job shop -...
TRANSCRIPT
JOB SHOP PANDUAN BIG PROJECT
SIMULASI KOMPUTER - 2014
JOB SHOP
DAFTAR ISI
1. Pengertian ................................................................................................................... 1
2. Tujuan Penjadwalan Workcenter ................................................................................ 2
3. Pengurutan Tugas (Sequencing) ................................................................................. 2
4. Definisi dalam Penjadwalan........................................................................................ 3
5. Karakteristik dan Kendala Proses ............................................................................... 4
6. Tujuan Simulasi Penjadwalan ..................................................................................... 5
7. Pemilihan Lokasi ........................................................................................................ 5
8. Contoh Studi Kasus ..................................................................................................... 6
9. Pengambilan Data ....................................................................................................... 6
JOB SHOP
1
1. PENGERTIAN
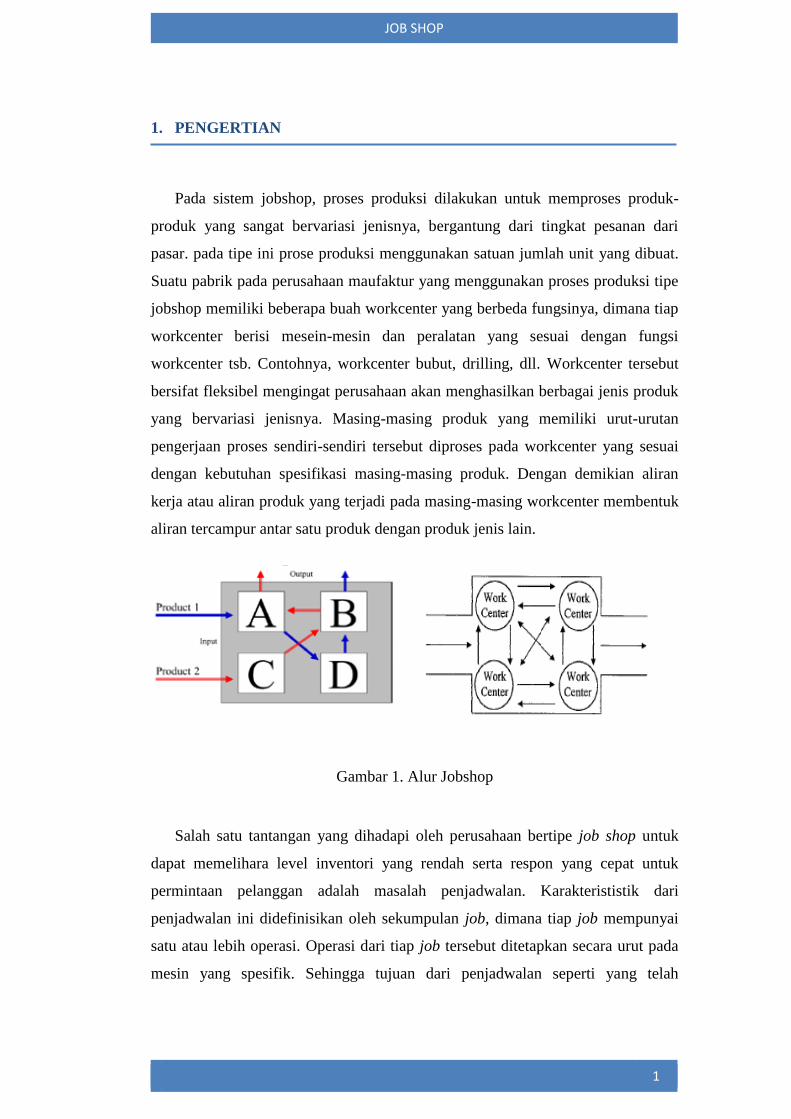
Pada sistem jobshop, proses produksi dilakukan untuk memproses produk-
produk yang sangat bervariasi jenisnya, bergantung dari tingkat pesanan dari
pasar. pada tipe ini prose produksi menggunakan satuan jumlah unit yang dibuat.
Suatu pabrik pada perusahaan maufaktur yang menggunakan proses produksi tipe
jobshop memiliki beberapa buah workcenter yang berbeda fungsinya, dimana tiap
workcenter berisi mesein-mesin dan peralatan yang sesuai dengan fungsi
workcenter tsb. Contohnya, workcenter bubut, drilling, dll. Workcenter tersebut
bersifat fleksibel mengingat perusahaan akan menghasilkan berbagai jenis produk
yang bervariasi jenisnya. Masing-masing produk yang memiliki urut-urutan
pengerjaan proses sendiri-sendiri tersebut diproses pada workcenter yang sesuai
dengan kebutuhan spesifikasi masing-masing produk. Dengan demikian aliran
kerja atau aliran produk yang terjadi pada masing-masing workcenter membentuk
aliran tercampur antar satu produk dengan produk jenis lain.
Gambar 1. Alur Jobshop
Salah satu tantangan yang dihadapi oleh perusahaan bertipe job shop untuk
dapat memelihara level inventori yang rendah serta respon yang cepat untuk
permintaan pelanggan adalah masalah penjadwalan. Karakterististik dari
penjadwalan ini didefinisikan oleh sekumpulan job, dimana tiap job mempunyai
satu atau lebih operasi. Operasi dari tiap job tersebut ditetapkan secara urut pada
mesin yang spesifik. Sehingga tujuan dari penjadwalan seperti yang telah
JOB SHOP
2
diungkapkan oleh Rejendran dan Holthaus (1999) yaitu untuk meminimalkan
(memaksimalkan) ukuran atau beberapa ukuran dalam pelaksanaannya agar dapat
tercapai. Ukuran-ukuran performansi yang berhubungan dengan penjadwalan job
shop yaitu utilisasi mesin, waktu siklus, rata-rata penyelesaian, level inventori dan
utilisasi sumber manufaktur. Berbagai teknik juga dapat diterapkan untuk
penjadwalan.
2. TUJUAN PENJADWALAN WORKCENTER
Tujuan melakukan simulasi pada sistem jobshop diantaranya adalah:
1. Memenuhi tanggal jatuh tempo.
2. Meminimumkan lead time yaitu meminimumkan periode waktu antara awal
proses dan penyelesaian sebuah komponen.
3. Meminimumkan waktu set-up (yaitu waktu yang dipergunakan sampai proses
bisa dimulai) dan biaya.
4. Meminimalkan persediaan (inventory) yaitu hasil pekerjaan yang masih dalam
proses.
5. Memaksimalkan pemanfaatan mesin, peralatan dan tenaga kerja.
Hal penting lainnya adalah menjamin bahwa tujuan pusat kerja sinkron
dengan strategi operasional dari organisasi.
3. PENGURUTAN TUGAS (SEQUENCING)
Pengurutan tugas merupakan proses untuk menentukan urutan pekerjaan yang
harus dikerjakan pada suatu pusat kerja, aturan prioritas mana dapat
diklasifikasikan sebagai local atau global. Aturan lokal hanya berkenaan dengan
satu stasiun kerja, sedangkan aturan global berkenaan dengan informasi banyak
stasiun kerja. Aturan prioritas untuk urutan pekerjaan adalah sebagai berikut:
JOB SHOP
3
FCFS (first come first serve): pekerjaan diproses berdasarkan pekerjaan yang
datang lebih awal pada suatu pusat kerja.
SPT (shortest processing time): pekerjaan diproses berdasarkan waktu proses
yang paling singkat yang terlebih dahulu dikerjakan.
EDD (earliest due date): pekerjaan berdasarkan due date setiap pekerjaan; jadi
pekerjaan yang harus selesai paling awal dikerjakan lebih dulu.
CR (critical ratio): pekerjaan yang memunyaI rasio paling kecil dari due date
terhadap lama waktu proses dikerjakan terlebih dahulu.
STR (slack time to remaining): waktu tersisa sebelum due date dikurangi
waktu proses tersisa; pekerjaan yang memiliki slack time yang terkecil
dikerjakan terlebih dahulu.
Rush: keadaan darurat dimana pelanggan tertentu yang didahulukan.
4. DEFINISI DALAM PENJADWALAN
Berikut adalah beberapa pengertian yang berkaitan dengan penjadwalan mesin:
Waktu proses (processing time), yaitu taksiran peramalan tentang berapa
lama waktu yang dibutuhkan untuk menyelesaikan suatu tugas. Pada
pembahasan ini, processing time dinyatakan dengan pijk.
Waktu tenggat (due date), di, adalah batas waktu dari operasi terakhir dari
suatu pekerjaan yang harus selesai. Untuk tugas yang terlambat penyelesaian
job diluar waktu ini, maka akan dikenakan penalti pada job tersebut.
Slack time adalah waktu tersisa yang muncul akibat dari waktu prosesnya
lebih kecil daripada due date-nya.
Flow time adalah rentang waktu antara satu titik pada saat tugas tersedia untuk
diproses dengan suatu titik ketika tugas tersebut selesai.
Waktu penyelesaian (completion time), Cij, adalah waktu yang dibutuhkan
untuk menyelesaikan pekerjaan mulai dari saat tersedianya pekerjaan (t=0)
sampai selesai.
JOB SHOP
4
Makespan biasanya dilambangkan dengan Cmax, yaitu waktu pengerjaan
seluruh job.
Keterlambatan (lateness), Li = Ci – di, adalah selisih antara waktu
penyelesaian job i dengan waktu tenggatnya (due date). Lateness baru dapat
dihitung setelah job i selesai menjalani semua proses, dan dapat bernilai
negatif, nol, atau positif.
Tardiness adalah waktu terlambat yang bernilai positif jika suatu pekerjaan
dapat diselesaikan lebih cepat dari due-date-nya.
Heuristic adalah prosedur rule of thumb penyelesaian suatu masalah yang
ditunjukkan untuk memproduksi hasil yang baik, tetapi tidak menjamin hasil
yang optimal.
5. KARAKTERISTIK DAN KENDALA PROSES
Berbagai karakteristik dan kendala penjadwalan produksi menurut Pinedo dan
Chao (1999) dapat diklasifikasikan sebagai berikut:
Precedence constraint
Penjadwalan untuk setiap operasi dari job yang sama harus berurutan
sesuai dengan precedence constraint job tersebut. Kendala ini terjadi
ketika suatu job baru dapat mulai diproses setelah satu atau sekumpulan
job lainnya selesai diproses
Sequence-dependent
Terjadi ketika waktu setup mesin atau biaya untuk pekerjaan tertentu
ditentukan, tidak hanya oleh pekerjaan itu, tetapi juga oleh pekerjaan
sebelumnya.
Preemption
Preemption terjadi ketika suatu proses produksi sedang berlangsung, dapat
disela atau dihentikan dan digantikan dengan mengerjakan job yang baru
yang sifatnya lebih prioritas.
JOB SHOP
5
Kendala sumber daya
Kendala ini berkaitan dengan ketersediaan fasilitas produksi atau mesin
yang akan digunakan untuk melaksanakan operasi pekerjaan yang
ditugaskan sesuai dengan penjadwalan yang ditetapkan, dan juga berkaitan
dengan ketersediaan tenaga kerja untuk menjalankan mesin-mesin
tersebut.
6. TUJUAN SIMULASI PENJADWALAN
Tujuan dari aktifitas penjadwalan menurut Bedworth (1987) adalah sebagai
berikut:
Memenuhi due date pelanggan atau operasi hilir.
Meminimumkan flow time (waktu penyelesaian sebuah pekerjaan).
Meminimumkan persediaan (inventory) WIP (work in process).
Memaksimumkan utilisasi (minimasi waktu mesin dan pekerja yang
menganggur).
Meminimumkan keterlambatan baik earliness (penyelesaian lebih awal
dari yang seharusnya) maupun tardiness (penyelesaian lebih lambat dari
waktu yang ditentukan).
Meminimumkan total biaya penalti atas keterlambatan
7. PEMILIHAN LOKASI
Berikut ini adalah ketentuan pemilihan lokasi jobshop untuk disimulasikan:
Memiliki masalah yang dapat diselesaikan dengan simulasi (tingkat
kesulitan memang bervariasi, namun pilihlah tempat dimana suatu
masalah itu tidak dapat diselesaikan hanya dengan dilihat).
Alur proses job shop nya jelas.
Jangan menggunakan lokasi yang memiliki proses rework hanya satu kali.
JOB SHOP
6
8. CONTOH STUDI KASUS
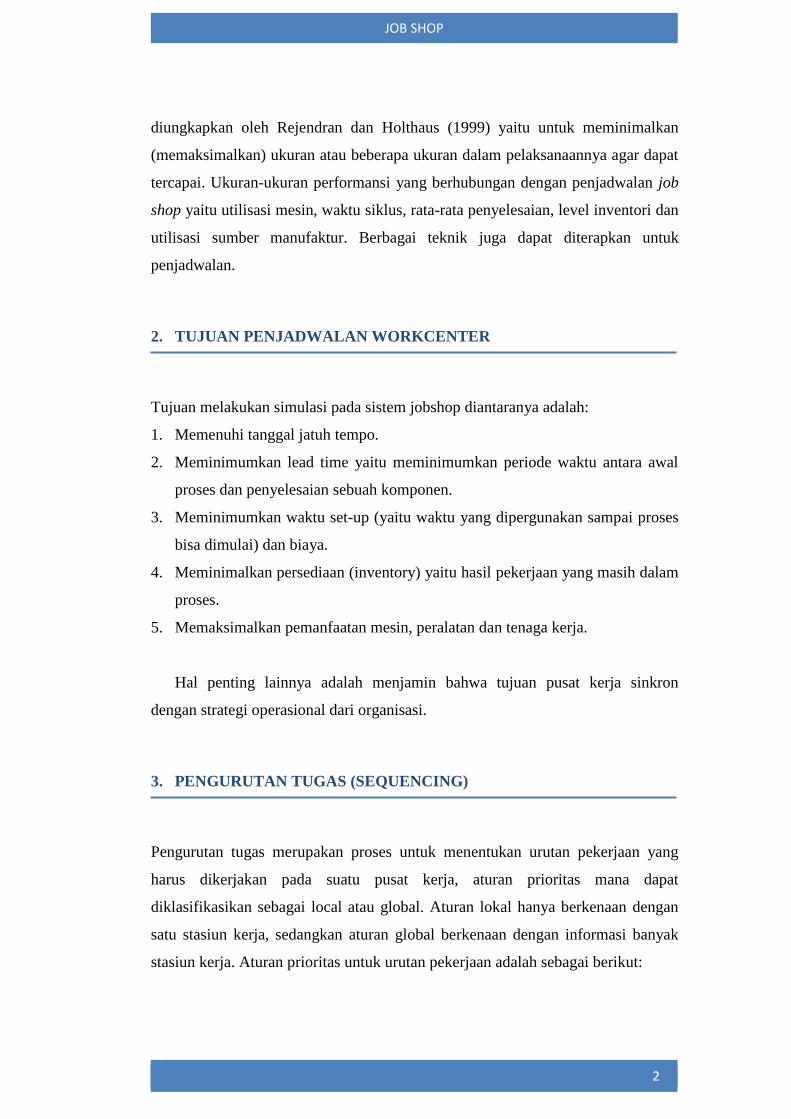
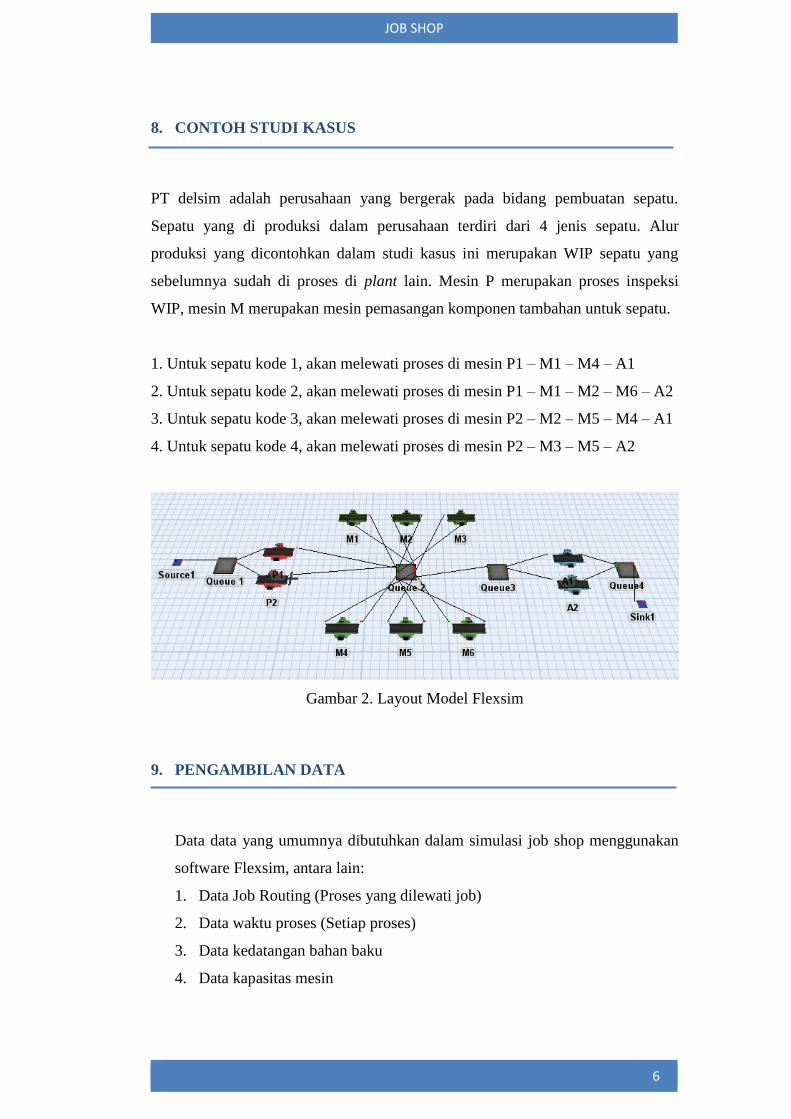
PT delsim adalah perusahaan yang bergerak pada bidang pembuatan sepatu.
Sepatu yang di produksi dalam perusahaan terdiri dari 4 jenis sepatu. Alur
produksi yang dicontohkan dalam studi kasus ini merupakan WIP sepatu yang
sebelumnya sudah di proses di plant lain. Mesin P merupakan proses inspeksi
WIP, mesin M merupakan mesin pemasangan komponen tambahan untuk sepatu.
1. Untuk sepatu kode 1, akan melewati proses di mesin P1 – M1 – M4 – A1
2. Untuk sepatu kode 2, akan melewati proses di mesin P1 – M1 – M2 – M6 – A2
3. Untuk sepatu kode 3, akan melewati proses di mesin P2 – M2 – M5 – M4 – A1
4. Untuk sepatu kode 4, akan melewati proses di mesin P2 – M3 – M5 – A2
Gambar 2. Layout Model Flexsim
9. PENGAMBILAN DATA
Data data yang umumnya dibutuhkan dalam simulasi job shop menggunakan
software Flexsim, antara lain:
1. Data Job Routing (Proses yang dilewati job)
2. Data waktu proses (Setiap proses)
3. Data kedatangan bahan baku
4. Data kapasitas mesin
JOB SHOP
7
5. Data jarak proses
6. Data operator
7. Data hasil produksi (acuan validasi)
Data tambahan (optional) untuk menambah kredibilitas proses dalam
model antara lain:
1. Data Jadwal Kerja dan Maintenance Mesin
2. Data Operator (Kehandalan, Kecepatan Transfer, proses, Ketersediaan)
3. Data Harga proses produksi (Proses, bahan baku, upah pekerja)
4. Data Latar Belakang Lokasi
5. Foto Lokasi dan Proses, bukti anda kesana (untuk penjelasan dan
lampiran)
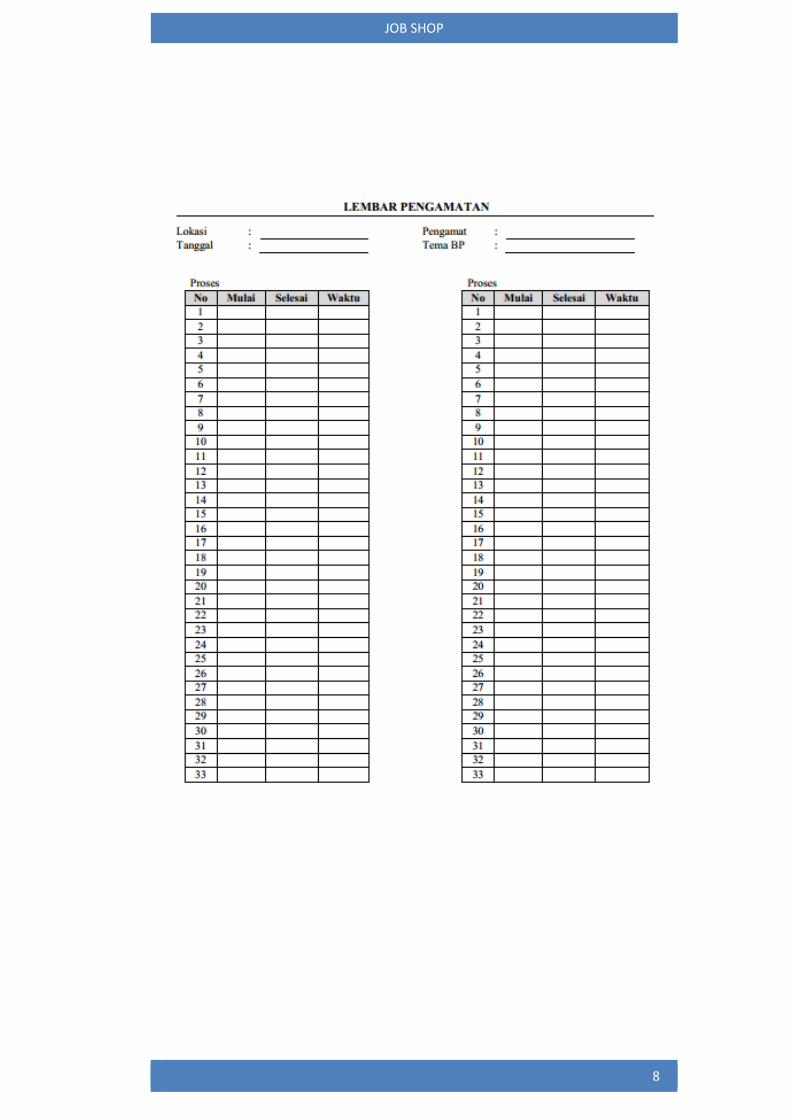
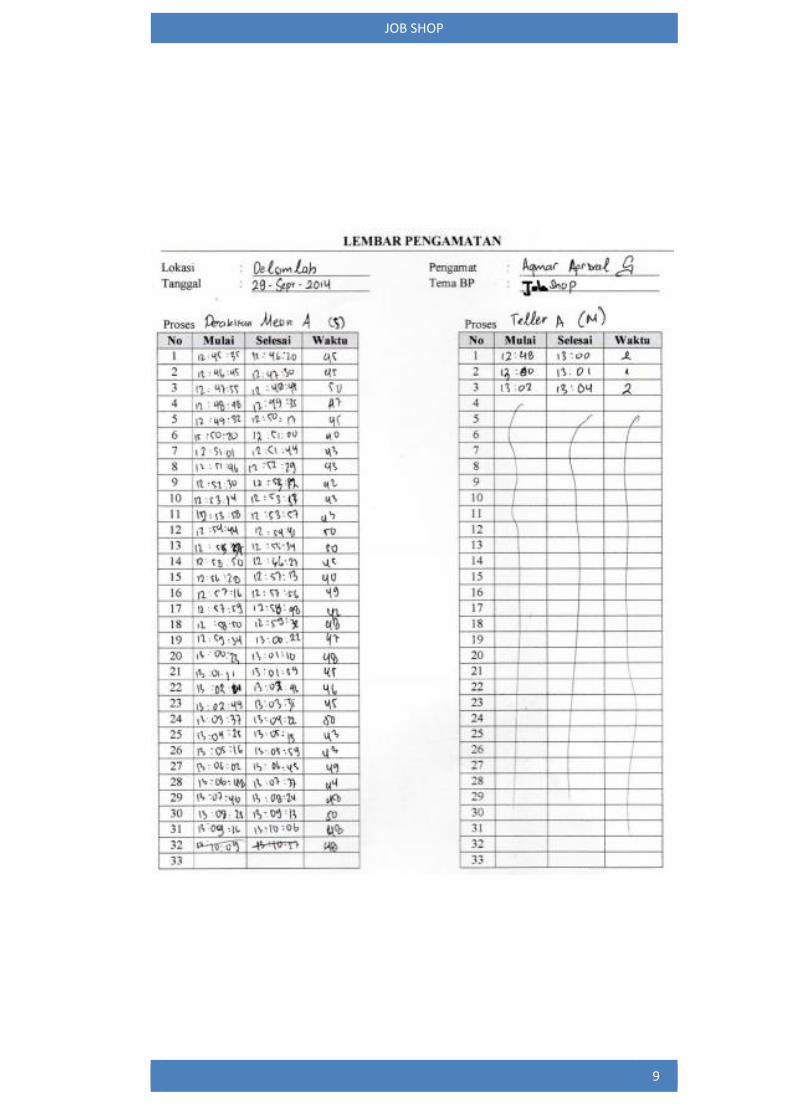
Pengambilan data dilakukan secara langsung atau observasi lapangan
langsung, dan data waktu proses produksi bisa didapatkan dengan mengurangi
waktu proses akhir dengan waktu mulai proses.
TIPS, Jika perusahaan memiliki data yang bisa dipakai coba minta dan pakailah
informasi tersebut kepada model anda, namun sumber informasi anda haruslah
orang yang tepat, jangan hanya sekedar orang yang bekerja di tempat itu.
-“Sumber informasi dan data anda menentukan kredibilitas model yang
anda buat.”-
Ambilah data secukupnya, pada umumnya 30. Namun untuk menghindari
ketidakcukupan data atau data yang tidak merepresentasikan system ambilah data
yang cukup
JOB SHOP
8
JOB SHOP
9

JOB SHOP
10
Temukan distribusi data yang didapat dengan menggunaan software bawaan dari
Flexsim yakni Expert::fit
Dalam mengambil data proses produksi, ambilah data yang paling mewakili
system, walaupun sebenarnya pengambilan data umumnya random.
Contoh : jangan mengambil data pembuatan baju muslim saat seminggu sebelum
lebaran karena order meledak dan tidak mewakili system pada keadaan normal
Lakukanlah studi literatur untuk mempelajari lebih lanjut tentang segala hal yang
berkaitan dengan penelitian. Literatur dapat berupa sejumlah jurnal nasional,
jurnal internasional, proseding, buku, dan tugas akhir. (Hindari landasan teori
dari internet karena sumber tidak jelas dan kredibilitas informasi rendah).
Kenalilah lokasi tempat anda mengambil data, namun lebih kenali lagi masalah
flow shop disana. Seberapa bagus profil lokasi penelitian jika masalah flow shop
tidak terlihat maka penilaian akan pentingnya penelitian flow shop tidak akan
terlihat.
Berikut merupakan langkah dalam menemukan distribusi terbaik menggunakan
Expert::fit
Setelah anda mendapatkan data dari proses yang diteliti dengan menggunakan
lembar observasi, anda dapat menggunakan software dukungan Flexsim yang
bernama expertfit, dengan cara pilih toolbar statistics > expertfit disoftware
flexsim.
JOB SHOP
11
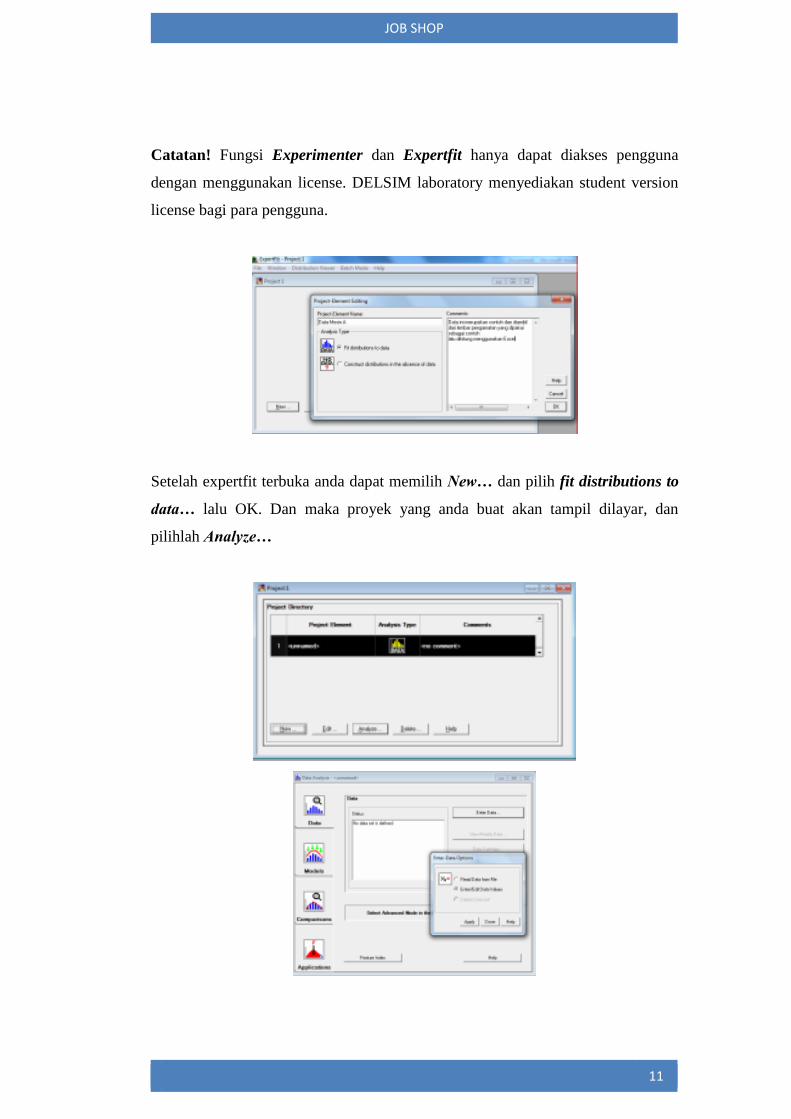
Catatan! Fungsi Experimenter dan Expertfit hanya dapat diakses pengguna
dengan menggunakan license. DELSIM laboratory menyediakan student version
license bagi para pengguna.
Setelah expertfit terbuka anda dapat memilih New… dan pilih fit distributions to
data… lalu OK. Dan maka proyek yang anda buat akan tampil dilayar, dan
pilihlah Analyze…

JOB SHOP
12
Setelah muncul window baru, pada tab data pilih enter data dan jika data telah
tersedia di file notepad anda dapat memilih read file) namun kali ini akan di isi
secara manual
Anda dapat menkopi hasil rekap data dari excel ke dalam clipboard dan pada data
enter window, pilih insertion mode dan pilih paste at end from clipboard dan OK,
lalu akan keluar hasil ringkasan analisis data dari data yang dimasukan.
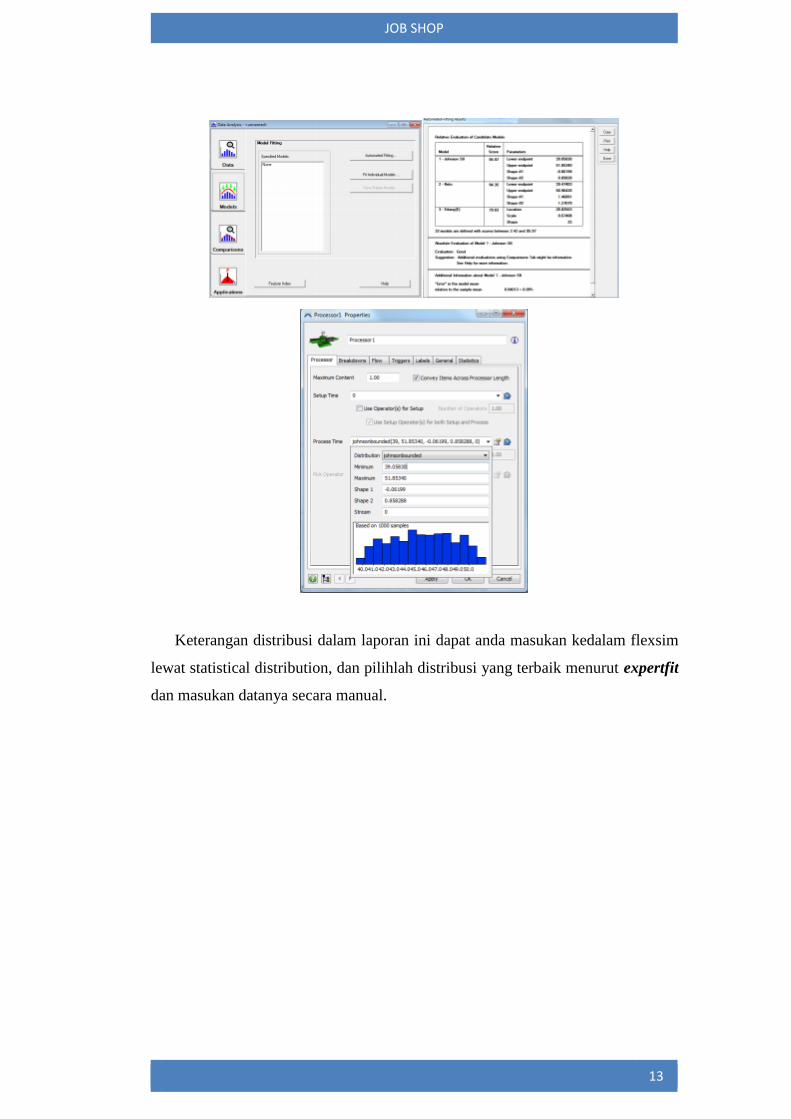
Untuk melanjutkan silahkan pilih tab model > automated fitting dan hasil
distribusi terbaikpun akan keluar dalam bentuk laporan.
JOB SHOP
13
Keterangan distribusi dalam laporan ini dapat anda masukan kedalam flexsim
lewat statistical distribution, dan pilihlah distribusi yang terbaik menurut expertfit
dan masukan datanya secara manual.