prosedur fabrikasi
DESCRIPTION
Prosedur FabrikasiTRANSCRIPT
PROSEDUR FABRIKASI
PROJECT : PEMBANGUNAN TERMINAL BBM TANKI
KAP. 5,000 KL – MUARATEWEH KALTENG
PEMILIK PROYEK : PT. AKR Corporindo, Tbk.
LOKASI : MUARATEWEH – KALTENG
NO. KONTRAK : 024/HoC-FTM/AKR/II/2014
1. TUJUAN stereo love.firework.
Prosedur ini bertujuan sebagai petunjuk untuk diterapkan atau diaplikasikan dalam proses fabrikasi yang dilaksanakan oleh PT. Fajar Teknik Mandiri untuk pekerjaan Tanki BBM di Muarateweh milik PT. AKR Corporindo, Tbk.
2. RUANG LINGKUP
Ruang lingkup dari prosedur ini adalah menjelaskan / menggambarkan syarat minimum fabrikasi dari komponen tangki untuk memenuhi spesifikasi serta gambar dan sesuai Standar API 650.
3. REFERENSI
3.1. API Standard 650 11th Edition, June 2007 “Welded Steel Tanks for Oil Storage”
3.2. ASME Section IX “ Welding and Brazing Qualification”
3.3. ASME Section V “ Non Destructive Examination “
3.4. ASME Section II “ Material”
3.5. ASTM Standard A6 “ Specification for General Requirements for Rolled Steel, Shapes,
Sheet Pilling and bars for structural Use.
4. TINJAUAN TERHADAP WPS DAN KUALIFIKASI PERFORMANCE JURU LAS (WPQ)
4.1. Spesifikasi Prosedur Pengelasan (WPS)
Spesifikasi prosedur pengelasan untuk fabrikasi akan ditinjau oleh Inspektur tangki dan ditinjau oleh pemilik proyek dan harus sesuai dengan standard ASME Section IX serta sudah disetujui oleh MIGAS
4.2. Welder Performance Qualification (WPQ)
Pengelasan pada saat fabrikasi harus dilakukan oleh juru las ( Welder) yang berkualifikasi menurut persyaratan ASME Section IX
5. INSPEKSI MATERIAL
5.1. Peninjauan dari laporan Mill Test.
Laporan mill test harus dalam hal komposisi kimia (chemical composition), sifat mekanik dari perlakuan panas (heat treatment), jika ada.
5.2. Identifikasi
Periksa nomor identifikasi material terhadap mill certificate, serta sesuaikan antara Mill certificate dengan Material yang ada, kemudian dipastikan kesesuaian spesifikasi material.
5.3. Inspeksi Visual dan Dimensional

Inspeksi visual harus dibuat untuk memastikan bahwa tidak ada cacat yang berbahaya seperti lap, takik yang tajam (sharp notch), goresan (scratch), retak (crack), sumbing / bilah (chipping) dan laminasi (lamination) pada permukaan dan tepi yang terpotong (cut edges) dari pelat.
5.4. Pemeriksaan Jumlah Material
Pemeriksaan jumlah material dihitung dan disesuaikan berdasarkan Perintah Pemesanan (PO) dan Catatan Pengiriman (Delivery Note).
5.5. Hasil Inspeksi Material
Dari hasil inspeksi material maka dibuatkan record Penerimaan Material, namun jika material tersebut ada yang tidak sesuai dengan spesifikasi maupun ada yang rusak / cacat maka material tersebut ditolak, dan kemudian diganti dengan yang baru.
6. INSPEKSI FABRIKASI
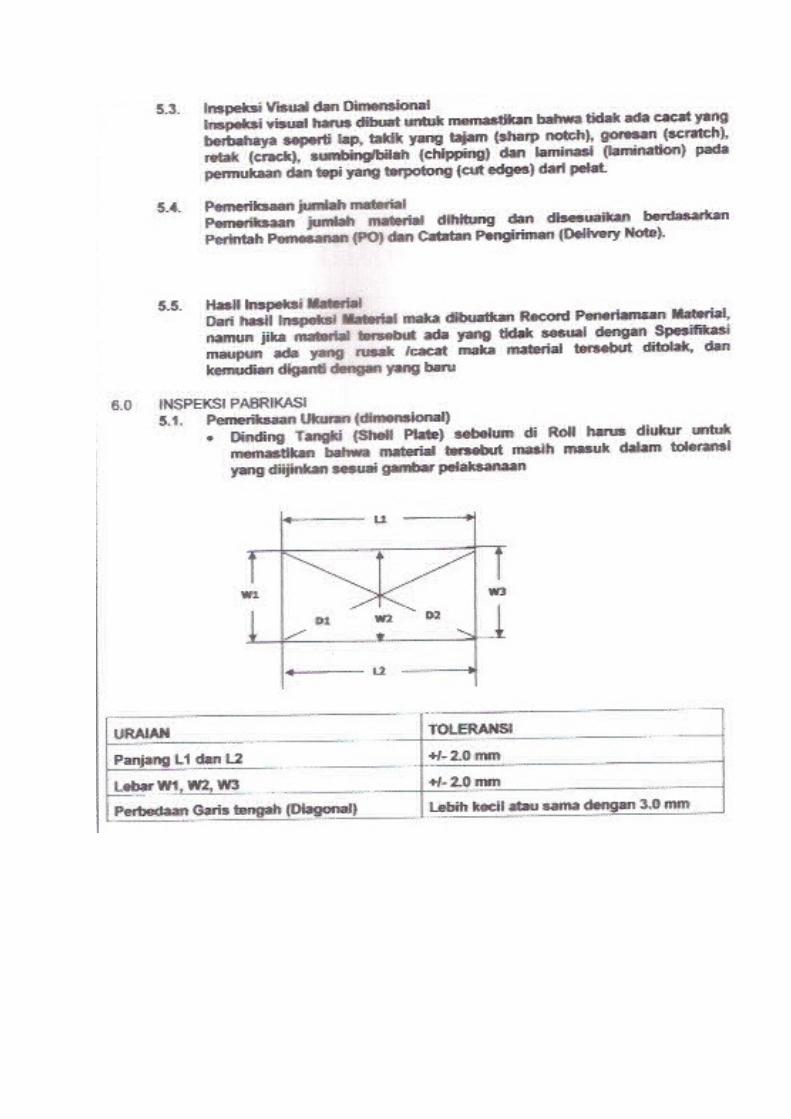
6.1 Pemeriksaan Ukuran (dimensional)
Dinding tangki (shell plate) sebelum di roll harus diukur untuk memastikan bahwa material tersebut masih masuk dalam toleransi yang diijinkan sesuai gambar pelaksanaan.
URAIAN TOLERANSI
Panjang L1 dan L2 +/- 2.0 mm
Lebar W1, W2, W3 +/- 2.0 mm
Perbedaan garis tengah (diagonal) Lebih kecil atau sama dengan 3.0 mm
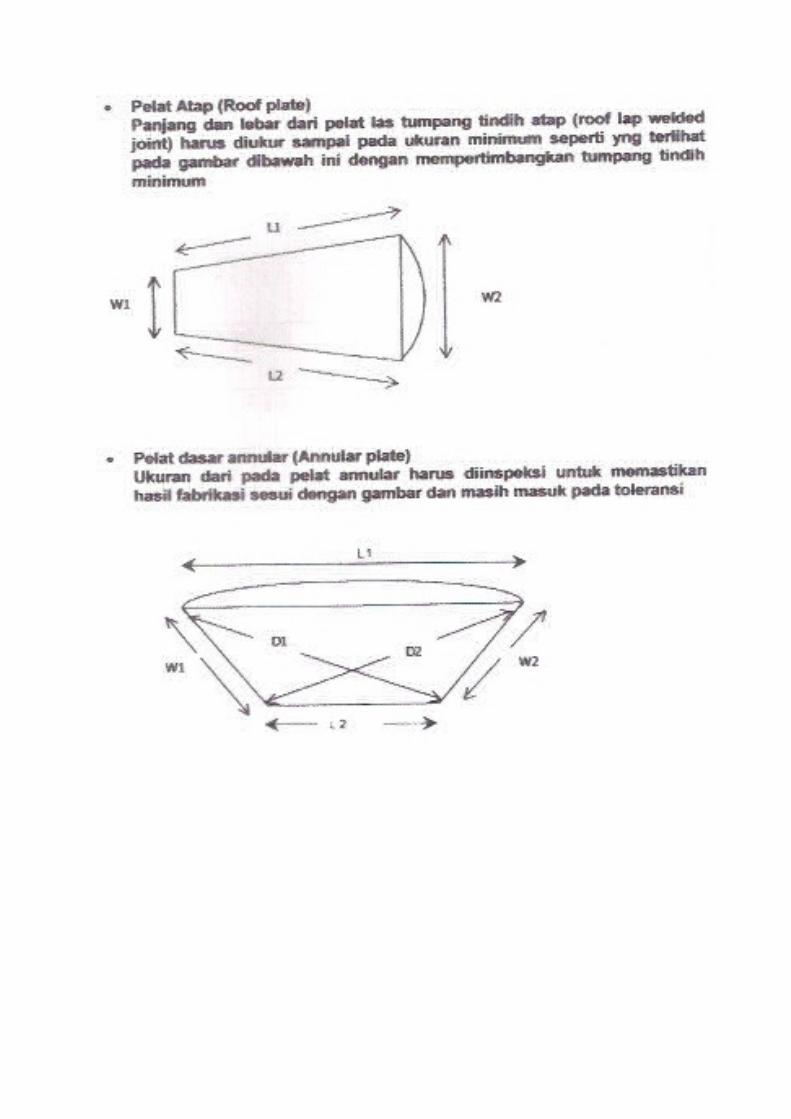
Pelat atap (Roof plate)
Panjang dan lebar dari pelat las tumpang tindih atap (roof lap welded joint) harus diukur sampai pada ukuran minimum seperti yang terlihat pada gambar dibawah ini dengan mempertimbangkan tumpang tindih minimum.
Pelat dasar annular (Annular Plate)
Ukuran dari pada pelat annular harus diinspeksi untuk memastikan hasil fabrikasi sesuai dengan gambar dan masih masuk pada toleransi
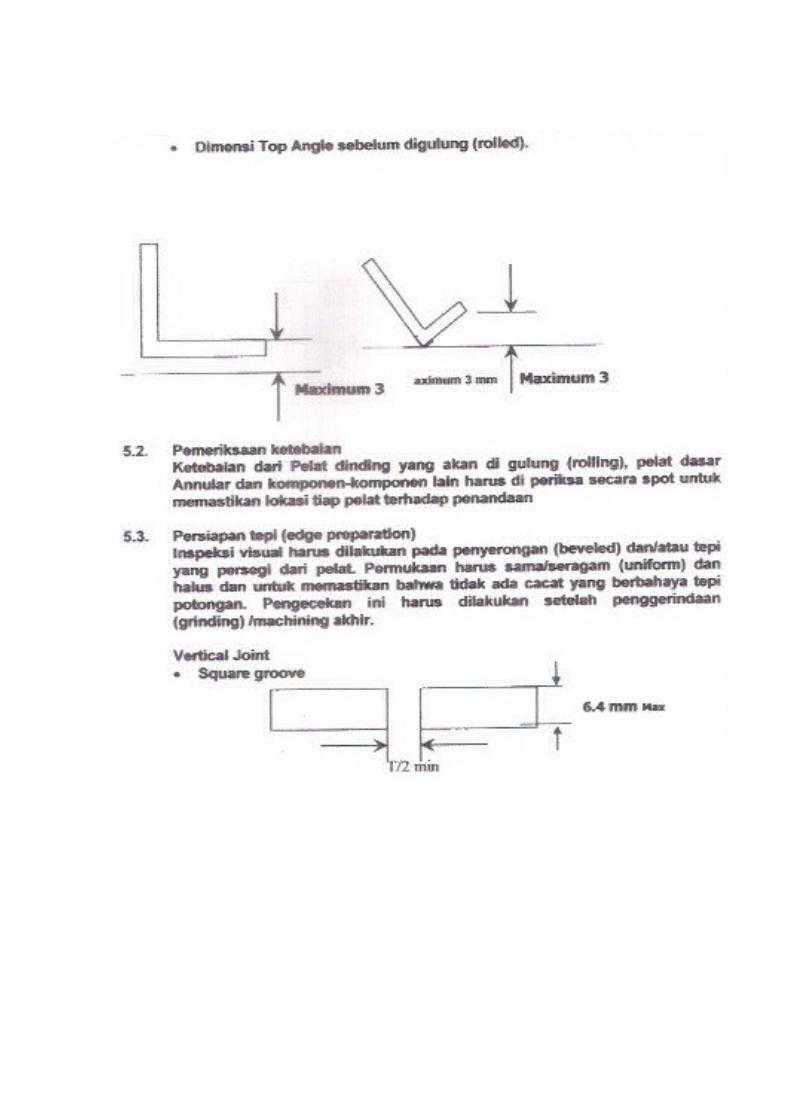
Dimensi top angle sebelum di gulung (rolled).
6.2. Pemeriksaan ketebalan
Ketebalan dari pelat
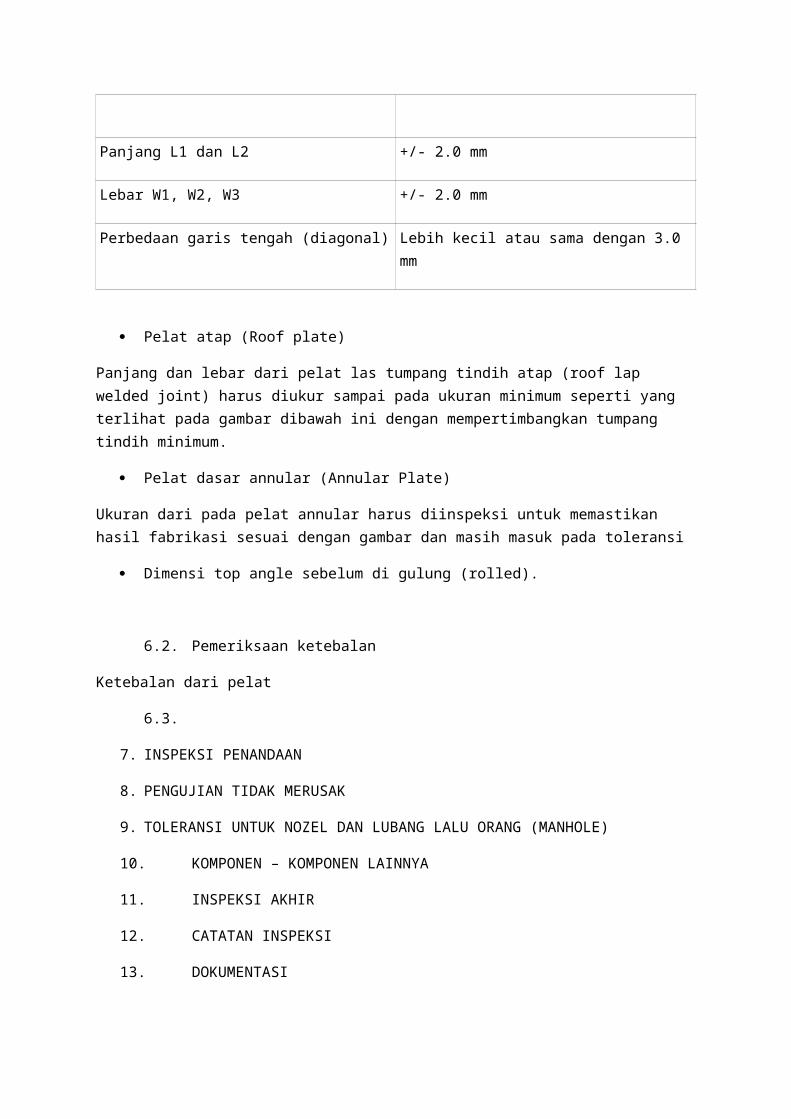
6.3.
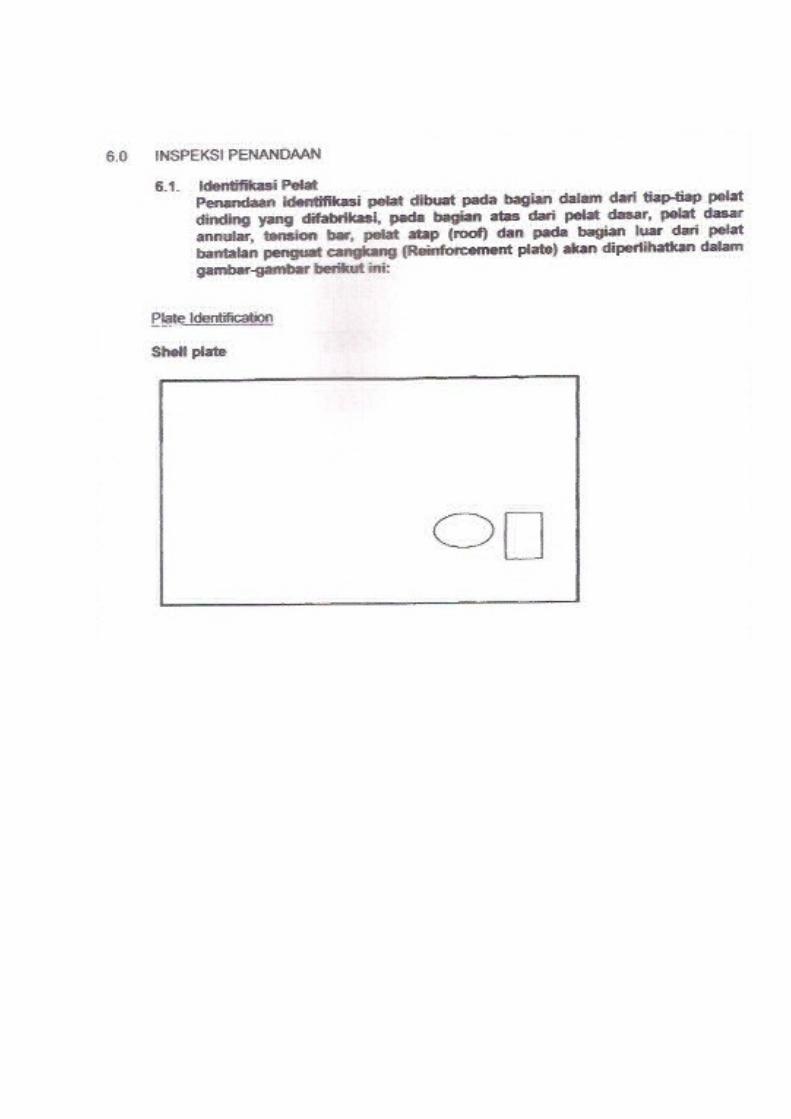
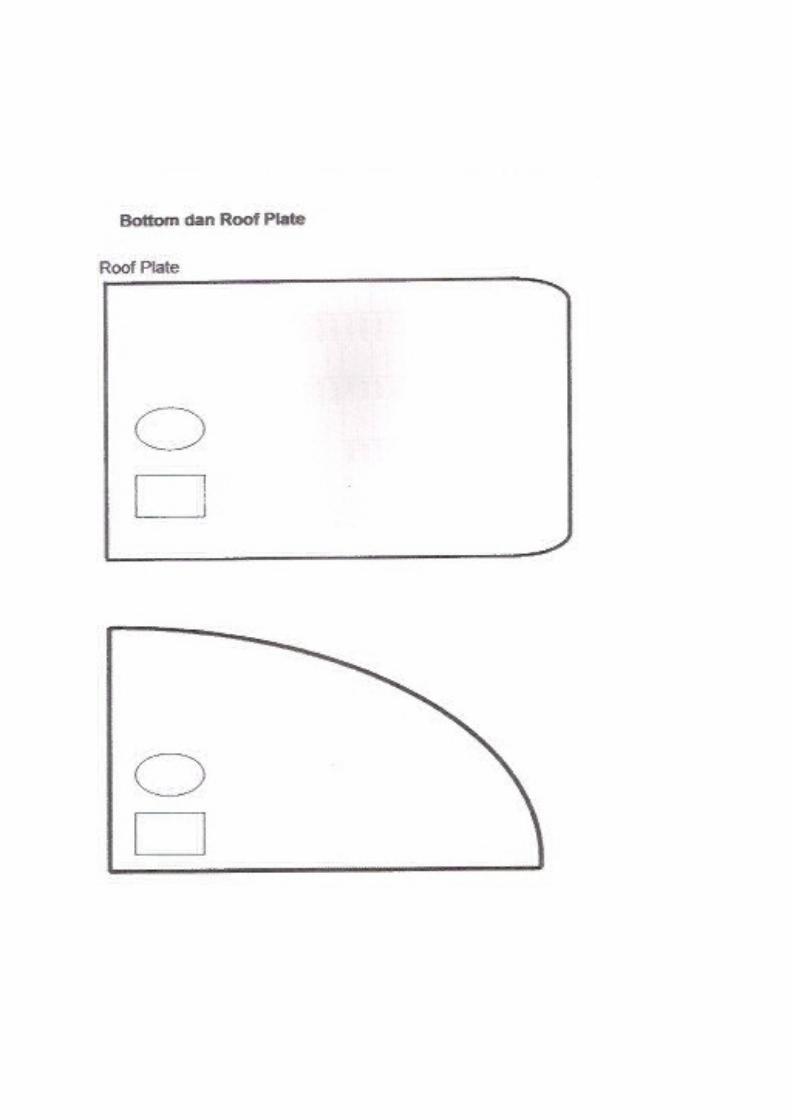
7. INSPEKSI PENANDAAN
8. PENGUJIAN TIDAK MERUSAK
9. TOLERANSI UNTUK NOZEL DAN LUBANG LALU ORANG (MANHOLE)
10. KOMPONEN – KOMPONEN LAINNYA
11. INSPEKSI AKHIR
12. CATATAN INSPEKSI
13. DOKUMENTASI