mesin dan industri - repositori.unud.ac.id · mesin, dan dies natalis ke-8 program studi teknik...
TRANSCRIPT
!✁✂✄☎✄✆✝ ✂❙✞✄✆✟! ✆✟✂✄✁✆✟✠ MESIN DAN INDUSTRI
✭✂✆✞✄8) 2013
■✡☛☞✌ 978-602-98109-2-9
❘❘✍✍✎✎❊❊❚❚ ▼▼❯❯▲▲❚❚✍✍❉❉✍✍✎✎✍✍✏✏▲▲✍✍◆◆ ❯❯◆◆❚❚❯❯❑❑ ▼▼❊❊◆◆❯❯◆◆❏❏❆❆◆◆●●
✏✏❊❊◆◆●●❊❊▼▼❇❇❆❆◆◆●●❆❆◆◆ ✍✍◆◆❉❉❯❯✎✎❚❚❘❘✍✍ ◆◆❆❆✎✎✍✍❖❖◆◆❆❆▲▲
✑✒✓✔✕✖✗✔✒✘ ✙✚✓✒✛✜ M Lantai 8 ✢✛✔✣✚✗✤✔✕✥✤ ✦✥✗✒✘✥✛✥✜✥✗✥ Jakarta, 14 November 2013
Diterbitkan oleh: Jurusan Teknik Mesin Fakultas Teknik
Universitas Tarumanagara Jl. Let. Jend. S. Parman No. 1 Jakarta 11440
Telp. (021) 567 2548, 563 8358 Fax. (021) 566 3277, (021) 563 8358 ✚-mail: [email protected], [email protected]
✧★✩✪✫✬✮ ✯✬✰✪✱✫al Mesin Dan Industri (SNMI8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
| ii
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa atas terlaksananya Seminar Nasional
Mesin Industri (SNMI8) 2013 yang berlangsung baik.
Peran Perguruan Tinggi dalam mendorong kemandirian bangsa adalah turut
berpartisipasi secara aktif dalam riset dan pengembangan IPTEK serta membangun jejaring
dan sinergi antara Akademisi dan Industri.
Dalam rangka untuk memperingati Dies Natalis ke-32 Program Studi Teknik
Mesin, dan Dies Natalis ke-8 Program Studi Teknik Industri, Jurusan Teknik Mesin
Universitas Tarumanagara menyelenggarakan Seminar Nasional Mesin dan Industri
(SNMI) kedelapan kalinya sebagai sarana komunikasi para dosen, peneliti, dan pakar
ilmiah guna meningkatkan mutu pendidikan dan pembelajaran, penelitian, dan
pengembangan IPTEK. Dan, tema dalam SNMI8 2013 ini adalah �Riset Multidisiplin
untuk Menunjang Pengembangan Industri Nasional�.
Tujuan diadakannya Seminar Nasional Mesin dan Industri 2013 ini, adalah sebagai
berikut:
1. Menumbuhkan sikap inovatif, kreatif serta tanggap terhadap perkembangan Ilmu
Pengetahuan dan Teknologi (IPTEK).
2. Menjadikan wadah sebagai forum komunikasi hasil penelitian antar Akademisi,
Peneliti, Praktisi, Industri, dan Mahasiswa.
3. Menjadikan Sarana untuk menjalin kerjasama atau networking, antar pelaku IPTEK
maupun antara pelaku IPTEK dengan pelaku bisnis untuk memacu pengembangan
program penelitian lebih lanjut.
Adapun topik seminar bidang Teknik Mesin dan Teknik Industri yang disampaikan
dalam kegiatan SNMI8 2013 ini, meliputi: Pengembangan Energi, Konstruksi Mesin,
Konversi Energi, Teknik Manufaktur, Mekatronika dan Robotika, Teknologi Material,
Perancangan dan Pengembangan Produk, Perancangan Sistem Kerja dan Ergonomi,
Manajemen Operasi dan Produksi, Manajemen Kualitas, Logistik & Sistem Transportasi,
Manajemen Rantai Pasokan, Optimasi Sistem Industri, dan Kesehatan & Keselamatan
Kerja (K3).
Pada SNMI8 2013 ini menampilkan 2 (dua) pembicara kunci yang memiliki
kompetensi dalam bidangnya, antara lain:
1. Prof. Dr. Ir. Raldi Artono Koestoer, DEA. (Teknik Mesin Universitas Indonesia, Depok)
2. Prof. Ir. I Nyoman Pujawan, M. Eng., Ph.D., CSCP. (Teknik Industri Institut Teknologi
Sepuluh Nopember, Surabaya)
Selain itu, dalam kegiatan seminar ini juga dipresentasikan sebanyak 77 makalah
hasil karya ilmiah Staf Pengajar Teknik Mesin dan Teknik Industri yang berasal dari
berbagai Perguruan Tinggi di Indonesia.
Pada kesempatan ini, Panitia SNMI8 2013 menyampaikan permohonan maaf jika
selama pelaksanaan seminar ini terdapat kekurangan dan kesalahan. Akhirnya, Panitia
mengucapkan terima kasih kepada semua pihak yang telah mendukung terselenggaranya
SNMI VIII 2013 ini dengan baik.
Jakarta, 14 November 2013
Ketua Panitia SNMI8 2013
Wilson Kosasih, S.T., M.T.

✧★✩✪✫✬✮ ✯✬✰✪✱✫al Mesin Dan Industri (SNMI8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
| v
✲✳✴✵✳✶ ISI
✷✸✹✸ ✺✻✼✽✸✼✹✸✾ ii
✿✸❀❁❂✹✸✼ Dekan Fakultas Teknik iii
❃❄✸❅✸✼ ❈✻✾❋❀✸ ✷✸❍❋◗ iv
❱✸❲✹✸✾ ❳❍❋ v
✿❂❍❂✼✸✼ ✺✸✼❋✹❋✸ x
✿❂❍❂✼✸✼ ❨❄✸✾✸ xi
❩❬ Technopreneur and Social-Entrepreneurship: ��based on product��, Raldi
❭❪❫❴❵❴ Koestoer 1
❛❬ Supply Chain Management: Tantangan dan Strategi, Nyoman Pujawan 7
❜❝❞ang Teknik Mesin
1. Metode Pemilihan Pompa Sebagai Turbin Pembangkit Listrik Tenaga Mikro
Hidro, Anak Agung Adhi Suryawan, Made Suarda, I Nengah Suweden 1
2. Pengaruh Fraksi Volume Serat terhadap Kekuatan Tekan Komposit Fiberglass,
AAIA Sri Komaladewi, I Made Astika, I G K Dwijana 7
3. Pengaruh Variasi Diameter dan Sudut Kemiringan Pipa Inlet Terhadap Unjuk
Kerja Pompa Hidram, Sehat Abdi Saragih 14
4. Analisa Kerusakan pada Rotating Element Pompa Injeksi Air David Brown
DB34-D DI PT CPI Minas, Abrar Ridwan, Ridwan Chandra 21
5. Pengaruh Temperatur Pembakaran pada Komposit Lempung/Silika RHA terhadap
Sifat Mekanik (Aplikasi pada Bata Merah), Ade Indra, Nurzal, Hendri Nofrianto 34
6. Rancang Bangun Mesin Pemisah Dan Pencacah Sampah Organik (Daun-daunan)
dan Anorganik (Plastik, Kresek) untuk Menghasilkan Serpihan Sampah Organik
Lebih Kecil sebagai Bahan Kompos, I Gede Putu Agus Suryawan, Cok. Istri P.
Kusuma Kencanawati, I Gst. A. K. Diafari D. Hartawan 42
7. Peningkatan Nilai Kalor Biobriket Campuran Sekam Padi dan Dominansi Kulit
Kacang Mete dengan Metode Pirolisa, Arijanto 49
8. Perilaku Stress Tanki Toroidal Penampang Oval dengan Beban Internal Pressure,
Asnawi Lubis, Shirley Savetlana, and Ahmad Su�udi 60
9. Kekerasan Baja AISI 4118 setelah Proses Pack Karburising dengan Media
Karburasi Arang Tulang Bebek dan Arang Pelepah Kelapa, Dewa Ngakan Ketut
Putra Negara, I Dewa Made Krisnha Muku, AAIA Sri Komala Dewi 67
10. Quantum States At Juergen Model for Nuclear Reactor Control Rod Blade Based
On Thx Duo2 Nano-Material, Moh. Hardiyanto 73
❩❩❬ Pengerasan Induksi pada Material AISI 4340 sebagai Material Bahan Baku
❳✼❡❂❍✹✾❋ ❢❨❣✷❨❤ ❣✸❍❋✐✼✸❥, Muhammad Dzulfikar, Rifky Ismail, Dian Indra
❦❪❧♠♥❫♦❴, dan Jamari 83
12. Studi Pengaruh Kemiringan Kolektor Surya Tipe Satu Laluan Udara Panas
Terhadap Proses Pengeringan Kerupuk Ubi, Eddy Elfiano, Muhd. Noor Izani 90
13. Pemanfaatan Limbah Tempurung Kelapa Sawit (Elacis Guinesis) sebagai Energi
Biomassa yang Terbarukan, Eko Yohanes, Sibut 96
14. Pengaruh Variasi Volume Serat Resam terhadap Kekuatan Tarik dan Impact
Komposit pada Matriks Polyester sebagai Bahan Pembuatan Dashboard Mobil,
Herwandi, Sugianto, Somawardi, Muhammad Subhan 102
15. Pemanfaatan Arang Kayu Bakar sebagai Media Karburasi pada Proses Pack
Karburising, I Dewa Made Krisnha Muku, AAIA Sri Komala Dewi 109

✧★✩✪✫✬✮ ✯✬✰✪✱✫al Mesin Dan Industri (SNMI8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
| vi
16. Pengaruh Pemanasan Bahan Bakar dengan Media Radiator pada Mesin Bensin
Bertipe Injeksi Terhadap Unjuk Kerja Mesin, I Gusti Ngurah Putu Tenaya, I
Gusti Ketut Sukadana, dan I Gusti Ngurah Bagus Surya Pratama 115
17. Strain-Hardening Baja Karbon AISI 1065 Akibat Beban Gelinding-Gesek, I Made
Astika, Tjokorda Gde Tirta Nindhia, I Made Widiyarta, I Gusti Komang
Dwijana dan I Ketut Adhi Sukma Gusmana 124
18. Pengaruh Temperatur Tuang Paduan Perunggu Terhadap Sifat Kekerasannya Pada
Proses Pembuatan Genta Dengan Metoda Pasir Cetak (Sand Casting), I Made
Gatot Karohika, I Nym Gde Antara 133
19. Ketahanan Aus Baja Carbon AISI 1065 dengan Pengerasan Permukaan Kontak
(Quench-Hardening) terhadap Beban Gelinding-Luncur, I Made Widiyarta, Tjok
Gde Tirta Nindia, I Putu Lokantara, I Made Gatot Karohika dan I Ketut Windu
Segara 141
20. Pengembangan Kurva P-h dalam Pemodelan Elemen Hingga Vickers Indentasi
untuk Memprediksi Kekerasan Vickers (HV), I Nyoman Budiarsa 149
21. Studi Profil Temperatur Reaktor Fluidized Bed Pada Gasifikasi Sewage Sludge,
I Nyoman Suprapta Winaya, I Nyoman Adi Subagia, Rukmi Sari Hartati 158
22. Pengaruh Pemasangan Ring Berpenampang Segiempat dengan Posisi Miring
pada Permukaan Silinder terhadap Koefisien Drag, Si Putu Gede Gunawan Tista,
Ketut Astawa, Ainul Ghurri 166
23. Pengaruh Perlakuan Diammonium Phosphate (DAP) Terhadap Ketahanan Api
Komposit Plastik Daur Ulang-Serat Alam, I Putu Lokantara, NPG Suardana 173
24. Analisa Pengaruh Viskositas Pelumas terhadap Permukaan Penampang Material
pada Proses Ekstrusi Pengerjaan Dingin, Jhonni Rahman 180
25. Simulasi Numerik Aero-Akustik Aliran Udara Yang Melalui Silinder Pada
Bilangan Reynolds 90000 Menggunakan Model Turbulensi Les Dan Model
Akustik FWH, M. Luthfi, Sugianto 186
26. Pengaruh Konsentrasi Kalium Hidroksida (KOH) pada Elektrolit terhadap
Performa Alkaline Fuel Cell, Made Sucipta, I Made Suardamana, I Ketut Gede
Sugita, Made Suarda 195
27. Makrostruktur dan Permukaan Patah dalam Uji Tarik terhadap Perlakuan Panas
pada Baja Karbon Rendah, Nofriady H. dan Ismet Eka P. 203
28. Model Penentuan Koefisien Serap (Absorbsi) dan Kekuatan Tarik Material
Komposit Epoxy dengan Pengisi Serat Rockwool sebagai Knalpot Rendah Bising
Secara Eksperimen, Nurdiana, Zulkifli , Mutya Vonnisa 208
29. Pengaruh Waktu Tahan dan Laju Pemanasan terhadap Besar Butir Austenit dan
Kekerasan pada Proses Heat Treatment Baja HSLA, Richard A.M. Napitupulu,
Otto H. S, Charles Manurung, Humisar Sibarani 218
30. Analisa Kualitas Permukaan Baja AISI 4340 terhadap Variasi Arus pada Electrical
Discharge Machining (EDM), Sobron Lubis, Sofyan Djamil, Ivan Dion 224
31. Rancangan Launcher Roket Air, Suherlan, Dzulfi S Prihartanto, Gede Eka
Lesmana, Yohannes Dewanto 234
32. Analisa Kerja Roket Air Satu Tingkat, Ahmad Hidayat Furqon, Mochammad
Ilham Attharik, Pirnardi, dan I Gede Eka Lesmana 240
33. Analisis Penggunaan Differensial Proteksi pada Motor-Motor Listrik, PLTU
Buatan China, Suryo Busono 247
34. Efektivitas Alat Penukar Kalor Double Pipe Bersirip Helical sebagai Pemanas Air
dengan Memanfaatkan Gas Buang Mesin Diesel, Zainuddin, Jufrizal, Eswanto 255

♣!"#$✉✈ ✇✉①#②$✉③④!①#$⑤✉$ ⑥$⑦⑧①⑨✈# ⑩♣✇④⑥8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 149
PENGEMBANGAN KURVA P-h
DALAM PEMODELAN ELEMEN HINGGA VICKERS INDENTASI UNTUK MEMPREDIKSI KEKERASAN VICKERS (HV)
I Nyoman Budiarsa
Jurusan Teknik Mesin. Fakultas Teknik.Universitas Udayana, Bali, Indonesia
Kampus Bukit Jimbaran Bali. Telp (0361-703321) e-mail: [email protected]
Abstrak
Sebuah keuntungan signifikan dari pengujian kekerasan adalah dibutuhkan hanya sejumlah
kecil fisik dari bahan uji, cepat dan biaya murah, namun meskipun penggunaan yang luas,
perilaku material (diwakili oleh nilai kekerasan) tidak secara eksplisit terkait dengan sifat
material konstitutif. Penelitian lebih lanjut diperlukan untuk dapat memprediksi resistensi
indentasi (kurva P-h dan nilai kekerasan) dari parameter material konstitutif. Hal Ini
berpotensi dapat memberikan cara yang lebih cepat untuk identifikasi parameter bahan yang
berlaku dalam situasi di mana spesimen standar tidak tersedia. Dalam penelitian ini, hubungan
antara parameter konstitutif yaitu tegangan luluh (sy) dan koefisien pengerasan regang (n)
bahan elasto-plastik, kurva beban-kedalaman (kurva P-h) indentasi dan nilai kekerasan
dengan menggunakan vickers indentor telah diselidiki secara sistematis dengan
menggabungkan analisis tegangan representatif (sr) dan pemodelan elemen hingga (FE
model) dengan menggunakan baja sebagai kelompok bahan model. Kurva lekukan pemodelan
elemen hingga Vickers telah dikembangkan dan divalidasi. Sebuah pendekatan untuk
memprediksi kurva P-h dari sifat material konstitutif telah dikembangkan dan dievaluasi
berdasarkan hubungan antara kurva lekukan dan sifat material dan tegangan representatif.
Sebuah pendekatan baru untuk memprediksi nilai Hv dikembangkan berdasarkan rasio
kedalaman indentasi hr/ hm dan juga hubungan kerja total Wp/Wt. Persamaan dan prosedur
yang ditetapkan kemudian berhasil digunakan dalam memprediksi Vickers kurva P-h lekukan
penuh. Konsep dan metodologi yang dikembangkan akan digunakan untuk memprediksi nilai-
nilai kekerasan (Hv) bahan melalui analisis langsung dan divalidasi dengan data eksperimen
pada sampel yang dipilih dari baja.
Kata kunci: Kurva P-h, Kekerasan Vickers (Hv), Finite Elemen (FE) model
1. Pendahuluan
Indentasi merupakan sebuah metode pengujian bahan yang penting, yang dilakukan dengan menggunakan indentor tajam (Vickers, Berkovich, dll) atau tumpul (Brinell,
Rockwell, dll). Nilai kekerasan bahan (Hardness value) didasarkan pada perlawanan material ketika sebuah deformasi lokal terjadi pada permukaan solid. Dalam indentasi, bila sebuah indentor ditekan ke permukaan spesimen, maka ukuran lekukan permanen
terbentuk dan dapat diukur untuk mewakili resistensi lekukan (yaitu kekerasan material). Perkembangan terbaru dalam dalam instrumentasi test indentasi untuk uji indentasi
kontinyu respon perilaku material pada pengujian didasarkan oleh beban (P) dan perpindahan (h) pada kurva (p-h) indentasi. Dalam proses indentasi, material mengalami deformasi yang kompleks membentuk zona deformasi mekanisme yang berbeda yang
merupakan salah satu cara yang paling efektif untuk menganalisis indentasi (Dao et al, 2001).
Karya sebelumnya menunjukkan kekerasan yang dapat berhubungan dengan tegangan representatif (�r), sesuai dengan regangan representatif ( r) yang merupakan regangan plastik rata-rata yang dihasilkan pada indentasi. Konsep ditambah dengan
pemodelan elemen hingga (FE) telah berhasil digunakan dalam menganalisis indentor tajam di mana regangan dan tegangan representatif didefinisikan dengan baik dengan
menggunakan sudut indentor tetap (Dao et al, 2001; ❶❷❸❹ ❺❻ ❷❼ ❽❾❿❾). Dalam kasus ini,
➀➁➂➃➄➅➆ ➇➅➈➃➉➄➅➊➋➁➈➃➄➌➅➄ ➍➄➎➏➈➐➆➃ ➑➀➇➋➍8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 150
hubungan yang dihasilkan antara parameter material dan kurva P-h akhirnya dapat
digunakan untuk mengestimasi kekerasan dari parameter bahan. Perkembangan selanjutnya, banyak karya telah dieksplorasi dalam mencari cara
untuk melakukan prediksi terbalik (inverse prediction) sifat material dari indentasi (Dao et
al., 2001). Kebanyakan penelitian telah berfokus pada menggunakan kurva P-h penuh sementara hubungan antara kekerasan dan sifat bahan konstitutif sebagian besar didasarkan
pada data empiris. Sebagai contoh untuk logam elasto-plastik, sebagian besar data properti
dan nilai kekerasan telah tersedia terutama menggunakan kekuatan tegangan luluh(sy) dan
kekuatan tarik utama(st) (Busby et al., 2005), karena sulit untuk mengukur kontribusi koefisien pengerasan regang (n). Ini menjadi tidak ideal, karena justru koefisien
pengerasan regang sangat diperlukan untuk situasi di mana model FE rinci diperlukan untuk menggambarkan parameter konstitutif dari material. Hubungan akhirnya dibangun antara sifat material, kurva indentasi dan nilai-nilai kekerasan yang akan menjadi alat yang
berguna untuk menyelidiki kelayakan dari kedua parameter bahan konstitutif (yang
diwakili oleh tegangan luluh (sy) dan koefisien pengerasan regang (n) yang didasarkan
dari nilai kekerasan (hardness value) yang diketahui. Serta membangun pemahaman yang lebih luas pada aplikasi masalah dalam prediksi terbalik (inverse prediction) sifat
identifikasi. Kemampuan identifikasi semua calon set properti material yang mungkin yang sesuai dengan hasil pengujian juga akan membuka jalan bagi perbaikan di masa depan program prediksi terbalik (inverse prediction) dengan menggunakan data terukur
tambahan.
2. Eksperimental
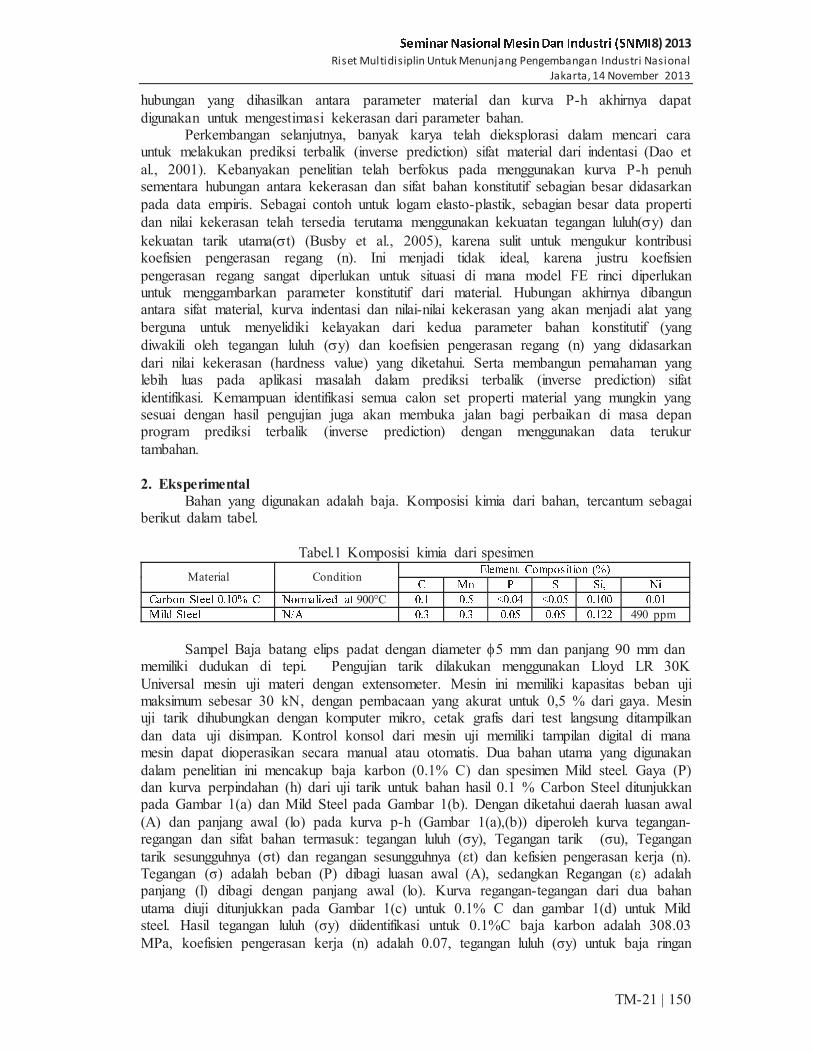
Bahan yang digunakan adalah baja. Komposisi kimia dari bahan, tercantum sebagai berikut dalam tabel.
Tabel.1 Komposisi kimia dari spesimen
Material Condition ➒➓➔→➔➣↔ ↕➙→➛➙➜➝↔➝➙➣ ➞➟➠
↕ ➡➣ ➢ ➤ ➤➝➥ ➦➝ ↕➧➨➩➙➣ ➤↔➔➔➓ ➫➭➯➫➟ ↕ ➦➙➨→➧➓➝➲➔➳ ➧↔ 900°C ➫➭➯ ➫➭➵ ➸➫➭➫➺ ➸➫➭➫➵ ➫➭➯➫➫ ➫➭➫➯
➡➝➓➳ ➤↔➔➔➓ ➦➻➼ ➫➭➽ ➫➭➽ ➫➭➫➵ ➫➭➫➵ ➫➭➯➾➾ 490 ppm
Sampel Baja batang elips padat dengan diameter f5 mm dan panjang 90 mm dan memiliki dudukan di tepi. Pengujian tarik dilakukan menggunakan Lloyd LR 30K
Universal mesin uji materi dengan extensometer. Mesin ini memiliki kapasitas beban uji maksimum sebesar 30 kN, dengan pembacaan yang akurat untuk 0,5 % dari gaya. Mesin uji tarik dihubungkan dengan komputer mikro, cetak grafis dari test langsung ditampilkan
dan data uji disimpan. Kontrol konsol dari mesin uji memiliki tampilan digital di mana mesin dapat dioperasikan secara manual atau otomatis. Dua bahan utama yang digunakan
dalam penelitian ini mencakup baja karbon (0.1% C) dan spesimen Mild steel. Gaya (P) dan kurva perpindahan (h) dari uji tarik untuk bahan hasil 0.1 % Carbon Steel ditunjukkan pada Gambar 1(a) dan Mild Steel pada Gambar 1(b). Dengan diketahui daerah luasan awal
(A) dan panjang awal (lo) pada kurva p-h (Gambar 1(a),(b)) diperoleh kurva tegangan-regangan dan sifat bahan termasuk: tegangan luluh (�y), Tegangan tarik (�u), Tegangan
tarik sesungguhnya (�t) dan regangan sesungguhnya (!t) dan kefisien pengerasan kerja (n). Tegangan (�) adalah beban (P) dibagi luasan awal (A), sedangkan Regangan (!) adalah panjang (l) dibagi dengan panjang awal (lo). Kurva regangan-tegangan dari dua bahan
utama diuji ditunjukkan pada Gambar 1(c) untuk 0.1% C dan gambar 1(d) untuk Mild steel. Hasil tegangan luluh (�y) diidentifikasi untuk 0.1%C baja karbon adalah 308.03
MPa, koefisien pengerasan kerja (n) adalah 0.07, tegangan luluh (�y) untuk baja ringan

➚➪➶➹➘➴➷ ➬➴➮➹➱➘➴✃❐➪➮➹➘❒➴➘ ❮➘❰/➮0➷➹ 1➚➬❐❮8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 151
(mild steel) adalah 601.66 Mpa, koefisien pengerasan kerja (n) adalah 0.025. Sampel uji
kekerasan disiapkan sebagai disk dengan diameter f 5 mm, sampel yang disajikan dalam bentuk arah melintang (transverse direction) dan arah panjang (length direction).
Spesimen dipersiapkan dalam resin menggunakan termoseting (Bakelite) dan dibersihkan (polishing) sebelum dilakukan pengujian kekerasan. Uji kekerasan Vickers dilakukan dengan menggunakan Duramin-1 Struers hardness Vickers. Mesin uji Duramin-1 Struers
hardness Vickers menggunakan metode pembebanan langsung dengan berbagai beban dari 490.3 mN sampai 19.61 N. indentor memiliki bentuk piramida yang tepat dengan dasar
persegi dan sudut 136o antar sisi muka yang berlawanan.
(a) (b) (c) (d)
Gambar 1. Kurva gaya (P) vs perpindahan (h) (force�displacement curves) hasil tensile test
untuk (a) 0.1% Carbon, (b) Mild steel, dan kurva tegangan-regangan untuk (c) 0.1% Carbon, (d) Mild steel
Dalam rangka untuk mengetahui pengaruh beban, indentasi dilakukan dengan menggunakan berbagai beban diuji yang berbeda. Gambar 2 menunjukkan nilai kekerasan
dengan beban yang berbeda (50, 100, 200, 300, 500, 1000 dan 2000 gm) dari kedua bahan. Setiap titik data yang merupakan nilai rata-rata dari enam pengukuran. Error bar yang digunakan adalah 5%, yang merupakan batas atas potensi kesalahan pada pengukuran.
Seperti terlihat pada gambar, kekerasan 0.1%C baja jauh lebih rendah dibandingkan dengan sampel baja ringan (Mild steel). Dalam kedua kasus, dalam pengujian beban yang
digunakan, data jelas menunjukkan bahwa peningkatan beban yang diterapkan mengakibatkan penurunan nilai-nilai kekerasan.
Gambar 2. Data nilai kekerasan Vickers dari spesimen (0.1% carbon steel and mild steel)
dalam aplikasi variasi pembebanan
21000
2000
3000
4000
5000
6000
7000
8000
9000
10000
0 5 10 15 20 34
P (
N)
56778
9
3999
4000
6000
8000
10000
12000
14000
2:22 2,00 ;:22
<=>?
h (mm)
@
50
100
150
200
250
A@@
@B@@ 0,50 1,00 1,50 2,00 CBD@
EF
P(Kg)
GHIJKL M
NOPQ HRSSP
9
100
200
300
400
500
0 0,2 2:;
T y (
Mp
a)
plastic
449
570
590
610
630
650
0,00 0,02 9U9V
T y (
Mp
a)
plastic

!"#$%& '%(#❙$%!✁!(#$✂%$ ✄$☎✆(✝&# ✞ '✁✄8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 152
3.1 Material model
Diskripsi Power Law hampir selalu digunakan untuk mendekati perilaku plastik dari bahan metal (Cao, 2004). Pengembangan secara komprehensif untuk pendekatan prilaku plastic (Dao et al., 2001) menggunakan reduksi modulus E*dalam kisaran tertentu
dari parameter material telah diidentifikasi regangan plastic representatif �r=0,033 dan digunakan untuk menormalkan kurva beban (loading curvature) bahan dengan koefisien
pengerasan regang (n). Penelitian ini berkaitan dengan bahan elastik plastik, kurva tegangan-regangan dapat diwakili oleh hukum Hooke dan kriteria Von Misses dalam power law pengerasan isotropik sebagai:
4 Æ B K N Œ P Œ (1)
Dengan 0.0 < n < 0.5 untuk logam, tegangan luluh ( y) didefinisikan pada offset regangan nol, modulus elastis E, dan koefisien pengerasan regang (n) memungkinkan untuk mengembangkan pendekatan yang relatif sederhana untuk menyimpulkan parameter
konstitutif material (Swaddiwudhipong et al., 2005). Pada kondisi yang umum, tegangan-regangan plastic umumnya dinyatakan sebagai:
ΠL P
B P Q P w
P w l I
¢ o p l
B l P P P w (2)
Dimana �E� adalah Modulus Young, �n� koefisien pengerasan regang and � y�! tegangan luluh inisial, pada offset regangan nol. Jika �r menyatakan regangan representatif pada
tegangan plastik tertentu, teganagan reprsentatifnya adalah � r�Pada titik regangan plastik, tegangan dapat dinyatakan sebagai:
P p L P w l s E I
¢ o B p p
l
(3)
3.2 Model numerik dan hasil
Model elemen hingga (FE Model) indentasi Vickers di rancang menggunakan piranti komersil (comersial code) ABAQUS. Indentor berbentuk piramida dengan dasar persegi dan sudut antar sisi muka berlawanan 1360. Model adalah geometri simetris bidang,
sehingga hanya seperempat dari indentor dan kolom bahan disimulasikan. Bagian alas dianggap tetap dalam semua derajat kebebasan (DOF) dan dua sisi muka yang simetris
tetap dipertahankan dalam arah y dan arah x. Mesh dirancang lebih rapat pada daerah yang mengalami deformasi besar seperti di bawah ujung indentor, mesh yang tinggi digunakan untuk mendapatkan hasil yang lebih akurat. Kurva pembebanan mewakili resistensi bahan
untuk penetrasi indentor, sementara perbedaan antara kurva loading�unloading menggambarkan kehilangan energi pada proses indentasi (Swaddiudhipong et al., 2005).
Faktor yang paling relevan untuk simulasi indentasi adalah kerapatan mesh dan kondisi gesekan (Taljat, 1998). Hal ini dilakukan dengan memvariasikan ukuran mesh (density) dalam model FE dan membandingkannya dengan kurva P-h. Dalam penelitian ini validasi
terhadap model dikendalikan dengan mengubah maksimum dan minimum ukuran elemen dalam Abaqus replay (.rpy) file. Gambar 3 menunjukkan kurva P-h dengan kepadatan
mesh yang berbeda (ditandai dengan nomor elemen). Hal ini jelas menunjukkan kurva hasil memiliki sedikit perberbedaan tapi sensitivitas mesh tidak berpengaruh terhadap model. Untuk meneliti efek gesekan, serangkaian model FE dengan koefisien gesekan
yang berbeda juga dilakukan ("=0.1-0.3). Seperti ditunjukkan dalam Gambar 4(a) pengaruh koefisien gesekan pada kurva P-h tidak signifikan selama rentang parameter
✟✠✡☛☞✌✍ ✎✌✏☛✑☞✌✒✓✠✏☛☞✔✌☞ ✕☞✖✗✏✘✍☛ ✙✟✎✓✕8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 153
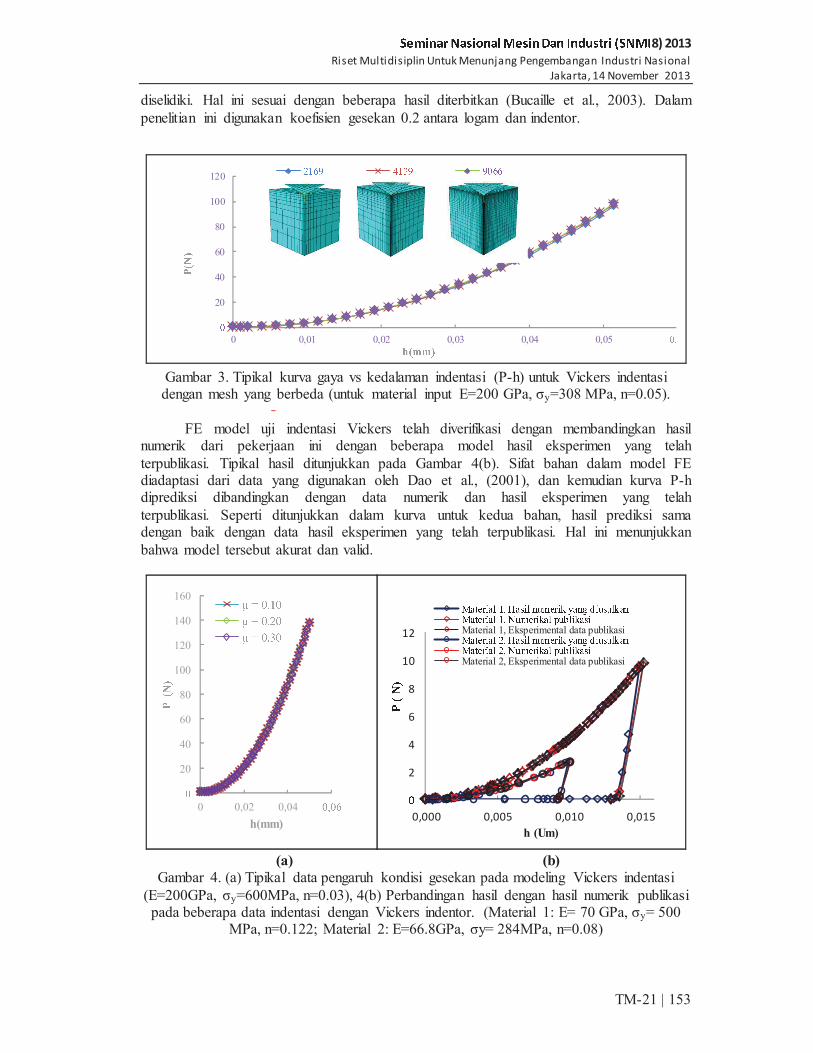
diselidiki. Hal ini sesuai dengan beberapa hasil diterbitkan (Bucaille et al., 2003). Dalam
penelitian ini digunakan koefisien gesekan 0.2 antara logam dan indentor.
Gambar 3. Tipikal kurva gaya vs kedalaman indentasi (P-h) untuk Vickers indentasi dengan mesh yang berbeda (untuk material input E=200 GPa, �y=308 MPa, n=0.05).
FE model uji indentasi Vickers telah diverifikasi dengan membandingkan hasil numerik dari pekerjaan ini dengan beberapa model hasil eksperimen yang telah
terpublikasi. Tipikal hasil ditunjukkan pada Gambar 4(b). Sifat bahan dalam model FE diadaptasi dari data yang digunakan oleh Dao et al., (2001), dan kemudian kurva P-h diprediksi dibandingkan dengan data numerik dan hasil eksperimen yang telah
terpublikasi. Seperti ditunjukkan dalam kurva untuk kedua bahan, hasil prediksi sama dengan baik dengan data hasil eksperimen yang telah terpublikasi. Hal ini menunjukkan
bahwa model tersebut akurat dan valid.
(a) (b)
Gambar 4. (a) Tipikal data pengaruh kondisi gesekan pada modeling Vickers indentasi
(E=200GPa, �y=600MPa, n=0.03), 4(b) Perbandingan hasil dengan hasil numerik publikasi pada beberapa data indentasi dengan Vickers indentor. (Material 1: E= 70 GPa, �y= 500
MPa, n=0.122; Material 2: E=66.8GPa, �y= 284MPa, n=0.08)
✵
20
40
60
80
100
120
140
160
0 0,02 0,04 ✵✚✵✛
5✜✢✣
h(mm)
✦ ✤ ✥✧★✥
✦ ✤ ✥✧✩✥
✦ ✤ ✥✧✪✥
✫
2
4
6
8
10
12
0,000 0,005 0,010 0,015
✬✭✮✯
h (Um)
▼✰✱✲✳✴✰✶ ✷✸ ✹✰✺✴✶ ✻✼✽✲✳✴✾ ✿✰✻❀ ❁✴✼✺✼✶✾✰✻▼✰✱✲✳✴✰✶ ✷✸ ❂✼✽✲✳✴✾✰✶ ❃✼❄✶✴✾✰✺✴Material 1, Eksperimental data publikasi▼✰✱✲✳✴✰✶ ❅✸ ✹✰✺✴✶ ✻✼✽✲✳✴✾ ✿✰✻❀ ❁✴✼✺✼✶✾✰✻▼✰✱✲✳✴✰✶ ❅✸ ❂✼✽✲✳✴✾✰✶ ❃✼❄✶✴✾✰✺✴Material 2, Eksperimental data publikasi
❆
20
40
60
80
100
120
0 0,01 0,02 0,03 0,04 0,05 ❇❈
❉❊❋●
❤❍■■❏
❅✷❑▲ ◆✷❖▲ ▲❆❑❑
◗❘❚❯❱❲❳ ❨❲❩❯❬❱❲❭❪❘❩❯❱❫❲❱ ❴❱❵❛❩❜❳❯ ❝◗❨❪❴8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 154
3.3 Metode pendekatan Tegangan representatif dan hasil
Pada power law untuk proses indentasi elastik plastik solid, beban P harus menjadi fungsi dari parameter independen dari, �h� kedalaman (indentation depth), �E� adalah modulus Young indentor, dan �v� Poisson rasio
(4)
Dikombinasikan dengan efek elastic akan menjadi
(5)
Dimana
(6)
Dalam penelitian ini kelompok bahan utama untuk diselidiki adalah baja, sehingga nilai E ditetapkan sebesar 200 GPa daripada menggunakan nilai E*sebenarnya (~ 187 GPa
dengan E indenter = 1220 GPa dan E steel = 200 GPa) untuk menghindari ketidakpastian dengan dengan nilai E* dari berbagai sumber. Jadi persamaan (4) dapat disederhanakan
sebagai persamaan (5), dan digabung dengan persamaan (3) dapat ditulis sebagai:
(7)
Mengikuti analisa dimensi (Dao et al., 2001), Eq. 7 menjadi:
(8)
(9)
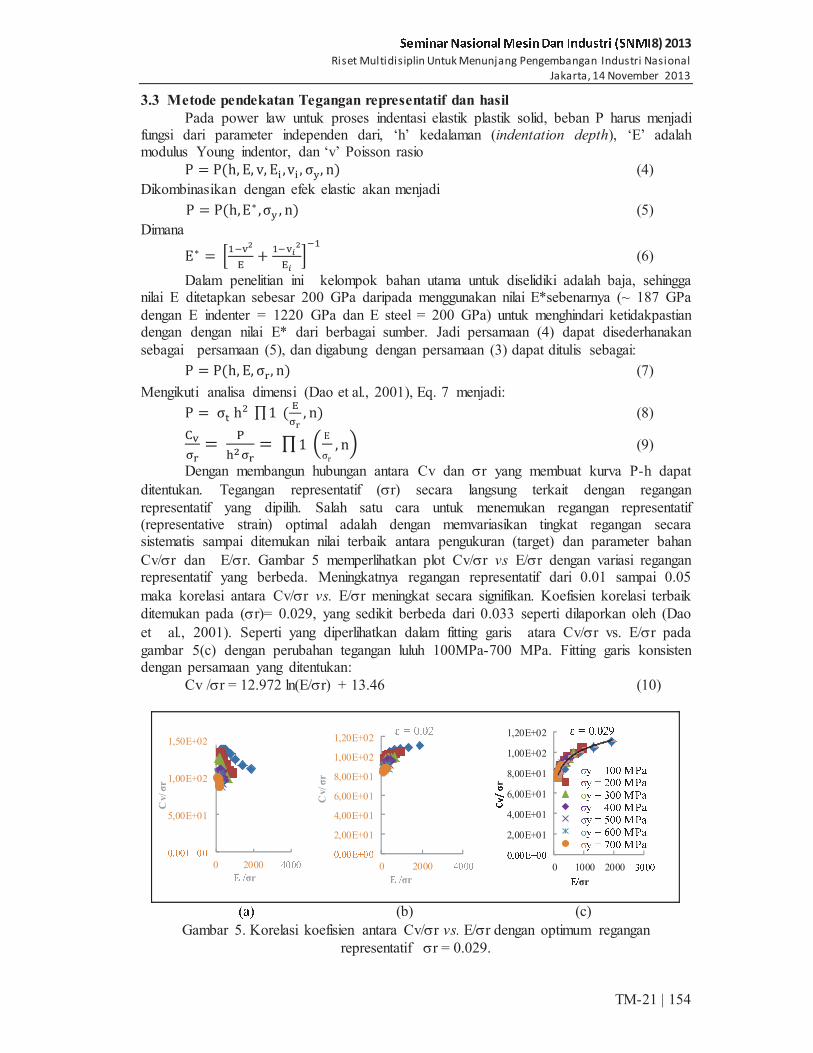
Dengan membangun hubungan antara Cv dan sr yang membuat kurva P-h dapat
ditentukan. Tegangan representatif (sr) secara langsung terkait dengan regangan
representatif yang dipilih. Salah satu cara untuk menemukan regangan representatif (representative strain) optimal adalah dengan memvariasikan tingkat regangan secara sistematis sampai ditemukan nilai terbaik antara pengukuran (target) dan parameter bahan
Cv/sr dan E/sr. Gambar 5 memperlihatkan plot Cv/sr vs E/sr dengan variasi regangan representatif yang berbeda. Meningkatnya regangan representatif dari 0.01 sampai 0.05
maka korelasi antara Cv/sr vs. E/sr meningkat secara signifikan. Koefisien korelasi terbaik
ditemukan pada (sr)= 0.029, yang sedikit berbeda dari 0.033 seperti dilaporkan oleh (Dao
et al., 2001). Seperti yang diperlihatkan dalam fitting garis atara Cv/sr vs. E/sr pada
gambar 5(c) dengan perubahan tegangan luluh 100MPa-700 MPa. Fitting garis konsisten dengan persamaan yang ditentukan:
Cv /sr = 12.972 ln(E/sr) + 13.46 (10)
❞❡❢ (b) (c)
Gambar 5. Korelasi koefisien antara Cv/sr vs. E/sr dengan optimum regangan
representatif sr = 0.029.
❣✐❣❣❥❦❣❣
5,00E+01
1,00E+02
1,50E+02
0 2000 ❧❣❣❣
Cv/ �
r
♠ ♥�r
❣✐❣❣❥❦❣❣
2,00E+01
4,00E+01
6,00E+01
8,00E+01
1,00E+02
1,20E+02
0 2000 ❧❣❣❣
Cv/ �
r
♠ ♥�r
♦ ♣ >?>@
❣✐❣❣❥❦❣❣
2,00E+01
4,00E+01
6,00E+01
8,00E+01
1,00E+02
1,20E+02
0 1000 2000 A❣❣❣
✉✈✇⑧
r
♠♥�r
①② ③ ④⑤⑤ ⑥⑦⑨ ⑩❶ ❷ ❸❹❹ ❺❻❼ ①② ③ ❽⑤⑤ ⑥⑦⑨ ①② ③ ❾⑤⑤ ⑥⑦⑨ ⑩❶ ❷ ❿❹❹ ❺❻❼ ①② ③ ➀⑤⑤ ⑥⑦⑨ ①② ③ ➁⑤⑤ ⑥⑦⑨
♦ ♣ >?>@➂
➃ = 0.01
➄➅➆➇➈➉➊ ➋➉➌➇➍➈➉➎➏➅➌➇➈➐➉➈ ➑➈➒➓➌➔➊➇ →➄➋➏➑8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 155
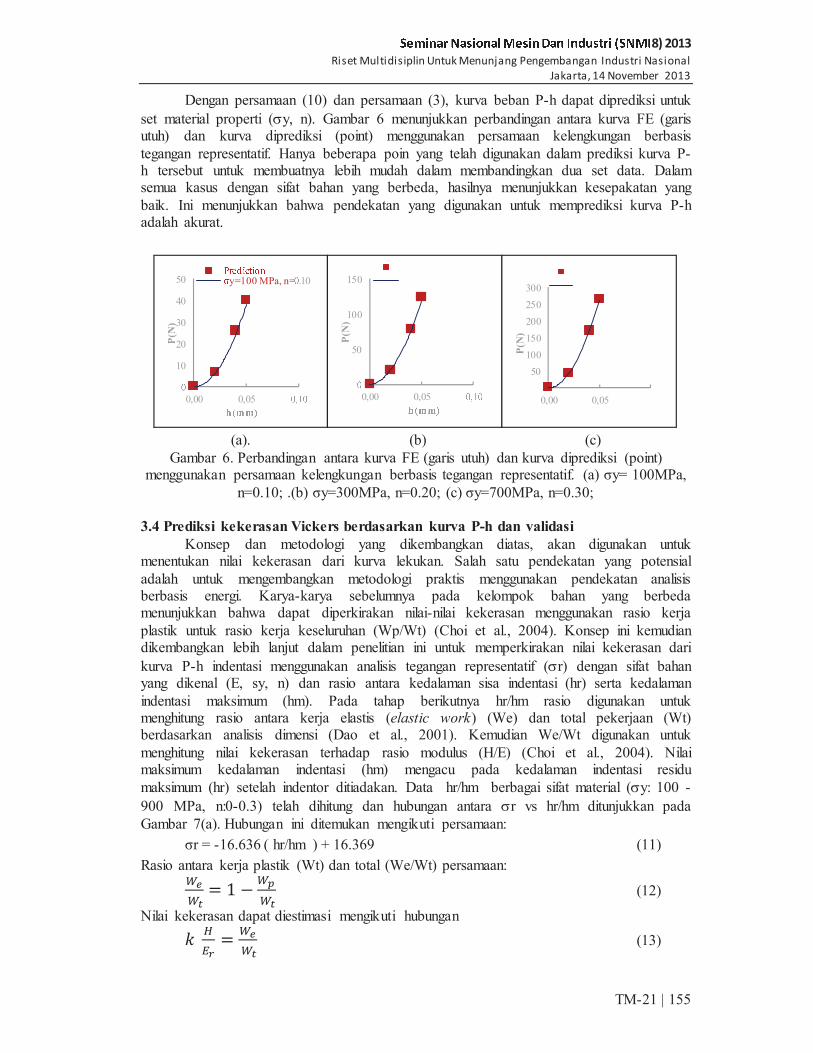
Dengan persamaan (10) dan persamaan (3), kurva beban P-h dapat diprediksi untuk
set material properti (sy, n). Gambar 6 menunjukkan perbandingan antara kurva FE (garis utuh) dan kurva diprediksi (point) menggunakan persamaan kelengkungan berbasis
tegangan representatif. Hanya beberapa poin yang telah digunakan dalam prediksi kurva P-h tersebut untuk membuatnya lebih mudah dalam membandingkan dua set data. Dalam semua kasus dengan sifat bahan yang berbeda, hasilnya menunjukkan kesepakatan yang
baik. Ini menunjukkan bahwa pendekatan yang digunakan untuk memprediksi kurva P-h adalah akurat.
(a). (b) (c)
Gambar 6. Perbandingan antara kurva FE (garis utuh) dan kurva diprediksi (point) menggunakan persamaan kelengkungan berbasis tegangan representatif. (a) �y= 100MPa,
n=0.10; .(b) �y=300MPa, n=0.20; (c) �y=700MPa, n=0.30;
3.4 Prediksi kekerasan Vickers berdasarkan kurva P-h dan validasi
Konsep dan metodologi yang dikembangkan diatas, akan digunakan untuk menentukan nilai kekerasan dari kurva lekukan. Salah satu pendekatan yang potensial
adalah untuk mengembangkan metodologi praktis menggunakan pendekatan analisis berbasis energi. Karya-karya sebelumnya pada kelompok bahan yang berbeda menunjukkan bahwa dapat diperkirakan nilai-nilai kekerasan menggunakan rasio kerja
plastik untuk rasio kerja keseluruhan (Wp/Wt) (Choi et al., 2004). Konsep ini kemudian dikembangkan lebih lanjut dalam penelitian ini untuk memperkirakan nilai kekerasan dari
kurva P-h indentasi menggunakan analisis tegangan representatif (sr) dengan sifat bahan yang dikenal (E, sy, n) dan rasio antara kedalaman sisa indentasi (hr) serta kedalaman
indentasi maksimum (hm). Pada tahap berikutnya hr/hm rasio digunakan untuk menghitung rasio antara kerja elastis (elastic work) (We) dan total pekerjaan (Wt) berdasarkan analisis dimensi (Dao et al., 2001). Kemudian We/Wt digunakan untuk
menghitung nilai kekerasan terhadap rasio modulus (H/E) (Choi et al., 2004). Nilai maksimum kedalaman indentasi (hm) mengacu pada kedalaman indentasi residu
maksimum (hr) setelah indentor ditiadakan. Data hr/hm berbagai sifat material (sy: 100 -
900 MPa, n:0-0.3) telah dihitung dan hubungan antara sr vs hr/hm ditunjukkan pada
Gambar 7(a). Hubungan ini ditemukan mengikuti persamaan:
�r = -16.636 ( hr/hm ) + 16.369 (11)
Rasio antara kerja plastik (Wt) dan total (We/Wt) persamaan:
(12)
Nilai kekerasan dapat diestimasi mengikuti hubungan
(13)
➣
10
20
30
40
50
0,00 0,05 ↔↕➙↔
P(N
)
➛➜➝➝➞
➟➠➡➢➤➥➦➤➧➨➩y=100 MPa, n=➣.10
↔
50
100
150
0,00 0,05 ↔↕➙↔
P(N
)
➫➭➯➯➲
➟ ➠ ➡ ➢ ➤ ➥ ➦ ➤ ➧ ➨
➳ ➵ ➸ ➺↔ ↔
➻➟
➼↕ ➨
➸↔
➽ ➾↔
↔
50
100
150
200
250
300
0,00 0,05 ↔ ↕ ➙ ↔
P(N
)
➫ ➭ ➯ ➯ ➲
➟ ➠ ➡ ➢ ➤ ➥ ➦ ➤ ➧ ➨
➳ ➵ ➸ ➚↔ ↔
➻➟
➼↕ ➨
➸↔
➽ ➺↔

➪➶➹➘➴➷➬ ➮➷➱➘✃➴➷❐❒➶➱➘➴❮➷➴ ❰➴./➱0➬➘ 1➪➮❒❰8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 156
Gambar 7(b) plot nilai-nilai kekerasan dihitung dari bahan dibandingkan dengan
nilai kekerasan dengan beban yang berbeda. Hal ini jelas menunjukkan bahwa prediksi nilai kekerasan dalam perjanjian baik dengan kekerasan Vickers. Hal ini membuktikan bahwa pendekatan ini adalah pendekatan yang valid untuk memperkirakan nilai kekerasan
Vickers. Hal ini membuktikan bahwa program yang dibentuk dapat digunakan untuk menghubungkan kurva P-h indentasi kontinyu dan nilai-nilai kekerasan (Vickers hardness
value), yang kemudian dapat digunakan sebagai alat untuk memetakan nilai Hv atas
berbagai bahan untuk membangun hubungan antara Hv dan tegangan representatif (sr).
(a) (b)
Gambar 7. (a) Hubungan antara sr vs hr/hm berbagai sifat material (sy: 100 MPa - 900
MPa, n: 0-0.3), 7(b) Korelasi nilai kekerasan Vickers (Hv) berbagai sifat bahan (Hv) vs r, dengan koefisien korelasi 0.992
3.5 Hubungan antara kekerasan Vickers (Hv) dan tegangan representative (�r)
Berdasarkan prediksi konsep nilai kekerasan dari kurva P-h yang telah
dikembangkan, diketahui nilai kekerasan berpotensi langsung terkait dengan tegangan
representatif (sr) pada bahan. Dengan terlebih dahulu menentukan nilai kekerasan Vickers
(Hv) bahan atas berbagai sifat, maka hubungan kekerasan (Hv) dan r langsung dieksplorasi menggunakan data proses fitting. Persamaan (14) menunjukkan korelasi antara Hv vs r, Kurva dapat disederhanakan sebagai garis linier dengan persamaan:
Hv = 0.3115 r + 11,186 (14)
Dengan koefisien korelasi data lebih dari 99%. Hubungan ini (Eqs.14) dapat
digunakan untuk prediksi kekerasan langsung (direct predictions) dari sifat material. Hal ini telah diperiksa dengan menggunakan dua bahan baja sebagai contoh. Prediksi nilai kekerasan Vickers (Hv) menunjukkan hasil yang sesuai dengan data eksperimen. Dalam
kasus 0.1% C steel, prediksi nilai-nilai kekerasan (Hv) adalah dalam 98.368% dari nilai yang diukur, Dalam kasus baja ringan (Mild steel), prediksi nilai kekerasan (Hv) adalah
dalam 98.611% dari nilai yang terukur. Hasil prediksi serupa telah ditemukan di materi lainnya melalui pengulangan (dalam 5% Rentang error). Hal ini menunjukkan bahwa, pendekatan ini dapat digunakan untuk memprediksi nilai-nilai kekerasan dengan akurasi
yang memadai dengan rentang kesalahan pengukuran.
4. Kesimpulan
Dalam karya ini, hubungan antara bahan konstitutif parameter ( y dan n) bahan elasto-plastik, kurva P-h indentasi dan kekerasan dengan vikers indentor telah diselidiki
secara sistematis dengan menggabungkan analisis tegangan represntatif dan pemodelan FE
2 3 -16636x + 16369
45 6 789:9;
0
200
400
600
800
1000
1200
0,92 0,94 0,96 <=>?
�r
@AB@CDE
2 3 FGHIIJ K IIGIL
0
100
200
300
400
500
600
0 500 1000 1500 M<<<
NO
Pr
➪➶➹➘➴➷➬ ➮➷➱➘✃➴➷❐❒➶➱➘➴❮➷➴ ❰➴./➱0➬➘ 1➪➮❒❰8) 2013
Riset Multidisiplin Untuk Menunjang Pengembangan Industri Nasional
Jakarta, 14 November 2013
TM-21 | 157
menggunakan baja sebagai kelompok bahan model. Hasil utama dari investigasi ini telah
membentuk kerangka kerja model untuk memprediksi kurva P-h lekukan dari sifat material konstitutif untuk Vickers indentasi, yang telah terbukti menjadi alat yang berguna untuk memprediksi kekerasan Vickers baja. Dalam penelitian ini, FE model indentasi Vickers
telah dikembangkan. Model ini divalidasi dengan data pengujian yang telah terpublikasi. Sebuah pendekatan untuk memprediksi kurva P-h dari sifat material konstitutif telah
dikembangkan dan dievaluasi berdasarkan hubungan antara kelengkungan dan sifat material dan tegangan representatif. Optimum regangan plastik ditemukan di 0,029. Persamaan dan prosedur yang ditetapkan kemudian berhasil digunakan dalam memprediksi
kurva P-h indentasi vikers secara penuh. Konsep dan metodologi yang dikembangkan digunakan untuk memprediksi nilai kekerasan Vickers (Hv) bahan melalui analisis
langsung dan divalidasi dengan data eksperimen. Ekperimen telah dilakukan pada dua baja meliputi tes tarik, dan uji kekerasan Vickers. Sebuah pendekatan baru untuk memprediksi nilai Hv dikembangkan berdasarkan hr/hm dan Wp/Wt. telah berhasil digunakan untuk
menghasilkan prediksi nilai kekerasan dari berbagai sifat material yang kemudian digunakan untuk membangun hubungan antara nilai-nilai kekerasan (Hv) dengan tegangan
representatif.
Daftar Pustaka
1. Dao M., Chollacoop N., Van Vliet K. J., Venkatesh T. A. and Suresh S. (2001). Computational modelling of the forward and reverse problems in instrumented
sharp indentation, Acta Materialia, Vol. 49, pp. 3899�3918 2. Kang S., Kim J., Park C., Kim H., and Kwon D. (2010). Conventional Vickers and
true instrumented indentation hardness determined by instrumented indentation
tests, J. Mater. Res., Vol. 25, No. 2 3. Busby J. T., Hash M. C., Was G. S. (2005) The relationship between hardness and
yield stress in irradiated austenitic and ferritic steels , Journal of Nuclear Materials 336, 267-278
4. Cao Y. P., Lu J. (2004) A new method to extract the plastic properties of metal
materials from an instrumented spherical indentation loading curve , Acta Materialia, 52, 4023�4032
5. Swaddiwudhipong S., Tho K. K., Liu Z. S. and Zeng K. (2005). Material
characterisation based on dual indenters , International Journal of Solids and Structures, Vol. 42, pp. 69-83
6. Taljat B., Zacharia T. and Kosel F. (1998). New analytical procedure to determine
stress-strain curve from spherical indentation data, International Journal of Solids
and Structures, Vol. 35(33), pp. 4411-4426 7. Bucaille J. L., Stauss S., Felder E. and Michler J. (2003). Determination of plastic
properties of metals by instrumented indentation using different sharp indenters,
Acta Materialia, Vol. 51, pp. 1663�1678. 8. Choi Y., Lee H., and Kwon D. (2004) Analysis of sharp-tip-indentation load�depth
curve for contact area determination taking into account pile -up and sink-in
effects, J. Mater. Res., Vol. 19, No. 11.