pak agus
DESCRIPTION
mouldingTRANSCRIPT

Mould
M Fakhar Firdaus
2MEB/239
Injection moulding
• Injection molding adalah metode pembentukan material termoplastik dimana material yang meleleh karena pemanasan diinjeksikan oleh plunger ke dalam cetakan yang didinginkan oleh air sehingga mengeras.
• Meskipun banyak variasi dari proses dasar ini, 90 persen injection molding adalah memproses material termoplastik. Injection molding mengambil porsi sepertiga dari keseluruhan resin yang dikonsumsi dalam pemrosesan termoplastik. Sekarang ini bisa dipastikan bahwa setiap kantor, kendaraan, rumah, pabrik terdapat barang-barang dari plastik yang dibuat dengan cara injection molding, misalnya pesawat telepon, printer, keyboard, mouse, rumah lampu mobil ,dashboard, reflektor, roda gigi, helm, televisi, sisir, roda furnitur, telepon seluler, dan masih banyak lagi yang lain.

Ciri dari injeksi moulding
• Keseragaman dalam bentuk ketebalan dan ukuran.
• Adanya point atau berupa bulatan kecil yang mengindikasikan extensi dari produk yang seharusny dipotong/dipatahkan
• Adanya beberapa bulatan/kotak kecil umumnya pada bidang paralel rata
• Adanya serat halus di sekitaran cetakan(parting line)
• Material menggunakan termoplastik atau sekarang yang biasa dikenal dengan plastik.
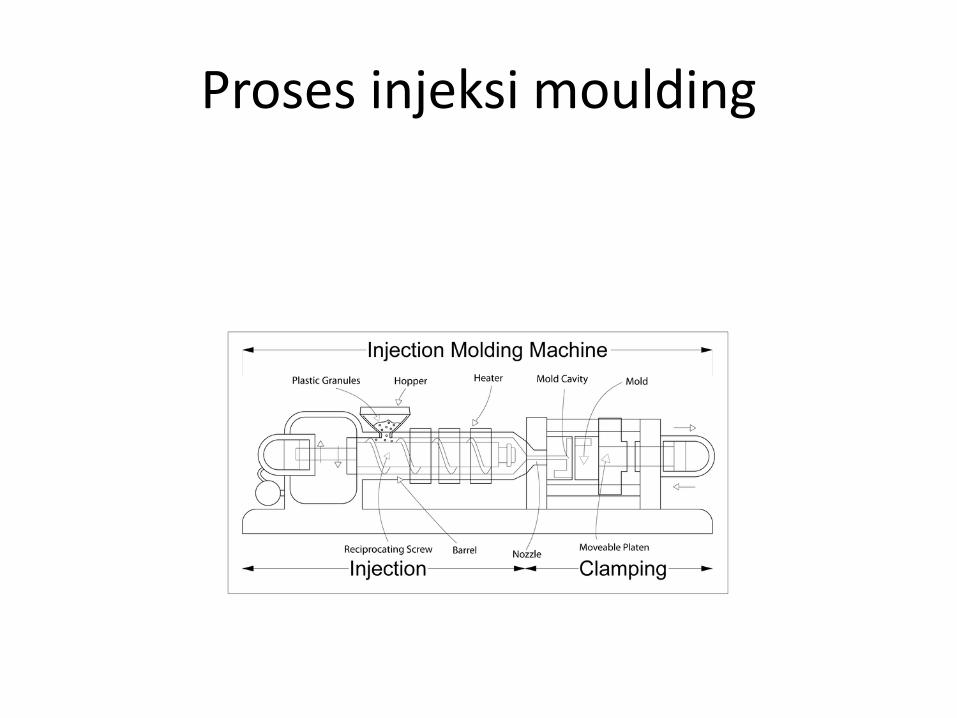
Proses injeksi moulding
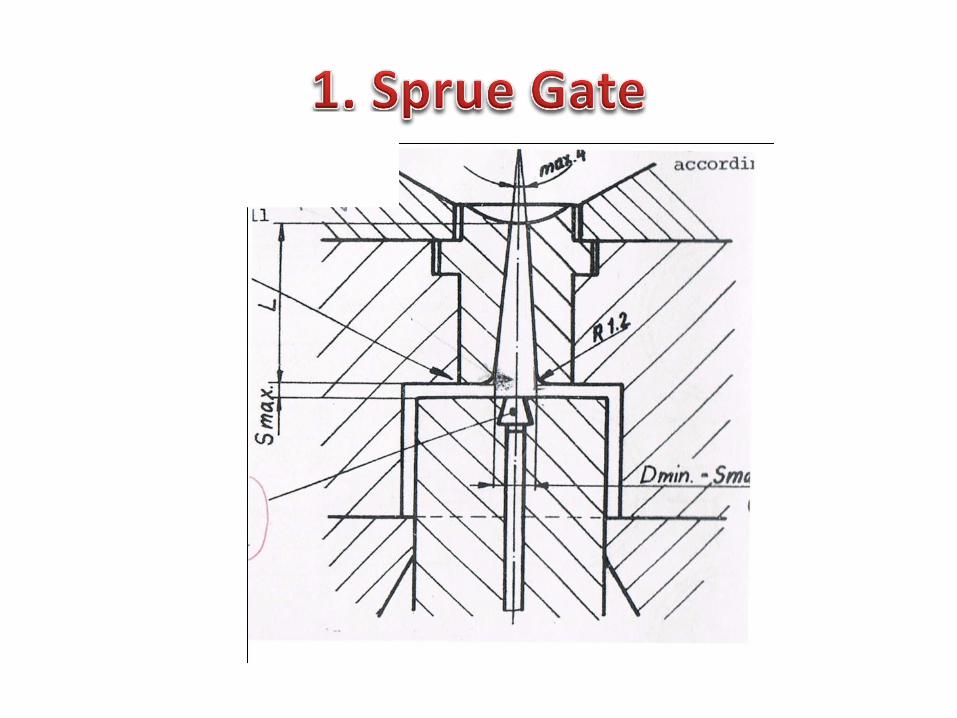
Gate merupakan saluran terakhir yanglangsung bersentuhan dengan material. fungsinya: mengontrol arah dan aliran material,mempermudah proses finishing material (gatehrs dipisahkan / dipotong dari produk jadi) danmencegah aliran balik (counterflow) dari cetakankedalam nozel pada saat pendinginan.
•
Keuntungan Sprue gate
• Material diisi secara langsung oleh sprue bush
• Mendapatkan ketebalan dinding yang sama
• Minimum tekanan
Kerugian Sprue gate
• Tambahan Tenaga Kerja
• Sprue mark tampak
• Tidak cocok untuk multicavity
Contoh produk :
Peralatan Rumah Tangga seperti
ember dll.
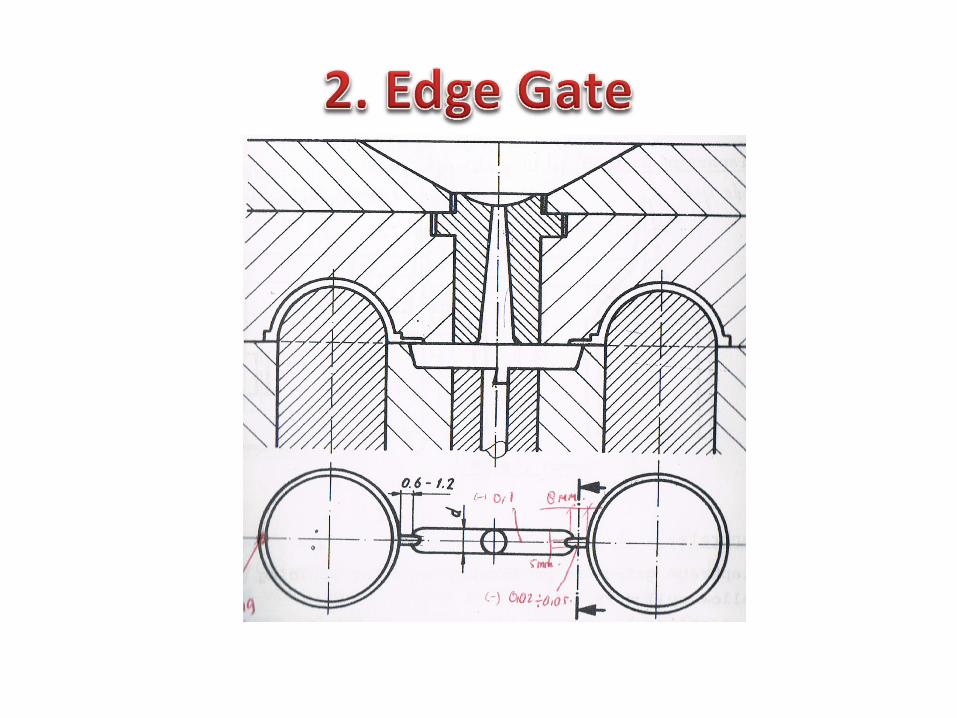

Keuntungan Edge Gate
• Sprue mark kecil, sehingga mudah dibersihkan.
• Multicavity Moulds
Kerugian Edge gate
• Injeksi Tinggi
• Welding line Kelihatan
• Terjadi Burning
Contoh Produk : Sendok obat dll.

0 1 2 3 4 5 6 7 …. dst
1
2
3
4 …
dst
Keuntungan Flash Gate
• Cross runner terisi pertama
• Multicavity moulds
• No Welding
• Mendapatkan Keseragaman Ketebalan, Homogen Stuktur
• Good mechanical strength

Kerugian Flash Gate
• Extra Labour, Tidak seimbang dipakai di single cavity
Contoh : Layar
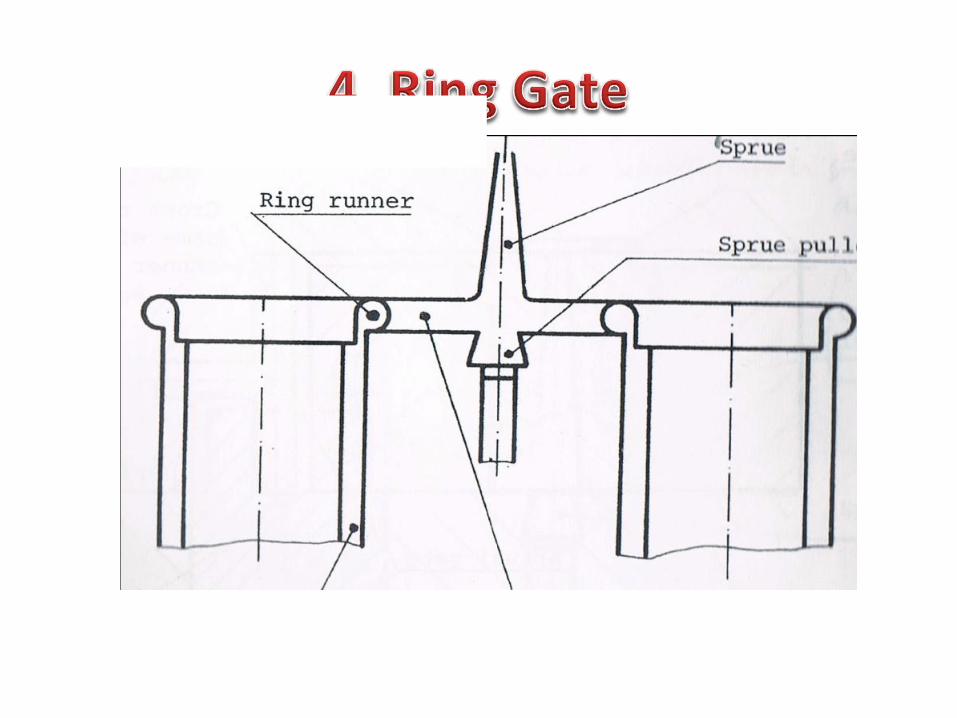
Keuntungan Ring Gate
• Ring Runner terisi pertama
• Multicavity moulds
• Long Hollow
• Seragam ketebalan
Kerugian Ring Gate • Extra Labour atau machine
• Ada cost tambahan
Contoh Produk : Gulungan Benang
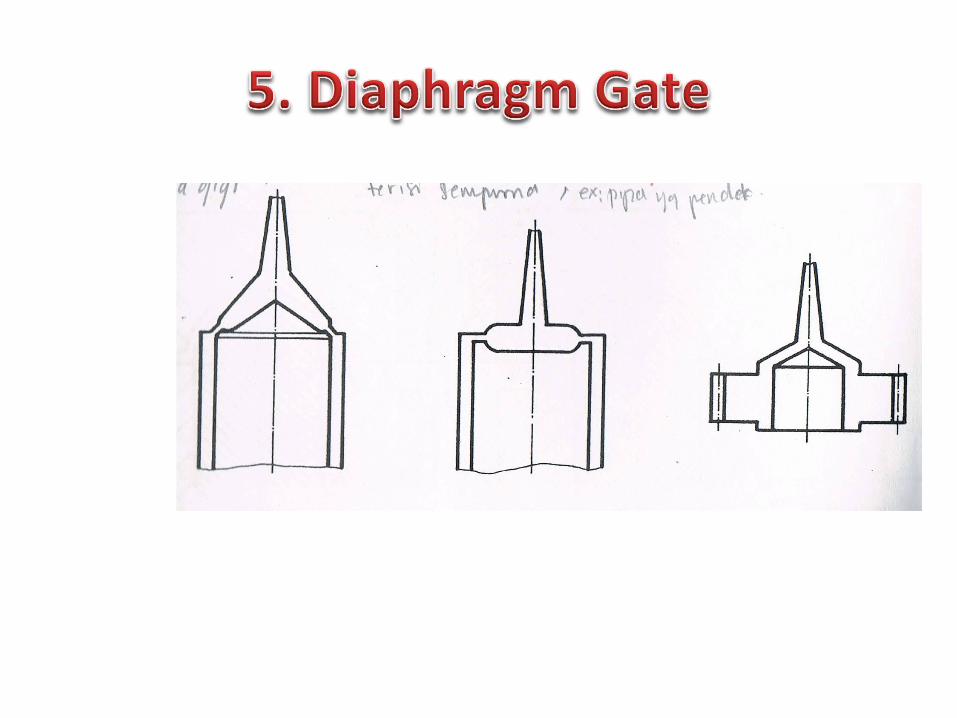
Keuntungan Diaphragm• Mendapatkan keseragaman ketebalan
dinding
• Untuk membuat Hollow cylinder dan gear.
Kerugian Diaphragm
• Hanya untuk Single Cavity
• Extra Labour
• Mostly on machine
Contoh Produk : Gears , Pipa dll
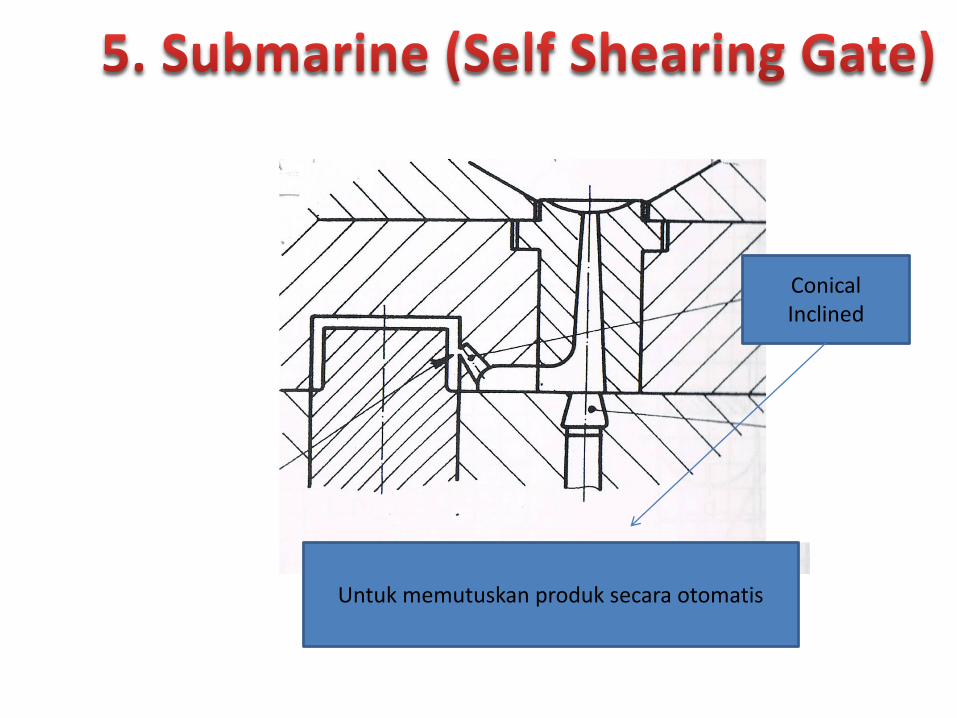
Conical Inclined
Untuk memutuskan produk secara otomatis
Keuntungan
• Pelepasan Produk Otomatis
• Multicavity Moulds
• No extra labour cost
Kerugian
• High Injection
• Kemungkinan terjadi Burning
Contoh Produk : Tutup Botol
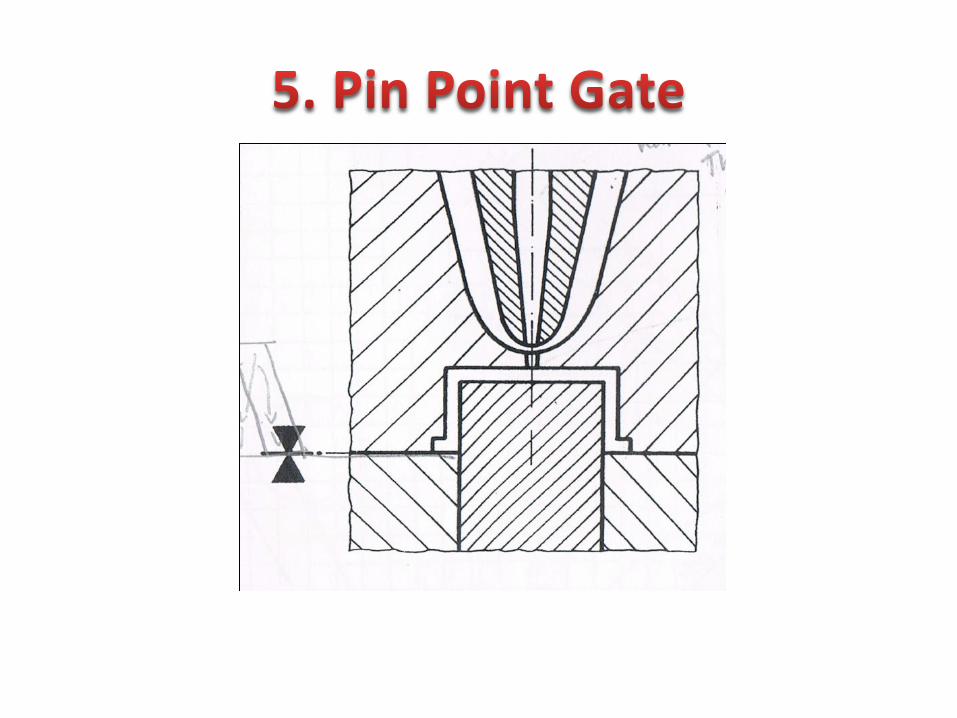
Keuntungan
• Otomatis degating
• No extra labour cost
• Ketebalan merata
Kerugian
• Sulit Injeksi
• Mesin Harus disesuaikan
Contoh : Layar
• Runner adalah saluran penghubung antara nozzle pada ujung barrel dengan cavity pada mold.
• Fungsi Runner adalah untuk menyediakan jalur untuk material mengalir dari Sprue Bush ke Gate.
• Runner yang baik bertujuan untuk membuat jalur yang efisien untuk mengisi rongga secepat mungkin, dengan suhu bahan yang tepat dan limbah yang minimal

TIPE RUNNER
• Circullar Runner
• Parabolic Runner
• Trapezoidal Runner
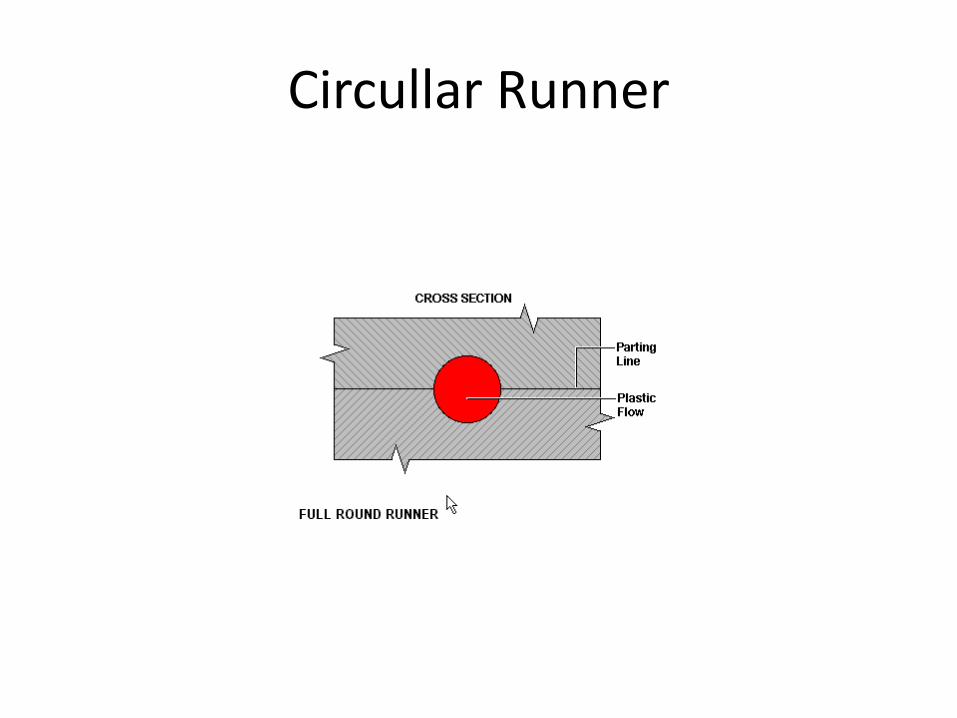
Circullar Runner
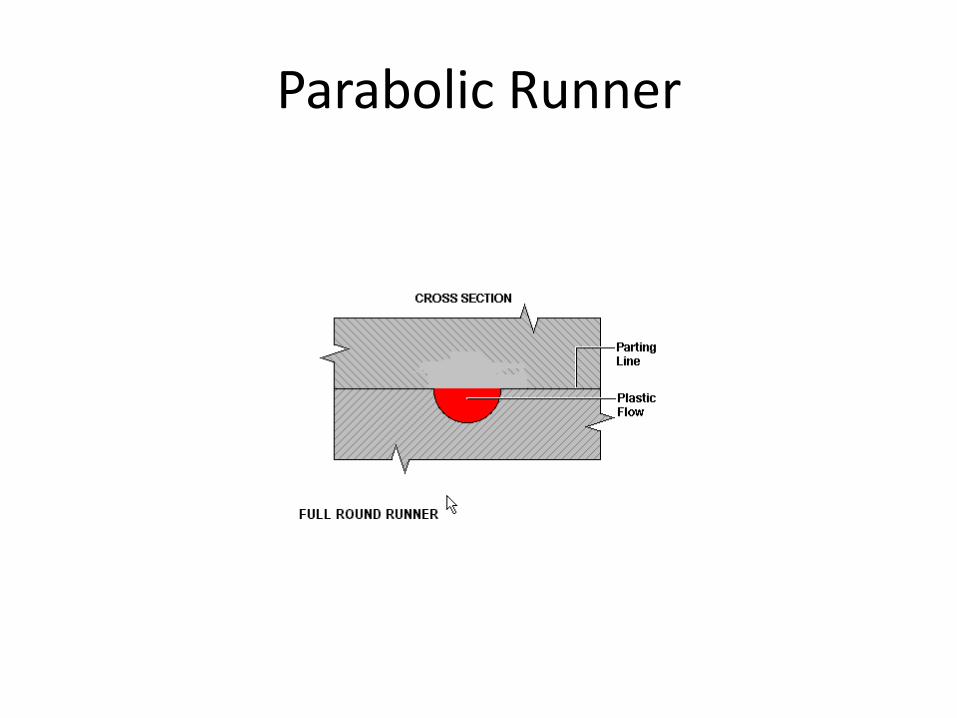
Parabolic Runner
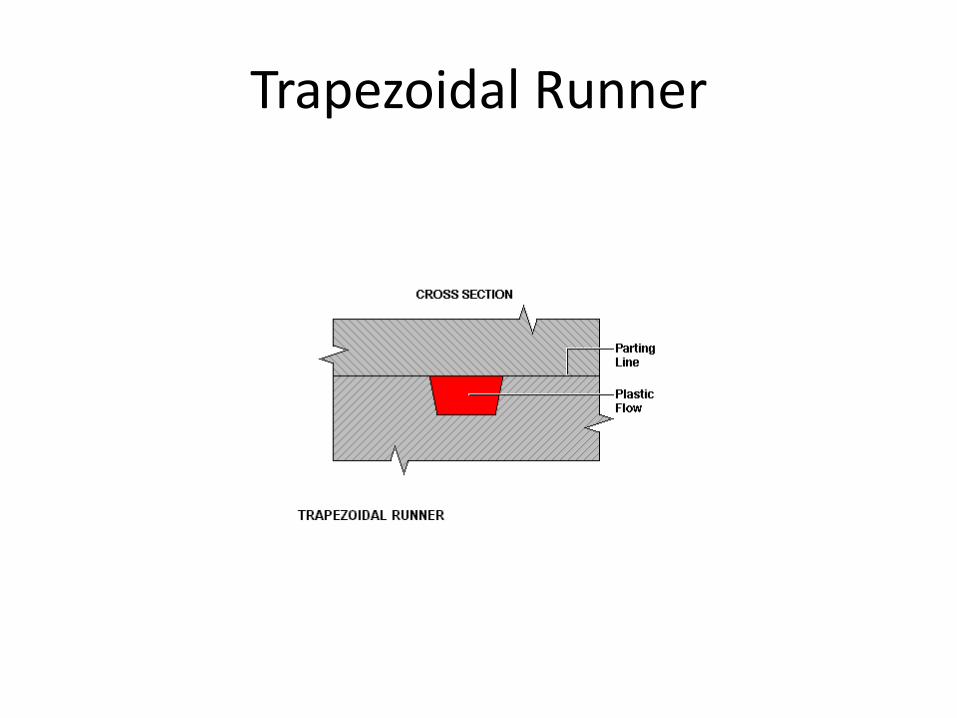
Trapezoidal Runner
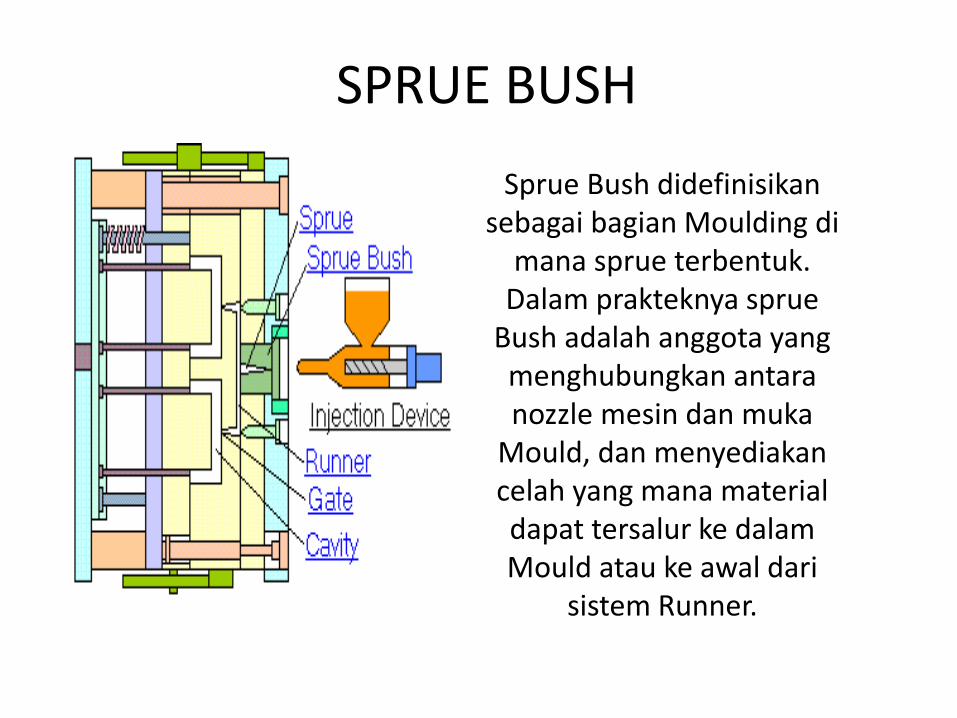
SPRUE BUSH
Sprue Bush didefinisikan sebagai bagian Moulding di
mana sprue terbentuk. Dalam prakteknya sprue
Bush adalah anggota yang menghubungkan antara nozzle mesin dan muka
Mould, dan menyediakan celah yang mana material dapat tersalur ke dalam Mould atau ke awal dari
sistem Runner.
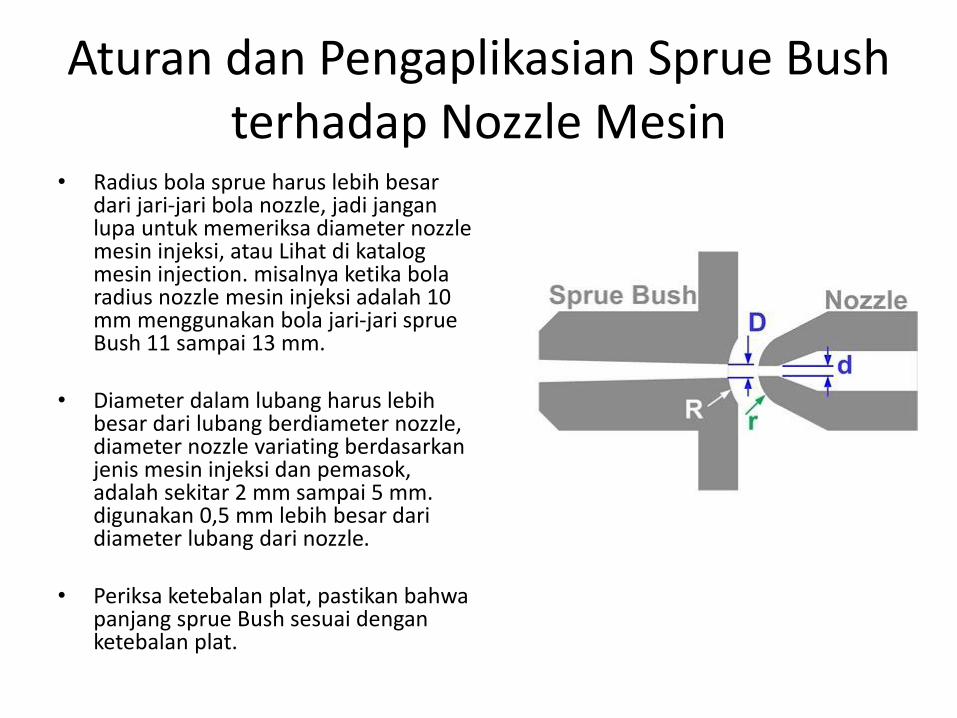
Aturan dan Pengaplikasian Sprue Bush terhadap Nozzle Mesin
• Radius bola sprue harus lebih besar dari jari-jari bola nozzle, jadi jangan lupa untuk memeriksa diameter nozzle mesin injeksi, atau Lihat di katalog mesin injection. misalnya ketika bola radius nozzle mesin injeksi adalah 10 mm menggunakan bola jari-jari sprue Bush 11 sampai 13 mm.
• Diameter dalam lubang harus lebih besar dari lubang berdiameter nozzle, diameter nozzle variating berdasarkan jenis mesin injeksi dan pemasok, adalah sekitar 2 mm sampai 5 mm. digunakan 0,5 mm lebih besar dari diameter lubang dari nozzle.
• Periksa ketebalan plat, pastikan bahwa panjang sprue Bush sesuai dengan ketebalan plat.
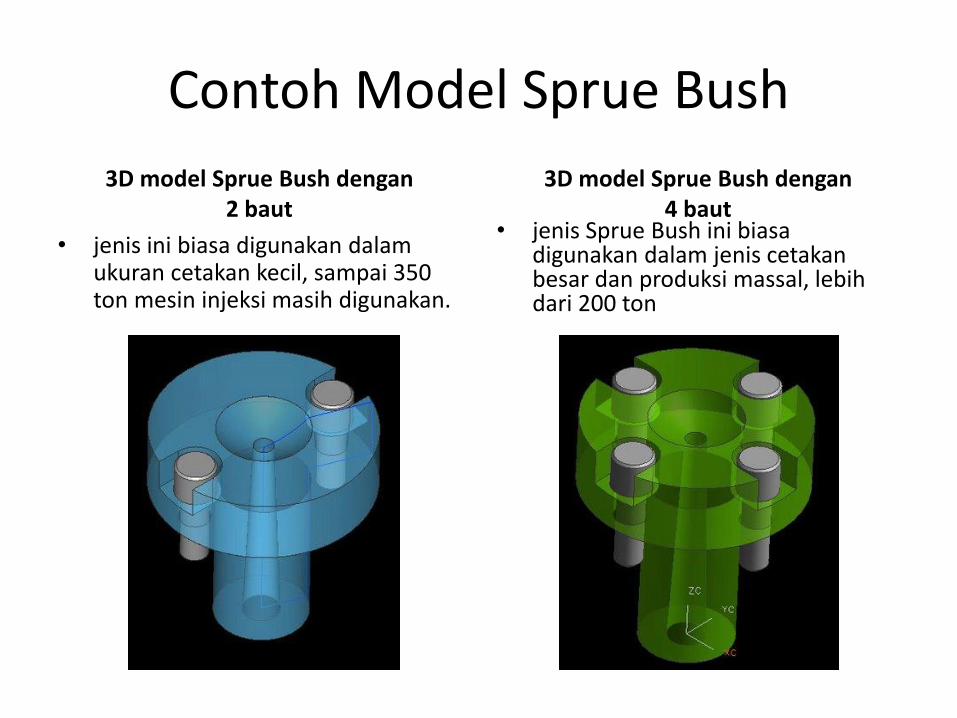
Contoh Model Sprue Bush
3D model Sprue Bush dengan 2 baut
• jenis ini biasa digunakan dalam ukuran cetakan kecil, sampai 350 ton mesin injeksi masih digunakan.
3D model Sprue Bush dengan4 baut
• jenis Sprue Bush ini biasa digunakan dalam jenis cetakan besar dan produksi massal, lebih dari 200 ton

Contoh Model Sprue Bush
• Dan di bawah adalah Model 3D sprue Bush dengan attachment cincin, jenis ini digunakan ketika ketebalan pelat atas adalah lebar, tetapi perancang sebagian lebih suka chamfer menggunakan chamfer besar di plat atas sehingga dengan Bush Model sprue pertama masih bisa menempel

Sprue Puller
• Fungsi Sprue Puller adalah untuk "menarik" material (sprue)dari Sprue Bush pada akhir Siklus Molding. Setelah Spruedipastikan tidak berada di dalam sprue bush lagi barulahSiklus Molding berikutnya dapat dilakukan .
Jenis Sprue Puller yang Umum digunakan
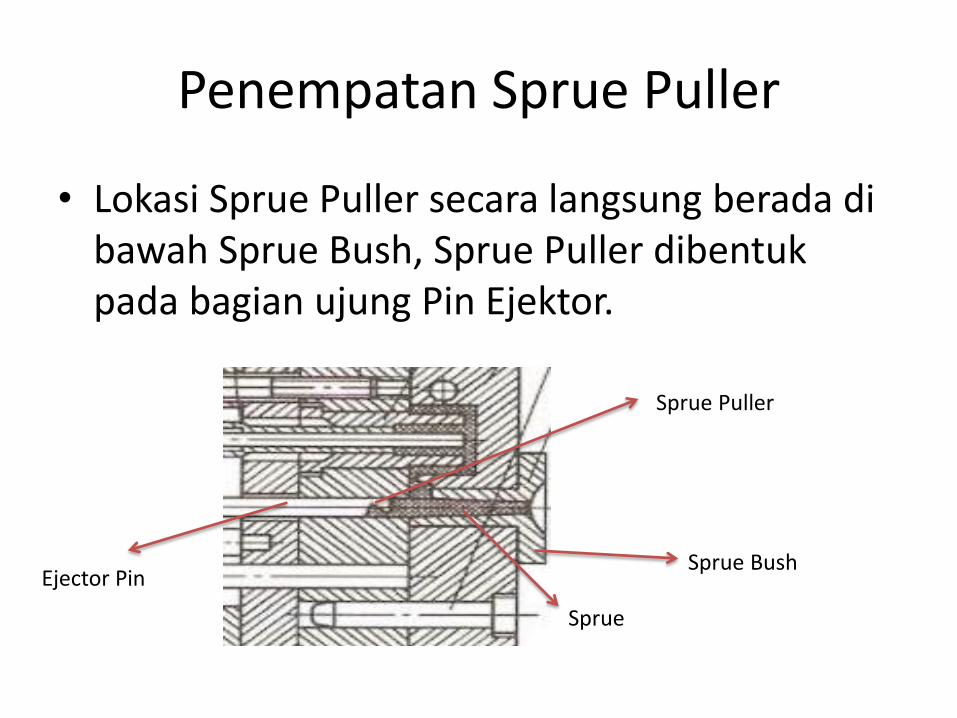
Penempatan Sprue Puller
• Lokasi Sprue Puller secara langsung berada dibawah Sprue Bush, Sprue Puller dibentukpada bagian ujung Pin Ejektor.
Ejector Pin
Sprue
Sprue Bush
Sprue Puller
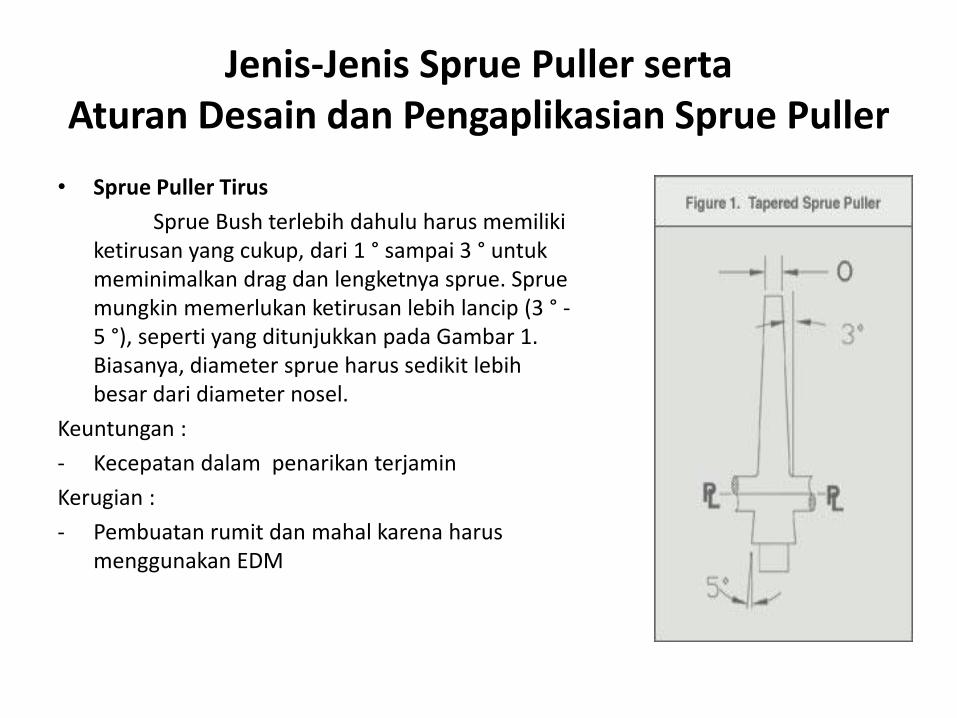
Jenis-Jenis Sprue Puller sertaAturan Desain dan Pengaplikasian Sprue Puller
• Sprue Puller Tirus
Sprue Bush terlebih dahulu harus memiliki ketirusan yang cukup, dari 1 ° sampai 3 ° untuk meminimalkan drag dan lengketnya sprue. Sprue mungkin memerlukan ketirusan lebih lancip (3 ° -5 °), seperti yang ditunjukkan pada Gambar 1. Biasanya, diameter sprue harus sedikit lebih besar dari diameter nosel.
Keuntungan :
- Kecepatan dalam penarikan terjamin
Kerugian :
- Pembuatan rumit dan mahal karena harusmenggunakan EDM
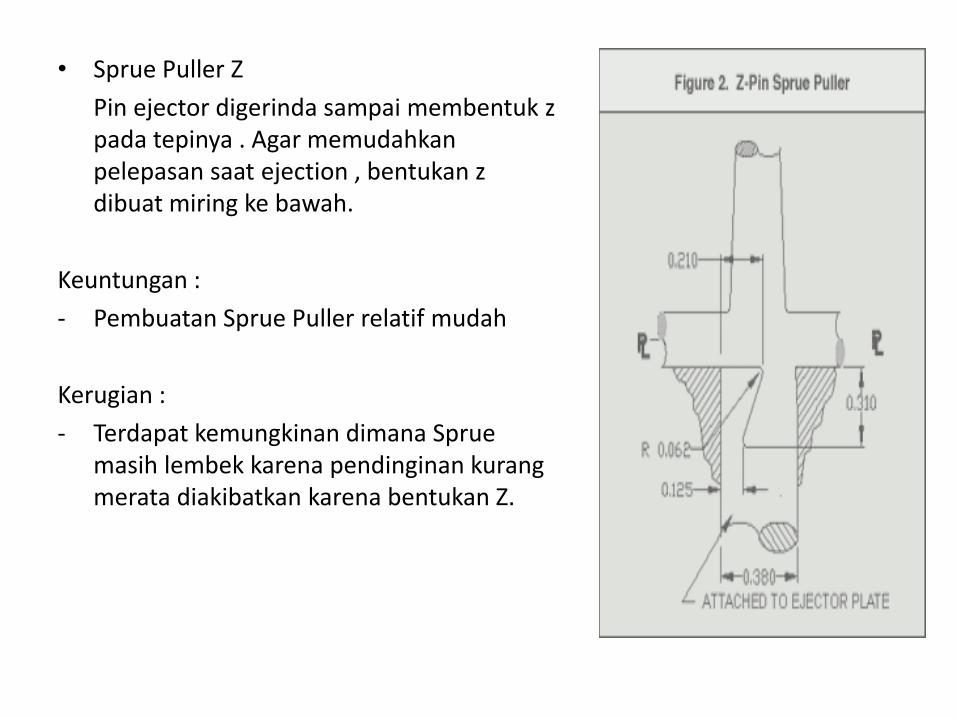
• Sprue Puller Z
Pin ejector digerinda sampai membentuk z pada tepinya . Agar memudahkanpelepasan saat ejection , bentukan z dibuat miring ke bawah.
Keuntungan :
- Pembuatan Sprue Puller relatif mudah
Kerugian :
- Terdapat kemungkinan dimana Spruemasih lembek karena pendinginan kurangmerata diakibatkan karena bentukan Z.

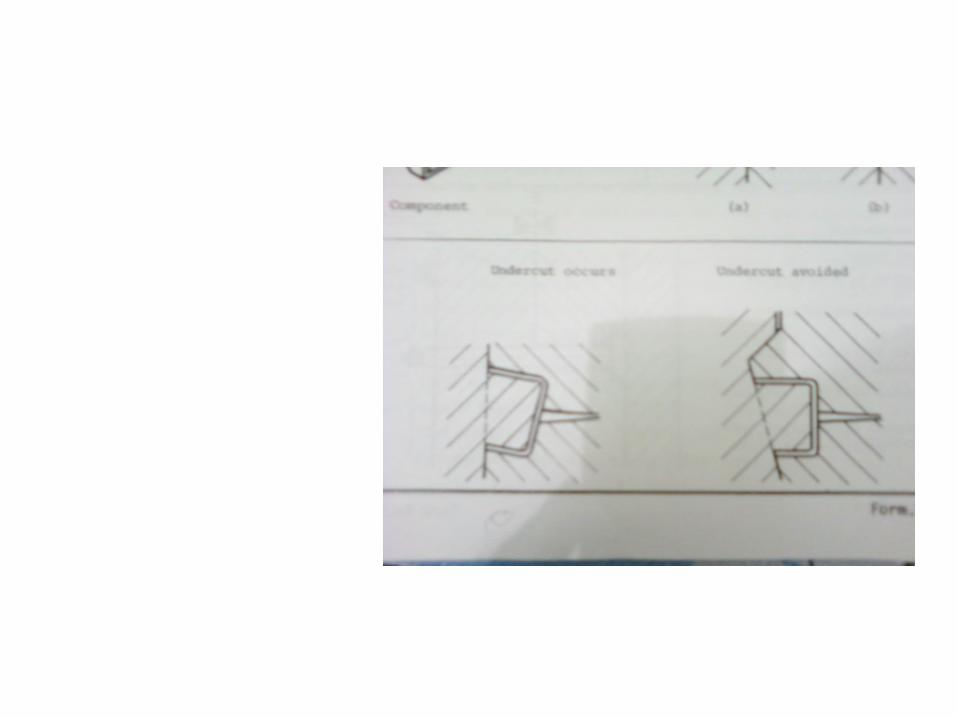
• Sprue Puller Undercut
Sprue puller ini dibentuk undercut yang
mengelilingi ejector di tepinya , sehinggasprue akan terbawa oleh bentukanundercut tersebut .
Keuntungan :
- Pembuatan relatif mudah
- Sprue puller yang umum direkomendasikan
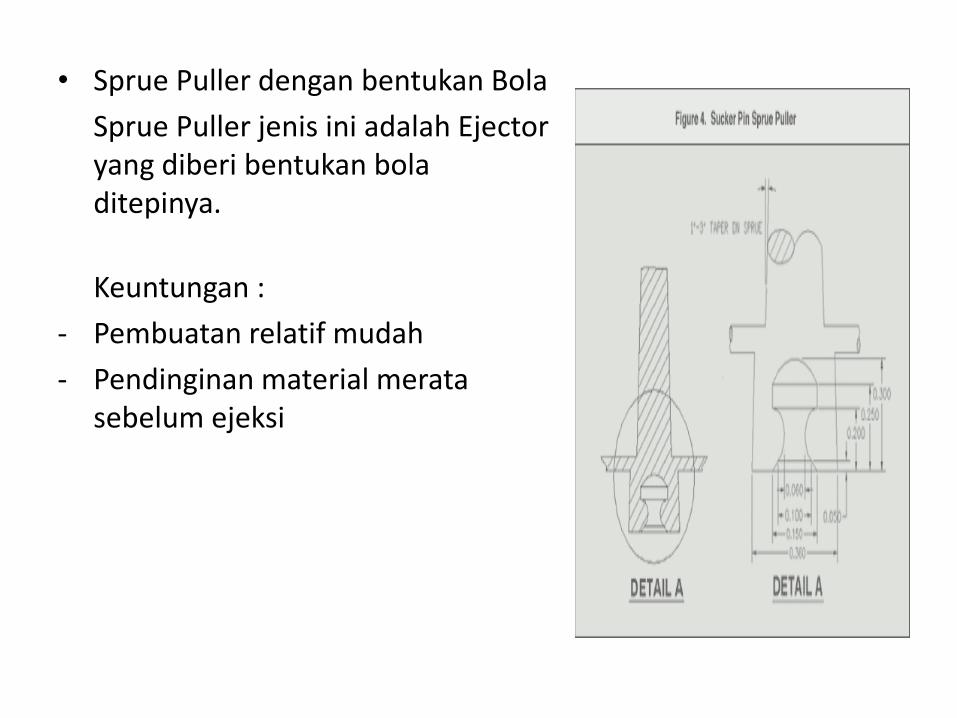
• Sprue Puller dengan bentukan Bola
Sprue Puller jenis ini adalah Ejector yang diberi bentukan bola ditepinya.
Keuntungan :
- Pembuatan relatif mudah
- Pendinginan material meratasebelum ejeksi
Jenis-Jenis EjectorSetiap jenis mold memiliki karakteristik tersendiri pada sistem
ejektornya tergantung dengan Benda produk yang dibuat dan jenisejeksi ejector yang dipakai,
Ada beberapa jenis Ejector :1. Pin Ejectors2. Blade Ejectors3. Sleeve Ejectors4. Stripper plate5. Disc Ejector6. Air Ejector7. Ejection from injection side8. Chain Ejection9. Rod Ejection10. Manual Ejection

1. Pin Ejector
• Pin Ejector atau ejector pena adalah ejector yang umum digunakan karenaPin ejector komponennya simpel dan murah, produk pin ejector pun sudah standard dan dijual di seluruh pemasok komponen moulding.
• Ada bentukan Pin ejector yang berstep ataupun tirus dengan ketirusantertentu.
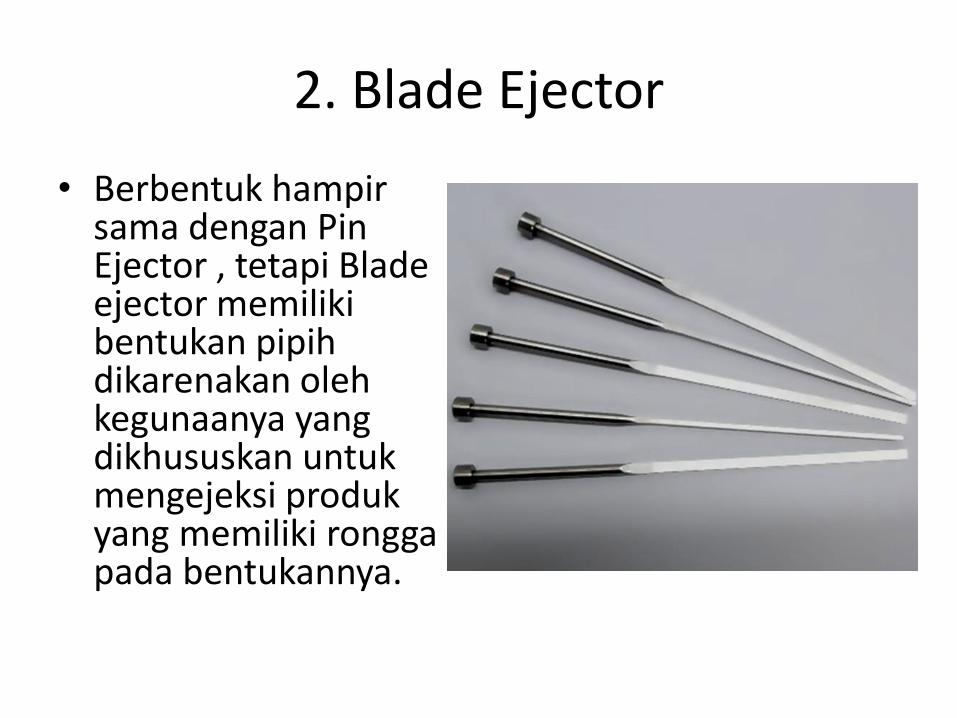
2. Blade Ejector
• Berbentuk hampirsama dengan Pin Ejector , tetapi Blade ejector memilikibentukan pipihdikarenakan olehkegunaanya yang dikhususkan untukmengejeksi produkyang memiliki ronggapada bentukannya.
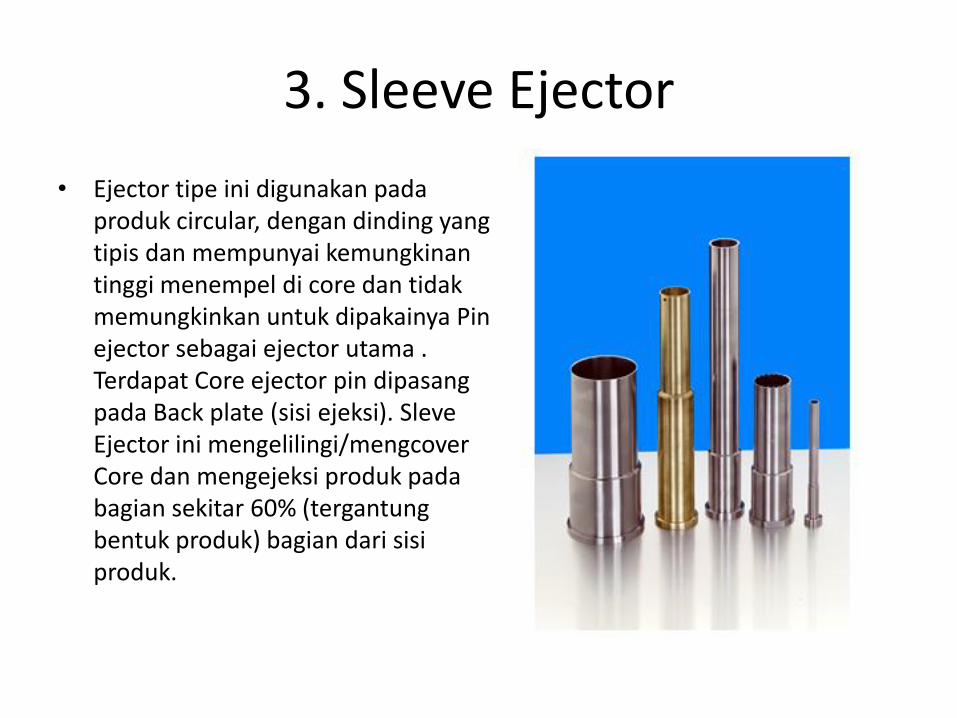
3. Sleeve Ejector
• Ejector tipe ini digunakan padaproduk circular, dengan dinding yang tipis dan mempunyai kemungkinantinggi menempel di core dan tidakmemungkinkan untuk dipakainya Pin ejector sebagai ejector utama . Terdapat Core ejector pin dipasangpada Back plate (sisi ejeksi). SleveEjector ini mengelilingi/mengcoverCore dan mengejeksi produk padabagian sekitar 60% (tergantungbentuk produk) bagian dari sisiproduk.
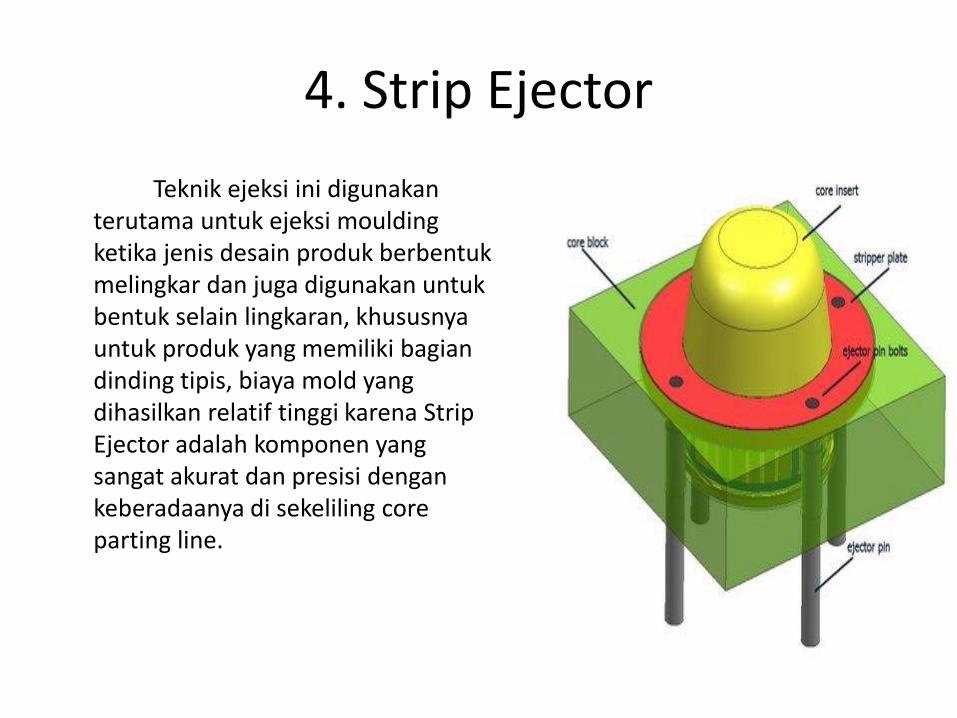
4. Strip Ejector
Teknik ejeksi ini digunakan terutama untuk ejeksi mouldingketika jenis desain produk berbentukmelingkar dan juga digunakan untuk bentuk selain lingkaran, khususnyauntuk produk yang memiliki bagian dinding tipis, biaya mold yang dihasilkan relatif tinggi karena Strip Ejector adalah komponen yang sangat akurat dan presisi dengankeberadaanya di sekeliling core parting line.
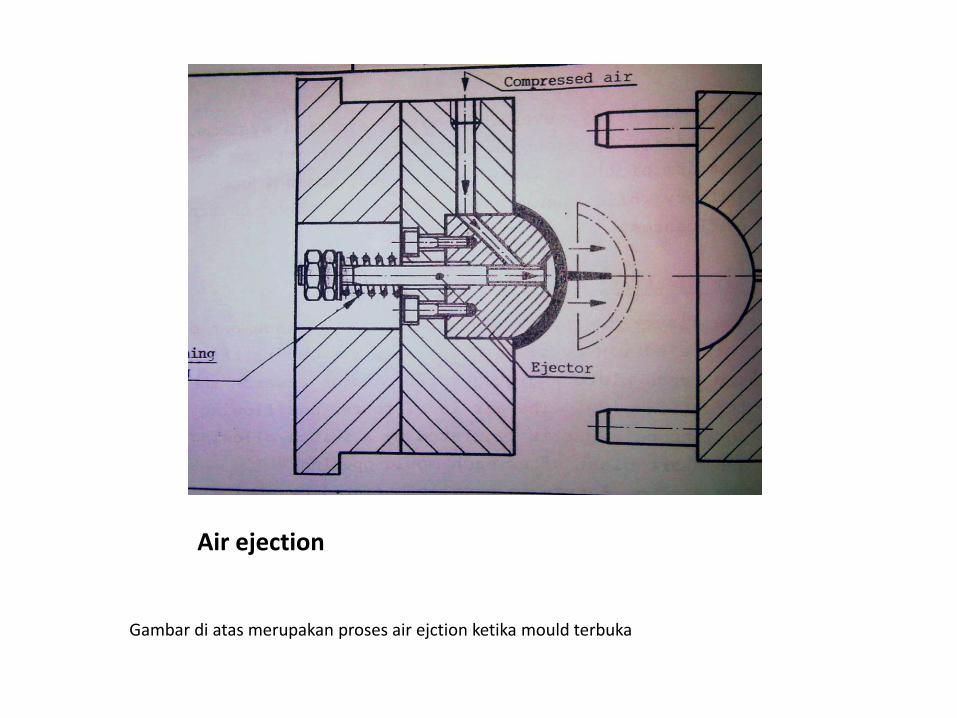
Air ejection
Gambar di atas merupakan proses air ejction ketika mould terbuka
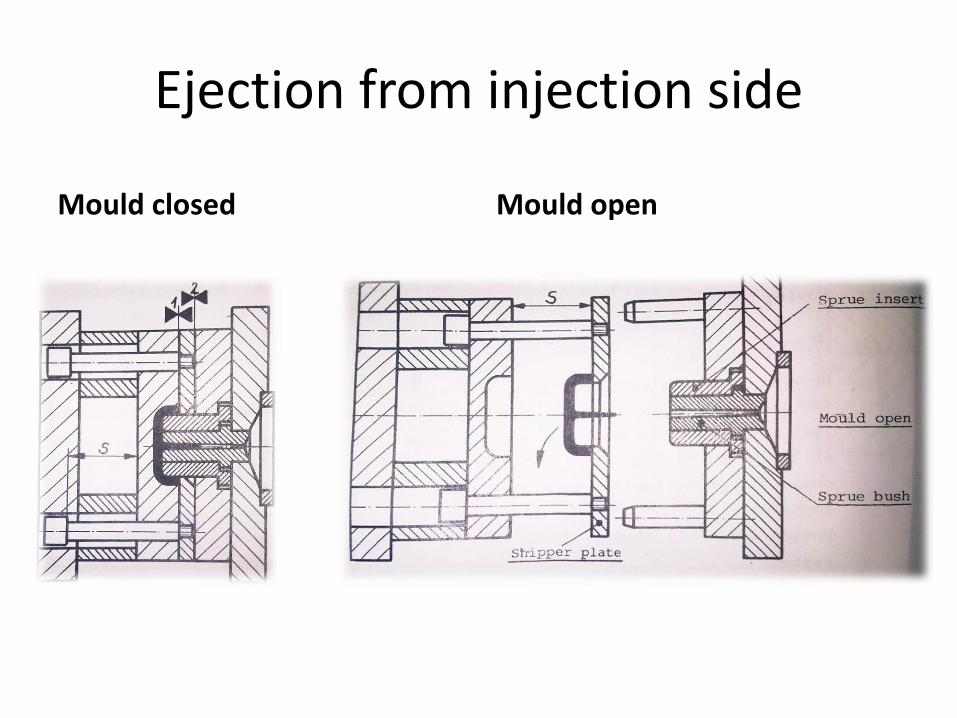
Ejection from injection side
Mould closed Mould open
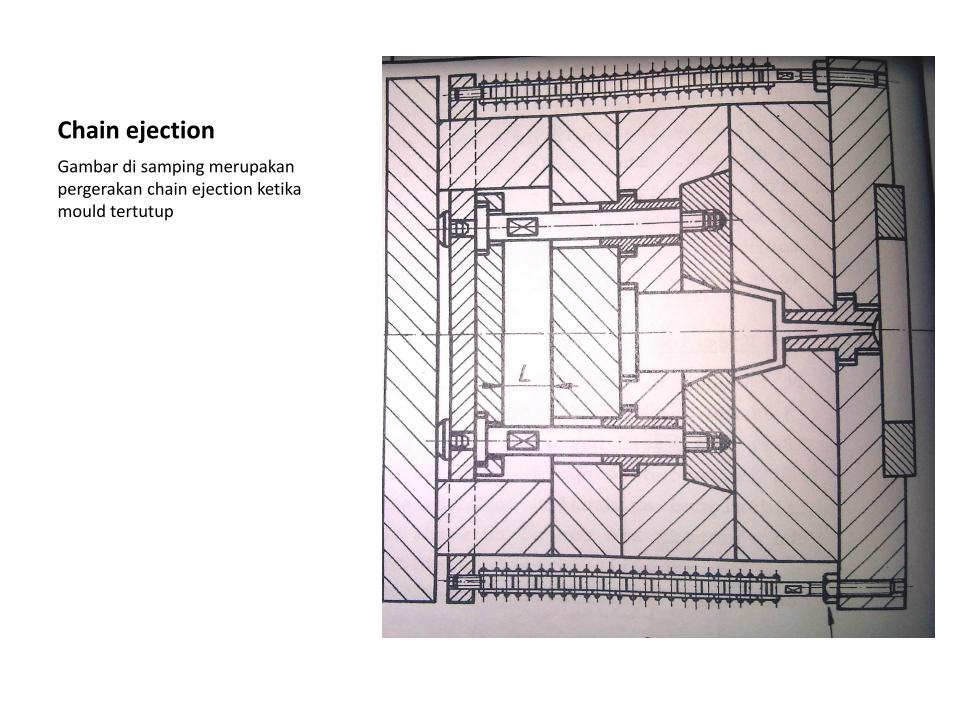
Chain ejection
Gambar di samping merupakan pergerakan chain ejection ketika mould tertutup
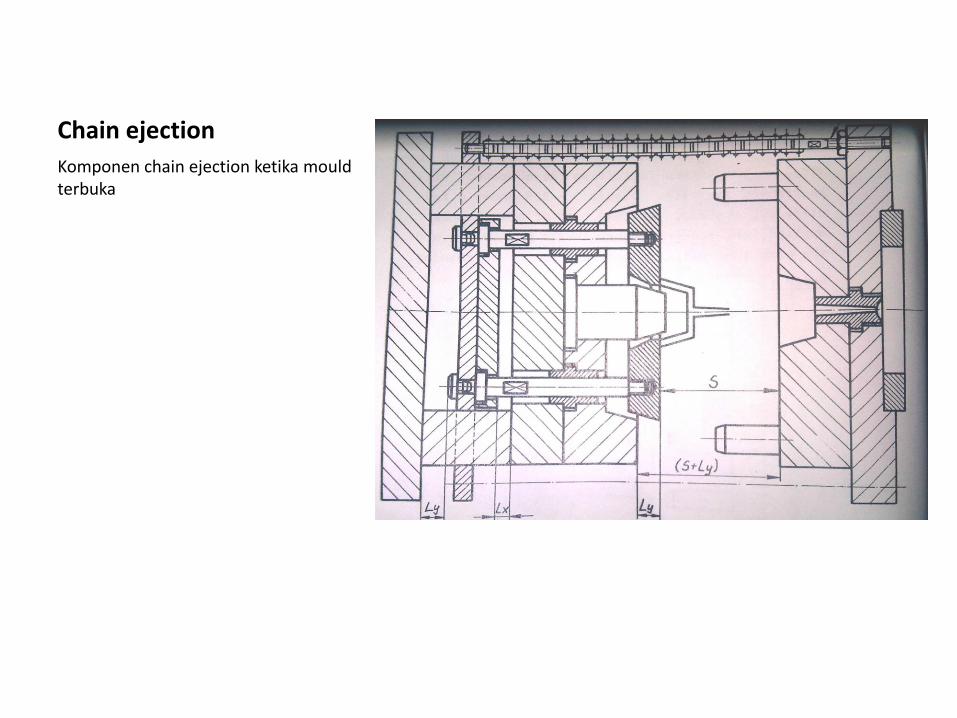
Chain ejection
Komponen chain ejection ketika mould terbuka

Pergerekan rod ejection ketika mould terbuka dan tertutup
Parting line
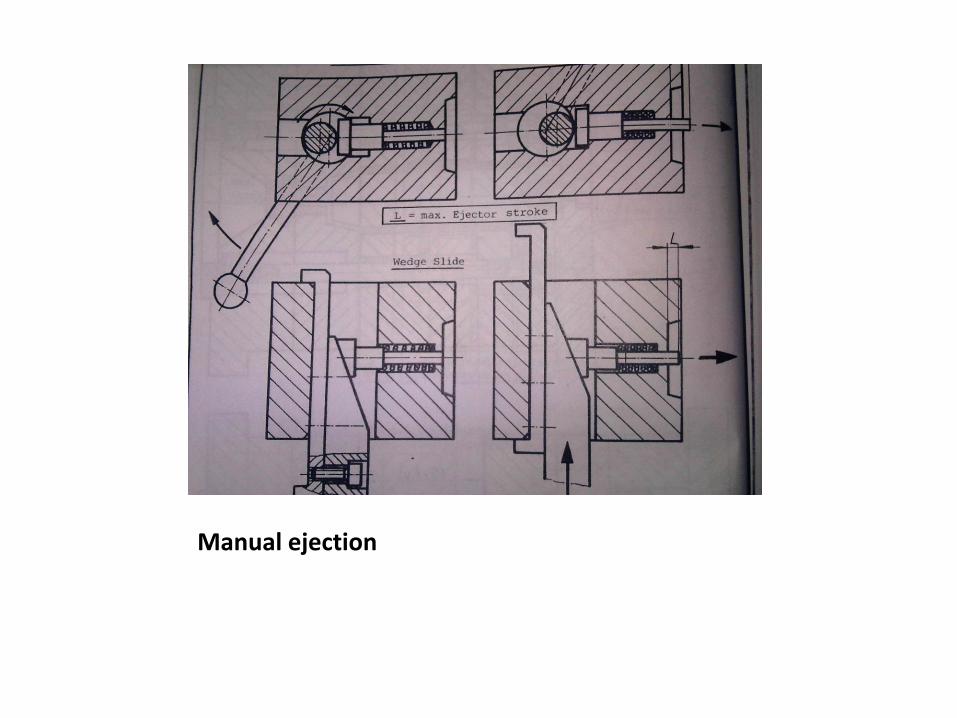
Manual ejection
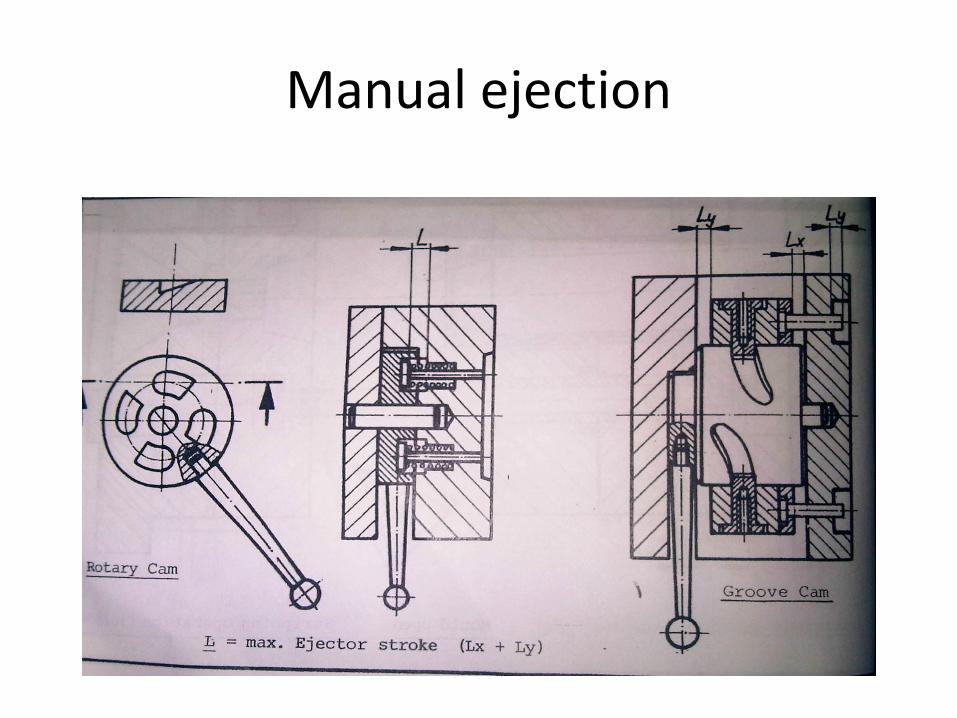
Manual ejection

pushbacks
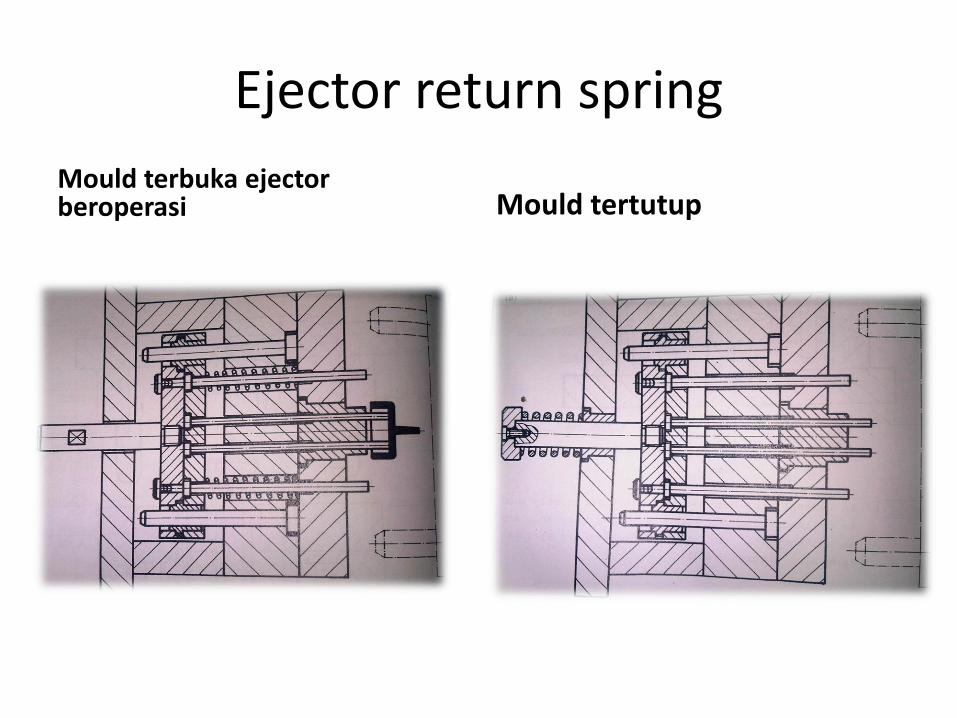
Ejector return spring
Mould terbuka ejector beroperasi Mould tertutup

Ejector return cams
Proses ketika mould tertutup,moving cam secara otomatis tertekan oleh fixed cam pada plat tetap.
Moving cam
Fixed cam
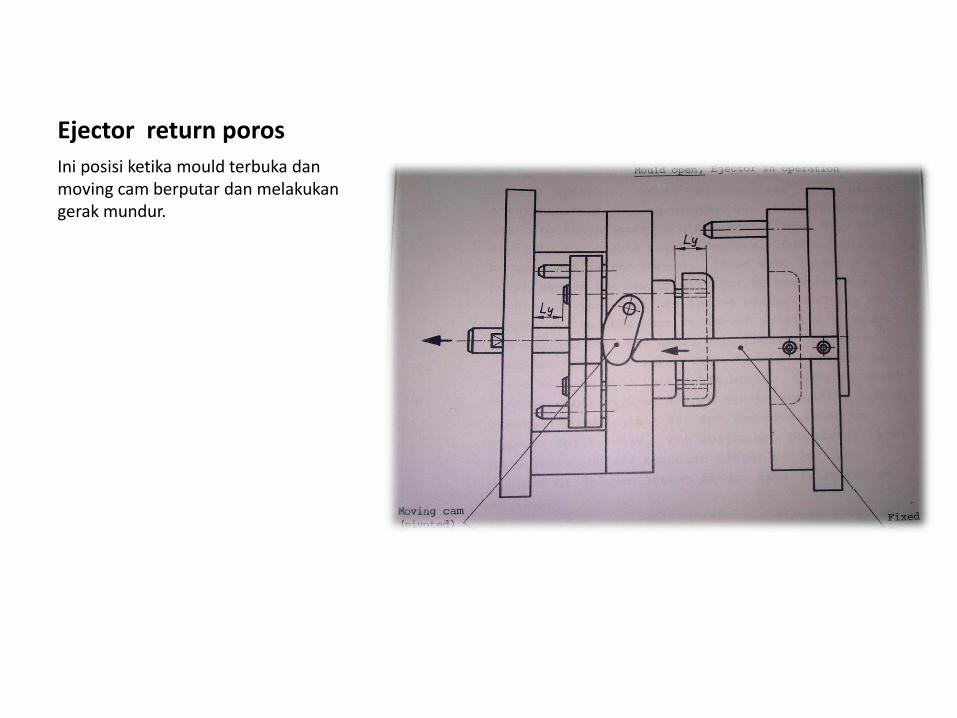
Ejector return poros
Ini posisi ketika mould terbuka dan moving cam berputar dan melakukan gerak mundur.
Definisi Parting Line
• Pertemuan dua plat mould yang membentuksebuah garis tipis dan mengelilingi padaproduk mould

Gambar Parting Line
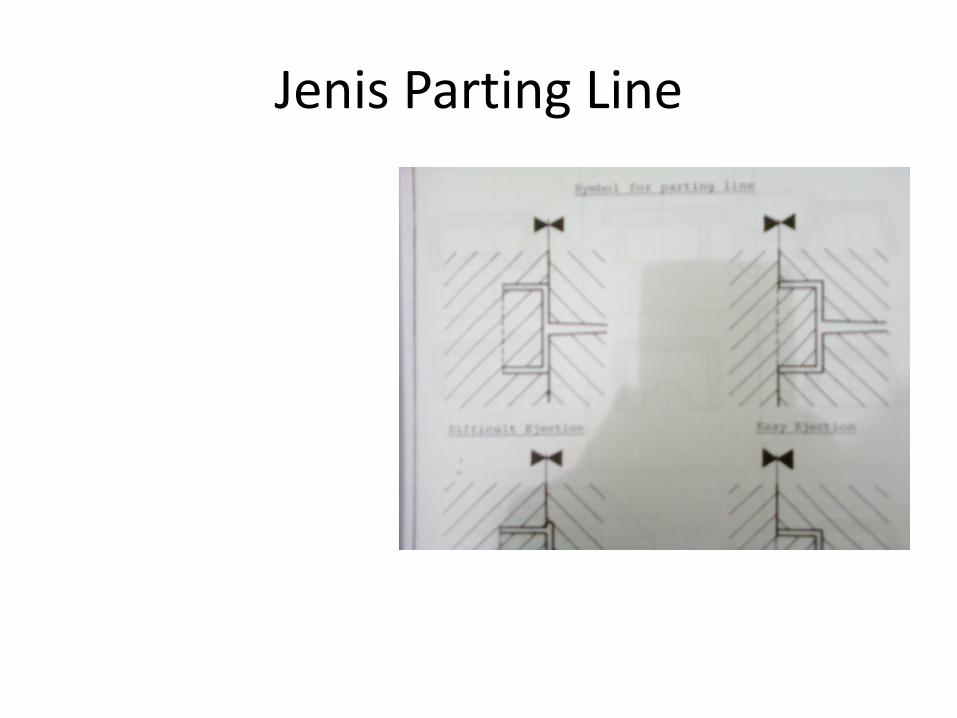
Jenis Parting Line
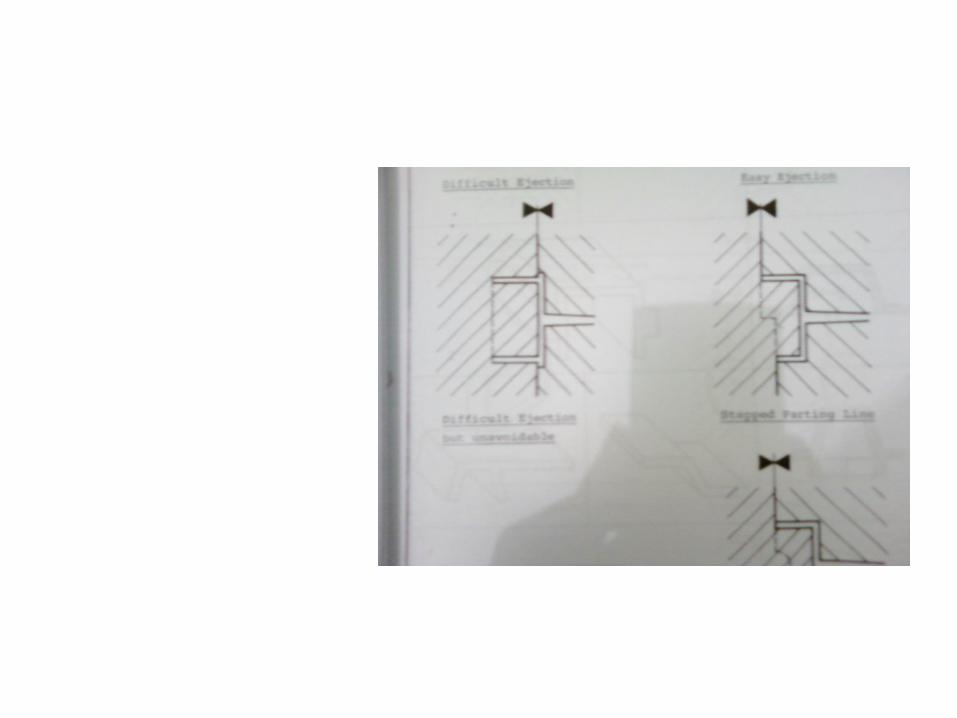
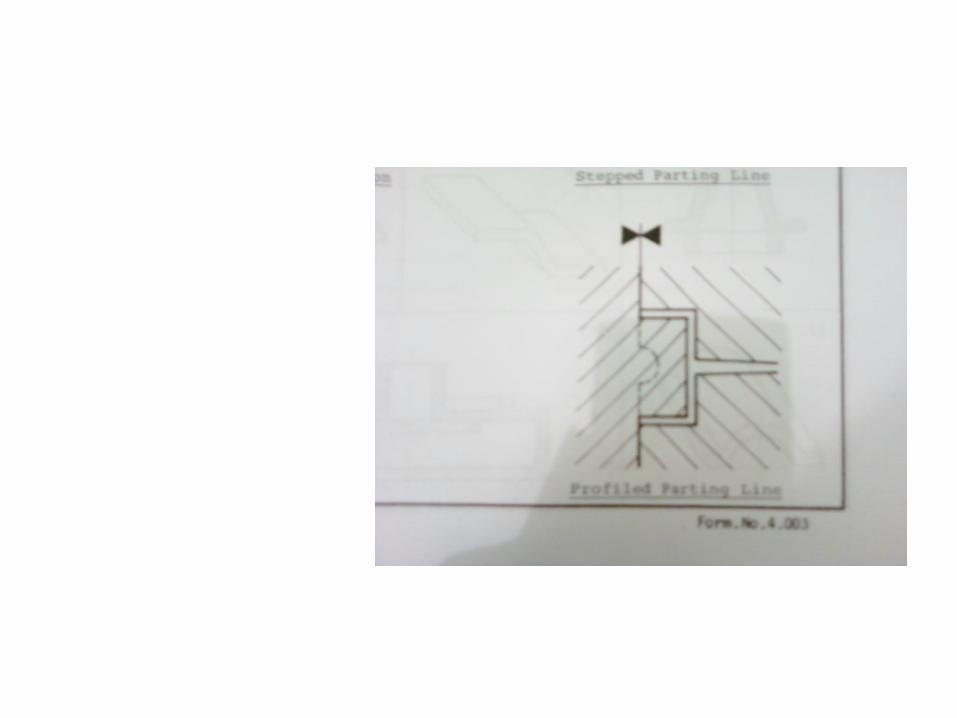
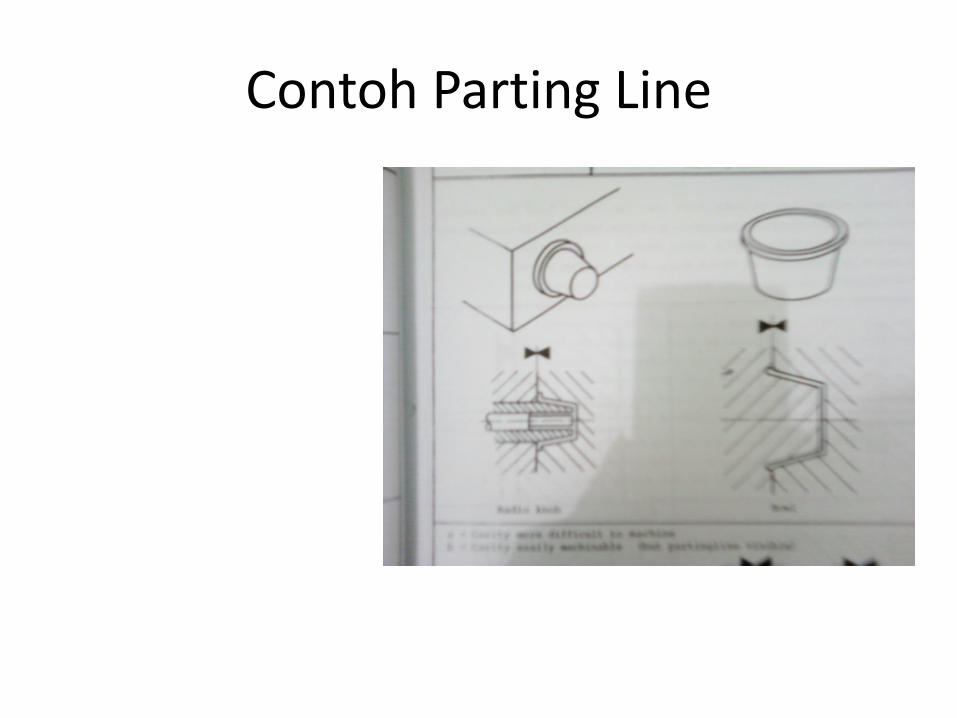
Contoh Parting Line
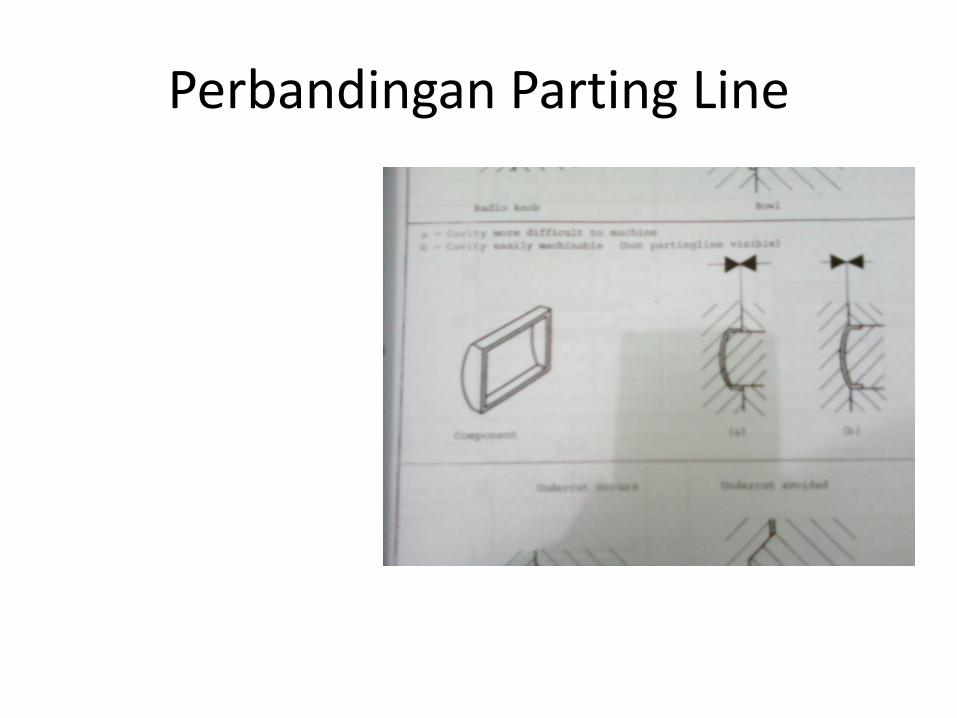
Perbandingan Parting Line