laporan metro
TRANSCRIPT

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 1 SEMESTER GENAP 2012 – 2013
BAB I
PENDAHULUAN
1.1 Latar Belakang
Produk suatu proses permesinan mempunyai kualitas geometrik tertentu.
Kualitas yang dihasilkan sangat dipengaruhi oleh pengendalian mutu dan proses
manufakturnya. Mutu yang baik tidak saja tergantung pada proses manufaktur. Proses
produksi yang baik juga sangat ditentukan oleh penggunaan alat-alat ukur presisi
(tepat) dan akurat (teliti) serta cara pengukurannya pun harus sesuai dan benar.
Alat ukur presisi (tepat) dan akurat (teliti) merupakan suatu hal yang harus
dipenuhi guna menghasilkan pengukuran yang benar. Tentunya didukung oleh
kepiawaian mengukur si pengukur produk selama proses produksi berlangsung
hingga menghasilkan produk sesuai dimensi tertentu yang dikehendaki (jobshift). Di
dalam industri manufaktur hal tersebut biasanya dilakukan oleh bagian ahli produksi
sedangkan kontrol kualitas produk biasanya menjadi kewenangan Q.A (Quality
Assurance) atau biasanya disebut Laboratorium Metrologi.
Produk permesinan mempunyai kualitas produk tertentu yang selalu
membutuhkan pemerikasaan untuk memeriksanya diperlukan metrologi dalam arti
umum. Sedangkan metrologi industri adalah ilmu untuk melakukan pengukuran
karakteristik geometri atau komponen mesin dengan alat untuk cara yang tepat sesuai
dengan hasil pengukurannya dianggap sebagai hasil yang paling dekat dengan kondisi
geometri sesungguhnya dari komponen mesin tersebut.
Sebagai contoh, produk piston dan bearing. Apabila dua produk tersebut
tidak diproduksi dengan hati-hati dan sesuai standar pengukuran maka akan sangat
bebahaya sekali ketika terjadi losses pada saat digunakan oleh konsumen. Maka dari
itu sudah terlihat jelas betapa pentinggya kita mempelajari metrologi industri.
Di laporan kali ini dibahas mendetail mengenai pengertian dan pemahaman
mengenai mengukur. Terlebih lagi kita akan membahas atau melihat lebih jauh
tentang pengukuran di dalam metrologi ndustri yang sangat penting kegunaannya di
dunia kerja nanti.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 2 SEMESTER GENAP 2012 – 2013
1.2 Tujuan Praktikum
Praktikum metrologi industri ini dibuat guna menunjang teori yang telah
sedang diberikan pada mata kuiah metrologi industri. Adapun tujuan utama dari
praktikum ini adalah
1. Mengenal alat ukur, mengetahui bagaimana cara menggunakan dan mengetahui
akan kemampuan dan sifat-sifat dari alat ukur tersebut.
2. Menetahui proses pengukuran dan hasil yang dicapai apakah memenuhi ketelitian
dan ketepatan dari proses pengukuran yang mencakup alat ukur, benda ukur, dan
operator akan lebih dipahami dengan melaksanakan praktikum ini.
3. Untuk mengetahui bagaimana perlakuan yang baku dan sesuai terhadap alat ukur
dengan pemeliharaan dan kalibrasi yang tepat.
4. Untuk memahami ilmu metrologi industri
5. Untuk mmengambil data statistika sehingga data yang kita ambil dapat dibaca oleh
pengamat.
6. Mengenal dan mengetahui bagaimana cara menggunakan ilmu statistika di
metrologi industri.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 3 SEMESTER GENAP 2012 – 2013
BAB II
DASAR TEORI
2.1 Instumentasi
2.1.1 Definisi Instrumentasi
Menurut Frankly W. Kirik dan Nicholas R. Rimboy pada tahun 1962
Instrumentasi adalah ilmu yang mempelajari tentang penggunaan peralatan atau
instrument untuk mengukur dan mengatur suatu besaran baik kondisi fisis
maupun kimia. Menurut Suparni Setyowati Rahayu Instrumentasi adalah
Penggunaan piranti ukur (instrumen) untuk menentukan harga besaran yang
berubah-ubah, yang seringkali pula untuk keperluan pengaturan besaran yang
perlu berada di batas-batas harga tertentu. Menurut Ir. H. Bimbing Atedi
Instrumentasi adalah bidang ilmu dan teknologi yang mencakup
perencanaan, pembuatan dan penggunaaninstrument atau alat ukur
besaran fisika atau sistem instrument untuk keperluan diteksi,
penelitian,pengukuran, pengaturan serta pengolahan data.
2.1.2 Fungsi Instrumentasi
Instrumentasi mempunyai fungsi sebagai berikut :
1. Sebagai Alat Ukur
Instrumentasi mendeteksi dan memberikan informasi tentang
besarnya nilai proses variabel yang diukur dari suatu proses industri,
misalnya tekanan, suhu, dan sebagainya. Sehingga dapat dipahami oleh
pengamat.
2. Instrumentasi Sebagai Alat Pengendalian
Instrumentasi berfungsi untuk mengendalikan jalannya proses agar
variabel proses yang sedang diukur dapat diatur dan dikendalikan tetap
pada nilai yang ditentukan.
3. Instrumentasi Sebagai Alat Pengaman
Instrumentasi sebagai alat ukur untuk memberikan tanda bahaya
atau tanda gangguan apabila terjadi masalah atau kondisi yang tidak normal

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 4 SEMESTER GENAP 2012 – 2013
yang diakibatkan oleh tidak berfungsinya suatu peralatan pada suatu
proses.
2.2 Pengukuran
2.2.1 Definisi Pengukuran
Pengertian pengukuran menurut para ahli :
1. Menurut Taufiq Rochim, pengukuran adalah membandingkan suatu besaran
referensi
2. Menurut Budi Hartono, pengukuran atau measurement merupakan suatu
proses kegiatan untuk menentukan kuantitas suatu yang bersifat numerik
3. Menurut Ahmed Sudrajat, pengukuran adlah proses pemberian angka tau
usaha memperoleh deskripsi numerik dari suatu tingkatan
4. Menurut Lien, pengukuran adalah sejumlah data yang dikumpulkan dengan
mengguanakan alat ukur yang objektif untuk keperluan analisa dan
interprestasi.
5. Menurut Suharsimi Arianto, pengukuran adalah membandingkan sesuatu
dengan suatu ukuran.
2.2.2 Fungsi Pengukuran
a. Untuk mengetahui dan mengamati dimensi suatu bahan yang telah diproduksi
atau di standarkan
b. Untuk keperluan analisi dan interprestasi
c..Proses menyebutkan dengan pasti angka-angka tertentu untuk
mendeskripsikan suatu produk
d. Merupakan proses untuk mendapatkan informasi besaran fisik tertentu dari
suatu alat ukur
2.2.3 Klasifikasi Pengukuran
A. Pengukuran Langsung
Pengukuran dengan mengguanakan alat ukur langsung dan hasil
pengukuran dapat langsung terbaca, contohnya adalah penggaris.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 5 SEMESTER GENAP 2012 – 2013
Gambar 2.1 Penggaris Sumber : Anonymous 1, 2010
B. Pengukuran Tak Langsung
Pengukuran yang dilaksanakan dengan memakai beberapa jenis alat
ukur pembanding, standar dan alat ukur bantu, contohnya blok ukur.
Gambar 2.2 Blok Ukur Sumber : Anonymous 2, 2010
C. Pengukuran Kaliber Batas
Proses pemeriksaan untuk memastikan apakah objek ukur memiliki
harga yang teletak di dalam atau di luar daerah toleransi ukuran, bentuk dan
posisi, contohnya adalah kaliber go got go.
Gambar 2.3 Kaliber go not go Sumber : Anonymous 3, 2010

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 6 SEMESTER GENAP 2012 – 2013
D. Pengukuran dan Pembagian Bentuk Standar
Disini sifatnya hanya membandingkan bentuk benda yang dibuat
dengan standar yang memang digunakan untuk hal pembanding.
2.2.4 Jenis-jenis Pengukuran
A. Pengukuran Linier
Proses pengukuran untuk mengetahui linier dari suatu benda kerja
yang belum diketahui ukurannya.
Gambar 2.4 Penggaris
Sumber : Anonymous 4, 2010
B. Pengukuran Sudut
Proses pengukuran untuk mengetahui sudut yang terbentuk antara
satu titik dan dua titik lainnya.
Gambar 2.5 Mistar Sudut
Sumber : Sudjimunadi, 1988 : 134
C. Pengukuran Ulir
Proses pengukuran untuk kualitas geometri dari ulir.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 7 SEMESTER GENAP 2012 – 2013
Gambar 2.6 Mistar Ulir
Sumber : Sudjimunadi, 1988 : 167
D. Kekasaran Permukaan
Proses permukaan dengan menggunakan suatu alat untuk mengetahui
suatu bentuk geometri kekasaran dari suatu permukaan.
Gambar 2.7 Profil Suatu Permukaan Sumber : Sudjimunadi, 1988 : 227
2.3 Metrologi dan Kontrol kualitas
2.3.1 Definisi Metrologi dan Kontrol kualitas
Metrologi adalah ilmu yang mempelajari tentang pengukuran geometris
suatu produk dengan cara dan alat yang tepat sehingga hasil pengukurannya
mendekati kebenaran dari keadaan yang sesungguhnya.
Kontrol kualitas merupakan pengendalian mutu suatu produk dengan
memastikan bahwa system dan alat-alat ukur berfungsi dengan baik pada proses
pengujian produksi dan mempunyai akurasi yang memadai.
Manfaat keduanya pada bidang teknik mesin adalah menentukan
geometris suatu produk yang baik dengan memastikan hasilnya presisi pada
proses permesinan.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 8 SEMESTER GENAP 2012 – 2013
2.3.2. Fungsi Metrologi dan Kontrol Kualitas
Fungsi metrologi :
1. Menganalisa karakteristik geometri yang ideal
2. Mengetahui standart pengukuran dan sistemnya.
3. Membuat gambaran melalui karakteristik suatu objek.
4. Menganalisa pelaksanaan pembuatan, penguji kualitas, dan factor terkait
lainnya.
Fungsi kontrol kualitas :
1. Untuk memperoleh hasil produksi yang presisi.
2. Untuk menentukan ketepatan.
3. Untuk memperoleh produk yang efisien dan tahan lama.
4. Memperkirakan hal-hal yang terjadi.
5. Pengendalian mutu produk.
2.3.3 Jenis – jenis Metrologi
A. Metrologi industri
Merupakan pengukuran mutu dengan melihat dari sisi geometris
dengan memastikan bahwa sistem pengukuran berfungsi dengan baik.
Penggunaan metrologi ini digunakan ketika menentukan kepresisian suatu
produk yang berkaitan dengan control kualitas.
B. Metrologi Legal
Pengukuran yang berhubumngan dengan pengaturan dan
pengembangan standart –standart pengukuran dan pemeliharaan suatu
produk. Biasanya pengukuran ini digunakan pada proses pemeliharaan
maintenance suatu produk seperti efektivitas dan efisiensi.
C. Metrologi Ilmiah
Ilmu metrologi yang berkaitan dan digunakan untuk pengembangan
keilmuan dan penelitian yang biasa digunakan di dunia pendidikan dan
keilmuan. Biasanya penggunaan metrologi ini pada dunia penelitian dan
observasi.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 9 SEMESTER GENAP 2012 – 2013
2.4 Istilah Penting dalam Pengukuran
2.4.1 Ketelitian
Kesesuaian diantara beberapa data pengukuran yang sama yang
dilakukan secara berulang. Tinggi rendahnya tingkat ketelitian hasil suatu
pengukuran dapat dilihat dari harga deviasi hasil pengukuran. Alat yang
digunakan untuk ketelitian biasanya disebut vernier caliper atau jangka sorong.
2.4.2 Ketepatan
Ukuran kemampuan untuk mendapatkan hasil pengukuran secara
berulang dari pengulangan pengukuran yang dilakukan. Atau merupakan
perbedaan hasil pengukuran yang dilakukan secara berurutan dan diambil hasil
yang sesuai.
2.4.3 Ukuran Dasar
Merupakan dimensi atau ukuran nominal dari suatu obyek ukur yang
secara teoritis dianggap tidak mempunyai harga batas ataupun toleransi.
Walaupun harga sebenarnya dari obyek ukur tidak pernah diketahui, namun
secara teoritis di atas dianggap yang paling tepat.
2.4.4 Toleransi
Merupakan perbedaan ukuran dari kedua harga batas yang dihasilkan
sehingga dari perbedaan ukuran ini dapat diketahui dimana ukuran dari
komponen-komponen yang dibuat itu terletak.
Gambar 2.8 Poros Dan Lubang Poros
Sumber : Takeshi Sato, 2000 ; 123
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 10 SEMESTER GENAP 2012 – 2013
2.4.5 Harga Batas
Ukuran atau dimensi maksimum dan minimum yang diizinkan dari
suatu komponen, di atas dan di bawah ukuran dasar. Pada pembahasan mengenai
statistik akan ada 2 harga batas yaitu harga batas atas dan harga batas bawah.
2.4.6 Kelonggaran
Kelonggaran merupakan perbedaan ukuran antara pasangan suatu
komponen dengan komponen lain di mana ukuran terbesar dari salah satu
komponen adalah lebih kecil dari pada ukuran terkecil dari komponen yang lain.
Gambar 2.9 Lubang dan Poros
Sumber : Anonymous 5, 2011
2.5 Komponen Alat Ukur
Karakteristik dari alat-alat ukur inilah yang menyebabkan adanya perbedaan
antara alat ukur yang satu dengan yang lainnya. Karakteristik ini biasanya
menyangkut pada kontruksi dan cara kerjanya. Secara garis besar, sebuah alat ukur
mempunyai 3 komponen utama yaitu sensor, pengubah dan penunjuk.
2.5.1 Sensor
Sensor merupakan bagian dari alat ukur yang menghubungkan alat ukur
dengan benda atau objek ukur. Atau dengan kata lain sensor merupakan peraba
dari alat ukur sebagai peraba maka sensor ini akan kontak langsung dengan
benda ukur. Contoh dari sensor ini antara lain yaitu kedua ujung mikrometer,
ujung dari jam ukur dan lain-lain.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 11 SEMESTER GENAP 2012 – 2013
2.5.2 Pengubah
Pengubah merupakan salah satu bagian dari alat ukur yang befungsi
sebagai penerus, pengubah atau pengolah semua isyarat yang diterima oleh
sensor. Dengan adanya pengubah inilah semua isyarat dari sensor diteruskan ke
bagian lain, yaitu penunjuk. Macam-macam pengubah berdasarkan cara
kerjanya, yaitu :
1. Pengubah Mekanis
Cara kerja pengubah mekanis berdasarka pada prinsip kinematis yang
melakukan perubahan gerak translai menjadi gerak rotasi atau sebaliknya.
Contohnya pada sistem roda gigi dan poros gigi.
Gambar 2.10 Pengubah Mekanis Sumber : Sudjimunadi, 1988 : 54
2. Pengubah Elektris
Cara kerja dari pengubah elektris berdasarkan pada prinsip kelistrikan
atau mengubah besaran fisik menjadi besaran listrik. Contohnya pada sistem
digital pada vernier caliper.
Gambar 2.11 Pengubah Elektris Sumber : Anonymous 6, 2012

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 12 SEMESTER GENAP 2012 – 2013
3. Pengubah Optis
Cara kerja dari pengubah optis berdasarkan pada prinsip optikal yang
berhubungan dengan lensa dan cahaya. Pengubah ini berfungsi untuk
membedakan berkas cahaya dari benda ukur sehingga terjadi bayangan maya
atau nyata. Contoh dari pengubah optis yaitu kaca pembesar dan mikroskop.
Gambar 2.13 Pengubah Optis
Sumber :Sudjimunadi, 1988 : 64
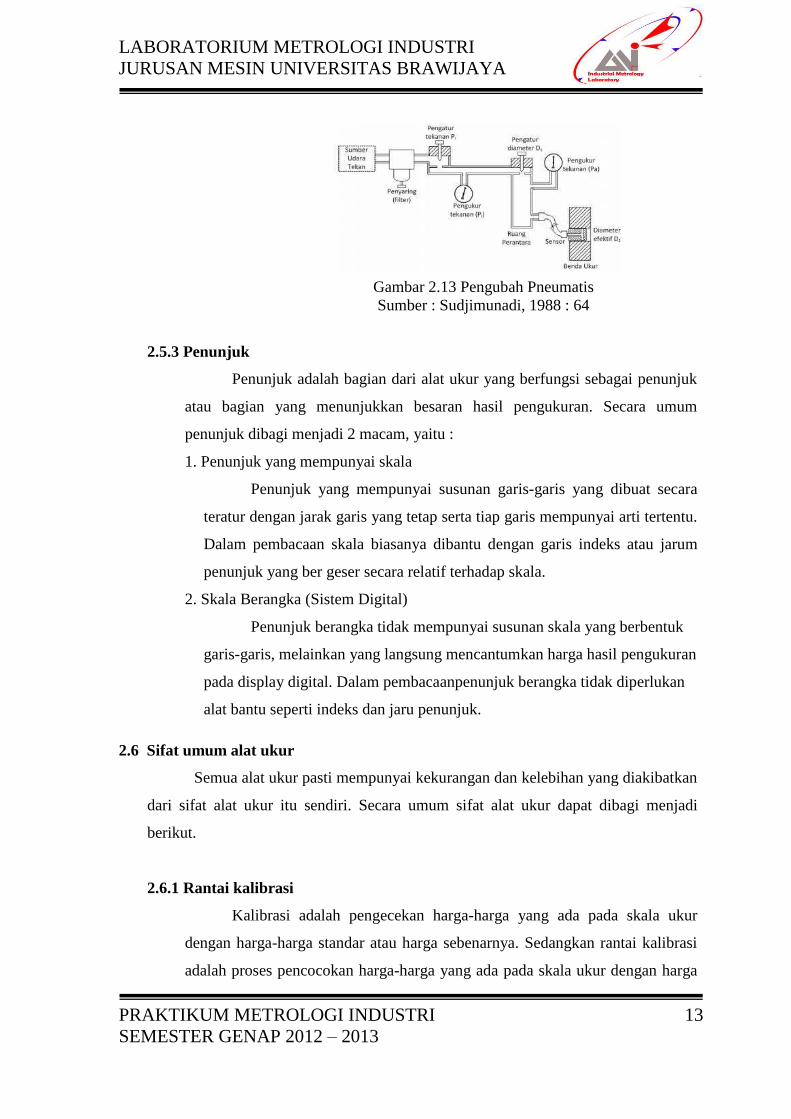
4. Pengubah Pneumatis
Cara kerja dari pengubah pneumatis berdasarkan sistem pneumatis
yang memanfaatkan aliran udara. Dalam pengubah sistem pneumatis paling
tidak terdapat tiga komponen, yaitu :
- Sumber udara tekan
- Sensor sebagai pengubah
- Pengukur perubahan aliran udara
Ada dua macam pengubah pneumatis yang biasa digunakan, yaitu :
- Sistem Tekanan Balik
Pada sistem tekanan balik pengubah pneumatis ini bekerja
berdasarkan atas perubahan tekanan yang terjadi di dalam lubang
pengontrol dan ruang perantara yang diakibatkan oleh perubahan dari
benda ukur.
- Sistem Tekanan Aliran
Pada sistem kecepatan aliran pengubah pneumatis jenis bekerja
berdasarkan perubahan kecepatan aliran udara. Kecepatan aliran udara ini
dapat diukur menggunakan tabung gelas yang di dalamnya dilengkapi
dengan pengapung dan skala ukuran.
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 13 SEMESTER GENAP 2012 – 2013
Gambar 2.13 Pengubah Pneumatis Sumber : Sudjimunadi, 1988 : 64
2.5.3 Penunjuk
Penunjuk adalah bagian dari alat ukur yang berfungsi sebagai penunjuk
atau bagian yang menunjukkan besaran hasil pengukuran. Secara umum
penunjuk dibagi menjadi 2 macam, yaitu :
1. Penunjuk yang mempunyai skala
Penunjuk yang mempunyai susunan garis-garis yang dibuat secara
teratur dengan jarak garis yang tetap serta tiap garis mempunyai arti tertentu.
Dalam pembacaan skala biasanya dibantu dengan garis indeks atau jarum
penunjuk yang ber geser secara relatif terhadap skala.
2. Skala Berangka (Sistem Digital)
Penunjuk berangka tidak mempunyai susunan skala yang berbentuk
garis-garis, melainkan yang langsung mencantumkan harga hasil pengukuran
pada display digital. Dalam pembacaanpenunjuk berangka tidak diperlukan
alat bantu seperti indeks dan jaru penunjuk.
2.6 Sifat umum alat ukur
Semua alat ukur pasti mempunyai kekurangan dan kelebihan yang diakibatkan
dari sifat alat ukur itu sendiri. Secara umum sifat alat ukur dapat dibagi menjadi
berikut.
2.6.1 Rantai kalibrasi
Kalibrasi adalah pengecekan harga-harga yang ada pada skala ukur
dengan harga-harga standar atau harga sebenarnya. Sedangkan rantai kalibrasi
adalah proses pencocokan harga-harga yang ada pada skala ukur dengan harga
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 14 SEMESTER GENAP 2012 – 2013
standarnya dan harga-harga standar tersebut juga dicocokkan dengan harga
standar yang tingkatannya lebih tinggi. Pemeriksaan alat ukur standar panjang
dapat dilakukan melalui rangkaian sebagai berikut :
Tingkat 1 : Pada tingkat ini kalibrasi alat ukur kerja dengan alat ukur standar
kerja.
Tingkat 2 :..Pada tingkatan yang kedua, kalibrasi dilakukan untuk alat
..ukur ...standar kerja terhadap alat ukur standar.
Tingkat 3 : Pada tingkat yang ketiga, dilakukan kalibrasi alat ukur standar
dengan alat ukur standar yang mempunyai tingkatan yang lebih
tinggi misalnya standar nasional.
Tingkat 4 : Pada tingkat terakhir ini dilakukan kalibrasi standar nasional
..dengan .standar meter internasional.
2.6.2 Kepekaan
Kepekaan alat ukur menyangkut masalah kemampuan dari alat ukur
untuk memonitor perbedaan yang kecil dari harga-harga yang diukur. Kepekaan
alat ukur berkaitan erat dengan mekanisme dari pengubahnya. Semakin teliti
pengubah mengelola isyarat dari sensor maka makin peka pula alat ukur
tersebut.
2.6.3 Kemudahan baca
Kemudahan baca berkaitan erat dengan sistem skala yang dibuat.
Kemampuan alat ukur untuk menunjukkan harga yang jelas pada skala ukur
dapat diartikan sebagai kemudahan baca alat ukur.
2.6.4 Histerisis
Dalam pengukuran benda ukur biasanya dilakukan secara berulang-
ulang dan pergerakan dua arah yaitu dari titik tertentu (tertinggi) menuju titik
rendah. Jika terjadi penyimpangan sewaktu dilakukan pengukuran dari titik
terendah (titik nol) sampai titik tertinggi (maksimum) dan sebaliknya maka alat
ukur tersebut bersifat histerisis.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 15 SEMESTER GENAP 2012 – 2013
2.6.5 Kepasifan
Kepasifan adalah kelambatan gerak dari penunjuk alat ukur untuk
menunjukkan harga pengukuran. Hal ini terjadi sewaktu pengukuran yaitu
jarum penunjuk tidak bergerak sama sekali saat terjadi perbedaan harga yang
kecil ataupun besar yang artinya sensor alat ukur tidak menimbulkan perubahan
sama sekali pada penunjuk.
2.6.6 Pergeseran
Pergeseran adalah penyimpangan yang terjadi dari harga-harga yang
ditunjukkan pada skala atau yang tercatat pada kertas grafik padahal sensor
tidak melakukan perubahan apa-apa. Kejadian seperti ini sering disebut dengan
istilah pergeseran, banyak terjadi pada alat ukur elektris yang komponen-
komponennya sudah tua.
2.6.7 Kestabilan nol
Jarum penunjuk pada alat ukur yang sudah menunjukkan harga hasil
pengukuran benda ukur tidak kembali pada posisi nol lagi saat benda ukur
diambil. Hal inilah yang disebut dengan kestabilan nol alat ukur dan banyak
terjadi pada alat ukur sistem penggerak jarumnya sudah aus.
2.7 Karakteristik Geometrik dan Kualitas
2.7.1 Karakteristik Geometrik
Karakteristik geometris adalah sifat ukuran yang harus dipenuhi agar
komponen (mesin) dapat bekerja sesuai rencana. Misalnya pada dudukan poros
pompa sentrifugal dengan bantalan luncur. Diameter poros harus lebih kecil
dari diamter bantalan luncur dengan kelonggaran tertentu. Tidak boleh terlalu
besar atau terlalu kecil. Besaran kelonggaran tersebut tergantung ukuran poros
maupun lubang yang dalam hal ini merupakan karakteristik geometris bantalan.
Karakteristik geometrik ditentukan oleh si perancang yang dituangkan
dalam gambar teknik. Pada saat pembuatan, pembuat akan membuat produk
sesuai yang dicantumkan dalam gambar teknik.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 16 SEMESTER GENAP 2012 – 2013
2.7.2 Karakteristik Kualitas
Karakteristik kualitas adalah hasil suatu proses yang berkaitan dengan
kualitas. Karakteristik kualitas dapat dibagi menjadi tiga karakteristik.
Pertama, karakteristik kualitas yang memiliki nominal yang menuju
nilai target yang tepat pada suatu nilai tertentu. Contoh dari karakteristik ini
seperti panjang, luas, berat, volume, dll.
Kedua, karakteristik kualitas yang memiliki sifat pencapaian
karakteristik jika semakin kecil (mendekati nol) maka semakin baik. Contoh
karakteristik ini adalah penyimpangan, waktu proses, kebisingan, dll.
Ketiga, karakteristik kualitas dengan sifat pencapaian karakteristik yang
semakin besar maka semakin bagus. Contoh dari karakterisrik ini adalah
kekuatan, efisiensi, ketahanan korosi, dll.
2.7.3 Perbedaan Karakteristik Geometris dan Kualitas
Kualitas geometris dan kualitas fungsional suatu komponen terdapat
hubungan yang sangat penting. Untuk mendapatkan kualitas fungsional yang
tepat maka kualitas geometris harus diperhatikan. Untuk mendapatkan
komponen-komponen yang berkualitas menurut si perancang maka pada proses
pembuatannya harus memperhitungkan kualitas fungsional dari komponen itu
sendiri.
2.8 Sistem dan Standar Pengukuran
2.8.1 Sistem Metrik
Sistem metrik telah dikembangkan oleh para ilmuan perancis sejak
tahun 1790-an. Sistem ini mendasarkan pada meter untuk pengukuran panjang
dan kilogram untuk pengukuran berat. Dari satuan meter dan kilogram ini
kemudian diturunkan unit satuan lain untuk mengukur luas, volume, kapasitas
dan tekanan. Sistem metrik secara resmi digunakan di semua negara di dunia
kecuali Amerika Serikat, Liberia, Myanmar dan Inggris.
Meter merupakan satuan dasar dalam sistem metrik. Satu meter
didefinisikan sebagai jarak antara dua goresan yang terdapat pada kedua ujung
batang platina iridium pada suhuºC yang disimpan di Sevres dekat Paris dan

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 17 SEMESTER GENAP 2012 – 2013
disebut juga batang standar. Pada 1960, satu meter standar didefinisikan sebagai
jarak yang sama dengan 165076373 kali riak panjang gelombang cahaya merah
jingga yang dipancarkan oleh gas kripton.
Tabel 2.1 Besaran pokok beserta satuan-satuan dasar SI
Sumber: Anonymous 6 , 2011
Tabel 2.2 Besaran Turunan dan Satuannya
Sumber: Anonymous 7 , 2011
Pada tahun 1960, sistem metrik diresmikan menjadi sistem internasional
(SI). Sistem metrik diusulkan menjadi SI karena satuan-satuan dalam sistem ini
dihubungkan dengan bilangan pokok 10 sehingga lebih memudahkan dalam
penggunaannya.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 18 SEMESTER GENAP 2012 – 2013
Tabel 2.3 Nama Awalan untuk Membentuk Hasil Kali dengan Bilangan Dasar Sepuluh Bagi Satuan Standar
Sumber : Sudji Munadi , 1998 : 29
2.8.2 Sistem British
Berdasarkan pada satuan inchi pound dan detik sebagai dasar satuan
panjang, massa dan waktu. Kemudian berkembang menjadi satuan satuan lain
misalnya yard, mil, ounce gallon, feet, barrel dan sebagainya. Sistem british
digunakan di Amerika, Liberia, Myanmar dan Inggris.
Tabel 2.3 Satuan British
Sumber: Anonymous 7 , 2011
2.8.3 Konversi Satuan Metrik British
Ada 3 macam konversi yang sudah dilakukan, yaitu:
1. Konversi Secara Matematik
Konversi inchi ke metrik secara matematika diperlukan faktor konversi.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 19 SEMESTER GENAP 2012 – 2013
Caranya adalah sebagai berikut :
karena 1 meter = 1000 mm
maka 1 inchi = 0.0025400 x 1000
1 inchi = 25,4 mm (faktor konversi)
Contoh perhitungan lain :
1 HP = 746 watt
1 HP = 550 ft.lb/det, berarti
2. Konversi Dial Mesin
Konversi ini dilakukan pada dial yang terdapat pada mesin produksi
misalnya mesin bubut, frais dan sebagainya. Dengan demikian 1 unit mesin
dapat digunakan untuk membuat komponen-komponen baik dalam ukuran
inchi ( british) maupun dalam metrik.
Gambar 2.14 Dial Mesin
Sumber : Laboratorium Proses Produksi Universitas Brawijaya
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 20 SEMESTER GENAP 2012 – 2013
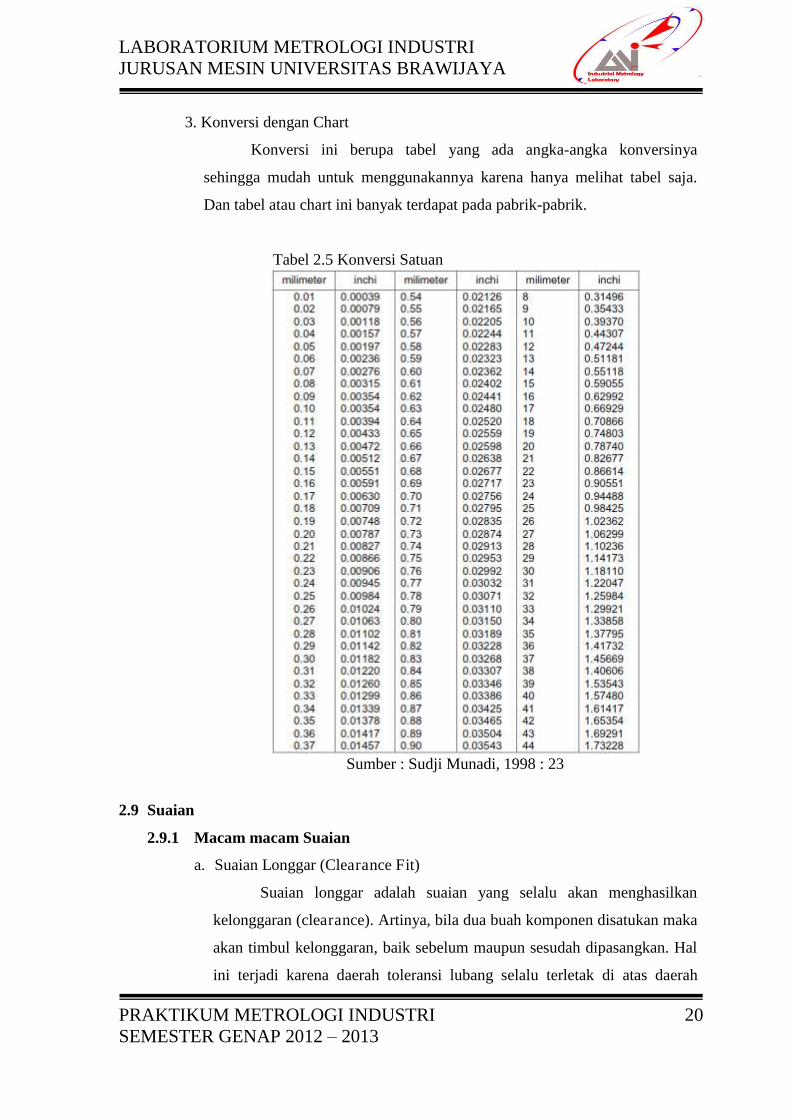
3. Konversi dengan Chart
Konversi ini berupa tabel yang ada angka-angka konversinya
sehingga mudah untuk menggunakannya karena hanya melihat tabel saja.
Dan tabel atau chart ini banyak terdapat pada pabrik-pabrik.
Tabel 2.5 Konversi Satuan
Sumber : Sudji Munadi, 1998 : 23
2.9 Suaian
2.9.1 Macam macam Suaian
a. Suaian Longgar (Clearance Fit)
Suaian longgar adalah suaian yang selalu akan menghasilkan
kelonggaran (clearance). Artinya, bila dua buah komponen disatukan maka
akan timbul kelonggaran, baik sebelum maupun sesudah dipasangkan. Hal
ini terjadi karena daerah toleransi lubang selalu terletak di atas daerah

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 21 SEMESTER GENAP 2012 – 2013
toleransi poros. Contoh suaian longgar adalah roda gigi lepas pada mesin
produksi.
b. Suaian Pas (Transition Fit)
Suaian pas adalah suaian yang dapat menghasilkan kelonggaran
atau kesesakan/kerapatan. Hal ini terjadi karena daerah toleransi lubang
dan daerah toleransi poros saling menutupi. Contoh suaian pas adalah
pasangan komponenpada poros transmisi.
c. Suaian Paksa (Interfence Fit)
Suaian paksa adalah suaian yang akan selalu menghasilkan
kerapatan atau kesesakan. Artinya, sebelum ataupun sesudah dua
komponen dipasangkan akan timbul kesesakan/kerapatan. Hal ini terjadi
karena daerah toleransi lubang selalu terletak di bawah daerah toleransi
poros. Contoh suaian paksa adalah ring bantalan peluru pada poros.
Gambar 2.15 Tiga jenis suaian dalam sistem basis poros dan sistem basis lubang. Sumber : Sudjimunsdi, 1988 : 32
2.9.2 Pemilihan Sistem Suaian
Untuk pemilihan suaian sangatlatlah diperlukan karena selain kita bisa
memperhitungkan toleransi, kita juga bisa membuat pertimbangan untuk
masalah pembuatan, lamanya pembuatan dan kemungkinan terjadinya
kesalahan. Oleh karena itu, untuk memilih suatu sistem suaian perlu
dipertimbangkan faktor-faktor dibawah ini:
1. Macam atau bentuk pekerjaan,
2. Biaya pembuatan/pengerjaan komponen,

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 22 SEMESTER GENAP 2012 – 2013
3. Biaya untuk mendapatkan komponen-komponen yang bisa dibeli,baik di
pasar maupun di pabrik lain.
4. Biaya untuk pengadaan alat-alat potong dan alat-alat pengukuran.
5. Tingkat kemudahan ditinjau dari segi perencanaan, pengerjaan maupun
proses perakitannya.
2.9.3 Pemilihan Kualitas Suaian
Kualitas suaian mempengaruhi kualitas fungsional dari komponen atau
mesin yang dibuat. Tidak semua mesin memerlukan kualitas suaian yang
betul-betul teliti. Ada empat golongan besar dalam kualitas suaian yaitu:
1. Kualitas sangat teliti: khusus untuk komponen-komponen yang memiliki
sifat mampu tukar yang sangat tinggi. Biasanya dituntut pada suaian paksa.
2. Kualitas teliti: kebanyakan digunakan untuk membuat komponen-
komponen mesin perkakas, motor listrik dan sebagainya.
3. Kualitas biasa: digunakan untuk membuat batang-batang penggeser pada
rumah roda gigi, kopling, dan alat-alat transmisi lainnya.
4. Kualitas kasar: biasanya untuk komponen-kompenen yang tidak begitu
teliti, namun sifat mampu tukarnya masih tetap terjamin.
Dalam pemilihan kualitas suaian tidak dapat disama ratakan antara
semua komponen, hal tersebut dikarenakan tidak semua komponen
memerlukan kualitas suaian tertentu. Selain itu hal tersebut juga untuk
mengurangi jumlah biaya produksi.
2.9.4 Pemilihan Jenis Suaian
Telah dibicarakan bahwa maksud menentukan posisi dan besarnya
daerah toleransi adalah untuk memperoleh bermacam-macam jenis suaian,
baik yang suaiannya berdasarkan sistem basis lubang maupun sistem basis
poros. Adapun jenis-jenis toleransi yang dianjurkan untuk dipakai adalah
jenis-jenis toleransi menurut standar ISO nomor 1829–1975 yang dapat dilihat
pada tabel 10.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 23 SEMESTER GENAP 2012 – 2013
Gambar 2.16 Jenis toleransi menurut standar ISO nomor 1829 – 1975
Sumber : Sudjimunadi, 1988 : 50
Catatan: simbol-simbol yang ada dalam kotak seyogyanya digunakan
terlebih dulu kalau hal ini memungkinkan. Lebih terinci lagi jenis suaian
tersebut dapat diuraikan sebagai berikut:
a. Suaian Kempa
Pemasangan komponen secara tetap dengan menggunakan mesin
press dan pasangan tidak dapat dilepas lagi. Pengerjaan untuk basis lubang
menggunakan H7/p6 (teliti). Contoh: rotor motor listrik dengan porosnya,
cincin gigi kuningan pada roda besi tulang, dan sebagainya.
b. Suaian tekan
Pemasangan komponen secara tetap dengan pukulan yang berat dan
pasangan dapat dilepas untuk keperluan reparasi. Pengerjaan untuk basis
lubang menggunakan H6/n5 dan H6/m5 (sangat teliti), H7/n6 dan H7/m6
(teliti) dan H8/n7 dan H8/m7 (biasa). Contoh: ring bantalan peluru pada
poros, dan sebagainya.
c. Suaian jepit
Pemasangan komponen secara tetap dengan pukulan ringan, dapat
dilepas tapi agak susah, biasanya diberi pasak penguat. Pengerjaan basis
lubang menggunakan H6/k5 (sangat teliti), H7/k6 (teliti) dan H8/k7 (biasa).
Contoh: pasangan komponen pada poros transmisi.
d. Suaian sorong
Untuk pasangan komponen yang tetap tapi sering dibongkar,
pemasangan dan pembongkaran bisa dilakukan secara mudah. Basis lubang

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 24 SEMESTER GENAP 2012 – 2013
dikerjakan dengan H6/j5 (sangat teliti), H7/j8 (teliti) dan H8/j7 (biasa).
Contoh: roda gigi lepas pada mesin produksi.
e. Suaian lepas
Digunakan pada pasangan yang bergerak dengan sedikit pelumas.
Pengerjaan basis lubang dengan menggunakan H6/h5 (sangat teliti), H7/h6
(teliti), H8/h7 (biasa) dan H11/h11 (kasar). Contoh: pisau frais (cutter)
pada poros, bus senter tetap mesin bubut.
f. Suaian jalan teliti
Digunakan untuk pasangan-pasangan komponen yang dapat
bergerak tanpa ada goyangan. Pengerjaan basis lubang dengan
menggunakan H6/g5 (sangat teliti) dan H7/g6 (teliti). Contoh: kopling tak
tetap, roda gigi, geser pada rumahnya dan sebagainya.
g. Suaian jalan
Digunakan pasangan-pasangan komponen yang dapat bergerak
bebas walaupun masih tetap ada goyangan kecil. Pengerjaan basis lubang
dengan H7/f8 (teliti) dan H8/f8 (biasa). Contoh: Bantalan luncur.
h. Suaian jalan longgar
Digunakan untuk komponen-komponen yang bergerak/berputar
dengan kecepatan tinggi. Pasangan ini akan berfungsi dengan baik apabila
sistem pelumasannya juga baik. Pengerjaan basis lubang dengan H7/e8
(teliti), H8/e9 (biasa), dan H11/d11 (kasar).
i. Suaian longgar
Digunakan untuk poros dengan putaran dan beban yang tinggi,
putarannya lebih tinggi untuk poros yang digunakan pada suaian jalan
longgar. Kelonggarannya cukup besar untuk berjalannya system pelumasan
hidrodinamis sehingga menjamin adanya lapisan pelumas. Hal ini
diperlukan karena untuk menjaga keawetan dari pasangan komponen yang
memerlukan putaran tinggi. Basis lubang yang digunakan adanya H7/d9
(teliti), H8/d10 (biasa), H11/c11, H11/b11, dan H11/a11 (semuanya
kualitas kasar).

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 25 SEMESTER GENAP 2012 – 2013
Tabel 2.6 Jenis-Jenis Suaian
NO JENIS
SUAIAN
BASIS LUBANG CONTOH
1 Suaian
kempa
H7/p6 (teliti) rotor motor listrik
dengan porosnya
2 Suaian tekan H6/n5 dan H6/m5 (sangat
teliti), H7/n6 dan H7/m6 (teliti)
dan H8/n7 dan H8/m7 (biasa)
ring bantalan
peluru pada poros
3 Suaian jepit H6/k5 (sangat teliti), H7/k6
(teliti) dan H8/k7 (biasa)
pasangan
komponen pada
poros transmisi
4 Suaian
sorong
H6/j5 (sangat teliti), H7/j8
(teliti) dan H8/j7 (biasa)
roda gigi lepas
pada mesin
produksi
5 Suaian lepas H6/h5 (sangat teliti), H7/h6
(teliti), H8/h7 (biasa) dan
H11/h11 (kasar)
pisau frais
(cutter) pada
poros, bus senter
tetap mesin bubut
6 Suaian jalan
teliti
H6/g5 (sangat teliti) dan H7/g6
(teliti)
kopling tak tetap,
roda gigi
7 Suaian jalan H7/f8 (teliti) dan H8/f8 (biasa) Bantalan luncur
8 Suaian jalan
longgar
H7/e8 (teliti), H8/e9 (biasa),
dan H11/d11 (kasar)
Mesin perkakas
9 Suaian
longgar
H7/d9 (teliti), H8/d10 (biasa),
H11/c11, H11/b11, dan
H11/a11 (semuanya kualitas
kasar).
Rumah roda gigi

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 26 SEMESTER GENAP 2012 – 2013
2.10 Kesalahan dalam Pengukuran
2.10.1 Definisi Kesalahan dalam Pengukuran
Kesalahan dalam pengukuran adalah perbedaan antara nilai
sebenarnya dari suatu pekerjaan pengukuran yang dilakukan oleh seorang
pengamat. Dalam pegukuran besaran fisis menggunakan alat ukur atau
instrument tidak akan mungkin didapat suatu nilai yang benar dan tepat,
namun selalu mempunyai ketidakpastian yang disebabkan oleh kesalahan-
kesalahan dalam pengukuran
2.10.2 Macam-macam Kesalahan dalam Pengukuran
1. Penyimpangan Yang Berasal dari alat ukur
Di muka telah disinggung adanya bermacam-macam sifat alat
ukur. Kalau sifat-sifat yang merugikan ini tidak diperhatikan tentu
akan menimbulkan banyak kesalahan dalam pengukuran. Oleh karena
itu, untuk mengurangi terjadinya penyimpangan pengukuran sampai
seminimal mungkin maka alat ukur yang akan dipakai harus di kalibrasi
terlebih dahulu. Kalibrasi ini diperlukan disamping untuk mengecek
kebenaran skala ukurnya juga untuk menghindari sifat-sifat yang
merugikan dari alat ukur, seperti kestabilan nol, kepasifan,
pengambangan, dan sebagainya.
2. Penyimpangan Yang Berasal dari benda ukur
Tidak semua benda ukur berbentuk pejal yang terbuat dari besi,
seperti rol atau bola baja, balok dan sebagainya. Kadang-kadang benda
ukur terbuat dari bahan alumunium, misalnya kotak-kotak kecil, silinder,
dan sebagainya. Benda ukur seperti ini mempunyai sifat elastis, artinya
bila ada beban atau tekanan dikenakan pada benda tersebut maka akan
terjadi perubahan bentuk. Bila tidak hati-hati dalam mengukur benda-
benda ukur yang bersifat elastis maka penyimpangan hasil pengukuran
pasti akan terjadi. Oleh karena itu, tekanan kontak dari sensor alat ukur
harus diperkirakan besarnya.
Di samping benda ukur yang elastis, benda ukur tidak elastis pun
tidak menimbulkan penyimpangan pengukuran misalnya batang besi
yang mempunyai penampang memanjang dalam ukuran yang sama,
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 27 SEMESTER GENAP 2012 – 2013
seperti pelat besi, poros-poros yang relatif panjang dan sebagainya.
Batang-batang seperti ini bila diletakkan di atas dua tumpuan akan terjadi
lenturan akibat berat batang sendiri. Untuk mengatasi hal itu biasanya
jarak tumpuan ditentukan sedemikian rupa sehingga diperoleh kedua
ujungnya tetap sejajar.
3. Penyimpangan Yang Berasal dari pengukur
3.1. Kesalahan Karena Kondisi Manusia
Kondisi badan yang kurang sehat dapat mempengaruhi
proses pengukuran yang akibatnya hasil pengukuran juga kurang
tepat. Jadi, kondisi yang sehat memang diperlukan sekali untuk
melakukan pengukuran, apalagi untuk pengukuran dengan
ketelitian tinggi.
3.2. Kesalahan Karena Metode Pengukuran yang Digunakan
Alat ukur dalam keadaan baik, badan sehat untuk
melakukan pengukuran, tetapi masih juga terjadi penyimpangan
pengukuran. Hal ini tentu disebabkan metode pengukuran yang
kurang tepat. Kesalahan ini timbul karena tidak tepatnya memilih
alat ukur, cara memegang dan meletakkan alat ukur pada benda kerja.
3.3. Kesalahan Karena Pembacaan Skala Ukur
Kurang terampilnya seseorang dalam membaca skala ukur
dari alat ukur yang sedang digunakan akan mengakibatkan banyak
terjadi penyimpangan hasil pengukuran. Kebanyakan yang terjadi
karena kesalahan posisi waktu membaca skala ukur. Jadi, faktor
manusia memang sangat menentukan sekali dalam proses
pengukuran.
4. Penyimpangan Yang Berasal dari lingkungan
Ruang laboratorium pengukuran atau ruang-ruang lainnya
yang digunakan untuk pengukuran harus bersih, terang dan teratur rapi
letak peralatan ukurnya. Ruang pengukuran yang banyak debu atau
kotoran lainnya sudah tentu dapat menganggu jalannya proses
pengukuran. Ruang pengukuran juga harus terang, karena ruang yang
kurang terang atau remang-remang dapat mengganggu dalam

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 28 SEMESTER GENAP 2012 – 2013
membaca skala ukur yang hal ini juga bisa menimbulkan
penyimpangan hasil pengukuran. Oleh karena itu, pengaruh dari
temperatur lingkungan tempat pengukuran harus diperhatikan.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 29 SEMESTER GENAP 2012 – 2013
BAB III
PRAKTIKUM METROLOGI INDUSTRI
3.1 Vernier Caliper
3.1.1 Tujuan Praktikum
Tujuan dari praktikum dengan vernier caliper adalah sebagai berikut:
1. Praktikan mengetahui dan paham standart pengukuran yang benar untuk
alat ukur vernier caliper
2. Praktikan mampu menggunakan vernier caliper dengan baik dan benar
3. Praktikan mampu membaca skala pengukuran baik secara teori maupun
aplikasi
4. Praktikan mampu melakukan kalibrasi pada vernier caliper
5. Praktikan dapat menghitung nilai ketelitian dari vernier caliper
3.1.2 Vernier Caliper
Vernier caliper adalah alat ukur linear serupa dengan mistar ukur.
Prinsip kerja vernier caliper sama dengan mistar ukur, yakni penggunaan
skala linier. Perbedaannya terlatak pada pengukuran objek ukur. Vernier
caliper merupakan instrumen pengukur yang sangat presisi. Vernier caliper
dapat mengukur sampai tingkat ketelitian 0,01 mm.
Macam-macam vernier caliper yaitu, vernier caliper berdasarkan
ketelitiannya yaitu vernier caliper dengan tingkat ketelitian 0.1 mm, 0.05 mm,
0.02 mm, 1/128 in dan 0.001 in. Fungsi vernier caliper yaitu untuk mengukur
linier, mengukur permukaan sisi luar, permukaan sisi dalam dan kedalaman
suatu lubang.
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 30 SEMESTER GENAP 2012 – 2013
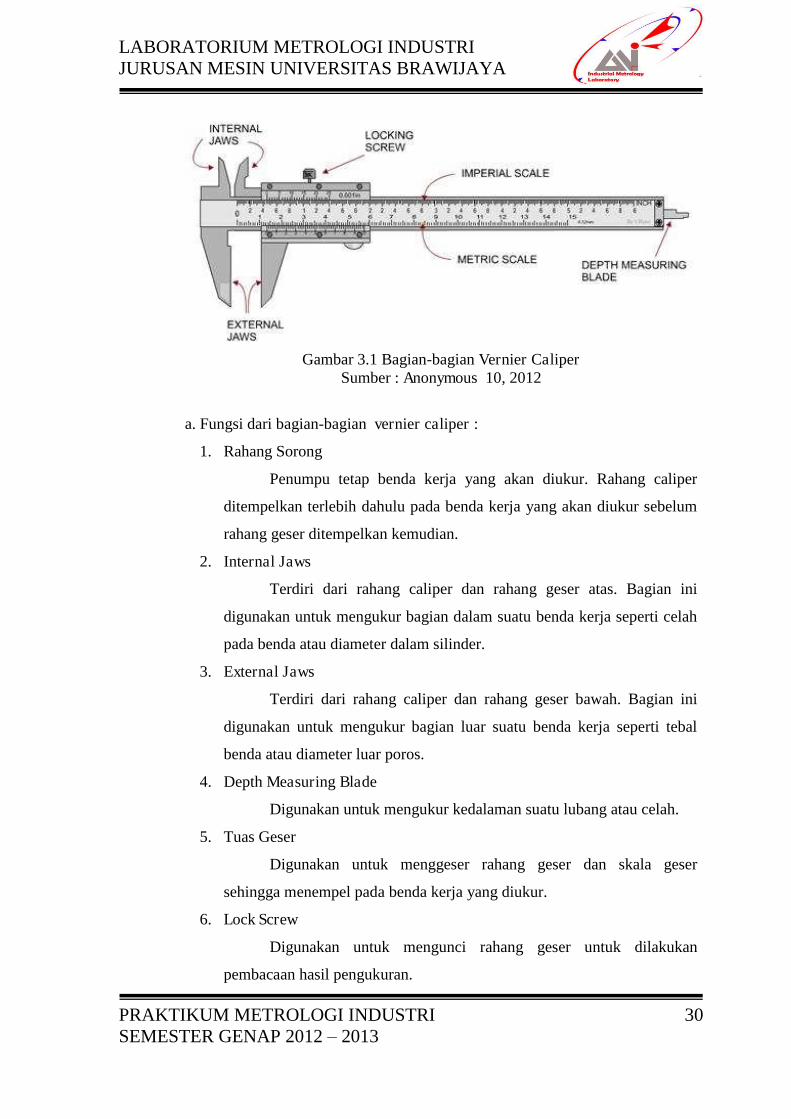
Gambar 3.1 Bagian-bagian Vernier Caliper
Sumber : Anonymous 10, 2012
a. Fungsi dari bagian-bagian vernier caliper :
1. Rahang Sorong
Penumpu tetap benda kerja yang akan diukur. Rahang caliper
ditempelkan terlebih dahulu pada benda kerja yang akan diukur sebelum
rahang geser ditempelkan kemudian.
2. Internal Jaws
Terdiri dari rahang caliper dan rahang geser atas. Bagian ini
digunakan untuk mengukur bagian dalam suatu benda kerja seperti celah
pada benda atau diameter dalam silinder.
3. External Jaws
Terdiri dari rahang caliper dan rahang geser bawah. Bagian ini
digunakan untuk mengukur bagian luar suatu benda kerja seperti tebal
benda atau diameter luar poros.
4. Depth Measuring Blade
Digunakan untuk mengukur kedalaman suatu lubang atau celah.
5. Tuas Geser
Digunakan untuk menggeser rahang geser dan skala geser
sehingga menempel pada benda kerja yang diukur.
6. Lock Screw
Digunakan untuk mengunci rahang geser untuk dilakukan
pembacaan hasil pengukuran.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 31 SEMESTER GENAP 2012 – 2013
7. Skala Pengukuran
Gambar 3.2 Bagian Skala Pengukuran Sumber : Anonymous 11, 2012
- Skala Utama
Yaitu skala yang menunjukkan angka didepan koma.
- Skala Nonius
Yaitu skala pengukuran yang menunjukkan angka belakang koma.
Pada bagian atas terdapat skala satuan inchi, sedangkan bagian bawah
skala ukur dengan satuan mm.
b. Cara Pembacaan
Gambar 3.3 Jangka sorong dengan ketelitian 0.02 mm
Sumber : Anonymous 12, 2009
Pada gambar diatas terbaca 49 skala utama = 50 skala nonius. Jadi
besarnya 1 skala nonius = 1/150 x 49 skala utama = 0.98. Maka, ketelitian
dari jangka sorong tersebut adalah 1- 0.98 = 0.02 mm atau ketelitian jangka

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 32 SEMESTER GENAP 2012 – 2013
sorong itu adalah 1 bagian skala utama dibagi jumlah skala nonius 1/50 =
0.02 mm.
Gambar 3.4 Cara pembacaan Vernier Caliper Sumber: Modul Praktikum Metrologi Industri
Universitas Brawijaya
Pada hasil pengukuran diatas :
a. Nilai ukur pada skala utama dinyatakan dengan garis pada skala
utama sebelah kiri terdekat dengan garis indeks (pada skala nonius).
b. Nilai ukur skala nonius dinyatakan dengan garis angka skala nonius
yang paling dekat jaraknya dengan garis indeks ( pada skala utama).
c. Lihat skala nonius dan skala utama yang sejajar kemudian kalikan
garis skala nonius yang sejajar tadi dengan ketelitian alat.
d. Tempatkan garis nol skala nonius dengan garis nol pada batang
utama jangka sorong.
e. Kencangkan kembali baut pada pelat skala nonius.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 33 SEMESTER GENAP 2012 – 2013
3.1.3 Alat dan Bahan
1. Benda Kerja
Gambar 3.5 Helical Gear
Sumber : Laboratorium Metrologi Industri Universitas Brawijaya
2. Vernier Caliper
- Merk : Hommel
- Type : INOX
- Tahun : 1986
- Ketelitian : 0.05 mm
Gambar 3.6 Vernier Caliper
Sumber : Anonymous 13, 2012

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 34 SEMESTER GENAP 2012 – 2013
3. Hand Gloves
Gambar 3.7 Hand Gloves
Sumber : Laboratorium Metrologi Industri Universitas Brawijaya
3.1.4 Kalibrasi Vernier Caliper
Kalibrasi vernier caliper bertujuan untuk mendapatkan titik nol sehingga
dapat meminimalisasi kesalahan dalam pengukuran. Sebelum digunkan alat
ukur vernier caliper tersebut, pastikan vernier caliper sudah terkalibrasi, Jika
belum maka langkah-langkah mengkalibrasi vernier caliper adalah
a. Rapatkan kedua permukaan rahang ukur
b. Longgarkan baut pada pelat skala nonius
c. Tempatkan garis nol skala nonius dengan garis nol pada batang utama
jangka sorong
d. Kencangkan kembali baut pada pelat skala nonius
3.1.5 Prosedur Pemakaian Vernier Caliper
1. Gunakan hand gloves.
2. Keluarkan vernier caliper dari tempatnya.
3. Bersihkan cairan pelumas dari alat ukur dengan kain yang telah disediakan.
4. Periksalah kelengkapan alat ukur.
5. Ambil vernier caliper dengan hati-hati.
6. Gerakkan rahang secara bebas dengan menggerakkan kekanan dan kekiri.
7. Jika belum bisa bergerak bebas, kendurkan pengunci sampai rahang dapat
bergerak dengan lancar.
8. Ukur benda kerja dengan menggerakkan rahang sampai menempel pada sisi
benda yang diukur.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 35 SEMESTER GENAP 2012 – 2013
9. Kencangkan pengunci rahang agar skala yang dapat tidak berubah.
10. Baca nilai skala utama kemudian tambahkan nilai pada skala nonius
11. Catat nilai yang sudah terbaca.
12. Setelah selesai pengukuran bersihkan vernier caliper dan olesi vernier
caliper dengan oli.
13. Kembalikan vernier caliper ke tempat semula dengan rapih.
3.1.6 Gambar Spesimen
(Terlampir)
3.2 Micrometer Outside
3.2.1 Tujuan Praktikum
Tujuan dari pengukuran menggunakan micrometer outside adalah sebagai
berikut:
1. Agar praktikan mampu menggunakan micrometer outside dengan baik dan
benar
2. Agar praktikan mengetahui dan paham standar pengukuran yang benar untuk
alat ukur micrometer outside
3. Praktikan mampu membaca skala pengukuran baik secara teori maupun
praktek
4. Praktikan dapat melakukan kalibrasi micrometer outside
5. Praktikan dapat menghitung nilai ketelitian dari micrometer outside
3.2.2 Micrometer Outside
Alat ukur yang dapat mengukur dimensi luar dengan cara membaca jarak
antara dua muka ukur sejajar yang berhadapan, yaitu sebuah muka ukur tetap
yang terpasang pada satu sisi rangka berbentuk U, dan sebuah muka ukur
lainnya yang terletak pada ujung spindle yang dapat bergerak tegak lurus
terhadap muka ukur, dan dilengkapi dengan sleeve dan thimble yang
mempunyai graduasi yang sesuai dengan pergerakan spindle. Mikrometer luar
digunakan untuk ukuran memasang kawat, lapisan-lapisan, blok-blok dan
batang-batang.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 36 SEMESTER GENAP 2012 – 2013
Gambar 3.8 Micrometer Outside Sumber : Anonymous 14, 2009
Bagian-Bagian Micrometer Outside:
1. Anvil
Penumpu tetap benda kerja yang akan diukur. Anvil
ditempelkan terlebih dulu pada benda kerja yang akan dikur sebelum
Spindle ditempelkan kemudian dengan memutar Thimble.
2. Spindle
Spindle adalah poros yang diputar melalui Thimble sehingga
bergerak maju atau mundur untuk menyesuaikan ukuran benda yang
diukur. Selanjutnya ujung Spindle akan menempel pada sisi lain dari
benda yang akan diukur.
3. Sleeve
Sleeve adalah poros berlubang yang berulir tempat Spindle dan
Thimble bergerak maju atau mundur.
1. Inner Sleeve
Inner Sleeve adalah bagian dalam dari Sleeve yang berulir yang
berpasangan dengan ulir Spindle.
2. Outer Sleeve
Outer Sleeve merupakan bagian luar Sleeve yang terdapat Skala
Pengukuran yaitu Skala Atas dan Bawah.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 37 SEMESTER GENAP 2012 – 2013
4. Thimble
Ujung kanan Digunakan untuk memutar maju Spindle ketika
masih belum berdekatan dengan benda yang akan diukur atau untuk
memutar mundur untuk melepaskan dari benda kerja yang diukur.Pada
bagian ujung kiri Spindle terdapat Skala Pengukuran yaitu Skala
Samping
5. Skala Pengukuran
Gambar 3.9 Skala Pengukuran Sumber : Anonymous 15, 2010
Skala pengukuran pada Micrometer terdiri dari :
1. Skala Atas (A) menunjukkan ANGKA DI DEPAN KOMA.
2. Skala Bawah (B) menunjukkan nilai 0,50 mm dari Skala Atas.
3. Skala Samping (S) menunjukkan ANGKA DI BELAKANG
KOMA.
6. Ratchet Stopper
Digunakan untuk memutar Spindle ketika ujung Spindle sudah
mendekati benda kerja yang akan diukur dan kemudian untuk
mengencangkannya sehingga terdengar bunyi. Untuk memastikan
ujung Spindle sudah menempel dengan rapat pada benda kerja yang
diukur, Ratchet Stopper diputar sebanyak 2 ~ 3 putaran.
7. Pengunci Spindle (Lock Clamp)
Ketika ujung Spindle sudah menempel dengan benar dan
Ratchet Stopper sudah diputar 2 ~ 3 putaran (terdengar bunyi), Spindle
harus dikunci dengan memutar Lock Clamp ke arah kiri agar Spindle

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 38 SEMESTER GENAP 2012 – 2013
tidak bergeser ketika Micrometer dilepas dari benda kerja yang diukur
untuk dilakukan pembacaan hasil pengukuran.
8. Frame
Tangkai merupakan bagian dimana pada bagian inilah
Micrometer dipegang dengan tangan kiri (kecuali kidal) pada saat
penguuran dan dijepitkan pada ragum ketika dilakukan kalibrasi.
3.2.3 Alat dan Bahan
Alat dan bahan yang digunakan pada praktikum adalah
1. Benda Kerja
Gambar 3.10 Mur
Sumber : Laboratorium Metrologi Industri Universitas Brawijaya
2. Mikrometer Outside
Merk : Mitutoyo
Type : 0 - 25 mm
Tahun : 1986
Ketelitian : 0,01 mm
Gambar 3.11 Mikrometer Outside Sumber : Anonymous 12, 2010

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 39 SEMESTER GENAP 2012 – 2013
3. Hand Gloves
Gambar 3.12 Hand Gloves
Sumber : Laboratorium Metrologi Industri Universitas Brawijaya
3.2.4 Kalibrasi Micrometer Outside
Untuk mendapatkan hasil pengukuran yang akurat, maka alat ukur harus
dikalibrasi terlebih dulu sebelum digunakan untuk pengukuran. Kalibrasi pada
Micrometer adalah sebagai berikut :
1. Bersihkan alat ukur yang akan digunakan.
2. Tempatkan Micrometer pada Ragum dengan menjepitnya pada bagian
Tangkai Micrometer
3. Ambil Batang Kalibrasi yang sesuai Range-nya dan tempelkan salah satu
ujungnya pada Anvil. (Pada Micrometer dengan Spesifikasi Range 0 ~ 25
mm tidak menggunakan Batang Kalibrasi).
4. Putar Thimble sehingga unjung Spindle mendekati ujung lainnya dari Batang
Kalibrasi.
5. Putar Ratchet Stopper untuk mengencangkan Spindle hingga terdengar suara
sebanyak 2 ~ 3 putaran. (Pastikan posisi Batang Kalibrasi sudah benar atau
tidak miring).
6. Jika belum diposisi nol maka putar sleeve sampai menunjukkan posisi nol.
3.2.5 Prosedur Pemakaian Micrometer Outside
1. Gunakan hand gloves
2. Keluarkan micrometer outside dari tempatnya
3. Bersihkan cairan pelumas dari alat ukur dengan bahan yang telah
disediakan

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 40 SEMESTER GENAP 2012 – 2013
4. Periksa kelengkapan alat ukur serta bagian-bagiannya
5. Ambil micrometer outside dengan hati-hati
6. Gerakan poros ukur secara bebas dengan memutar gigi gelincir
7. Jika belum bisa bergerak bebas, kendurkan pengunci poros ukur sampai
poros ukur dapat bergerak dengan lancar
8. Periksalah apakah micrometer outside sudah didalam keadaan nol bila
range skalanya dari nol
9. Jika belum, kalibrasi terlebih dahulu dengan menggeser skala tetap dengan
menggunakan peralatan yanag sudah disediakan, diaman skala utama dan
skala nonius harus diangka nol
10. Kuncilah poros ukur micrometer outside agar skala yang didapatkan tidak
berubah
11. Jiak telah benar terkalibrasi, ukur benda kerja dengan menggerakkan poros
ukur menggunakan gigi gelincir sampai menempel pada sisi benda yang
diukur
12. Baca nilai skala utama kemudian tambahkan nila pada skala nonius
13. Catat nilai sudut terbaru
14. Setelah selesai pengukuran bersihkan micrometer outside
15. Kembalikan micrometer outside ketempat semula dengan rapi
3.2.6 Gambar Spesimen
(Terlampir)
3.3 Profile Projector
3.3.1 Tujuan Praktikum
1. Agar praktikan mampu menggunakan profile projector dengan baik dan
benar
2. Agar praktikan mengetahui dan paham standart pengukuran yang benar
untuk alat ukur profile projector
3. Praktikan mampu membaca skala pengukuran baik secara teori maupun
aplikasi

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 41 SEMESTER GENAP 2012 – 2013
4. Agar praktikan memahami dan mampu melaksanakan pengukuran
dengan profile projector
5. Praktikan mampu melakukan kalibrasi profile projector
3.3.2 Profile Projector
Profile projector merupakan alat ukur yang prinsip kerjanya
menggunakan sistem optis dan mekanis. Sistem optis digunakan untuk
memperbesar bayangan dari benda ukur. Sedangkan sistem mekanis
digunakan pada sistem pengubah mikrometernya. Bayangnan benda ukur
bisa dilihat pada layar dan hasil pengukuran (besarnya dimensi benda ukur)
bisa dilihat pada skala sudut. Dengan demikian, proyektor bentuk ini bisa
digunakan untuk mengukur bentuk, panjang dan mengukur sudut. Karena
komponen-komponen utamanya banyak menggunakan lensa maka benda
yang diukur dengan proyektor harus mempunyai bentuk dan ukuran dimensi
yang relatif kecil. Hal ini untuk menghindari rusaknya permukaan lensa
tempat meletakkan benda ukur. Alat ini memiliki ketelitian 1µm untuk
pengukuran linier dan 1 menit untuk pengukuran sudut.
Gambar 3.13 Profile Projector
Sumber : Modul Praktikum Metrologi Industri Universitas Brawijaya
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 42 SEMESTER GENAP 2012 – 2013
3.3.3 Alat dan Bahan
Alat dan bahan yang digunakan pada praktikum kali ini adalah
1. Benda Kerja
Gambar 3.14 Poros Berulir
Sumber : Laboratorium Metrologi Industri Universitas Brawijaya
2. Profile Projector
- Merk : Mitutoyo
- Type : PJ 311
- Tahun : 1986
- Ketelitian : 1µm (linier) dan 1 menit (sudut)
Gambar 3.15 Profile Projector
Sumber : Laboratorium Metrologi Industri Universitas Brawijaya

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 43 SEMESTER GENAP 2012 – 2013
3. Hand Gloves
Gambar 3.16 Hand Gloves
Sumber : Laboratorium Metrologi Industri Universitas Brawijaya
3.3.4 Kalibrasi Profile Projector
Kalibrasi profile projector untuk pengukuran sudut yaitu dengan cara
memutar skala piringan sehingga skala utama dan skala nonius segaris angka
nol masing-masing skala tersebut.
3.3.5 Prosedur Pemakaian Profile Projector
1. Gunakan hand gloves
2. Benda ukur diletakkan di bidang uji
3. Proyektor dinyalakan sehingga bayangan dari objek terlihat di display
lensa proyektor
4. Fokus dari proyektor disesuaikan sampai kelihatan jelas
5. Skala piringan diatur hingga skala utama dan nonius segaris pada angka
nol
6. Pengatur sumbu x-y, rotasi table dan garis silang pada kaca ke titik acuan
dari objek uji yang diukur
7. Memutar skala piringan hingga garis acuan berhimpit dengan bayangan
objek yang akan diukur
3.3.6 Gambar Spesimen
(Terlampir)

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 44 SEMESTER GENAP 2012 – 2013
BAB IV
PEMBAHASAN
4.1 Vernier Caliper
4.1.1 Data Hasil Pengukuran
a. Data Kelompok
Tabel 4.1 Data Hasil Pengukuran Diameter Luar Vernier caliper
Tabel 4.2 Data Hasil Pengukuran Diameter Dalam Vernier Caliper

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 45 SEMESTER GENAP 2012 – 2013
Tabel 4.3 Data Hasil Pengukuran Kedalaman Vernier caliper
b. Data antar Kelompok
Tabel 4.4 Data Hasil Pengukuran Diameter Luar Vernier caliper
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 46 SEMESTER GENAP 2012 – 2013
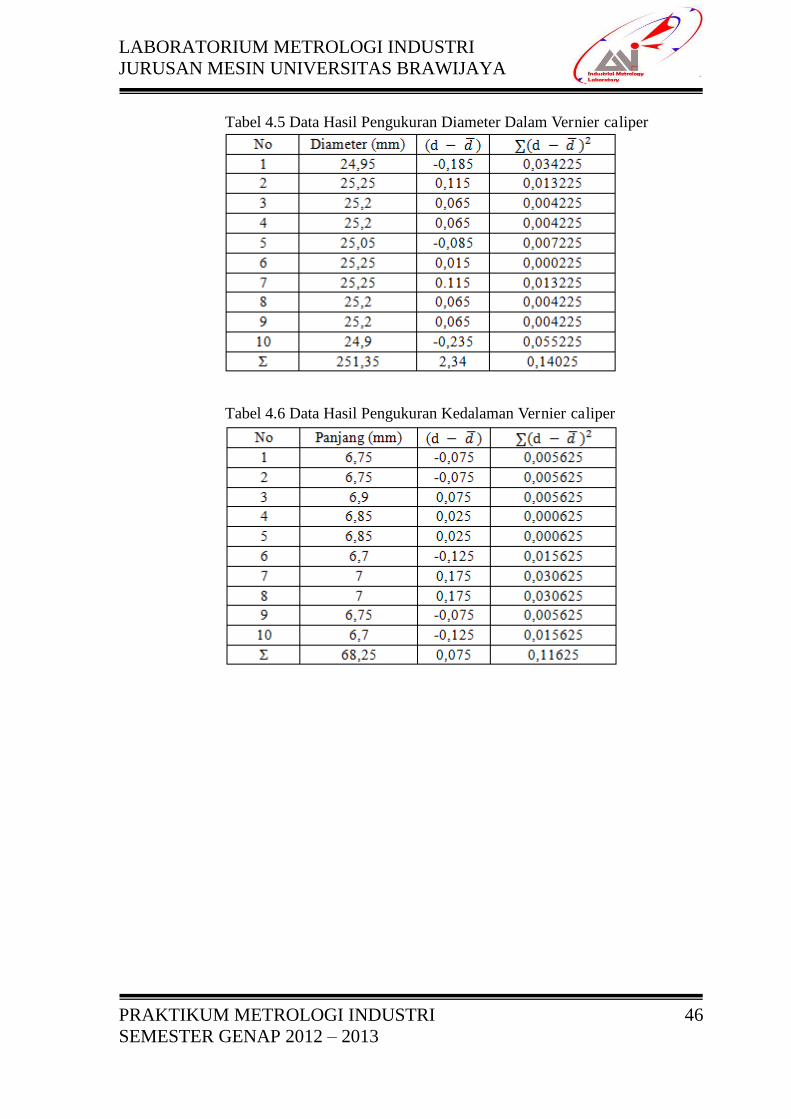
Tabel 4.5 Data Hasil Pengukuran Diameter Dalam Vernier caliper
Tabel 4.6 Data Hasil Pengukuran Kedalaman Vernier caliper

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 47 SEMESTER GENAP 2012 – 2013
4.1.2 Perhitungan Data
a. Data Kelompok
a. Pengukuran Diameter Luar
Diameter rata-rata =26,36
Standar Deviasi (δ)
√
√
Simpangan baku rata-rata ( ) √
√ 0,018
Kesalahan Relatif (α)
Dengan mengambil resiko kesalahan α = 5%
Derajat bebas (db) = n-1= 10-1 =9 岾 峇 ( )
Interval penduga kesalahan presentase hasil engukuran 峙 岾 峇 峩 峙 岾 峇 峩

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 48 SEMESTER GENAP 2012 – 2013
26,36
b. Pengukuran Diameter Luar
Diameter rata-rata =25,18
Standar Deviasi (δ)
√
√
Simpangan baku rata-rata ( ) √
√ 048
Kesalahan Relatif (α)
26,34 26,37

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 49 SEMESTER GENAP 2012 – 2013
Dengan mengambil resiko kesalahan α = 5%
Derajat bebas (db) = n-1= 10-1 =9 岾 峇 岾 峇 2.262
Interval penduga kesalahan presentase hasil engukuran 峙 岾 峇 峩 峙 岾 峇 峩 25,12 25,23
c. Pengukuran Kedalaman
Diameter rata-rata =5,82
Standar Deviasi (δ)
√
√
25,12 25,23

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 50 SEMESTER GENAP 2012 – 2013
Simpangan baku rata-rata ( ) √ √
Kesalahan Relatif (α)
Dengan mengambil resiko kesalahan α = 5%
Derajat bebas (db) = n-1= 10-1 =9 岾 峇 岾 峇 2.262
Interval penduga kesalahan presentase hasil engukuran 峙 岾 峇 峩 峙 岾 峇 峩
5,7908 5,8491

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 51 SEMESTER GENAP 2012 – 2013
b. Data antar Kelompok
a. Pengukuran Diameter Luar
Diameter rata-rata =26,36
Standar Deviasi (δ)
√
√
Simpangan baku rata-rata ( ) √
√ 0.12
Kesalahan Relatif (α)
Dengan mengambil resiko kesalahan α = 5%
Derajat bebas (db) = n-1= 10-1 =9 岾 峇 ( )
Interval penduga kesalahan presentase hasil engukuran 峙 岾 峇 峩 峙 岾 峇 峩

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 52 SEMESTER GENAP 2012 – 2013
26,36
b. Pengukuran Diameter Dalam
Diameter rata-rata =25,14
Standar Deviasi (δ)
√
√
Simpangan baku rata-rata ( ) √ √
25,50 27,22

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 53 SEMESTER GENAP 2012 – 2013
Kesalahan Relatif (α)
Dengan mengambil resiko kesalahan α = 5%
Derajat bebas (db) = n-1= 10-1 =9 岾 峇 岾 峇 2.262
Interval penduga kesalahan presentase hasil engukuran 峙 岾 峇 峩 峙 岾 峇 峩 24,58 25,70
c. Pengukuran Kedalaman
Diameter rata-rata =6,825
24,58 25,70

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 54 SEMESTER GENAP 2012 – 2013
Standar Deviasi (δ)
√
√
Simpangan baku rata-rata ( ) √ √
Kesalahan Relatif (α)
Dengan mengambil resiko kesalahan α = 5%
Derajat bebas (db) = n-1= 10-1 =9 岾 峇 岾 峇 2.262
Interval penduga kesalahan presentase hasil engukuran 峙 岾 峇 峩 峙 岾 峇 峩
5,835 7,815

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 55 SEMESTER GENAP 2012 – 2013
4.1.3 Analisa Statistik dan Grafik
4.1.3.1 Uji Normalitas
Pengukuran diameter luar
a. Hipotesis
H0 = Kesalahan pengukuran tidak terdistribusi normal
H1 = Kesalahan pengukuran terdistribusi normal
Dimana jika:
P value < 0.05 maka gagal tolak H0
P value > 0.05 maka tolak H0
b. Grafik
Gambar 4.1 Probability Plot of Diameter Luar
c. Pembahasan
Berdasarkan data grafik yang ada, P-value = 0,01 yang berarti
P-value < 0,05. Dapat disimpulkan bahwa kesalahan pengkuran
terdistribusi normal sehingga data yang didapat juga
terdistribusi normal.
Pengukuran diameter dalam
a. Hipotesis
H0 = Kesalahan pengukuran tidak terdistribusi normal
H1 = Kesalahan pengukuran terdistribusi normal
26.5026.4526.4026.3526.3026.2526.20
99
95
90
80
70
60
50
40
30
20
10
5
1
diameter luar
Pe
rce
nt
Mean 26.37
StDev 0.05798
N 10
KS 0.427
P-Value <0.010
pengukuran diameter luar kel 12Normal

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 56 SEMESTER GENAP 2012 – 2013
Dimana jika:
P value < 0.05 maka gagal tolak H0
P value > 0.05 maka tolak H0
b. Grafik
Gambar 4.2 Probability Plot of Diameter Dalam
c. Pembahasan
Berdasarkan data grafik yang ada , P-value = 0,159 yang berarti
P-value > 0,05. Dapat disimpulkan bahwa kesalahan
pengukuran tidak terdistribusi normal sehingga data yang
didapatjuga tidak terdistribusi normal. Hal ini disebabkan oleh
kondisi pengukur yang kurang sehat sehingga terjadi kesalahan
pembacaan skala ukur dan permukaan benda atau spesimen
tidak rata sehingga terjadi perbedaan data hasil pengukurannya.
Pengukuran kedalaman
a. Hipotesis
H0 = Kesalahan pengukuran tidak terdistribusi normal
H1 = Kesalahan pengukuran terdistribusi normal
Dimana jika:
P value < 0.05 maka gagal tolak H0
P value > 0.05 maka tolak H0
25.525.425.325.225.125.024.9
99
95
90
80
70
60
50
40
30
20
10
5
1
diameter dalam
Pe
rce
nt
Mean 25.18
StDev 0.1206
N 10
KS 0.219
P-Value >0.150
pengukuran diameter dalam kel 12Normal

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 57 SEMESTER GENAP 2012 – 2013
b. Grafik
Grafik 4.3 Probability Plot of Kedalaman
c. Pembahasan
Berdasarkan data grafik yang ada, P-value = 0,093 yang berarti
P-value > 0,05. Dapat disimpulkan bahwa kesalahan
pengukuran tidak terdistribusi normal sehingga data yang
didapat juga tidak terdistribusi normal. Hal ini dikarenakan
kesalahan dari pemmbacaan skala ukur dan kedalaman dari
specimen yang tidak rata.
4.1.3.2 Uji Paired T
a. Pengukuran Diameter Luar
a. Hipotesis
H1 = Tidak ada perbedaan penyimpangan antara pengukuran
diameter luar antar kelompok
H0 = Ada perbedaan penyimpangan antara pengukuran
diameter luar antar kelompok
Dengan mengambil nilai α sebesar 5%.
Jika P-value < 0.05 maka H0 gagal di tolak
Jika P-value > 0.05 maka H0 ditolak
6.16.05.95.85.75.65.5
99
95
90
80
70
60
50
40
30
20
10
5
1
kedalaman
Pe
rce
nt
Mean 5.82
StDev 0.1229
N 10
KS 0.242
P-Value 0.093
pengukuran kedalaman kel 12Normal

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 58 SEMESTER GENAP 2012 – 2013
b. Grafik
Paired T-Test and CI: Diameter luar 12; Diameter luar 05
Paired T-Test and CI: C1, C9
Paired T for C1 - C9
N Mean StDev SE Mean
C1 10 26.365 0.058 0.018
C9 10 26.360 0.384 0.121
Difference 10 0.005 0.377 0.119
95% CI for mean difference: (-0.264, 0.274) T-Test of mean
difference = 0 (vs not = 0): T-Value = 0.04 P-Value = 0.967
Gambar 4.4 Boxplot of Differences Diameter Luar
Gambar 4.5 Individual Value Plot of differences Diameter Luar

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 59 SEMESTER GENAP 2012 – 2013
Gambar 4.6 Histogram of Differences Diameter Luar
c. Pembahasan
Dari hasil perhitungan di dapatkan P-value sebesar 0,967
sehingga P-value lebih dari 0,05, oleh karena itu Ho diterima.
Maka dapat disimpulkan bahwa ada perbedaan penyimpanagn
pengukuran diameter luar antar kelompok. Hal ini dikarenakan
pengukur dari masing-masing kelompok terjadi kesalahan
metode pengukuran sehingga terjadi perbedaan penyimpangan.
b. Pengukuran Diameter Dalam
a. Hipotesis
H1 = Tidak ada perbedaan penyimpangan antara pengukuran
diameter luar antar kelompok
H0 = Ada perbedaan penyimpangan antara pengukuran
diameter luar antar kelompok
Dengan mengambil nilai α sebesar 5%.
Jika P-value < 0.05 maka H0 gagal di tolak
Jika P-value > 0.05 maka H0 ditolak
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 60 SEMESTER GENAP 2012 – 2013
b. Grafik
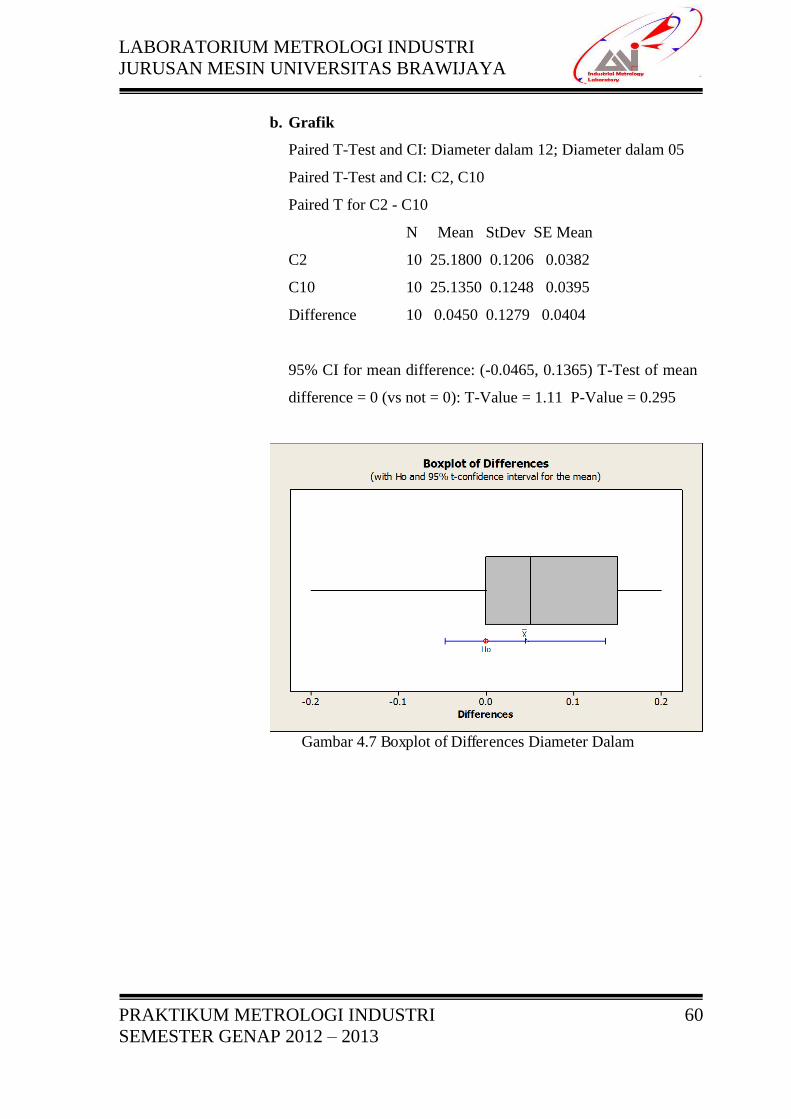
Paired T-Test and CI: Diameter dalam 12; Diameter dalam 05
Paired T-Test and CI: C2, C10
Paired T for C2 - C10
N Mean StDev SE Mean
C2 10 25.1800 0.1206 0.0382
C10 10 25.1350 0.1248 0.0395
Difference 10 0.0450 0.1279 0.0404
95% CI for mean difference: (-0.0465, 0.1365) T-Test of mean
difference = 0 (vs not = 0): T-Value = 1.11 P-Value = 0.295
Gambar 4.7 Boxplot of Differences Diameter Dalam

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 61 SEMESTER GENAP 2012 – 2013
Gambar 4.8 Individual Value Plot of differences Diameter Dalam
Gambar 4.9 Histogram of Differences Diameter Dalam
c. Pembahasan
Dari hasil perhitungan diadaptkan P-value sebesar 0,295
sehingga P-value lebih dari 0,05, oleh karena itu Ho diterima.
Maka dapat disimpulkan bahwa ada perbedaan penyimpangan
pengukuran diameter dalam antar kelompok. Hal ini
pengukuran diameter dalam terjadi kesalahan metode
pengukuran sehingga terjadi penyimpangan.
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 62 SEMESTER GENAP 2012 – 2013
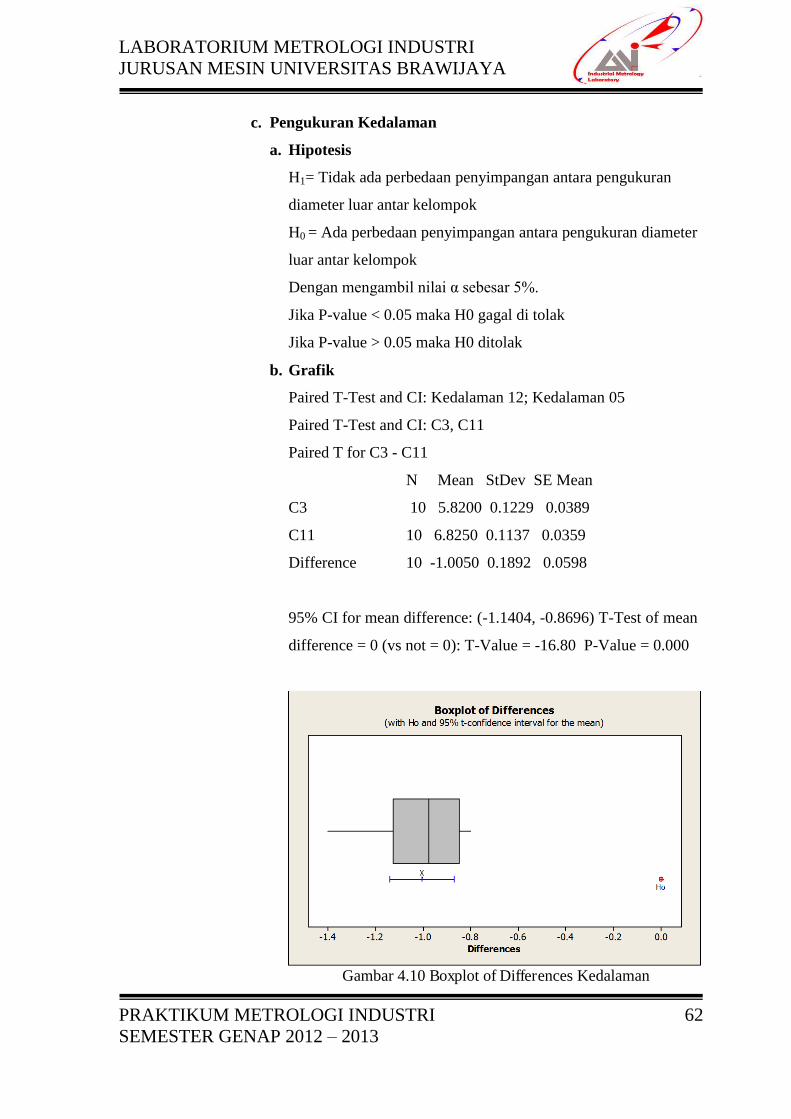
c. Pengukuran Kedalaman
a. Hipotesis
H1= Tidak ada perbedaan penyimpangan antara pengukuran
diameter luar antar kelompok
H0 = Ada perbedaan penyimpangan antara pengukuran diameter
luar antar kelompok
Dengan mengambil nilai α sebesar 5%.
Jika P-value < 0.05 maka H0 gagal di tolak
Jika P-value > 0.05 maka H0 ditolak
b. Grafik
Paired T-Test and CI: Kedalaman 12; Kedalaman 05
Paired T-Test and CI: C3, C11
Paired T for C3 - C11
N Mean StDev SE Mean
C3 10 5.8200 0.1229 0.0389
C11 10 6.8250 0.1137 0.0359
Difference 10 -1.0050 0.1892 0.0598
95% CI for mean difference: (-1.1404, -0.8696) T-Test of mean
difference = 0 (vs not = 0): T-Value = -16.80 P-Value = 0.000
Gambar 4.10 Boxplot of Differences Kedalaman
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 63 SEMESTER GENAP 2012 – 2013
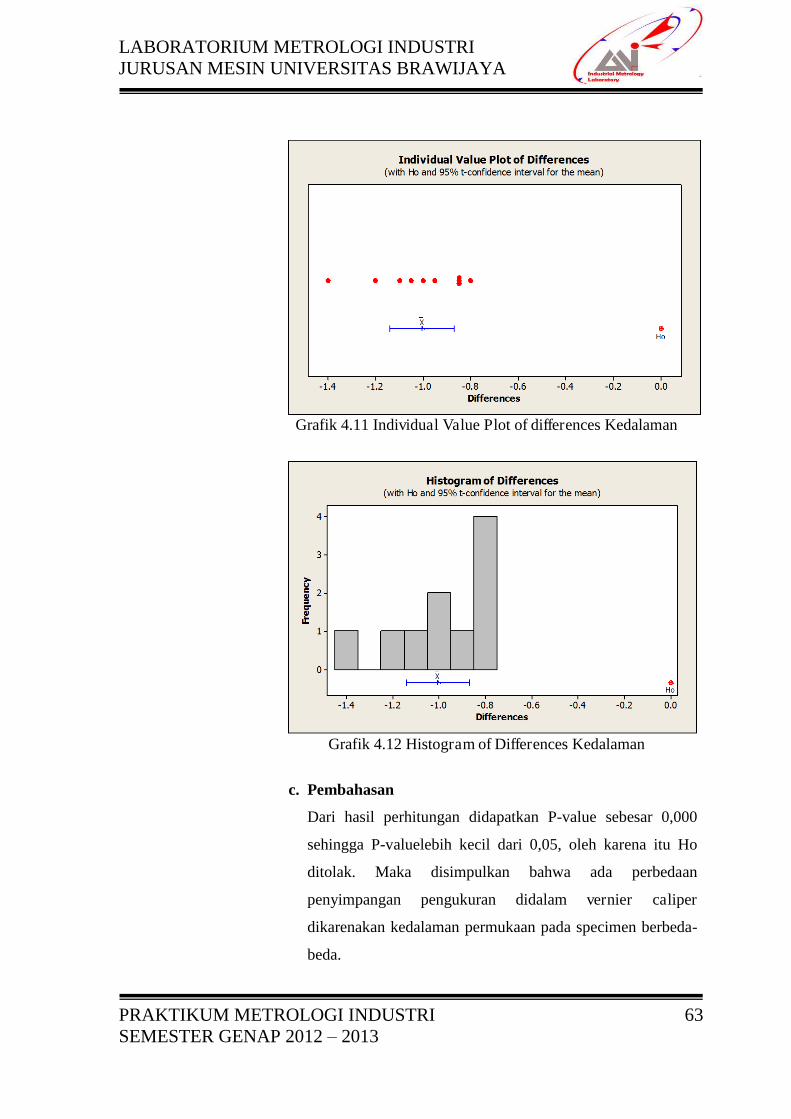
Grafik 4.11 Individual Value Plot of differences Kedalaman
Grafik 4.12 Histogram of Differences Kedalaman
c. Pembahasan
Dari hasil perhitungan didapatkan P-value sebesar 0,000
sehingga P-valuelebih kecil dari 0,05, oleh karena itu Ho
ditolak. Maka disimpulkan bahwa ada perbedaan
penyimpangan pengukuran didalam vernier caliper
dikarenakan kedalaman permukaan pada specimen berbeda-
beda.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 64 SEMESTER GENAP 2012 – 2013
4.2 Micrometer Outside
4.2.1 Data Hasil Pengukuran
a. Data Kelolmpok
Tabel 4.7 Data Hasil Pengukuran Diameter Luar Micrometer Outside
No Sudut ( )
1 57,22 0,2 0,04
2 56,87 -0,15 0,0225
3 56,53 -0,49 0,2401
4 56,62 -0,4 0,16
5 57 -0,02 0,0004
6 57,08 0,06 0,0036
7 56,38 -0,64 0,4096
8 57,07 0,05 0,0025
9 58,6 1,58 2,4964
10 56,83 -0,19 0,0361
Σ 570,2 0 3,4112

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 65 SEMESTER GENAP 2012 – 2013
b. Data Antar Kelompok
Tabel 4.8 Data Hasil Pengukuran Diameter Luar Micrometer Outside
No Panjang (mm) ( )
1 16,93 0,026 0,000676
2 16,88 -0,024 0,000576
3 16,89 -0,025 0,000625
4 16,93 0,026 0,000676
5 16,87 -0,034 0,001156
6 16,90 0,004 0,000016
7 16,92 0,016 0,000256
8 16,88 -0,024 0,000576
9 16,91 0,006 0,000036
10 16,93 0,026 0,000676
Σ 169,04 -0,011 0,005269
4.2.2 Perhitungan Data
a. Data Kelompok
Diameter Rata-Rata ( )
Standart Deviasi ( )
√
Simpangan Baku Rata-Rata( ) √

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 66 SEMESTER GENAP 2012 – 2013
Kesalahan Relatif (α)
α
Dengan mengambil resiko kesalahan = 0.05
Derajat bebas (db) = n-1 = 10-1 = 9 岾 峇 ( )
Interval penduga kesalahan presentase hasil pengukuran 峽 岾 峇 峺 峽 岾 峇 峺
b. Data Antar Kelompok
Diameter Rata-Rata ( )
Standart Deviasi ( )
√
16,72959 16,97841

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 67 SEMESTER GENAP 2012 – 2013
Simpangan Baku Rata-Rata( ) √
Kesalahan Relatif (α)
α
Dengan mengambil resiko kesalahan = 0.05
Derajat bebas (db) = n-1 = 10-1 = 9 岾 峇 ( )
Interval penduga kesalahan presentase hasil pengukuran 峽 岾 峇 峺 峽 岾 峇 峺
16,84 16,958

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 68 SEMESTER GENAP 2012 – 2013
4.2.3 Analisa Statistik dan Grafik
4.2.3.1 Uji Normalitas
a. Hipotesa
H0 : Kesalahan pengukuran tidak terdistribusi normal
H1 : Kesalahan pengukuran tidak terdistribusi normal
Jika
Jika p-value 0,05 maka gagal tolak Ho
Jika p-value 0,05 maka tolak Ho
b. Grafik
Gambar 4.13 Probablity Plot of diameter luar
c. Pembahasan
Grafik diatas adalah grafik uji normalitas dari hasil pengukuran
diameter luar dari suatu benda dengan menggunakan
mikrometer outside. Berdasarkan data dan grafik yang ada di
atas, diketahui P-value = 0,013 yang berarti P-value < 0,05.
Dapat disimpulkan bahwa kesalahan pengukuran terdistribusi
normal. Adapun beberapa data yang tidak segaris di atas di
dapat dari hasil pengukuran masih bisa diterima. Kesalahan
pengukuran tersebut dapat disebabkan karena kesalahan
pembacaan pada skala alat ukur.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 69 SEMESTER GENAP 2012 – 2013
4.2.3.2 Uji Paired T
a. Hipotesa
Uji paired t digunakan antara data pengukuran sudut kelompok
5 dengan kelompok 12. Pada pembahasan ini digunakan
hipotesa:
H1 : Tidak ada perbedaan penyimpangan antara pengukuran
diameter luar antar kelompok
H0 : Ada perbedaan penyimpangan antara pengukuran diameter
luar antar kelompok
Dengan mengambil nilai α sebesar 5%,
Jika P-value > 0,05 maka gagal tolak Ho
Jika P-value <0,05 maka tolak Ho
b. Grafik
Paired T for Mikrometer K12 - Mikrometer K5
N Mean StDev SE Mean
Mikrometer K12 10 16,8540 0,0550 0,0174
Mikrometer K5 10 16,9040 0,0232 0,0073
Difference 10 -0,0500 0,0550 0,0174
95% CI for mean difference: (-0,0893; -0,0107) T-Test of mean
difference = 0 (vs not = 0): T-Value = -2,88 P-Value = 0,018
Gambar 4.14 Boxplot of Differences diameter luar

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 70 SEMESTER GENAP 2012 – 2013
Gambar 4.15 Histogram of Differences diameter luar
Gambar 4.16 Individual Value Plot of differences diameter luar
c. Pembahasan
Grafik di atas adalah grafik uji paired T dari data hasil
pengukuran diameter luar dengan menggunakan micrometer
outside. Di atas terdapat tiga buah grafik yaitu histogram of
difference, boxplot of difference dan individual value plot of
difference. Dari perhitungan ketiga grafik tersebut diperoleh
haraga P-value = 0,018 yang berarrti P-value < 0,05, oleh karena
itu kita dapat menolak H0. Sehingga dapat kita simpulkan bahwa

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 71 SEMESTER GENAP 2012 – 2013
tidak ada perbedaan penyimpangan pengukuran diammeter luar
antar kelompok. Namun di dalam grafik di atas juga terdapat
beberapa data hasil pengukuran yang berada diluar daerah
jangkauannya. Hal tersebut bisa terjadi karena faktor kesalahan
pembacaaan harga yang ditunjukkan oleh skala ukur pada
mikrometer outside.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 72 SEMESTER GENAP 2012 – 2013
4.3 Profile Projector
4.3.1 Data hasil pengukuran
a. Data Kelompok
Table 4.9 Data hasil pengukuran sudut profile projector
No Sudut ( )
1 57,3 -1,5 2,25
2 58,75 -0,05 0,0025
3 58,78 -0,02 0,0004
4 59,25 0,45 0,2025
5 58,83 0,03 0,0009
6 58,95 0,15 0,0225
7 59,02 0,22 0,0484
8 59,23 0,43 0,1849
9 59,02 0,22 0,0484
10 58,88 0,08 0,0064
Σ 588,01 0,01 2,7669
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 73 SEMESTER GENAP 2012 – 2013
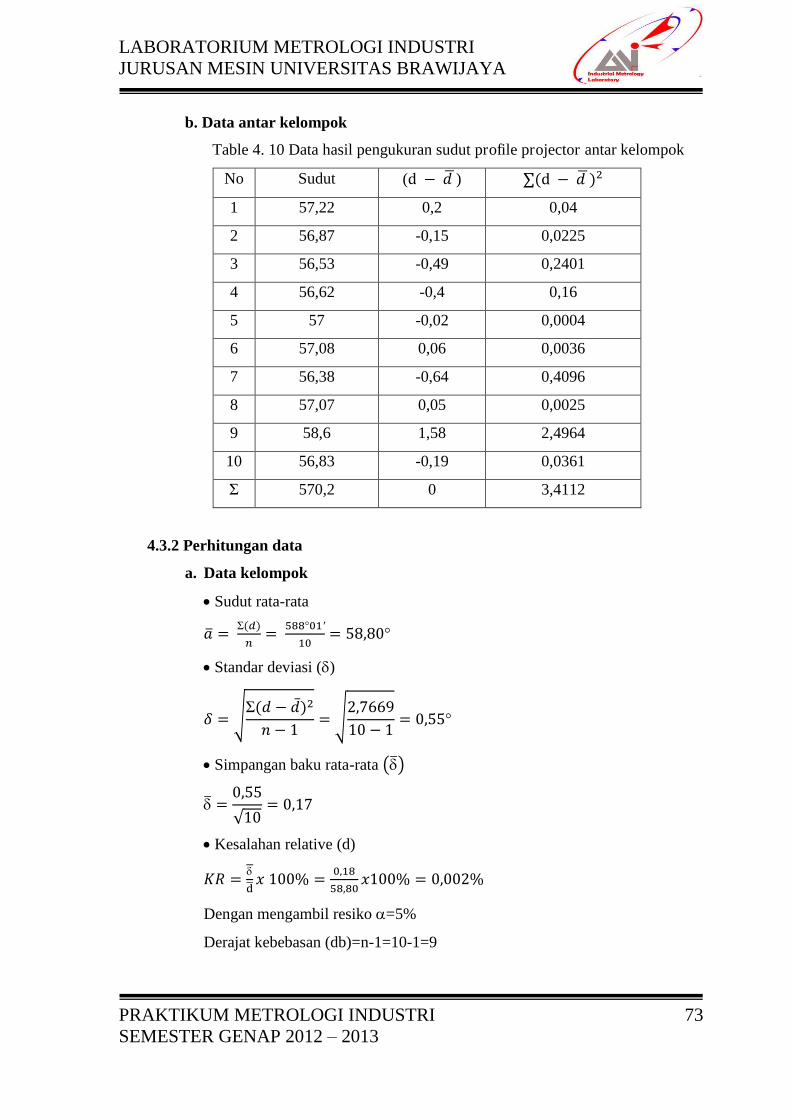
b. Data antar kelompok
Table 4. 10 Data hasil pengukuran sudut profile projector antar kelompok
No Sudut ( )
1 57,22 0,2 0,04
2 56,87 -0,15 0,0225
3 56,53 -0,49 0,2401
4 56,62 -0,4 0,16
5 57 -0,02 0,0004
6 57,08 0,06 0,0036
7 56,38 -0,64 0,4096
8 57,07 0,05 0,0025
9 58,6 1,58 2,4964
10 56,83 -0,19 0,0361
Σ 570,2 0 3,4112
4.3.2 Perhitungan data
a. Data kelompok
Sudut rata-rata Σ
Standar deviasi ()
√Σ √
Simpangan baku rata-rata () √
Kesalahan relative (d)
Dengan mengambil resiko =5%
Derajat kebebasan (db)=n-1=10-1=9

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 74 SEMESTER GENAP 2012 – 2013
( ⁄ ) ( ⁄ )
Interval penduga kesalahan persentase hasil pengujian
( ( ⁄ ) ) ( ( ⁄ ) )
b. Data antar kelompok
Sudut rata-rata Σ
Standar deviasi ()
√Σ √
Simpangan baku rata-rata () √
Kesalahan relative (α)
Dengan mengambil resiko =5%
57,55 61,61

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 75 SEMESTER GENAP 2012 – 2013
Derajat kebebasan (db)=n-1=10-1=9
( ⁄ ) ( ⁄ )
Interval penduga kesalahan persentase hasil pengujian
( ( ⁄ ) ) ( ( ⁄ ) )
4.3.3 Analisa Statistik dan Grafik
4.1.3.1 Uji Normalitas
a. Hipotesa
Ho : Kesalahan pengukuran tidak terdistribusi normal
Hi : Kesalahan pengukuran tidak terdistribusi normal
Dengan mengambil nilai sebesar 5%
Jika p-value 0,05 maka gagal tolak Ho
Jika p-value 0,05 maka tolak Ho
55,64 58,40
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 76 SEMESTER GENAP 2012 – 2013
b. Grafik
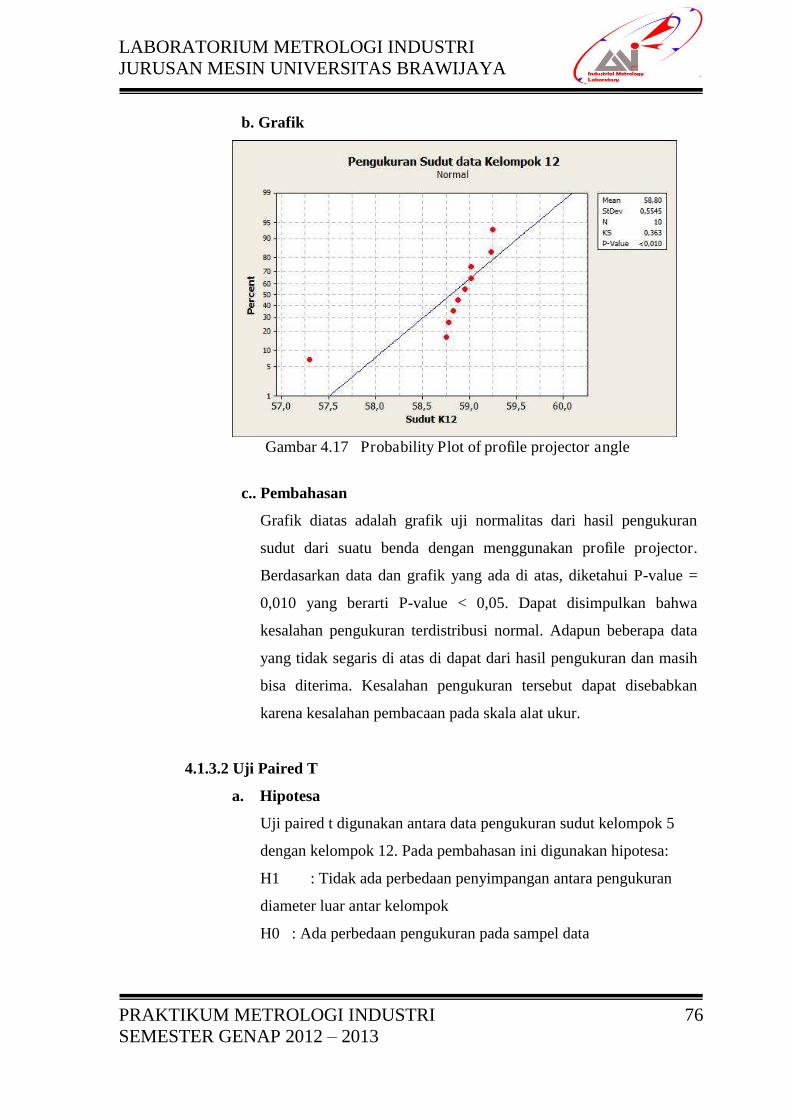
Gambar 4.17 Probability Plot of profile projector angle
c.. Pembahasan
Grafik diatas adalah grafik uji normalitas dari hasil pengukuran
sudut dari suatu benda dengan menggunakan profile projector.
Berdasarkan data dan grafik yang ada di atas, diketahui P-value =
0,010 yang berarti P-value < 0,05. Dapat disimpulkan bahwa
kesalahan pengukuran terdistribusi normal. Adapun beberapa data
yang tidak segaris di atas di dapat dari hasil pengukuran dan masih
bisa diterima. Kesalahan pengukuran tersebut dapat disebabkan
karena kesalahan pembacaan pada skala alat ukur.
4.1.3.2 Uji Paired T
a. Hipotesa
Uji paired t digunakan antara data pengukuran sudut kelompok 5
dengan kelompok 12. Pada pembahasan ini digunakan hipotesa:
H1 : Tidak ada perbedaan penyimpangan antara pengukuran
diameter luar antar kelompok
H0 : Ada perbedaan pengukuran pada sampel data
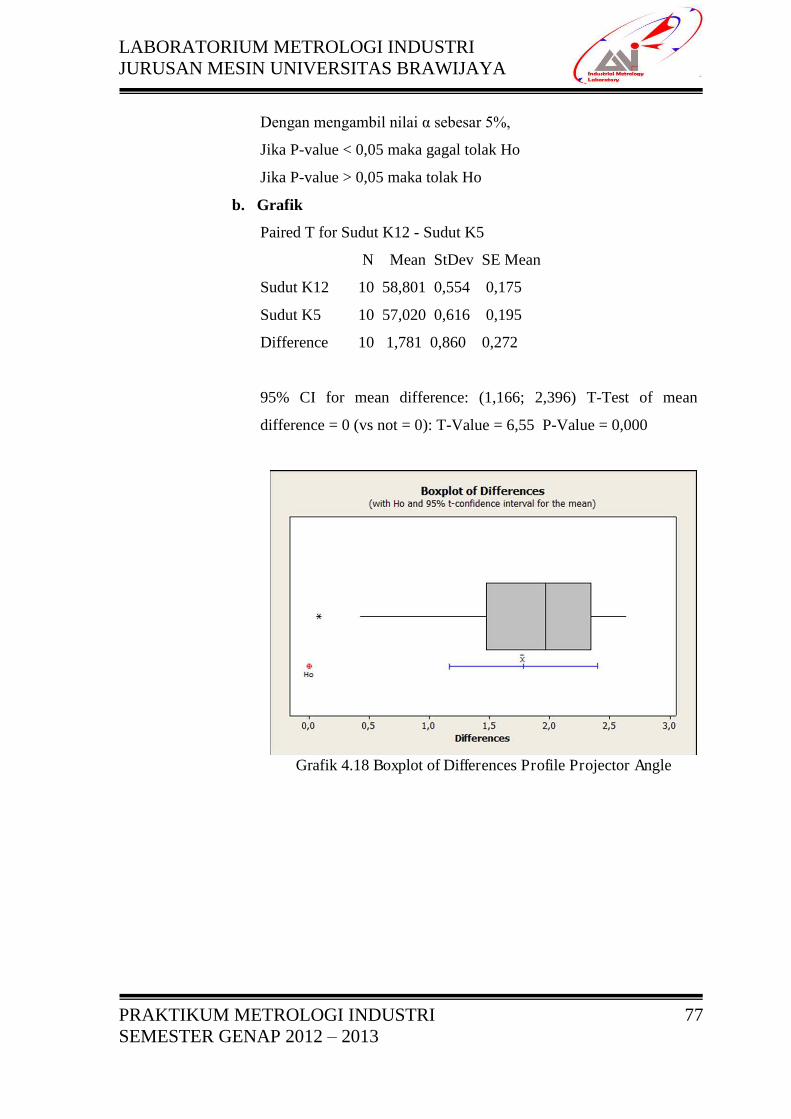
LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 77 SEMESTER GENAP 2012 – 2013
Dengan mengambil nilai α sebesar 5%,
Jika P-value < 0,05 maka gagal tolak Ho
Jika P-value > 0,05 maka tolak Ho
b. Grafik
Paired T for Sudut K12 - Sudut K5
N Mean StDev SE Mean
Sudut K12 10 58,801 0,554 0,175
Sudut K5 10 57,020 0,616 0,195
Difference 10 1,781 0,860 0,272
95% CI for mean difference: (1,166; 2,396) T-Test of mean
difference = 0 (vs not = 0): T-Value = 6,55 P-Value = 0,000
Grafik 4.18 Boxplot of Differences Profile Projector Angle

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 78 SEMESTER GENAP 2012 – 2013
Grafik 4.19 Histogram of Differences Profile Projector Angle
Grafik 4.19 Individual Value Plot of differences Profile Projector Angle
c. Pembahasan
Grafik di atas adalah grafik uji paired T dari data hasil pengukuran
sudut dengan menggunakan profile projector. Di atas terdapat tiga
buah grafik yaitu histogram of difference, boxplot of difference dan
individual value plot of difference. Dari perhitungan ketiga grafik
tersebut diperoleh haraga P-value = 0,000 yang berarrti P-value <
0,05, oleh karena itu kita dapat menolak H0. Sehingga dapat kita
simpulkan bahwa tidak ada perbedaan penyimpangan pengukuran

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 79 SEMESTER GENAP 2012 – 2013
diammeter luar antar kelompok. Namun di dalam grafik di atas juga
terdapat beberapa data hasil pengukuran yang berada diluar daerah
jangkauannya. Hal tersebut bisa terjadi karena faktor kesalahan
pembacaaan harga yang ditunjukkan oleh skala ukur pada profile
projector.

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 80 SEMESTER GENAP 2012 – 2013
BAB V
PENUTUP
5.1 Kesimpulan
Dalam praktikum metrologi industri kali ini digunakan 3 alat ukur yaitu vernier
caliper untuk mengukur diameter luar, diameter dalam dan kedalaman.
Micrometer outside untuk mengukur diameter luar dan profil projector untuk
mengukur sudut
Pada uji normalitas di gunakan hipotesa
Ho : kesalahan pengukuran terdistribusi normal
Hi : kesalahan pengukuran tidak terdistribusi normal
Dimana jika
p-value < 0,05 maka terima Ho
p-value > 0,05 maka tolak Ho
Dari hasil pengukuran di dapatkan data pengukuran yang terdistribusi normal dan
tidak terdistribusi normal. Data pengukuran yang tidak terdistribusi normal
disebabkan oleh :
a. Pengukur lebih dari satu
b. Kesalahan metode pngukuran
c. Kondisi fisik pengukur
d. Kondisi lingkungan
Pada uji paired-t digunakan hipotesa
Ho : tidak ada perbedaan penyimpangan antara pengukuran tiap kelompok
Hi : ada perbedaan penyimpangan antara pengukuran tiap kelompok
Dimana jika
p-value < 0,05 maka terima Ho
p-value > 0,05 maka tolak Ho
Dari hasil pengukuran di dapatkan data pengukuran yang ttidak ada perbedaan dan
ada perbedaan. Data pengukuran yang ada perbedaan disebabkan oleh :
a. Pengukur lebih dari satu
b. Kesalahan metode pngukuran

LABORATORIUM METROLOGI INDUSTRI JURUSAN MESIN UNIVERSITAS BRAWIJAYA
PRAKTIKUM METROLOGI INDUSTRI 81 SEMESTER GENAP 2012 – 2013
c. Kondisi fisik pengukur
d. Kondisi benda ukur dan lingkungan
5.2 Saran
a. Sebaiknya praktikan memperhatikan tata cara atau metode penggunaan alat ukur
agar hasilpengukuran akurat
b. Sebaiknya komunikasi untuk menentukan jadwal asisten antara asisten dan
prktikan dipermudah demi kelancaran praktikum
c. Pengumuman jadwal test alat, praktikum, maupun presentasi harus dipercepat
demi kelancaran praktikum
d. Sebaiknya dikenalkan alat-alat ukur yang lain yang dapat menambah penguetahun
praktikan pada saat praktikum