iii. metodologi penelitian a. waktu dan tempat...
TRANSCRIPT

III. METODOLOGI PENELITIAN
A. Waktu dan Tempat Penelitian
Penelitian ini dilakukan di tiga tempat, yaitu:
1. Pembuatan alat dan bahan di Laboratorium Proses Produksi Jurusan Teknik Mesin
Universitas Lampung pada bulan Januari 2013.
2. Pengujian dan pengambilan data dilakukan di Laboratorium SMK N2 dan bengkel
Montecarlo Bandar Lampung.
B. Tools Perancangan
adapun perlalatan yang digunakan dalam perancangan curling dies adalah sebagai berikut :
1. Solidworks
Software Solidworks 2009 digunakan sebagai media perancangan awal untuk membuat
desain sebelum curling dies dibuat secara langsung.

22
Gambar 3.1. Software Solidworks 2009
2. Deform 3D
Deform 3D digunakan sebagai media untuk membuat simulasi hasil rancangan
solidworks untuk melihat mampu bentuk engsel tipe butt dalam penekanan pada curling
dies dengan sistem pres.
Gambar 3.2. Software Deform 3D

23
C. Peralatan dan Bahan Curling Dies
1. Peralatan
adapun perlalatan yang digunakan dalam pembuatan curling dies adalah sebagai berikut :
a. Mesin sekrap
Mesin sekrap digunakan untuk membuat celah pada cetakan yaitu dengan menyekrap
masing-masing pelat baja AISI 1060. Untuk membuat celah dilakukan pencekaman
pada ragum mesin sekrap kaemudian atur langkah pergerakan makan, kecepatan dan
kedalaman makan sehingga benda kerja terbentuk sesuai yang diinginkan.
Gambar 3.3. Mesin sekrap
b. Mesin las
Mesin las yang digunakan yaitu mesin las listrik Helvi. Kawat las yang digunakan
yaitu RB 26 dengan arus yang digunakan 90 Amp.

24
‘
Gambar 3.4. Las listrik Helvi
c. Mesin bubut
Dalam pembuatan punch digunakan mesin bubut untuk menghaluskan poros dan
perataan permukaan. Pencekaman benda kerja dilakukan untuk membuat benda kerja
center kemudian menentukan kedalaman pemakanan dengan mata pahat bubut.
Gambar 3.5. Mesin bubut

25
d. Mesin bor
Pembuatan lubang pada dies dibutuhkan mata bor dengan kualitas baik karena bahan
yang akan diberi lubang sangat keras. Hasil pengeboran ini sangat mempengaruhi hasil
penekukan pelat engsel pada saat ditekan.
Gambar 3.6. Mesin bor listrik
e. Jangka sorong
Untuk pembuatan curling dies dibutuhkan alat ukur yang memenuhi standar agar
dapat hasil pengukuran yang akurat. Jangka sorong dapat digunakan mengukur benda
kerja baik celah maupun lubang agar dapat membuat benda kerja susuai desain yang
diinginkan.
Gambar 3.7. Jangka sorong

26
f. Mesin pres
Untuk membuat pelat engsel mampu bentuk diperlukan penekanan dengan mesin
pres, dimana mesin pres yang digunakan adalah mesin pres hidrolik. Dalam
penggunaannya poros punch harus lurus dengan poros mesin pres.
Gambar 3.8. Mesin pres hidrolik
2. Bahan Curling Dies
Adapun bahan yang digunakan dalam pembuatan curling dies ini adalah sebagai berikut:
a. Pelat baja tebal 4 cm
Pelat baja ini digunakan sebagai dies atau cetakan dalam penekukan engsel. Pelat ini
tergolong baja karbon tinggi dengan tipe AISI 1060. Pelat ini akan dilakukan
penyekrapan dan pengeboran dalam bidang tertentu sehingga menjadi bentuk yang
diinginkan.

27
Gambar 3.9. Pelat AISI 1060
b. Pelat engsel
Engsel yang akan dilakukan penekukan terbuat dari baja AISI 1015 yaitu tergolong
baja karbon rendah dengan tebal 1 mm.
Gambar 3.10. Pelat AISI 1015
c. Pelat baja tebal 1,5 mm
Pelat ini digunakan sebagai penekan yang langsung berinteraksi dengan engsel dan
material pelat ini harus lebih keras dari pada material engsel yaitu tipe AISI 1045.

28
Gambar 3.11. Pelat AISI 1045
d. Pelat baja tebal 4 mm
Pelat bersudut siku ini digunakan sebagai penahan pelat yang bersinggung dengan
engsel. Pelat ini akan masuk celah cetakan engsel.
Gambar 3.12. Pelat baja
e. Poros diameter 4 cm
Poros pejal adalah bagian paling atas curling dies dimana poros ini berinteraksi secara
langsung dengan mesin pres hidrolik.
29
Gambar 3.13. Poros baja
D. Peralatan pengujian
Adapun alat yang digunakan dalam pengujian dimensi lingkaran engsel tipe butt adalah
sebagai berikut :
a. Profile projector
Profile projector adalah perangkat pengukuran optikal yang memperbesar permukaan
objek kerja yang diproyeksikan dalam skala linier atau sirkular. Profile projector
memperbesar profil banda kerja ke dalam sebuah layar menggunakan tipe
pencahayaan.

30
Gambar 3.14. Profile projector
b. Lensa projector
Lensa ini berfungsi sebagai alat pembesaran benda kerja sesuai dengan tingkat
kemampuan pembesaran lensa tersebut. Lensa memperbesar profil benda kerja ke dalam
sebuah layar.
Gambar 3.15 Lensa projector

31
c. Plastik mal transparan
Plastik ini dibuat tanda melingkar dengan perbandingan skala 1:20 kali pembesaran
benda kerja.
Gambar 3.16. Plastik mal transparan
E. Prosedur Penelitian
Adapun prosedur penelitian yang digunakan dalam tugas akhir ini adalah sebagai berikut:
1. Desain dengan solidwork
Sketsa 2D adalah hal yang paling fundamental dari sebuah model 3D. Setiap sketsa yang
dibuat memiliki karakteristik yang berbeda, baik itu dari segi bentuk, ukuran, dan
orientasinya. Pembuatan sebuah sketsa dalam aplikasi software SolidWorks dapat
menggunakan tiga bidang (plane) utama yaitu bidang depan (Front), atas (Top), dan
kanan (Right).
32
Selanjutnya akan dijelaskan langkah – langkah pembuatan sketsa 2D di SolidWorks yaitu
sebagai berikut :
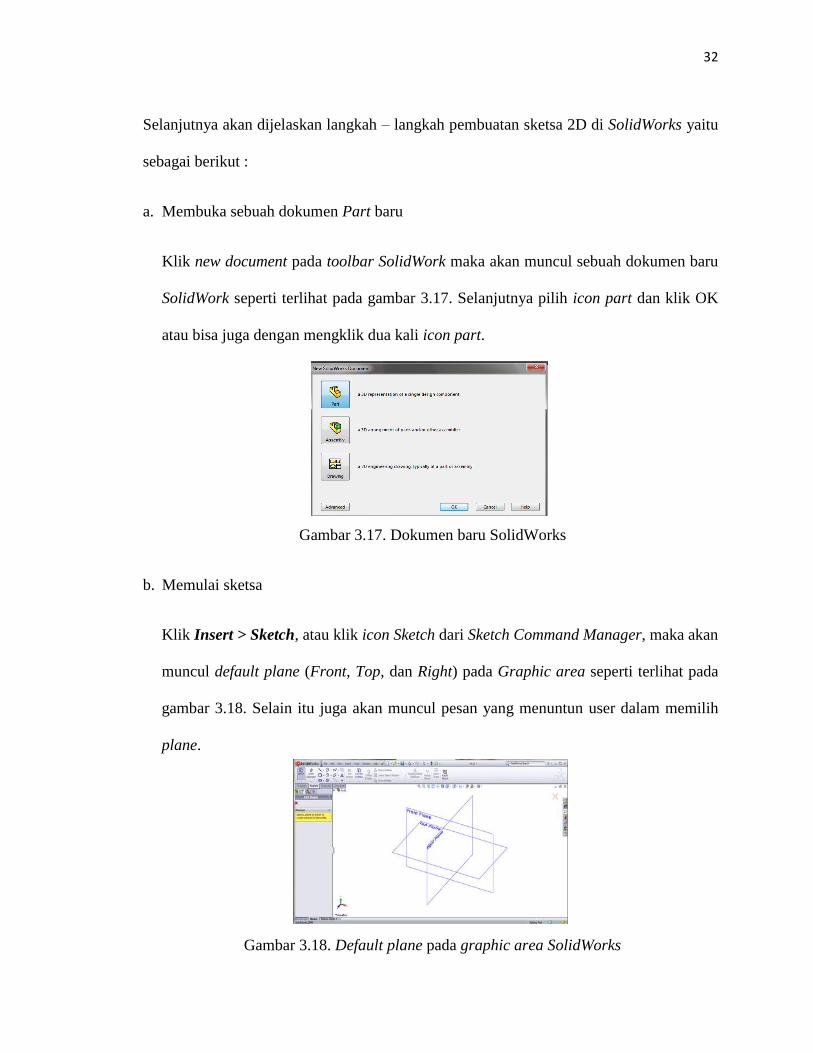
a. Membuka sebuah dokumen Part baru
Klik new document pada toolbar SolidWork maka akan muncul sebuah dokumen baru
SolidWork seperti terlihat pada gambar 3.17. Selanjutnya pilih icon part dan klik OK
atau bisa juga dengan mengklik dua kali icon part.
Gambar 3.17. Dokumen baru SolidWorks
b. Memulai sketsa
Klik Insert > Sketch, atau klik icon Sketch dari Sketch Command Manager, maka akan
muncul default plane (Front, Top, dan Right) pada Graphic area seperti terlihat pada
gambar 3.18. Selain itu juga akan muncul pesan yang menuntun user dalam memilih
plane.
Gambar 3.18. Default plane pada graphic area SolidWorks

33
c. Memilih bidang kerja (work plane)
Pilih salah satu plane yang tersedia seperti yang dijelaskan pada gambar 3.18. Untuk
memilih sebuah plane, user cukup mengklik plane yang diinginkan.
d. Membuat sketsa
Memilih salah satu tool yang sesuai dengan yang kita butuhkan untuk membuat model
yang akan kita buat. Adapun tool yang tersedia seperti yang terlihat pada gambar 3.19
berikut ini.
Gambar 3.19. Macam – macam tools
Kemudian menggambar sketsa yang akan kita buat sesuai dengan dimensi yang telah
kita tentukan sebelumnya. Setelah menyelesaikan sketsa 2D, selanjutnya lanjut ke
tahap yang lebih dalam lagi yaitu pemodelan part dasar (3D). Base Feature adalah
fitur yang pertama kali digunakan saat membuat part. Untuk membuat fitur ini
digunakan fitur Extruded Boss. Kemudian menggunakan fitur – fitur yang lain sesuai
dengan model yang kita ingin buat. Proses assembling digunakan ketika model yang
kita buat membutuhkan lebih dari satu part. Proses ini dimulai dengan mengklik
assembly pada saat membuka part baru.

34
2. Simulasi menggunakan Deform 3D
Setelah desain curling dies dibuat dengan menggunakan program solidworks kemudian
hasil perancangan disimulasikan dengan software Deform 3D. Pada deform akan
memprediksi aliran material dalam operasi pembentukan engsel tipe butt dalam desain
cetakan yang sebelumnya di desain dengan solidworks. Pada proses penekukan
menggunakan aplikasi berbasis 3D. inter object friction yang menggunakan tipe Shear
friction sebesar 0.12 , meshing benda kerja diasumsikan sebanyak 5000 elemen dan juga
movement top dies sebesar 1 mm/sec.
Gambar 3.20. Inter Object Friction
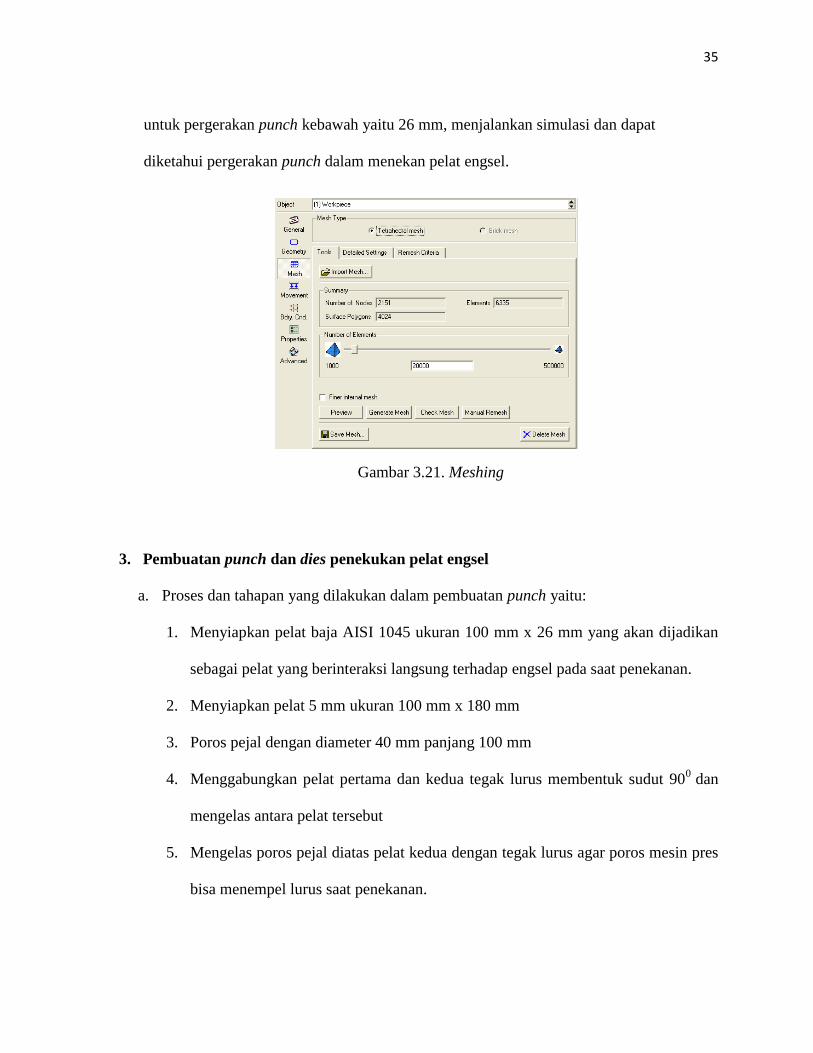
Setelah memasukan desain punch, dies dan workpiece kedalam program deform
selanjutnya seting penempatan masing-masing objek seperti engsel dimasukan dalam
cetakan dan punch ditempatkan pada atas cetakan yang memungkinkan punch bergerak
menekan dalam celah cetakan. Dalam simulasi dimasukan bahan material objek yaitu
punch AISI 1045, dies AISI 1060, workpiece AISI 1015. Setelah itu seting movement
35
untuk pergerakan punch kebawah yaitu 26 mm, menjalankan simulasi dan dapat
diketahui pergerakan punch dalam menekan pelat engsel.
Gambar 3.21. Meshing
3. Pembuatan punch dan dies penekukan pelat engsel
a. Proses dan tahapan yang dilakukan dalam pembuatan punch yaitu:
1. Menyiapkan pelat baja AISI 1045 ukuran 100 mm x 26 mm yang akan dijadikan
sebagai pelat yang berinteraksi langsung terhadap engsel pada saat penekanan.
2. Menyiapkan pelat 5 mm ukuran 100 mm x 180 mm
3. Poros pejal dengan diameter 40 mm panjang 100 mm
4. Menggabungkan pelat pertama dan kedua tegak lurus membentuk sudut 900
dan
mengelas antara pelat tersebut
5. Mengelas poros pejal diatas pelat kedua dengan tegak lurus agar poros mesin pres
bisa menempel lurus saat penekanan.

36
b. Adapun proses dan tahapan yang dilakukan dalam pembuatan dies yaitu:
1. Menyiapkan pelat baja AISI 1060 dengan ukuran 100 mm x 90 mm x 40 mm x 2.
2. Melakukan perlakuan panas pelat AISI 1060 dengan pendinginan secara
berangsur-angsur dengan media udara
3. Menyekrap satu sisi pelat dengan kedalaman makan 2 mm dengan luas bidang
100 mm x 52 mm
4. Menggabungkan kedua pelat dengan las listrik
5. Mengebor pada titik yang telah ditentukan dengan diameter bor 10 mm
6. finishing
4. Prosedur pengujian curling dies dengan mesin pres
Pengujian curling dies dilakukan di bengkel Montecarlo dengan menggunakan mesin pres
dengan kapasitas tekanan maksimal 600 kg/cm. Mesin pres di seting jarak ketinggian
antara poros mesin pres dan alas dasar mesin pres. Sebelum pengujian, celah pada dies
dilumasi oli dengan tujuan meminimalisir gesekan saat benda kerja ditekan. Setelah itu
penekan di seting sedemikian rupa sehingga lurus dengan poros mesin pres yang
kemudian dimasukan engsel yang telah dilumasi oli kedalam dies atau cetakan dan
dilakukan penekanan secara konstan sampai engsel melingkar sesuai dengan yang
diinginkan. Membuka katup pada mesin pres agar tekanan menjadi bebas. Setelah engsel
di tekuk melingkar kemudian lepas engsel dari cetakan melalui celah samping cetakan.

37
5. Prosedur pengukuran dimensi lingkaran engsel
Dimensi lingkaran engsel dapat di ukur menggunakan profile projector dengan tujuan
untuk melihat penyimpangan yang terjadi pada engsel yang telah dibentuk melingkar
dengan cetakan. Untuk pengukuran dimensi lingkaran perlu disiapkan plastik mal
berbentuk lingkaran dengan ukuran 20 kali lebih besar dari ukuran sebenarnya. Setelah
memasang mal pada layar kemudian hidupkan lampu projector untuk menyinari engsel
yang telah dipasang pada meja profile projector. Menyeting titik nol benda kerja terhadap
garis lingkaran mal pada layar, kemudian menekan tombol zero untuk kalibrasi garis
layar pada titik nol. Menentukan titik benda kerja yang akan di ukur keakuratannya
dengan lingkaran pada mal yaitu 12 titik tanda daerah pada benda kerja yang akan
dianalisa. Dalam pengukuran gerak sumbu x dan y diatur pada putaran pengatur gerak
sumbu.

38
D. Diagram Alir Penelitian
Tidak
Ya
3.22. Diagram alir penelitian
Selesai
Pengumpulan data proses
bending dan materi engsel tipe
Butt
Merancang desain curling dies engsel
tipe Butt menggunakan SolidWorks
Analisa hasil dan
pembahasan
Kesimpulan
Mensimulasikan dengan Deform
Pembuatan curling dies
engsel tipe Butt
Mulai