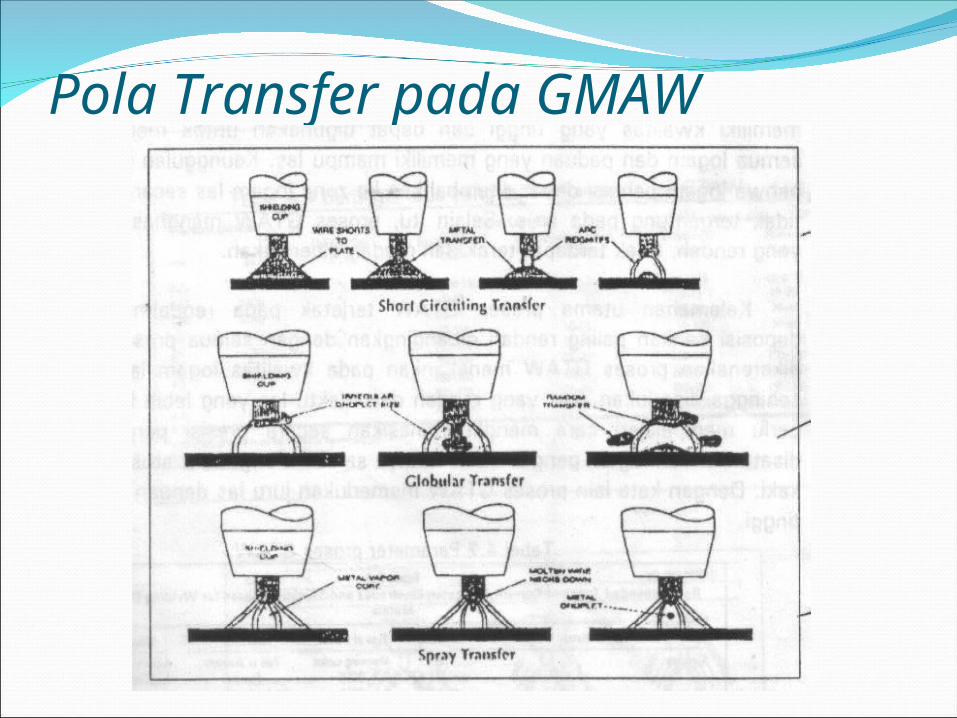
Mekanisme pemindahan Logam : Short circuiting transfer Globular transfer Spray transfer
Faktor yang menentukan ketiga mekanisme tsb adalah : Besar dan jenis arus Diameter elektroda Komposisi elektroda Electrode extension Gas Pelindung

Peralatan Las MIGcv power supply(com
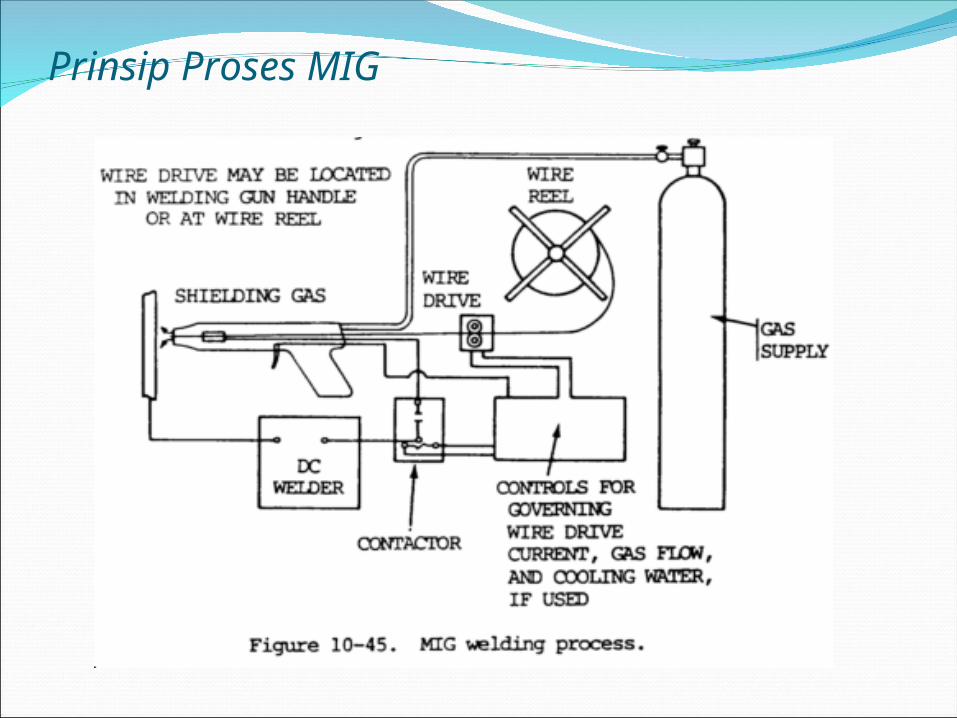
Prinsip Proses MIG

Prinsip Proses MIG
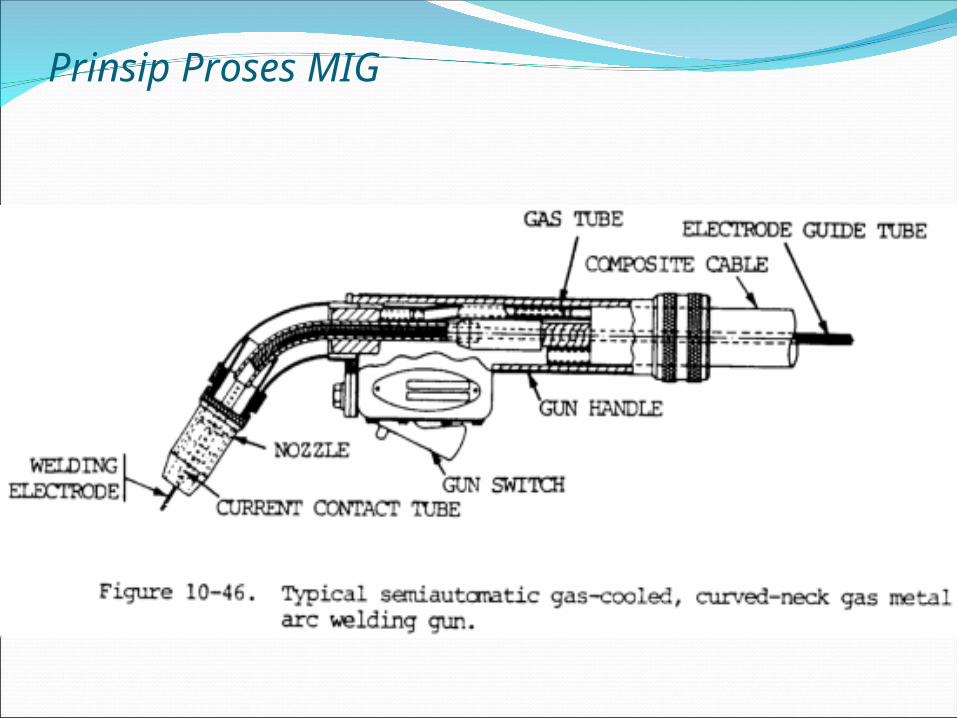
Prinsip Proses MIG
Pola Transfer pada GMAW

Molten Droplet pada MIG
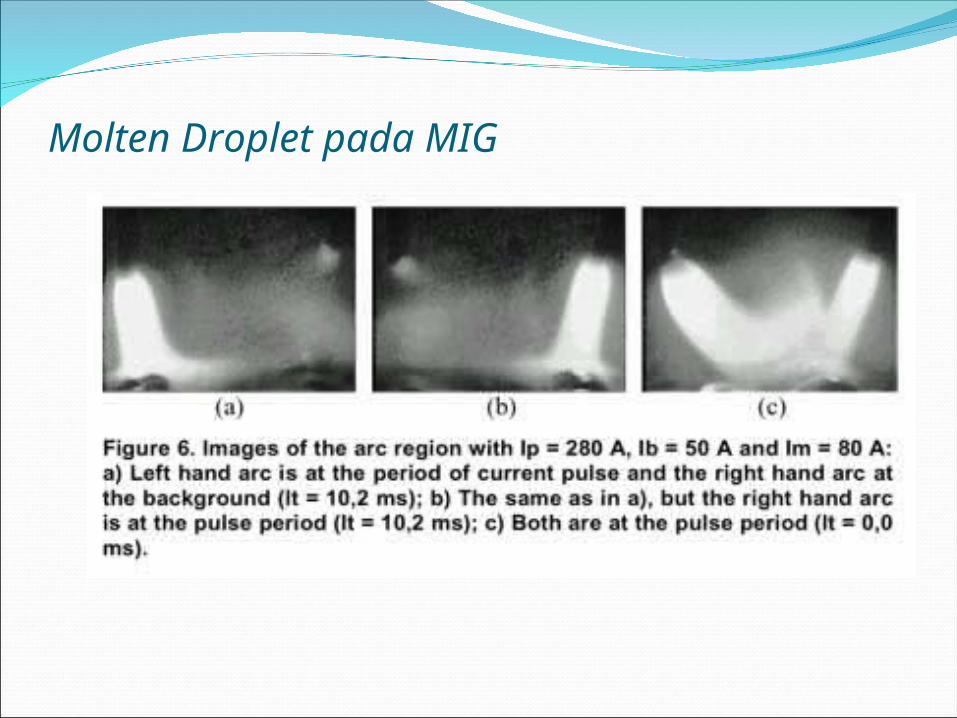
Molten Droplet pada MIG
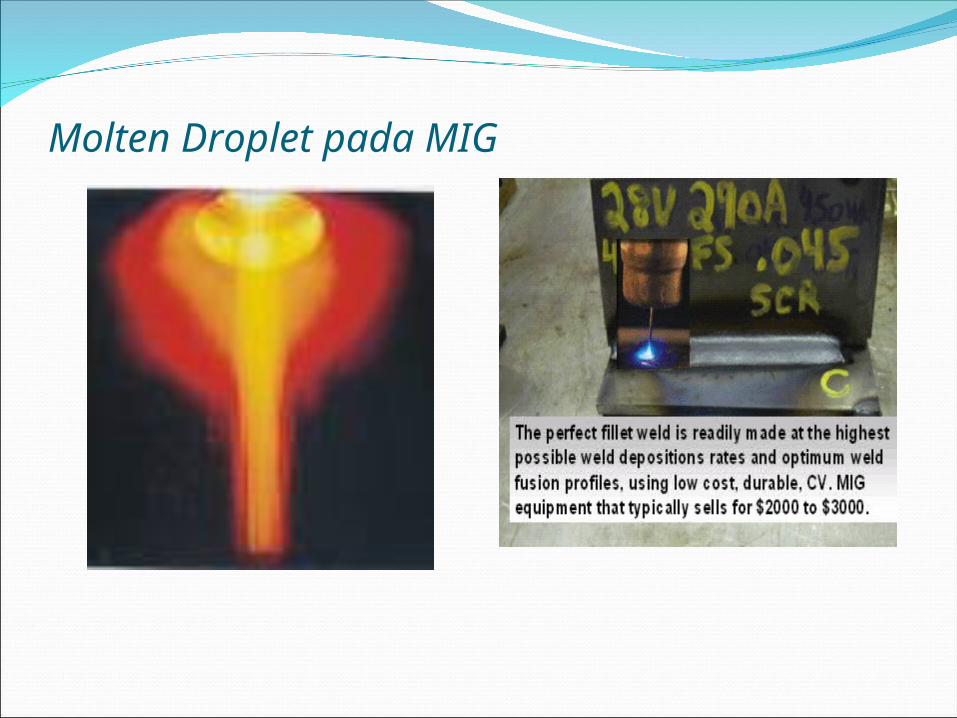
Molten Droplet pada MIG
Keunggulan & Kelemahan (GMAW)KEUNGGULAN : Merupakan satu-satunya proses elektroda terumpan
yang dapat digunakan untuk mengelas semua logam dan paduannya
Mengatasi permasalahannya mengenai panjang elektroda yang terbatas pada SMAW
Pengelasan dapat dilakukan pada semua posisi Deposition rate lebih besar dibandingkan dengan
SMAW Kecepatan las lebih cepat dibandingkan SMAW Weld yang panjang dapat dibuat tanpa harus
mengalami penyetopanKELEMAHAN : Perataan lebih kompleks dibandingkan SMAW Penggunaannya lebih sulit dibandingkan dengan
SMAW
Gas Tungsten Arc Welding (GTAW)
Karakteristik :Menggunakan busur yang terbentuk antara
kawat las terumpan dan weld poolMenggunakan gas sebagai pelindung dan
tanpa tekanan
Komponen pada TIG :TorchElectrodeWelding power sourceShielding gas

Prinsip Proses TIG

Jenis Elektroda pada TIG

Elektroda & Besar Arus pada TIG
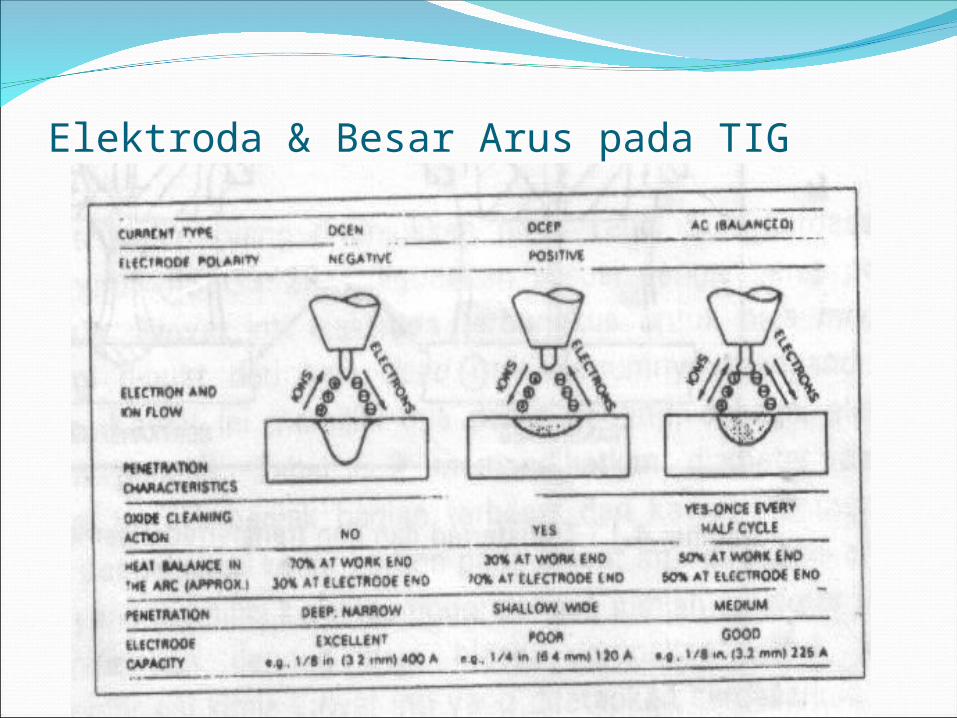
Elektroda & Besar Arus pada TIG
Electro Slag Welding (ESW)
Karakteristik :
Merupakan proses pengelasan single-pass suatu pelat yang tebal
Sering digunakan untuk menyambung logam pada posisi vertikal dengan single-pass
Proses yang dapat menghemat biaya khususnya pada pengelasan material yang tebal

Prinsip Proses ESW
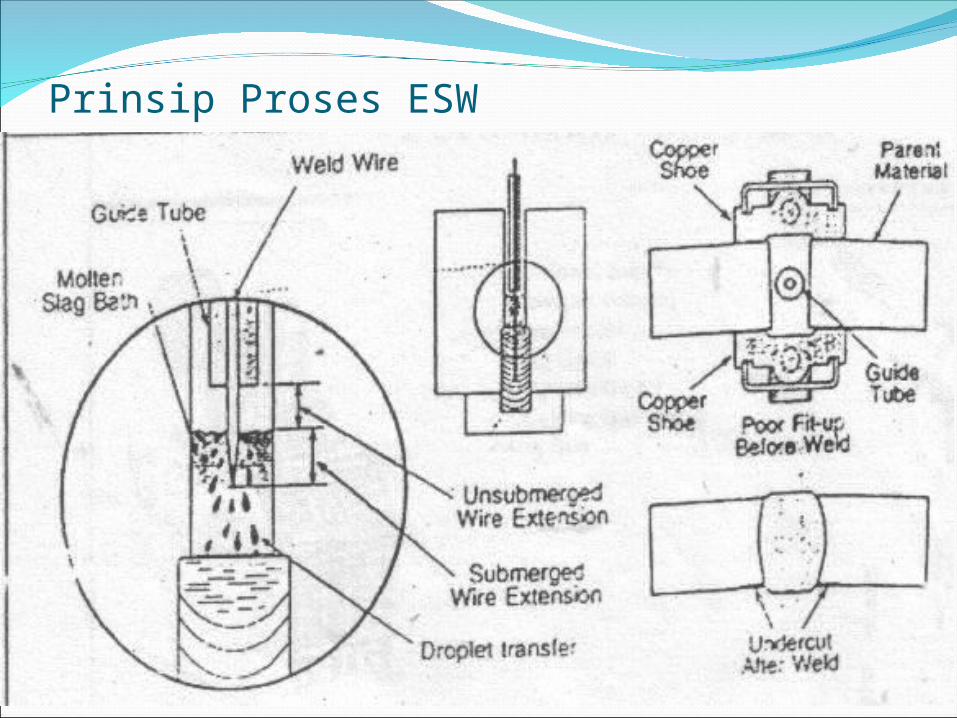
Prinsip Proses ESW
Parameter las pada ESWLogam yang di las a.l: baja karbon baja konstruksi baja bejana tekan
Variabel proses a.l: voltase, arus, kecepatan umpan elektroda,
electrode extension

Aplikasi pada ESW
Plasma Arc Welding (PAW)
Karakteristik :Plasma adalah gas yang terionisasi pada
temperatur tinggi, terdiri dari elektron dan ion positif. Jenis gas yang digunakan adalah Argon, Nitrogen dan Hidrogen
Dpat digunakan untuk proses pemotongan, hard surfacing, metal spraying dan pengelasan.
Menggunakan elektroda tak terumpan seperti halnya pada TIG.
Dapat digunakan untuk mengelas berbagai jenis logam pada semua posisi.
Salah satu kelemahan PAW adalah mahalnya peralatan PAW.
Jenis Busur : Non-transferred or forced arc Transferred Arc
Keunggulan (dibandingkan TIG) a.l : Konsentrasi energi lebih besar Stabilitas busur lebih baik Narrower bead
Kelemahan : Lebih sulit untuk manual Lebih mahal
Plasma Arc Welding (PAW)
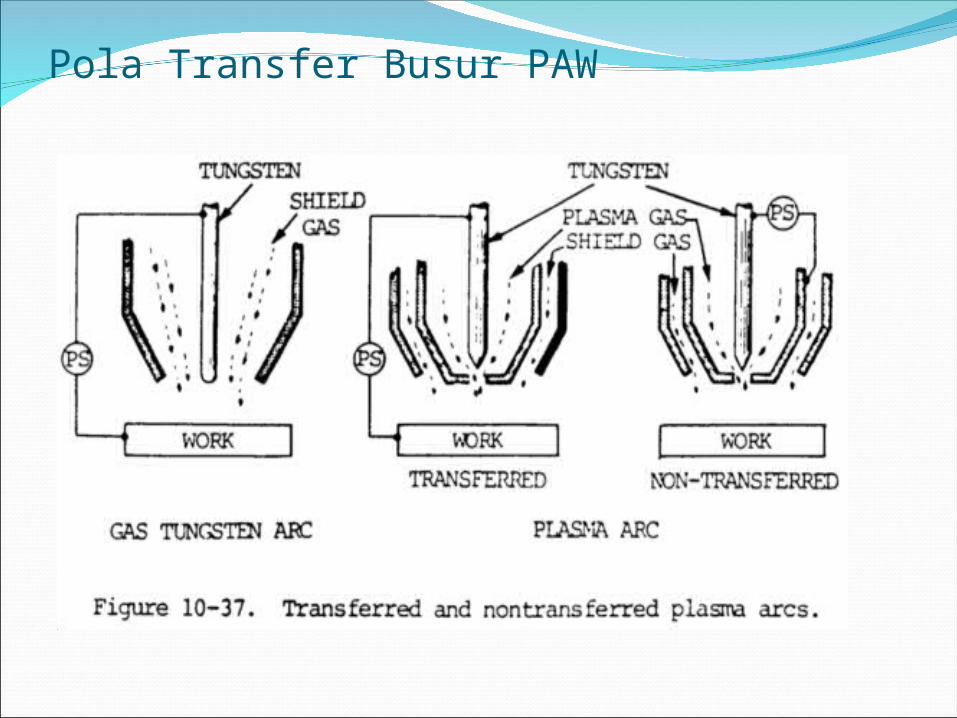
Pola Transfer Busur PAW
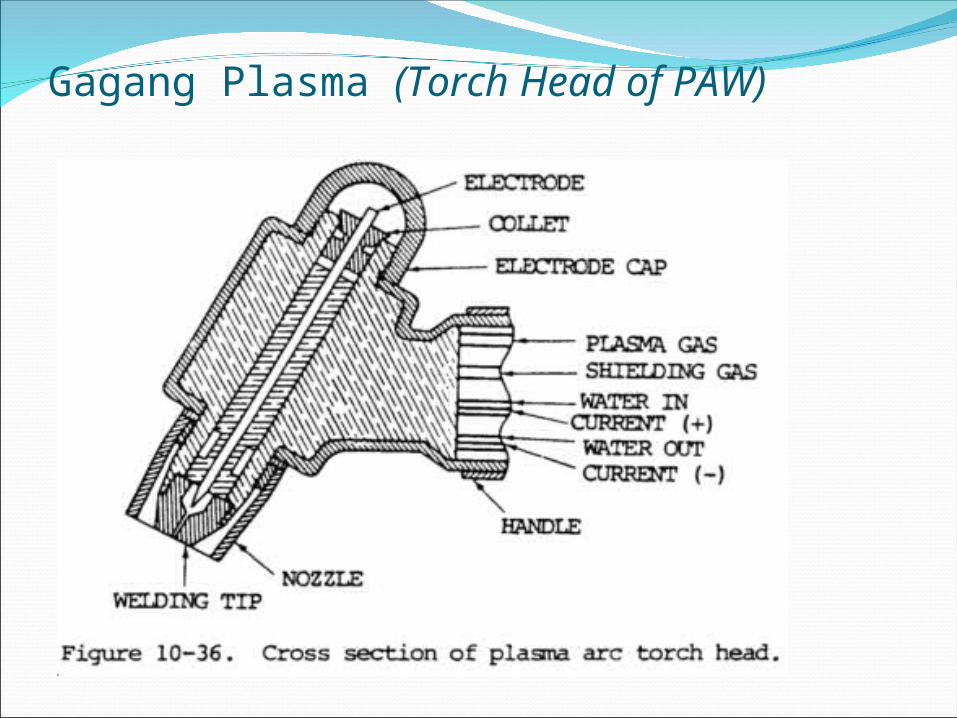
Gagang Plasma (Torch Head of PAW)

Flux-Cored Arc Welding (FCAW)
Karakteristik :
Busur listrik tercipta antara elektroda terumpan dan weld pool
Pelindung yang digunakan berupa fluks yang terdapat didalam elektroda yang berongga
Prosesnya tanpa tekanan dan dapat diberi tambahan gas sebagai pelindung
Merupakan proses semiautomaticMerupakan kombinasi SMAW, MIG dan
SAW

Flux-Cored Arc Welding (FCAW)

Ada 2 tipe FCAW, yaitu :
Self-shield FCAW, mengahsilkan weld bead narrow dan shallow, umumnya digunakan sebagai pengganti SMAW
Gas-shielded FCAW, menghasilkan weld bead narrow dan deep, umumnya digunakan sebagai pengganti MIG
Flux-Cored Arc Welding (FCAW)
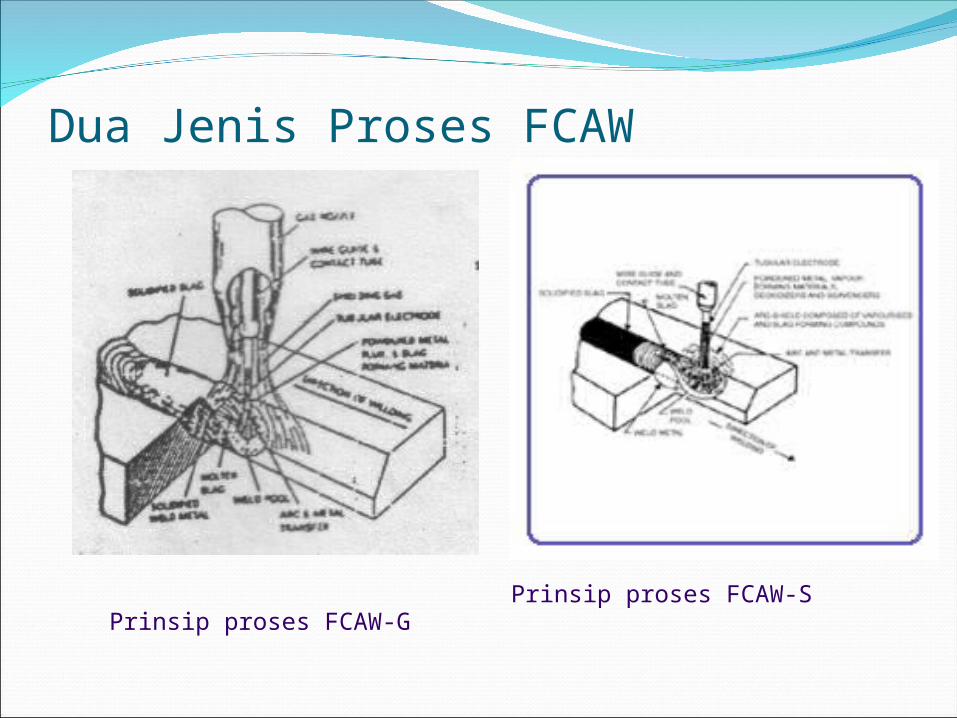
Dua Jenis Proses FCAW
Prinsip proses FCAW-SPrinsip proses FCAW-G

Keunggulan & Kelemahan FCAWKeunggulan : Kwalitas weld deposit tinggi Penampakan weld yang baik (halus dan seragam) Kontur horisontal fillet welds baik Deposition rate tinggi Pemebrsihan awal lebih sedikit dibandingkan MIG Distorsi lebih kecil dibandingkan SMAW Deposition rate lebih dari 4 kali dibandingkan SMAWKelemahan : Terbatas pada pengelasan ferrous metals dan nickel base
alloys Proses FCAW menghasilkan terak yang harus dihilangkan Elektroda FCAW mahal Peralatan lebih mahal dan lebih kompleks dibandingkan
dengan SMAW