perancangan alat bantu jig dan end of arm …
TRANSCRIPT

PERANCANGAN ALAT BANTU JIG DAN END OF ARM
TOLLING UNTUK OTOMASI PROSES INJEKSI PLASTIK
TORSION BAR DENGAN METODE VALUE ENGINEERING
(STUDI KASUS DI PT. INJEKSI INDONESIA)
Oleh :
Pandhu Utomo Paksi Hartoyo
004201405138
Laporan skripsi disampaikan kepada Fakultas Teknik President University
diajukan untuk memenuhi persyaratan akademik mencapai gelar Sarjana Strata
Satu (S1) Program Studi Teknik Industri
2018

2

ABSTRAK
PT. Injeksi Indonesia merupakan salah satu perusahaan yang bergerak dibidang
injection molding. Dalam upaya meningkatkan tingkat efisiensinya melalui semua
bidang, perusahaan ini memiliki kendala dalam aplikasi sistem otomasi. Hal ini
disebabkan karena keterbatasan produk lengan robot yang ada dipasaran (hanya
berupa sistem jepit produk) dan variasi yang tinggi pada bentuk sub produk-
produknya. Sebagai solusi dari permasalahan tersebut, dibuat alat bantu Jig yang
dirancang berdasarkan bentuk varian sub produk yang ada. Adapun teknik desain
alat bantu Jig ini, penulis paparkan dengan metode Value Engineering (Rekayasa
Nilai). Metode ini merupakan metode desain yang berfokus pada rancangan alat
bantu jig dan EOAT. Dengan efisiensi biaya sebesar Rp. 3.161.192,- dimana biaya
tersebut 14,89% lebih rendah dari rancangan awal dan lebih efisien sebesar Rp.
3.082.627,- atau sekitar 14,57% dari alternatif rancangan kedua. Tak hanya dari segi
biaya, tetapi juga dari segi produk, aplikasi alat bantu jig dan end arm of tooling
dapat mencapai waktu siklus produk selama 39,07 detik dengan perbandingan waktu
sebelumnya yaitu 48,57 detik. Diharapkan dengan meningkatnya output produksi,
alat ini dapat membantu mengurangi reject rate produk dari awal sebesar 0,50%
menjadi 0,17%.
Kata kunci: otomasi, outsole, robot, value engineering.

1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Sebagai salah satu perusahaan yang bergerak dibidang injection molding
yang memfokuskan produksinya pada pembuatan outsole sepatu sepak bola
(olahraga), PT. Injeksi Indonesia senantiasa meningkatkan efisiensi melalui
semua bidang. Salah satunya di bidang produksi melalui peningkatan sistem
otomasi.
Untuk pengenalan produk pada umumnya sepatu terdiri dari 3 bagian
utama, yaitu : upper, insole, dan outsole. Upper berfungsi sebagai tutup kaki
bagian atas, insole sebagai alas kaki bagian dalam, dan outsole merupakan
bagian yang kontak langsung dengan tanah. Adapun produk outsole dari
perusahaan PT. Injeksi ini terdiri dari beberapa sub-produk yaitu heel,
base/forefoot, stud, dan accessories sepatu. Dalam perancangan ini, proses
produk yang akan dipakai sebagai objek perbaikan adalah accessories yaitu
torsion bar.
Dalam produksinya, semua produksi termasuk aksesoris melewati
beberapa langkah. Langkah-langkah ini terdiri pengisian material (mold filling),
penahanan tekanan material (pressure holding), pendinginan (cooling), dan
pengeluaran part dan runner sisa cetakan (part & runner ejecting). Hampir
keseluruhan langkah dijalankan secara otomatis melalui sistem mesin injeksi,
terkecuali pada langkah part, runner ejecting, dan cutting ingate. Langkah-langkah
tersebut masih dilakukan secara manual oleh operator mesin. Dalam istilah produksi,
langkah pengeluaran ini dinamakan dengan istilah pick & pack. Dimana part dan
runner yang sudah jadi diambil (pick) dan dikemas (pack) langsung pada area
injeksi, tetapi sebelum dikemas perlu proses pemotongan ingate runner pada produk.
Berdasarkan data pengukuran waktu pekerja-mesin pada aksesoris sepatu,
didapat informasi bahwa langkah pick & pack pada part dan runner torsion bar ini
menghabiskan waktu yang terlalu lama (cycle time part 30.12 detik + handling

2
10.45 detik + cutting runner 8 detik dengan total adalah 48.57 detik) sehingga target
output tidak terpenuhi. Untuk itu, diupayakan penerapan sistem otomasi penuh pada
proses pembuatan sub-produk torsion bar. Sehingga diperlukan alat bantu/jig
khusus pada lengan robot untuk penyelesaian masalah tersebut. Namun untuk
menghadapi persaingan yang sangat ketat, PT Injeksi Indonesia harus bisa
mengimbangi dengan meningkatkan output produksi menggunakan teknologi yang
efektif dan biaya yang terjangkau.
Sebagai upaya pemecahan masalah ini, penulis mengangkat pembahasan
mengenai alat bantu pengambilan produk torsion bar yaitu dengan jig dan
EOAT, dengan beberapa alternatif pilihan rancangan yang memiliki fungsi untuk
membantu dalam pengeluaran hasil produksi. Metode value engineering
merupakan metode desain yang digunakan dalam penelitian ini yang berfokus
pada efisiensi dan efektifitas desain baik dari segi fungsi maupun dari segi biaya.
1.2. Rumusan Masalah
Dari paparan latar belakang masalah di atas, maka terdapat beberapa
permasalahan yang perlu dicermati dan perlu mendapatkan pengkajian lebih
dalam, yaitu :
1. Bagaimana cara meningkatkan output produksi Torsion Bar?
2. Metode apa yang efektif diaplikasikan dalam perancangan alat bantu jig?
3. Bagaimana sistem yang efektif dan efisien untuk perancangan lengan robot
pada produk torsion bar agar tercipta efisiensi produksi?
1.3. Tujuan Penelitian
1. Meningkatkan output produksi Torsion Bar.
2. Merancang alat bantu jig dan lengan robot sesuai dengan metode value
engineering agar efektif dan efisien dari segi fungsi dan biaya
3. Mengaplikasikan sistem otomasi pada mesin injeksi, sehingga tercapai
efisiensi produksi yang diharapkan.
1.4. Batasan Masalah
Permasalahan yang terjadi secara aktual sangatlah kompleks. Hal ini
dikarenakan tingginya variasi proses, mesin, dan produk yang dimiliki. Untuk itu,
penulis membatasi uraian yang dilakukan dengan hanya membahas :

3
1. Perancangan alat bantu dilakukan hanya pada jenis produk aksesoris sepatu.
2. Perancangan alat bantu hanya dilakukan pada kasus injeksi plastik sub
produk torsion bar sepatu
3. Perancangan alat bantu hanya menggunakan satu metode, yaitu value
engineering
4. Biaya pembuatan didapat dari perusahaan
5. Pembahasan biaya hanya pada material alternatif 1 dan 2, tidak pada biaya
keseluruhan
6. Tidak membahas pengaturan untuk sistem pergerakan lengan robot.
1.5. Asumsi
Untuk mendukung kelancaran penelitian ini, maka digunakan beberapa asumsi
seperti :
1. Ukuran produk Torsion Bar yang sudah ditentukan oleh perusahaan.
2. Desain dan ukuran mold sudah ditentukan oleh perusahaan.
3. Upah bulanan, tunjangan karyawan, bonus akhir tahun, tunjangan hari raya,
biaya pajak dan BPJS sudah tentukan kenaikannya.
4. Proses pembuatan produk Torsion Bar menggunakan mesin injeksi 150 ton.
1.6. Sistematika Penulisan
BAB I PENDAHULUAN
Dalam bab ini berisi tentang latar belakang masalah,
perumusan masalah, batasan masalah, tujuan, dan sistematika
penulisan.
BAB II TINJAUAN PUSTAKA/LANDASAN TEORI
Dalam bab ini berisi tentang teori-teori dan kepustakaan yang
menjadi landasan dalam pengamatan terhadap masalah yang
dihadapi.
4
BAB III METODOLOGI PENELITIAN
Dalam bab ini berisi data-data yang didapat selama penelitian
yang digunakan sebagai bahan analisis masalah.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Dalam bab ini berisi data-data yang didapat selama penelitian
yang digunakan sebagai bahan analisis masalah
BAB V KESIMPULAN DAN SARAN
Dalam bab ini berisi kesimpulan dari serangkaian pembahasan
serta saran-saran yang perlu untuk disampaikan.

BAB II
TINJAUAN PUSTAKA
2.1. Injection Molding
Injection molding merupakan metode yang penting dalam industri pembuatan plastik.
Injection molding banyak dipilih karena memiliki beberapa keuntungan, yaitu kapasitas
produksi yang tinggi, sisa penggunaan material (useless material) sedikit, dan tenaga kerja
minimal. Bahan baku yang digunakan juga dapat diolah dalam satu kali proses dan pada
umumnya metode ini juga tidak memerlukan proses finishing. Keunggulan metode injection
molding adalah kita dapat membuat suatu benda dengan bentuk geometri yang kompleks
dalam satu langkah produksi yang dilakukan secara otomatis. Kekurangan metode injection
molding, biaya investasi tinggi, perawatan alat tinggi, serta perancangan produk harus
mempertimbangkan pembuatan desain cetakannya.
Gambar 2.1 Mesin Injection Mold

Mesin injection molding tercatat telah dipatenkan pertama kali oleh John Wesley Hyatt
bersama saudara perempuannya Isaiah pada tahun 1872 di Amerika Serikat untuk memproses
celluloid. Berikutnya pada tahun 1920-an di Jerman mulai dikembangkan mesin injection
molding, namun masih dioperasikan secara manual dimana pencekaman mold masih
menggunakan tuas. Tahun 1930-an ketika berbagai macam resin tersedia dikembangkan
mesin injection molding yang dioperasikan secara hidraulik. Pada tahun 1946 James Hendry
membuat mesin screw injection mold yang pertama dan 95% mesin molding saat ini
mengikuti teknik ini untuk menghasilkan efisiensi panas, efisiensi campuran, dan injeksi
plastik ke molding.
Gambar 2.2 Bagian-bagian Mesin Injection Mold
2.2. Sepatu dan bagian-bagiannya
Bagian-bagian penyusun sepatu sangatlah beragam. Namun secara garis besar, bisa
dibedakan menjadi 3 bagian, yaitu upper, outsole, dan insole.
Gambar 2.2 Bagian-bagian Utama Sepatu Bola

Dikarenakan PT. Injeksi merupakan perusahaan yang bergerak di bidang produksi
outsole sepatu bola, maka pada thesis ini akan dibahas lebih detil definisi outsole pada sepatu
bola. Outsole adalah bagian alas sepatu paling luar, orang awam menyebutnya sol sepatu.
Outsole ada di bagian bawah sepatu yang langsung bersentuhan/bergesekan dengan lapangan,
yang perlu diketahui mengenai Outsole selain jenisnya adalah bagian-bagian penting yang
tidak boleh dilewatkan, yaitu bagian heel, base, dan aksesoris seperti torsion baryang
berfungsi secara signifikan terhadap jenis lapangan.
2.3.2. Bahan-Bahan Outsole
Adapun Jenis-jenis bahan yang umum digunakan untuk pembuatan outsole sepatu
adalah :
1. Rubber Non Sintetik
Masyarakat yang peduli terhadap lingkungan akan mencari rubber non sintetic
yaitu rubber yang ramah lingkungan dan dapat didaur ulang. Rubber non
sintetic ini menggunakan bahan dasar karet alam dengan komposisi kandungan
lebih dari 80%.
2. Rubber Sintetic
Sifat rubber sintetic kebalikan dari rubber non sistetic. Bahan rubber sintetic
ini paling banyak digunakan untuk membuat Outsole sepatu. Hal ini disebabkan
karena sifatnya yang ringan dan modelnya lebih variatif. Kelemahan utama dari
bahan sintetik ini adalah tidak dapat didaur ulang dan tidak dapat diurai oleh
mikroba pengurai. Masyarakat dunia sudah mulai mengurangi rubber sintetic
dengan tujuan untuk mengurangi pencemaran lingkungan.
3. Polyurethane (PU)
Bahan ini termasuk bahan sintetik. Bahan TPU ini paling sering dipakai karena
sifatnya yang ringan, mudah dibentuk dan mempunyai masa kadaluwarsa (masa
simpan) yang cukup singkat yaitu maksimum 2 tahun.
4. PolyAmide (PA)

Salah satu material plastic yang sering digunakan karena memiliki kelenturan
yang baik dengan tekstur yang keras.
Plastik merupakan material non metalic sintetic yang dapat dibentuk dengan
menggunakan casting, molding, atau extruding dan bisa dikeraskan untuk mempertahankan
bentuk yang diinginkan" (Fatkhi, 2016). Secara garis besar plastik dapat dikategorikan
menjadi 2 tipe, yaitu thermoplastic dan thermosetting. Termoplastik adalah polimer yang bisa
mencair dan melunak. Sedangkan termoset adalah polimer yang tidak mencair atau meleleh
jika dipanaskan.
2.4. Aplikasi Robot dalam Sistem Otomasi Industri
2.4.1. Kondisi Area Pemanfaatan Robot
Pada sub bab ini akan dibahas bagaimana robot diaplikasikan pada industri. Pertama
hal yang harus diperhatikan adalah kondisi industri sehingga diperlukan robot, yaitu :
1. Kondisi yang berbahaya
2. Pekerjaan yang berulang dan membosankan
3. Bagian yang sulit dibawa
4. Operasi dengan banyak shift
2.4.2. Bidang Kerja Pemanfaatan Robot
Adapun aplikasi robot pada dunia industri meliputi :
1. Material transfer
a. Pick, Cut Runner & Pack
b. Palleting
c. Depalletizing
d. LineTracking
2. Machine loading
a. Die Casting
b. Injection (plastic) molding
c. Transfer (plastic) molding
d. Hot forging

e. Up setting or upset forging
f. Stamping press operation
g. Machining operation
3. Welding
a. Spot welding
b. Arc welding
4. Spray coating
5. Processing operations
a. Finishing
b. Bubut
6. Assembly
7. Inspection
2.4.3. Pengatur Gerak Pada Robot Adapun jenis-jenis pengatur gerakan pada robot industri diantaranya :
1. Limit Sequence Robot
Ciri – ciri :
a. Paling sederhana
b. Paling murah
c. Umumnya menggunakan driver pneumatic
d. Operasinya pick, cut runner & pack
2. Point to Point
Ciri - ciri :
a. Lebih canggih dari limit sequence robot
b. Menyimpan titik-titik dari langkah robot
c. Menggunakan driver hydraulic
d. Motor elektronik
3. Countouring
Ciri – ciri :
a. Peningkatan Point to Point
b. Speed & Countour

c. Menggunakan driver hydraulic
4. Line Tracker
Ciri – ciri :
a. Untuk benda bergerak
b. Sensor dan program
c. Menggunakan driver hydraulic
5. Intelligent Robot
Ciri – ciri :
a. Dapat bereaksi dengan lingkungan
b. Dapat mengambil keputusan
c. Advance I/O
d. Advance censor
2.4.4. Sensor Pada Robot
Menurut jenis dan fungsinya, sensor pada robot dibedakan menjadi beberapa tipe
sensor, yaitu :
1. Kontak Sensor
Dapat digunakan untuk mendeteksi kontak atau gaya. Ada dua jenis kontak sensor,
yaitu : touch sensor dan stress / force sensor.
2. Proximity Sensor
Proximity sensor digunakan jika jarak antara obyek dan sensor dekat. Misalnya untuk
mengetahui jarak dari objek.
3. Optical Sensor
Optical sensor dibuat untuk mengetahui ada atau tidaknya suatu barang.
4. Vision Sensor
Vision sensor digunakan untuk mendefinisikan benda, alignment, dan inspection.
5. Voice Sensor
Voice sensor digunakan untuk mengenali jenis benda dan melakukan perintah lewat
suara.

Dan masih banyak jenis-jenis sensor lainnya. Biasanya sensor digunakan untuk
pengukuran kondisi fisik, seperti suhu, tekanan, aliran listrik dan lain-lain.
2.4.5. Bagian-Bagian Pada Kontrol Robot
Kontrol pada robot dapat dikelompokan menjadi level rendah, menengah, dan tinggi.
Secara detil adalah sebagai berikut :
1. Low Technology Controllers
Low technology controllers mungkin dapat diprogram secara praktis atau tidak praktis.
Tidak ada internal memory.
2. Medium Technology Controllers
Mempunyai dua sampai empat sumbu bergerak dan memiliki mikroprosesor serta
memori terbatas. Tetapi I/O-nya terbatas, delay setiap gerakan serta dapat diprogram
jika kerja telah lengkap.
3. High Technology Controllers
Memiliki memori yang besar serta punya mikroprosesor dan co-mikroprosesor.
Bermacam-macam I/O, re-program dalam waktu singkat. Mempunyai sampai dengan
9 axis. Dalam kontrolernya ada 5 bagian penting, yaitu power supply, interface, axis
drive board, option boards dan microprocessor.
2.5.6. Jenis Robot dari Segi Fungsional
Secara fungsional, robot dapat diklasifikasikan pada dua dimensi dasar :
1. Servo (Play Back)
Ciri – ciri :
a. Mampu berhenti pada beberapa titik sepanjang jalur gerakan
b. Pemrograman intensif
c. Ketelitian Tinggi
2. Nonservo
Ciri – ciri :
a. Gerakan sudah ditentukan sesuai mekanisnya
b. Tanpa pemrograman

c. Kemampuan pengulangan tinggi
Adapun jenis robot yang digunakan di PT. Injeksi Indonesia yaitu robot Yushin yang
bekerja untuk material transfer (pick & place), dengan pengatur gerak limit sequence, dan
sensor yang dipakai yaitu proximity sensor. Dilihat dari sumbu kerja yang dimiliki (3 sumbu),
maka robot ini termasuk ke dalam robot pengontrol teknologi medium (Medium Technology
Controllers). Dilihat dari segi fungsional, robot ini berdimensi dasar servo (Play Back).
Gambar 2.3 Robot Yushin pada Mesin Injeksi PT. Injeksi Indonesia
(Tipe: ATC 150)

2.5. Alat Bantu Jig & Fixture
Semakin kompleks pembuatan suatu benda kerja, semakin rumit perkakas yang
digunakan. Untuk mempermudah perencanaan maka diadakan pengelompokkan alat.
Diantaranya yaitu alat utama dan alat bantu.
Alat utama ialah alat yang berfungsi merubah sifat-sifat geometris dari benda kerja.
Sedangkan alat bantu berfungsi untuk menolong atau membantu alat utama tanpa merubah
geometris benda kerja secara langsung. Alat bantu ini disebut Jig atau Fixture. Jig dan fixture
merupakan alat penahan dalam pembuatan part yang presisi secara berulang. Dibawah ini
merupakan definisi dari Jig dan Fixture menurut 2 orang ahli.
1. Menurut Suwarso Kaderi Wiryono
Jig ialah "alat pemegang benda kerja yang tidak terikat secara tetap pada mesin
tempat alat tersebut dipakai". (S.K.Wiryono, 2012) Sedangkan fixture "adalah
alat pemegang benda kerja yang secara tetap terikat pada mesin dimana alat itu
berada".(S.K.Wiryono, 2012)
2. Menurut Edward G. Hoffman
"Jig is a special device that holds, supports, or is placed on part to be
machined". (E.G. Hoffman, 2004) Atau bisa diartikan bahwa Jig adalah sebuah
alat khusus yang digunakan untuk menahan, mendukung, atau ditempatkan
pada part yang akan dilakukan proses permesinan. sedangkan arti fixture ialah
"fixture is a production tool that locates, holds, and support the work securely
so the required machining operation can be performed". (E.G. Hoffman, 2004)
Artinya bahwa Fixture merupakan alat produksi yang bekerja untuk
menempatkan, menahan, dan mendukung pekerjaan dengan aman sehingga
operasi permesinan yang diinginkan bisa diproses.

Dari uraian diatas, bisa disimpulkan bahwa Jig merupakan alat bantu permesinan yang
berfungsi menempatkan, menahan, dan mendukung benda kerja dan tidak terikat pada mesin.
Sedangkan fixture merupakan alat bantu permesinan yang berfungsi menempatkan, menahan,
dan mendukung benda kerja dan terikat secara tetap pada mesin.
2.6. Value Engineering (VE)
2.6.1. Definisi VE
Terdapat beberapa definisi yang diutarakan para ahli tentang value engineering. Dalam
thesis ini, penulis akan menyajikan definisi VE dari 3 ahlinya:
1. VE menurut Dell 'Isolla
"Value Engineering is a methodology that is known and accepted in the industrial
sector. It is an organized process with an impressive history of improving value and quality”.
(Dell'Isola, 1997) atau bisa diartikan bahwa VE adalah sebuah metode yang diakui di bidang
industri, dimana metode ini merupakan proses terorganisir melalui catatan pengembangan
nilai dan kualitas.
Adapun value itu sendiri didefinisikan sebagai ”The most cost-effective way to reliably
accomplish function that will meet the user's needs, desires, and expectations".(Dell'Isola,
1997) Yang artinya bahwa value atau nilai adalah jalan yang paling efektif dari segi biaya
untuk mencapai fungsi yang diharapkan.
2. VE menurut Richard Park
"Value Analysis/Value Engineering is a complete system designed to clearly define
objectives and develop means to achieve them". (Park, 1999) atau bisa dikatakan bahwa VE

adalah sistem yang lengkap dirancang untuk mendefinisikan tujuan-tujuan secara jelas
dengan mengembangkan kekayaan untuk mencapainya.
3. VE menurut Del L. Younker
"Value Engineering (VE) is an organized effort directed at analyzing the function of
goods and services for the purposes of achieving basic function at the lowest overall cost,
consisten with achieving essential characteristic".(Younker atau VE adalah usaha
terorganisir yang diarahkan untuk menganalisis fungsi barang dan pelayanan dengan tujuan
mencapai fungsi dasar, biaya keseluruhan yang rendah, dan karakter inti secara konsisten.
Dari definisi-definisi diatas, bisa disimpulkan bahwa value engineering merupakan
metode perancangan atau pengembangan suatu produk atau objek berdasarkan analisis fungsi
yang diharapkan dengan biaya keseluruhan yang paling efektif.
2.6.2. Sejarah VE
Value Engineering merupakan istilah umum dari value management (manajemen
nilai). Istilah ini dibuat oleh asosiasi VE amerika yang disingkat SAVE (Society of American
Value Engineers), sekarang menjadi SAVEI (SAVE International). Value management
pertama kali dimulai oleh Lawrence D. Miles ketika ia melakukan praktek metodologi di GE
(General Electric). Miles terpaksa mencari cara untuk membuat produk-produk GE dengan
bahan baku yang minim. Pada saat itu bahan baku yang ada banyak dipakai untuk perang
dunia II. Biro Perkapalan Amerika USBS (United State Burea of Ships) kemudian
memutuskan untuk memanfaatkan analisis nilai yang dilakukan Miles. Namun satu-satunya
cara menambah pekerja dalam Pengembangan Nilai yaitu dengan memanggil mereka
Engineer, bukan Analist seperti apa yang disarankan Miles. Karena hal tersebut, keterampilan
ini disebut dengan nama Value Engineering.

Berdasarkan referensi mantan kepala Value World Jack V. Michaels, Ph.D., CVS,
dibawah ini merupakan sejarah VE dari masa ke masa :
Perang Dunia II: Pemanfaatan VM di GE untuk melengkapi kekurangan
material utama dalam pembuatan produk untuk mencapai fungsi dengan biaya
yang dikurangi.
Tahun 1947: Lawrence D. Miles, Staff Engineer, ditempatkan dalam divisi
Purchasing untuk mempelajari sebuah konsep baru dalam bidang properti
dimana ia sukses mengembangkan paket teknik baru yang dinamakan VA
(Value Analysis), untuk mengurangi biaya secara efisien.
Tahun 1952: Seminar workshop VA pertama kali dilakukan.
Tahun 1954: Biro Perkapalan Angkatan Laut US memanfaatkan VA untuk
menghindari biaya selama perancangan, dengan memberi nama baru yang
disebut Value Engineering. Merupakan organisasi pemerintahan pertama yang
menggunakan teknik baru ini.
Tahun 1956: Watervliet Arsenal, dibawah veteran Kesatuan Angkatan Darat
Lokal U.S memprakarsai program VE. Hasilnya terbukti menguntungkan dan
dalam kurun waktu setahun, program tersebut menyebar dengan cepat.
Tahun 1958: Lawrence D. Miles diberi penghargaan oleh Angkatan Laut US
dengan penghormatan tertinggi warga sipil, yaitu Penghargaan Pelayanan
Publik atas bantuannya dalam VE terhadap Biro Perkapalan.

Tahun 1959: SAVE (Society of American Value Engineers) didirikan di
Washington, D.C untuk menggabungkan para praktisi dan mempromosikan
perkembangan profesi tersebut.
Tahun 1960-an: Charles Bytheway, mengembangkan sebuah alat untuk analisis
VE yang dinamakan Diagram FAST (Function Analysis System Technique).
Dimana dengan alat ini digunakan untuk mengidentifikasi, mengklasifikasi, dan
menunjukkan fungsi yang harus difokuskan oleh tim. Diagram ini sangat
berfungsi untuk membangun kerja tim dan memusyawarahkan area potensi
masalah untuk pengembangan.
Tahun 1965: Seorang delegasi Jepang mengunjungi SAVE untuk meminta
bantuan dalam masalah-masalahnya, merupakan tanda awal dimulainya
program VE di Jepang.
Tahun 1970: GSA (General Services Administration) memulai VE dalam
pembuatan bangunan.
Tahun 1971: Departemen Kesehatan, Pendidikan, dan Kesejahteraan Amerika
mengadopsi pemanfaatan VE dalam projek konstruksi bangunan.
Tahun 1973: SAVE mendirikan program sertifikasi bagi para spesialis VE.
Setahun kemudian sertifikasi ini menjadi persyaratan bagi para spesialis VE di
GSA.
Tahun 1975: Departemen Transportasi Amerika, FHWA (Federal HighWay
Administration) melakukan kontrak dengan perusahaan swasta untuk
melakukan program training "Value Engineering for HighWay" dalam skala
nasional.
Tahun 1980: Miles di anugerahi penghargaan presidential oleh asosiasi VE di
Jepang.
Tahun 1985: L.D. Miles, Bapak dari VE meninggal dunia pada tanggal 1
Agustus.
Tahun 1987: Gubernur Minesota mendeklarasikan pekan VE pada 23 Mei.
Tahun selanjutnya disusul pendeklarasian Gubernur Indiana.
Sekarang: SAVEI bekerja dengan seluruh agensi nasional dan internasional
untuk melanjutkan pemahaman, pengetahuan, pelatihan, dan fasilitas teknik
Pengembangan Nilai diseluruh dunia.
2.6.3. Perbandingan VE dengan Manajemen Sistem Lain
Layaknya pemanfaatan alat-alat pada setiap pekerjaan bagi Mekanik, dalam
Manajemen Sistem juga terdapat beberapa sistem yang berbeda-beda. Setiap sistem
mempunyai kelebihan-kelebihan tersendiri yang membuatnya lebih baik dalam beberapa fase
siklus pengembangan. Contohnya MBO (Management By Objectives) yang bisa
diaplikasikan dalam hampir keseluruhan siklus pengembangan. Namun, sistem ini
memerlukan definisi tujuan yang spesifik pada fase-fase awalnya. Pendefinisian ini terlalu
menghabiskan waktu sehingga menjadi salah satu alasan sistem tersebut jarang digunakan.
Contoh sistem lain yaitu ZBB (Zero-Based Budget) yang juga merupakan sistem yang
ditinggalkan karena tingkat kompleksitas dan durasi waktunya. Bagaimanapun, beberapa
perusahaan mendapati sistem ini sangat bermanfaat dalam program pengembangan yang
lebih kecil. Sebagai tambahan, sistem ini memiliki aspek-aspek yang tidak ternilai dalam
metode target biaya.
Beberapa metode sistem lain seperti K-T (Kepner-Trego) terlihat baik dalam
pemecahan masalah seperti metode Taguchi yang sering digunakan dalam pengembangan
kualitas dan simplikasi produk manufaktur.

Tabel 2.1. Matrix ToolBox Sistem Manajemen dan Taraf Aplikasinya.
Skala: 5.Baik Sekali 4.Baik 3.Kurang 2.Sangat Kurang 1.(Kosong) Tidak ada
(Sumber : Richard Park, 1999)

2.6.4. Analisis Fungsi pada VE
Analisis Fungsi (Function Analysis) adalah pembelajaran tentang daya guna
perancangan. ”. (Dell'Isola, 1997) Analisis ini merupakan satu dari beberapa hal yang
membedakan VE dengan Sistem Manajemen lainnya.
Analisis Fungsi terdiri dari Definisi Fungsi, Evaluasi Fungsi, dan Pencarian Alternatif.
Ketiga item ini yang membentuk inti dasar dari Value Engineering.
Gambar 2.4 Langkah-langkah Analisis Fungsi
(Sumber: D. McGeourge, 1997)
2.6.4.1. Definisi Fungsi dan Diagram FAST (Function Analysis System
Technique)
Fungsi terdiri dari kata kerja dan kata benda. (McGeourge, 1997) Pada umumnya,
fungsi dari suatu benda/objek/produk tidak bisa ditentukan tanpa penggunaan kata kerja dan
kata benda.
Dalam upaya membuat metodologi yang mudah dalam pendefinisian fungsi, maka
dilakukan pembagian jenis fungsi:

Fungsi Dasar (Basic Function)
Fungsi dasar bisa didefinisikan sebagai ”That which is essential to the
performance of a user function".(Dell'Isola, 1997) Yang bisa diartikan sebagai
fungsi yang mendasari dayaguna yang menjadi tujuan pemakai.
Penentuan Fungsi Dasar ini dilakukan dengan membuat pertanyaan "Bisakah
fungsi tersebut dieliminasi tanpa mempengaruhi pencapaian tujuan pemakai?"
Fungsi Sekunder (Secondary Function)
Fungsi Sekunder bisa diartikan sebagai fungsi yang tidak mendasari daya guna
yang menjadi tujuan pemakai.
Diagram FAST bisa didefinisikan sebagai "Diagram for taking project functions and
arranging them in logical order".(Dell'Isola, 1997)* sebuah teknik diagram yang berfungsi
mendefinisikan fungsi projek melalui urutan logika. Diagram ini mempunyai kelebihan
seperti dibawah:
Mengembangkan pemahaman yang menyeluruh tentang proyek.
Menyelesaikan tantangan fungsi dengan mencari konsep rancangan yang akan
diusulkan.
Mengidentifikasi fungsi dasar dari proyek, proses, dan produk
Mendefinisikan, menyederhanakan, dan mengklarifikasi masalah.
Terdapat 3 pertanyaan kunci yang digunakan dalam diagram FAST:
1. Bagaimana cara anda mencapai fungsi ini?
2. Kenapa anda menggunakan fungsi ini?
3. Ketika anda menjalankan fungsi ini, apa fungsi lain yang harus dilakukan?
Dibawah ini adalah contoh diagram FAST produk Jebakan Tikus:

Gambar 2.5 Diagram FAST (Function Analysis System Technique)
2.6.4.2. Evaluasi Fungsi Dengan Lowest Cost to Achieve Function (Biaya
Terendah untuk mencapai Fungsi)
Setelah penjabaran fungsi dari keseluruhan proyek, maka dilakukan evaluasi fungsi
dari segi biaya. Dengan tabel Lowest Cost to Achieve Function, didapat biaya minimum dari
komponen-komponen penyusun fungsi tujuan proyek.
Tabel 2.2. Tabel Lowest Cost to Achieve Function
(Sumber : D. McGeorge, 1997)

2.6.4.3. Pencarian Alternatif Melalui Brain Storming
Setelah fungsi dievaluasi, alternatif pilihan bisa dicari untuk mendapatkan
kemungkinan biaya yang lebih rendah tanpa mengurangi fungsi. Adapun metode yang biasa
digunakan yaitu brain storming. Sebagai teknik manajemen yang umum, alat ini sering
digunakan dalam VE khususnya dalam pelahiran ide alternatif.
Brain storming ialah sebuah pendekatan yang sangat bermanfaat dan mudah dilakukan.
Pendekatan ini meliputi pendefinisian tujuan, lalu meminta masukan potensial mengenai
metode lain dalam pencapaian tujuan tersebut. Tugas disini ialah merancang sebuah produk
baru atau merancang ulang produk yang ada untuk mengurangi biaya.
Adapun Aturan-aturan dari brain storming menurut (M S Dobson dan D S Dobson,
2012) dalam bukunya yang berjudul ”Project Risk and Cost Analysis" yaitu:
Definisikan masalah
Pilih partisipan
Set aturan dasar
Definisikan pertanyaan atau tujuan pada Brainstorming
Focus pada jumlah, bukan pada kualitas ide
Jangan ada kritik
Seperti disebutkan diatas, bahwa langkah awal dalam melakukan brain storming yaitu
mendefinisikan masalah. Untuk pendefinisian masalah dalam menentukan ide alternatif
perancangan, perlu dibuat kategori peringkat biaya. Kategori ini dibuat dalam bentuk pareto
biaya dari perancangan yang ada. Hal ini berfungsi untuk lebih memfokuskan ide perbaikan
selama brain storming sehingga efek dari ide alternatif dalam hal biaya akan lebih signifikan.

Tabel 2.3. Pareto Biaya
(Sumber : Joseph Berk, 2010)
2.6.5. VEJP (Value Engineering Job Plan)
Value engineering mengikuti suatu metodologi berupa langkah yang tersusun secara
sistematis yang dikenal dengan rencana kerja rekayasa nilai (value engineering job plan).
Terdapat berbagai macam versi dari rencana kerja VE ini. Adapun yang akan diulas disini
yaitu rencana kerja VE menurut (McGeorg, 1997) adapun VEJP tersebut terdiri dari fase-fase
:
Fase Informasi
Pada fase ini, seluruh informasi yang berhubungan dengan cakupan proyek VE
dikumpulkan.

Fase Analisis
Fase ini terbagi menjadi 2 bagian, yaitu: Definisi Fungsi, dan Evaluasi Fungsi.
Fase Kreatif
Pada fase ini, hasil analisis fungsi dijadikan acuan BrainStorming untuk
melahirkan ide alternatif lain dengan tetap memenuhi fungsi yang didefinisikan
dalam fase Analisis.
Fase Penentuan
Pada fase ini dilakukan evaluasi pada seluruh alternatif yang didapat.
Fase Pengembangan
Dilakukan aksi pengembangan/perbaikan berdasarkan ide alternatif yang
dipilih.

BAB III
METODOLOGI PENELITIAN
Metodologi penelitian merupakan kerangka kerja atau kerangka berpikir secara
sistematis yang akan dilakukan untuk mengidentifikasi, merumuskan, menganalisa,
memecahkan, dan menyimpulkan suatu masalah pada pembahasan yang diangkat
sebagai suatu penelitian sehingga peneliti lebih fokus dan beraturan dengan tertuju
hanya pada penyelesaian masalah yang telah tentukan.
3.1. Kerangka Penelitian Dalam hal ini penulis mencoba berpikir secara sistematis dengan membuat
kerangka kerja penelitian. Tahapan penelitian ini dapat dilihat pada Gambar 3.1.
berikut:
Gambar 3.1. Kerangka Penelitian

3.2. Identifikasi dan Perumusan Masalah
Tahap pertama, Identifikasi rumusan masalah merupakan analisa terhadap
masalah yang terjadi dari hasil observasi awal. Dari hasil analisa ini maka akan
ditetapkan tujuan penelitian dan ditetapkan batasan agar penelitian tidak keluar dari
pembahasan. Kemudian Dari hasil observasi dan wawancara dengan pihak produksi,
diketahui bahwa terdapat proses injeksi produk torsion bar yang belum maksimal
dalam pengeluaran output, dari segi waktu siklus pun proses produksi torsion bar ini
belum mencapai target karena kompleksitas bentuk dan dimensinya. Sehingga
diharapkan dengan menggunakan system otomasi penuh dengan menggunakan robot
dan jig dapat meningkatkan jumlah output serta efisiensi pada perusahaan. Lalu
dilanjutkan dengan penentuan studi literatur untuk dasar teori yang akan digunakan
dalam penelitian dan pengolahan data. Data yang digukankan untuk identifikasi dan
perumusan masalah adalah dengan observasi awal selain itu dilakukan juga dengan
studi literatur yang bermanfaat untuk memperkuat langkah pengerjaan penelitian
yang dilakukan.
3.2.1. Observasi
Observasi adalah tahap awal dalam melakukan penelitian untuk mencari data
responden. Metode yang digunakan adalah melalui interview dan meeting terhadap
permasalahan yang dialami responden dalam produksi torsion bar. Selain itu juga
dilakukan pengamatan secara langsung bagaimana proses injeksi dan pengambilan
produk saat ini. Langkah selanjutnya dilakukan pengambilan data kuantitatif terhadap
pendapat beberapa responden melalui hasil form meeting untuk mendapatkan yang
dibutuhkan.
3.2.2. Tinjauan Pustaka
Studi literatur adalah proses mempelajari aktivitas dan konsep dalam
melakukan penelitian. Studi literatur ini digunakan dengan maksud dan tujuan untuk
melengkapi teori yang dipakai dan berperan pada pengumpulan informasi secara
tuntas untuk menyelesaikan suatu masalah. Dikutip dari buku atau referensi yang
berhubungan dengan penelitian untuk dijadikan landasan teori. Dalam proses
perancangan ini literatur yang akan digunakan adalah Value Engineering.
3.3. Pengumpulan Data
Pengumpulan data dari perusahaan dilakukan guna mencari informasi sebagai
acuan untuk merancang alat bantu Jig yang sesuai dengan fungsi yang ditargetkan.
Adapun pengumpulan data ini dilakukan dengan cara observasi langsung, atau
mengkopi data yang sudah tersedia seperti gambar ukuran detil layout mold.
Data-data tersebut antara lain, yaitu:
a. Data Output Produk, yakni data mengenai output produksi untuk produk torsion
bar.
b. Data Produk, yakni data detil mengenai bentuk dan dimensi produk yang
menjadi objek penelitian.
c. Data Mold, yaitu data layout dan dimensi mold yang menjadi alat cetak produk
pada mesin injeksi di area produksi.
d. Data Material, yakni pendataan data-data part Jig yang umum digunakan
beserta dimensinya sebagai acuan perancangan.
e. Data upah karyawan, yakni pendataan upah serta tunjangan yang harus
dibayarkan oleh perusahaan setiap tahunnya.
f. Data biaya robot, yaitu biaya yang dikeluarkan untuk pengunaan robot, mulai
dari harga robot, biaya listrik, dan depresiasi harga robot.
3.4. Pengolahan Data
Setelah mendapatkan data yang dibutuhkan, tahapan berikutnya adalah
mengidentifikasi alat bantu yang akan dibuat dengan mengetahui apa target utama
yang akan diperoleh pada alat bantu tersebut. Untuk mengetahuinya digunakanlah
diagram FAST agar membantu untuk menentukan fungsi – fungsi terkait yang
nantinya akan dijadikan suatu konsep rancangan.

3.4.1. FAST (Function Analysis System Technique) Diagram
Diagram ini dibuat oleh Departemen Automoation Development dengan skill
dan pengalaman dalam bidang jig yang menjadi dasar dalam analisis fungsi secara
efektif. Langkah-langkahnya sebagai berikut :
1. Menentukan fungsi akhir jig
2. Menentukan alat-alat utama yang digunakan untuk mencapai fungsi akhir
secara efektif melalui urutan pertanyaan logika (how, why, when) tentang fungsi
masing-masing alat tersebut.
3. Batasi area yang termasuk kedalam projek perancangan.
4. Kumpulkan data alat-alat utama dengan fungsi dasarnya (fungsi sekunder bila
ada).
Data yang dikumpulkan selanjutnya digunakan untuk dasar perancangan alat
bantu. Secara teknis, dilakukan dengan menggunakan software 3D desain.
Tahapan berikutnya yaitu perancangan konsep, setelah mendapatkan fungsi
yang diinginkan dengan diagram FAST, munculah gagasan atau ide terhadap suatu
alat bantu yang memungkinkan untuk mencapai fungsi – fungsi yang akan dicapai.
Gagasan tersebut kemudian diimplementasikan dalam bentuk desain. Desain tersebut
nantinya akan digunakan untuk membuat protoype untuk mengetahui pencapaian
fungsi – fungsi yang didapat dengan harga yang terjangkau. Kemudian dalam
menentukan biaya – biaya yang terkait pada alat bantu jig atau EOAT dapat dilihat
menggunakan tabel.
3.4.2. Tabel Lowest Cost to Achieve Function
Langkah-langkahnya sebagai berikut:
1. Menentukan spesifikasi part jig yang tepat untuk membuat alat-alat utama
2. Mendata biaya-biaya dari hasil spesifikasi yang ditentukan termasuk jumlah
biayanya
Dengan adanya tabel biaya – biaya yang sudah dibuat sedemikian rupa,
kemudian dapat dilakukan pencarian ide atau gagasan alternative untuk mencapai

fungsi –fungsi yang sudah di tentukan pada identifikasi fungsi dengan harapan akan
mendapatkan alternatif jig dan EOAT yang lebih efisien dalam segi fungsi dan juga
biaya yang dikeluarkan. Pencarian gagasan alternatif tersebut dapat dituangkan
dengan metoda brainstorming.
3.4.3. Brain storming/Ide Alternatif
Ide Brain storming ini didapat dari orang-orang seksi terkait, yakni seksi
automation development, production development, production (operator), dan
general affair (GA). Dilakukan dengan langkah-langkahnya sebagai berikut:
1. Sorting data alat-alat jig berdasarkan jumlah biayanya dari urutan termahal
hingga termurah
2. Buat pareto biaya untuk melihat alat-alat dengan item biaya tertinggi
3. lakukan pengumpulan ide brain storming untuk mencari alternatif material
yang lebih murah untuk meningkatkan efisiensi biaya, khususnya untuk item
biaya tertinggi
4. Lakukan penyaringan ide yang mungkin untuk diaplikasikan
5. Data ulang biaya yang dihasilkan dan bandingkan biaya totalnya untuk melihat
efisiensi biaya pada perancangan awal (Alternatif 1) dan akhir (alternatif 2)
3.5. Analisa hasil dan Pembahasan
Tahap Keempat, pada tahap ini penulis menganalisa rancangan alternatif
mana yang terbaik dalam segi efisiensi fungsi. Serta menghitung biaya penghematan
karena adanya pengurangan produk cacat dengan alat yang baru dan juga output
produk Torsion Bar di produksi.
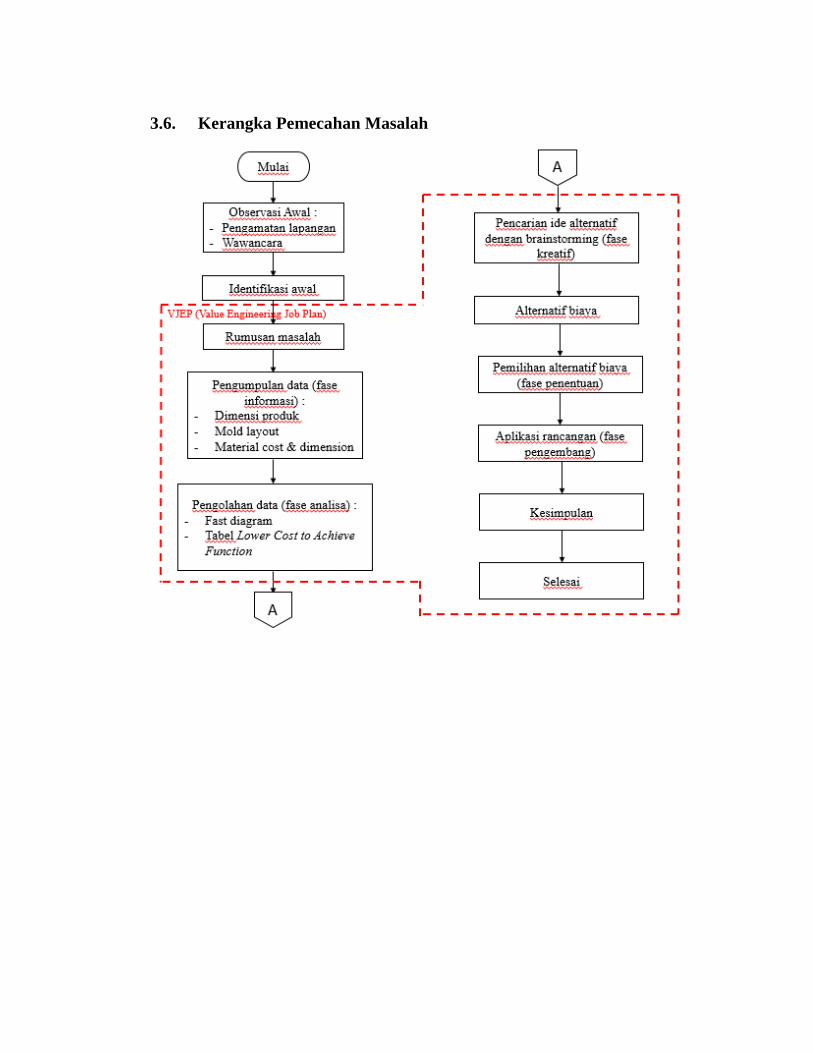
3.6. Kerangka Pemecahan Masalah

1
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
1.1. Pengumpulan Data
Sebagai awal dari fase informasi dalam value engineering job plan,
dilakukan pengumpulan data untuk landasan dan perancangan alat bantu jig.
Adapun informasi yang akan digali yakni mengenai torsion bar sebagai objek
dalam proyek, mold layout sebagai acuan bentuk serta dimensi alat bantu jig, dan
daftar harga part-part yang umum digunakan dalam pembuatan jig.
1.1.1. Data Output Produksi.
Data output dari produksi pada bulan februari 2018 untuk produk
torsion bar adalah sebagai berikut:
Tabel 4. 1. Data output produksi dalam 1 hari pada bulan Februari 2018
Dari tabel diatas dapat dilihat data output produksi torsion bar dalam
1 hari dengan waktu kerja 8 jam dalam 3 shift pada tanggal 1 februari 2018.
Lalu dengan total hasil output selama 1 bulan pada bulan februari dapat
dilihat pada tabel 4.2. dibawah.
Tabel 4.2. Data output produksi bulan Februari 2018
Date ShiftShift
NameMode Machine Item Size Output
01-Feb Shift 3 A 3 Shift 205-1101070 Torsion Bar AD-42142 Supernova 5-6 136
01-Feb Shift 3 A 3 Shift 205-1101070 Torsion Bar AD-42142 Supernova 5-6 139
01-Feb Shift 2 C 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 5-6 + 11-12 148
01-Feb Shift 2 C 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 6½-7½ + 8-9 152
01-Feb Shift 2 C 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 8-9 155
01-Feb Shift 2 C 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 8-9 + 9½-10½ 128
01-Feb Shift 3 A 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 9½-10½ 144
01-Feb Shift 3 A 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 9½-10½ 145
01-Feb Shift 1 B 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 11-12 120
01-Feb Shift 1 B 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 9½-10½ + 11-12 136
01-Feb Shift 1 B 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 11-12 139
85.387
3.558
148
48,57
TOTAL :
Output per Hari (pairs)
Output per Jam (pairs)
Rata - rata Cycle Time per Produk (detik)

2
Dari tabel 4.2 total output produksi selama 1 bulan pada bulan februari
2018 yaitu 85.387 pairs sehingga didapati cycle time produk per shoot
injeksi yaitu 48.57 detik. Untuk uraian kebutuhan cycle time per 1 shoot
produk dapat dilihat pada tabel 4.3. dibawah ini.
Tabel 4.3. Total cycle time produk torsion bar pada februari 2018
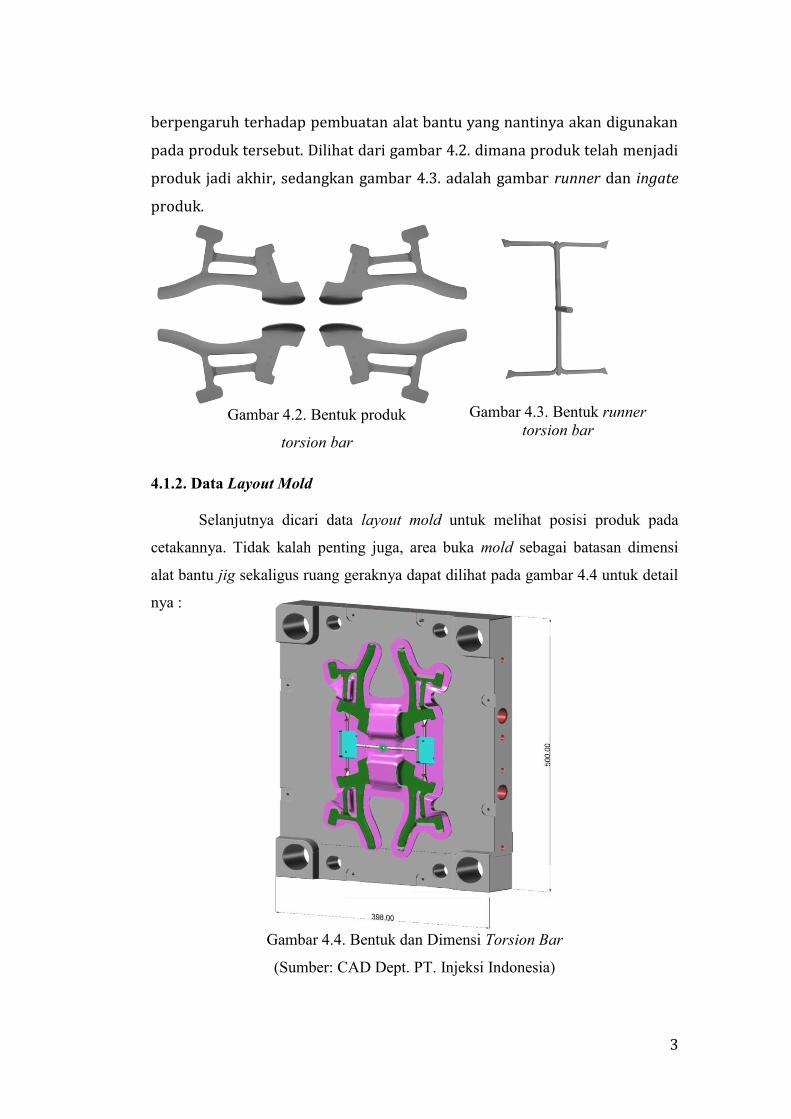
4.1.2. Data Torsion Bar
Bentuk dan dimensi produk yang tipis dengan berat produk 38 gram dan
berat runner 9 gram juga memiliki 4 ingate yang harus dipotong secara bersamaan
dan merupakan tantangan yang dihadapi dalam perancangan alat bantu jig agar
mendapatkan fungsi dan cycle time yang lebih cepat dan tepat. Secara visual
dapat kita lihat pada gambar 4.1. dibawah ini :
Gambar 4.1. Bentuk dan Dimensi Torsion Bar
(Sumber: CAD Dept. PT. Injeksi Indonesia)
Dari gambar diatas telah diketahui dimensi produk yang sudah
ditentukan. Dimensi produk ini akan
3
berpengaruh terhadap pembuatan alat bantu yang nantinya akan digunakan
pada produk tersebut. Dilihat dari gambar 4.2. dimana produk telah menjadi
produk jadi akhir, sedangkan gambar 4.3. adalah gambar runner dan ingate
produk.
4.1.2. Data Layout Mold
Selanjutnya dicari data layout mold untuk melihat posisi produk pada
cetakannya. Tidak kalah penting juga, area buka mold sebagai batasan dimensi
alat bantu jig sekaligus ruang geraknya dapat dilihat pada gambar 4.4 untuk detail
nya :
Gambar 4.4. Bentuk dan Dimensi Torsion Bar
(Sumber: CAD Dept. PT. Injeksi Indonesia)
Gambar 4.2. Bentuk produk
torsion bar
Gambar 4.3. Bentuk runner
torsion bar

4
Sama halnya dengan produk yang memiliki 2 sisi luar dan dalam mold pun
memiliki 2 sisi yaitu core dan cavity, pada mold core adalah bagian yang yang
menjadi sisi dalam dari produk sedangkan cavity adalah bagian yang menjadi sisi
terluar dari produk, untuk jelas nya mengenai bagian mold cavity dan core dapat
dilihat pada gambar 4.5 dan 4.6.
Gambar 4.5. Mold Cavity Gambar 4.6. Mold Core
Dari gambar di atas dapat dilihat antara mold cavity dan core pada produk
torsion bar, setelah proses injeksi mold akan terbuka dan memiliki area buka
antara mold cavity dan core sedangkan produk akan menempel bagian cavity
mold sehingga EOAT yang dibuat dan dirancang untuk mengambil produk pada
bagian ini. Untuk jelas nya dapat dilihat pada gambar 4.7.
Gambar 4.7. Area Buka Mold (Ruang Gerak Jig)
Area buka Mold Torsion Bar = 300mm
Mold Core Mold Cavity
5
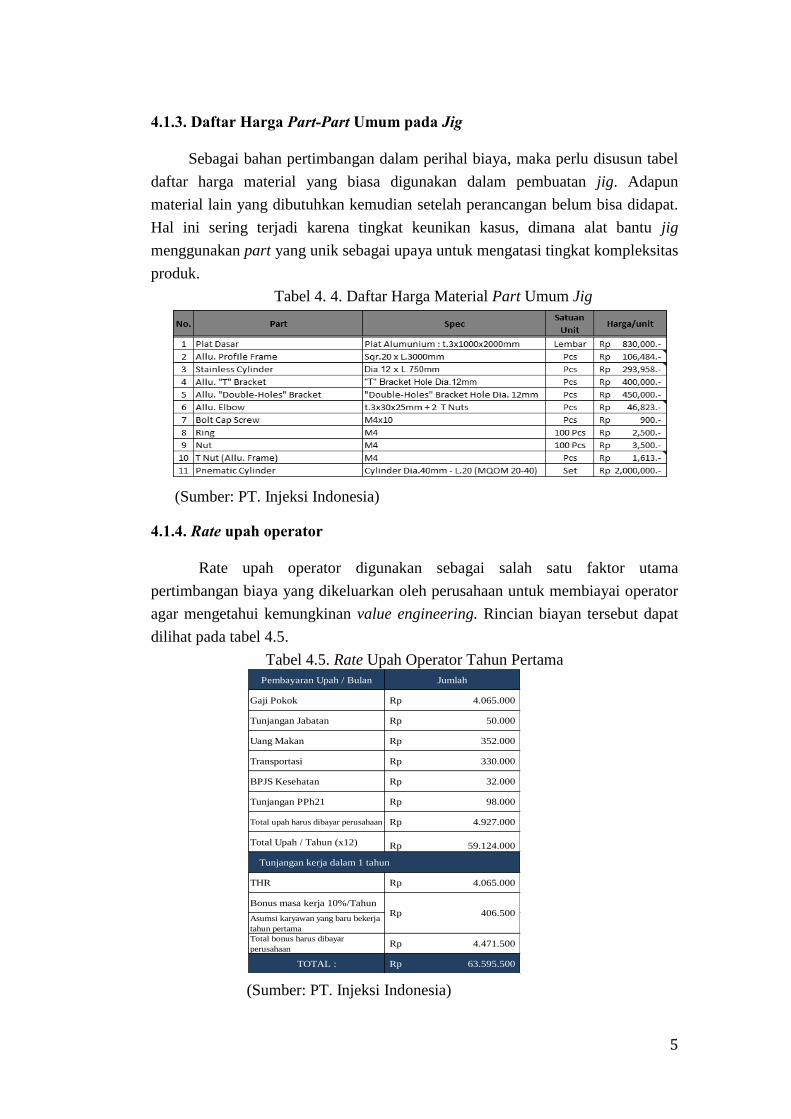
4.1.3. Daftar Harga Part-Part Umum pada Jig
Sebagai bahan pertimbangan dalam perihal biaya, maka perlu disusun tabel
daftar harga material yang biasa digunakan dalam pembuatan jig. Adapun
material lain yang dibutuhkan kemudian setelah perancangan belum bisa didapat.
Hal ini sering terjadi karena tingkat keunikan kasus, dimana alat bantu jig
menggunakan part yang unik sebagai upaya untuk mengatasi tingkat kompleksitas
produk.
Tabel 4. 4. Daftar Harga Material Part Umum Jig
(Sumber: PT. Injeksi Indonesia)
4.1.4. Rate upah operator
Rate upah operator digunakan sebagai salah satu faktor utama
pertimbangan biaya yang dikeluarkan oleh perusahaan untuk membiayai operator
agar mengetahui kemungkinan value engineering. Rincian biayan tersebut dapat
dilihat pada tabel 4.5.
Tabel 4.5. Rate Upah Operator Tahun Pertama
(Sumber: PT. Injeksi Indonesia)
Pembayaran Upah / Bulan Jumlah
Gaji Pokok 4.065.000Rp
Tunjangan Jabatan 50.000Rp
Uang Makan 352.000Rp
Transportasi 330.000Rp
BPJS Kesehatan 32.000Rp
Tunjangan PPh21 98.000Rp
Total upah harus dibayar perusahaan 4.927.000Rp
Total Upah / Tahun (x12) 59.124.000Rp
Tunjangan kerja dalam 1 tahun
THR 4.065.000Rp
Bonus masa kerja 10%/Tahun
Asumsi karyawan yang baru bekerja
tahun pertama
Total bonus harus dibayar
perusahaan4.471.500Rp
TOTAL : 63.595.500Rp
406.500Rp

6
Dari tabel diatas akan dibuatkan perhitungan total upah untuk operator
yang digunakan untuk proses produksi torsion bar tersebut. Dengan asumsi rata –
rata kenaikan upah per tahun adalah 11,9% (dihitung dari kenaikan upah selama 5
tahun terakhir lalu dibagi 5). Dapat dilihat pada tabel 4.6. sebagai berikut:
Tabel 4.6. Rate Upah Operator selama 5 tahun
Dilihat dari tabel tersebut bahwa biaya yang dikeluarkan untuk membiayai 2
operator untuk kebutuhan produksi torsion bar adalah Rp 784.111.242,-
4.1.4. Rate Robot
Sebagai salah satu faktor utama pertimbangan biaya yang dikeluarkan oleh
perusahaan untuk membiayai pengoperasian robot agar mendapatkan
kemungkinan value engineering ini dapat tercapai dengan menggunakan jig dan
EOAT. Rincian biaya tersebut dapat dilihat pada tabel 4.7.
Tabel 4.7. Rate biaya robot selama 5 tahun
(Sumber: PT. Injeksi Indonesia)
Dari tabel diatas didapat biaya yang harus dikeluarkan perusahaan untuk
membiayai pengoperasian robot selama 5 tahun, biaya yang dikeluarkan sudah
termasuk biaya unit robot, biaya kelistrikan, biaya depresiasi barang selama 5
tahun, untuk biaya perawatan sudah termasuk dalam garansi pembelian selama 5
Tahun Total Upah Operator
setiap tahunJumlah Operator / Mesin
Total Biaya Tahunan
Operator / Mesin
Ke - 1 63.595.500Rp 2 127.191.000Rp
Ke - 2 70.387.302Rp 2 140.774.604Rp
Ke - 3 77.611.915Rp 2 155.223.830Rp
Ke - 4 85.701.553Rp 2 171.403.106Rp
Ke - 5 94.759.351Rp 2 189.518.702Rp
TOTAL: 784.111.242Rp
Merek
Yushin Robot
Tegangan ArusKonsumsi daya
maksimum
Biaya Listrik
/kWh
Estimasi Waktu
Robot digunakan
Total biaya listrik
/ hari
AC 200 V - 7.5 A 1,5 kWh $0,12 24 jam 4,32$
Harga Perolehan Aset Asumsi Nilai SisaUmur Ekonomis
(tahun)Depresiasi / tahun
Depresiasi /
Bulan
26.742$ 15.000$ 5 $2.348,40 195,70$
Jenis Biaya yang
dikeluarkan PerusahaanRincian Jumlah Biaya Total Biaya
Biaya Robot YUSHIN SC 150 / 250 1 26.742,00$ 26.742,00$
Biaya kelistrikan robot kWh ~ 5 tahun 5 1.347,84$ 6.739,20$
Biaya Depresiasi Asumsi Nilai Sisa 5 2.348,40$ 11.742,00$
TOTAL: 45.223,20$
Biaya Robot
Biaya Kelistrikan
YUSHIN Linear Robot SC-150
Tipe
SC 150 / 250
Harga Robot (pcs)
$ 26.742

7
tahun. Sehingga didapatkan total biaya yaitu $ 45.223,20 atau Rp 610.513.200,-
(Dengan asumsi nilai tukar dollar terhadap rupiah di angka Rp 13.500,-)
4.2. Pengolahan Data Dari hasil pengumpulan data, selanjutnya dilakukan pengolahan data
dalam upaya perancangan alat bantu jig. Dalam value engineering job plan,
langkah ini termasuk dalam fase analisis. Adapun dalam fase ini, dilakukan
identifikasi fungsi antara primer dan sekunder yang dibutuhkan oleh pemakai lalu
analisa definisi fungsi dengan diagram FAST dan evaluasi fungsi dengan tabel
lowest cost to achieve function. Sebelum dilakukan pengolahan data harus
ditentukan terlebih dahulu bahwa adanya keterkaitan antara Cost dengan
permormance dalam jig dan EOAT yang akan dibuat, sesuai dengan tabel 4.8.
dibawah ini.
Tabel 4.8. Prinsip dasar Value Engineering
(Sumber: PT. Injeksi Indonesia)
4.2.1. Identifikasi Fungsi
Sebagai langkah awal dalam fase analisis dilakukan identifikasi fungsi-
fungsi yang diperlukan dari suatu produk untuk memenuhi keinginan pemakai
agar mempermudah proses produksi. Fungsi tersebut di bagi menjadi 2 kategori,
yaitu :
Proses pengambilan Torsion
Bar dari mesin injeksi
menggunakan Jig dan EOAT
C
O
S
T
T
E
T
A
P
T
U
R
U
N
PERFORMANCE
TETAP NAIK
Proses pengoperasian mesin
injeksi Torsion Bar oleh operator
dan proses finishing serta
packing oleh operator lainnya.
Setting mesin injeksi untuk
menaikan kecepatan injeksi,
charging, dan cooling time
sehingga mempersingkat cycle
time
Proses pengoperasian mesin
injeksi Torsion Bar sekaligus
proses finishing serta packing
oleh 1 operator

8
Fungsi basic merupakan fungsi dasar dari suatu produk dan hanya
memiliki satu fungsi. Tanpa adanya fungsi ini, maka produk tersebut tidak
memiliki kegunaan pada EOAT dan jig fungsi basic yaitu untuk mengambil
produk torsion bar dari mesin injeksi agar produk dapat langsung di proses
packing, sedangkan fungsi secondary merupakan fungsi pendukung terhadap
fungsi basic dari suatu produk dan memiliki lebih dari satu fungsi seperti
memotong ingate penghubung antara produk dengan runner dan memudahkan
pemisahan antara runner dan produk. Untuk lebih rinci untuk fungsi basic dan
secondary dapat dilihat pada tabel 4.9.
Tabel 4.9. Tabel Fungsi
(Sumber: PT. Injeksi Indonesia)
4.2.2. Definisi Fungsi dengan Diagram FAST (Function Analysis System
Technique)
Sebagai langkah awal dalam fase analisis, dilakukan pendefinisian fungsi
dengan diagram FAST. Dari hasil diagram ini, akan didapat proses yang dapat di
kembangkan dalam segi teknologi, cost, cycle time. Sebelum memasuki tahapan
peningkatan performance perlu diketahui proses – proses dalam melakukan
injeksi, dimulai dari mengatur mesin injeksi, lalu menyuntikan material menuju
molding, lalu mengisi material kembali dalam barrel dilain sisi proses
pendinginan produk pada mold, setelah itu mold akan terbuka lalu produk dapat
Fungsi Basic Secondary
a. Untuk memotong ingate penghubung antara
produk dengan runner.
b. Untuk memisahkan antara tempat akhir produk
dan runner.
c. Untuk mempemudah pengecekan dan packing
produk Torsion Bar oleh operator.
d. Untuk memberikan hasil output yang lebih
maksimal.
e. Untuk memberikan nilai lebih dari perusahaan
karena sudah menerapkan penggunaan teknologi.
Fungsi
Jig /EOAT
Untuk mengambil produk Torsion Bar dari mesin
injeksi agar produk dapat langsung diproses packing.

9
diambil. Untuk lebih rinci dibuatkan Diagram FAST untuk proses injeksi pada
gambar 4.8.
Gambar 4.8. Diagram FAST proses injeksi
Dari diagram diatas dapat dilihat terdapat dua segmentasi antara proses
yang dilakukan otomatis oleh mesin injeksi dan cakupan projek pembelajaran
value engineering yaitu proses pengambilan produk. Lalu dari diagram diatas
dapat kita deskripsikan lagi mengenai proses pengambilan produk dengan
menggunakan diagram FAST lanjutan yang dibuat ada pada gambar 4.9.
Gambar 4.9. Diagram FAST proses pengambilan produk
Mengambil Torsion
Bar
Menahan Torsion
BarMenggerakan Jig
Mengatur Robot
3 Axis
Menggerakan alat
bantu pengambil
CAKUPAN PROJEK DAN PEMBELAJARAN VALUE
ENGINEERING
Fun
ctio
n
How ? Why ?
Menghasilkan
Produk
Mengambil
Torsion Bar
Membuka
Molding
Mengisi
Material
Menyuntikkan
Material
Mengatur
Mesin Injeksi
Mendinginkan
produk
CAKUPAN PROJEK DAN
PEMBELAJARAN VALUE
ENGINEERING
PROSES MESIN
INJEKSI
Fu
ncti
on
How ? Why ?
10
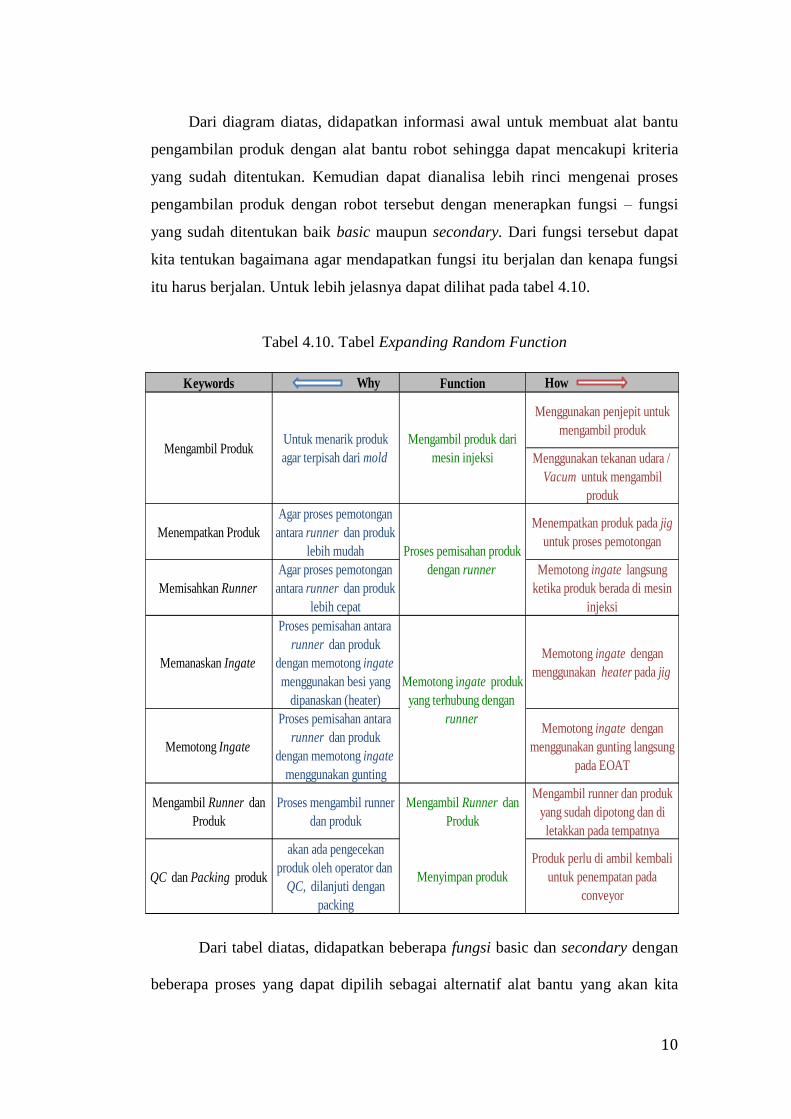
Dari diagram diatas, didapatkan informasi awal untuk membuat alat bantu
pengambilan produk dengan alat bantu robot sehingga dapat mencakupi kriteria
yang sudah ditentukan. Kemudian dapat dianalisa lebih rinci mengenai proses
pengambilan produk dengan robot tersebut dengan menerapkan fungsi – fungsi
yang sudah ditentukan baik basic maupun secondary. Dari fungsi tersebut dapat
kita tentukan bagaimana agar mendapatkan fungsi itu berjalan dan kenapa fungsi
itu harus berjalan. Untuk lebih jelasnya dapat dilihat pada tabel 4.10.
Tabel 4.10. Tabel Expanding Random Function
Dari tabel diatas, didapatkan beberapa fungsi basic dan secondary dengan
beberapa proses yang dapat dipilih sebagai alternatif alat bantu yang akan kita
Keywords Why Function How
Menggunakan penjepit untuk
mengambil produk
Menggunakan tekanan udara /
Vacum untuk mengambil
produk
Menempatkan Produk
Agar proses pemotongan
antara runner dan produk
lebih mudah
Menempatkan produk pada jig
untuk proses pemotongan
Memisahkan Runner
Agar proses pemotongan
antara runner dan produk
lebih cepat
Memotong ingate langsung
ketika produk berada di mesin
injeksi
Memanaskan Ingate
Proses pemisahan antara
runner dan produk
dengan memotong ingate
menggunakan besi yang
dipanaskan (heater)
Memotong ingate dengan
menggunakan heater pada jig
Memotong Ingate
Proses pemisahan antara
runner dan produk
dengan memotong ingate
menggunakan gunting
Memotong ingate dengan
menggunakan gunting langsung
pada EOAT
Mengambil Runner dan
Produk
Proses mengambil runner
dan produk
Mengambil runner dan produk
yang sudah dipotong dan di
letakkan pada tempatnya
QC dan Packing produk
akan ada pengecekan
produk oleh operator dan
QC, dilanjuti dengan
packing
Produk perlu di ambil kembali
untuk penempatan pada
conveyor
Menyimpan produk
Mengambil Runner dan
Produk
Memotong ingate produk
yang terhubung dengan
runner
Proses pemisahan produk
dengan runner
Mengambil produk dari
mesin injeksi
Untuk menarik produk
agar terpisah dari mold Mengambil Produk
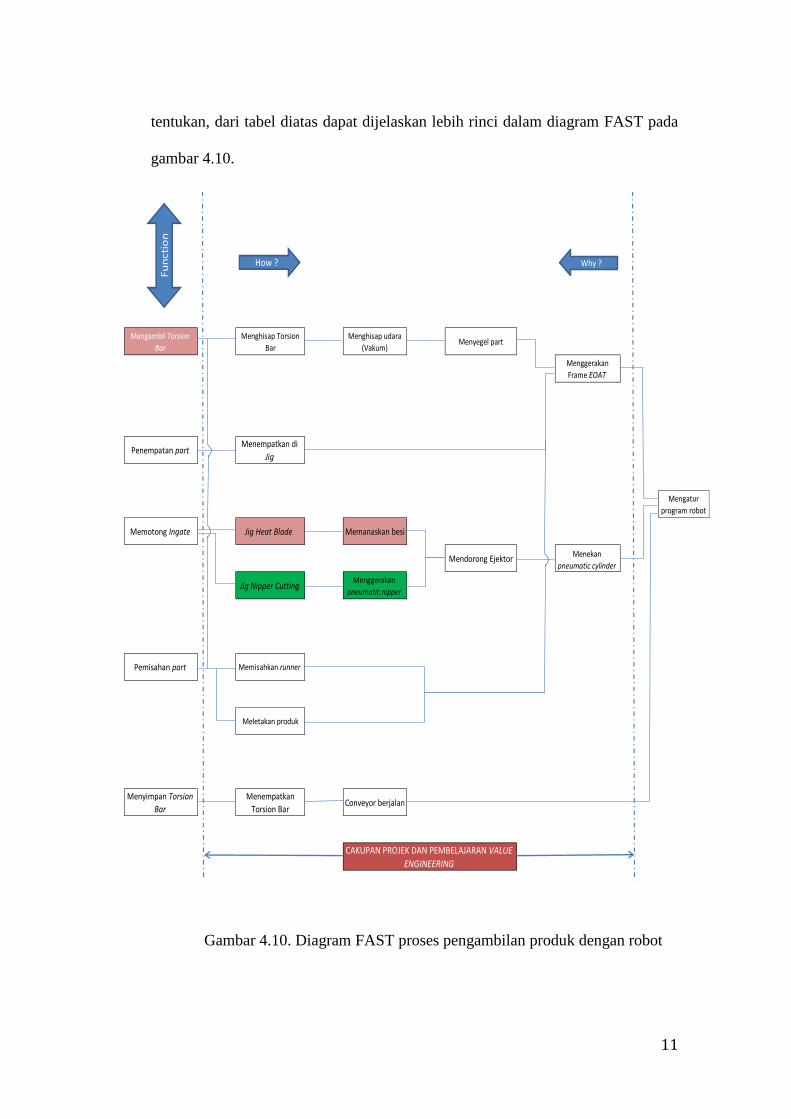
11
tentukan, dari tabel diatas dapat dijelaskan lebih rinci dalam diagram FAST pada
gambar 4.10.
Gambar 4.10. Diagram FAST proses pengambilan produk dengan robot
Mengambil Torsion
Bar
Menghisap Torsion
Bar
Menghisap udara
(Vakum)Menyegel part
Menggerakan
Frame EOAT
Penempatan partMenempatkan di
Jig
Mengatur
program robot
Memotong Ingate Jig Heat Blade Memanaskan besi
Mendorong EjektorMenekan
pneumatic cylinder
Jig Nipper CuttingMenggerakan
pneumatic nipper
Pemisahan part Memisahkan runner
Meletakan produk
Menyimpan Torsion
Bar
Menempatkan
Torsion BarConveyor berjalan
CAKUPAN PROJEK DAN PEMBELAJARAN VALUE
ENGINEERING
Fu
ncti
on
How ? Why ?
12
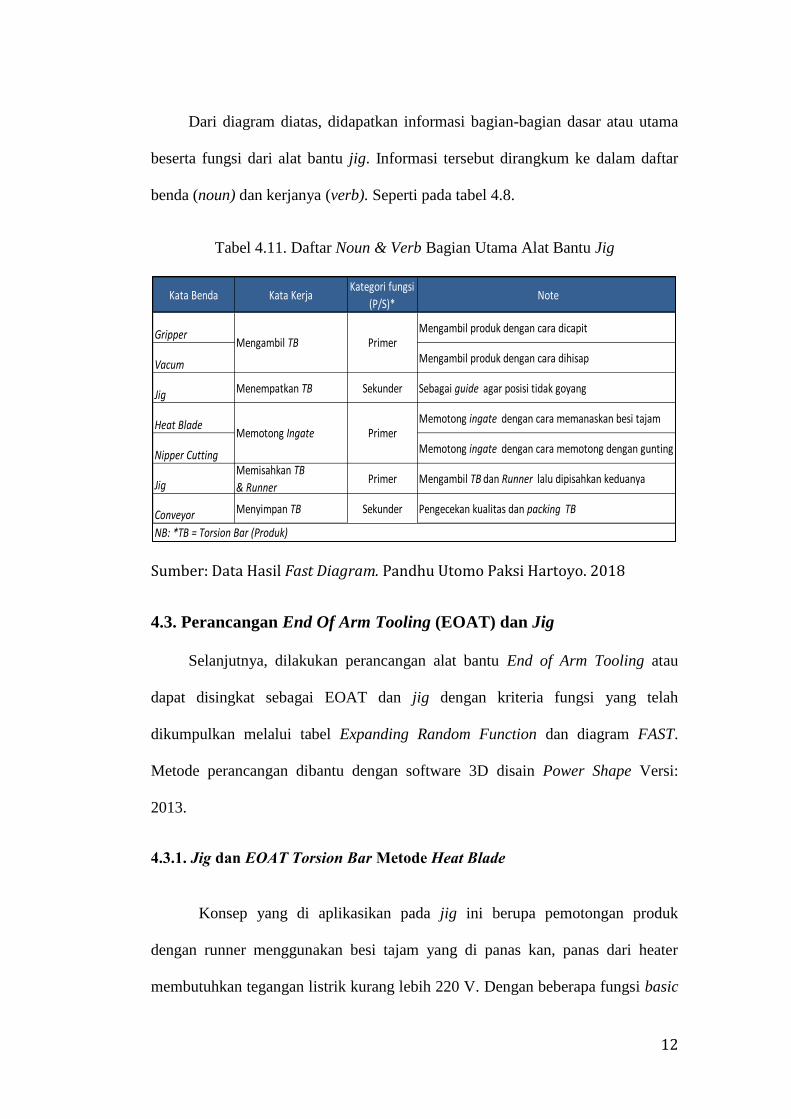
Dari diagram diatas, didapatkan informasi bagian-bagian dasar atau utama
beserta fungsi dari alat bantu jig. Informasi tersebut dirangkum ke dalam daftar
benda (noun) dan kerjanya (verb). Seperti pada tabel 4.8.
Tabel 4.11. Daftar Noun & Verb Bagian Utama Alat Bantu Jig
Sumber: Data Hasil Fast Diagram. Pandhu Utomo Paksi Hartoyo. 2018
4.3. Perancangan End Of Arm Tooling (EOAT) dan Jig
Selanjutnya, dilakukan perancangan alat bantu End of Arm Tooling atau
dapat disingkat sebagai EOAT dan jig dengan kriteria fungsi yang telah
dikumpulkan melalui tabel Expanding Random Function dan diagram FAST.
Metode perancangan dibantu dengan software 3D disain Power Shape Versi:
2013.
4.3.1. Jig dan EOAT Torsion Bar Metode Heat Blade
Konsep yang di aplikasikan pada jig ini berupa pemotongan produk
dengan runner menggunakan besi tajam yang di panas kan, panas dari heater
membutuhkan tegangan listrik kurang lebih 220 V. Dengan beberapa fungsi basic
Kata Benda Kata KerjaKategori fungsi
(P/S)*Note
Gripper Mengambil produk dengan cara dicapit
Vacum Mengambil produk dengan cara dihisap
Jig Menempatkan TB Sekunder Sebagai guide agar posisi tidak goyang
Heat Blade Memotong ingate dengan cara memanaskan besi tajam
Nipper Cutting Memotong ingate dengan cara memotong dengan gunting
JigMemisahkan TB
& RunnerPrimer Mengambil TB dan Runner lalu dipisahkan keduanya
Conveyor Menyimpan TB Sekunder Pengecekan kualitas dan packing TB
NB: *TB = Torsion Bar (Produk)
Memotong Ingate
Mengambil TB Primer
Primer

13
dan secondary yang sudah ditentukan pada Jig dan EOAT dengan metode Heat
Blade pada tabel 4.12.
Tabel 4.12. Tabel Expanding Random Function untuk Jig Torsion Bar
metode Heat Blade
(Sumber: Data Hasil Expanding Random Function. Pandhu Utomo Paksi H. 2018)
Dari tabel diatas dapat ditentukan fungsi basic dan secondary, serta item – item
yang dapat digunakan untuk memenuhi fungsi – fungsi tersebut lalu dari item
tersebut dapat kita ketahui part – part apa saja yang mendukung agar fungsi basic
dan secondary tersebut dapat dijalankan. Setelah itu akan ditentukan desain yang
sesuai dengan tabel diatas, dan dapat kita lihat pada gambar rancangan 4.11.
No Keywords Item Part Why Function How
1 Mengambil Produk EOAT Vacum PadUntuk menarik produk agar
terpisah dari mold
Mengambil produk dari
mesin injeksi
Menggunakan tekanan udara /
Vacum untuk mengambil produk
3 Menempatkan Produk EOAT JigAgar proses pemotongan antara
runner dan produk lebih mudah
Proses pemisahan produk
dengan runner
Menempatkan produk pada jig
untuk proses pemotongan
4 Memanaskan Ingate Jig Heat Blade
Proses pemisahan antara runner
dan produk dengan memotong
ingate menggunakan besi yang
dipanaskan (heater)
Memotong ingate produk
yang terhubung dengan
runner
Memotong ingate dengan
menggunakan heater pada jig
penempat
5Runner dan Produk
dibawaEOAT Vacum Pad
Runner dibawa oleh EOAT
menuju tong pembuangan
Membuang runner pada
tempat yang sudah
disediakan
Setelah proses pemotongan runner
dan produk akan dibawa kembali
oleh EOAT
6 Cek kualitas produk Conveyor -Produk langsung masuk kedalam
conveyor setelah pemotongan
7 Packing produk Conveyor -Operator melakukan proses
packing sesuai dengan barcode
akan ada pengecekan produk oleh
operator dan QC, dilanjuti dengan
packing
Menyimpan produk
14
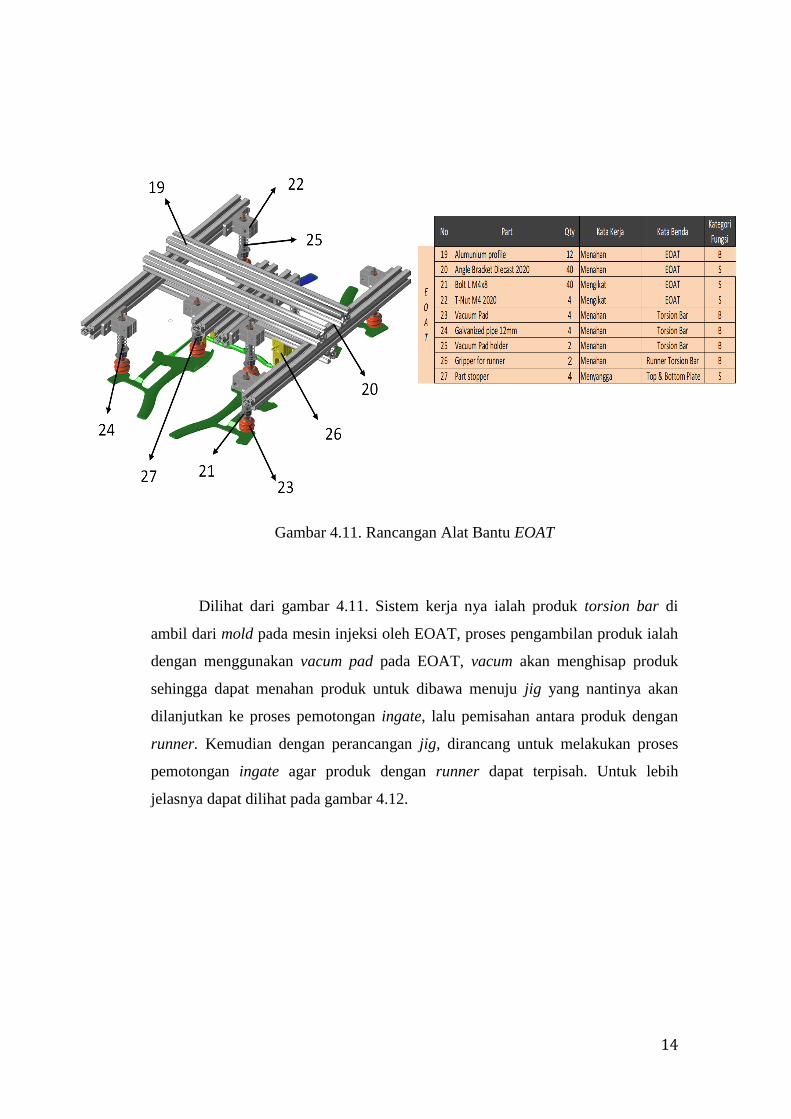
Gambar 4.11. Rancangan Alat Bantu EOAT
Dilihat dari gambar 4.11. Sistem kerja nya ialah produk torsion bar di
ambil dari mold pada mesin injeksi oleh EOAT, proses pengambilan produk ialah
dengan menggunakan vacum pad pada EOAT, vacum akan menghisap produk
sehingga dapat menahan produk untuk dibawa menuju jig yang nantinya akan
dilanjutkan ke proses pemotongan ingate, lalu pemisahan antara produk dengan
runner. Kemudian dengan perancangan jig, dirancang untuk melakukan proses
pemotongan ingate agar produk dengan runner dapat terpisah. Untuk lebih
jelasnya dapat dilihat pada gambar 4.12.
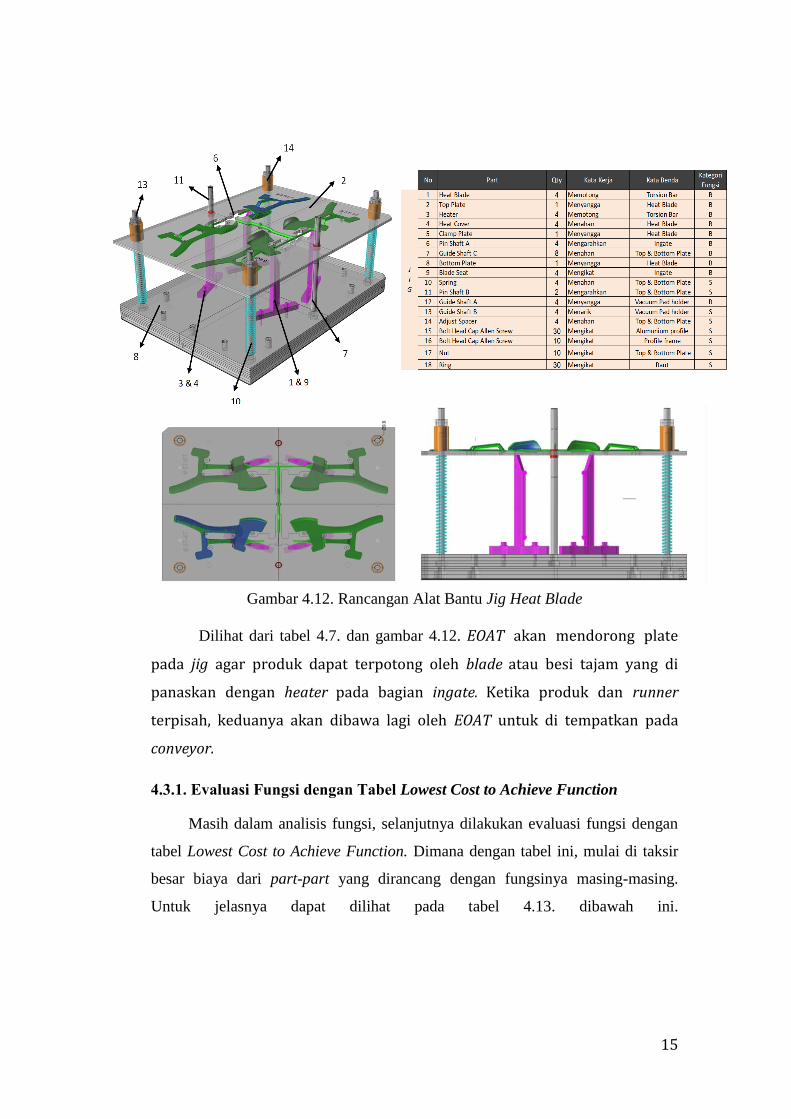
15
Gambar 4.12. Rancangan Alat Bantu Jig Heat Blade
Dilihat dari tabel 4.7. dan gambar 4.12. EOAT akan mendorong plate
pada jig agar produk dapat terpotong oleh blade atau besi tajam yang di
panaskan dengan heater pada bagian ingate. Ketika produk dan runner
terpisah, keduanya akan dibawa lagi oleh EOAT untuk di tempatkan pada
conveyor.
4.3.1. Evaluasi Fungsi dengan Tabel Lowest Cost to Achieve Function
Masih dalam analisis fungsi, selanjutnya dilakukan evaluasi fungsi dengan
tabel Lowest Cost to Achieve Function. Dimana dengan tabel ini, mulai di taksir
besar biaya dari part-part yang dirancang dengan fungsinya masing-masing.
Untuk jelasnya dapat dilihat pada tabel 4.13. dibawah ini.

16
Tabel 4.13. Tabel Lowest Cost to Achieve Function Jig Torsion Bar
(Sumber: PT. Injeksi Indonesia)
No Part Qty Kata Kerja Kata BendaKategori
FungsiHarga Satuan
Biaya total terendah untuk
mencapai fungsi
8 Heat Blade 4 Memotong Torsion Bar B 1.385.000Rp 5.540.000Rp
1 Top Plate 1 Menyangga Heat Blade B Rp 2.900.000 2.900.000Rp
18 Heater 4 Memotong Torsion Bar B Rp 500.000 2.000.000Rp
9 Heat Cover 4 Menahan Heat Blade B 225.000Rp 900.000Rp
12 Clamp Plate 1 Menyangga Heat Blade B 740.000Rp 740.000Rp
5 Pin Shaft A 4 Mengarahkan Ingate B 169.000Rp 676.000Rp
4 Guide Shaft C 8 Menahan Top & Bottom Plate B Rp 79.000 632.000Rp
13 Bottom Plate 1 Menyangga Heat Blade B 615.000Rp 615.000Rp
7 Blade Seat 4 Mengikat Ingate B Rp 145.000 580.000Rp
16 Spring 4 Menahan Top & Bottom Plate S 85.000Rp 340.000Rp
6 Pin Shaft B 2 Mengarahkan Top & Bottom Plate S 169.000Rp 338.000Rp
2 Guide Shaft A 4 Menyangga Vacuum Pad holder B Rp 83.000 332.000Rp
3 Guide Shaft B 4 Menarik Vacuum Pad holder S Rp 75.000 300.000Rp
15 Adjust Spacer 4 Menahan Top & Bottom Plate S 65.000Rp 260.000Rp
10 Bolt Head Cap Allen Screw 30 Mengikat Alumunium profile S 1.050Rp 31.500Rp
14 Bolt Head Cap Allen Screw 10 Mengikat Profile frame S 1.250Rp 12.500Rp
17 Nut 10 Mengikat Top & Bottom Plate S Rp 1.250 12.500Rp
11 Ring 30 Mengikat Baut S 375Rp 11.250Rp
19 Alumunium profile 12 Menahan EOAT B 222.645,00Rp 222.645,00Rp
20 Angle Bracket Diecast 2020 40 Menahan EOAT S 8.804,00Rp 352.160Rp
21 Bolt L M4x8 40 Mengikat EOAT S 677,00Rp 27.080Rp
22 T-Nut M4 2020 4 Mengikat EOAT S 2.370,00Rp 9.480Rp
23 Vacuum Pad 4 Menahan Torsion Bar B 50.000,00Rp 200.000Rp
24 Galvanized pipe 12mm 4 Menahan Torsion Bar B 200.000,00Rp 800.000Rp
25 Vacuum Pad holder 2 Menahan Torsion Bar B 100.000,00Rp 200.000Rp
26 Gripper for runner 2 Menahan Runner Torsion Bar B 1.500.000,00Rp 3.000.000Rp
27 Part stopper 4 Menyangga Top & Bottom Plate S 50.000,00Rp 200.000Rp
28 L Steel Plate 3 Menyangga JIG S Rp 78.400 235.200Rp
29 Dyna Bolt 4 Mengikat Table S Rp 1.492 5.968Rp
30 Steel Plate 4 Menyangga JIG S Rp 244.000 976.000Rp
31 Bolt Cap Head Allen Screw 20 Mengikat JIG S 1.250Rp 25.000Rp
32 Alluminium Plate 1 Menyangga JIG S Rp 2.584.136 2.584.136Rp
33 Alluminium Plate 1 Menyangga JIG S Menggunakan plate No. 23 -
34 Nut 20 Mengikat JIG S Rp 1.250 25.000Rp
35 Ring Flat 20 Mengikat JIG S 375Rp 7.500Rp
36 Allu. Profile Frame 5 Menyangga Frame S 222.645Rp 1.113.225Rp
37 Wiremesh 1 Menahan Frame S Rp 140.000 140.000Rp
38 Angle Bracket 50 Menyangga Frame S Rp 13.800 690.000Rp
39 Bolt Cap Head Allen Screw 100 Mengikat Frame S 1.250Rp 125.000Rp
40 Budget Nut 100 Mengikat Frame S Rp 2.500 250.000Rp
41 Anchor Connector 20 Mengikat Frame S Rp 18.000 360.000Rp
TOTAL: 27.769.144Rp
J
I
G
T
a
b
l
e
F
R
A
M
E
E
O
A
T

17
4.5. Pencarian alternatif Brainstorming
Seperti yang dituliskan dalam bab tinjauan pustaka, langkah paling awal
dalam upaya brainstorming ialah mendefinisikan masalah. Dalam pencarian
alternatif ini, diusahakan untuk mendapatkan pilihan desain lain yang lebih rendah
dari segi biaya, dan menambah kemungkinan fungsi yang sudah ditetapkan.
Untuk mengidentifikasi area mana yang memiliki biaya paling tinggi akan
dibuat diagram pareto, tetapi sebelumnya dibutuhkan pendataan sesuai dengan
tabel 4.14.
Tabel 4.14. Tabel biaya tertinggi pada alat bantu pengambilan Torsion Bar
(Sumber: PT. Injeksi Indonesia)
Bagian Nama Part BiayaAkumulasi
(%)
Heat Blade 5.540.000Rp 19,95%
Top Plate 2.900.000Rp 30,39%
Heater 2.000.000Rp 37,60%
Heat Cover 900.000Rp 40,84%
Clamp Plate 740.000Rp 43,50%
Pin Shaft A 676.000Rp 45,94%
Guide Shaft C 632.000Rp 48,21%
Bottom Plate 615.000Rp 50,43%
Blade Seat 580.000Rp 52,52%
Spring 340.000Rp 53,74%
Pin Shaft B 338.000Rp 54,96%
Guide Shaft A 332.000Rp 56,15%
Guide Shaft B 300.000Rp 57,23%
Adjust Spacer 260.000Rp 58,17%
Bolt Head Cap Allen Screw 12.500Rp 58,21%
Bolt Head Cap Allen Screw 31.500Rp 58,33%
Nut 12.500Rp 58,37%
Ring 11.250Rp 58,41%
Alumunium profile 222.645Rp 59,21%
Angle Bracket Diecast 2020 352.160Rp 60,48%
Bolt L M4x8 27.080Rp 60,58%
T-Nut M4 2020 9.480Rp 60,61%
Vacuum Pad 200.000Rp 61,33%
Galvanized pipe 12mm 800.000Rp 64,22%
Vacuum Pad holder 200.000Rp 64,94%
Gripper for runner 3.000.000Rp 75,74%
Part stopper 200.000Rp 76,46%
L Steel Plate 235.200Rp 77,31%
Dyna Bolt 5.968Rp 77,33%
Steel Plate 976.000Rp 80,84%
Bolt Cap Head Allen Screw 25.000Rp 80,93%
Alluminium Plate 2.584.136Rp 90,24%
Alluminium Plate - 90,24%
Nut 25.000Rp 90,33%
Ring Flat 7.500Rp 90,36%
Allu. Profile Frame 1.113.225Rp 94,36%
Wiremesh 140.000Rp 94,87%
Angle Bracket 690.000Rp 97,35%
Bolt Cap Head Allen Screw 125.000Rp 97,80%
Budget Nut 250.000Rp 98,70%
Anchor Connector 360.000Rp 100,00%
TOTAL: 27.769.144Rp
JIG
E
O
A
T
T
A
B
L
E
F
R
A
M
E
18
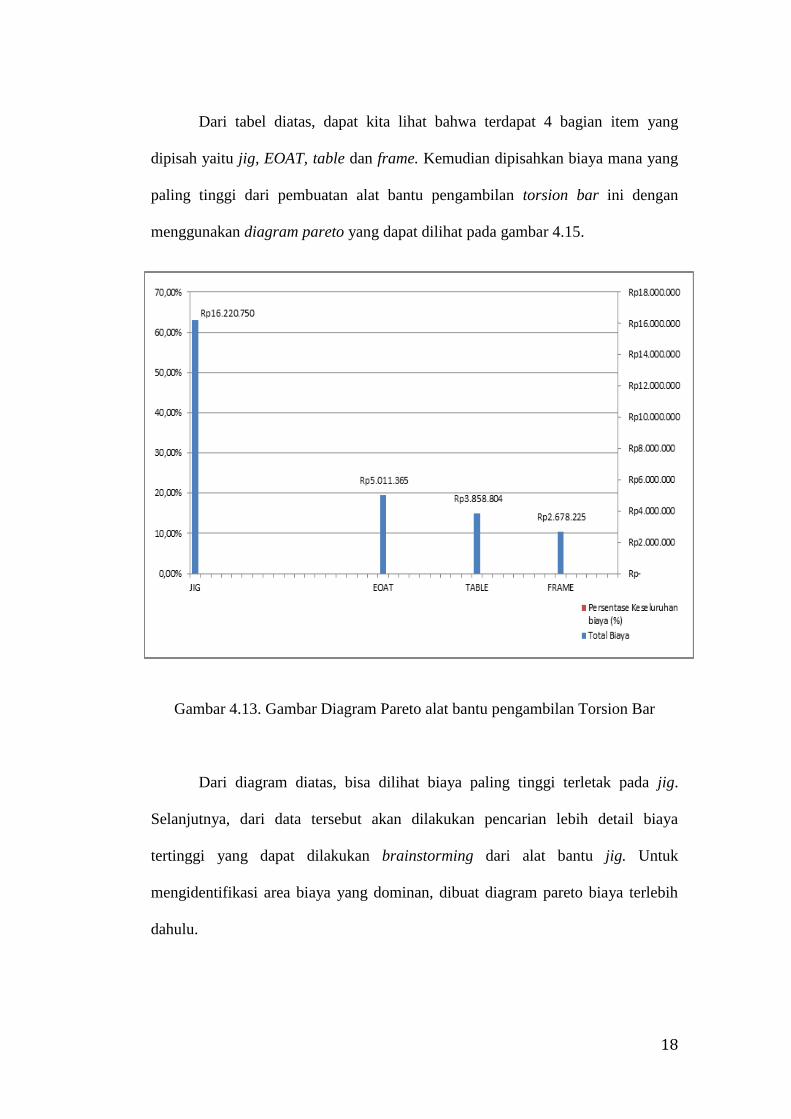
Dari tabel diatas, dapat kita lihat bahwa terdapat 4 bagian item yang
dipisah yaitu jig, EOAT, table dan frame. Kemudian dipisahkan biaya mana yang
paling tinggi dari pembuatan alat bantu pengambilan torsion bar ini dengan
menggunakan diagram pareto yang dapat dilihat pada gambar 4.15.
Gambar 4.13. Gambar Diagram Pareto alat bantu pengambilan Torsion Bar
Dari diagram diatas, bisa dilihat biaya paling tinggi terletak pada jig.
Selanjutnya, dari data tersebut akan dilakukan pencarian lebih detail biaya
tertinggi yang dapat dilakukan brainstorming dari alat bantu jig. Untuk
mengidentifikasi area biaya yang dominan, dibuat diagram pareto biaya terlebih
dahulu.

19
Setelah dilihat pada gambar 4.13. diagram pareto biaya tertinggi ada pada
item jig, kita dapat membuat rincian jelas untuk part – part yang ada pada item jig
tersebut, seperti pada tabel 4.15 dibawah ini.
Tabel 4.15. Tabel biaya tertinggi pada Jig
(Sumber: PT. Injeksi Indonesia)
Dengan tabel diatas diketahui biaya dari masing – masing part dan
diakumulasikan dalam bentuk persentase untuk pembuatan diagram pareto item
jig, dapat dilihat diagram dibawah ini pada gambar 4.14.
Bagian Nama Part BiayaAkumulasi
(%)
Heat Blade 5.540.000Rp 34,15%
Top Plate 2.900.000Rp 52,03%
Heater 2.000.000Rp 64,36%
Heat Cover 900.000Rp 69,91%
Clamp Plate 740.000Rp 74,47%
Pin Shaft A 676.000Rp 78,64%
Guide Shaft C 632.000Rp 82,54%
Bottom Plate 615.000Rp 86,33%
Blade Seat 580.000Rp 89,90%
Spring 340.000Rp 92,00%
Pin Shaft B 338.000Rp 94,08%
Guide Shaft A 332.000Rp 96,13%
Guide Shaft B 300.000Rp 97,98%
Adjust Spacer 260.000Rp 99,58%
Bolt Head Cap Allen
Screw 12.500Rp 99,66%
Bolt Head Cap Allen
Screw 31.500Rp 99,85%
Nut 12.500Rp 99,93%
Ring 11.250Rp 100,00%
Total : 16.220.750Rp
JIG

20
Gambar 4.14. Gambar Diagram Pareto Jig Torsion Bar

21
Dari diagram diatas, dapat dilihat bahwa 5 item biaya yang paling tinggi
terletak pada:
1. Heat Blade
2. Top Plate
3. Heater
4. Heat Cover
5. Clamp Plate
Selanjutnya, dilakukan brainstorming untuk mengurangi item biaya
tertinggi pada item jig. Hal ini dimaksudkan agar tindakan perbaikan memiliki
efek yang cukup signifikan terhadap penekanan biaya, dengan diadakannya
meeting oleh orang – orang terkait pada departemen automation Injeksi Indonesia
yang memahami dengan baik part – part alternatif yang dapat kita pilih ada pada
tabel 4.16.
Tabel 4.16. Tabel Brainstorming Alternatif Part Jig Torsion Bar
Terdapat biaya yang cukup tinggi pada beberapa item part JIG
Mencari Alternatif part Jig Torsion Bar yang lebih murah dan meningkatkan fungsinya
1. Heat Blade 4. Heat Cover
2. Top Plate 5. Clamp Plate
3. Heater
No.
1
2
3
4
5
BRAINSTORMING ALTERNATIF PART JIG TORSION BAR
Part - Part Lain
Part - Part Termahal
Menggunakan metode yang relefan untuk
proses pemotonganMenghilangkan biaya Blade Seat Blade Seat
Mencari supplier lain yang produknya lebih
murahMendapatkan harga produk yang minim Clamp Plate, Top Plate
Membuat part di internal workshopMemperkecil biaya dengan membuat part
sendiriClamp Plate, Top Plate
Masalah :
Tujuan :
Part - Part
Termahal:
Ide Tujuan Spesifik Part yang dirubah
Menggunakan Gripper tunggal untuk proses
pengambilan/pemisahan runner
Mengurangi 2 buah gripper menjadi hanya 1
buah gripperGripper
Menggunakan metode yang relefan untuk
proses pemotongan antara produk dengan
runner
Menghilangkan biaya Heat SetHeat Blade, Heat Cover,
Heater

22
4.5.1. Perancangan Jig Torsion Bar dan EOAT dengan metode Nipper Cutting
Perancangan jig dan EOAT yang di aplikasikan pada konsep ini berupa
pemotongan produk dengan runner menggunakan gunting atau bisa disebut
nipper. Nipper akan memotong ke-empat ingate secara bersamaan. Dapat
dilihat pada tabel 4.17. dibawah ini.
Tabel 4.17. Tabel Expanding Random Function untuk Jig Torsion Bar metode
Nipper Cutting pada EOAT
(Sumber: Data Hasil Expanding Random Function. Pandhu Utomo Paksi H. 2018)
Dari tabel 4.14. dibuatkan diagram FAST pada diagram untuk mengetahui
fungsi sistem kerja pada jig dan EOAT, dapat dilihat pada gambar 4.15.
Gambar 4.15. Diagram FAST untuk EOAT metode Nipper Cutting
Keywords Item Part Why Function How
GripperMenggunakan penjepit untuk
mengambil produk
VacumMenggunakan tekanan udara /
Vacum untuk mengambil produk
Menempatkan Produk EOAT JigAgar proses pemotongan antara runner
dan produk lebih mudah
Proses pemisahan produk
dengan runner
Menempatkan produk pada jig
untuk proses pemotongan
Memotong Ingate Jig Nipper Cutting
Proses pemisahan antara runner dan
produk dengan memotong ingate
menggunakan Nipper Cutting
Memotong ingate produk
yang terhubung dengan
runner
Memotong ingate dengan
menggunakan nipper cutting
pada EOAT
Runner dibawa oleh EOAT menuju
tong pembuangan
Setelah proses pemotongan
runner akan dibawa kembali oleh
EOAT menuju pembuangan
Produk dibawa oleh EOAT menuju
conveyor
Setelah proses pemotongan
produk akan dibawa kembali oleh
EOAT menuju conveyor
Cek kualitas produk Conveyor -Produk langsung masuk kedalam
conveyor setelah pemotongan
Packing produk Conveyor -Operator melakukan proses
packing sesuai dengan barcode
Mengambil Produk EOATUntuk menarik produk agar terpisah
dari mold
Mengambil produk dari
mesin injeksi
akan ada pengecekan produk oleh
operator dan QC, dilanjuti dengan
packing
Menyimpan produk
Pemindahan produk dan
runner
Runner dan Produk
dibawaEOAT Gripper atau Vacum
Mengambil Torsion
Bar
Menahan Torsion
Bar
Menghisap udara
(Vakum)Menyegel part
Menggerakan
Frame EOAT
Penempatan partMenempatkan TB
Pada Jig
Mengatur
program robot
Memotong Ingate Jig Nipper CuttingMenggerakan
pneumatic nipperMendorong Ejektor
Menekan
pneumatic
cylinder
Pemisahan part Memisahkan runner
Meletakan produk
Menyimpan
Torsion Bar
Menempatkan
Torsion BarConveyor berjalan
CAKUPAN PROJEK DAN PEMBELAJARAN
VALUE ENGINEERING
Func
tion
How ? Why ?
23
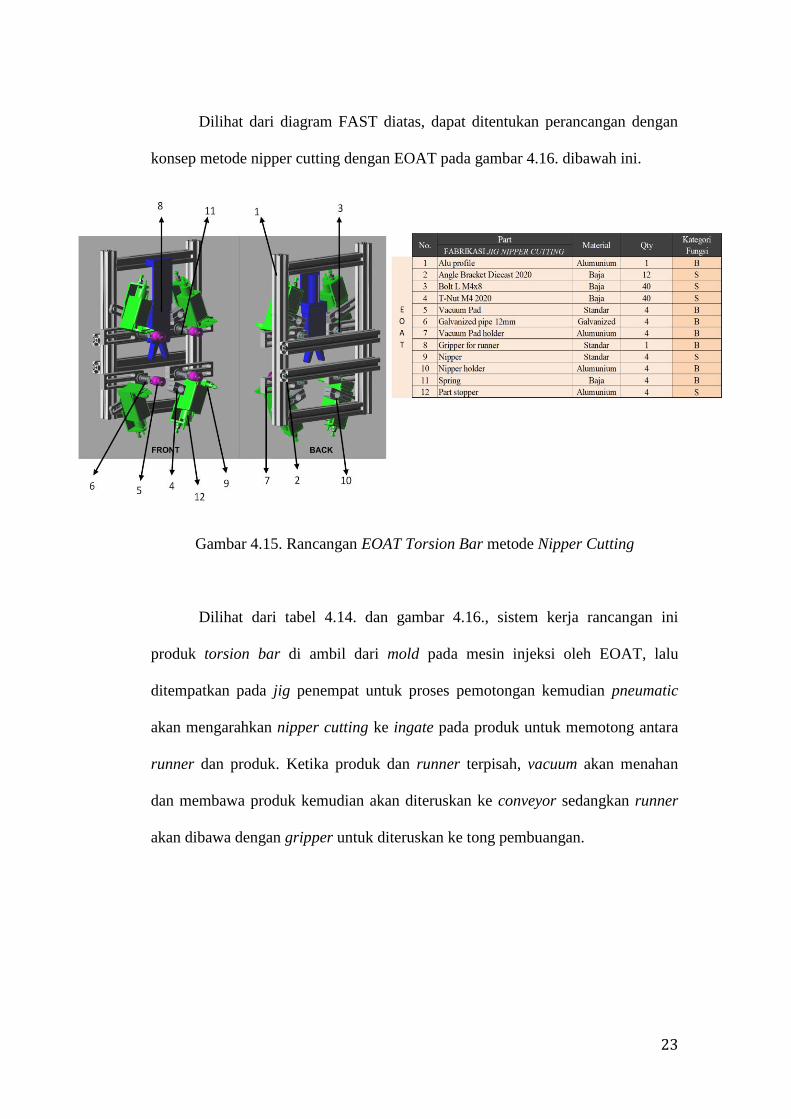
Dilihat dari diagram FAST diatas, dapat ditentukan perancangan dengan
konsep metode nipper cutting dengan EOAT pada gambar 4.16. dibawah ini.
Gambar 4.15. Rancangan EOAT Torsion Bar metode Nipper Cutting
Dilihat dari tabel 4.14. dan gambar 4.16., sistem kerja rancangan ini
produk torsion bar di ambil dari mold pada mesin injeksi oleh EOAT, lalu
ditempatkan pada jig penempat untuk proses pemotongan kemudian pneumatic
akan mengarahkan nipper cutting ke ingate pada produk untuk memotong antara
runner dan produk. Ketika produk dan runner terpisah, vacuum akan menahan
dan membawa produk kemudian akan diteruskan ke conveyor sedangkan runner
akan dibawa dengan gripper untuk diteruskan ke tong pembuangan.

24
4.5.2. Table Biaya Jig Torsion Bar Metode Nipper Cutting pada EOAT
Dari hasil perancangan jig dan EOAT alternatif pertama di dapat tabel
biaya yang akan dikeluarkan untuk material pembuatan metode dengan nipper
cutting pada EOAT dilihat di tabel 4.18.
Tabel 4.18. Tabel biaya untuk Jig Torsion Bar metode Nipper Cutting pada
EOAT
Dilihat dari tabel biaya diatas untuk alternative pertama dengan metode
pemotongan nipper cutting pada EOAT didapatkan total biaya Rp 18.070.923,00,-
Part
FABRIKASI JIG NIPPER CUTTING
1 Alu profile Alumunium pcs 1,5 m 1 222.645,00Rp 222.645,00Rp
2 Angle Bracket Diecast 2020 Baja pcs 12 8.804,00Rp 105.648,00Rp
3 Bolt L M4x8 Baja pcs 40 677,00Rp 27.080,00Rp
4 T-Nut M4 2020 Baja pcs 40 2.370,00Rp 94.800,00Rp
5 Vacuum Pad Standar pcs 4 50.000,00Rp 200.000,00Rp
6 Galvanized pipe 12mm Galvanized pcs 0,5 m 4 200.000,00Rp 800.000,00Rp
7 Vacuum Pad holder Alumunium pcs 4 100.000,00Rp 400.000,00Rp
8 Gripper for runner Standar pcs 1 1.500.000,00Rp 1.500.000,00Rp
9 Nipper Standar pcs 4 2.100.000,00Rp 8.400.000,00Rp
10 Nipper holder Alumunium pcs 4 100.000,00Rp 400.000,00Rp
11 Spring Baja pcs 5 cm 4 85.000,00Rp 340.000,00Rp
12 Part stopper Alumunium pcs 4 50.000,00Rp 200.000,00Rp
13 Top Plate Alumunium pcs 1 Rp 1.900.000 1.900.000Rp
14 Pin Shaft A Besi pcs 4 169.000Rp 676.000Rp
15 Guide Shaft C Besi pcs 8 Rp 79.000 632.000Rp
16 Bottom Plate Alumunium pcs 1 535.000Rp 535.000Rp
17 Pin Shaft B Besi pcs 2 169.000Rp 338.000Rp
18 Guide Shaft A Besi pcs 4 Rp 83.000 332.000Rp
19 Spring Baja pcs 4 85.000Rp 340.000Rp
20 Guide Shaft B Besi pcs 4 Rp 75.000 300.000Rp
21 Adjust Spacer Alumunium pcs 4 65.000Rp 260.000Rp
22 Bolt Head Cap Allen Screw Baja pcs 30 1.050Rp 31.500Rp
23 Bolt Head Cap Allen Screw Baja pcs 10 1.250Rp 12.500Rp
24 Nut Baja pcs 10 Rp 1.250 12.500Rp
25 Ring Baja pcs 30 375Rp 11.250Rp
18.070.923,00Rp
E
O
A
T
J
I
G
TOTAL :
Harga TotalMaterial Panjang No. Satuan Jumlah Harga/m Harga/pc
25
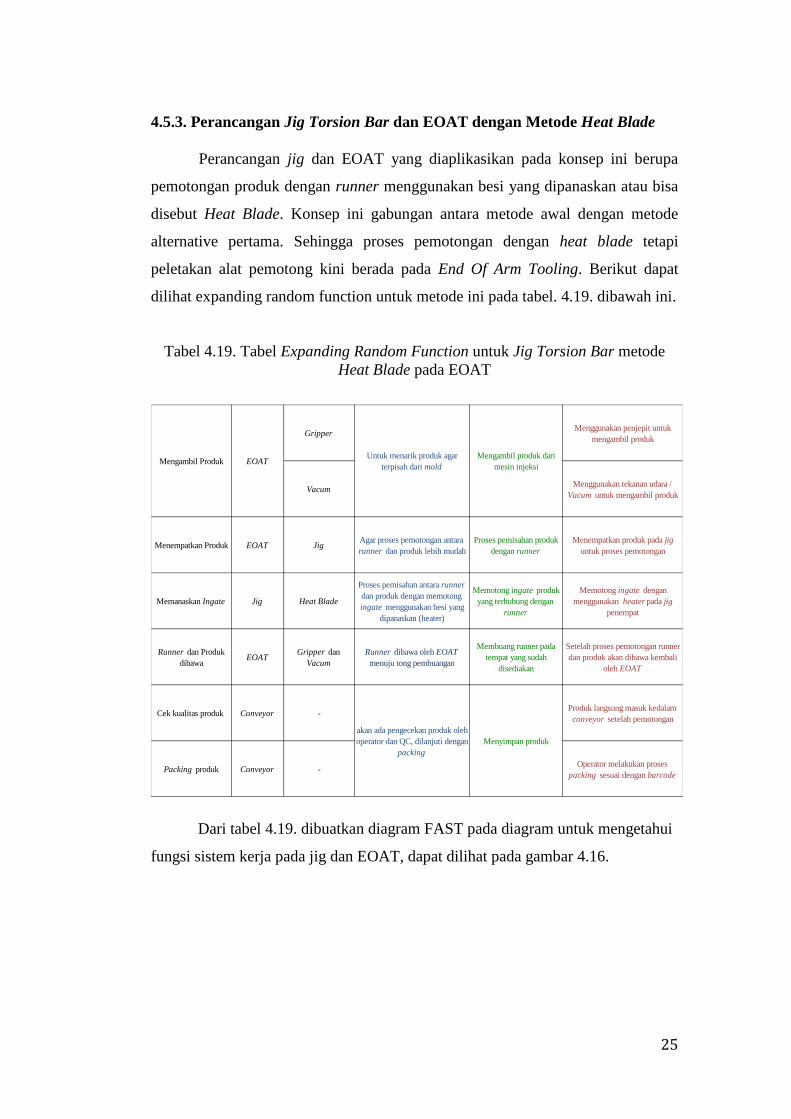
4.5.3. Perancangan Jig Torsion Bar dan EOAT dengan Metode Heat Blade
Perancangan jig dan EOAT yang diaplikasikan pada konsep ini berupa
pemotongan produk dengan runner menggunakan besi yang dipanaskan atau bisa
disebut Heat Blade. Konsep ini gabungan antara metode awal dengan metode
alternative pertama. Sehingga proses pemotongan dengan heat blade tetapi
peletakan alat pemotong kini berada pada End Of Arm Tooling. Berikut dapat
dilihat expanding random function untuk metode ini pada tabel. 4.19. dibawah ini.
Tabel 4.19. Tabel Expanding Random Function untuk Jig Torsion Bar metode
Heat Blade pada EOAT
Dari tabel 4.19. dibuatkan diagram FAST pada diagram untuk mengetahui
fungsi sistem kerja pada jig dan EOAT, dapat dilihat pada gambar 4.16.
GripperMenggunakan penjepit untuk
mengambil produk
VacumMenggunakan tekanan udara /
Vacum untuk mengambil produk
Menempatkan Produk EOAT JigAgar proses pemotongan antara
runner dan produk lebih mudah
Proses pemisahan produk
dengan runner
Menempatkan produk pada jig
untuk proses pemotongan
Memanaskan Ingate Jig Heat Blade
Proses pemisahan antara runner
dan produk dengan memotong
ingate menggunakan besi yang
dipanaskan (heater)
Memotong ingate produk
yang terhubung dengan
runner
Memotong ingate dengan
menggunakan heater pada jig
penempat
Runner dan Produk
dibawaEOAT
Gripper dan
Vacum
Runner dibawa oleh EOAT
menuju tong pembuangan
Membuang runner pada
tempat yang sudah
disediakan
Setelah proses pemotongan runner
dan produk akan dibawa kembali
oleh EOAT
Cek kualitas produk Conveyor -Produk langsung masuk kedalam
conveyor setelah pemotongan
Packing produk Conveyor -Operator melakukan proses
packing sesuai dengan barcode
Mengambil Produk EOATUntuk menarik produk agar
terpisah dari mold
Mengambil produk dari
mesin injeksi
akan ada pengecekan produk oleh
operator dan QC, dilanjuti dengan
packing
Menyimpan produk

26
Gambar 4.16. Diagram FAST Untuk EOAT Metode Heat Blade
Dilihat dari diagram FAST diatas, dapat ditentukan perancangan dengan konsep
metode nipper cutting dengan EOAT pada gambar 4.17. dibawah ini
Gambar 4.17. Rancangan EOAT Torsion Bar Metode Heat Blade
Dilihat dari tabel 4.19. dan gambar 4.17. sistem kerja rancangan produk
torsion bar diambil dari mold pada mesin injeksi oleh EOAT, lalu ditempatkan
pada jig penempatan untuk proses pemotongan. Sebelumnya besi pada EOAT
dipanaskan terlebih dahulu menggunakan heater dengan daya 220 volt setelah
Mengambil Torsion
Bar
Menahan Torsion
Bar
Menghisap udara
(Vakum)Menyegel part
Menggerakan
Frame EOAT
Penempatan partMenempatkan TB
Pada Jig
Mengatur
program robot
Memotong IngateMenggerakan
Heat Blade
Memanaskan Heat
BladeMendorong Ejektor
Menekan
pneumatic cylinder
Pemisahan part Memisahkan runner
Meletakan produk
Menyimpan
Torsion Bar
Menempatkan
Torsion BarConveyor berjalan
CAKUPAN PROJEK DAN PEMBELAJARAN
VALUE ENGINEERING
Fun
ctio
n
How ? Why ?

27
panas cukup robot akan menggerakan EOAT sehingga heat blade akan terdorong
ke arah ingate sehingga produk dan runner akan terpisah. Ketika produk dan
runner terpisah, maka vacuum akan menahan dan membawa produk kemudian
akan diteruskan ke conveyor sedangkan runner akan dibawa dengan gripper untuk
diteruskan ke tong pembuangan.
4.5.4. Table Biaya Jig Torsion Bar Metode Heat Blade pada EOAT
Dari hasil perancangan jig dan EOAT alternatif pertama di dapat tabel
biaya yang akan dikeluarkan untuk material pembuatan metode dengan nipper
cutting pada EOAT dilihat di tabel 4.20.
Tabel 4.20. Tabel biaya untuk Jig Torsion Bar metode Heat Blade pada EOAT
Dari tabel rincian diatas, kita mendapatkan biaya yang perlu dikeluarkan
untuk pembuatan rancangan dengan metode alternative heat blade dengan total
biaya Rp 21.153.550,00
4.5.5. Perancangan Jig Torsion Bar
Dari kedua metode alterantif yang dirancang berdasarkan hasil
brainstorming memiliki kesamaan rancangan jig. Jig berfungsi sebagai penempat
produk yang baru keluar dari mesin injeksi. Pada jig inilah akan dilakukan proses
FABRIKASI EOAT HEAT BLADE
1 Guide Shaft A 4 pcs Alumunium 83.000Rp 332.000,00Rp
2 Guide Shaft B 8 pcs Alumunium 75.000Rp 600.000,00Rp
3 Galvanized pipe 12mm 8 pcs Galvanized pipe 12mm 200.000Rp 1.600.000,00Rp
4 Alumunium profile 4 pcs Alumunium profile 226.450Rp 905.800,00Rp
5 Heat Blade 4 pcs KNL Extra (Hardened) 1.385.000Rp 5.540.000,00Rp
7 Heater 300W 220V 4 pcs Standar 500.000Rp 2.000.000,00Rp
7 Blade Seat 4 pcs Baja Rp 145.000 Rp 580.000
8 Vacuum Pad holder 8 pcs Standar 100.000Rp 800.000,00Rp
9 Gripper for runner 2 pcs SUS 1.500.000Rp 3.000.000,00Rp
10 Spring 4 pcs Baja 85.000Rp 340.000,00Rp
11 Baut 33 pcs Baja 1.250Rp 41.250,00Rp
12 Mur 45 set Baja 750Rp 33.750,00Rp
13 Top Plate 1 pcs Alumunium Rp 1.900.000 1.900.000Rp
14 Pin Shaft A 4 pcs Besi 169.000Rp 676.000Rp
15 Guide Shaft C 8 pcs Besi Rp 79.000 632.000Rp
16 Bottom Plate 1 pcs Alumunium 535.000Rp 535.000Rp
17 Pin Shaft B 2 pcs Besi 169.000Rp 338.000Rp
18 Guide Shaft A 4 pcs Besi Rp 83.000 332.000Rp
19 Spring 4 pcs Baja 85.000Rp 340.000Rp
20 Guide Shaft B 4 pcs Besi Rp 75.000 300.000Rp
21 Adjust Spacer 4 pcs Alumunium 65.000Rp 260.000Rp
22 Bolt Head Cap Allen Screw 30 pcs Baja 1.050Rp 31.500Rp
23 Bolt Head Cap Allen Screw 10 pcs Baja 1.250Rp 12.500Rp
24 Nut 10 pcs Baja Rp 1.250 12.500Rp
25 Ring 30 pcs Baja 375Rp 11.250Rp
TOTAL : 21.153.550,00Rp
J
I
G
E
O
A
T
Harga TotalNama Part
JumlahNo Satuan Material Harga Satuan

28
pemotongan baik menggunakan metode alternatif pertama nipper cutting ataupun
alternatif kedua yaitu menggunakan metode heat blade. Berikut gambar
rancangan jig penempat sebagai alternatif brainstorming pada gambar 4.18.
Gambar 4.18. Rancangan Top Plate Untuk Pembuatan Jig Penempat.
Top Plate diatas merupakan penempat untuk produk pada jig ketika akan
dilakukan proses pemotongan dari masing – masing alternative. Berikut adalah
gambar ketika produk diletakkan pada jig dan posisi EOAT pada gambar 4.19 dan
4.20.
Gambar 4.19. Posisi EOAT, Jig, dan Produk ketika Proses Pemotongan Alternatif
Pertama
Pada gambar di atas adalah posisi EOAT, top plate, dan produk ketika akan
melakukan proses pemotongan ingate dengan metode nipper cutting, dapat dilihat

29
bahwa posisi frame EOAT sudah berada pada posisi yang lebih dalam, lalu ke-
empat nipper sudah berada pada posisi yang lebih dalam untuk proses
pemotongan ingate secara bersamaan. Untuk gambar posisi alternatif ke-dua dapat
dilihat pada gambar 4.20.
Gambar 4.20. Posisi EOAT, Jig, dan Produk ketika Proses Pemotongan Alternatif
Ke-Dua
Pada gambar di atas adalah posisi EOAT, top plate, dan produk ketika akan
melakukan proses pemotongan ingate dengan metode heat blade, konsepnya sama
dengan alternatif pertama hanya saja perbedaannya ada pada alat pemotongan
ingate menggunakan besi tajam yang dipanaskan.
4.6. Perbandingan Kedua Metode Alternative.
Setelah mengetahui rincian kedua metode yang di sarankan oleh hasil
meeting brainstorming, sekarang dilakukan perbandingan antara kedua proses
tersebut, mulai dari kemungkinan untuk pemakaian masing – masing konsep,
biaya dari setiap metode baik nipper cutting maupun heat blade, dan kualitas
produk yang dihasilkan.

30
4.6.1. Perbandingan Biaya antara kedua Alternatif
Dari segi biaya terdapat perbandingan antara metode alternatif pertama
yaitu metode menggunakan nipper cutting dan metode menggunakan heat blade.
Biaya tersebut akan di sajikan dalam tabel 4.21. dibawah ini.
Tabel 4.21. Tabel Perbandingan Biaya kedua Alternatif
Dilihat dari tabel 4.21. perbandingan biaya antara metode nipper cutting
dengan total biaya Rp 18.070.923 dan metode heat blade dengan total biaya Rp
21.153.550. Dari perhitungan biaya dari kedua metode, metode nipper cutting
adalah pilihan yang paling rendah dengan selisih Rp 3.082.627.
4.6.2. Perbandingan Kualitas Produk
Kemudian dilihat dari segi kualitas hasil output produk yang dikeluarkan
menjadi salah satu patokan utama dalam brainstorming ini. Pengaruh hasil
Nama Part Nama Part
FABRIKASI JIG NIPPER CUTTING FABRIKASI EOAT HEAT BLADE
1 Alu profile 222.645,00Rp 1 Guide Shaft A 332.000,00Rp
2 Angle Bracket Diecast 2020 105.648,00Rp 2 Guide Shaft B 600.000,00Rp
3 Bolt L M4x8 27.080,00Rp 3 Galvanized pipe 12mm 1.600.000,00Rp
4 T-Nut M4 2020 94.800,00Rp 4 Alumunium profile 905.800,00Rp
5 Vacuum Pad 200.000,00Rp 5 Heat Blade 5.540.000,00Rp
6 Galvanized pipe 12mm 800.000,00Rp 7 Heater 300W 220V 2.000.000,00Rp
7 Vacuum Pad holder 400.000,00Rp 7 Blade Seat Rp 580.000
8 Gripper for runner 1.500.000,00Rp 8 Vacuum Pad holder 800.000,00Rp
9 Nipper 8.400.000,00Rp 9 Gripper for runner 3.000.000,00Rp
10 Nipper holder 400.000,00Rp 10 Spring 340.000,00Rp
11 Spring 340.000,00Rp 11 Baut 41.250,00Rp
12 Part stopper 200.000,00Rp 12 Mur 33.750,00Rp
13 Top Plate 1.900.000Rp 13 Top Plate 1.900.000Rp
14 Pin Shaft A 676.000Rp 14 Pin Shaft A 676.000Rp
15 Guide Shaft C 632.000Rp 15 Guide Shaft C 632.000Rp
16 Bottom Plate 535.000Rp 16 Bottom Plate 535.000Rp
17 Pin Shaft B 338.000Rp 17 Pin Shaft B 338.000Rp
18 Guide Shaft A 332.000Rp 18 Guide Shaft A 332.000Rp
19 Spring 340.000Rp 19 Spring 340.000Rp
20 Guide Shaft B 300.000Rp 20 Guide Shaft B 300.000Rp
21 Adjust Spacer 260.000Rp 21 Adjust Spacer 260.000Rp
22 Bolt Head Cap Allen Screw 31.500Rp 22 Bolt Head Cap Allen Screw 31.500Rp
23 Bolt Head Cap Allen Screw 12.500Rp 23 Bolt Head Cap Allen Screw 12.500Rp
24 Nut 12.500Rp 24 Nut 12.500Rp
25 Ring 11.250Rp 25 Ring 11.250Rp
TOTAL: 18.070.923,00Rp TOTAL: 21.153.550,00Rp
No Harga TotalHarga Total
E
O
A
T
J
I
G
No.
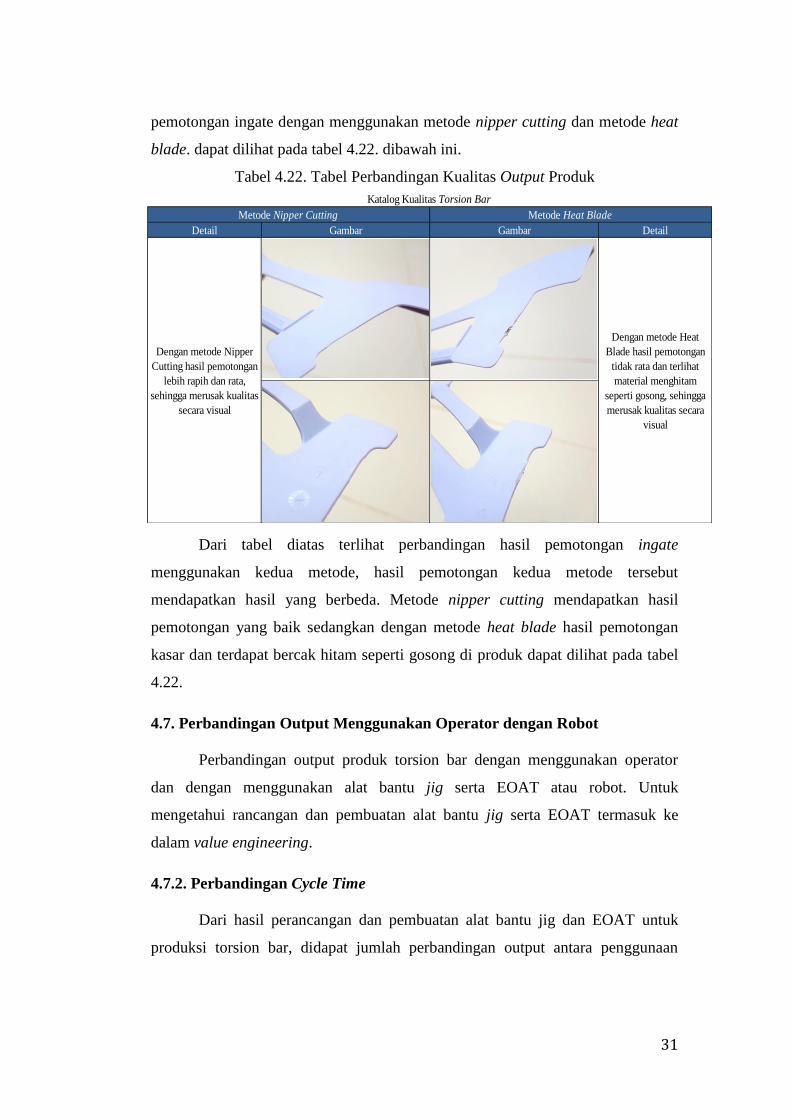
31
pemotongan ingate dengan menggunakan metode nipper cutting dan metode heat
blade. dapat dilihat pada tabel 4.22. dibawah ini.
Tabel 4.22. Tabel Perbandingan Kualitas Output Produk
Dari tabel diatas terlihat perbandingan hasil pemotongan ingate
menggunakan kedua metode, hasil pemotongan kedua metode tersebut
mendapatkan hasil yang berbeda. Metode nipper cutting mendapatkan hasil
pemotongan yang baik sedangkan dengan metode heat blade hasil pemotongan
kasar dan terdapat bercak hitam seperti gosong di produk dapat dilihat pada tabel
4.22.
4.7. Perbandingan Output Menggunakan Operator dengan Robot
Perbandingan output produk torsion bar dengan menggunakan operator
dan dengan menggunakan alat bantu jig serta EOAT atau robot. Untuk
mengetahui rancangan dan pembuatan alat bantu jig serta EOAT termasuk ke
dalam value engineering.
4.7.2. Perbandingan Cycle Time
Dari hasil perancangan dan pembuatan alat bantu jig dan EOAT untuk
produksi torsion bar, didapat jumlah perbandingan output antara penggunaan
Detail Gambar Gambar Detail
Metode Nipper Cutting Metode Heat Blade
Dengan metode Nipper
Cutting hasil pemotongan
lebih rapih dan rata,
sehingga merusak kualitas
secara visual
Dengan metode Heat
Blade hasil pemotongan
tidak rata dan terlihat
material menghitam
seperti gosong, sehingga
merusak kualitas secara
visual
Katalog Kualitas Torsion Bar

32
operator dengan alat bantu jig serta EOAT (robot) dalam 1 hari yang terdapat 3
shift didalamnya, dapat dilihat pada tabel 4.23. dan 4.24. dibawah ini.
Tabel 4.23. Tabel Perbandingan Output Produksi Dengan Operator
Dilihat dari tabel diatas bahwa output produksi dengan menggunakan operator
dalam 1 hari 3 shift sebesar 3.466 pasang produk torsion bar.
Lalu dibandingkan dengan penggunaan alat bantu jig dan EOAT (Robot) dapat
dilihat pada tabel 4.24. dibawah ini.
Date ShiftShift
NameMode Machine Item Size Output
02-Feb Shift 2 C 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 8-9 148
02-Feb Shift 2 C 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 12½-13½ 152
02-Feb Shift 2 C 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 12½-13½ 155
02-Feb Shift 2 A 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 8-9 152
02-Feb Shift 2 A 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 155
02-Feb Shift 1 C 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 128
02-Feb Shift 1 C 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 11-12 144
02-Feb Shift 1 C 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 145
02-Feb Shift 2 A 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 120
02-Feb Shift 2 A 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 9½-10½ + 11-12 136
02-Feb Shift 2 A 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 139
02-Feb Shift 2 A 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 9½-10½ 148
02-Feb Shift 2 A 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 152
02-Feb Shift 2 A 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 9½-10½ 155
02-Feb Shift 2 A 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 150
02-Feb Shift 2 A 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 9½-10½ 148
02-Feb Shift 3 B 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 137
02-Feb Shift 3 B 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 11-12 136
02-Feb Shift 3 B 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 139
02-Feb Shift 3 B 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 11-12 148
02-Feb Shift 3 B 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 152
02-Feb Shift 3 B 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 11-12 155
02-Feb Shift 3 B 3 Shift 210-1101082 Torsion Bar AD-42142 Supernova 5-6 128
02-Feb Shift 3 B 3 Shift 211-1101089 Torsion Bar AD-42142 Supernova 11-12 + 9½-10½ 144
3466TOTAL :

33
Tabel 4.24. Tabel Perbandingan Output Produksi Menggunakan Alat Bantu Jig
dan EOAT
Dilihat dari tabel diatas output produksi dengan menggunakan alat bantu jig dan
EOAT (Robot) dalam 1 hari 3 shift memiliki ouput produksi torsion bar yaitu
sebesar 4.628 pasang. Dilihat dari perbandingan output dalam 1 hari antara
operator dan robot maka didapatkan bahwa dengan menggunakan alat bantu jig
dan EOAT mendapatka output yang lebih banyak dibandingka dengan operator,
selisih kedua nya yaitu 1.162 pasang torsion bar.
4.7.2. Perbandingan Cycle Time
Dari output produksi akan dicari total cycle time per produk antara
menggunakan operator atau dengan menggunakan robot. Cycle Time yang
diambil dihitung dari output produksi selama 1 bulan. Berikut adalah tabel 4.25.
perbandingan cycle time dengan menggunakan operator dan robot.
Tabel 4.25. Tabel Perbandingan Cycle Time
Date ShiftShift
NameMode Machine Item Size Output
01-Mar Shift 1 C 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 180
01-Mar Shift 1 C 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 170
01-Mar Shift 1 C 3 Shift210-1101089 /
211-1101081Torsion Bar AD-42142 Supernova 6½-7½ + 8-9 298
01-Mar Shift 1 C 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 185
01-Mar Shift 1 C 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 280
01-Mar Shift 1 C 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 170
01-Mar Shift 1 C 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 182
01-Mar Shift 1 C 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 180
01-Mar Shift 2 A 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 190
01-Mar Shift 2 A 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 182
01-Mar Shift 2 A 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 178
01-Mar Shift 2 A 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 182
01-Mar Shift 2 A 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 187
01-Mar Shift 2 A 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 182
01-Mar Shift 2 A 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 190
01-Mar Shift 2 A 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 182
01-Mar Shift 3 B 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 185
01-Mar Shift 3 B 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 190
01-Mar Shift 3 B 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 190
01-Mar Shift 3 B 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 190
01-Mar Shift 3 B 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 190
01-Mar Shift 3 B 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 190
01-Mar Shift 3 B 3 Shift 210-1101089 Torsion Bar AD-42142 Supernova 8-9 190
01-Mar Shift 3 B 3 Shift 211-1101081 Torsion Bar AD-42142 Supernova 9½-10½ 185
4.628TOTAL :
Waktu produksi Total Output / Bulan Total Output / Bulan Waktu produksi
85.387 pasang 101.716 pasang
Rata - rata Output / Hari Rata - rata Output / Hari
3.558 pasang 4.422 pasang
Rata - rata Output / Jam Rata - rata Output / Jam
148 pasang 184 pasang
Rata - rata Cycle Time / Produk Rata - rata Cycle Time / Produk
48,57 detik 39,07 detik
Ouput Produksi Menggunakan Operator Ouput Produksi Menggunakan Robot
Februari 2018 Maret 2018

34
Feb-18 Mar-18Reason Defect Defect Ratio Defect Defect Ratio
Black dot 10 0,01% 55 0,06%
Short shot 255 0,25% 35 0,04%
Unformed 55 0,05% 20 0,02%
Startup Reject 39 0,04% 20 0,02%
Wrong color 65 0,06% 10 0,01%
Scratch 37 0,04% 5 0,01%
Silver streak (Wet material) 45 0,04% 3 0,00%
Total Loss 506 0,50% 148 0,17%
Output 85.387 101.175
Dilihat dari tabel diatas output produk dengan menggunakan operator
mendapatkan cycle time 48,57 detik sedangkan dengan menggunakan alat bantu
robot didapati cycle time 39,07 detik. Selisih cycle time antara kedua output
produksi yaitu 9,5 detik.
4.7.2. Perbandingan Reject Rate
Dari cycle time dan output yang di dapat akan dilihat perbandingan reject
rate antara kedua metode yaitu menggunakan operator atau dengan pengunaan
robot. Reject Rate yang diambil dihitung dan dilihat dari output produksi selama 1
bulan. Berikut adalah tabel 4.26. perbandingan reject rate dengan menggunakan
operator dan robot.
Tabel 4.26. Tabel Perbandingan Reject Rate
Dari tabel diatas reject rate produk dengan menggunakan operator yaitu dengan
total loss 506 pairs atau dengan persentase 0,50%, sedangkan dengan
menggunakan alat bantu robot didapati total loss 148 pairs atau dengan persentase
0,17% . Selisih reject rate diantara penggunaan robot dan operator adalah 358
pairs atau dengan persentase 0,33%.

1
BAB V
KESIMPULAN DAN SARAN
1.1. Kesimpulan
Dari pengolahan data dan analisis yang dilakukan, dibuat kesimpulan
sebagai berikut :
1. Perancangan alat bantu Jig dan EOAT efektif dilakukan dan efisien
diaplikasikan pada proses produksi torsion bar. Efisiensi biaya sebesar
14.89% dari rancangan awal dan juga lebih efisien sebesar 14,57% dari
alternatif kedua dengan menggunakan metode value engineering.
2. Dengan alat bantu jig ini, aplikasi lengan robot pada mesin injeksi torsion
bar berhasil dijalankan untuk sistem full-automatic dengan reduksi waktu
sebanyak 9,5 detik dari sistem semi-automatic sebelumnya.
3. Penggunaan alat bantu ini dapat menggurangi reject rate dalam proses
produksi torsion bar dimana dapat menurunkan total loss sebesar 1.3%.
6.1 Saran
1. Perlu dilakukan perencanaan untuk sistem otomasi dalam cakupan yang
lebih luas lagi dimasa yang akan dating, karena tulisan ini hanya membahas
otomatisasi dalam lingkup satu area mesin.
2. Sebaiknya untuk perbaikan sistem di masa yang akan datang, dilakukan
terlebih dahulu perencanaan secara matang. Hal ini dilakukan untuk
mencegah kasus yang serupa terjadi, yakni ketidakmampuan aplikasi lengan
robot untuk mesin injeksi torsion bar.

2

DAFTAR PUSTAKA
Berk, Joseph. Cost Reduction and Optimization for Manufacturing and Industrial
Companies. Scrivener Publishing LLC.
Dell'Isola, Alphonse. 1997. Value Engineering: Practical Applications. R.S. Means
Company Inc.
Dobson, Michael S and Deborah S. Dobson. 2012. Project Risk and Cost Analysis.
American Management Association.
Fatkhi, M. 2016.Perancangan Alat Uji Kekentalan Plastik dengan Kapasitas 4 cm3
dengan Kapasitas Maksimal 300oC. Tugas Akhir.Universitas Muhammadiyah
Yogyakarta. DIY.
Hoffman, Edward G. 2004. Jig and Fixture Design. Thomson Learning Inc.
McGeorge, Denny. 1997. Construction Management. Blackwell Science Ltd.
Park, Richard J. 1999. Value Engineering: A Plan for Invention. CRC Press LLC.
Wiryono, S.K. 2012. An Improvement on Reactive Power Controller of Grid-connected
Inventer by Using Virtual Reactance Concept. Institut Teknologi Bandung. Bandung.
Younker, Del L. 2003. Value Engineering Analysis and Methodology. Marcel vc Dekker
Inc.