01staff.uny.ac.id/sites/default/files/pendidikan/dr...petunjuk praktik pada mesin cnc tu-3a 1)...
TRANSCRIPT
FAKULTAS TEKNIK
UNIVERSITAS NEGERI YOGYAKARTA
JOBSHEET CNC DASAR
SEM III PROSES PEMESINAN CNC DASAR CNC 3A 4X50 Menit
No. JST/MES/MES322/ 07 Revisi : 02 Tgl : 16 Agustus 2013 1 - 5
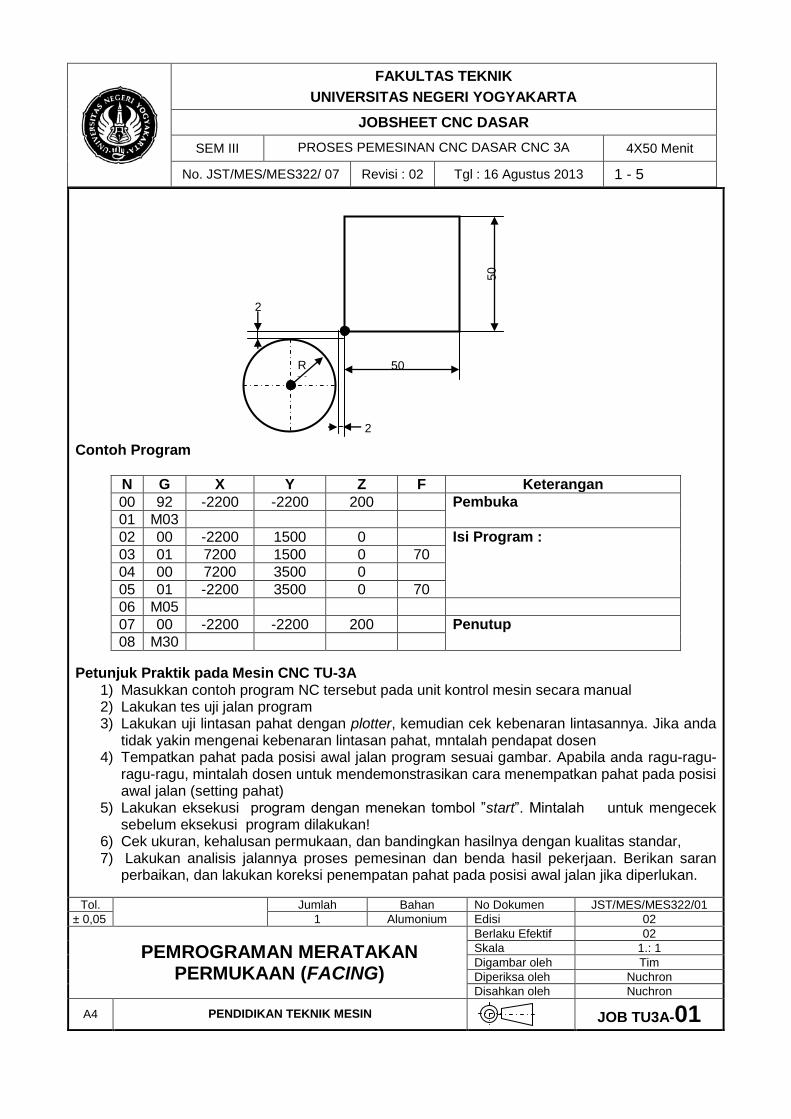
Contoh Program
N G X Y Z F Keterangan
00 92 -2200 -2200 200 Pembuka
01 M03
02 00 -2200 1500 0 Isi Program : 03 01 7200 1500 0 70
04 00 7200 3500 0
05 01 -2200 3500 0 70
06 M05
07 00 -2200 -2200 200 Penutup 08 M30
Petunjuk Praktik pada Mesin CNC TU-3A 1) Masukkan contoh program NC tersebut pada unit kontrol mesin secara manual 2) Lakukan tes uji jalan program 3) Lakukan uji lintasan pahat dengan plotter, kemudian cek kebenaran lintasannya. Jika anda
tidak yakin mengenai kebenaran lintasan pahat, mntalah pendapat dosen 4) Tempatkan pahat pada posisi awal jalan program sesuai gambar. Apabila anda ragu-ragu-
ragu-ragu, mintalah dosen untuk mendemonstrasikan cara menempatkan pahat pada posisi awal jalan (setting pahat)
5) Lakukan eksekusi program dengan menekan tombol ”start”. Mintalah untuk mengecek sebelum eksekusi program dilakukan!
6) Cek ukuran, kehalusan permukaan, dan bandingkan hasilnya dengan kualitas standar, 7) Lakukan analisis jalannya proses pemesinan dan benda hasil pekerjaan. Berikan saran
perbaikan, dan lakukan koreksi penempatan pahat pada posisi awal jalan jika diperlukan.
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
PEMROGRAMAN MERATAKAN PERMUKAAN (FACING)
Berlaku Efektif 02
Skala 1.: 1
Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN JOB TU3A-01
50
2
2
50
R
20

Petunjuk Praktik pada Mesin CNC TU-3A
1) Masukkan contoh program NC tersebut pada unit kontrol mesin secara manual
2) Lakukan tes uji jalan program
3) Tempatkan pahat pada posisi awal jalan program sesuai gambar. Apabila anda ragu-ragu,
mintalah dosen untuk mendemonstrasikan cara menempatkan pahat pada posisi awal jalan
4) Lakukan eksekusi program dengan menekan tombol ”start”. Mintalah dosen untuk
mengecek sebelum eksekusi program dilakukan!
5) Cek ukuran, dan bandingkan hasilnya dengan kualitas standar,
6) Lakukan analisis jalannya proses pemesinan dan benda hasil pekerjaan. Berikan saran
perbaikan, dan lakukan koreksi penempatan pahat pada posisi awal jalan jika diperlukan.
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
MERATAKAN PERMUKAAN DAN ALUR TEPI LURUS
Berlaku Efektif 02
Skala 1 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
50
2
2
50
40
R20 5
Dalam 2
5
40
A4 PENDIDIKAN TEKNIK MESIN
JOB TU3A-02
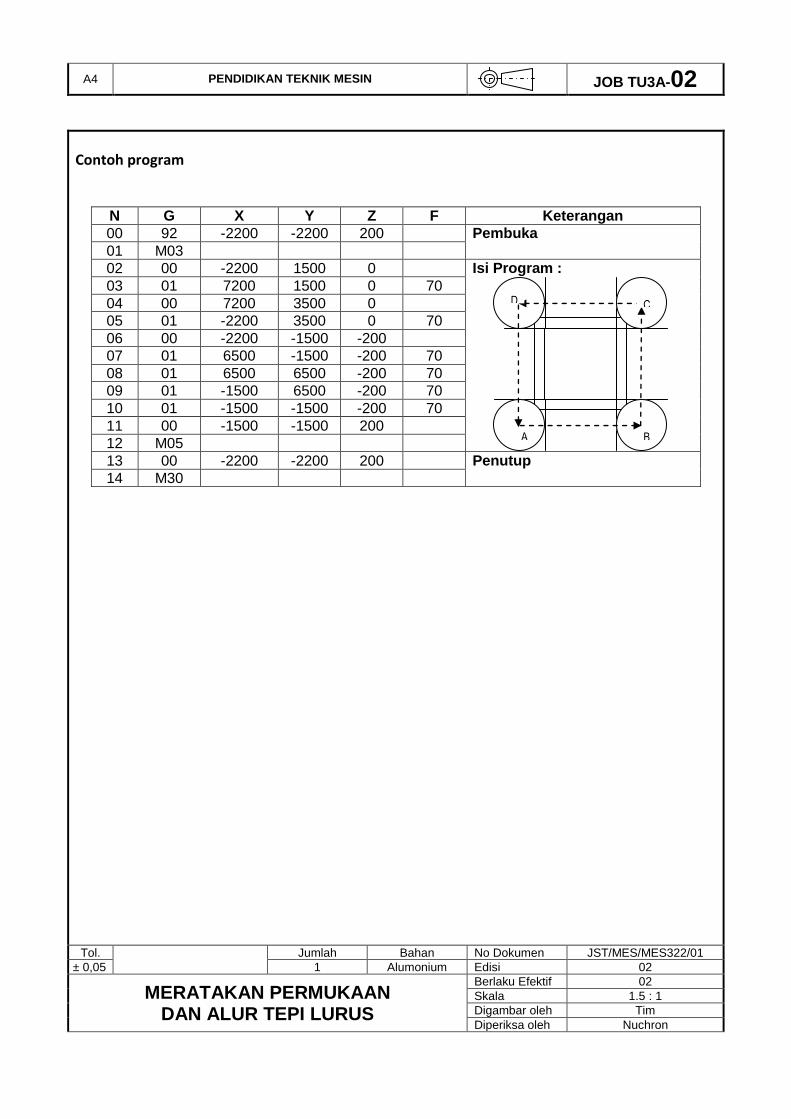
Contoh program
N G X Y Z F Keterangan
00 92 -2200 -2200 200 Pembuka
01 M03
02 00 -2200 1500 0 Isi Program : 03 01 7200 1500 0 70
04 00 7200 3500 0
05 01 -2200 3500 0 70
06 00 -2200 -1500 -200
07 01 6500 -1500 -200 70
08 01 6500 6500 -200 70
09 01 -1500 6500 -200 70
10 01 -1500 -1500 -200 70
11 00 -1500 -1500 200
12 M05
13 00 -2200 -2200 200 Penutup 14 M30
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
MERATAKAN PERMUKAAN DAN ALUR TEPI LURUS
Berlaku Efektif 02
Skala 1.5 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
A B
C D
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN
JOB TU3A-02
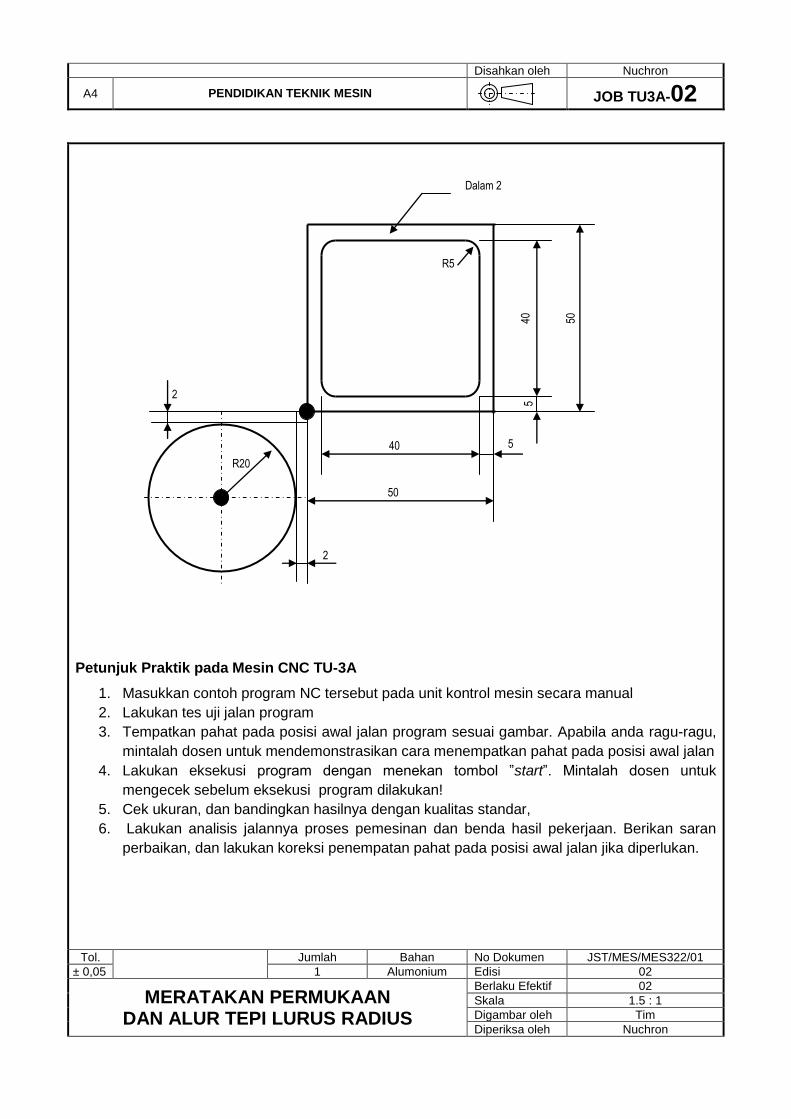
Petunjuk Praktik pada Mesin CNC TU-3A
1. Masukkan contoh program NC tersebut pada unit kontrol mesin secara manual
2. Lakukan tes uji jalan program
3. Tempatkan pahat pada posisi awal jalan program sesuai gambar. Apabila anda ragu-ragu,
mintalah dosen untuk mendemonstrasikan cara menempatkan pahat pada posisi awal jalan
4. Lakukan eksekusi program dengan menekan tombol ”start”. Mintalah dosen untuk
mengecek sebelum eksekusi program dilakukan!
5. Cek ukuran, dan bandingkan hasilnya dengan kualitas standar,
6. Lakukan analisis jalannya proses pemesinan dan benda hasil pekerjaan. Berikan saran
perbaikan, dan lakukan koreksi penempatan pahat pada posisi awal jalan jika diperlukan.
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
MERATAKAN PERMUKAAN DAN ALUR TEPI LURUS RADIUS
Berlaku Efektif 02
Skala 1.5 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
R5
50
2
2
50
40
40 5
Dalam 2
5
R20
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN
JOB TU3A-03
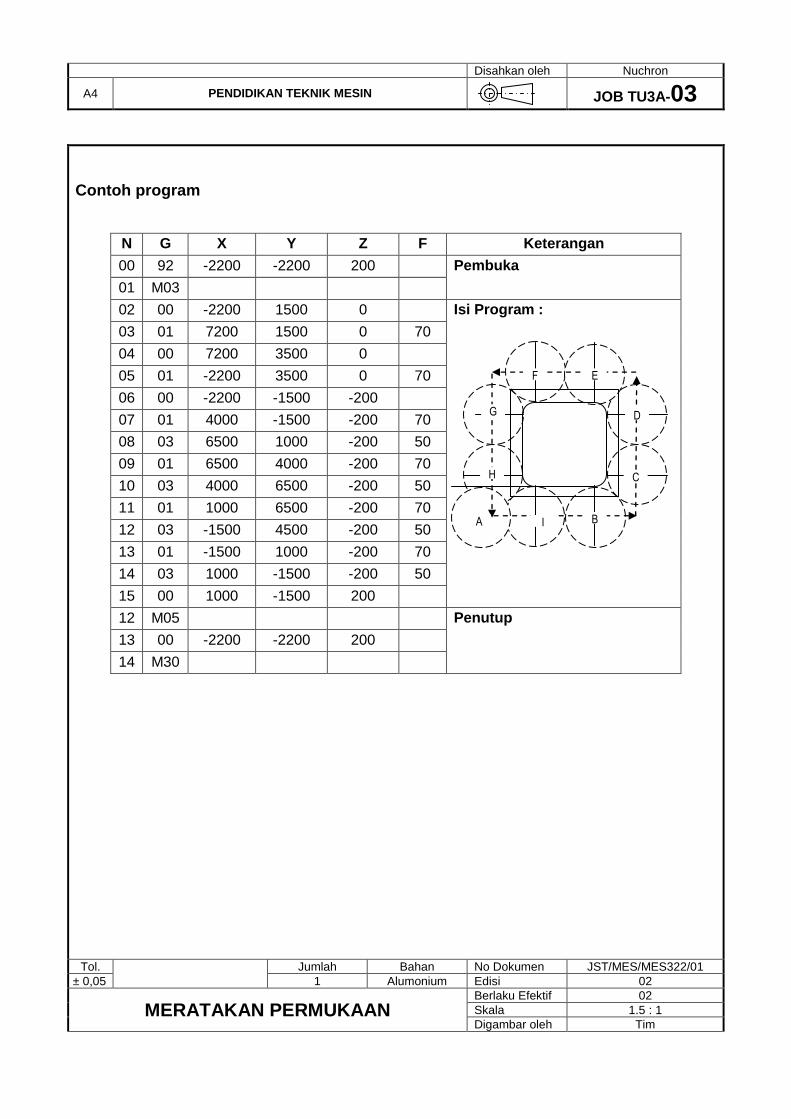
Contoh program
N G X Y Z F Keterangan
00 92 -2200 -2200 200 Pembuka
01 M03
02 00 -2200 1500 0 Isi Program :
03 01 7200 1500 0 70
04 00 7200 3500 0
05 01 -2200 3500 0 70
06 00 -2200 -1500 -200
07 01 4000 -1500 -200 70
08 03 6500 1000 -200 50
09 01 6500 4000 -200 70
10 03 4000 6500 -200 50
11 01 1000 6500 -200 70
12 03 -1500 4500 -200 50
13 01 -1500 1000 -200 70
14 03 1000 -1500 -200 50
15 00 1000 -1500 200
12 M05 Penutup
13 00 -2200 -2200 200
14 M30
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
MERATAKAN PERMUKAAN Berlaku Efektif 02
Skala 1.5 : 1
Digambar oleh Tim
A B
C
G D
E F
H
I

DAN ALUR TEPI LURUS RADIUS Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN
JOB TU3A-03
Petunjuk Praktik pada Mesin CNC TU-3A
7. Masukkan contoh program NC tersebut pada unit kontrol mesin secara manual
8. Lakukan tes uji jalan program
9. Tempatkan pahat pada posisi awal jalan program sesuai gambar. Apabila anda ragu-ragu,
mintalah dosen untuk mendemonstrasikan cara menempatkan pahat pada posisi awal jalan
10. Lakukan eksekusi program dengan menekan tombol ”start”. Mintalah dosen untuk
mengecek sebelum eksekusi program dilakukan!
11. Cek ukuran, dan bandingkan hasilnya dengan kualitas standar,
12. Lakukan analisis jalannya proses pemesinan dan benda hasil pekerjaan. Berikan saran
perbaikan, dan lakukan koreksi penempatan pahat pada posisi awal jalan jika diperlukan.
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
MERATAKAN PERMUKAAN Berlaku Efektif 02
Skala 1.5 : 1
Digambar oleh Tim
R5
50
2
2
50
40
40 5
Dalam 3 mm
5
R20
25
5
25
Dalam 1 mm
Dalam 2 mm

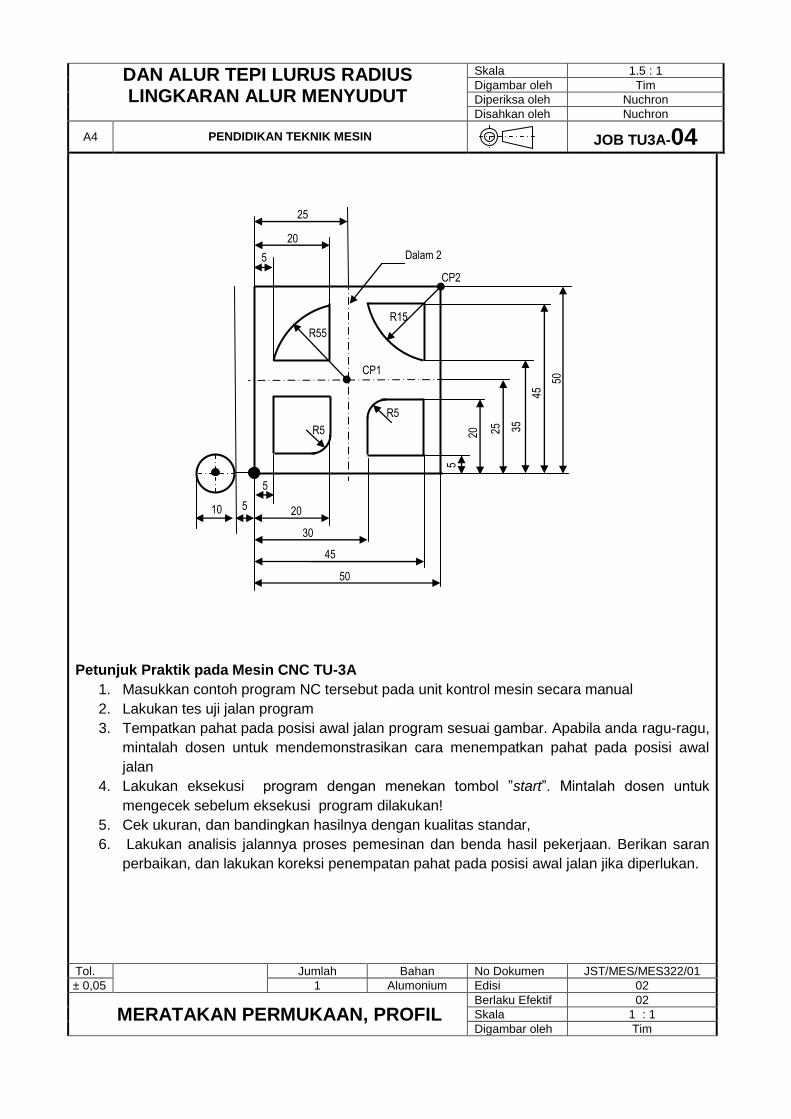
DAN ALUR TEPI LURUS RADIUS LINGKARAN ALUR MENYUDUT
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN
JOB TU3A-04
Contoh program
N G X Y Z F Keterangan
00 92 -2200 -2200 200 Pembuka
01 M03
02 00 -2200 1500 0 Isi Program :
03 01 7200 1500 0 70
04 00 7200 3500 0
05 01 -2200 3500 0 70
06 01 -2328 2500 0
07 00 -2328 2500 -100
08 01 2500 -2328 -100 60
09 01 7328 2500 -100 60
10 01 2500 7328 -100 60
11 01 -2328 2500 -100 60
12 00 -2328 2500 -200
13 01 -1500 2500 -200 60
14 03 2500 -1500 -200 50
15 03 6500 2500 -200 50
16 03 2500 6500 -200 50
17 03 -1500 2500 -200 50
18 01 -1500 2500 -300 30
19 01 -1500 1000 -300 50
20 03 1000 -1500 -300 40
21 01 4000 -1500 -300 50
22 03 6500 1000 -300 40
23 01 6500 4000 -300 50
24 03 4000 6500 -300 40
25 01 1000 6500 -300 50
26 03 -1500 4000 -300 40
27 01 -1500 2500 -300 50
28 M05
29 00 -2200 2500 200
30 00 -2200 -2200 200
31 M30
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
MERATAKAN PERMUKAAN Berlaku Efektif 02
DAN ALUR TEPI LURUS RADIUS LINGKARAN ALUR MENYUDUT
Skala 1.5 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN JOB TU3A-04
Petunjuk Praktik pada Mesin CNC TU-3A
1. Masukkan contoh program NC tersebut pada unit kontrol mesin secara manual
2. Lakukan tes uji jalan program
3. Tempatkan pahat pada posisi awal jalan program sesuai gambar. Apabila anda ragu-ragu,
mintalah dosen untuk mendemonstrasikan cara menempatkan pahat pada posisi awal
jalan
4. Lakukan eksekusi program dengan menekan tombol ”start”. Mintalah dosen untuk
mengecek sebelum eksekusi program dilakukan!
5. Cek ukuran, dan bandingkan hasilnya dengan kualitas standar,
6. Lakukan analisis jalannya proses pemesinan dan benda hasil pekerjaan. Berikan saran
perbaikan, dan lakukan koreksi penempatan pahat pada posisi awal jalan jika diperlukan.
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
MERATAKAN PERMUKAAN, PROFIL Berlaku Efektif 02
Skala 1 : 1
Digambar oleh Tim
45
45
25
30
5
Dalam 2
R5
R5
CP1
CP2
5
20
50
20
50
5
20
25
5 35
10
R15
R55
ALUR MELINGKAR 90O DAN < 90O Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN
JOB TU3A-05
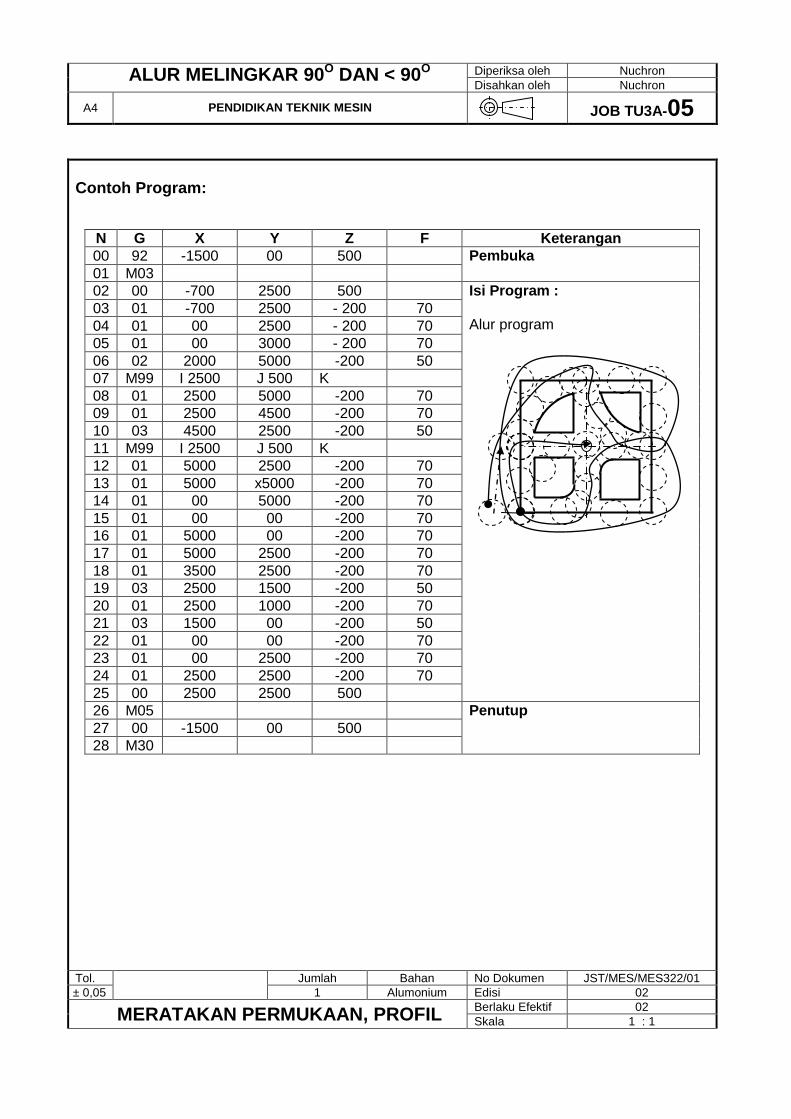
Contoh Program:
N G X Y Z F Keterangan
00 92 -1500 00 500 Pembuka
01 M03
02 00 -700 2500 500 Isi Program : Alur program
03 01 -700 2500 - 200 70
04 01 00 2500 - 200 70
05 01 00 3000 - 200 70
06 02 2000 5000 -200 50
07 M99 I 2500 J 500 K
08 01 2500 5000 -200 70
09 01 2500 4500 -200 70
10 03 4500 2500 -200 50
11 M99 I 2500 J 500 K
12 01 5000 2500 -200 70
13 01 5000 x5000 -200 70
14 01 00 5000 -200 70
15 01 00 00 -200 70
16 01 5000 00 -200 70
17 01 5000 2500 -200 70
18 01 3500 2500 -200 70
19 03 2500 1500 -200 50
20 01 2500 1000 -200 70
21 03 1500 00 -200 50
22 01 00 00 -200 70
23 01 00 2500 -200 70
24 01 2500 2500 -200 70
25 00 2500 2500 500
26 M05 Penutup 27 00 -1500 00 500
28 M30
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
MERATAKAN PERMUKAAN, PROFIL Berlaku Efektif 02
Skala 1 : 1
ALUR MELINGKAR 90O DAN < 90O Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN
JOB TU3A-05
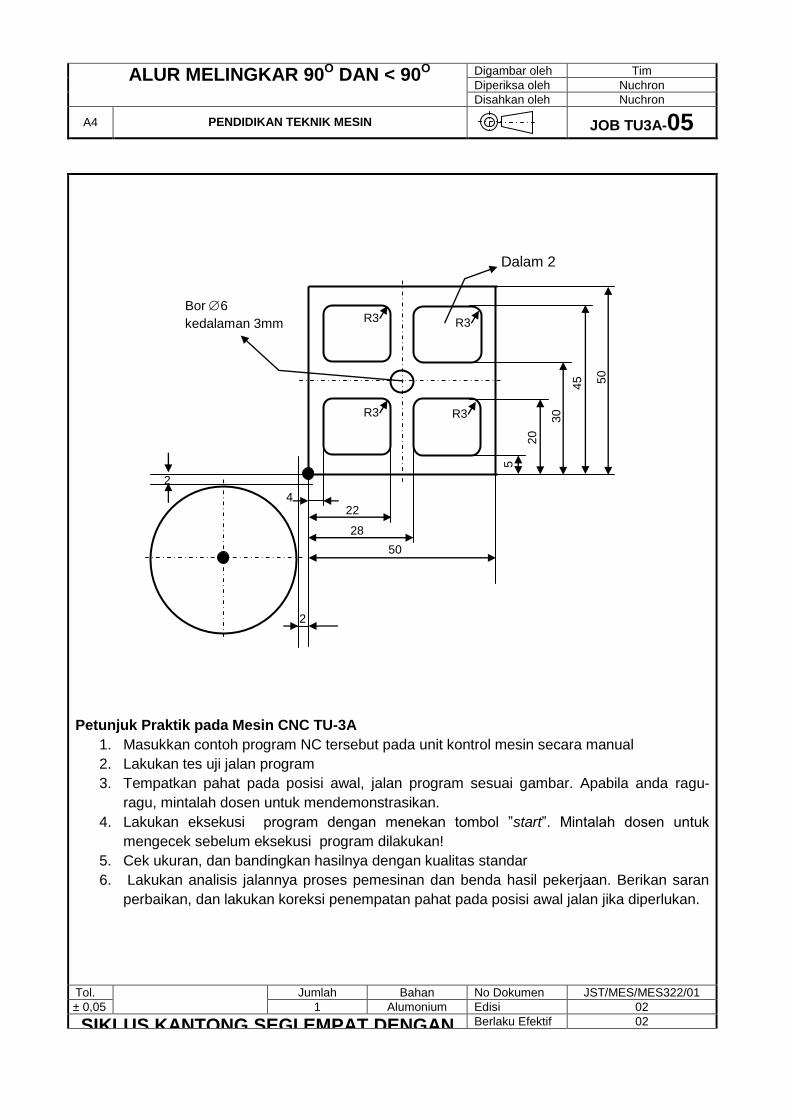
Petunjuk Praktik pada Mesin CNC TU-3A
1. Masukkan contoh program NC tersebut pada unit kontrol mesin secara manual
2. Lakukan tes uji jalan program
3. Tempatkan pahat pada posisi awal, jalan program sesuai gambar. Apabila anda ragu-
ragu, mintalah dosen untuk mendemonstrasikan.
4. Lakukan eksekusi program dengan menekan tombol ”start”. Mintalah dosen untuk
mengecek sebelum eksekusi program dilakukan!
5. Cek ukuran, dan bandingkan hasilnya dengan kualitas standar
6. Lakukan analisis jalannya proses pemesinan dan benda hasil pekerjaan. Berikan saran
perbaikan, dan lakukan koreksi penempatan pahat pada posisi awal jalan jika diperlukan.
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
SIKLUS KANTONG SEGI EMPAT DENGAN Berlaku Efektif 02
50
45
30
22 5
28 2
0
4
R3
50
2
2
Dalam 2
mm
Bor 6
kedalaman 3mm
R3
R3
R3

SUB PROGRAM DAN BOR BOR Skala 1 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN JOB TU3A-06

Contoh Program:
N G X Y Z F Keterangan
00 92 -2200 -2200 200 Pembuka
01 M03
02 00 -2200 1500 0 Isi Program : Siklus Kantong segi empat:
Absolut: G72, X’, Y’, Z, F G72 = Kode siklus kantong segi empat X’ = posisi start (X) + lebar kantong (X)
Y’ = posisi start (Y) + lebar kantong (Y)
Inkremental: G72, X, Y, Z, F G72 = Kode siklus kantong segi empat X = lebar kantong (X)
Y= lebar kantong (Y)
03 01 7200 1500 0 70
04 00 7200 3500 0
05 01 -2200 3500 0 70
06 00 -2200 3500 5000
07 M05
08 M06 D=300 S=1000 .......... T02
09 00 700 800 5000
10 M03
11 00 700 800 200
12 25 L 37
13 92 700 800 200
14 00 3100 800 200
15 25 L 37
16 92 3100 800 200
17 00 3100 3300 200
18 25 L 37
19 92 3100 3300 200
20 00 700 3300 200
21 25 L 37
22 92 700 800 200
23 00 700 800 5000
24 M05
25 M06 D 300 S 1000 ........ T03
26 00 2500 2500 5000
27 M03
28 00 2500 2500 200 Siklus bor = G81, G82, G83, G73
29 81 - 300 40
30 00 2500 2500 5000 Penutup Pisau dikembalikan T01 dan posisi pada saat strart
31 M05
32 M06 D 2000 S1000 0 T01
33 00 -2200 -2200 5000
34 00 -2200 -2200 200
35 M30
36 No blok kosong
37 91 Sub Program 38 72 1800 1500 -250 70
39 M17
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
SIKLUS KANTONG SEGI EMPAT DENGAN SUB PROGRAM DAN BOR BOR
Berlaku Efektif 02
Skala 1 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN JOB TU3A-06
X
Y
Start X
Start Y

Petunjuk Praktik pada Mesin CNC TU-3A
1. Masukkan contoh program NC tersebut pada unit kontrol mesin secara manual
2. Lakukan tes uji jalan program
3. Tempatkan pahat pada posisi awal, jalan program sesuai gambar. Apabila anda ragu-
ragu, mintalah dosen untuk mendemonstrasikan.
4. Lakukan eksekusi program dengan menekan tombol ”start”. Mintalah dosen untuk
mengecek sebelum eksekusi program dilakukan!
5. Cek ukuran, dan bandingkan hasilnya dengan kualitas standar
6. Lakukan analisis jalannya proses pemesinan dan benda hasil pekerjaan. Berikan saran
perbaikan, dan lakukan koreksi penempatan pahat pada posisi awal jalan jika diperlukan.
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
ALUR LURUS, KANTONG LINGKARAN DENGAN SUB PROGRAM
Berlaku Efektif 02
Skala 1 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN JOB TU3A-07
50
35
15
5
35
50
6
15
18
R3
5
2
2
15
9
29
dalam 4 mm
dalam 2 mm
R5
R20

Contoh Program
N G X Y Z F Keterangan
00 92 -2200 -2200 200 Pembuka
01 M03
02 00 -2200 1500 0 Isi Program utama: Meratakan permukaan 03 01 7200 1500 0 70
04 00 7200 3500 0
05 01 -2200 3500 0 70
06 00 -2200 -1500 -200 Alur tepi
07 01 4000 -1500 -200 70
08 03 6500 1000 -200 50
09 01 6500 4000 -200 70
10 03 4000 6500 -200 50
11 01 1000 6500 -200 70
12 03 -1500 4000 -200 50
13 01 -1500 1000 -200 70
14 03 1000 -1500 -200 50
15 00 1000 -1500 200
16 00 1000 -1500 5000 Ganti Pisau jari diameter 6 mm
17 M05
18 M06 D=300 S=1000 ----- L02
19 00 900 1500 5000
20 M03
21 00 900 1500 200 Proses profil alur linkaran dan palang dengan sub program 22 25 L35
23 00 2900 1500 200
24 25 L35
25 00 2900 3500 200
26 25 L35
27 00 900 3500 200
28 25 L35
29 00 900 3500 5000
30 M05
31 M06 D=2000 S=1000 ....... T01
32 00 -2200 -2200 5000
33 00 -2200 -2200 200
34
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
ALUR LURUS, KANTONG LINGKARAN DENGAN SUB PROGRAM
Berlaku Efektif 02
Skala 1 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN JOB TU3A-07
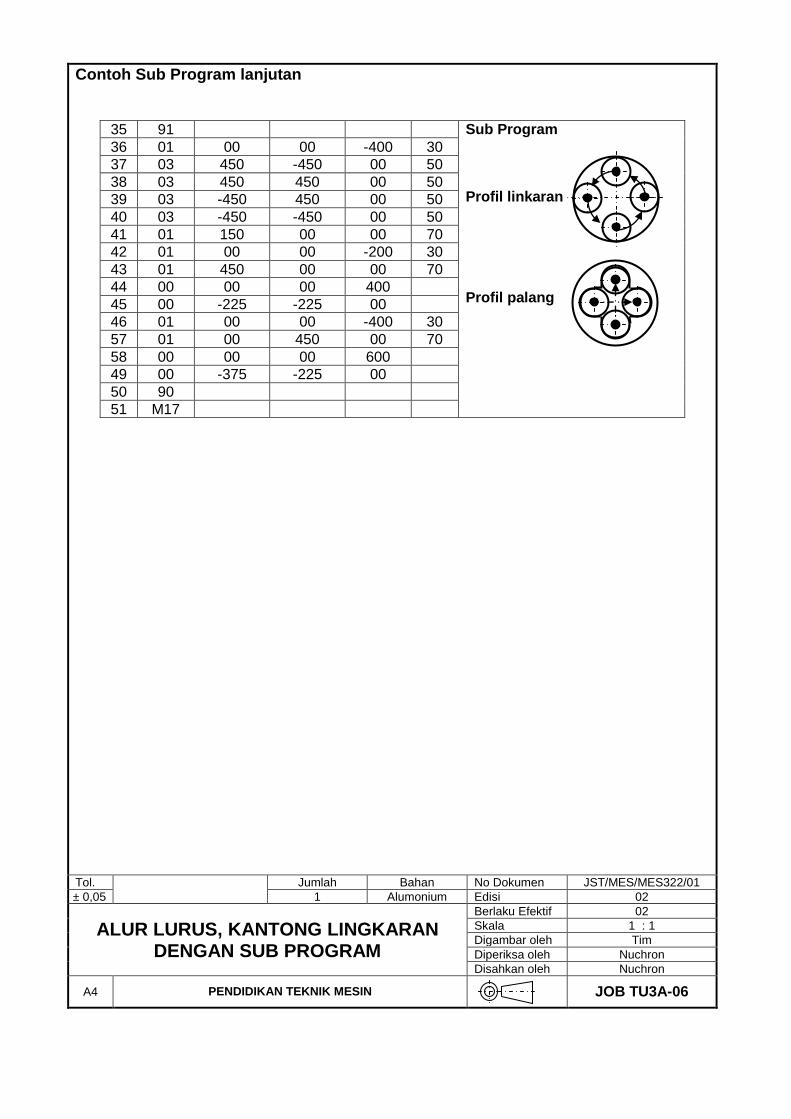
Contoh Sub Program lanjutan
35 91 Sub Program Profil linkaran Profil palang
36 01 00 00 -400 30
37 03 450 -450 00 50
38 03 450 450 00 50
39 03 -450 450 00 50
40 03 -450 -450 00 50
41 01 150 00 00 70
42 01 00 00 -200 30
43 01 450 00 00 70
44 00 00 00 400
45 00 -225 -225 00
46 01 00 00 -400 30
57 01 00 450 00 70
58 00 00 00 600
49 00 -375 -225 00
50 90
51 M17
Tol.
Jumlah Bahan No Dokumen JST/MES/MES322/01
± 0,05 1 Alumonium Edisi 02
ALUR LURUS, KANTONG LINGKARAN DENGAN SUB PROGRAM
Berlaku Efektif 02
Skala 1 : 1
Digambar oleh Tim
Diperiksa oleh Nuchron
Disahkan oleh Nuchron
A4 PENDIDIKAN TEKNIK MESIN JOB TU3A-06