laporan kerja praktek pt soho industri farmasi muhamad wahid hasyim 2010430058 teknik kimia oke.doc
TRANSCRIPT
HALAMAN KULIT MUKA
LAPORAN KERJA PRAKTEK
DI
PT. SOHO INDUSTRI PHARMASI
(SOHO GLOBAL HEALTH)
KAWASAN INDUSTRI PULO GADUNG
JL RAYA PULO GADUNG NO. 6 JAKARTA
PERIODE 02 SEPTEMBER 2013 – 02 NOVEMBER 2013
TUGAS KHUSUS – MEREDUKSI NILAI TOTAL MIKROBA
DALAM LIMBAH WWTP
OLEH :
MUHAMAD WAHID HASYIM
NIM : 2010430058
FAKULTAS TEKNIK
JURUSAN TEKNIK KIMIA
UNIVERSITAS MUHAMMADIYAH JAKARTA
JAKARTA
2013

HALAMAN PENGESAHAN
JUDUL : LAPORAN KERJA PRAKTEK di PT SOHO INDUSTRI PHARMASI
(SOHO GOBAL HEALTH) - JAKARTA
NAMA : MUHAMAD WAHID HASYIM
NIM : 2010 43 0058
TELAH DIPERIKSA DAN DISYAHKAN OLEH :
JAKARTA, JUNI 2014
Ketua Jurusan Dosen Pembimbing
Dr. Ir. Ismiyati, M.T. NIDN : 0315016001
Irfan Purnawan, S.T. MChemEng NIDN : 03013067902
ii
iii

HALAMAN NILAI DARI PERUSAHAAN
iv
ABSTRAK
Kerja praktek dari tanggal 02 September 2013 - 03 November 2013. Soho Industri Pharmasi (SOHO Global Health) adalah perusahaan yang bergerak di bidang pembuatan dan distribusi produk-produk farmasi. Berlokasi di Jl. Pulo Gadung No.6, dan merupakan salah satu perusahaan yang mentargetkan pasar pada obat herbal atau berbahan dasar alam. Salah satu produk andalannya adalah kapsul Diapet dengan kapasitas unit herbal 700 kg per hari. Dengan jumlah karyawan 1.500 orang, system kerja bergilir dalam 3 shift.
Ekstrak kunyit, daun jambu, kulit delima dan biji koce merupakan salah satu bahan baku dalam produk ekstrak Diapet, yang nantinya akan dijadikan bahan baku pembuatan kapsul Diapet. Di PT Soho Industri Pharmasi, ekstrak kunyit didapatkan dengan cara ekstraksi menggunakan solven alkohol pada suhu 55°C dan evaporasi pada suhu 50-60°C (-50 cmHg). Proses pembuatan ekstrak kunyit dari simplisia sampai menjadi ekstrak, dilakukan di fasilitas obat tradisional (Unit Herbal) yang terdiri dari rangkaian proses pada mesin diskmill, ekstraktor Johar Prima, evaporator, mixer, oven dan granulator. Urutan proses pembuatan ekstrak Diapet yaitu; penghalusan simplisia, ekstraksi, evaporasi, pengeringan, granulasi dan pengayakan.
Unit instalasi pengolahan limbah di PT Soho Industri Pharmasi menggunakan teknologi biological treatment (activated sludge process). Salah satu masalah pada unit pengolahan limbah adalah nilai total mikroba dalam air hasil pengolahan seringkali tidak memenuhi persyaratan yaitu kurang dari 100 cfu (colony forming unit). Tugas khusus yang diberikan adalah mereduksi nilai total mikroba dalam limbah WWTP. Penambahan larutan Poly Alumunium Chloride dengan konsentrasi 10% - 18% sebagai koagulan dan Poly-acrilamide sebanyak 15 – 25 mg/ L sebagai flokulan pada air limbah WWTP. Dapat mereduksi nilai total mikroba dengan baik hingga dibawah 100 cfu (colony forming unit).
Kata kunci : Soho Industri Pharmasi, air limbah, total mikroba, Poly Alumunium Chloride, Poly-acrylilamide, metode pour and spread.
v
KATA PENGANTAR
Alhamdulillahi robbil alamin, puji dan syukur penulis panjatkan kehadirat ALLAH Subhannahu Wa Ta’ala, karena berkat rahmat, taufik dan hidayah-Nya penulis dapat menyelesaikan Laporan Kerja Praktek di PT. Soho Industri Pharmasi (SOHO global Health). Dalam penelitian ini penulis banyak mendapatkan bimbingan dan dukungan serta pengarahan baik secara moril maupun materil dari semua pihak. Oleh karena itu, dengan segenap kerendahan dan kesungguhan hati penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada: 1). Dr. Ir. Ismiyati, MT, selaku Ketua Jurusan Teknik Kimia FT Universitas
Muhammadiyah Jakarta selaku pembimbing akademis yang telah memberikan bimbingan dan bantuan selama penulis menempuh pendidikan di Jurusan Teknik Kimia FT Universitas Muhammadiyah Jakarta.
2). Ir. Hartini HS, selaku koordinator kerja praktek.3). Irfan Purnawan, ST. MChemEng, selaku pembimbing kerja praktek yang telah
memberikan kesempatan untuk melakukan kerja praktek ini, serta banyak memberikan bimbingan, ilmu, saran, motivasi, dan bantuan lainnya yang sangat bermanfaat selama penelitian.
4). Dian Cahyaningtyas, SSi Apt, selaku manager QA PT. Soho Industri Pharmasi.5). Sriyanto, ST selaku manager HSE.6). Duan Anderson, selaku Supervisor Penanggung jawab untuk unit WWTP PT. Soho
Industri Pharmasi.7). Joni dan Muslim, selaku selaku operator unit WWTP PT. Soho Industri Pharmasi.8). Team mikrobiologi. dan team analisa limbah dan seluruh karyawan PT. Soho
Industri Pharmasi atas bantuannya.9). Seluruh karyawan PT. Soho Industri Pharmasi (SOHO Global Health) atas
bantuannya10). Seluruh staf pengajar, karyawan, dan asisten dosen Jurusan Teknik Kimia FT
Universitas Muhammadiyah Jakarta yang telah membantu penulis selama masa pendidikan dan penelitian. Semua pihak yang tidak dapat disebutkan namanya satu persatu yang telah
membantu dengan ikhlas baik secara langsung maupun tidak langsung dalam proses Kerja Praktek di PT. Soho Industri Pharmasi ini.
Penulis berharap semoga semua jasa dan bantuan yang telah diberikan akan mendapatkan balasan dan ridho dari ALLAH Subhannahu Wa Ta’ala. Penulis menyadari sepenuhnya bahwa dalam penyusunan laporan penelitian ini masih banyak kekurangan dan jauh dari sempurna. Untuk itu penulis mengharapkan segala kritik dan saran yang mendukung dan bermanfaat dari para pembaca. Akhir kata penulis menghaturkan permohonan maaf atas segala kekurangannya dan mengucapkan terima kasih atas segala perhatiannya.
Jakarta, 28 November 2013 Penulis
DAFTAR ISI
HALAMAN KULIT MUKA...............................................................................................iHALAMAN PENGESAHAN............................................................................................iiLEMBAR PERSETUJUAN..............................................................................................iiiHALAMAN NILAI DARI PERUSAHAAN....................................................................ivABSTRAK..........................................................................................................................vKATA PENGANTAR.......................................................................................................viDAFTAR ISI....................................................................................................................viiDAFTAR GAMBAR.........................................................................................................ixDAFTAR TABEL...............................................................................................................xDAFTAR LAMPIRAN......................................................................................................xi
BAB I. PENDAHULUAN..................................................................................................11.1. Latar Belakang..............................................................................................11.2. Maksud dan Tujuan Pendirian Pabrik...........................................................3
1.2.1. Pengertian Industri Farmasi.................................................................31.2.2. Cara Pembuatan Obat yang Baik (CPOB)............................................41.2.3. Maksud dan Tujuan Pendirian Pabrik..................................................5
1.3. Sejarah Pabrik...............................................................................................51.4. Produk...........................................................................................................61.5. Bahan Baku dan Proses.................................................................................6
1.5.1. Penerimaan dan Penyimpanan Bahan Baku.........................................61.5.2. Proses Penimbangan Bahan Baku Obat Tradisional............................71.5.3. Proses Produksi.....................................................................................8
BAB II. TINJAUAN PUSTAKA.....................................................................................102.1. Bahan Baku dan Bahan Tambahan.............................................................10
2.1.1. Kunyit...................................................................................................102.1.2. Daun Jambu Biji..................................................................................132.1.3. Kulit Delima........................................................................................132.1.4. Biji Koce..............................................................................................142.1.5. Alkohol.................................................................................................152.1.6. Bahan lain-lain....................................................................................16
2.2. Produk.........................................................................................................162.2.1. Ekstrak Diapet.....................................................................................16
2.3. Proses Pengolahan.......................................................................................162.3.1. Ekstraksi Minyak Atsiri........................................................................162.3.2. Evaporasi.............................................................................................172.3.3. Pengeringan.........................................................................................18
2.4. Macam-Macam Proses Pembuatan Produk Herbal.....................................192.4.1. Tahap persiapan..................................................................................192.4.2. Tahap pengolahan...............................................................................19
BAB III. TINJAUAN PABRIK........................................................................................213.1. Deskripsi Proses..........................................................................................21
3.3.1. Langkah Proses Produksi....................................................................213.3.2. Diagram Blok Proses Tahap I dan III.................................................243.3.3. Diagram Blok Proses Tahap II dan IV................................................253.3.4. Diagram Blok Proses Tahap V dan VI...............................................26
3.3.5. Diagram Alir Proses Tahap I dan III..................................................273.3.6. Diagram Alir Proses Tahap II dan IV.................................................283.3.7. Diagram Alir Proses Tahap V dan VI.................................................29
3.2. Data Peralatan Utama..................................................................................303.2.1. Persiapan bahan simplisia..................................................................303.2.2. Ekstraksi..............................................................................................303.2.3. Evaporasi.............................................................................................303.2.4. Mixing..................................................................................................303.2.5. Pengeringan.........................................................................................313.2.6. Pengayakan..........................................................................................31
3.3. Penanganan Bahan Proses (Bahan Baku, bahan pembantu dan produk)....313.4. Utilitas.........................................................................................................31
3.4.1. System HVAC (Heating Ventilation Air Conditioning).......................323.4.2. Sistem Pengolahan Air Murni.............................................................33
3.5. Laboratorium...............................................................................................343.5.1. Laboratorium Departemen QC............................................................343.5.2. Laboratorium Analytical Development Method..................................353.5.3. Laboratorium Formulation Development............................................35
3.6. Tata Letak Pabrik........................................................................................353.7. System Keselamatan dan Kesehatan Kerja.................................................36
BAB IV. MANAJEMEN PABRIK..................................................................................394.1. Visi dan Misi Perusahaan............................................................................39
4.1.1. Visi SOHO Global Health...................................................................394.1.2. Misi SOHO Global Health..................................................................40
4.2. Organisasi Perusahaan................................................................................424.2.1. Quality Operation Division.................................................................424.2.2. Manufacturing Division.......................................................................474.2.3. Supply Chain Division.........................................................................474.2.4. Riset and Development Division..........................................................48
4.3. Sistem Kerja................................................................................................484.4. Jaminan Sosial dan Kesehatan....................................................................494.5. Pemasaran...................................................................................................50BAB V. TUGAS KHUSUS - MEREDUKSI NILAI TOTAL MIKROBA DALAM
LIMBAH WWTP..............................................................................................................525.1. Latar Belakang............................................................................................525.2. Landasan Teori............................................................................................53
5.2.1. Karakteristik Mikroorganisme.............................................................535.2.2. Metode Penghitungan dan Identifikasi Mikroba.................................54
5.3. Metodologi..................................................................................................575.3.1. Proses Pengolahan Limbah di PT. Soho Industri Pharmasi...............575.3.2. Prosedur Penelitian.............................................................................655.3.3. Analisa Total Mikroba.........................................................................66
5.4. Hasil Pengamatan dan Pembahasan............................................................675.5. Kesimpulan.................................................................................................68
BAB VI. KESIMPULAN DAN SARAN.........................................................................696.1. Kesimpulan.................................................................................................696.2. Saran...........................................................................................................69
DAFTAR PUSTAKA.......................................................................................................70
DAFTAR GAMBAR
Gambar 2.1. Kunyit (Curcuma domestica val).............................................................10Gambar 3.1. Diagram Blok Proses Tahap I dan III.....................................................24Gambar 3.2. Diagram Blok Proses Tahap II dan IV....................................................25Gambar 3.3. Diagram Blok Proses Tahap V dan VI....................................................26Gambar 3.4. Diagram Alir Proses Tahap I dan III......................................................27Gambar 3.5. Diagram Alir Proses Tahap II dan IV.....................................................28Gambar 3.6. Diagram Blok Proses Tahap V dan VI....................................................29Gambar 4.1. Struktur Organisasi Supply and Operation Division...............................42Gambar 4.2. Struktur Organisasi Quality Operation Division....................................42Gambar 4.3. Struktur Organisasi Quality Assurance Department...............................43
Gambar 4.4. Struktur Organisasi Quality Control Department for PT. Soho Industri Pharmasi.......................................................................................................................45Gambar 4.5. Struktur Organisasi Quality Control Department for PT. Ethica Industri Farmasi.........................................................................................................................45Gambar 4.6. Struktur Organisasi Validasi and Documentation Department.............47Gambar 4.7. Struktur Organisasi Supply Chain Division............................................47Gambar 4.8. Struktur Riset and Development Division................................................48Gambar 5.1. Metode Direct Microscope Count...........................................................54Gambar 5.2. Metode Pour and Spread Plate................................................................55Gambar 5.3. Metode Membrane Filtration..................................................................56Gambar 5.4. Multiple Fermentation.............................................................................57Gambar 5.5. Equalization tank Ethica & Equalization Product.................................58Gambar 5.6. Anaerob Tank..........................................................................................58Gambar 5.7. pH Meter Reactor Tank...........................................................................58Gambar 5.8. Equalization Mixing Tank.......................................................................59Gambar 5.9. Aerasi Tank..............................................................................................59Gambar 5.10. pH Meter Equalization Tank.................................................................59Gambar 5.11. Coagulation Tank..................................................................................61Gambar 5.12. Sedimentasi Tank...................................................................................61Gambar 5.13. Klorinasi Tank.......................................................................................61Gambar 5.14. Carbon Filter Tank................................................................................62Gambar 5.15. Sand Filter Tank....................................................................................62Gambar 5.16. Tangki Bahan Kimia (PA, Klorin, NaOH dan KCl)..............................62Gambar 5.71. Panel Kontrol Unit WWTP....................................................................63Gambar 5.18. Sludge Tank..........................................................................................63Gambar 5.19. Filter Press............................................................................................64Gambar 5.20. Limbah yang akan dipindahkan ke TPS limbah B3...............................64Gambar 5.21. Kolam ikan sebagai kolam pengontrol..................................................64
DAFTAR TABEL
Contents
Tabel 5.1. Hasil Perhitungan Koloni Mikroba............................................................67
DAFTAR LAMPIRAN
s
Lampiran 1. Gambar Pour Plate Metode.....................................................................72
Lampiran 2. Sistem Wastewater Treatment Plan.........................................................77Lampiran 3. Tabel Konversi Alkohol...........................................................................78Lampiran 4. Layout Pabrik PT. Soho Industri Pharmasi.............................................79
1
BAB I. PENDAHULUAN
1.1. Latar Belakang
Perkembangan pembuatan dan penggunaan obat terus berkembang dinamis dari
masa ke masa. Pada awalnya obat digunakan secara empiris dari tumbuhan. Yang
kemudian seiring berkembangnya ilmu pengetahuan. Pembuatan obat didasarkan pada
kandungan zat yang sudah diketahui zat aktif dan fungsinya. Pada abad ke 8 dimana
masa kejayaan kekhalifahan islam, bidang farmakologi dan farmasi berkembang menjadi
lebih baik. Para ilmuan islam telah berhasil melakukan penelitian ilmiah mengenai
komposisi, dosis, penggunaan, dan efek obat-obatan sederhana maupun campuran. Pada
masa dinasti kalifah Abassiyah secara resmi dan profesional bidang farmasi terpisah dari
bidang kedokteran. Dengan terpisahnya dari bidang kedokteran, penelitian di bidang
farmasi semakin cepat berkembang. Penelitian semakin intensif dilakukan dalam
investigasi terhadap berbagai bahan alam di dunia yang dapat dipergunakan sebagai
bahan obat. Toko-toko obat dan Apotek mulai didirikan pada masa tersebut (Republika,
2013).
Pemerintahan selain menyediakan sarana seperti laboratorium untuk penelitian
juga juga bertindak sebagai pengawas. Dengan menggunakan perpanjangan tangan yang
disebut Al Muhtasib. Melakukan pengawasan yang ketat untuk menghindari penggunaan
bahan berbahaya dalam obat. Semua itu dilakukan untuk melindungi masyarakat dari
bahaya obat-obatan yang tidak sesuai dengan aturan. Umat islam mendominasi bidang
farmasi sampai abad ke 17. Di Eropa, bidang farmasi mulai berkembang di abad ke 12.
Dalam perkembangannya banyak meniru dan mengadopsi ilmu farmasi dari para ilmuan
islam. Seiring zaman keemasan islam memudar. Bidang farmasi sampai dengan sekarang
berhasil dikuasai oleh barat (Republika, 2013).
Penggunaan obat berbahan alam mulai bergeser dengan mulai berkembangnya
obat dari bahan sintetik. Hal ini berkaitan dengan bergesernya pola penyakit dengan
banyak munculnya penyakit-penyakit yang berhubungan dengan infeksi. Penggunaan
bahan alam yang berefek lambat dinilai tidak efektif dalam menanggulangi penyakit
tersebut. Sampai dengan periode tahun 1970. Banyak dikembangkan obat dengan bahan
baku sintetis seperti antibiotik yang dapat menanggulangi penyakit akibat infeksi dengan
cepat. Seiring perkembangan teknologi, penelitian yang dilakukan telah banyak berhasil
2
menemukan turunan-turunan antibiotic yang dapat menangulangi penyakit dengan lebih
cepat.
Tetapi seiring berkembangnya teknologi dan tingkat kehidupan penduduk dunia.
pola hidup dan perubahan lingkungan mengakibatkan pola penyakit juga bergeser dari
yang semula lebih banyak diakibatkan oleh pengaruh jasad renik. Menjadi penyakit yang
disebut dengan penyakit metabolic dan degenerative. Penyakit metabolic dikarenakan
mengkonsumsi makanan dengan tidak terkendali, contoh penyakitnya adalah diabetes,
hiperlipidemia (kolesterol tinggi), asam urat dll. Sedangkan penyakit degenerative
diakibatkan oleh gangguan faal tubuh yang sejalan dengan proses degenerasi atau
penurunan fungsi tubuh, contoh penyakitnya adalah rematik, ulcer, Alzheimer dll.
Pengobatan penyakit metabolic maupun degenerative memerlukan proses yang
tidak bisa dilakukan dengan cepat.Sedangkan penggunaan obat sintetis atau istilahnya
obat modern dengan penggunaan dalam jangka panjang. Dikhawatirkan akan
menimbulkan efek samping yang akan terakumulasi dan semakin merugikan kesehatan.
Penggunaan obat berbahan alam atau obat tradisional yang dapat dipergunakan dalam
waktu lama, karena memiliki efek samping yang sangat kecil. Dinilai lebih sesuai untuk
pengobatan penyakit jenis ini. Dengan meningkatnya akses publik akan informasi
kesehatan dan pemahaman akan efek samping obat sintetis atau kimia. Masyarakat
semakin banyak yang memilih untuk menggunakan obat berhana dasar dari alam.
Selama tiga dekade terakhir, terjadi perubahan yang substansial terhadap penggunaan
obat bahan alam di berbagai belahan dunia.
Untuk obat bahan alam yang berada dipasaran khususnya di Indonesia.
Berdasarkan peraturan Kepala BPOM No. Hk.00.05.4.1384 tahun 2005 pada pasal 1.
Obat berbahan alam diterangkan sebagai berikut :
(1) Obat tradisional, adalah bahan atau ramuan bahan yang berupa bahan tumbuhan,
bahan hewan, bahan mineral, sediaan sarian (galenik) atau campuran bahan tersebut
yang secara turun temurun telah digunakan untuk pengobatan berdasarkan
pengalaman.
(2) Jamu, adalah obat tradisional Indonesia
(3) Obat herbal terstandar, adalah sediaan obat bahan alam yang telah dibuktikan
keamanan dan khasiatnya secara ilmiah dengan uji praklinik dan bahan bakunya
telah distandarisasikan.

3
(4) Fitofarmaka, adalah sediaan obat bahan alam yang telah dibuktikan keamanan dan
khasiatnya secara ilmiah dengan uji praklinik dan klinik, bahan baku dan produk
jadinya telah distandarisasi.
(5) Sediaan galenik, adalah hasil ekstrak simplisia yang berasal dari tumbuh-tumbuhan
atau hewan.
PT. Soho Industri Pharmasi adalah salah satu perusahaan farmasi di Indonesia
yang tidak hanya mengembangkan produk obat sintetis. Tetapi juga mengembangkan
obat berbahan dasar dari alam.
1.2. Maksud dan Tujuan Pendirian Pabrik
1.2.1. Pengertian Industri Farmasi
Menurut Peraturan Menteri Kesehatan Republik Indonesia
No.1799/Menkes/Per/XII/2010 tentang Industri Farmasi, usaha industri farmasi wajib
memenuhi persyaratan sebagai berikut :
(1) Setiap pendirian Industri Farmasi wajib memperoleh izin industri farmasi dari
Direktur Jenderal Bina Kefarmasian dan Alat Kesehatan.
(2) Industri Farmasi yang membuat obat dan/atau bahan obat yang termasuk dalam
golongan narkotika wajib memperoleh izin khusus untuk memproduksi narkotika
sesuai dengan ketentuan peraturan perundang-undangan.
Persyaratan Usaha Industri Farmasi Persyaratan untuk memperoleh izin Industri
Farmasi terdiri atas :
(1) Berbadan usaha berupa perseroan terbatas.
(2) Memiliki rencana investasi dan kegiatan pembuatan obat.
(3) Memiliki Nomor Pokok Wajib Pajak.
(4) Memiliki secara tetap paling sedikit 3 (tiga) orang apoteker Warga Negara
Indonesia, masing-masing sebagai penanggung jawab pemastian mutu, produksi,
dan pengawasan mutu.
(5) Komisaris dan direksi tidak pernah terlibat, baik langsung maupun tidak langsung
dalam pelanggaran peraturan perundang-undangan di bidang kefarmasian.
Setiap pendirian industri farmasi wajib memenuhi ketentuan sebagaimana diatur
dalam peraturan perundang-undangan di bidang tata ruang dan lingkungan hidup.
Industri Farmasi wajib memenuhi persyaratan CPOB. Pemenuhan persyaratan CPOB
dibuktikan dengan sertifikat CPOB. Sertifikat CPOB berlaku selama 5 (lima) tahun
sepanjang memenuhi persyaratan. Ketentuan mengenai persyaratan dan tata cara

4
sertifikasi CPOB diatur oleh Kepala Badan Pengawasan Obat dan Makanan. Izin
usaha industri farmasi diberikan oleh Direktur Jenderal Bina Kefarmasian dan Alat
Kesehatan Kementrian Kesehatan RI dengan rekomendasi dari kepala Badan
Pengawasan Obat dan Makanan (Badan POM).
Izin ini berlaku seterusnya selama perusahaan industri farmasi tersebut
berproduksi dan memenuhi ketentuan peraturan perundang-undangan. Industri farmasi
yang akan melakukan perubahan bermakna terhadap pemenuhan persyaratan CPOB,
baik untuk perubahan kapasitas dan/atau fasilitas produksi wajib melapor dan mendapat
persetujuan sesuai ketentuan perundang-undangan. Perusahaan industri farmasi yang
telah mendapat izin usaha industri wajib:
(1) Menyampaikan laporan industri secara berkala mengenai kegiatan usahanya yaitu
sekali dalam enam bulan, meliputi jumlah dan nilai produksi setiap obat atau bahan
obat yang dihasilkan serta sekali dalam satu tahun. Laporan industri farmasi
disampaikan kepada Direktur Jenderal Bina Kefarmasian dan Alat Kesehatan
Kementrian Kesehatan RI dengan tembusan kepada Kepala Badan. Laporan dapat
dilaporkan secara elektronik.
(2) Melaksanakan upaya keseimbangan dan kelestarian sumber daya alam serta
pencegahan timbulnya kerusakan dan pencemaran terhadap lingkungan hidup
akibat kegiatan industri farmasi yang dilakukannya.
(3) Melaksanakan upaya yang menyangkut keamanan dan keselamatan alat, bahan
baku dan bahan penolong, proses serta hasil produksinya termasuk
pengangkutannya dan keselamatan kerja.
(4) Melakukan Analisa Mengenai Dampak Lingkungan (AMDAL) yang berlaku bagi
jenis-jenis industri yang telah ditetapkan dan kewajiban untuk melakukannya
setelah memperoleh Izin Usaha Industri Farmasi.
1.2.2. Cara Pembuatan Obat yang Baik (CPOB)
WHO pada tahun 1969 telah mengajukan konsep Good Practices In The
Manufacture. Penetapan dasar-dasar pembuatan obat yang baik di Indonesia bermula
sejak dibentuknya panitia penyusunan panduan operasional Cara Pembuatan Obat yang
Baik (CPOB). Tahun 1988 telah ditetapkan pedoman CPOB dengan SK Menkes RI
No.43/Menkes/SK/II/1988. Terakhir pada tahun 1989 dikeluarkan kebijakan tentang
penerapan CPOB di industri farmasi yang aturannya terdapat dalam SK Dirjen POM
No.05411/A/SK/XII/1989.
5
Cara Pembuatan Obat yang Baik (CPOB) bertujuan untuk menjamin obat dibuat
secara konsisten, memenuhi persyaratan yang ditetapkan dan sesuai dengan tujuan
penggunaan. CPOB mencakup seluruh aspek produksi dan pengendalian mutu (CPOB,
2006).
1.2.3. Maksud dan Tujuan Pendirian Pabrik
PT. SOHO Industri Pharmasi adalah perusahaan yang bergerak di bidang
pembuatan dan distribusi produk-produk farmasi. Perusahaan ini berdiri pada tanggal 18
Juli 1951 sebagai sister company dari PT Ethica Industri Farmasi. Perusahaan ini
didirikan dalam rangka memenuh supplai dan kebutuhan masyarakat akan produk obat
yang berkualitas dan berstandar. Jika PT. Ethica Industri Farmasi lebih mengarah ke
pasar khusus yaitu produk obat injeksi dan produk obat cephalosporin. Sedangkan PT.
Soho mengarah kepada pasar produk obat ethical, OTC(over the counter) atau obat bebas
dan herbal atau berbahan dasar alam.
1.3. Sejarah Pabrik
PT. Soho Industri Pharmasi pada awal berdirinya hanya menempati beberapa
ruangan di PT. Ethica Industri Farmasi. Yang pada saat itu PT. Ethica sendiri masih
berlokasi di Jalan Gunung Sahari XII No. 11 Jakarta. Kemudian pada bulan maret 1959
dipindahkan dengan menyewa gedung milik N.V. Geo Wehry yang berlokasi di Jalan
Lodan No. 9. Seiring dengan perkembangan bisnis yang semakin pesat sehingga
membutuhkan kapasitas produksi yang lebih besar. Pihak menejemen memutuskan
untuk mengalohkan lokasi pabrik ke Kawasan Industri Pulo Gadung di Jalan Pulo
Gadung No. 6 sampai dengan sekarang.
Dalam perkembangannya, di tahun 1996 PT. SOHO mulai memasuki pasar obat
bebas. Perusahaan ini mendapat predikat “The fastest growing company among top
twenty pharmaceutical companies” atau dikenal juga sebagai “Pioneer & trendsetter
natural medicine” di pasar resep. Perusahaan ini juga secara konsisten melaksanakan
CPOB dan juga telah menerapkan sistem manajemen mutu ISO 9001 : 2000.
Selain PT. Soho terdapat juga PT. Parit Padang Global yang bergerak dalam
bidang distribusi produk farmasi adalah salah satu sister company PT Ethica Industri
Farmasi. Pada mulanya ketiga perusahaan yang dimiliki oleh satu pemilik itu berjalan
sendiri-sendiri. Mulai tahun 2006, saat generasi kedua, Tan Eng Liang memutuskan
untuk menempatkan ketiga perusahaan dibawah satu payung, SOHO Group. SOHO
6
Group mulai mengadopsi kerangka kerja Balanced Scorecard untuk menerapkan strategi
menjadi tujuan operasional yang mengarahkan perilaku dan kinerja pegawai. Pada tahun
2012, SOHO Group telah memperkerjakan 6.000 orang. Pada Oktober 2013, SOHO
Group beralih nama menjadi SOHO Global Health.
1.4. Produk
Produk-produk kategori obat tradisional PT Soho Industri Pharmasi (SOHO
Global Health) yang telah memenuhi persyaratan CPOB adalah :
(1) Tablet salut gula, contohnya: Curcuma, Imboost
(2) Kapsul, contohnya: Diapet NR
(3) Sirup, contohnya: Magozai, Curcuma Plus dan Curcuma emulsion
(4) Sachet, contohnya: Laxing
(5) Ekstrak, contohnya: Ekstrak Dehaf, ekstrak mengkudu, ekstrak diapet
1.5. Bahan Baku dan Proses
Untuk fasilitas obat tradisional PT. Soho Industri Farmasi telah terstandar dan
memenuhi persyaratan CPOB. Alur proses fasilitas obat tradisional meliputi :
1.5.1. Penerimaan dan Penyimpanan Bahan Baku
Khusus untuk bahan baku obat tradisional yaitu simplisia, alkohol dan bahan
mudah terbakar disimpan di site gudang Rawa Kepiting. Prosedur penerimaan barang di
gudang adalah sebagai berikut :
(1) Barang yang datang diterima oleh petugas gudang dan akan dilakukan checking
sesuai prosedur oleh pihak gudang dan ditempel label karantina (kuning). Pihak
gudang akan membuat laporan penerimaan barang dengan mengisi formulir LPB
(Lembar Penerimaan Barang). Sementara barang sementara disimpan di area
karantina.
(2) LPB tersebut akan dikirim lalu diperiksa oleh bagian QC dengan melampirkan
Certificate of Analysis (CoA) dari supplier. Setelah LPB diterima QC, dari pihak QC
akan melakukan sampling terhadap barang seuai dengan yang tercantum di LPB.
(3) QC akan melakukan analisa, apabila hasil analisa sesuai dengan spesifikasi yang
telah ditetapkan. Maka barang tersebut akan diluluskan dan label karantina akan
diganti dengan label release (hijau) lalu barang tersebut akan dimasukkan ke
gudang.
7
(4) Apabila barang yng diterima ternyata tidak sesuai dengan spesifikasi, maka akan
ditempelkan label reject (berwarna merah).
(5) Pengeluaran barang dari gudang berdasarkan Purchase Requestion (PR) atau
Material Request (MR) yang dilakukan dengan menerapkan prinsip First In First
Out (FIFO) dan First Expired First Out (FEFO).
Area penyimpanan hendaknya memiliki kapasitas yang memadai untuk
menyimpan dengan rapi dan teratur berbagai macam bahan dan produk seperti bahan
awal dan bahan pengemas, produk antara, produk ruahan dan produk jadi, produk dalam
status karantina, produk yang telah diluluskan, produk yang ditolak, produk yang
dikembalikan atau produk yang ditarik dari peredaran. Area penyimpanan didesain atau
disesuaikan untuk menjamin kondisi penyimpanan yang baik; terutama area tersebut
harus bersih, kering dan mendapat penerangan yang cukup serta dipelihara dalam batas
suhu yang dittetapkan (Pedoman CPOB, 2006).
Tempat penyimpanan bahan baku harus disesuaikan dengan sifat fisika kimia
dari bahan tersebut. Tujuannya untuk menghindarkan pengaruh udara, suhu, kelembaban,
dan cahaya, serta mencegah pencemaran. Dalam penyimpanannya bahan baku harus
diletakkan di atas palet, dalam wadah yang tertutup rapat, terhindar dari cahaya matahari
langsung, dan tidak berdekatan dengan sumber panas. Penyimpanan material dibedakan
berdasarkan suhu simpan, yaitu suhu simpan pada suhu ruangan (dibawah 30C, untuk
produk yang stabil terhadap panas). Suhu 15-25C untuk produk liquid seperti suspensi
dan emulsi. Suhu dingin (2-8C) untuk bahan ekstrak cair atau ekstrak buah dan bahan-
bahan yang zat aktifnya tidak tahan panas.
1.5.2. Proses Penimbangan Bahan Baku Obat Tradisional
(1) Penimbangan dan penyerahan bahan awal adalah bagian dari siklus produksi yang
memerlukan dokumentasi serta rekonsiliasi yang lengkap. Hanya bahan awal yang
sudah dinyatakan lulus atau release saja dan belum daluarsa yang boleh diserahkan.
Dalam menghindari kontaminasi silang. Dalam proses penimbangan sangat
memperhatikan beberapa hal berikut :
(2) Sebelum dilakukan penimbangan pastikan ruangan, alat, wadah, dan palet sudah
dalam keadaan bersih dan kering.
(3) Hanya bahan obat dengan label hijau (status release) yang dapat ditimbang.
(4) Timbangan yang akan digunakan harus diverifikasi setiap hari dengan menggunakan
batu timbang yang disesuaikan dengan rentang penimbangan yang sering digunakan.
8
(5) Karyawan yang melakukan penimbangan wajib memakai perlengkapan APD,
seperti: pakaian khusus produksi, masker kain, sepatu khusus, dan sarung tangan.
(6) Setelah dilakukan penimbangan, ruangan dan peralatan timbang harus dibersihkan.
(7) Bahan baku atau simplisia yang sudah ditimbang sesuai dengan dokumen
pengolahan selanjutnya disimpan sementara di ruang staging bahan baku.
1.5.3. Proses Produksi
Gedung produksi Obat Tradisional terdiri dari 3 lantai. Di lantai satu terdiri dari
ruang ganti sepatu dan pakaian karyawan, ruang ganti sepatu dan pakaian staff, ruang
supervisor, ruang minum dan ruangan WIP tempat penyimpanan bahan ekstrak dan
ruang staging bahan baku simplisia. Di lantai dua terdiri dari ruang penghalusan bahan,
ruang WIP bahan baku simplisia yang sudah dihaluskan, ruang ekstraksi, ruang
evaporasi, ruang pengeringan, ruang pengemasan primer, ruang IPC dan ruang cuci.
Sementara ruangan produksi di gedung OT sendiri dikelompokkan menjadi dua
kelas. Yaitu kelas E dan kelas F. Ruang kelas E digunakan untuk produksi sediaan
nonsteril untuk tujuan penggunaan oral dan pengemasan primer, sedangkan kelas F
digunakan untuk ruang pengemasan primer.
Aktivitas ekstraksi simplisia dilakukan oleh departemen SCEP. Sebagian proses
ekstraksi simplisia yang dilakukan secara toll-out karena keterbatasan kapasitas mesin.
Simplisia yang diperoleh dari warehouse akan dihaluskan terlebih dahulu. Setelah
dihaluskan, bahan baku akan diekstraksi dengan metode maserasi dalam tangki. Maserasi
dapat dilakukan hingga empat sampai lima kali. Ekstraksi dilakukan menggunakan dua
pelarut, yaitu air dan alkohol 70%. Dari hasil ekstraksi, akan diperoleh ekstrak cair yang
selanjutnya akan dievaporasi di tangki evaporator untuk menghasilkan ekstrak kental.
Lama proses evaporasi kurang lebih 7-12 jam. Pelarut alkohol dapat memakan waktu
paling lama 9 jam, sedangkan untuk pelarut air kurang lebih 12 jam. Ekstrak kental yang
diperoleh dari proses evaporasi selanjutnya akan diolah menjadi ekstrak kering. Proses
yang digunakan dalam pembuatan ekstrak kering adalah granulasi basah. Bahan
pengisi/filler akan ditambahkan dalam ekstrak kental, kemudian dilakukan pencampuran
dalam mesin dengan agitator didalamnya. Setelah dilakukan pencampuran, akan
diperoleh ekstrak setengah kering. Ekstrak setengah kering tersebut kemudian
dikeringkan dalam oven hingga kadar air mencapai yang dipersyaratkan, yaitu kurang
dari 4%. Pengeringan dalam oven dilakukan pada suhu 90°C dengan massa kurang lebih
300 kg selama 20-30 jam. Ekstrak kering yang diperoleh akan dihaluskan dengan ayak
9
kering. Setelah selesai diayak, ekstrak kering tersebut selanjutnya diuji oleh bagian QC
untuk memperoleh label released sehingga proses selanjutnya dapat dilanjutkan. Hal-hal
yang dianalisa oleh QC antara lain kadar senyawa aktif, indeks bias, bulk density, kadar
air, % lolos mesh, dan mikrobiologi. Dari hal-hal tersebut, permasalahan yang paling
sering dihadapi adalah kadar mikroba diatas ambang yang telah ditentukan. Hal yang
dapat dilakukan untuk mengatasi permasalahan tersebut adalah membawa ekstrak kering
tersebut ke BATAN untuk dilakukan proses radiasi. Ekstrak kering yang telah
memperoleh label released selanjutnya diserahkan ke warehouse untuk disimpan sesuai
dengan kondisi yang dibutuhkan.
10
BAB II. TINJAUAN PUSTAKA
2.1. Bahan Baku dan Bahan Tambahan
2.1.1. Kunyit
Gambar 2.1. Kunyit (Curcuma domestica val)
www.treeyopermaculture.files.wordpress.com/2013/01/turmeric_art.jpg
www.majalahmuslimsehat.com/wp-content/uploads/2012/10/kunyit-si-bumbu-dapur-
yang-kaya-manfaat.jpg
Kunyit adalah salah satu jenis tanaman yang sangat umum digunakan sebagai
salah satu bahan bumbu makanan, obat tradisional, pewarna alami dan lain-lain.
Tanaman herba berimpang yang termasuk keluarga jahe-jahean (Zingiberaceae) adalah
tanaman asli dari Asia tenggara. Penyebarannya di daerah Semenanjung Melayu, pulau
Sumatera dan pulau Jawa serta menyebar sampai Australia. Tanaman ini juga menyebar
cepat dari Asia tenggara ke wilayah lain seperti Cina, India, Pakistan, Taiwan,
Kepulauan Solomon, Haiti dan Jamaika (Ahmad Said, 2007).
Kunyit kaya akan kandungan minyak atsirinya yang dapat mencegah keluarnya
asam lambung yang berlebihan dan mengurangi gerak usus yang terlalu kuat. Selain itu,
minyak atsiri dalam kunyit dapat menyembuhkan penyakit hati dan saluran empedu.
Konstraksi kandung empedu dipengaruhi oleh zat warna kunyit (kurkumin), sedangkan
peningkatan cairan empedu dipengaruhi oleh minyak atsiri yang terkandung dalam
rimpangnya (Ahmad Said, 2007).
11
(1) Klasifikasi
Susunan klasifikasi dari kunyit yaitu:
Kingdom : Plantae (tumbuh tumbuhan)
Divisi : Spermatophyta (tumbuhan berbiji)
Sub Divisi : Angiospermae (berbiji tertutup)
Class : Monocotyledoneae (biji berkeping satu)
Ordo : Zingiberales
Family : Zingeberaceae (temu-temuan)
Genus : Curcuma
Spesies : Curcuma domestica val
(2) Morfologi (Ahmad Said, 2007)
Tanaman kunyit merupakan tanaman menahun yang mempunyai ciri khas
tumbuh berkelompok membentuk rumpun. Tinggi tanaman antara 40 sampai 100 cm.
a) Batang
Kunyit memiliki batang semu yang tersusun dari kelopak atau pelepah daun
yang saling berpalutan atau saling menutupi. Batang kunyit bersifat basah karena mampu
memyimpan air dengan baik, berbentuk bulat dan berwarna hijau keunguan. Tinggi
batang kunyit mencapai 0,75 meter sampai dengan 1 meter.
b) Daun
Daun kunyit tersusun dari pelepah daun, gagang daun dan helai daun. Daun
tersebut tersusun secara berselang-seling mengikuti kelopaknya. Panjang helai daun
antara 31 cm sampai 84 cm. lebar daun antara 10 cm sampai dengan 18 cm. Daun kunyit
berbentuk bulat telur memanjang dengan permukaan agak kasar. Pertulangan daun rata
dan ujung meruncing atau melengkung menyerupai ekor. Permukaan daun berwarna
hijau muda. Satu tanaman mempunyai 6 sampai 10 daun.
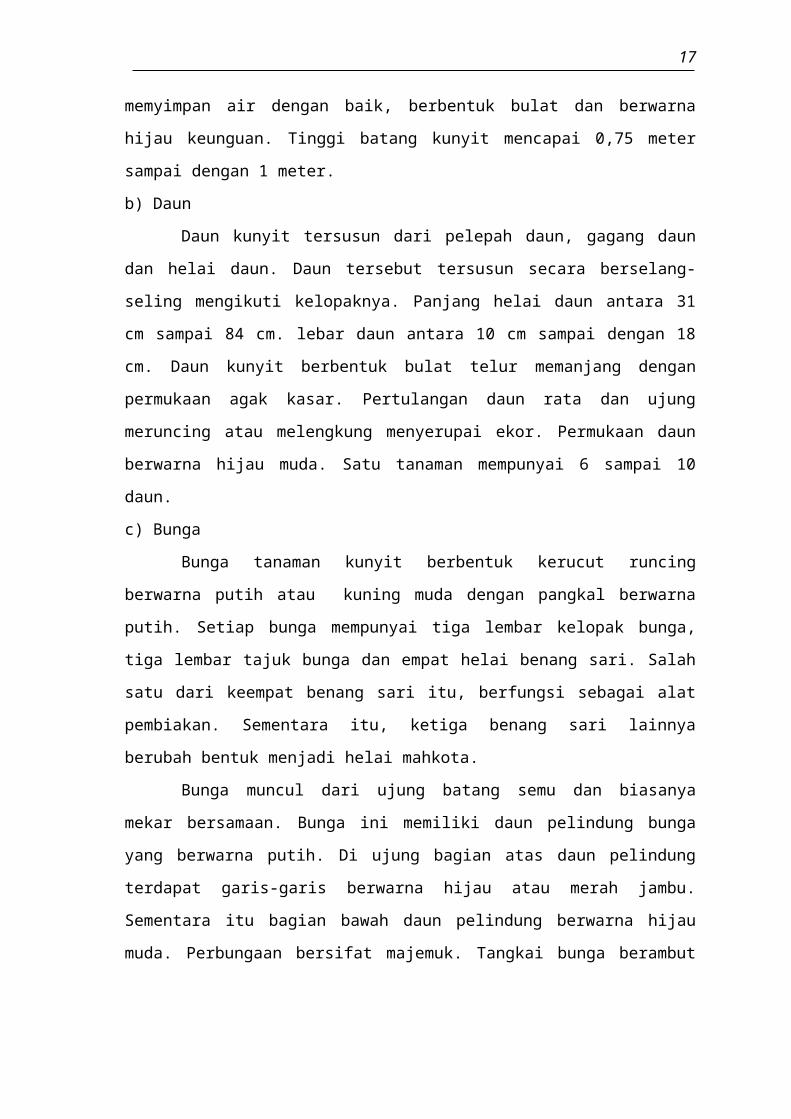
c) Bunga
Bunga tanaman kunyit berbentuk kerucut runcing berwarna putih atau kuning
muda dengan pangkal berwarna putih. Setiap bunga mempunyai tiga lembar kelopak
bunga, tiga lembar tajuk bunga dan empat helai benang sari. Salah satu dari keempat
benang sari itu, berfungsi sebagai alat pembiakan. Sementara itu, ketiga benang sari
lainnya berubah bentuk menjadi helai mahkota.
Bunga muncul dari ujung batang semu dan biasanya mekar bersamaan. Bunga
ini memiliki daun pelindung bunga yang berwarna putih. Di ujung bagian atas daun
12
pelindung terdapat garis-garis berwarna hijau atau merah jambu. Sementara itu bagian
bawah daun pelindung berwarna hijau muda. Perbungaan bersifat majemuk. Tangkai
bunga berambut dan bersisik dengan panjang tangkai bunga mencapai 16 cm sampai
dengan 40 cm.
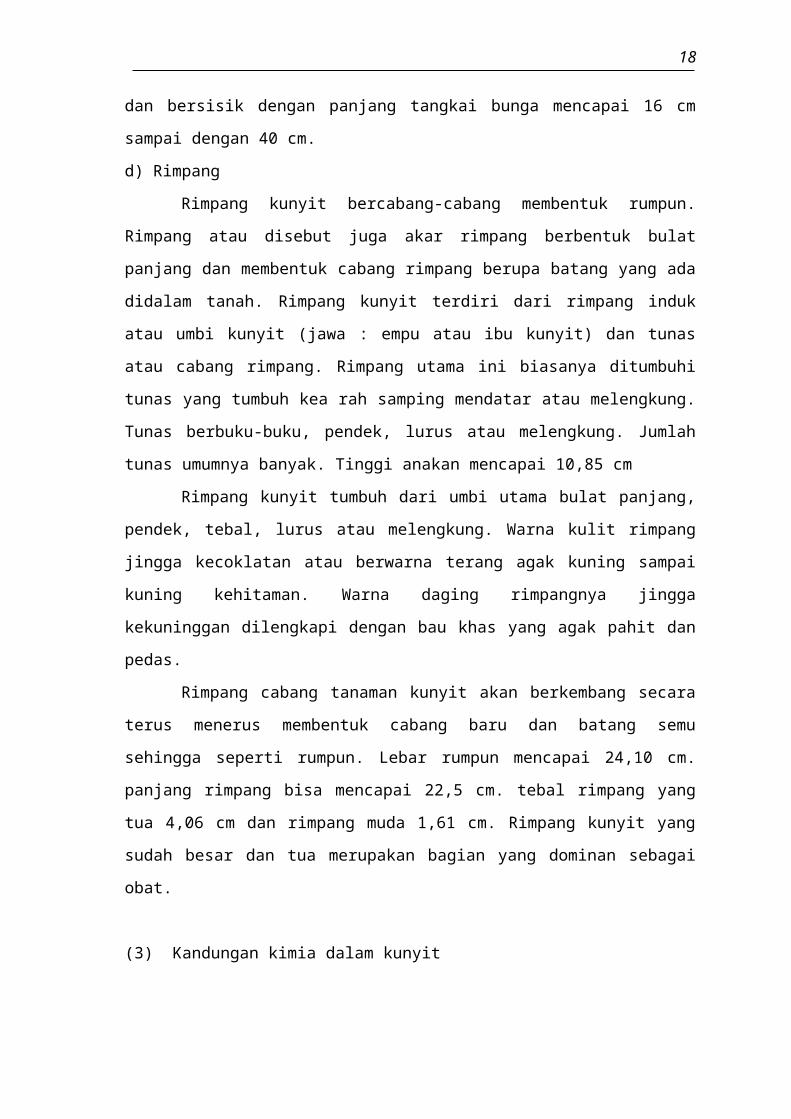
d) Rimpang
Rimpang kunyit bercabang-cabang membentuk rumpun. Rimpang atau disebut
juga akar rimpang berbentuk bulat panjang dan membentuk cabang rimpang berupa
batang yang ada didalam tanah. Rimpang kunyit terdiri dari rimpang induk atau umbi
kunyit (jawa : empu atau ibu kunyit) dan tunas atau cabang rimpang. Rimpang utama ini
biasanya ditumbuhi tunas yang tumbuh kea rah samping mendatar atau melengkung.
Tunas berbuku-buku, pendek, lurus atau melengkung. Jumlah tunas umumnya banyak.
Tinggi anakan mencapai 10,85 cm
Rimpang kunyit tumbuh dari umbi utama bulat panjang, pendek, tebal, lurus
atau melengkung. Warna kulit rimpang jingga kecoklatan atau berwarna terang agak
kuning sampai kuning kehitaman. Warna daging rimpangnya jingga kekuninggan
dilengkapi dengan bau khas yang agak pahit dan pedas.
Rimpang cabang tanaman kunyit akan berkembang secara terus menerus
membentuk cabang baru dan batang semu sehingga seperti rumpun. Lebar rumpun
mencapai 24,10 cm. panjang rimpang bisa mencapai 22,5 cm. tebal rimpang yang tua
4,06 cm dan rimpang muda 1,61 cm. Rimpang kunyit yang sudah besar dan tua
merupakan bagian yang dominan sebagai obat.
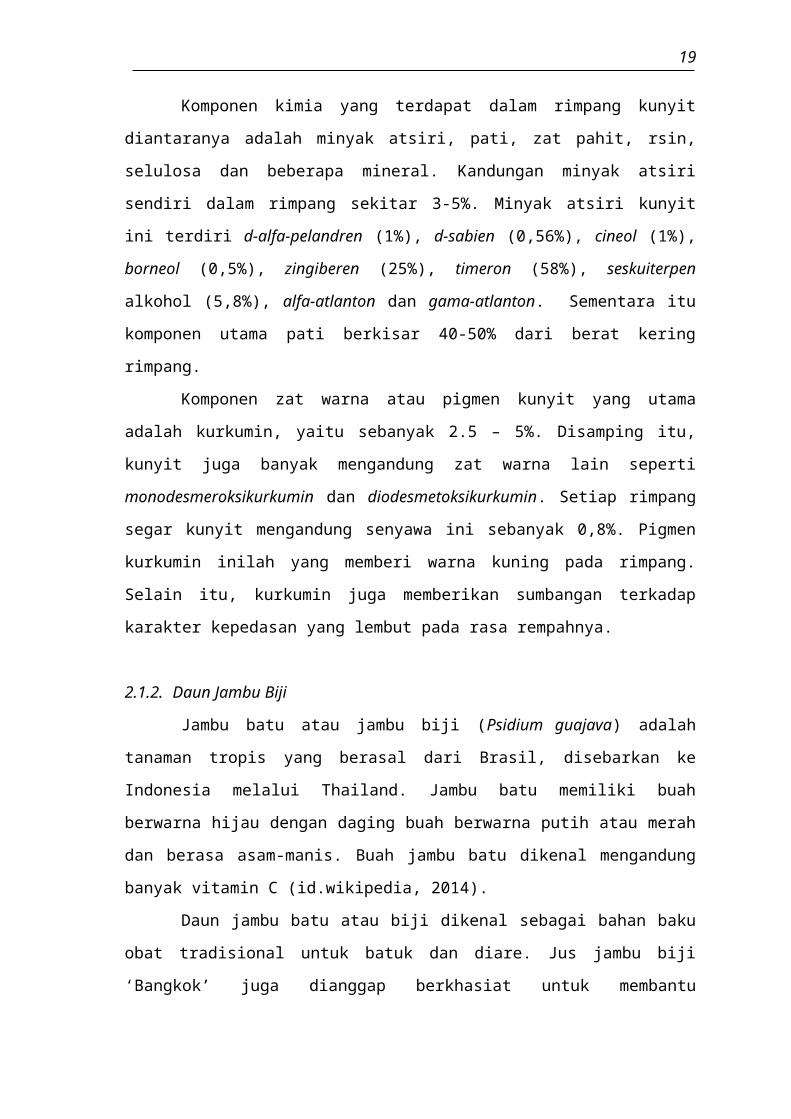
(3) Kandungan kimia dalam kunyit
Komponen kimia yang terdapat dalam rimpang kunyit diantaranya adalah
minyak atsiri, pati, zat pahit, rsin, selulosa dan beberapa mineral. Kandungan minyak
atsiri sendiri dalam rimpang sekitar 3-5%. Minyak atsiri kunyit ini terdiri d-alfa-
pelandren (1%), d-sabien (0,56%), cineol (1%), borneol (0,5%), zingiberen (25%),
timeron (58%), seskuiterpen alkohol (5,8%), alfa-atlanton dan gama-atlanton.
Sementara itu komponen utama pati berkisar 40-50% dari berat kering rimpang.
Komponen zat warna atau pigmen kunyit yang utama adalah kurkumin, yaitu
sebanyak 2.5 – 5%. Disamping itu, kunyit juga banyak mengandung zat warna lain
seperti monodesmeroksikurkumin dan diodesmetoksikurkumin. Setiap rimpang segar
kunyit mengandung senyawa ini sebanyak 0,8%. Pigmen kurkumin inilah yang memberi
13
warna kuning pada rimpang. Selain itu, kurkumin juga memberikan sumbangan terkadap
karakter kepedasan yang lembut pada rasa rempahnya.
2.1.2. Daun Jambu Biji
Jambu batu atau jambu biji (Psidium guajava) adalah tanaman tropis yang
berasal dari Brasil, disebarkan ke Indonesia melalui Thailand. Jambu batu memiliki buah
berwarna hijau dengan daging buah berwarna putih atau merah dan berasa asam-manis.
Buah jambu batu dikenal mengandung banyak vitamin C (id.wikipedia, 2014).
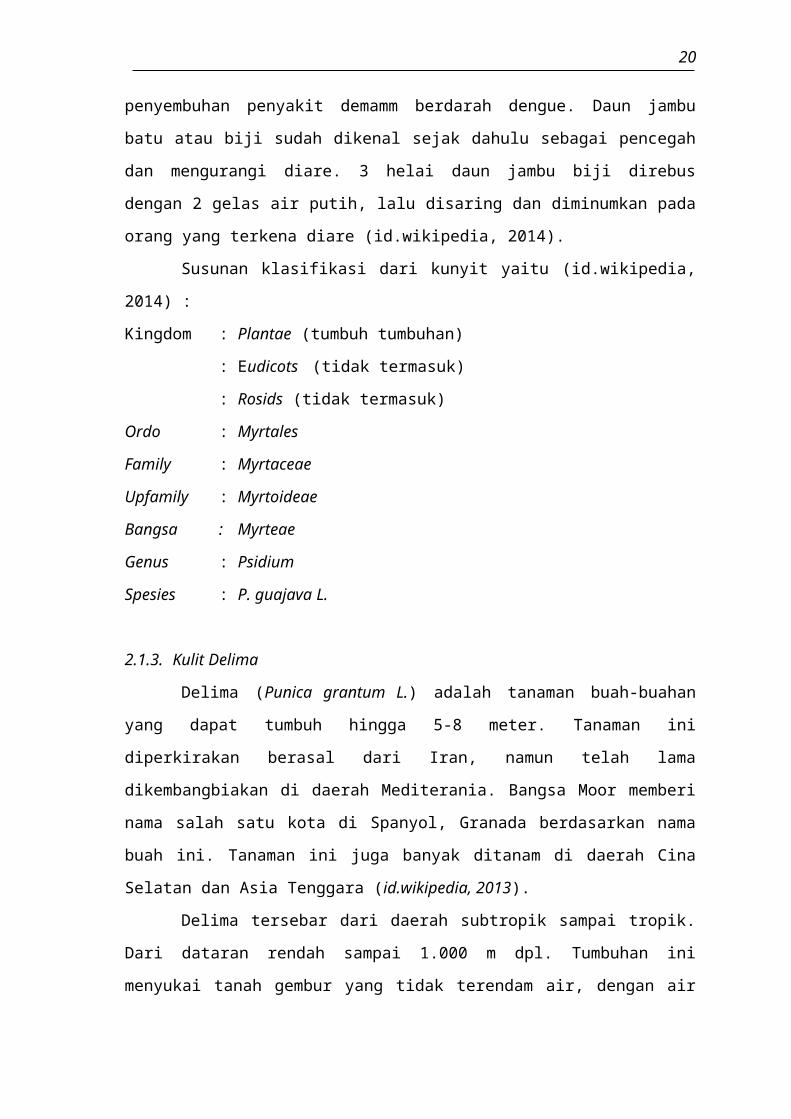
Daun jambu batu atau biji dikenal sebagai bahan baku obat tradisional untuk
batuk dan diare. Jus jambu biji ‘Bangkok’ juga dianggap berkhasiat untuk membantu
penyembuhan penyakit demamm berdarah dengue. Daun jambu batu atau biji sudah
dikenal sejak dahulu sebagai pencegah dan mengurangi diare. 3 helai daun jambu biji
direbus dengan 2 gelas air putih, lalu disaring dan diminumkan pada orang yang terkena
diare (id.wikipedia, 2014).
Susunan klasifikasi dari kunyit yaitu (id.wikipedia, 2014) :
Kingdom : Plantae (tumbuh tumbuhan)
: Eudicots (tidak termasuk)
: Rosids (tidak termasuk)
Ordo : Myrtales
Family : Myrtaceae
Upfamily : Myrtoideae
Bangsa : Myrteae
Genus : Psidium
Spesies : P. guajava L.
2.1.3. Kulit Delima
Delima (Punica grantum L.) adalah tanaman buah-buahan yang dapat tumbuh
hingga 5-8 meter. Tanaman ini diperkirakan berasal dari Iran, namun telah lama
dikembangbiakan di daerah Mediterania. Bangsa Moor memberi nama salah satu kota di
Spanyol, Granada berdasarkan nama buah ini. Tanaman ini juga banyak ditanam di
daerah Cina Selatan dan Asia Tenggara (id.wikipedia, 2013).
Delima tersebar dari daerah subtropik sampai tropik. Dari dataran rendah
sampai 1.000 m dpl. Tumbuhan ini menyukai tanah gembur yang tidak terendam air,
dengan air tanah yang tidak dalam. Delima sering ditanam di kebun-kebun sebagai
14
tanaman hias, tanaman obat atau karena buahnya yang dapat dimakan (id.wikipedia,
2013.)
Bentuk pohon perdu atau pohon kecil dengan tinggi 2-5 meter. Batang berkayu,
ranting bersegi, percabangan banyak, lemah, berduri pada ketiak daunnya, coklat ketika
masih muda dan hijau kotor setelah tua. Daun tunggal bertangkai pendek, letaknya
berkelompok. Helaian daun bentuknya lonjong sampai lanset, pangkal lancip, ujung
tumpul, tepi rata, pertulangan menyirip, permukaan mengkilap, panjang 1-9 cm, lebar 0,5
– 2,5 cm, warnanya hijau (id.wikipedia, 2013).
Khasiat buah delima bagi kesehatan antara lain dapat digunakan untuk
pengobatan penyakit-penyakit seperti : gangguan perut, gangguan jantung, kanker,
perawatan gigi, rematik, kurang darah dan diabetes (id.wikipedia, 2013).
Susunan klasifikasi dari delima yaitu (id.wikipedia, 2013):
Kingdom : Plantae (tumbuh tumbuhan)
Divisi : Magnoliophyta
Class : Magnoliopsida
Upclass : Rosidae
Ordo : Myrtales
Family : Lythraceae
Genus : Punica
Spesies : Punica grantum L.
2.1.4. Biji Koce
Koce atau Jali adalah salah satu tanaman yang sering dimanfaatkan bijinya atau
disebut semen colcis sebagai obat. Nama lain adalah jelim, cingkeru, jelai batu, anjalal
batu, lahya, hanjeuli, jail watu, jelel, karisi, yi yi ren dan jobs tears. Kegunaan biji koce
atau jali antara lain : mengatasi tumor saluran pencernaan, kanker paru, leher rahim dan
chlorlonic ephitelioma. Selain itu untuk beri-beri, edema/ bengkak, abses paru, radang
usus, buntu akut dan lain-lain (Hembing, 2008).
Kandungan kimia dalam biji koce antara lain : colcin, coixol, coixenolide, asam
amino dan stigmasterol. Coixenolide merupakan komponen aktif pada jali yang
mempunyai efek antineoplastik atau anti kanker pada cerevical carcinoma-14 dan ehrlich
actis carcinoma yang bekerja pada tingkat metaphase. Zat ini juga mempunyai fungsi
meredakan rasa sakit (analgetik), menurunkan panas (antipiretik), sebagai penenang
(sedative), dan memperpanjang hidup pada binatang percobaan (Hembing, 2008).
15
2.1.5. Alkohol
Alkohol (C2H5OH) berat molekul 46,07 gram/ mol, berwarna jernih, mudah
menguap dan memiliki berat jenis 0,812 sampai 0,816 g/ml pada suhu 15,56°C. Kata
alkohol sendiri berasal dari bahasa Arab ‘Khul’ atau ‘kohol’. Etil alkohol sendiri pada
awalnya didapatkan dari fermentasi anggur. Pemisahan etil alkohol sendiri sudah
dilakukan dari abad ke 11 dan 12 melalui proses destilasi. Tahun 1976, Johann Tobias
Lowitz berhasil menghasilkan alkohol yang bebas air. Struktur kimianya juga
dipublikasikan oleh Sir Edward Farkland pada abad ke 19. Pada masa sekarang etil
alkohol adalah bahan organik kimia yang sangat vital dan banyak digunakan bidang
manufaktur untuk proses produksinya. Alkohol memiliki daya larut yang sangat berguna
untuk mengektraksi bahan obat dari jaringan tanaman dan hewan dan untuk peracikan
tonik, sirup, pewarna, obat gosok dan antiseptic. Juga digunakan dalam pengolahan
vaksin dan juga dalam pengolahan pembuatan obat (Equistar, 2005).
Etil alkohol adalah nama umum untuk turunan hidroksil dari hidrokarbon etane.
Yang juga dikenal dengan nama alkohol, uap cologne dan etil hidrat. Nama yang umum
digunakan dibidang kimia adalah etanol. 2 bahan baku utama etil alkohol dihasilkan dari
produk agricultural (misalnya gandum) dan etilene yang berasal dari gas alam atau
minyak bumi. Proses pembuatan alkohol melalui fermentasi sudah lama dilakukan.
Dengan menggunakan bahan pertanian yang menggandung pati sebagai bahan baku
seperti jagung, beras, gandung dan kentang. Pati ini diubah terlebih dahulu menjadi gula
dengan menggunakan enzim. Lalu gula yang mengandung molase ini dalam proses
fermentasi akan dikonversi oleh ragi menjadi alkohol dan karbon dioksida. Kualitas yang
bervariasi dari bahan baku dan fluktuasi dari ketersediaan dan harga produk pertanian.
Mempengaruhi harga dan pasokan alkohol yang dihasilkan dari proses fermentasi
(Equistar, 2005).
Selain dari fermentasi, etil alkohol juga dihasilkan dari sintesis etilen. Dimana
air murni direaksikan secara langsung dengan gas etilene. Proses ini disebut dengan
proses hidrasi langsung. Metode inilah yang dianggap paling baik secara komersial dari
segi teknis untuk memperoleh produk alkohol berkualitas tinggi secara konsisten. Reaksi
kimia utama proses ini berlangsung saat uap air dan gas etilene pada suhu dan tekanan
tinggi setelah melewati katalis asam fosfat. Hasil reaksi adalah alkohol encer. Alkohol
kemudian dipisahkan dari etilene yang tidak bereaksi. Sementara etilene direcycle,
alkohol dimurnikan melalui serangkaian menara penyulingan (Equistar, 2005).
16
2.1.6. Bahan lain-lain
Bahan pengisi yang digunakan dalam pembuatan ekstrak diapet adalah amylum
maydis (Maize starch). Amylum maydis diperoleh dari biji tanaman Zea mays L atau
jagung. Amylum maydis berupa serbuk putih yang sangat halus berwarna putih atau putih
hampir kuning. Larut dalam air maupun alkohol. Dalam ukuran mikroskopis yaitu
berupa butir bersegi banyak, bersudut, dengan ukuran 2 sampai dengan 23 mikron atau
butir bulat dengan diameter 25 sampai 32 mikron. Hilus ditengah berupa rongga yang
nyata atau celah berjumlah 2 sampai 5, tidak ada lamella. Jika diamati dibawah cahaya
terpolarisasi, tampak bentuk silang berwarna hitam memotong hilus (British
Pharmacopeia, 4th edition, 2002). Selain bahan pengisi juga terdapat bahan tambahan
lainnya.
2.2. Produk
2.2.1. Ekstrak Diapet
Ekstrak diapet digunakan sebagai bahan baku utama untuk produk kapsul diapet
biasa dan diapet nyerap racun (NR). Ekstrak diapet hasil akhir berupa serbuk berwarna
kuning kehijauan sampai kuning. Dengan ukuran partikel mesh 30 sebanyak 90 – 100%.
Tapped density 750 sampai dengan 950 gram/ ml. Memiliki kadar tannin tidak kurang
dari 2,5%, kadar curcuminoid tidak kurang dari 0,3%, kadar kurosetin tidak kurang dari
12%, kadar galic acid tidak kurang dari 140% dan kadar fenol tidak kurang dari 1,0%.
Tidak mengandung E. Coli dan Salmonera sp. Kandungan logam berat maksimal 20
ppm.
2.3. Proses Pengolahan
2.3.1. Ekstraksi Minyak Atsiri
Untuk memisahkan minyak atsiri dari simplisia tanaman dapat dilakukan
dengan 5 metode ekstraksi atau pemisahan:
(1) Expression
(2) Hydro atau water distillation
(3) Water dan steam distillation
(4) Steam distillation
(5) Solvent extraction
Ada banyak variasi dan pengembangan pada setiap metode ekstraksi yang
diantaranya dilakukan pada tekanan rendah (vakum), tekanan ambient atau tekanan
17
tinggi. Pemilihan metode ekstraksi tergantung pada sifat bahan, kestabilan komponen
kimia dan spesifikasi produk yang ditargetkan (UNINDO and FAO, 2005).
Metode ekstraksi yang digunakan dalam proses ekstrak diapet, dalam hal ini
untuk mengektraksi kunyit menggunakan metode solvent extraction. Ekstrak diperoleh
dengan melarutkan simplisia dengan pelarut organik. Keunggulan dari solvent
exstraction adalah mampu mempertahankan aroma yang sama dengan bahan baku atau
simplisia. Sehingga metode ini banyak digunakan dalam industri wewangian dan flavour,
dan juga industri makanan (Hǖsnǖ Can Baser, 2010). Yang perlu diperhatikan dalam
industri makanan adalah pemilihan bahan pelarut organik yang tidak membahayakan,
atau tidak meninggalkan residu yang berbahaya bagi kesehatan.
2.3.2. Evaporasi
Proses evaporasi adalah salah satu usaha untuk meningkatkan konsentrasi
larutan dengan cara mendidihkan dan menguapkan pelarut, yang umumnya air. Produk
akhir dari proses evaporasi adalah larutan dengan konsentrasi lebih tinggi atau padatan
yang sesuai dengan spesifikasi yang diinginkan. Evaporator adalah unit operasi yang
digunakan secara luas dalam pengolahan makanan, bahan kimia, farmasi, jus buah,
produk susu, kertas dan pulp maupun pengolahan biji tanaman. Jenis evaporator sendiri
desainnya berbeda pada setiap industri. Ini dikarenakan variasi teknik pengolahan yang
berbeda-beda pada setiap industri sehingga evaporator dikembangkan untuk
memperhitungkan karakteristik produk dan parameter operasi tertentu (AVP Group).
Tipe evaporator yang umum digunakan dalam industri diantaranya adalah :
(1) Batch pan
(2) Natural circulation
(3) Rising film tubular
(4) Failing film tubular
(5) Rising/ film tubular
(6) Forced circulation
(7) Wiped film
(8) Plate equivalents of tubular evaporators
Di PT. Soho Industri Pharmasi menggunakan evaporator tipe Plate equivalents.
Tipe evaporator efektif digunakan untuk berbagai jenis produk di industri yang berbeda
dalam karakteristiknya seperti sifat fisik, stabilitas, produk sensitive terhadap suhu tinggi
atau pengendapan zat padat. Plate evaporator sangat efektif dalam memindahkan panas.
18
Dengan waktu tinggal produk yang lebih pendek dapat menghasilkan produk dengan
kualitas yang diinginkan. Desain evaporator juga lebih kompak dan biaya instalasi
rendah (AVP Group).
2.3.3. Pengeringan
Pengeringan secara umum digambarkan sebagai proses pemanasan untuk
menghilangkan substansi yang mudah menguap (kelembaban) untuk menghasilkan
produk solid. Kelembaban yang tertahan dalam produk adalah larutan yang terserap
dalam padatan atau larutan yang terperangkap dalam microstruktur padatan. Pada saat
proses pengeringan dengan panas. Dua proses akan berjalan dengan simultan.
(1) (Tahap 1) Transfer energy (dalam hal ini panas) dari seluruh lingkungan untuk
menguapkan permukaan yang lembab.
(2) (Tahap 2) Transfer dari kelembaban bagian dalam ke permukaan padatan dan
berlanjut ke tahap 1.
Panas sebagai energy yang ditransfer dari lingkungan ke padatan yang basah
dapat berasal dari hasil konveksi, konduksi atau radiasi dan pada beberapa system
berasal dari kombinasi ketiganya. Mesin pengering di Industri berbeda dalam tipe dan
desain, hal ini kembali tergantung pada prinsip dan metode dari transfer panas yang
dikembangkan sesuai dengan produk.
Pelepasan kelembaban dari padatan dapat terjadi dengan beberapa mekanisme
dari perpindahan massa diantaranya adalah :
(1) Liquid diffusion, jika kondisi padatan yang basah berada dibawah temperature dari
titik didih larutannya.
(2) Vapor diffusion, jika cairan menguap bersama bahan yang terlarut.
(3) Knudsen diffusion, jika pengeringan hanya dapat dilakukan pada temperature dan
tekanan yang rendah, misalnya freeze drying.
(4) Surface diffusion (mungkin walaupun belum dibuktikan)
(5) Perbedaan tekanan hydrostatic, saat kecepatan penguapan internal melampaui
kecepatan penguapan ke lingkungan.
(6) Kombinasi dari semua mekanisme (Taylor and Francis, 2006)
Sesuai dengan mekanismenya. Alat pengering dalam industri berbagai jenis
macamnya disesuaikan dengan kebutuhan. Dalam hal ini, proses pengeringan ekstrak
19
diapet menggunakan oven. Untuk mendistribusikan panas yang dihasilkan. Biasanya
oven dilengkapi dengan kipas atau fan.
2.4. Macam-Macam Proses Pembuatan Produk Herbal
Proses pembuatan produk herbal secara garis besar dibagi menjadi dua, yaitu
pembuatan secara tradisional dan pembuatan secara modern. Proses pembuatan secara
tradisional umumnya sangat sederhana. Dari proses pengumpulan bahan sampai dengan
proses dan didapat hasil akhir berupa produk siap digunakan tidak menggunakan
teknologi yang rumit. Umumnya proses pembuatan secara tradisional dilakukan dalam
skala kecil dan diperuntukan untuk penggunaan sendiri atau keluarga.
Dengan semakin naiknya permintaan akan obat herbal terstandar. Dalam
penyediaan produk herbal skala industri. Terdapat beberapa tahapan dan jenis proses
yang dilakukan dalam proses pengolahan obat tradisional secara modern.
2.4.1. Tahap persiapan
Proses persiapan meliputi proses pengumpulan tanaman obat. Pembudidayaan
tanaman obat sudah banyak dilakukan dalam upaya mendapatkan tanaman herbal dalam
jumlah besar dengan hasil yang seragam. Setelah proes pengumpulan dilakukan.
Tahapan berikutnya adalah sortasi dan pengeringan. Untuk mengeringkan bagian
tanaman, kulit, daun dan bunga yang masih melekat pada tanaman. Tanaman yang akan
dimanfaatkan dikumpulkan dan diikat menjadi beberapa ikatan. Lalu kemudian
digantung terbalik pada saat dikeringkan. Hal lain yang dapat dilakukan juga adalah
dengan menjadikan tanaman menjadi bagian-bagian kecil pada saat dikeringkan. Proses
pengeringan dengan bantuan sirkulasi udara ini dilakukan tidak terpapar sinar matahar
langsung. Selain proses pengeringan sirkulasi udara, umunya dilakukan dengan
mengeringkan bagian tanaman dengan menggunakan oven. Pengeringan dengan oven
dilakukan dengan kondisi temperature oven terjaga pada suhu 60°C (Simon, 2010).
2.4.2. Tahap pengolahan
Tahapan setelah pengeringan adalah persiapan lanjutan sebelum proses
selanjutnya adalah persiapan bahan sehingga mempermudah pengolahan ketahap
selanjutnya. Bahan baku tanaman disiapkan dalam bentuk serbuk, simplisia ataupun
cairan. Untuk serbuk, bahan yang udah dikeringkan sampai kadar air tertentu lalu
dikecilkan ukurannya sehingga menjadi serbuk. Sedangkan untuk bahan dalam bentuk
cairan, terdapat 3 jenis dasar pengolahan pelarutnya. Hal ini tergantung pada tujuan
20
penggunaan akhir penggunaan produknya yaitu produk dalam pelarut air, alkohol dan
minyak (termasuk lemak dan lilin minyak). Yang paling mudah dan umum digunakan
adalah produk yang larut dalam air, contohnya adalah produk herbal dalam bentuk teh.
Tetapi secara komersil, penggunaan alkohol dalam ekstrak lebih popular untuk hasil
akhir berupa infuse minyak dan salep obat (Simon, 2010).
21
BAB III. TINJAUAN PABRIK
3.1. Deskripsi Proses
Proses produksi mengambil contoh proses produksi ekstrak Diapet dengan
batch size 681,5 kg (68,15 kg/ Lot).
3.3.1. Langkah Proses Produksi(1) Tahap I - Ekstraksi dengan pelarut alkohol
1. Haluskan kunyit dengan menggunakan mesh penghalus simplisia FFC 45 ayakan
berdiameter10 mm.
2. Pisahkan menjadi 2 Lot (Lot A dan Lot B)
3. Ekstraksi I, masukkan 163 L alkohol 70% ke dalam ekstraktor Johar Prima,
jalankan agitator.
4. Masukkan kunyit yang sudah dihaluskan lot A ke dalam ekstraktor.
5. Lakukan proses ekstraksi selama 1 jam dengan setting suhu 55ºC.
6. Pisahkan ekstrak dari ampas dengan melewatkan pada ayakan ekstraktor mesh 20,
tampung ekstrak dalam storage tank.
7. Ekstraksi II, masukkan 75 L alkohol 70% ke dalam ekstraktor, jalankan agitator.
8. Ekstraksi selama 30 menit dengan setting suhu 55ºC.
9. Pisahkan ekstrak dari ampas dengan melewatkan pada ayakan ekstraktor mesh 20,
tampung ekstrak dalam storage tank.
10. Ektraksi III, masukkan 75 L alkohol 70% ke dalam ekstraktor, jalankan agitator.
11. Ekstraksi selama 30 menit dengan setting suhu 55ºC.
12. Pisahkan ekstrak dari ampas dengan melewatkan pada ayakan ekstraktor mesh 20,
tampung ekstrak dalam storage tank.
13. Ekstraksi IV, masukkan 75 L alkohol 70% ke dalam ekstraktor, jalankan agitator.
14. Ekstraksi selama 30 menit dengan setting suhu 55ºC.
15. Pisahkan ekstrak dari ampas dengan melewatkan pada ayakan ekstraktor mesh 20,
tampung ekstrak dalam storage tank.
16. Ekstraksi V, masukkan 75 L alkohol ke dalam ekstraktor, jalankan agitator.
Ekstraksi selama 30 menit dengan setting suhu 55ºC.
17. Pisahkan ekstrak dari ampas dengan melewatkan pada ayakan ekstraktor mesh 20,
tampung ekstrak dalam storage tank.
18. Ekstrak kemudian dialirkan ke dalam storage tank melalui filter 250 micron.
22
19. Ampas dikeluarkan dari ekstraktor dan dimasukkan ke dalam kantong plastic
rangkap 2 untuk dimusnahkan.
20. Lakukan hal yang sama untuk lot B.
(2) Tahap II – Ekstraksi dengan pelarut air
1. Haluskan daun jambu dengan menggunakan mesin penghalus simplisia FFC 45
ayakan 10 mm.
2. Haluskan biji koce dengan menggunakan mesin penghalus simplisia Crusher RGL
50 ayakan 6 mm.
3. Haluskan kulit delima dengan menggunakan mesin penghalus simplisia FFC 45
ayakan 10 mm.
4. Masukkan 525 L air ke dalam ekstraktor dan masukkan secara berurutan daun
jambu, ko ce dan kulit delima secara berurutan.
5. Jalankan agitator dan ekstraksi I selama 1 jam dengan setting temperatur 80ºC.
6. Pisahkan ekstrak dari ampas melewati ayakan ekstraktor mesh 20. Tampung
ekstrak dalam storage tank.
7. Tambahkan air 250 L dan lakukan ekstraksi II selama 30 menit dengan settingan
temperature 80ºC.
8. Pisahkan ekstrak dari ampas melewati ayakan ekstraktor mesh 20. Tampung
ekstrak dalam storage tank.
9. Tambahkan air 250 L dan lakukan ekstraksi III selama 30 menit dengan settingan
temperature 80ºC.
10. Pisahkan ekstrak dari ampas melewati ayakan ekstraktor mesh 20. Tampung
ekstrak dalam storage tank.
11. Tambahkan air 250 L dan lakukan ekstraksi IV selama 30 menit dengan settingan
temperature 80ºC.
12. Pisahkan ekstrak dari ampas dengan melewatkan pada ayakan ekstraktor mesh 20,
tampung ekstrak dalam storage tank.
13. Ekstrak kemudian dialirkan ke dalam storage tank melalui filter 250 micron.
14. Ampas dikeluarkan dari ekstraktor dan dimasukkan ke dalam kantong plastic
rangkap 2 untuk dimusnahkan.
(3) Tahap III – Evaporasi ekstrak alkohol
23
1. Lakukan proses evaporasi pada ekstrak alkohol dengan mesin evaporator E&E
dengan suhu uap dalam evaporator 50-60ºC dan kecepatan evaporasi 250-450 L/
jam.
2. Setelah % brix mencapai 30-50%. Ekstrak dikeluarkan dan dibagi menjadi 10 lot
sama besar.
(4) Tahap IV – Evaporasi ekstrak air
1. Lakukan proses evaporasi pada ekstrak alkohol dengan mesin evaporator E&E
dengan suhu uap dalam evaporator 50-60ºC dan kecepatan evaporasi 250-450 L/
jam.
2. Setelah % brix mencapai 60-70%. Ekstrak dikeluarkan dan dibagi menjadi 10 lot
sama besar.
(5) Tahap V – Pencampuran
1. Campurkan ekstrak kental alkohol dengan ekstrak kental air menjadi ekstrak
kental.
2. Lakukan proses pencampuran dengan mencampurkan ekstrak kental dengan bahan
pengisi dan bahan tambahan lain pada mesin super mixer selama 10 menit.
3. Lakukan pada masing-masing lot.
(6) Tahap VI – Pengeringan dan penghalusan
1. Keringkan hasil granulasi dengan oven Pharma teknik pada suhu 80ºC sampai
didapat kadar air tidak lebih dari 5%.
2. Haluskan ekstrak yang sudah dikeringkan dengan granulator Yen Chen ayakan 0.8
mm.
3. Lakukan pada masing-masing lot.
4. Timbang granul ekstrak hasil pengeringan (target yield ≥ 95%)
24
3.3.2. Diagram Blok Proses Tahap I dan III
Gambar 3.1. Diagram Blok Proses Tahap I dan III
Penghalusan bahan baku
simplisia kunyit hingga menjadi ukuran ± 10 mm
Alkohol 70% 163 LEkstraksi I selama 1 jam, temperature 55ºC.
Ampas sisa ekstraksi diekstraksi lagi (Ekstraksi II) selama 30
menit, temperature 55ºC. lakukan ekstraksi kembali pada ampas sisa ekstraksi berulang
sampai ekstraksi V.Ekstraktor dilengkapi mesh 20
Alkohol 70% 75 L
Alkohol 70% 75 L
Alkohol 70% 75 L
Alkohol 70% 75 L
Ekstraksi I
Ekstraksi II
Ekstraksi III
Ekstraksi IV
Ekstraksi V
Ampas
Ekstrak
Filter 250 micron Ekstrak Evaporasi ekstrak dengan suhu uap 50-60ºC, kecepatan
evaporasi 250-450 L/ jamsampai brix ekstrak mencapai
25-40%
Alkohol hasil evaporasi
Ekstrak hasil evaporasi alkohol dibagi menjadi 10 lot sama besar
Tahap V dan VI
25
3.3.3. Diagram Blok Proses Tahap II dan IV
Gambar 3.2. Diagram Blok Proses Tahap II dan IV
Penghalusan bahan baku daun jambu dan kulit delima hingga
menjadi ukuran ± 10 mm
Air 525 LEkstraksi I selama 1 jam, temperature 80ºC.
Ampas sisa ekstraksi diekstraksi lagi (Ekstraksi II) selama 30
menit, temperature 80ºC. lakukan ekstraksi kembali pada ampas sisa ekstraksi berulang
sampai ekstraksi V.Ekstraktor dilengkapi mesh 20
Air 250 L
Air 250 L
Air 250 L
Ekstraksi I
Ekstraksi II
Ekstraksi III
Ekstraksi IV
Ampas
Ekstrak
Filtrasi 250 micron Ekstrak Evaporasi ekstrak dengan suhu uap 50-60ºC, kecepatan
evaporasi 250-450 L/ jamsampai brix ekstrak mencapai
60-70%
Uap air hasil evaporasi
Ekstrak hasil evaporasi alkohol dibagi menjadi 10 lot sama besar
Penghalusan bahan baku biji
koce hingga menjadi ukuran ±
6 mm
Tahap V dan VI
26
3.3.4. Diagram Blok Proses Tahap V dan VI
Gambar 3.3. Diagram Blok Proses Tahap V dan VI
Ekstrak hasil evaporasi alkohol dari tahap I dan
III
Pencampuran selama 10 menit
Ekstrak DiapetPenghalusan
dengan ayakan 0,8 mm
Ekstrak hasil evaporasi
Air dari tahap II dan I
VAquademin
Bahan pengisi dan bahan
tambahan lainnya
Pengeringan dengan oven pada suhu 80ºC, sampai didapat kadar air tidak lebih dari 5%
27
3.3.5. Diagram Alir Proses Tahap I dan III
Gambar 3.4. Diagram Alir Proses Tahap I dan III
28
3.3.6. Diagram Alir Proses Tahap II dan IV
Gambar 3.5. Diagram Alir Proses Tahap II dan IV
29
3.3.7. Diagram Alir Proses Tahap V dan VI
Gambar 3.6. Diagram Blok Proses Tahap V dan VI
30
3.2. Data Peralatan Utama
3.2.1. Persiapan bahan simplisia
Nama alat : Diskmill
Merk : NA
Jenis/ tipe : FFC 45
Fungsi : Menghaluskan simplisia
Jenis bahan : Stainless steel
Penggerak : Motor listrik
3.2.2. Ekstraksi
Nama alat : Ekstraktor
Merk : Johar Prima
Jenis/ tipe : NA
Fungsi : Mengekstraksi simplisia
Kapasitas : 500 L
Jenis bahan : Stainless steel SS316
3.2.3. Evaporasi
Nama alat : Evaporator
Merk : E&E
Jenis/ tipe : Plate evaporator
Fungsi : Untuk menguapkan pelarut dari ekstrak
Kapasitas : 2000/ jam
Jenis bahan : Stainless steel
3.2.4. Mixing
Nama alat : Mixer
Merk : Johar Prima
Jenis/ tipe : Mixer evaporator
Fungsi : Untuk mencampur bahan atau untuk evaporasi skala kecil
Kapasitas : 500 L
Jenis bahan : Stainless steel
Penggerak : Motor listrik
31
3.2.5. Pengeringan
Nama alat : Mesin Pengering
Merk : Pharma Teknik
Jenis/ tipe : Oven
Fungsi : Untuk mengeringkan bahan
Kapasitas : NA
3.2.6. Pengayakan
Nama alat : Granulator
Merk : Yen Chen
Jenis/ tipe : Pengayak
Fungsi : Untuk menghaluskan bahan yang sudah dikeringkan
Kapasitas : NA
Jenis bahan : Stainless steel SS316
Penggerak : Motor listrik
3.3. Penanganan Bahan Proses (Bahan Baku, bahan pembantu dan produk)
Tempat penyimpanan bahan baku harus disesuaikan dengan sifat fisika kimia
dari bahan tersebut. Tujuannya untuk menghindarkan pengaruh udara, suhu, kelembaban,
dan cahaya, serta mencegah pencemaran. Dalam penyimpanannya bahan baku harus
diletakkan di atas palet, dalam wadah yang tertutup rapat, terhindar dari cahaya matahari
langsung, dan tidak berdekatan dengan sumber panas. Penyimpanan material dibedakan
berdasarkan suhu simpan, yaitu suhu simpan pada suhu ruangan (di bawah 30°C, untuk
produk yang stabil terhadap panas). Suhu 15-25°C untuk produk liquid seperti suspensi
dan emulsi. Suhu dingin (2-8°C) untuk bahan ekstrak cair atau ekstrak buah dan bahan-
bahan yang zat aktifnya tidak tahan panas.
3.4. Utilitas
Keberlangsungan suatu proses produksi di sebuah industri sangat tergantung
akan unit utilitasnya. Karena unit utilitas dalah sarana penunjang utama. Unit utilitas
sendiri di PT. Soho Industri Pharmasi atau Soho Global Health berada dibawah
department Engineering. Unit utilitasnya terdiri dari :
32
3.4.1. System HVAC (Heating Ventilation Air Conditioning)
Mekanisme kerja HVAC adalah sebanyak 20 – 30% udara luar (fresh air) dan
70 – 80% udara resirkulasi dari ruangan disedot masuk dengan 2 unit motor 80 return ke
dalam mixing bed lalu disaring menggunakan prefilter G4 (efisiensi 80%) dan filter
medium F7 (efisiensi 95%) untuk mengurangi jumlah partikel. Sebelum masuk ke mixing
bed, udara akan melewati sensor suhu dan kelembaban yang secara otomatis
mengirimkan sinyal kepada cooling coil untuk mengatur suhu dan kelembaban udara.
Udara lalu didinginkan dan diturunkan kelembabannya dengan pendinginan oleh cooling
coil sebagai hasil pendinginan oleh chiller. Udara hasil pendinginan melewati heater
untuk dipanaskan hingga tercapai suhu yang dibutuhkan ruangan lalu didorong oleh
motor menuju filter F9 (98%).
Udara hasil penyaringan filter F9 akan masuk ke black area, dan apabila udara
ditujukan untuk ruang produksi grey area, akan diproses lebih lanjut yaitu penyaringan
akhir dengan HEPA filter H13 (99,95%). Udara hasil penyaringan HEPA filter
selanjutnya dijadikan udara pasokan untuk ruangan produksi yang dikenal persediaan
udara (supply air). Persediaan udara (supply air) dari AHU disalurkan melalui saluran
menuju ke ruangan dengan melalui lubang supply air yang terdapat di atap ruangan.
Udara yang telah dikondisikan dan disaring kemudian masuk ke ruang-ruang produksi
melalui supply diffuser.
Dalam sistem AHU, terdapat empat hal yang perlu dikendalikan yaitu
temperatur ruangan, kelembaban relatif ruangan, jumlah partikel, dan volume dan
tekanan udara. Temperatur ruang harus diatur sedemikian rupa agar persyaratan suhu
ruangan untuk kegiatan produksi dapat dipenuhi. Temperatur udara dikondisikan dengan
bantuan chiller dan boiler. Chiller berfungsi sebagai pensuplai air dingin pada coil,
sedangkan boiler berfungsi sebagai pensuplai air panas pada heater. Kelembaban relatif
ruangan merupakan parameter kritis bagi produk dengan sifat higroskopis, misalnya
tablet hisap dan effervescent yang membutuhkan RH dibawah 30%. Dalam pengaturan
kelembaban relatif ruang produksi sediaan tersebut digunakan dehumidifier.
Jumlah partikel dikendalikan dengan penyaringan dengan beragam filter udara
untuk pencapaian syarat jumlah sesuai klasifikasi ruangan. Parameter terakhir adalah
jumlah sirkulasi udara dan perbedaan tekanan. Jumlah sirkulasi udara dan perbedaan
tekanan akan menentukan tingkat kebersihan ruangan. Hal ini bertujuan untuk
meminimalisasi terjadinya kontaminasi silang. Indikator perbedaan tekanan (differential
pressure 81 gauge) digunakan untuk mengetahui kualitas / kejenuhan filter. Penggantian
33
filter dilakukan apabila hasil pembacaan perbedaan tekanan sudah tidak memenuhi
ketentuan.
3.4.2. Sistem Pengolahan Air Murni
Fungsi sistem pengolahan air murni secara umum untuk menyaring unsur-unsur
logam (seperti Na, Cl, Mg, Fe, Al, dll), bakteri, dan memperkecil angka konduktivitas
air. Oleh karena itu, pada proses produksi obat diperlukan air yang murni agar unsur-
unsur kimia dan fisika yang tidak diperlukan yang ada didalam air tidak mempengaruhi
mutu produk obat. Secara garis besar, tahapan sistem pengolahan air murni di PT. SOHO
Industri Pharmasi yaitu :
(1) Air dari sumber PAM dipompa dan melewati karbon dan sand filter.
(2) Air lalu ditampung dalam tangki dan dialirkan ke purified water generator
(3) Air akan mengalami proses softening yang berfungsi menangkap ion-ion logam
seperti Mg, Ca, dan Fe. Di tahap ini ada kontrol berupa pengukuran kesadahan air.
(4) Air dipanaskan dalam tangki yang diselimuti jacketing steam bersuhu 50oC.
Tujuan tahap ini adalah sebagai sistem sanitasi air.
(5) Air kemudian akan melalui tahap reverse osmosis. Reverse osmosis adalah suatu
teknologi pemurnian air modern menggunakan membran semi permeabel,
ekonomis, efektif membersihkan air hingga 90-99% dari segala macam pencemar
yang terkandung didalam air sehingga menghasilkan air yang bersih dan murni.
Reverse Osmosis merupakan kebalikan dari proses osmosis, yaitu diberikan
tekanan balik dengan tekanan osmonic lebih besar pada permukaan cairan yang
lebih pekat, sehingga cairan yang lebih murni akan menembus membran. Semakin
tinggi tekanan yang diberikan pada cairan yang lebih pekat, kecepatan penembusan
cairan murni melalui membran akan semakin cepat.
(6) Air akan mengalami proses EDI (elektrodeionisasi) Air murni untuk produksi
harus memenuhi persyaratan konduktivitas air. Dibutuhkan air yang
konduktivitasnya sangat rendah atau tidak menghantarkan listrik atau bebas dari
ion hidrogen dan hidroksil. Proses pemurnian ini yang disebut sebagai proses EDI.
Proses ini terjadi setelah air RO dialirkan melalui sel, ion bermuatan pada air di
dalam resin chamber ditangkap oleh resin pertukaran ion. Saat tegangan
diaplikasikan (200 – 400 VDC) melintasi sel, pengotor berupa anion dan kation
bermigrasi melintasi resin bed menuju elektroda yang berlawanan muatannya.
34
Selanjutnya, ion bebas tersebut akan terperangkap pada elektroda dan air murni
akan mengalir keluar.
3.5. Laboratorium
Laboratorium yang baik di industri farmasi diatur dalam ketentuannya dalam
CPOB. Laboratorium departemen QC dan departemen R&D di PT. Soho Industri
Pharmasi sudah memenuhi ketentuan tersebut. Laboratorium di PT. Soho Industri
Pharmasi terdiri dari 3 laboratorium yang memiliki fungsi masing-masing antara lain :
3.5.1. Laboratorium Departemen QC
Ketentuan dari laboratorium departemen QC termasuk didalam kegiatan
pengawasan mutu yang sesuai dengan CPOB. Dalam hal ini harus menerapkan Cara
Berlaboratorium Pengawasan Mutu yang Baik. Pedoman ini mencakup 7 aspek yaitu
bangunan dan fasilitas, personil, peralatan, pereaksi dan media perbenihan, baku
pembenihan, spesifikasi dan prosedur pengujian, serta catatan analisis. Menurut Cara
Berlaboratorium Pengawasan Mutu yang Baik, laboratorium yang digunakan untuk
pengujian harus terpisah secara fisik dari ruang produksi, dan laboratorium biologi,
mikrobiologi, dan kimia hendaknya terpisah satu dari yang lain. Ruangan yang berisi
instrumen juga harus terpisah sehingga dapat memberikan perlindungan terhadap
interfensi elektris, getaran, atau kelembaban (CPOB, 2006).
Laboratorium departemen QC sendiri terdiri dari 4 bagian, yaitu Pengujian
bahan kemas , bahan baku, produk jadi dan mikrobiologi. Secara garis besar alur
prosesnya adalah, sampel (bahan baku, bahan kemas ataupun produk jadi) dikirim ke
bagian QC sesuai dengan jenis sampelnya. Oleh bagian quality control, sampel tersebut
akan dilakukan pengujian. Hasil pengujian akan dibandingkan dengan persyaratan atau
spesifikasi tiap masing-masing produk. Dari hasil pengujian itu akan ditentukan produk
diluluskan atau direject.
Instrument yang digunakan dalam pengujian di laboratorium departemen QC
antara lain :
3.5.1.1. Bagian pengujian bahan baku dan produk jadi
HPLC, Spektrofotometer UV-VIS, FT-IR Spectrofotometer, Raman
Spectrometer, Gas Chromatogram, photometer for water analysis, autotitrator, karl
fischer, analytical & micro balance, moisture balance, melting point, viscometer,
dissolution tester, disintegration tester, hotplate stirrer, tap density tester, density meter,
oven vacuum, pH-conductivity meter.
35
3.5.1.2. Bagian pengujian bahan kemas
Digital caliper dengan printer, meteran, penggaris, dial thickness.
3.5.1.3. Bagian mikrobiologi
Oven, autoclave, inkubator, colony counter, fume hood, biosafety cabinet.
3.5.2. Laboratorium Analytical Development Method.
Berperan dalam pengembangan metode analisis yang meliputi metode fisika
kimia dan metode stabilitas. Perlengkapan instrument di Laboratorium Analytical
Development Methode kutang lebih sama dengan instrument di departemen Quality
Control.
3.5.3. Laboratorium Formulation Development
Group Formulation Development Department berperan dalam studi dan
pengembangan formula produk yang meliputi produk kategori Active Pharmaceutical
Product, herbal, suplemen makanan, kosmetik, dan makanan. Departemen ini meneliti
dan mencari formulasi mulai skala lab hingga skala pilot. Group Formulation
Development Department menyusun formula induk yang berisi identitas obat dan
formula obat serta langkah-langkah proses produksinya.
Peralatan yang terdapat di laboratorium ini antara lain ; super mixer, mesin cetak, mesin
coating, hardness tester, friability tester, disintegration tester, oven, fluid bed dryer, dll.
3.6. Tata Letak Pabrik
PT. Soho Industri Pharmasi merupakan bagian dari group perusahaan, SOHO
global health. Berlokasi di jalan Pulo Gadung No 6, tidak hanya PT. Soho Industri
Pharmasi yang berdiri disana melainkan juga salah satu sister companynya yaitu PT.
Ethica Industri Farmasi. Bangunan –bangunan yang terdapat di lokasi tersebut antara
lain,
(1) Gedung 3 (Lokasi departemen produksi, warehouse, QC, QA, R&D, Engineering
dan HSE PT. Soho industri Pharmasi)
(2) Gedung CEPC, kantin dan klinik
(3) Gedung Obat Tradisional
(4) Gedung Cephalosporin PT. Ethica Industri Farmasi
36
(5) Gedung Injeksi PT. Ethica Industri Farmasi
3.7. System Keselamatan dan Kesehatan Kerja
Di SOHO global health yang awalnya bernama soho group. Terdapat satu
departemen khusus yang menangani system keselamatan dan kesehatan kerja. Walaupun
pada dasarnya hal tersebut adalah tugas dan tanggung jawab semua pihak. Secara umum
SOHO global health sudah menerapkan prinsip dan kebijakan K3LH yang bertujuan
untuk menciptakan tempat kerja yang aman, sehat dan bebas pencemaran lingkungan.
Hal ini dilakukan dengan cara menerapkan system manajemen K3LH secara efektif dan
menyeluruh. Proses yang berjalan tersebut bersifat dinamis dan selama proses itu
berjalan tetap diupayakan adanya perbaikan yang berkelanjutan. Yang tentu saja tetap
mengacu pada peraturan perundangan K3LH yang berlaku. Dasar hukum penerapan
k3LH di SOHO Global Health mengacu pada :
(1) UU No. 1/ 1970 tentang keselamatan kerja
(2) UU No. 23/ 1992 tentang kesehatan
(3) UU No. 2/ 1992 tentang Jamsostek
(4) UU No. 13/ 2003 tentang ketenaga kerjaan
(5) UU No. 32/ 2009 tentang perlindungan dan pengelolaan lingkungan hidup
SOHO Global Health mengutamakan keselamatan kerja dan keramahan
lingkungan. Departemen K3LH atau HSE merupakan departemen yang berperan dalam
menangani keselamatan kerja, kesehatan kerja, dan lingkungan hidup. Setiap karyawan
yang baru mendapatkan training dari departemen ini. Tujuan training ini adalah agar
setiap karyawan memahami peraturan yang berlaku sehingga dapat terhindar dari
kecelakaan kerja. Peraturan tersebut dituangkan dalam Petunjuk Umum Keselamatan
Kerja PT. SOHO Group. Petunjuk-petunjuk yang tertera bersifat tambahan dari
Peraturan Perundang-Undangan tentang Keselamatan Kerja yang ada di Republik
Indonesia yang berhubungan dengan jenis perkerjaan yang dilakukan. Selain melakukan
training, departemen ini juga telah mempublikasikan di setiap sisi luar pabrik mengenai
keselamatan kerja berupa penandaan rambu-rambu keamanan dan monitoring board
frekuensi kecelakaan.
Kesehatan sangat penting untuk diperhatikan agar tidak mengganggu kinerja
karyawan dalam bekerja yang berakibat pada mutu produk yang dihasilkan. Secara
berkala, PT. SOHO juga melakukan medical check up kepada setiap karyawannya dan
pemeriksaan kesehatan pada saat bergabung dengan perusahaan. Aspek keselamatan
37
kerja dilakukan dengan pelatihan yang terkait keselamatan kerja ketika berada di area
perusahaan baik pengunjung maupun karyawan. Karyawan wajib mengikuti pedoman
keselamatan pekerja. Prinsip dari keselamatan kerja adalah kenali lingkungan kerja,
pelajari bahaya, dan risiko yang mungkin timbul, kemudian cari cara pencegahannya.
HSE menerapkan lima hierarki kontrol secara bertahap, yaitu eliminasi,
substitusi, pendekatan teknis, pengawasan administrasi, dan APD (Alat Pelindung Diri).
Eliminasi yaitu menghilangkan setiap bahaya dan risiko dari setiap proses. Substitusi
adalah mengganti aktivitas pekerjaan dengan metode yang lain untuk mengurangi risiko
yang ada. Pendekatan teknis yaitu penggunaan alat-alat yang mempermudah pekerjaan
dan mengurangi risiko terjadinya kecelakaan kerja. Pengawasan administrasi adalah
melakukan pengawasan, pendampingan, serta pembuatan prosedur tetap. APD yaitu
memperlengkapi diri dengan pelindung seperti jas lab, kacamata (goggle), sarung tangan,
masker ketika diperlukan. Setiap kali ada kejadian nyaris atau kecelakaan kerja,
karyawan diwajibkan untuk melaporkan hal ini dengan tujuan agar dapat mengurangi
kecelakaan kerja dalam hal yang sama. Setiap satu bulan sekali, departemen ini
melaporkan hasil reviewnya. Jenis-jenis kecelakaan kerja:
a. Fatality
Fatality merupakan jenis kecelakaan yang dapat menyebabkan karyawan
sampai meninggal dunia.
b. Lost time injury
Lost time injury merupakan jenis kecelakaan yang menyebabkan karyawan tidak
dapat bekerja sementara waktu, karena karyawan harus beristirahat.Misalnya, karyawan
tertimpa barang yang sedang dikarantina di gudang hingga memar dan sakit jika
bergerak.
c. Medical treatment injury
Medical treatment injury yang merupakan jenis kecelakaan yang menyebabkan
perlunya dilakukan tindakan medis pada karyawan. Misalnya, karyawan terkenanya
alkohol pada biji matanya.
d. First aid
First aid merupakan jenis kecelakaan yang menyebabkan perlunya dilakukan
tindakan medis segera pada karyawan yang baru tertimpa kecelakaan. Misalnya, jari
karyawan tertekan punch dan die di mesin tablet hingga berdarah.
38
e. Near miss
Near miss adalah salah satu jenis kecelakaan yang poten menyebabkan hampir
celaka. Misalnya, karena ketidaktahuan, maka karyawan tidak menggunakan masker dan
kaca mata pada saat coating tablet sehingga dapat mengalami kecelakaan kerja.
Pengontrolan lingkungan berhubungan dengan dampak yang ditimbulkan proses
produksi terhadap kelestarian lingkungan. Salah satunya dengan pengolahan limbah yang
bertujuan untuk mengurangi cemaran ke lingkungan sekitar. Pada area dalam bangunan
terdapat bak sampah pada perkantoran, pantry, dan kamar mandi. Selain itu pada area
luar terdapat beberapa bak sampah yang terdiri dari bak sampah organik, non organik,
dan B3. Bak sampah organik berwarna hijau khusus digunakan untuk kertas, daun,
kardus, dan sisa makanan. Bak sampah non organik berwarna biru khusus digunakan
untuk plastik, alat tulis kantor, botol bekas, dan styrofoam. Bak sampah B3 berwarna
jingga khusus digunakan untuk kaleng cat bekas, cartridge printer bekas, dan kemasan
bahan kimia. Hal ini dimaksudkan agar kebersihan selalu terjaga dan bebas sampah
berceceran.
39
BAB IV. MANAJEMEN PABRIK
4.1. Visi dan Misi Perusahaan
4.1.1. Visi SOHO Global Health
VISI 2015, memahami pentingnya pertumbuhan organisasi, tantangan-
tantangan yang dihadapi dalam industri dan ancaman atau tingkat persaingan yang
semakin besar akibat gobalisasi, SOHO Global Health telah memandang jauh ke depan
dengan merumuskan visi 2015. Visi ini merupakan visi jangka panjang yang
menekankan pada usaha untuk mempertahankan bisnis inti dan melakukan inovasi pada
area focus bisnis yang baru.
Rumusan visi 2015 SOHO Global Health adalah menjadi salah satu kelompok
perusahaan global terkemuka dalam bidang manufaktur, distribusi dan menyediakan
produk dan jasa kesehatan berkualitas tinggi.
Yang menjadi acuan SOHO Global Health dalam merencanakan dan memonitor
pencapaian-pencapaian strategi perusahaan, menggunakan empat perspektif, yaitu :
(1) Perspektif keuangan (Financial perspective)
Bertujuan untuk meningkatkan penghasilan SOHO Global Health.
(2) Perspektif pelanggan (Customer perspective)
Untuk didedikasikan pada kepuasan pelanggan dengan level yang tertinggi dan
memperoleh kepercayaan dari dokter, pasien dan pelanggan lain yang dilayani.
(3) Perspektif proses internal (Internal process perspective)
Untuk mencapai ‘best in class’ di seluruh aktivitas operasional.
(4) Perspektif pembelajaran dan pertumbuhan (Learning and growing perspective)
Untuk mengembangkan ketrampilan-ketrampilan yang ‘best in class’. Fokus
bisnis dalam Visi 2015 adalah pada area berikut:
a) Binis manufaktur, dengan cara :
Mempertahankan pangsa pasar yang sudah diraih dan melakukan ekspansi ke pangsa
pasar yang baru dan pasar internasional.
Melakukan diversifikasi ke arah manufacturing health related products.
b) Bisnis distribusi, dengan cara :
Memperkuat bisnis inti dan menjadi pemain niche logistic farmasi.
Melakukan diversifikasi dengan ekspansi ke pasar ritel farmasi .
c) Bisnis healthcare, dengan cara :
40
Mendirikan laboratorium
Mendirikan klinik
d) Disverifikasi bisnis, dengan cara :
Berdagang bahan baku.
Membangun perkebunan bahan baku dan ekstraksi untuk curcuma.
Memproduksi bahan pengemas.
Keempat fokus bisnis tersebut didukung oleh 3 penggerak utama, yaitu :
Inovasi produk dan pelayanan.
Bisnis internasional dengan menjadi Leading Home dan Regional Player.
Mengembangkan ketrampilan karyawan yang “best in class” serta teknologi dan
informasi capital yang unggul.
4.1.2. Misi SOHO Global Health
Misi SOHO Global Health yaitu dengan bangga melayani pelanggan dengan
menyediakan secara terus-menerus produk dan jasa kesehatan yang berkualitas tinggi
untuk meningkatkan mutu kehidupan dan usia panjang. “Terus menerus” mempunyai
makna terus-menerus mengadakan pembaharuan dalam hal produk dan jasa kesehatan
serta mempunyai keunggulan dalam persaingan. Mutu kehidupan disini ditingkatkan
dengan cara mengembangkan sebagian atau seluruh aktivitas yang terbatasi karena suatu
penyakit menuju kondisi aktivitas normal, mempertahankan atau meningkatkan kondisi
kesehatan sehingga dapat beraktivitas secara terus-menerus seperti yang diinginkan, dan
mencegah kemungkinan adanya gangguan kesehatan.
Selain dari Visi 2015 dan Misi SOHO Group, perusahaan juga memiliki nilai-
nilai yang merupakan kepercayaan dan ide mengenai tujuan yang ingin dicapai oleh para
anggota organisasi untuk mencapai tujuan tersebut. Nilai-nilai organisasi tersebut
membentuk norma organisasi sekaligus sebagai panduan atau harapan yang
menggambarkan perilaku yang sepantasnya dilakukan para karyawan. Terdapat tujuh
nilai budaya di SOHO Group, yaitu :
(1) Kerja Sama yang Memiliki Komitmen Tinggi
Kemampuan untuk bekerja sama tersebut harus dilandasi oleh pemahaman
setiap karyawan mengenai tugas dan tanggung jawabnya masing-masing dan bagaimana
keterkaitan kerjanya dengan bagian atau departemen atau divisi atau unit lain dalan
SOHO Global Health.
(2) Pelayanan prima kepada pelanggan

41
Nilai yang diharapkan dimiliki dalam perilaku karyawan adalah pelayanan yang
memuaskan dan melebihi harapan pelanggan, baik pelanggan internal maupun pelanggan
eksternal.
(3) Pemrakarsaan cara baru dalam menjalankan usaha
Karyawan diharapkan secara proaktif mencari cara kerja yang lebih efektif
melalui ide-ide dan kreativitas karyawan sehingga menghasilkan produk dan proses kerja
yang lebih baik lagi
(4) Dedikasi dan produktivitas
Dedikasi yang diharapkan dari karyawan adalah kemampuan untuk
menempatkan diri untuk memberikan yang terbaik bagi perusahaan, bahkan bila perlu
disertai dengan pengorbanan yang tulus, sementara produktivitas yang diharapkan dari
karyawan adalah mampu memberikan hasil kerja atau kinerja yang terbaik dengan
memperhatikan efektivitas dari efisiensi kerja.
(5) Perlakuan yang adil dan penghargaan atas pretasi
Perlakuan yang adil yang dikembangkan sebagai nilai budaya dalam SOHO
Global Health adalah memperlakukan karyawan/pelanggan sesuai dengan ketentuan,
prosedur, mengetahui kebijakan yang berlaku, sementara penghargaan atas prestasi
adalah memberikan penghargaan dalam bentuk materi atau non-materi, baik secara lisan
maupun tertulis, didepan karyawan lain maupun secara pribadi atas prestasi kerja yang
dicapai karyawan.
(6) Perjuangan demi hasil optimal
Dalam mengerjakan sesuatu, karyawan SOHO Global Health harus
melakukannya dengan usaha keras dan ketrampilan yang tinggi dan disertai dengan
perencanaan yang matang, didiskusikan, diuji coba dan dievaluasi.
(7) Integritas, kejujuran dan disiplin
‘Integritas’ memiliki makna menjaga dan melaksanakan norma dan ketentuan
yang berlaku di masyarakat dan organisasi secara konsekuen dan konsisten serta
menyimpan rahasia yang dipercayakan; sedangkan kejujuran adalah bekerja dengan niat
dan suasana yang bersih dari segala macam unsure keuntungan diri pribadi (yang tidak
menjadi haknya), baik secara material ataupun non-material, sementara nilai budaya
disiplin adalah menepati/menjalankan segala ketentuan dengan tepat dan benar sesuai
dengan tepat dan benar sesuai dengan ketentuan yang ada.
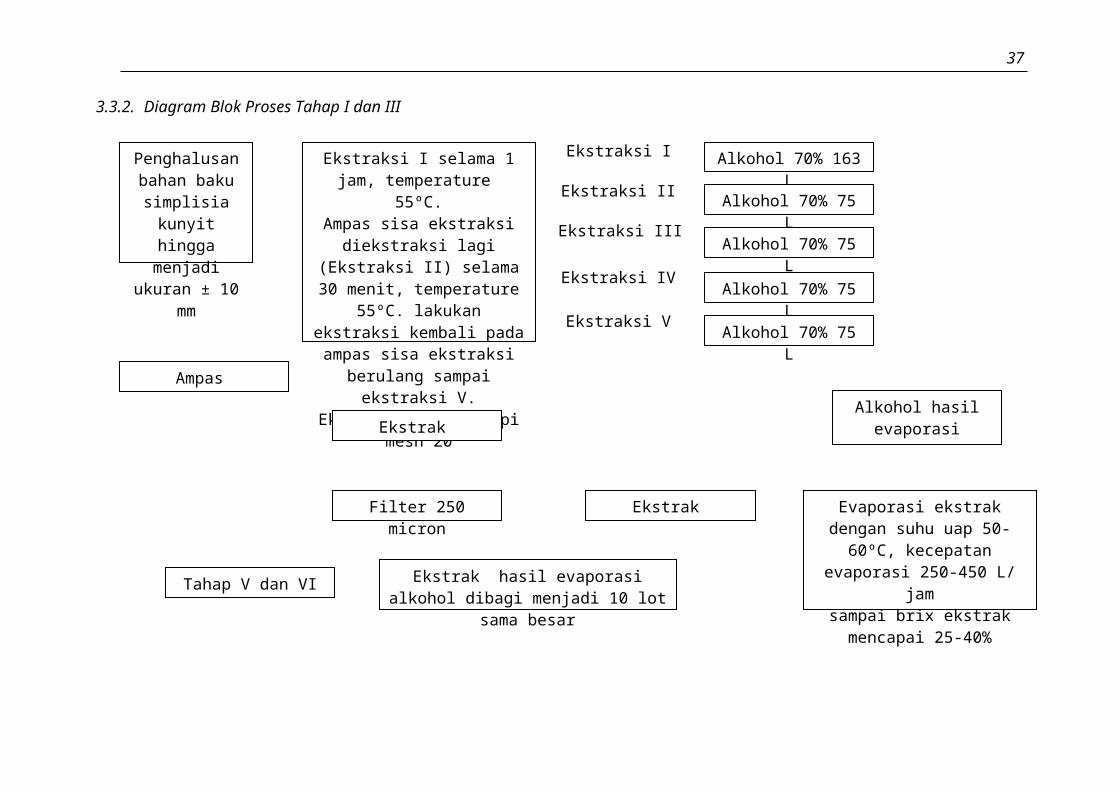
42
4.2. Organisasi Perusahaan
PT. Soho Industri Pharmasi adalah salah satu perusahaan dari group SOHO
Global Helath, dan untuk manufacturingnya didalam struktur berada dalam divisi Supply
and Operation. Supply and operation sendiri membawahi beberapa divisi yaitu human
resources for supply and operation, quality operation division, supply chain division,
manufacturing division dan special projects for supply and operation.
Gambar 4.1. Struktur Organisasi Supply and Operation Division
4.2.1. Quality Operation Division
Dalam menangani manajemen mutu, Quality operation division terbagi dalam
beberapa departemen antara lain, departemen quality assurance, departemen quality
control for PT. Soho Industri Pharmasi, departemen quality control for PT. Ethica
Industri Farmasi dan validation and documentation department.
Gambar 4.2. Struktur Organisasi Quality Operation Division
4.2.1.1. Quality Assurance Department
Vice President for Supply and
Operation Division
Human Resources for Supply and
OperationQuality Operation
DivisionManufacturing
DivisionSupply Chain
Division
Riset and Development
Division
Quality Operation Division Head
Quality Assurance Department Head
Quality Control Department Head
for PT. Soho Industri Pharmasi
Quality Control Department Head
for PT. Ethica Industri Farmasi
Validation & Documentation
Department Head
Quality Operation Administrator
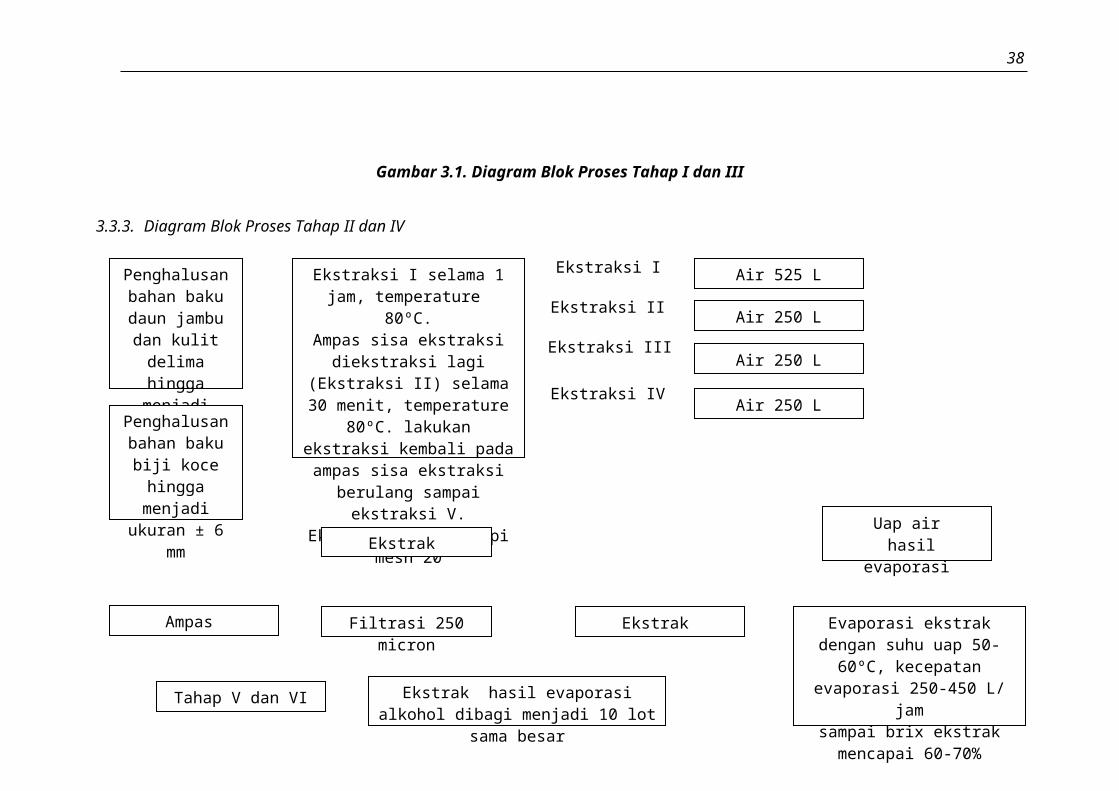
43
Quality Assurance Department dikepalai oleh seorang apoteker dengan jabatan
Quality Assurance Department Head. Quality Assurance Department memiliki tanggung
jawab yang berhubungan dengan pemastian mutu produk, antara lain:
(1) Merancang dan memastikan penerapan system mutu serta memprakarsai dan
mengawasi audit internal atau inspeksi diri secara berkala
(2) Memprakarsai dan berpoartisipasi dalam pelaksanaan audit eksternal (audit
terhadap pemasok atau audit terhadap toll out)
(3) Mengkoordinasi antar divisi lain keterkaitannya dengan pengendalian perubahan
dan deviasi
(4) Mengevaluasi dan mengkaji catatan batch produksi (batch record) dan Meluluskan
atau menolak produk jadi untuk penjualan dengan berdasarkan pertimbangan
semua faktor terkait.
(5) Menyetujui kontrak pembuatan produk (toll manufacturing) dan kontrak
laboratorium analisa atau kalibrasi, melaksanakan dan memastikan program
validasi dan kalibrasi berjalan dengan rutin dan benar
(6) Menangani penyelesaian semua keluhan yang berhubungan dengan produk seperti
keluhan obat, obat kembalian dan penarikan obat jadi.
(7) Memastikan pengujian stabilitas obat jadi dilakukan sesuai dengan jadwal dan
berkesinambungan
Gambar 4.3. Struktur Organisasi Quality Assurance Department
4.2.1.2. Quality Control Department for PT. Soho Industri Pharmasi
Quality Assurance Dept. Head
Quality compliance Section Head
Quality Monitoring System Sub. Dept. Head
Quality Support section Head
Quality Assurance Administrator
Quality Monitoring Sec. Head
Quality System Executive Quality Release HeadQuality Compliance
Executive
ProductionIinspector
Quality Support Analyst

44
Quality Control Department berada dibawah Quality Operation Department
yang berperan dalam memastikan mutu produk agar tetap konsisten setiap kali produksi
dan memiliki spesifikasi yang ditetapkan, sehingga produk memberikan manfaat bagi
konsumen. Quality Control Department dikepalai oleh apoteker yang memiliki jabatan
sebagai Quality Control Department Head. Quality Control Department bersifat
independen dan sejajar dengan Quality Assurance Department. Quality Control
Department PT. SOHO terpisah dari Quality Control PT. ETHICA. Peran Quality
Control Department adalah:
(1) Menganalisa dan menyetujui atau menolak bahan awal, bahan pengemas, produk
antara, produk ruahan, dan produk jadi.
(2) Mengarsipkan sertifikat analisa dan dokumen QC lain secara lengkap, teratur dan
mudah ditelusuri.
(3) Memastikan seluruh pengujian yang diperlukan dan validasinya telah
dilaksanakan.
(4) Memberi persetujuan terhadap spesifikasi, instruksi kerja pengambilan sampel,
metode pengujian, kontrak analisis dan prosedur pengawasan mutu yang lain.
(5) Memeriksa penanganan limbah cair dan padat.
(6) Memeriksa pemeliharaan bangunan dan fasilitas serta peralatan di bagian
pengawasan mutu.
(7) Menetapkan, memvalidasi, dan menerapkan semua prosedur pengawasan mutu.
(8) Memantau tersedianya bahan pereaksi dan baku pembanding.
(9) Memastikan pelatihan awal dan berkesinambungan bagi personil di departemennya
sesuai kebutuhan.
Quality Control Dept. Head for PT.
SOHO Industri Pharmasi
Raw Material Section Head
Packaging Material Section Head
Finish Good Section Head
Packaging Material Analyst
Finish Good Analyst
Microbiology Section Head
Raw Material Analyst
Microbiology Analyst
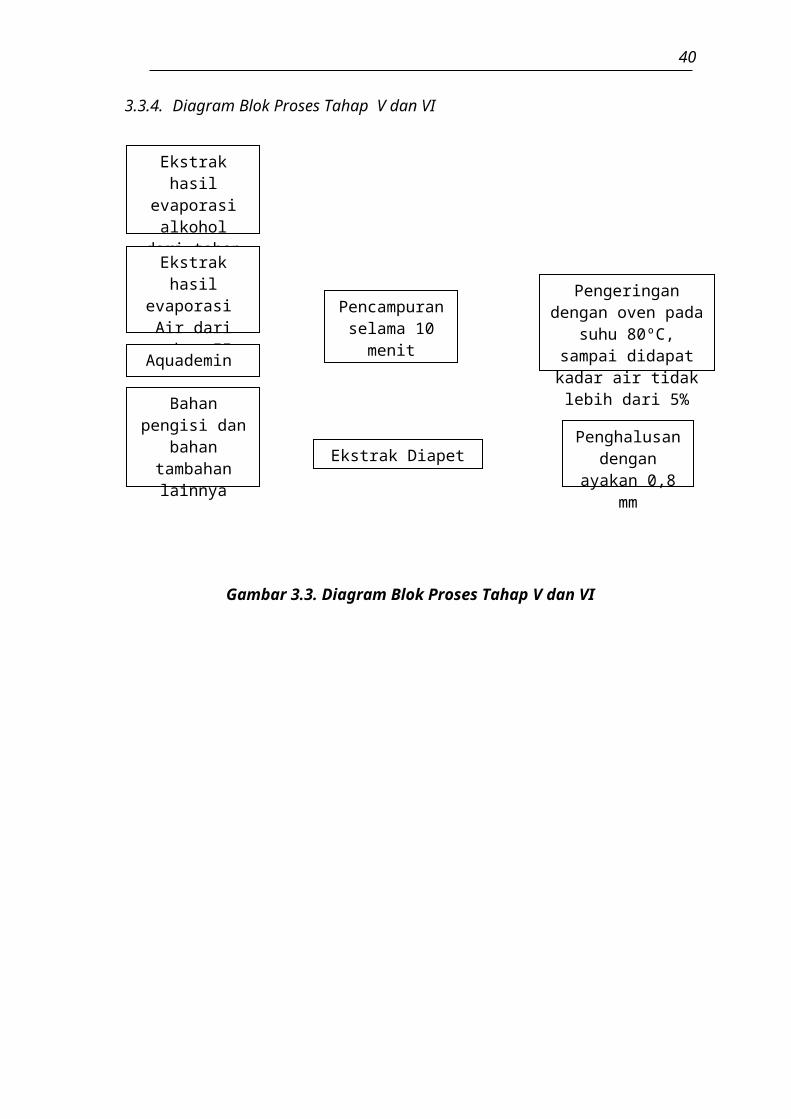
45
Gambar 4.4. Struktur Organisasi Quality Control Department for PT. Soho Industri
Pharmasi
4.2.1.3. Quality Control Department for PT. Ethica Industri Farmasi
Quality Control Department PT. ETHICA hampir sama dengan Departemen QC
di PT. SOHO. Perbedaannya adalah jenis produk yang diperiksa, jenis pengujian, dan
struktur organisasi antara bahan baku dan bahan kemas dipegang oleh orang yang sama.
Di dalam PT. ETHICA yang diuji adalah produk-produk steril, sehingga dibutuhkan uji
sterilitas, uji mikroba, uji endotoksin, uji jamur, uji pH, osmolalitas, tetapi di dalam PT.
SOHO yang diuji adalah sampel produk non steril ataupun produk obat tradisional.
Gambar 4.5. Struktur Organisasi Quality Control Department for PT. Ethica Industri
Farmasi
4.2.1.4. Validation and Documentation Department
Validation and Documentation Department merupakan suatu departemen yang
bertanggung jawab atas seluruh aktivitas validasi dan pengelolaan dokumen terkendali
dalam lingkup manufacturing untuk memenuhi ketentuan CPOB. Secara garis besar,
tugas departemen ini adalah melakukan analisa risiko, kualifikasi, validasi, dan
dokumentasi. Analisa Risiko merupakan suatu kegiatanmenganalisa kemungkinan risiko
yang berasal dari desain/fungsi maupunpenggunaan peralatan. Tahap ini dilakukan
sebelum proses kualifikasi dimulai.
Kualifikasi merupakan upaya pembuktian bahwa fasilitas, sistem, dan ruangan
(clean room) yang digunakan bekerja dengan benar. Kualifikasi terdiri dari 4 tahap, yaitu
Quality Control Dept. Head for PT.
SOho Industri Pharmasi
Raw Material & Packaging Material
Section HEad
Finish Good Section Head
Finsih Good Analyst
Microbiology Section Head
Raw Material Analyst
Microbiology Analyst
Packaging Material
Production Inspector

46
kualifikasi desain, kualifikasi instalasi, kualifikasi operasional, dan kualifikasi kinerja.
Kualifikasi desain atau Design Qualification (DQ) dilakukan untuk memastikan apakah
desain peralatan yang digunakan telah sesuai dengan kriteria cGMP yang didefinisikan
dalam User Requirement Specification dan Analisa Risiko
Validasi proses bertujuan untuk memastikan bahwa proses produksi suatu
produk dapat menghasilkan parameter-parameter proses produksi yang sesuai sehingga
diperoleh suatu proses produksi yang efisien, efektif dan memenuhi aspek kesesuaian
mesin serta secara konsisten menghasilkan produk yang memenuhi spesifikasi yang
ditetapkan. Selain itu, validasi proses juga bertujuan untuk mencegah terjadinya reproses
atau rework. Reproses dapat terjadi karena adanya spesifikasi tertentu yang tidak dapat
terpenuhi dan berakibat meningkatnya biaya produksi
Validasi sistem komputer merupakan suatu kegiatan yang dilakukan untuk
membuktikan bahwa sistem komputerisasi yang digunakan (hardware dan software)
dalam proses pembuatan produk obat sesuai dengan persyaratan CPOB yang berlaku.
Apabila fungsi dan kinerja sistem komputerisasi tersebut sesuai, maka konsistensi,
reliabilitas dan keakuratan data juga akan terjaga.
Gambar 4.6. Struktur Organisasi Validasi and Documentation Department
4.2.2. Manufacturing Division
Manufacturing division membawahi beberapa departemen antara lain :
Production department, engineering manager dan HSE department. Departemen
produksi sendiri terdiri dari beberapa bagian yang dikepalai oleh manager tersendiri yaitu
: sterile production, cephalosporin and extract production, solid processing, solid
packaging dan liquid production. Departemen HSE sendiri terdiri dari bagian safety and
Validation and Documentation
Department Head
Senior validation Engineering
Validation Engineering
Manufacturing Documentation
Executive
Manufacturing Documentation Adminstrator
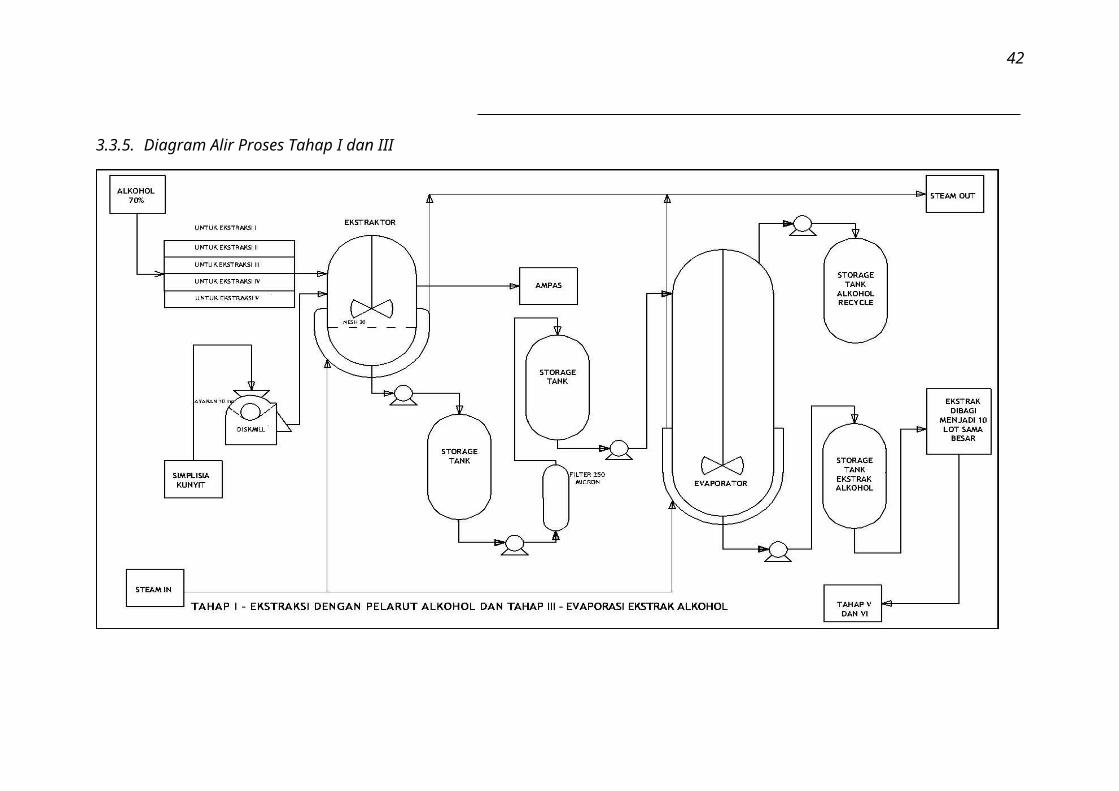
47
loss prevention, industrial hygiene, health and environmental dan building maintenance.
Departemen engineering juga terdiri dari beberapa bagian yaitu : maintenance dan
engineering planning and realiability.
4.2.3. Supply Chain Division
Divisi SCM terbagi menjadi 4 departemen yaitu Departemen Supply Planning,
Inbound Logistic, Material Procurement, dan Import Clearance
Gambar 4.7. Struktur Organisasi Supply Chain Division
4.2.4. Riset and Development Division
Divisi R&D dipimpin oleh seorang apoteker dengan jabatan R&D Division
Head. Divisi R&D dibagi menjadi empat departemen, yaitu Group Formulation
Development Department, Analytical Method Development Department, Packaging
Development Department, dan R&D Compliance and Support Document. Divisi R&D
dilengkapi dengan fasilitas laboratorium formulasi dengan alat penunjang dan pilot
machine (miniatur alat produksi). Kerjasama Departemen R&D dengan departemen lain
adalah sebagai berikut:
a. Mengirimkan master formula ke bagian produksi untuk kemudian diterjemahkan
oleh bagian produksi menjadi batch record.
b. Mengirimkan spesifikasi dan metode analisa untuk produk jadi baru dan eksisting.
c. Membutuhkan support dari Supply Chain dalam hal penentuan mesin produksi dan
kapasitasnya.
d. Menyiapkan dokumen untuk kepentingan registrasi yang diserahkan ke bagian
regulatori
e. Bersama dengan Business Development dalam mendukung launching produk baru
yang dilakukan oleh bagian Marketing.
Supply Chain Division Head
Supply Planning Departmen Head
Inbound Logistic Department Head
Material Procurment Department Head
Import Cleareance Department Head
48
Gambar 4.8. Struktur Riset and Development Division
4.3. Sistem Kerja
Kategori karyawan di SOHO Global Health terdiri dari karyawan harian,
karyawan kontrak dan karyawan tetap. Setiap karyawan sebelum diangkat memjadi
karyawan tetap diwajibkan untuk menjalani untuk menjalani masa percobaan dengan
jangka waktu 3 bulan. Terdapat 5 hari kerja wajib dalam satu minggu (dari hari senin
sampai jumat). Di luar hari tersebut libur atau apabila masuk kerja dikategorikan sebagai
lembur. Jam kerja karyawan adalah sebagai berikut:
Shift I : 07:00 – 15:30
07:30 – 16:00
Shift II : 13:30 – 21:00
15:00 – 22:30
Shift III : 22:00 – 06:00
Kerja lembur adalah kerja yang dilakukan di luar jam kerja yang telah
ditentukan dan bekerja pada hari libur resmi atau libur raya keagamaan dan atau hari
istirahat mingguan.
4.4. Jaminan Sosial dan Kesehatan
Perusahaan mengikut sertakan karyawan pada program Jamsostek dan JKDK
sesuai dengan peraturan yang berlaku, dengan pembayaran iuran sebagai berikut :
4.4.1. Jaminan Hari Tua (JHT)
Sebesar 5,7% (3,7% ditanggung oleh perusahaan dan 2% ditanggung oleh
karyawan). Berdasarkan peraturan yang terbaru. Jaminan Hari Tua (JHT) mulai 01
Januari 2010, dari saldo yang mengendap mendapat bunga 7,0% dan untuk iuran yang
berjalan mendapat bunga 7,0%.
4.4.2. Jaminan Kematian
R&D Division Head
Group Formulation Development
Department Head
Analytical Methode Department Head
Packaging Development
Department Head
Process Development Departement Head
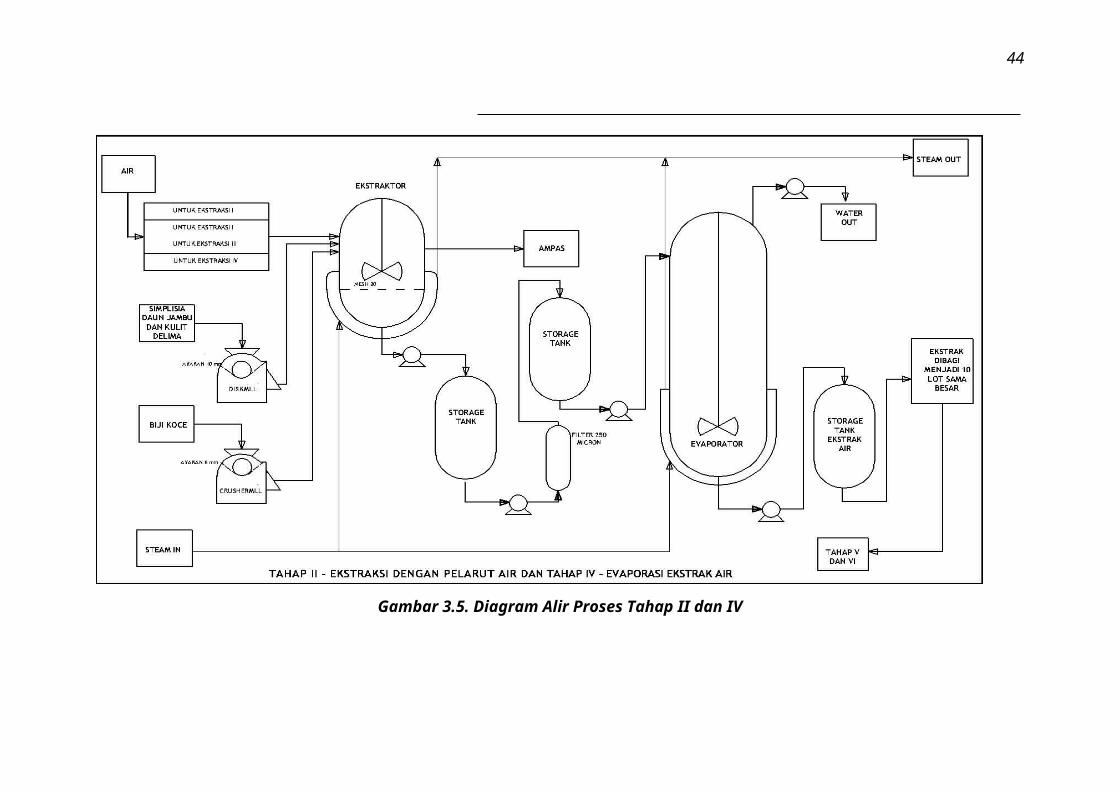
49
Sebesar 0,30% ditanggung oleh perusahaan. Apabila karyawan meninggal dunia
bukan karena kecelakaan kerja, maka ahli warisnya berhak mendapatkan. Santunan
kematian sebesar Rp. 10.000.000, santunan berkala Rp. 200.000 selama 24 bulan dan
biaya pemakaman sebesar Rp. 2.000.000.
4.4.3. Jaminan Kecelakaan
Ditanggung oleh perusahaan (Jaminan Kecelakaan Kerja/ JKK sebesar 0,89%
dan JKDK sebesar 0,24%). Kecelakaan kerja adalah kecelakaan yang terjadi pada saat
sedang bertugas atau dalam perjalanan berangkat dan pulang kerja. Kecelakaan diluar
jam kerja adalah kecelakaan yang terjadi diluar jam kerja, contoh : di rumah, saat
berlibur, dll.
Berdasarkan ketentuan yang berlaku di SOHO Global Health, para karyawan
dan keluarganya yang sakit berhak mendapatkan perawatan/ pengobatan dengan
ketentuan-ketentuan sebagai berikut :
(1) Telah menjadi karyawan tetap atau telah menjalani masa percobaan selama 3 (tiga)
bulan.
(2) Bagi karyawan yang telah menikah, keluarga yang berhak mendapatkan penggantian
pengobatan adalah istri yang sah dibuktikan dengan akta nikah dan maksimum 3
orang anak yang dibuktikan dengan akte lahir anak, dengan ketentuan masih di
bawah 21 tahun, belum bekerja dan belum menikah.
(3) Perawatan/ pengobatan tidak termasuk untuk penyakit karena kesalahan atau
perbuatan sendiri. Misalnya : penyakit kelamin, pengguguran kandungan, imunisasi
HIV AIDS.
(4) Bagi karyawan wanita, biaya pengobatan/ perawatan yang berhubungan dengan
kehamilan diganti namun biaya melahirkan (persalinan) tidak diganti oleh
perusahaan (dengan syarat : surat nikah harus sudah ada di data HRD)
(5) Pemeriksaan, pemeliharaan kesehatan dan penggantian untuk rawat inap yang
menyangkut dalam rangka memperoleh/ mempertahankan keturunan tidak dapat
diberikan pengantian oleh perusahaan
(6) Pemeriksaan laboratorium dan lain-lain dalam rangka persiapan pernikahan
walaupun atas rujukan dokter tidak dapat diberikanpenggantian oleh perusahaan.
(7) Disediakan fasilitas Poliklinik yang dapat digunakan oleh karyawan di area
Pulogadung 6. Atau juga di apotek dan klinik bersama di apotek harmoni di PTC.
Selain hal diatas perusahaan juga menanggung biaya persalinan untuk istri
karyawan dengan nilai yang disesuaikan dengan kategori jabatan karyawan yang
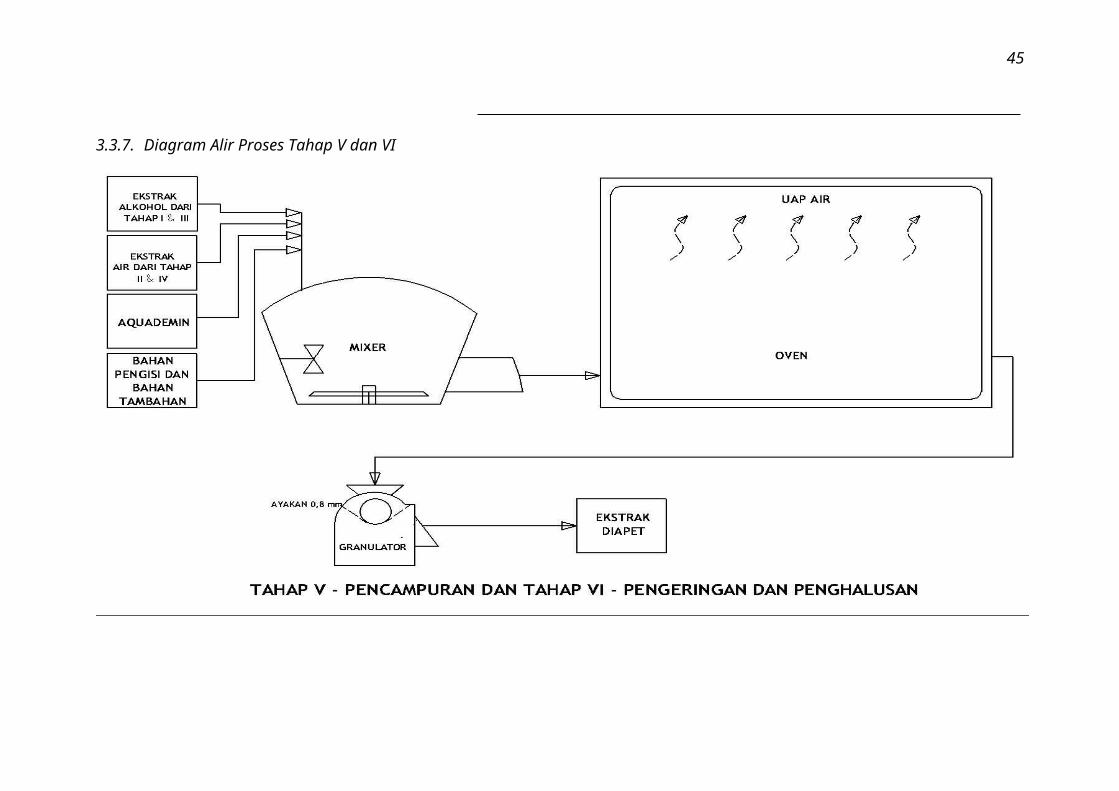
50
bersangkutan. Biaya kacamata, frame atau alat bantu dengar. Jenis pengobatan rawat
jalan yang mendapatkan penggantian dengan nilai yang sudah ditentukan antara lain :
pengobatan ke dokter umum, dokter speialis dan pengobatan gigi. Apabila selama satu
tahun (terhitung akhir desember) biaya pengobatan rawat jalan tidak digunakan. Maka
dari nilai tersebut sebesar 30% akan diberikan kepada karyawan sebagai bonus sehat.
Pembayaran akan dilakukan pada bulan februari atau maret bersama gaji pada tahun
berikutnya.
4.5. Pemasaran
Distribusi memegang peranan yang penting dalam bisnis apapun termasuk
bidang farmasi. Karena bagian distribusi berhubungan langsung dengan konsumen.
Untuk SOHO Global Health pendistribusian ditangani oleh PT. Parit Padang Global
(PPG) sebagai divisi distribusi. PPG juga menangani bisnis disverifikasi SOHO Global
Health seperti bisnis perdagangan bahan baku (raw material trading-RMT) dan bisnis
apotek Global Harmony. PPG juga bekerja sama dengan principal-principal besar
lainnya, seperti Astrazeneca Indonesia, Pfizer, Nestle, Sosro dan La Tulipe. Selain sudah
menerapkan ISO 9001:2000, PT. Parit Padang Global juga merupakan pelopor distribusi
farmasi dengan system on line di Indonesia. PPG memiliki beberapa cabang
distributornya yaitu :
Jakarta (3 cabang) Bandar Lampung Surabaya (2 cabang)
Tangerang Semarang Makasar
Padang Pontianak Malang
Bogor Solo Manado
Jambi Banjarmasin Denpasar
Cirebon Yogyakarta Pekanbaru
Palembang Samarinda
Bandung Medan
Selain melalui PT. Parit Padang Global dan Apotek Harmoni. Beberapa produk
SOHO Global Health juga dipasarkan melalui Multi Level Marketing (MLM) oleh PT.
Universal Health Network (UNIHEALTH). Sampai dengan bulan juni 2010, anggota
UNIHEALTH sudah mencapai ±2500 orang yang tersebar di seluruh Indonesia. mulai
dari NAD, Sumatera Utara, Sumatera Barat, Jambi, kepulauan Riau, Sumatera Selatan,
Banten, DKI Jakarta, Jawa Barat, Jawa Tengah, Jawa Timur, Bali, NTB, NTT dan
Kalimantan Barat.

51
BAB V. TUGAS KHUSUS - MEREDUKSI NILAI TOTAL MIKROBA
DALAM LIMBAH WWTP
5.1. Latar Belakang
Air limbah atau cairan limbah sebetulnya adalah suplai air dari masyarakat
setelah sebelumnya digunakan untuk bermacam-macam aktifitas. Dari pandangan umum
secara keseluruhan, air limbah bisa saja berasal dari gabungan cairan atau limbah yang
terbawa air yang dibuang dari perumahan, institusi, pasar, mall, industri yang juga
bercampur dengan air tanah, air permukaan atau air hujan (Wastewater engineering,
2003 halaman 1). Volume air limbah yang dibuang ke lingkungan semakin meningkat
seiring meningkatnya aktifitas manusia. Seperti halnya aktifitas di industri dalam hal ini
industri farmasi. Kebutuhan akan obat-obatan yang semakin meningkat dari tahun ke
tahun. Tentunya direspon oleh industri farmasi dengan meningkatkan kapasitas
produksinya. Hasil samping selain meningkatnya keuntungan adalah meningkatnya
volume limbah yang dihasilkan. Proses rutin produksi di industri farmasi yang menuntut
akan kebersihan yang tinggi, untuk menghindari proses kontaminasi silang ataupun
tercemarnya produk yang dihasilkan dengan mikroba. Menyebabkan tingkat penggunaan
air sebagai sarana sanitasi juga tinggi.
Merujuk kepada Peraturan Pemerintah RI No. 82 Tahun 2001 mengenai
pengelolaan kualitas air dan pengendalian pencemaran air dan Keputusan Menteri
Negara Lingkungan Hidup No : Kep-51/Men.LH/10/1995 mengenai baku mutu limbah
cair bagi industri. Setiap pelaku industri wajib memiliki instalasi pengolahan air limbah
agar limbah yang dikeluarkan oleh industri sesuai dengan baku mutu yang telah di
sesuaikan pemerintah.Untuk mengelola dan mengendalikan air limbah yang dihasilkan
supaya aman untuk dibuang ke perairan dan lingkungan, Unit Instalasi Pengolahan Air
Limbah (IPAL) PT. Soho Industri Pharmasi menggunakan teknologi biological
treatment (activated sludge process).
Salah satu point penting dalam persyaratan mutu baku limbah cair adalah
karakteristik biology dalam air limbah. Karakteristik biologi air limbah sangat mendasar
dan penting dalam mengontrol penyakit yang menjangkiti manusia akibat organism
pathogen. Hal ini tidak dapat terlepas karena peranan yang luas bakteri dan
mikroorganisme lain dalam proses dekomposisi dan stabilisasi masalah organik baik
52
dalam air yang ada di alam maupun dalam limbah (wastewater engineering, 2003
halaman 104). Untuk itu, nilai batasan mikroorganisme dalam air limbah sangat
diperhatikan. Mengenai hal ini PT. Soho Industri Pharmasi dalam pengelolaan
limbahnya juga merujuk pada Keputusan Menteri Kesehatan No.
907/Menkes/SK/VII/Tahun 2002 mengenai syarat-syarat dan pengawasan kualitas air
minum. Juga merujuk pada European Pharmacopeia edisi VI tahun 2008 halaman 109
mengenai identifikasi mikrobiologi.
Hal ini bertujuan agar air hasil pengolahan masuk kategori untuk air yang dapat
diminum atau air yang dapat dipergunakan kembali untuk proses pengolahan produksi.
Nilai cemaran mikroba pada limbah yang akan dibuang dipersyaratkan memiliki nilai
total mikroba tidak melebihi 100 cfu/ ml. Selama ini nilai total mikroba pada air hasil
pengolahan limbah yang akan dibuang ke lingkungan masih belum memenuhi
persyaratan air minum yang ditetapkan. Oleh karena itu perlu dilakukannya penelitian
untuk mereduksi nilai total mikroba dalam air hasil pengolahan limbah.
5.2. Landasan Teori
5.2.1. Karakteristik Mikroorganisme
Karakteristik biologi dalam air limbah sangat penting dalam mengontrol
beragam jenis penyakit yang menyerang manusia dan diakibatkan oleh berkembangnya
bakteri pathogen. Didalam proses pengolahan air limbah yang menggunakan active
sludge/ lumpur aktif. Peranan mikroorganisme sangat penting dalam mereduksi partikel
dan zat karbon yang terlarut, BOD dan menstabilkan kandungan organik dalam air
limbah, kususnya bakteri. Bakteri dalam hal ini berfungsi untuk mengoksidasi partikel
dan zat karbon terlarut maupun zat organik menjadi komponen yang sederhana maupun
biomassa (Wastewater engineering, 2003, halaman 548).
Dalam proses pengolahan limbah setelah proses aerasi, kandungan partikel,
lumpur aktif dan zat lain yang masih terlarut dalam air limbah. Akan diendapkan setelah
sebelumnya ditambahkan zat koagulan dan flokulan dalam air limbah. Setelah proses
pemisahan, air hasil pengolahan limbah akan melalui proses disinfeksinasi untuk
menghilangkan bakteri sehingga hasil akhir dari pengolahan air limbah adalah air yang
dapat dibuang kembali ke lingkungan dengan nilai bakteri yang memenuhi persyaratan.
Proses mereduksi zat yang terlarut dalam air hasil proses pengolahan limbah
sangat penting. Karena pada proses sebelumnya kandungan lumpur yang terlarut dalam
air sangat diperlukan untuk proses aerasi. Sedangkan ditahap selanjutnya bakteri tersebut
53
sudah tidak diperlukan karena keberadaannya malah akan sangat merugikan. Proses
menghilangkan zat yang terlarut dalam air limbah adalah dengan proses koagulasi
flokulasi. Dimana pada saat koagulasi, zat terlarut atau kotoran akan bereaksi dengan
garam-garam zat koagulan menjadi flok-flok (mikro flok). Setelah proses koagulasi,
flok-flok yang terbentuk akan saling bertumbukan membentuk agregat sehingga mikro
flok – mikro flok akan membentuk makro flok yang ukurannya memumgkinkan untuk
dipisahkan melalui proses sedimentasi maupun filtrasi. Proses aglomerasi
(penggumpalan) ini umumnya dibantu dengan menggunakan zat flukolan pembantu
dengan kandungan (0,1 -1 mg/ L). Zat yang sering digunakan untuk koagulasi dan
flokulasi antara lain : Alumunium sulfat, Sodium aluminat, Polyaluminium-Chloride,
Ferri sulfat, Ferri Chlorida, Ferro sulfat dan Poly-Acrilamide.
5.2.2. Metode Penghitungan dan Identifikasi Mikroba
Perhitungan jumlah koloni bakteri atau mikroba umumnya menggunakan satu
dari empat metode perhitungan dan indentifikasi. Metode tersebut antara lain adalah (1)
direct microscopic count, (2) pour and spread plate, (3) membrane filtration dan (4)
multiple tube fermentation. Koloni bakteri biasanya dihitung tapi tidak diidentifikasi
apabila menggunakan metode heterotrophic plate count (HPC). Sebagai tambahannya
adalah pengembangan metode pewarnaan dan uji fluorosence untuk identifikasi bakteri
lebih spesifik (wastewater engineering, 2003).
(a) Metode direct microscopic count
Gambar 5.1. Metode Direct Microscope Count
54
Penghitungan langsung dengan mikroskop dapat dilakukan menggunakan
Petroff-Hauser counting chamber. Kesulitan menggunakan metode ini yaitu dalam
membedakan antara bakteri yang masih hidup dan mati. Warna oranye pada akridine
biasanya digunakan untuk membedakan antara sel yang masih hidup. Teknik lain untuk
menghitung jumlah bakteri secara tepat dalam metode perhitungan langsung adalah
menggunakan electronic particle counter. Penggunaan metode ini dimana sampel yang
mengandung bakteri dilewatkan melalui orifice. Setiap bakteri memasuki orifice,
konduktivitas listrik cairan dalam orifice akan menurun. Nilai menurunnya konduktivitas
listrik berkolerasi dengan jumlah bakteri. Sayangnya electronic particle counter tidak
bisa membedakan antara sel yang masih hidup dan sel yang sudah mati, maupun partikel
pengotor yang juga terlarut dalam sampel (wastewater engineering, 2003).
(b) Pour and spread plate
Gambar 5.2. Metode Pour and Spread Plate
Metode pour and spread plate digunakan dalam membiakan, identifikasi dan
perhitungan bakteri. Dalam metode pour, sampel air limbah yang akan diuji dilarutkan
secara berurutan. Setiap sampel yang sudah dilarutkan akan dicampur dengan agar cair
yang masih hangat sebagai media biakannya. Setalah agar yang telah tercampur sampel
setelah membeku akan diinkubasi pada suhu terkontrol. Koloni-koloni bakteri yang
55
terbentuk setelah proses inkubasi akan dihitung dan hasilnya dilaporkan dengan satuan
colony-forming units (cfu) per unit volume sampel atau cfu/ ml. Sebelumnya, setiap
koloni yang terbentuk diasumsikan sebagai bakteri individu. Tetapi dengan istilah cfu
mulai digunakan hal tersebut sudah tidak berlaku lagi. Untuk perhitungan jumlah total
mikroba dibedakan pada pengenceran dan media yang sesuai. Pada metode spread,
sejumlah kecl air limbah yang sudah dilarutkan ditempatkan dan disebarkan pada
permukaan cawan biakan yang sudah disiapkan dan berisi media yang sudah beku
(wastewater engineering, 2003).
(c) Membrane filtration
Gambar 5.3. Metode Membrane Filtration
Dalam metode membrane filter, sejumlah volume sampel dilewatkan melalui
membrane filter dengan ukuran pori yang kecil (umumnya yang digunakan adalah 0,45
mikron). Bakteri akan ditahan oleh filter karena ukuran bakteri lebih besar daripada
ukuran pori membrane filter. Membrane filter yang berisi bakteri dilepaskan posisinya
tanpa dibalik, kemudian dikontakkan dengan agar yang berisi nutrient yang disesuaikan
dengan target bakteri yang akan ditumbuhkan. Setelah diinkubasi, jumlah koloni yang
terbentuk di permukaan filter dapat dihitung dibandingkan dengan jumlah sampel air
limbah yang disaring. Keuntungan metode membrane filter adalah lebih cepat
dibandingkan prosedure MPN dan memberikan perhitungan langsung atas jumlah
mikroorganisme (misalnya organism coliform) (wastewater engineering, 2003).
56
(d) Multiple tube fermentation
Gambar 5.4. Multiple Fermentation
Teknik multiple tube fermentation adalah melarutkan dan mereplikasi sampel
dengan pengenceran. Hasil total bakteri coliform dilaporkan dalam satuan most probable
number per volume (MPN/ 100 ml) (wastewater engineering, 2003). Jumlah ini
berdasarkan rumus probabilitas tertentu dengan estimasinya adalah jumlah rata densitas
dari coliform dalam sampel. Densitas coliform menjadi nilai tolak ukur dalam
menentukan efektifitas suatu system pengolahan air dan kualitas sanitasi air.
5.3. Metodologi
5.3.1. Proses Pengolahan Limbah di PT. Soho Industri Pharmasi
Unit pengolahan limbah di SOHO Global Health menggunakan system
pengolahan biological treatment (active sludge process). Hal ini sangat sesuai mengingat
kandungan limbah yang dihasilkan oleh industri farmasi memiliki karakteristik air
limbah yang biodegaradable.adapun penjelasan mengenai unit-unit pengolahan
limbahnya sendiri sebagai berikut :
(a) Pengolahan tahap pertama (primary treatment)
Adalah tahapan dalam upaya mempersiapkan air limbah sebelum tahapan
berikutnya. Untuk limbah farma dan limbah domestik dari fasilitas non beta laktam PT.
Soho dan PT Ethica akan langsung ditampung oleh equalization tank. Sementara untuk
limbah dari fasilitas obat tradisional akan ditampung di tanki limbah herbal terlebih
dahulu sebelum dipisahkan air limbah dialirkan ke anaerob tank (selama 3 hari) dan
lumpurnya ke sludge herbal tank. Untuk limbah farma dari fasilitas cephalosporin PT.
57
Ethica akan diolah terlebih dahulu di buffer tank lalu kemudian akan masuk reactor tank
untuk menetralkan air limbah. Dalam tahap ini pH air limbah di reaktor tank diadjust
menjadi 7.
Gambar 5.5. Equalization tank Ethica & Equalization Product
Gambar 5.6. Anaerob Tank
Gambar 5.7. pH Meter Reactor Tank
58
Gabungan dari semua unit limbah setelah melalui tahapan pre treatment akan
dialirkan ke equalization mixing tank. Ditahap ini pH air limbah diadjust menjadi 8.
Proses pengadukan dilakukan selama 8 jam.
Gambar 5.8. Equalization Mixing Tank
(b) Pengolahan tahap kedua (secondary treatment)
Gambar 5.9. Aerasi Tank
Gambar 5.10. pH Meter Equalization Tank
Pada pengolahan tahap kedua mencakup proses biologis untuk mengurangi
bahan-bahan organik melalui mikroorganisme yang ada didalamnya. Pada proses ini
59
terdapat dua hal penting dalam proses biologi yaitu proses penambahan oksigen dan
proses pertumbuhan bakteri. Gabungan air limbah dari equalization mixing tank akan
dialirkan ke dalam tangki aerasi. Dimana porses aerasi sendiri adalah proses penambahan
oksigen pada air. Air limbah dipaksa untuk berkontak dengan oksigen dengan dibantu
oleh pompa yang mensirkulasi air dalam tangki aerasi. Didalam tangki ini juga
tercampur dengan lumpur aktif sebagai nutrisi, untuk membantu laju pertumbuhan
berkembang biaknya bakteri secara konstan. Sehingga bahan organik yang ada dalam
limbah dapat terurai.
(c) Pengolahan ketiga (tertiary treatment)
Pengolahan ketiga adalah lanjutan dari pengolahan sebelumnya. Pada
pengolahan ini merupakan pengolahan khusus yang disesuaikan dengan kandungan zat
yang terbanyak dalam air limbah. Dalam tahap ini unit pengolahan limbah di PT. Soho
menggunakan lumpur aktif untuk meningkatkan nilai bakteri sehingga zat yang terlarut
akan teroksidasi. Apabila kandungan lumpur sudah melebihi jumlah yang
dipersyaratkan. Biasanya pemantauan dilakukan operator dengan mengambil air dari
tangki aerasi dan mengukurnya dengan gelas ukur. Maka akan dilanjutkan dengan prose
sedimentasi di sedimentasi tank. Setelah sebelumnya melewati proses koagulasi dengan
menambahkan polyaluminium chloride (PAC). Lumpur yang diendapkan akan dialirkan
kembali ke tanki aerasi atau akan dibuang ke sludge tank untuk nantinya akan dipress.
Air limbah dari tanki sedimentasi akan dilakukan proses disinfektasi untuk
menghilangkan kandungan bakterinya. Air limbah ditambahkan larutan klorin air hasil
pengolahan limbah yang sudah didesinfektan akan dialirkan menuju tangki filter feed
menuju carbon dan sand filter tank. Setelahnya air hasil pengolahan limbah dialirkan ke
reservoir tank for garden atau dialirkan ke kolam ikan yang nantinya akan dibuang ke
saluran air.
Beberapa persyaratan pemilihan bahan kimia yang diguankan sebagai bahan
desinfeksi adalah :
(1) Daya racun zat kimia tersebut
(2) Waktu kontak yang diperlukan
(3) Efektivitasnya
(4) Rendahnya dosis
(5) Tidak toksis terhadap hewan dan manusia
(6) Tidak tahan terhadap air
60
(7) Biaya murah untuk pemakaian yang bersifat massal.
Gambar 5.11. Coagulation Tank
Gambar 5.12. Sedimentasi Tank
Gambar 5.13. Klorinasi Tank
61
Gambar 5.14. Carbon Filter Tank
Gambar 5.15. Sand Filter Tank
Gambar 5.16. Tangki Bahan Kimia (PA, Klorin, NaOH dan KCl)
62
Gambar 5.71. Panel Kontrol Unit WWTP
(d) Pengolahan lanjut (ultimate disposal)
Dari setiap tahap pengolahan air limbah, maka hasilnya adalah berupa lumpur
yang perlu diadakan pengolahan secara khusus agar lumpur tersebut dapat dimanfaatkan
kembali untuk keperluan kehidupan. Dalam hal ini lumpur yang berlebihan dan tidak
dikembalikan ke tangki aerasi akan ditransfer ke sludge tank. Yang nantinya lumpur
tersebut akan dipress dan akan dipindahkan ke TPS limbah B3.
Gambar 5.18. Sludge Tank
63
Gambar 5.19. Filter Press
Gambar 5.20. Limbah yang akan dipindahkan ke TPS limbah B3
Gambar 5.21. Kolam ikan sebagai kolam pengontrol
64
5.3.2. Prosedur Penelitian
(a) Latar belakang dan tujuan penelitian
Dalam usaha untuk mereduksi nilai total mikroba pada air limbah hasil WWTP.
Dilakukan penelitian dengan menyisipkan komponen flokulan sebagai tambahan, yang
secara keseluruhan tidak merubah alur proses pengolahan limbah yang sudah berjalan di
PT. Soho Industri Pharmasi. Flokulan yang ditambahkan adalah Polyacrilamide atau
yang lebih umum dikenal sebagai hydrogel. Alasan memilih mengatasi masalah yang
terjadi dengan penambahan flukolan dalam hal ini berdasarkan asumsi penulis. Asumsi
penulis mengarah pada data yang diterima pada saat observasi di lapangan. Dari data
yang didapatkan adalah nilai Total Suspended Solid (TSS) dalam air hasil pengolahan
memiliki kecenderungan naik dan turun pada nilai persyaratan. Asumsinya adalah,
apabila jumlah padatan yang terlarut dalam air masih tinggi. Besar kemungkinannya hal
itu akan dijadikan media tumbuh bagi mikroorganisme. Dengan mereduksi nilai TSS
diharapkan sejalan dengan menurunnya nilai total mikroba. Selain itu, hydrogel atau
Polyacrilamide (PAM) sudah umum digunakan sebagai koagulan ataupun flokulan
dalam pengolahan air limbah.
(b) Tahapan penelitian
(1) Siapkan air limbah yang diambil dari bak aerasi
(2) Siapkan larutan Poly Alumunium Choride (PAC) sebagai larutan koagulan dengan
konsentrasi 2%, 10% dan 18%.
(3) Timbang Polyacrilamide (PAM) dengan berat 2 mg, 3mg dan 5mg sebagai
flokulan.
(4) Siapkan larutan klorine 0,6%.
(5) Siapkan air limbah 200 ml dalam 3 beaker glass 250 ml (Larutan A, B dan C).
(6) Aduk dengan menggunakan stirrer dengan kecepatan 250 rpm.
(7) Untuk larutan A ditambahkan larutan PAC 2% sebanyak 0,5 ml. Untuk larutan B
ditambahkan larutan PAC 10% sebanyak 0,5 ml. Untuk larutan C ditambahkan
larutan PAC18% sebanyak 0,5 ml.
(8) Untuk larutan D ditambahkan larutan PAC 2% sebanyak 0,5 ml dan tambahkan
PAM 2mg. Untuk larutan E ditambahkan larutan PAC 10% sebanyak 0,5 ml dan
ditambahkan PAM 3mg. Untuk larutan F ditambahkan larutan PAC18% sebanyak
0,5 ml dan ditambahkan PAM 5mg.
(9) Diamkan larutan selama kurang lebih 8-9 jam, lalu pisahkan antara larutan dan
endapan yang terbentuk.
65
(10)Pisahkan larutan A, B, C, D, E dan F sebanyak masing-masing 50 ml (untuk
larutan tanpa klorine) dan 100 ml (untuk larutan yang akan ditambahkan klorine).
(11)Tambahkan larutan klorine 0,6% sebanyak 0,25 ml pada masing-masing larutan
100 ml, aduk sebentar lalu diamkan selama 3 jam.
5.3.3. Analisa Total Mikroba
(1) Siapkan media Tryptic Soy Agar (TSA) dan Sabouraud Dextrose Agar (SDA) lalu
sterilisasi menggunakan autoclave.
(2) Siapkan lalu sterilisasi peralatan dan wadah yang akan digunakan menggunakan
oven dan autoclave.
(3) Lakukan dibawah Laminar Air Flow (LAF), pipet sebanyak 1 ml cairan limbah
yang sudah ditambahkan chlorine dan didiamkan selama 3 jam ke dalam cawan
petri.
(4) Untuk identifikasi bakteri, tambahkan larutan TSA lalu goyangkan agar larutan
TSA dan larutan sampel merata, tutup petri dan diamkan sampai campuran tersebut
menjadi beku.
(5) Untuk identifikasi fungi, lakukan hal yang sama untuk petri berbeda hanya saja
larutan agar yang digunakan adalah larutan SDA.
(6) Inkubasi petri berisi agar TSA yang sudah diinokulasi dalam incubator dengan
suhu 33C selama 48 jam.
(7) Inkubasi petri berisi agar SDA yang sudah diinokulasi dalam incubator dengan
suhu 22,5C selama 120 jam.
(8) Hitung jumlah koloni yang terbentuk pada masing-masing petri.
66
5.4. Hasil Pengamatan dan Pembahasan
Tabel 5.1. Hasil Perhitungan Koloni Mikroba
Larutan
TSA Plate
(bakteri)
SDA Plate
(fungi)
Total Mikroba
(bakteri + fungi)
Tanpa
Klorine
(cfu)
Dengan
Klorine
(cfu)
Tanpa
Klorine
(cfu)
Dengan
Klorine
(cfu)
Tanpa
Klorine
(cfu)
Dengan
Klorine
(cfu)
A 169 125 124 9 293 134
B >500 460 40 TNTC >540 TNTC
C >800 >700 44 TNTC >844 TNTC
D >500 168 20 0 >520 168
E >250 28 8 0 >258 28
F >500 37 6 0 >506 37
Klorine 0 NA 0 NA 0 NA
PAC 2% TNTC NA TNTC NA TNTC NA
PAC 10% TNTC NA TNTC NA TNTC NA
PAC 18% TNTC NA TNTC NA TNTC NA
Ket :
TNTC : To Not Counting/ Tak terhitung
NA : Not Applicable
(1) Data dari hasil penelitian menunjukkan semua larutan yang tidak ditambahkan
chlorine menunjukkan pertumbuhan mikroba yang sangat tinggi.
(2) Semua larutan yang tidak menggunakan klorine menunjukan pertumbuhan mikroba
yang sangat tinggi.
(3) Larutan A, B dan C yang hanya menggunakan koagulan Poly Alumunium Choride
(PAC) menunjukkan penurunan nilai total mikroba tapi masih belum memenuhi
persyaratan yang diinginkan.
(4) Larutan D, E dan F yang menggunakan gabungan koagulan Poly Alumunium
Choride (PAC) dan flokulan Polyacrilamide (PAM) menunjukkan penurunan nilai
total mikroba yang sangat drastis. larutan D (168 cfu), larutan E (28 cfu) , larutan F
(37 cfu).
67
5.5. Kesimpulan
Dengan melihat data hasil penelitian diatas. Terlihat bahwa dengan penggunaan
gabungan koagulan Poly Alumunium Choride (PAC) dengan konsentrasi 10% -18% dan
flokulan Polyacrilamide (PAM) sebanyak 15 – 25 mg/ L, menunjukkan dapat
mereduksi nilai total mikroba dalam air hasil pengolahan limbah industri hingga
mencapai nilai 28 – 37 cfu/ ml. Hal ini telah memenuhi persyaratan nilai cemaran
mikroba pada limbah yang akan dibuang ke lingkungan, yaitu kurang dari 100 cfu/ ml.
68
BAB VI. KESIMPULAN DAN SARAN
6.1. Kesimpulan
Berdasarkan hasil pengamatan dan pelaksanaan Kerja Praktek dapat
disimpulkan bahwa :
(1) System yang dikembangkan dalam industri farmasi, khususnya PT. Soho Industri
Pharmasi (SOHO Global Health) mengacu dan menerapkan prinsip kerja
berdasarkan pedoman Cara Pembuatan Obat yang Baik (CPOB). Semua aspek
CPOB telah diimplementasikan dan terdokumentasikan dengan baik.
(2) Setiap karyawan memiliki peran penting masing-masing, terkoordinasi dengan
baik dan memiliki kontribusi yang sama pentingnya dalam membangun sebuah
organisasi. System yang berjalan didalam pabrik tidak akan berjalan baik tanpa
koordinasi yang baik antar anggotanya.
(3) System System pengolahan limbah/ wastewater treatment plant yang dimiliki PT.
Soho Industri Pharmasi sebagai sarana pengolahan limbah dari proses produksi
maupun dari limbah domestic. Sehingga limbah yang dihasilkan tidak langsung
dibuang begitu saja ke lingkungan.
6.2. Saran
(1) Saran yang dapat diberikan penulis kepada PT. Soho Industri Pharmasi sebagai
berikut :
(2) Tetap menjaga dan mempertahankan tidak hanya kuantitas tetapi juga kualitas
dalam memproduksi obat sesuai dengan CPOB.
(3) Meningkatkan dan mempertahankan koordinasi antar bagian, antar divisi baik itu
hubungan horizontal maupun vertical. Sehingga kerjasama didalam semakin kuat.
(4) Selalu memberikan kesempatan kepada mahasiswa untuk menambah wawasan,
pengetahuan maupun penerapan ilmu di lapangan/ industri dengan memberi
kesempatan Kerja Praktek.
69
DAFTAR PUSTAKA
APV Americas group, Engineered Systems separation Technologies, Evaporator
handbook – 4th edition, Invensys co, London.
Badan Pengawasan Obat dan Makanan Republik Indonesia, 2006, Pedoman CPOB,
Jakarta.
British Pharmacopeia, 4th Edition, 2002, Maize starch (Maydis amylum), London.
Departemen Kesehatan RI. 1995. ‘Alkohol’. Farmakope Indonesia edisi V, Jakarta.
Direct count picture, http://academic.pgcc.edu/~kroberts/Lecture/Chapter%206/
counting.html. Diakses tanggal 05 November 2013.
Entry, James A., 2000, Polyacrilamide remove coliform bacteria from wastewater,
USDA Agricultural Research Service, Baltimore.
Equistar Chemical, 2003, ‘Ethyl Alcohol Handbook, 6 edition, Lyondell co, Houston.
Gambar kunyit, .treeyopermaculture.files.wordpress.com /2013/01/turmeric_art.jpg
www.majalahmuslimsehat.com/ wp-content/uploads/2012/10/kunyit-si-bumbu-
dapur-yang-kaya-manfaat.jpg. Diakses tanggal 02 November 2013.
Hall, Carl W., Handbook of industrial drying, 2006, Taylor and Francis Group, LLC.
London.
H.S, Hartini, 2005, Bahan ajar Teknologi Air dan Limbah Industri, Fakultas Teknik
Jurusan Teknik Kimia, Universitas Muhammadiyah Jakarta.
Hǖsnǖ Can Baser. K, 2010, ‘Handbook of essential oils; science, technology and
application’, CRC Press – taylor and Francis Group, LLC, London.
Id.wikipedia, ‘Jambu biji’, 2014, http://id.wikipedia.org/wiki/jambu_biji. Diakses 06
April 2014.
Id.wikipedia, ‘Delima’, 2013, http://id.wikipedia.org/wiki/Delima. Diakses 06 April
2014.
Multiple tube fermentation picture, http://2.bp.blogspot.com/_
XOG1qq4IjfA/TAT14FmbTSI/AAAAAAAAAbs/ 9OC3funfd9k/s400/15-2.jpg.
Diakses tanggal 05 November 2013.
Redaktur cr01, republika online, berita-dunia islam-khazanah ‘Sains islam:
perkembangan farmakologi di era khilafah, 2013,
http://www.republika.co.id/berita/dunia-islam/khazanah/11/06/23/ln8wsi-
perkembangan-farmakologi-di-era-khilafah. Diakses 19 ktober 2013.
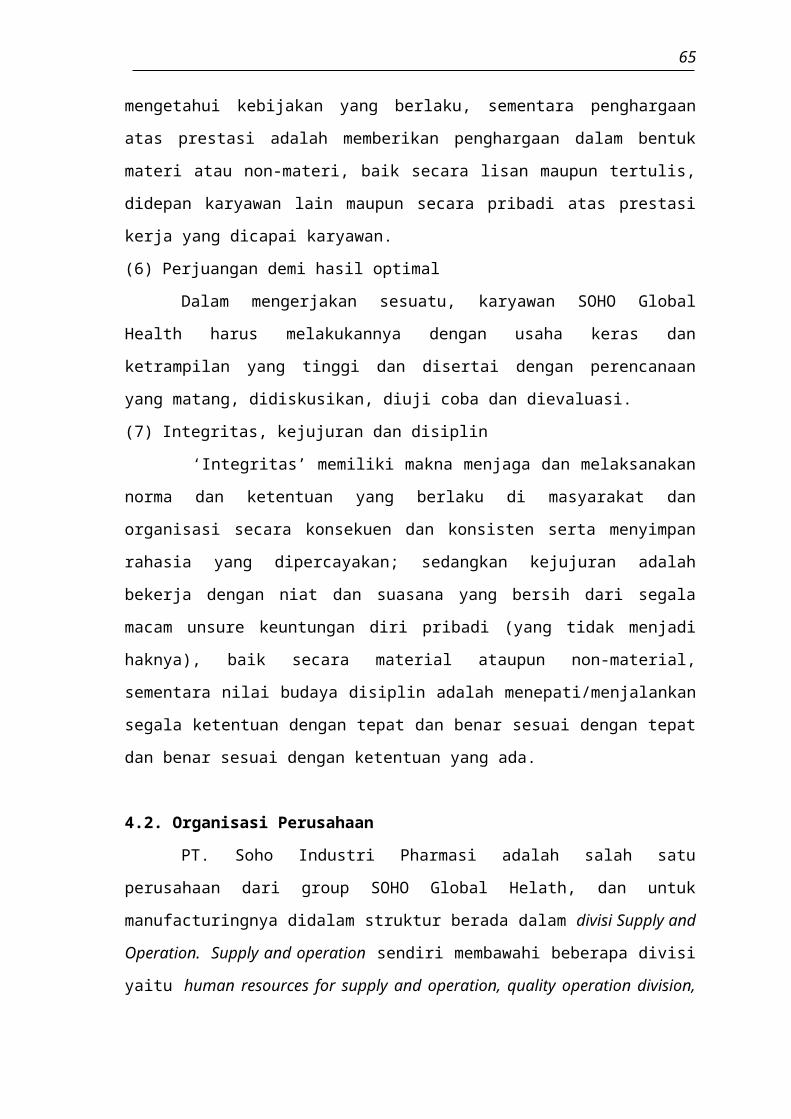
70
Said, Ahmad, 2007, Khasiat dan manfaat kunyit, Sinar Wadja Lestari PT, Jakarta.
Simpler. Simon, 2010, ‘An herbal medicine making primer’, anti-copyright.
http://www.alternativesjournal.ca/sites/default/files/files/zines/An-Herbal-
Medicine-Making-Primer.pdf. Diakses 05 April 2014.
SOHO Global Health, 2013, Orientation Program SOHO Group, Jakarta.
Tchobanoglous, G., Burton, F.L, Stensel H.D, 2003, ‘Wastewater Engineering :
treatment and reuse’, Metcalf & Eddy, Inc – 4th edition/ revised, California.
The growth of bacteria cultures, http://classes.midlandstech.com/
carterp/Courses/bio225/chap06/Microbial%20Growth%20ss5.html. Diakses
tanggal 05 November 2013.
UNINDO and FAO, 2005, Herb, spice and essential oil 1st Edition., Viena.
Wijayakusuma, M. Hembing, Prof, H, 2008, ‘Atasi kanker dengan tanaman obat’, PT.
Niaga Swadaya, Jakarta.
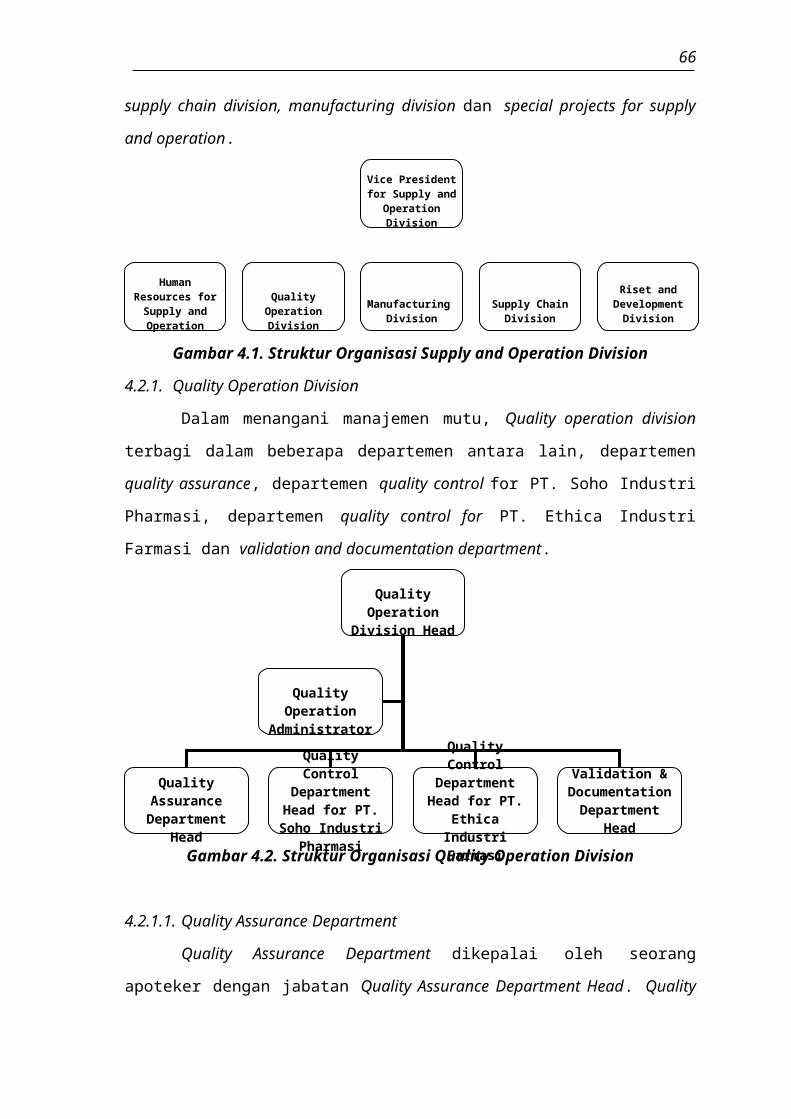
71
DAFTAR LAMPIRANLampiran 1. Gambar Pour Plate Metode
Gambar hasil inkubasi larutan limbah yang ditreatment menggunakan koagulan PAC dalam media TSA tanpa klorinasi
(a) PAC 2% (b) PAC 10% (c)PAC 18%
Gambar hasil inkubasi larutan limbah yang ditreatment menggunakan koagulan PAC dalam media TSA dengan klorinasi
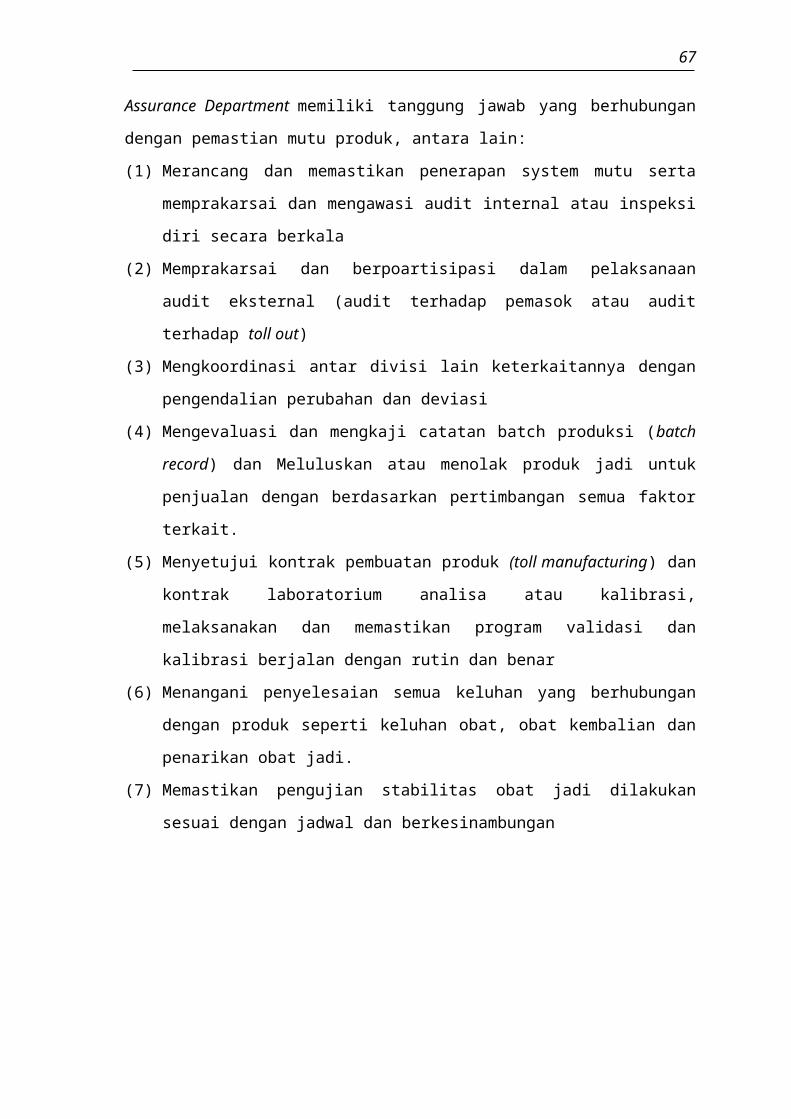
72
(a) PAC 2% (b) PAC 10% (c)PAC 18%
Gambar hasil inkubasi larutan limbah yang ditreatment menggunakan koagulan PAC dan flokulan PAM dalam media TSA tanpa klorinasi
(d) PAC 2% + PAM 2 mg (e) PAC 10% + PAM 3 mg (f)PAC 18% + PAM 5 mg
Gambar hasil inkubasi larutan limbah yang ditreatment menggunakan koagulan PAC dan flokulan PAM dalam media TSA dengan klorinasi
73
(d) PAC 2% + PAM 2 mg (e) PAC 10% + PAM 3 mg (f)PAC 18% + PAM 5 mg
Gambar hasil inkubasi larutan limbah yang ditreatment menggunakan koagulan PAC dalam media SDA tanpa klorinasi
(a) PAC 2% (b) PAC 10% (c)PAC 18%
Gambar hasil inkubasi larutan limbah yang ditreatment menggunakan koagulan PAC dalam media SDA dengan klorinasi
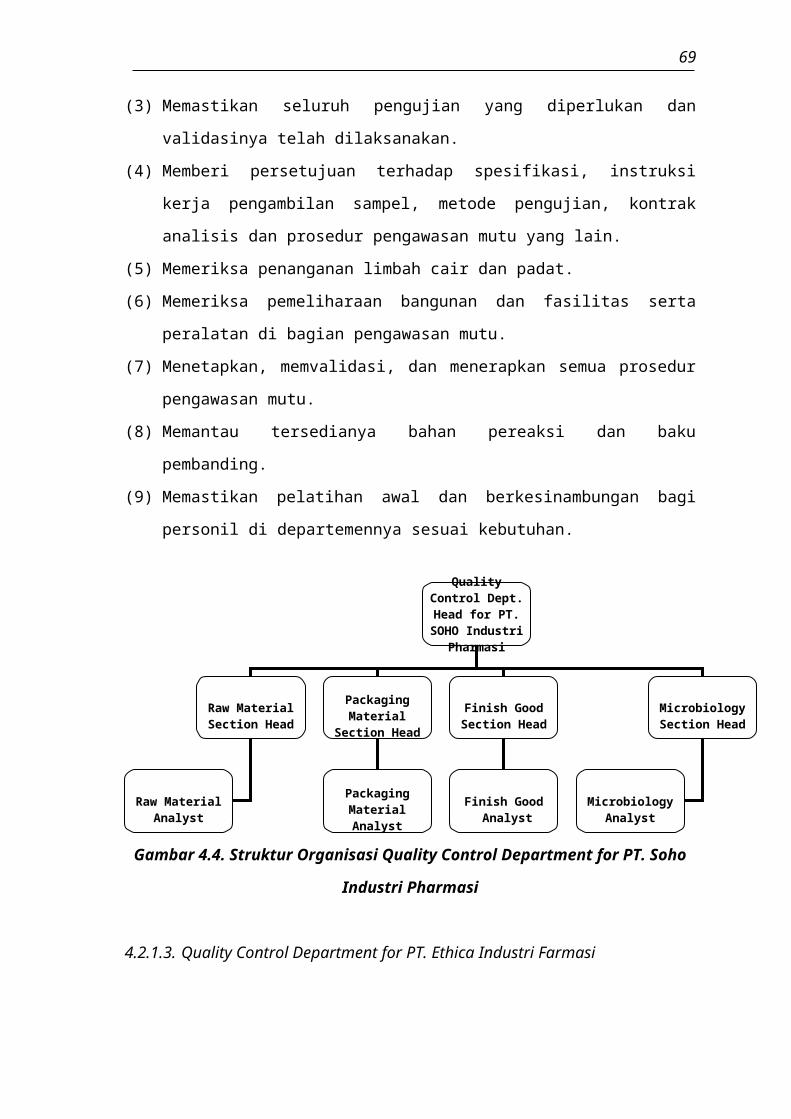
74
(a) PAC 2% (b) PAC 10% (c)PAC 18%
Gambar hasil inkubasi larutan limbah yang ditreatment menggunakan koagulan PAC dan flokulan PAM dalam media SDA tanpa klorinasi
(d) PAC 2% + PAM 2 mg (e) PAC 10% + PAM 3 mg (f)PAC 18% + PAM 5 mg
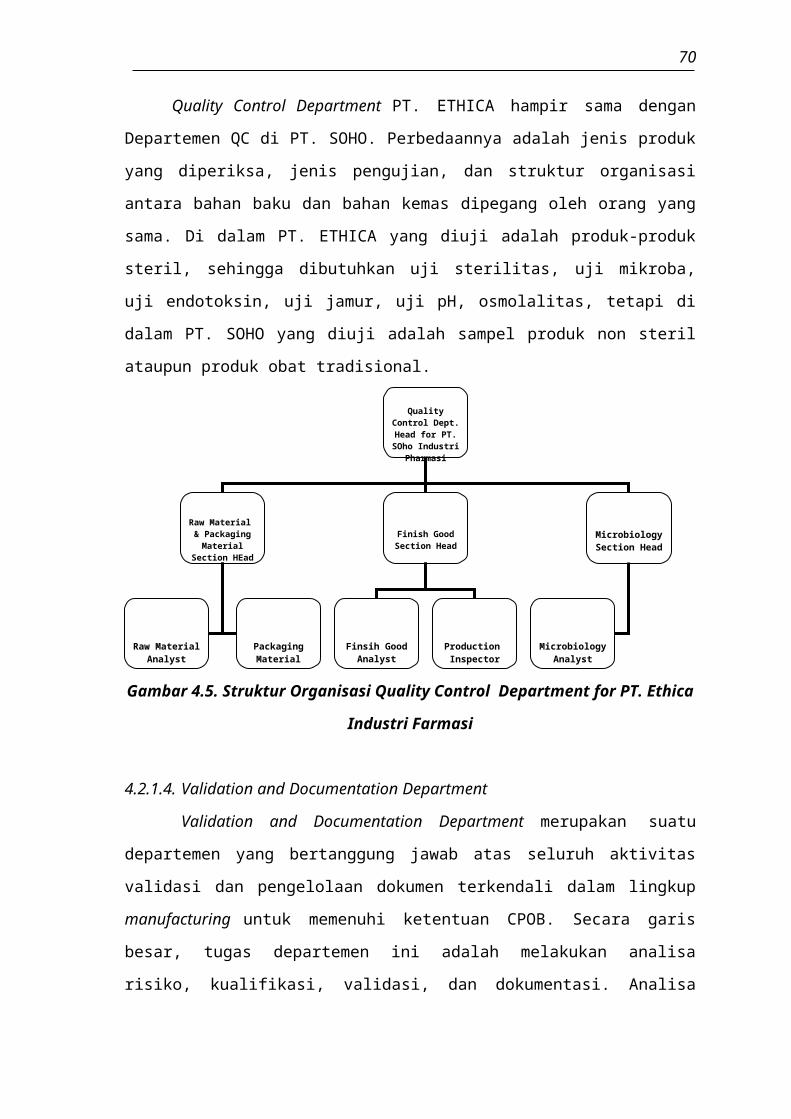
75
Gambar hasil inkubasi larutan limbah yang ditreatment menggunakan koagulan PAC dan flokulan PAM dalam media SDA dengan klorinasi
(d) PAC 2% + PAM 2 mg (e) PAC 10% + PAM 3 mg (f)PAC 18% + PAM 5 mg
Gambar hasil inkubasi pelarut yang digunakan (larutan PAC dan larutan Klorine) dalam media TSA
76
(g) PAC 2% (h) PAC 10% (i)PAC 18% (j) laruta Klorine
Gambar hasil inkubasi pelarut yang digunakan (larutan PAC dan larutan Klorine) dalam media SDA
(g) PAC 2% (h) PAC 10% (i)PAC 18% (j) laruta Klorine
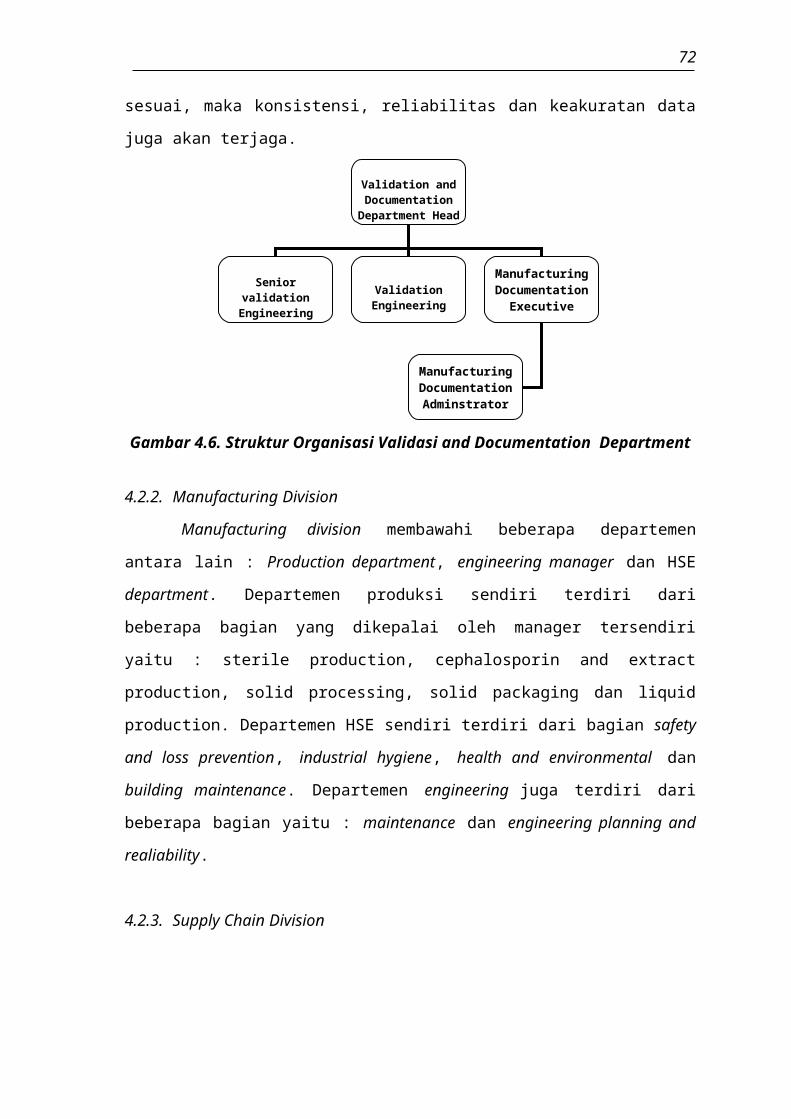
77
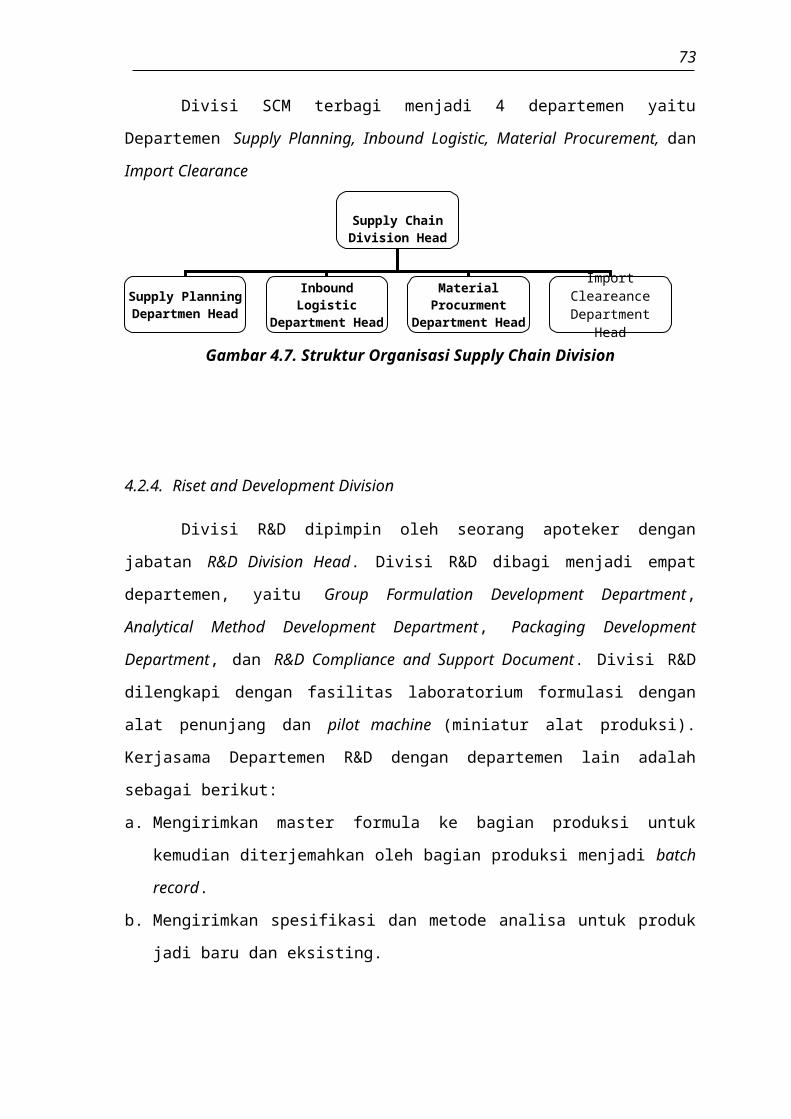
78
Lampiran 2. Sistem Wastewater Treatment Plan
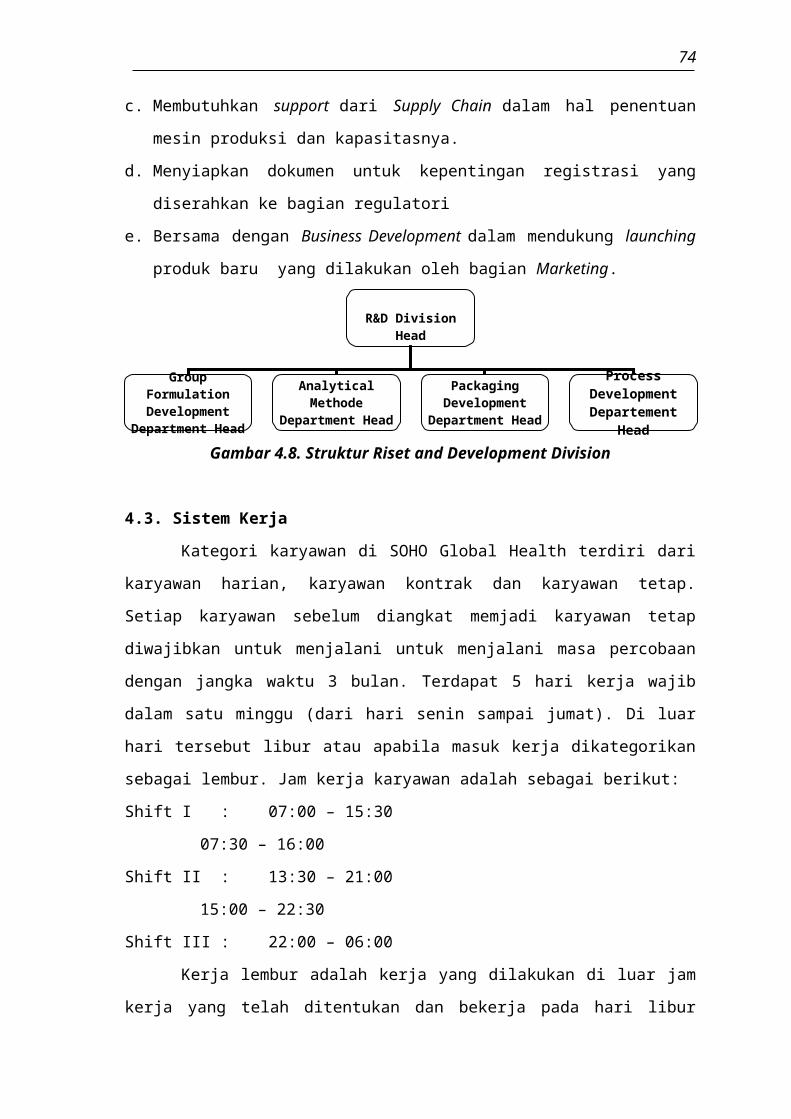
79
Lampiran 3. Tabel Konversi Alkohol
80
Lampiran 4. Layout Pabrik PT. Soho Industri Pharmasi